
Thank you Patreon Supporters!
Thank you to my Patreon supporters who help make these studies happen. Patreon funds were used for purchasing two ultimately useless knives, and some steel. Patreon supporter Marcus Ho even sent me some steel all the way from China which also ended up not working out. And I used Patreon funds to pay Shawn Houston (also a Patreon supporter) to do microscopy and grind two CATRA knives for me. So when I say that Patreon makes the study happen I don’t mean in an abstract sense. If you want to help fund more knife steel research please come join us on Patreon where you can get articles and videos early. Or if you sign up for the highest tier you can even get a sweet Knife Steel Nerds mug.
Video
Video version of the following information:
History of 8Cr13MoV/8Cr14MoV
To cover the history of 8Cr13MoV we have to go back to Japan, or even further back to Europe. Hitachi in Japan came out with their own stainless tool steels called “Gingami” meaning “silver paper” with three different designations. All three of these steels were copies, or nearly so, of stainless steels available in Europe. They were released somewhere in the 1933-1951 time period. In 1960 Fukami Steel Company was founded in Japan and they introduced AUS-4 and AUS-6 in 1968. AUS-4 was a 420/420HC type steel and AUS-6 was similar but with higher carbon and a small molybdenum and vanadium addition. AUS-6 was very similar to Gingami 2, and also other European steels such as Sandvik’s 12C27. AUS-8 was introduced in the 1970s which was AUS-6 with increased carbon up to ~0.8%. AUS-6 and AUS-8 became very common in Japanese factory knives, such as Kershaw’s imported knives introduced in the late 1970s. You can read more about all of this history (including citations) in my book The Story of Knife Steel.
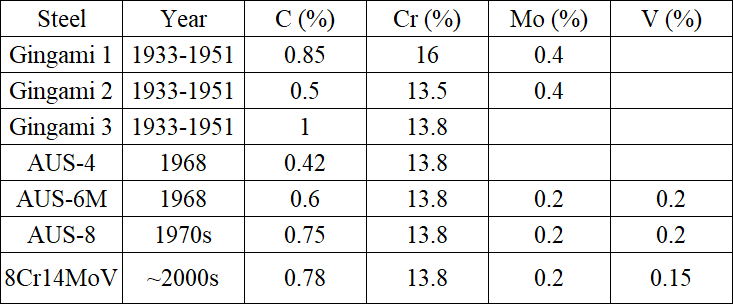
8Cr13MoV, also called 8Cr14MoV, is a generic Chinese designation for AUS-8. They have identical composition. The naming scheme is pretty self-explanatory, I think, but maybe it makes sense to describe it explicitly. The first number designates the carbon content, so “8” refers to ~0.8% carbon, Cr13 means 13% chromium, Mo means a small molybdenum addition, and V means a small vanadium addition. So 7Cr17 means 0.7% carbon and 17% chromium, 9Cr18 means 0.9% carbon and 18% chromium, and 9Cr18MoV is the same with molybdenum and vanadium. Another steel that seems to be building in popularity is 10Cr15CoMoV which is 1% carbon, 15% Cr, plus cobalt, molybdenum, and vanadium; a copy of Takefu’s VG-10. I have heard these designations sometimes referred to in a derogatory way as “Chinese alphabet soup” though I think it should be known that these designations are a slight modification of an earlier European designation system. For example, 9Cr18MoV has existed for a long time in Europe as X90CrMoV18, also referred to by another European designation system as 1.4112. This is the European version of 440B which has some small differences with the American AISI 440B, such as higher chromium (18 vs 17%) and molybdenum (1-1.3% vs <0.75%). 7Cr17 is the same as AISI 440A. To the average consumer I’m sure all of the numbers are somewhat mystifying and steel names tend to be more memorable.
I don’t know when 8Cr13MoV was first used, but it was first advertised in knives by Spyderco in 2005 with their new “byrd” line of knives produced in China. Spyderco had requested their new knives be produced in 440C and tests of the knives were positive. However, Sal Glesser requested they check the composition of the steel and found it to be identical to AUS-8, not 440C as the factory told them. They learned the steel was designated as 8Cr13MoV in China and advertised the knives as such [1]. There is no distinction between 8Cr13MoV and 8Cr14MoV, all published compositions I have been able to find are the same, apart from Spyderco’s composition table which lists the chromium content only as 13.0%, rather than other published ranges I have found which show 13-14.5% chromium.
My History with 8Cr13MoV/8Cr14MoV
Because of how common AUS-8 and 8Cr13MoV knives are, I was interested in testing the steel for some time. However, despite how common it is in factory knives, obtaining individual bars of it was actually pretty difficult. Japanese and Chinese steels are pretty difficult to obtain in the USA to begin with, as most of it is sold directly to knife companies in their respective companies. Furthermore, because they are known as “budget” or even “low end” steels custom knifemakers in the USA are not exactly clamoring for it so the knife steel supply companies were not trying to get any.
My first solution was to purchase two “Schrade Leroy” choppers made in 8Cr13MoV which have large flat areas. This would allow me to anneal (soften back to the steel factory state) the steel and then heat treat it how I want. The flat areas mean I could make steel coupons for testing such as toughness coupons and potentially CATRA knives. That gives me control over the heat treating and geometry of the steel so I am not limited to available knives.

The knife had easily removable handles so I annealed one of them and posted to my Patreon that I would soon be testing the steel. One of my Patreon supporters, Marcus Ho, contacted me and offered to purchase some 8Cr13MoV bar stock so I wouldn’t have to use my more complicated method for obtaining the steel. Marcus is a knifemaker in Hong Kong so he had experience with sourcing steel in China. You can follow him on instagram under his company name HK.Knifeworks. He sent me a bar of steel along with a very official composition certification.
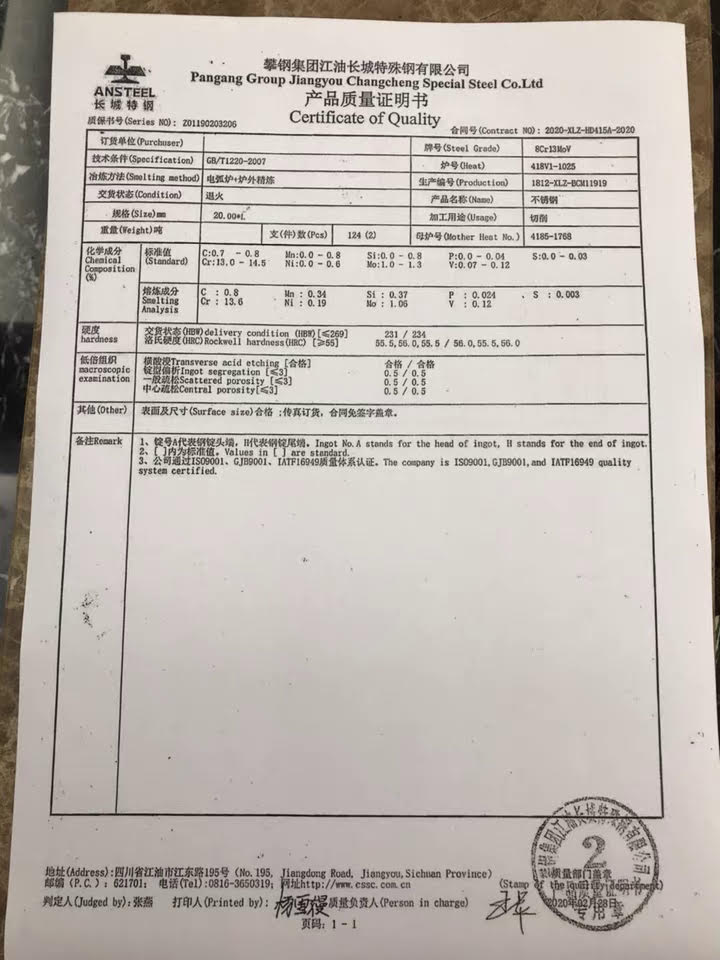
So I set the Schrade knife aside and started working with the new bar of steel. I started with developing hardness curves with different temperatures, which looked about where I expected them to be. But then I tested the toughness and it was worse than I expected, being more in line with 1% carbon stainless steels like 154CM or 440C. I then looked at the microstructure and it had too much carbide in it, looking again like 154CM or 440C. So I tested the composition of the bar and it was indeed 440C. This was an ironic reversal of the situation that Spyderco saw with their byrd knives. I was so disgusted with this whole debacle and all of the time I had wasted on a bar of 440C that I stopped working on the steel altogether.
More recently I learned that Aus Maker Supplies in Australia had obtained some 8Cr14MoV to sell to knifemakers and I asked if they could send me some. This time I actually got a bar of real 8Cr13MoV/8Cr14MoV and I am happy to report that I have actually tested the real thing.
Hardness
I tested the heat treatment of 8Cr14MoV with a range of austenitizing temperatures after soaking for 15 minutes, plate quenched, and tempered at 300 or 350°F. For half of them I used a cryo step in liquid nitrogen after the quench but before the temper. I didn’t find any published information on heat treating the steel, but Aichi has a recommendation for AUS-8 of 1050°C austenitize and 180°C temper (1925°F/350°F).
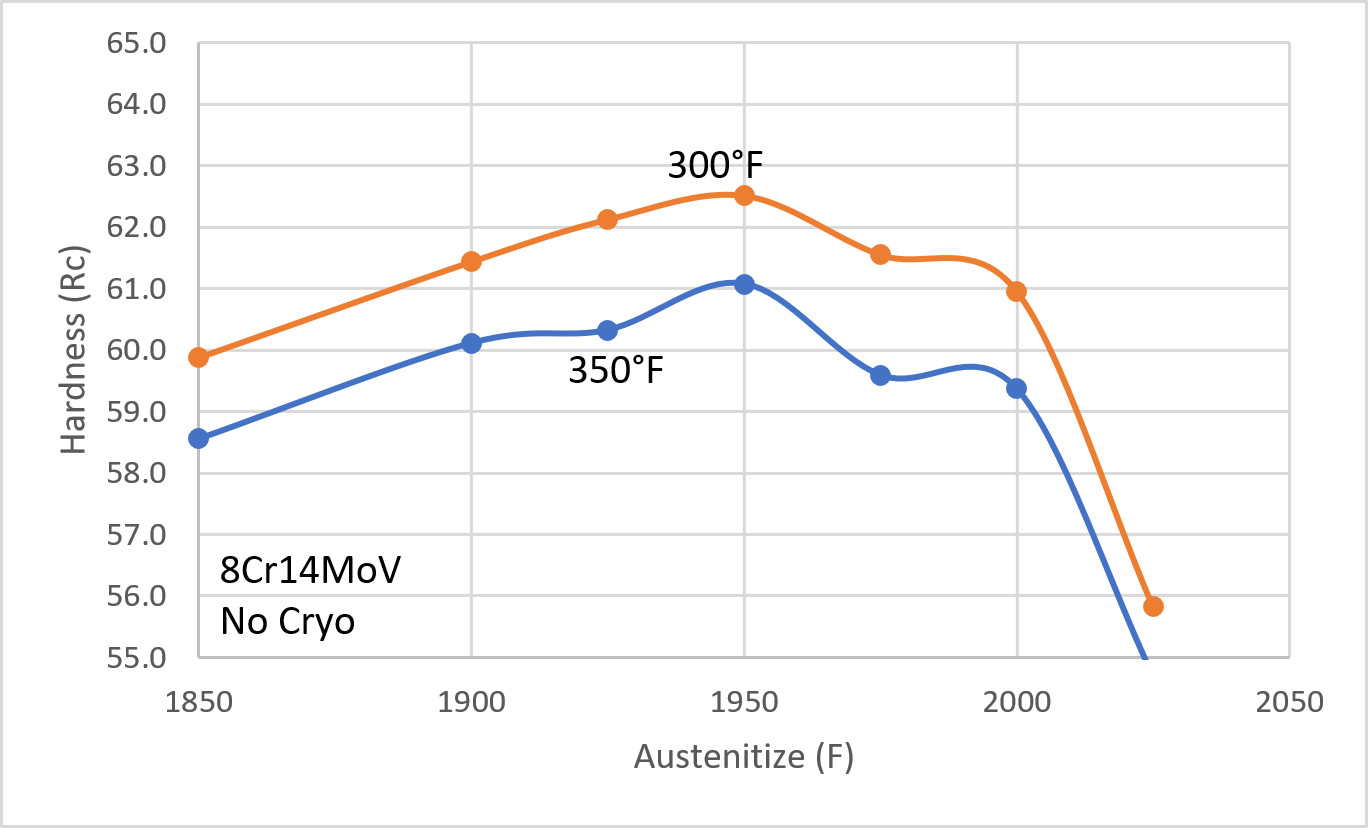
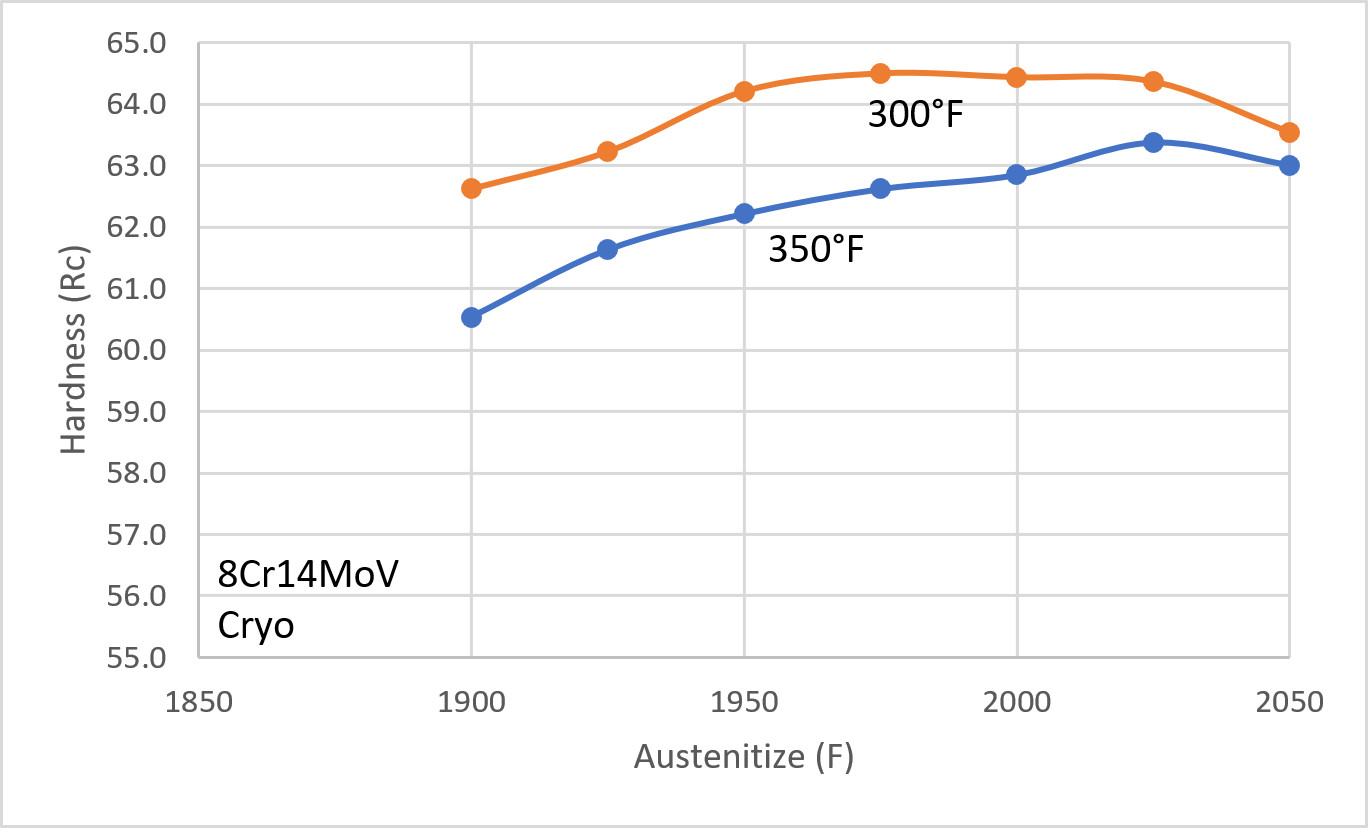
As with any steel, cryo led to higher hardness, and a higher austenitizing temperature from which peak hardness was obtained. Without cryo peak hardness was from 1950°F, so the recommendation for AUS-8 of 1925°F is good I think. It is dangerous to heat treat close to the peak hardness, because austenitizing above the peak means that there is excess “retained austenite” dropping the hardness which leads to worse performance. These are small coupons so in an industrial environment with slower quenching speeds the hardness may be somewhat lower. 61 Rc with the 1925-350 heat treatment is pretty good. Also the steel can achieve relatively high hardness, up to 64.5 Rc with a low 300°F temper. A more conservative 350°F you can still get into the 62.5-63.5 Rc range.
Microstructure
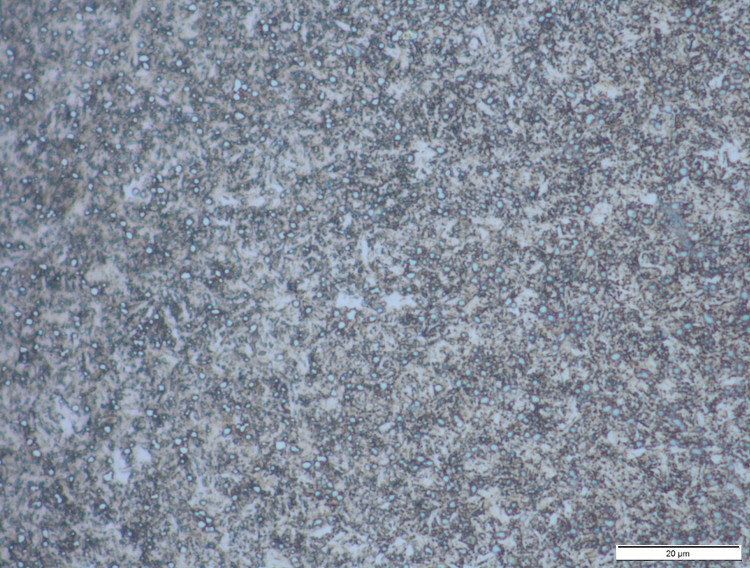
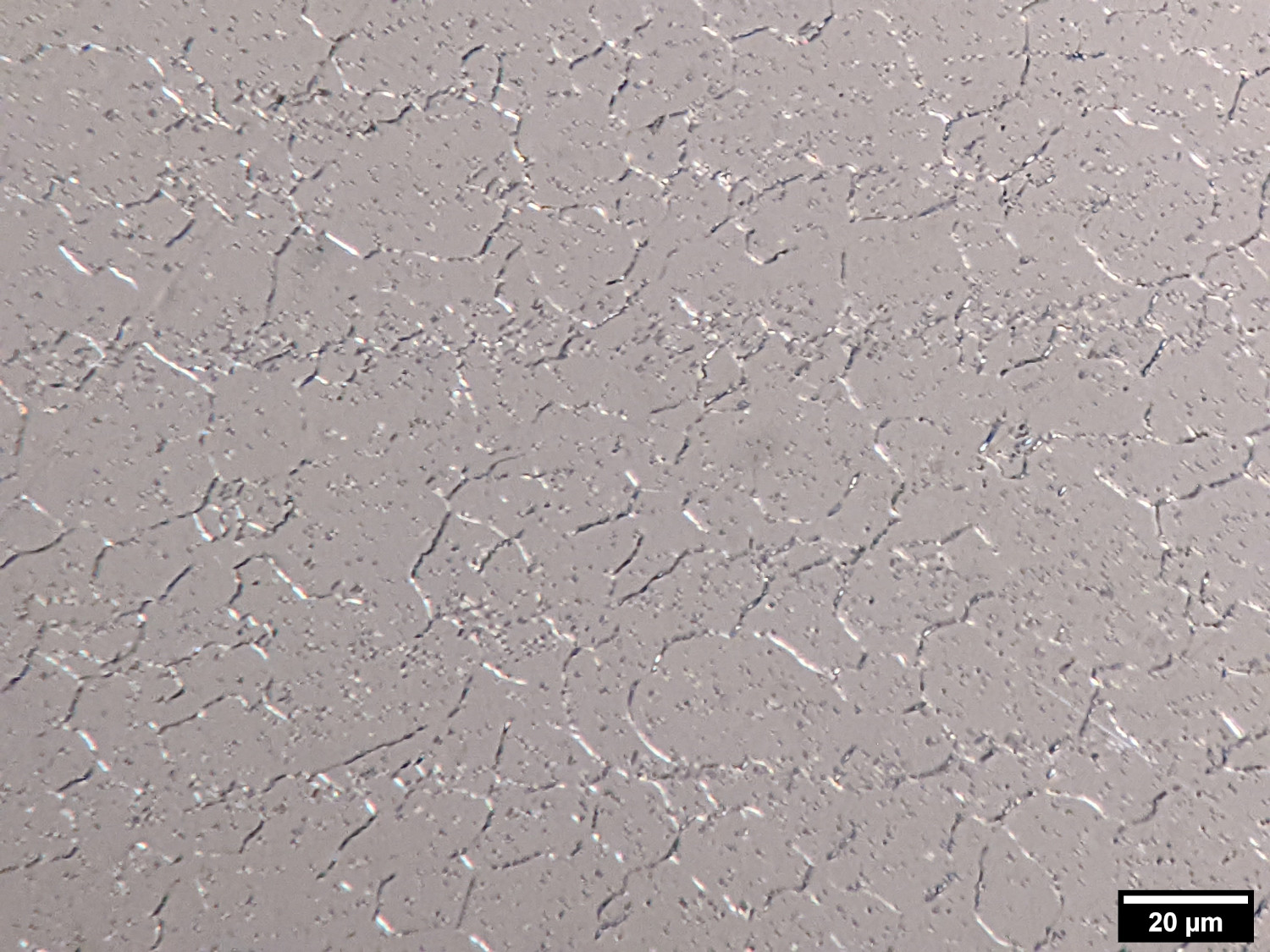
8Cr13MoV has a generally fine carbide structure but has many larger carbides mixed in. Sandvik and Uddeholm razor steels 13C26, 14C28N, and AEB-L seem to have about the limit in terms of carbon and chromium content before large carbides become unavoidable without more expensive manufacturing such as powder metallurgy. I have AEB-L below as a comparison to see what I am talking about, along with the higher carbon 440C and VG10 which have even larger carbides.
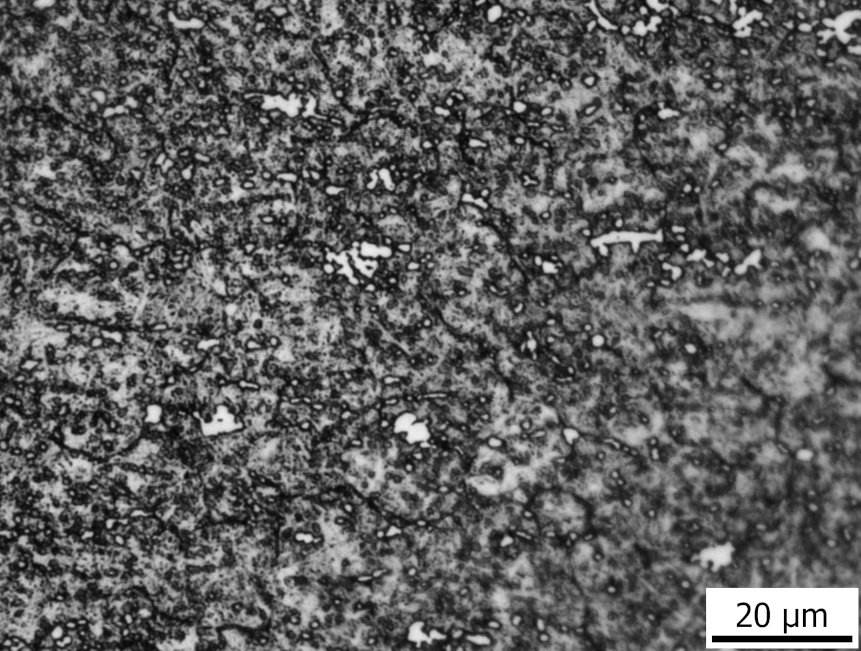
8Cr13MoV 1925°F-350°F Area 1
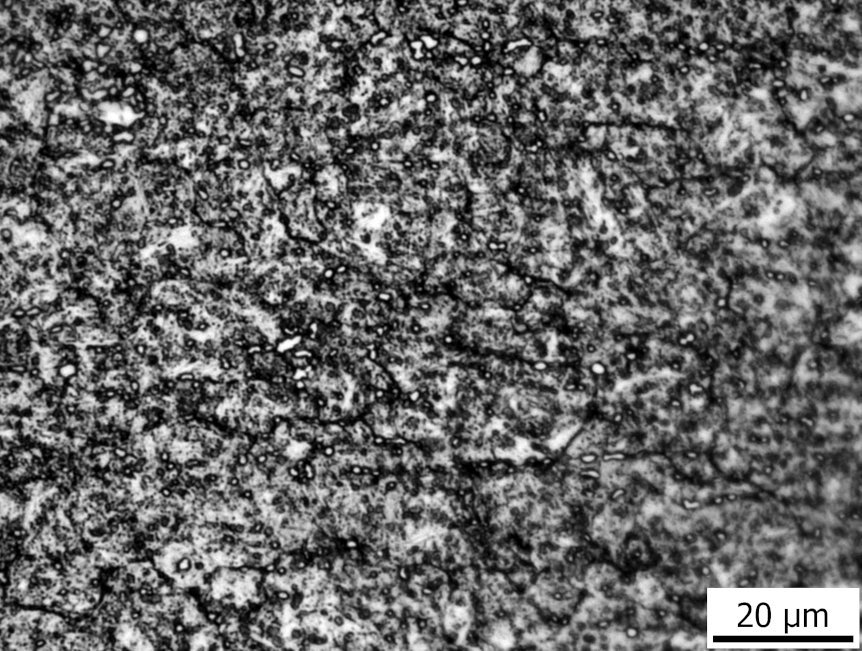
8Cr13MoV 1925°F-350°F Area 2
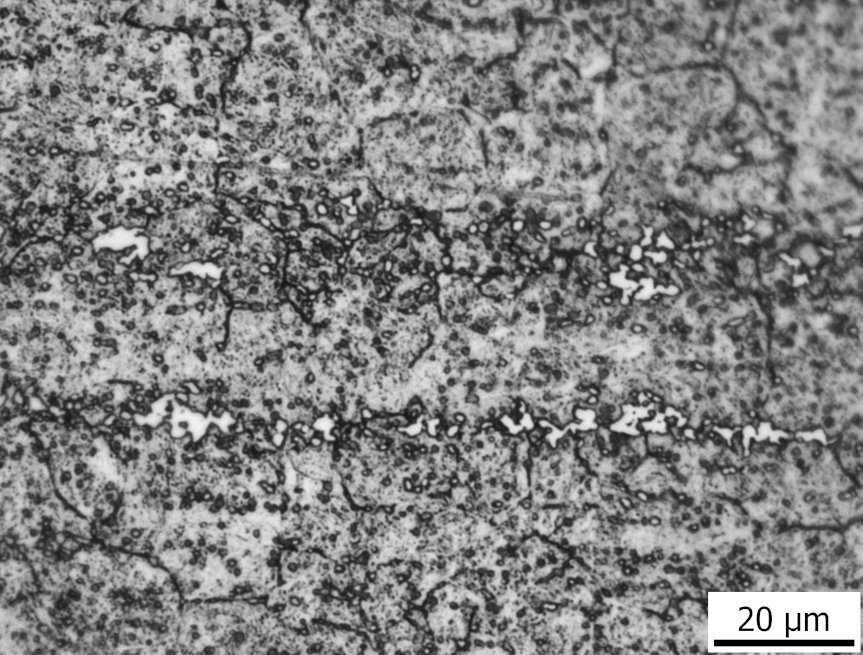
8Cr13MoV 1950°F-350°F Area 1
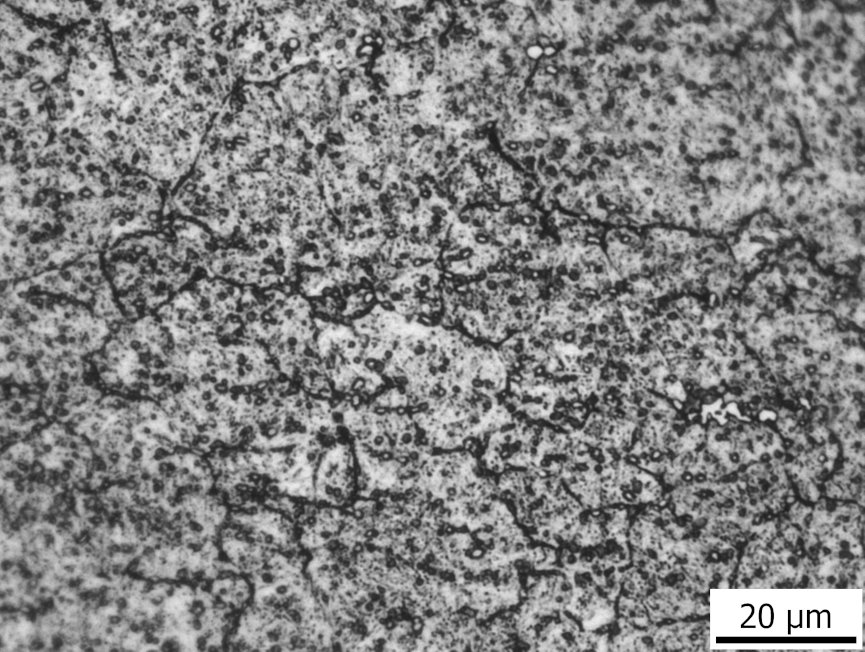
8Cr13MoV 1950°F-350°F Area 2
AEB-L
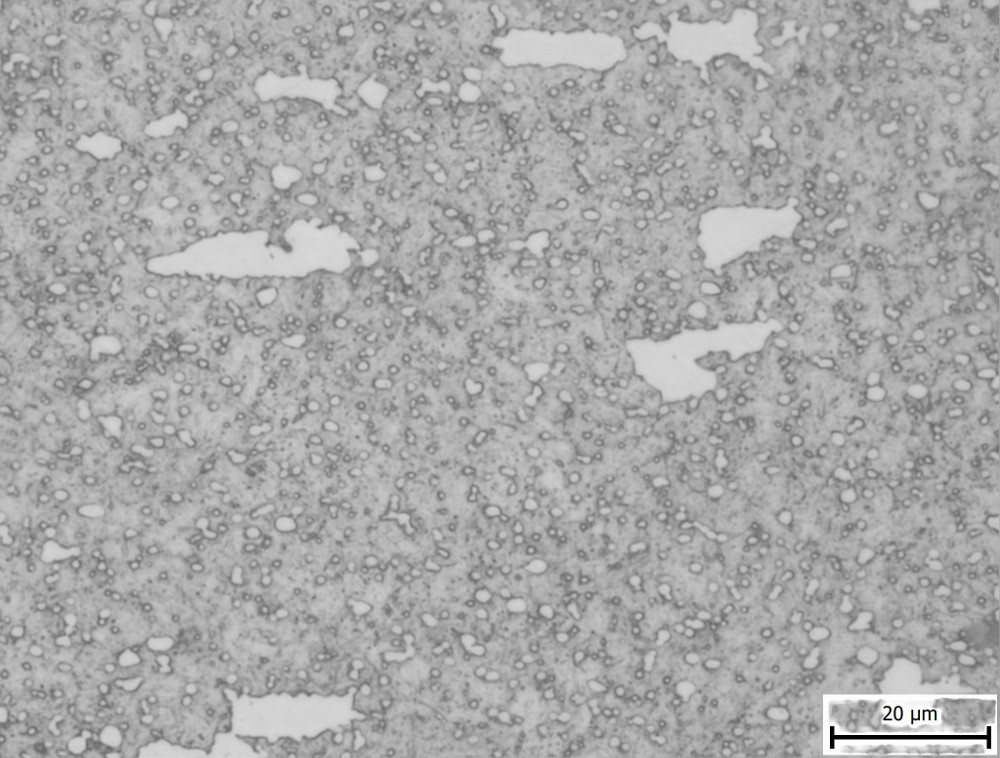
440C
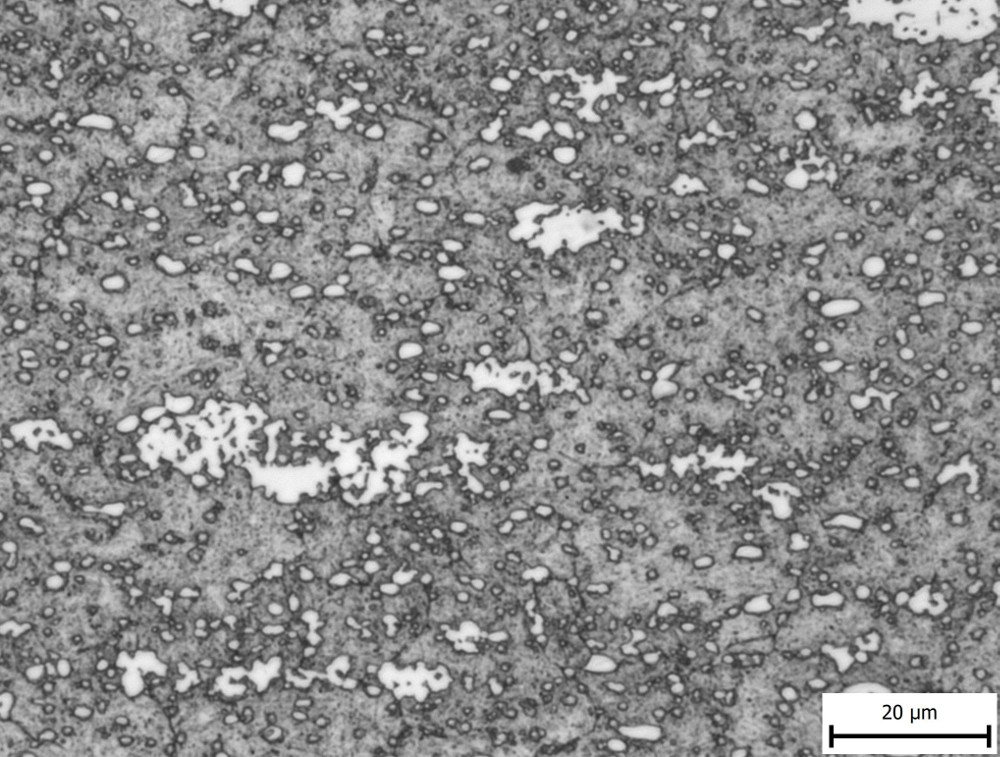
VG10
In terms of grain size we also did an etch to reveal prior austenite grain boundaries. It is notoriously difficult to reveal grain boundaries so they are somewhat difficult to see. However, it is apparent that there was some grain growth with 1950°F when compared with 1925°F.
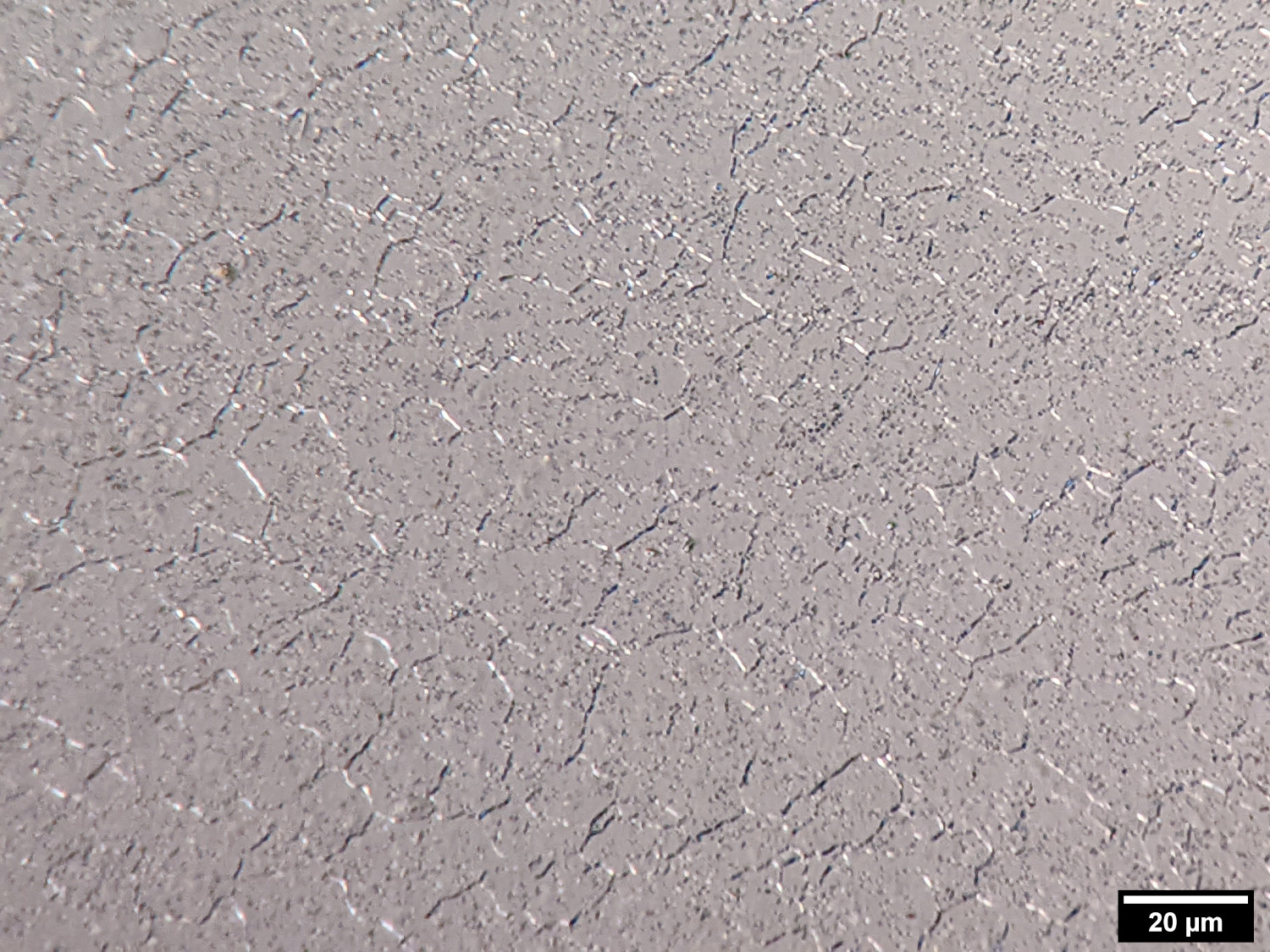
8Cr13MoV 1925°F-350°F
8Cr13MoV 1950°F-350°F
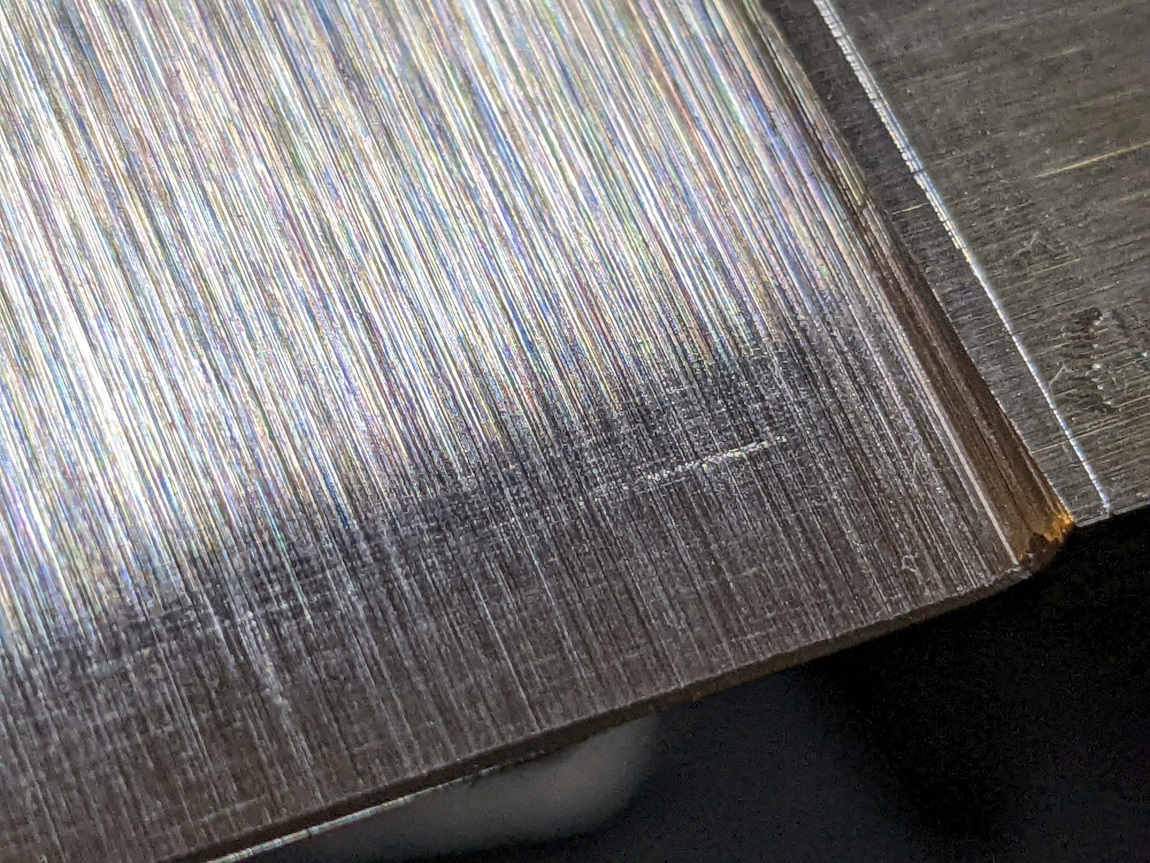
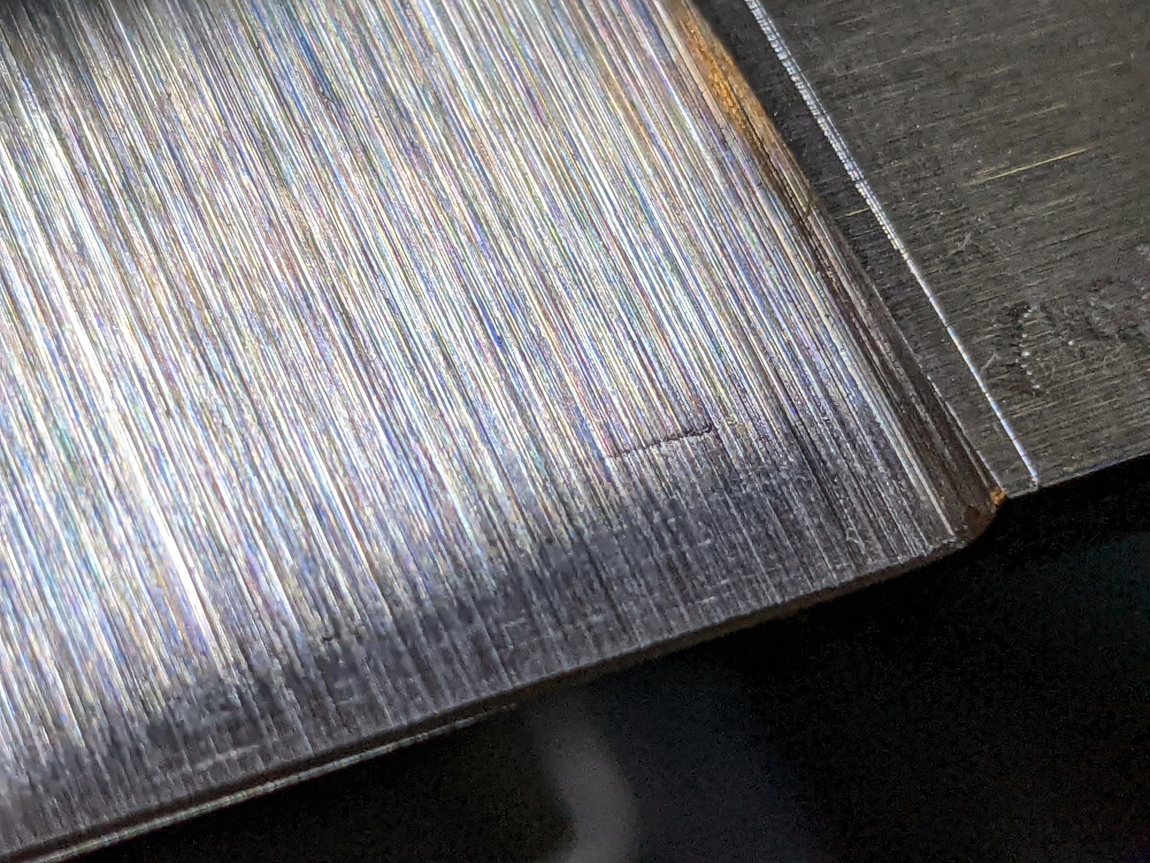
We also observed broader “segregation” and carbide stringers on a macro scale, especially in the 1925°F CATRA knife, which is shown below with two different angles. We also had a surface defect from the carbide stringers, which is seen as a shadow in the darker of the two. This happens when a carbide stringer is big enough that it breaks out during grinding. Segregation and carbide stringers are not unique to 8Cr13MoV, they are relatively common with ingot cast steels (as opposed to powder metallurgy). This is especially the case with higher carbon conventional steels like 440C and 154CM. The carbide stringers are parallel to the edge, perpendicular to the “grind lines.”
Toughness
For toughness tests I heat treated two conditions: 1925-350°F without cryo (roughly matching factory knife heat treatments), and 1950-350°F with cryo (higher hardness and closer to a custom heat treatment). These resulted in about 60 Rc and 62 Rc, respectively.
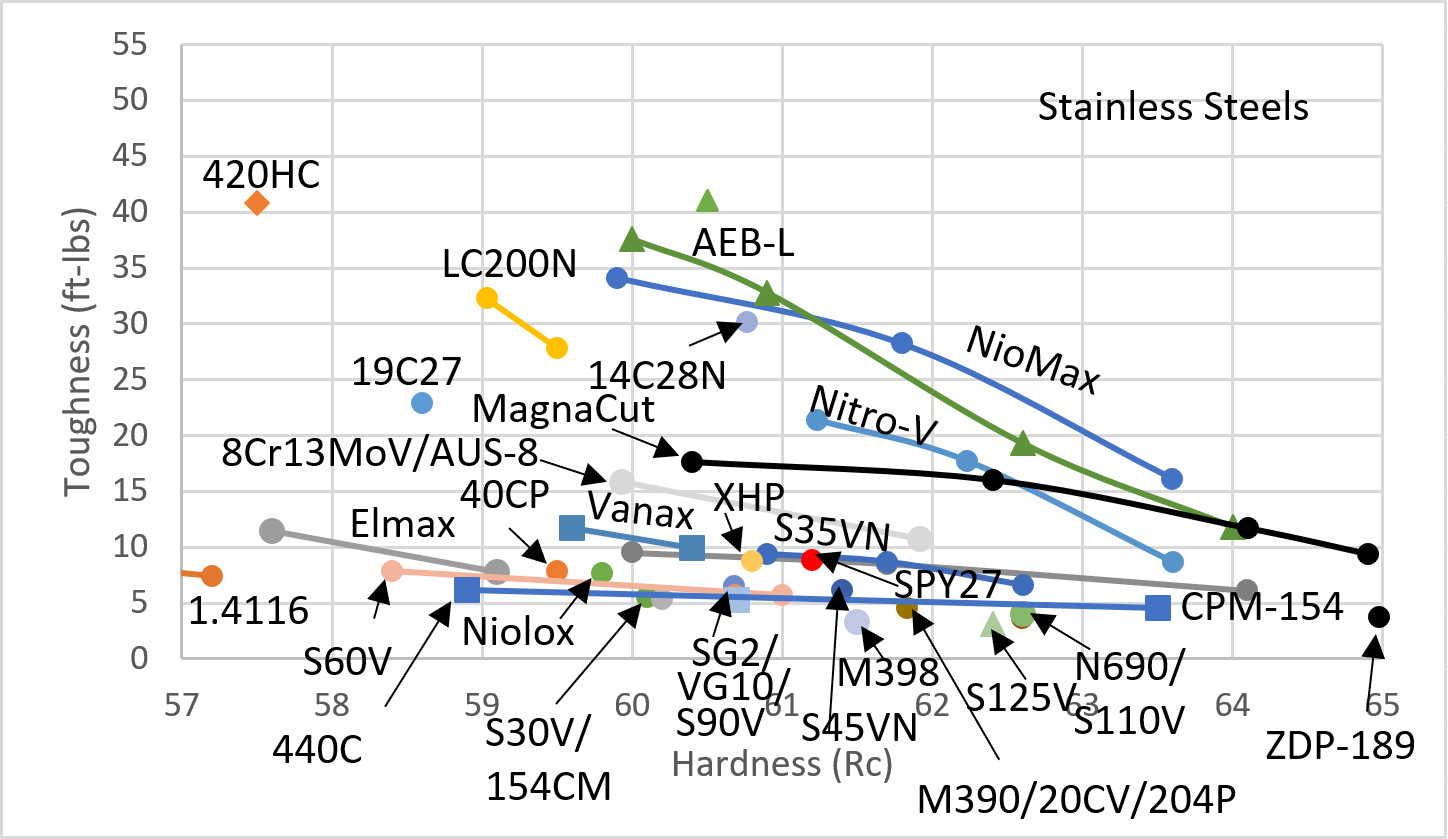
As expected based on the presence of some larger carbides, the toughness of 8Cr13MoV is significantly lower than AEB-L, 14C28N, LC200N, and Nitro-V. However, the toughness of 8Cr13MoV is still better than most other conventional high carbon stainless steels like 440C, VG10, and 154CM. It is also better toughness than most powder metallurgy stainless steels, even Vanax, XHP, and S35VN (though not MagnaCut). So overall 8Cr13MoV/8Cr14MoV has pretty good toughness despite its reputation as a low end steel. AUS-8 would also be similar.
CATRA Edge Retention
For CATRA edge retention coupons I used the same heat treatments, though they both came out slightly harder at about 61 and 62.5 Rc. However, one interesting thing is that the 1925-350°F heat treatment, the softer of the two, measured higher for edge retention, with an average after four tests of 395 mm of cardstock cut in the CATRA test. The 1950-350°F instead measured 376 mm. The 1950 coupon tested very consistently with values of 370, 382, and 377 mm. The 1925, however, seemed to do better the more I retested it with 357, 399, 389, and 429 mm. After puzzling over this I think the reason is that we had more carbide stringers near the edge with the 1925-350°F CATRA coupon, as discussed in the microstructure section. So perhaps what happened is that I was sharpening into a more carbide-rich region leading to the higher values. This is part of the inconsistency of conventionally cast steels, leading to more variable microstructure and therefore properties. Powder metallurgy steels are typically more consistent. To be kind to 8Cr13MoV I plotted only the higher 1925 coupon on the chart below:
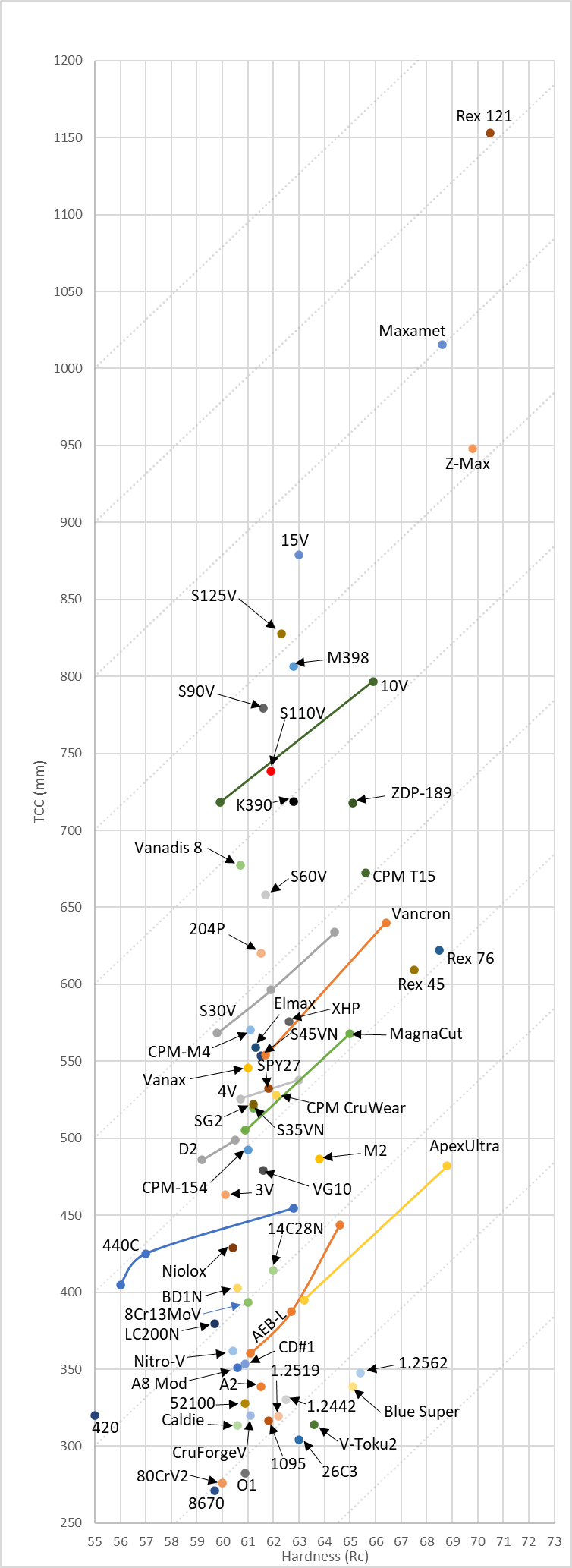
The steel tested about where it was expected to fall, a bit above the lower carbon AEB-L and Nitro-V, but below higher carbon steels like 440C, VG10, and 154CM. When compensating for hardness it did very similar to LC200N and 14C28N. Both of those steels (LC200N and 14C28N) tested a bit better than I expected based on their composition, as I expected them to be closer to AEB-L and Nitro-V. So I am curious if I were to test three knives if they would still end up where they did (as opposed to resharpening the same knife), or if there are other features of those steels that cause them to test a bit higher. But we are talking relatively small differences, it’s not as if the steels were competing with S30V.
Comparison with My Original Ratings
I had been running Knife Steel Nerds for a few years before I finally did my ratings of knife steels. I wanted to have experimental results before rating them. One of the few steels I gave a rating for without testing it was 8Cr13MoV/AUS-8, in part because it is so common and many people asked me to rate it. So I gave my best guess in the table which I reproduced below:
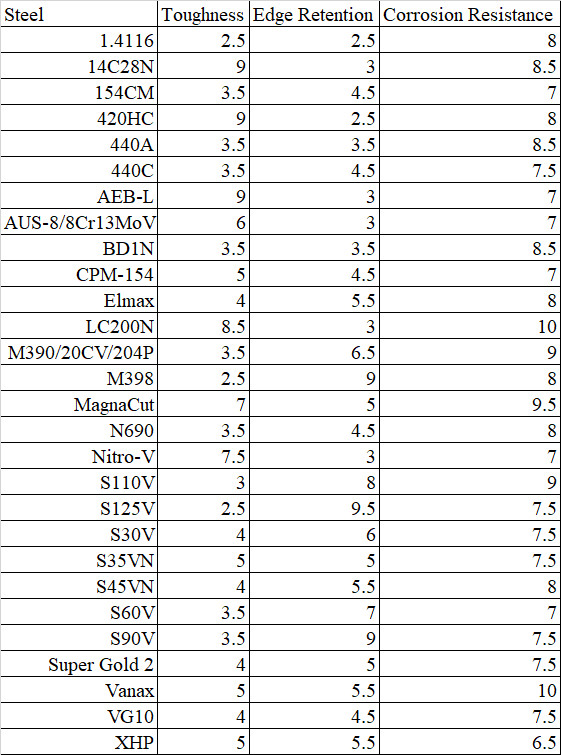
I guessed that the toughness would be a “6,” in between 5’s like Vanax and S35VN and the 7 of MagnaCut. And indeed the steel ended up in between those. The edge retention I gave a “3,” the same as AEB-L, LC200N, and 14C28N, and it tested similarly to those steels. So I pointed all that out to pat myself on the back for my predictive abilities based on educated guesses and everything I’ve learned about steels over the years. It’s fun to brag sometimes. I didn’t test corrosion resistance of the steel, it gets a 7 because it is largely a carbon-chromium steel (with a little Mo and V), and so should fall in line with other steels of similar carbon-chromium ratio. If everyone is really clamoring for corrosion resistance tests of these types of steels I will think about doing another round of salt spray tests.
Summary and Conclusions
8Cr13MoV started as a copy of the Japanese steel AUS-8. I told the complicated and boring story of why I have had such a hard time getting this steel so I could actually test it. I think the obtainable hardness of the steel is pretty good, it can be heat treated up to 64 Rc or so, and is very easy to heat treat into the 60-61 region without cryo and 62-63 Rc region with cryo. The 1925-350°F (1050-180°C) heat treatment recommended by Aichi for AUS-8 is a good starting point for a cryo-free heat treatment. With cryo you can austenitize up to the 1975-2025°F range for high hardness if desired. 300°F is as low as I typically recommend tempering, though 350°F gives more balanced properties. The microstructure is disappointing if you are comparing to AEB-L and 14C28N though looks pretty good when compared with higher carbon conventional steels like 440C, VG10, and 154CM. The toughness was better than those 1% carbon steels but not as good as the fine AEB-L and 14C28N, but quite respectable either way. The edge retention wasn’t much better than AEB-L for the toughness deficit, but with the good hardness 8Cr13MoV can have it isn’t too bad. Luckily for me I didn’t have to modify the ratings I had already given the steel in each category because my predictions were pretty good. If you are in Australia 8Cr14MoV/8Cr13MoV is a good low cost steel to purchase from Aus Maker Supplies. And if you are buying knives in the steel you don’t need to worry about the steel itself being “junk,” there are a lot worse choices. Of course that assumes the knife company is heat treating it properly.
[1] https://forum.spyderco.com/viewtopic.php?f=2&t=14579&p=140419
Interesting article Larrin and quite thorough as usual. I was particularly interested in the carbide stringers as I’ve seen that and didn’t know what or why it was in my blade. I’ve seen it in commercial knives too, a shadowy line perpendicular to the fine grind marks.
Your last sentence is a nice summary of the steel and it also states the obvious about the heat treat of commercial knives
“buying knives in the steel you don’t need to worry about the steel itself being “junk,” there are a lot worse choices. Of course that assumes the knife company is heat treating it properly.”
I’ve not seen many big knife companies heat treat their knives at their best hardness with a few exceptions. Now I’ve only had a Spyderco in 8Cr13MoV and it holds an edge well, but I wouldn’t think any company that won’t do other steels well would heat treat 8Cr very well either. Running an oven 50 degrees cooler is cheaper and as you’ve shown that 50 degrees can make the difference between a good blade versus a mediocre one.
thank you Larrin,
I love open and honest information. These and among others core values makes life better,
I am waiting for Morakniv to make HRC 60 blades in their higher end models.
Because the 56-57-58 range is too soft for the steels potential.
And users are learning more about knives, I hope this results in better products.
kind regards Mattia
It depends on the application you are using the knife for. In general 60+ HRC would be more prone to chipping. “Stay Sharp Stay Safe” 😊🙏🏻
Yeah, but they use 14c28n and 12c27m. They’re tougher than almost everything, even at high HRC compared to D2, 440C etc at 58hrc.
Plus, they make their blade geometry tough to boot. It’s just too much toughness and not enough strength. Perhaps they temper higher so that grinding doesn’t mess with it, they don’t want chips no matter what, plus no cryo. Still, they should at least be able to get near 60, not 57 ish. Their x90 steel probably isn’t as tough and likely made harder if anything.
Dr. Thomas, excellent experiment and write up, and nice work on the predictions! I also read your article on blade grinding potentially affecting the hardness/temper and was wondering what process is used to create the bevel for the coupons you use? Is it possible that the results improved on the one sample due to hand sharpening and getting into the steel that was less affected by the machine grinding? Doesn’t explain why it did not happen on both, however. I really appreciate your work and thank you for sharing and contributing so much!
They are ground with a water cooled belt sander and then sharpened by hand.
Much appreciated!
My slightly anecdotal evidence suggests that the little caveat at the end is wherein lies the rub…
My experience with most factory knives are that heat treatment leaves something to be desired… there are some very expensive exceptions, but that is rare…
I always wonder if that is because they choose belt furnaces and no cryo, or are large furnaces just much slower and the forced N2 cooling just can’t cool down the steel fast enough? It is odd that factories who has done it for absolute ages hasn’t solved the problem…
I guess it could be that they know something i don’t… like how to make money for instance
I feel like 8cr13 should get a 6.5 in toughness and 3.5 in edge retention, considering there is little difference between 8cr13 and magnacut in toughness (magnacut scores 7 in toughness). And there is negligeble difference in edge retention between bd1n and 8cr13 and 8cr13 clearly scores above aeb-l.
That is some very interesting analysis. It was so insightful and complete that I read the whole thing! One detail I can point out is that I wanted to compare 8cr14mov directly with D2 but in some charts D2 was not included.
Most companies don’t heat treat it good so it gets a bad rap 8cr13mov, wish it would be maxed out just below chippy hardness it’ll change minds on steels
Thank you!
This info is so helpful for understanding and cimparing the knife steel choices in tons of common production knives.
Would be really useful to have similar testing on other very common baseline (and oft maligned) steels like 420j2 and 4116.
And 12c27! Very often maligned indeed. Probably because they’re often just too soft to hold an edge despite the possible toughness. The toughness never even comes into play because it’s not strong enough to exceed it, even used as a prybar.
Thank you for publishing this research online. AUS8 and 8Cr13MoV are two of my favorite steels. In my experience using knives made of these steels, they are very tough and durable. I don’t understand why people complain about them. I like 14C28N as well. It’s a bit tougher based on my experience and also very affordable.
I like tough, durable steels that I can depend on that do not rust easily and are cheap to buy/replace. These steels are the best for my usage. And, I can buy 10 of them for the price of one or two ‘super steel’ knives.
I wish people would stop calling them junk. That’s simply not true and often just repeated by people online that really have no idea what they are talking about.
Is Gingami-3 the same as Ginsanko or Silver-3 as currently used commonly in Japanese chef knives? I’m curious mostly about the carbide size as compared to historic manufacturing, given that Gin-3 seems to be a copy of AEB, which famously didn’t make for good razor blade stock due to the large carbides as produced in the 1930s. Would be interesting to see an analysis of Gin-3, comparing to AEB-L and AEB-H.
Yes those are all the same steel. I have some tests of 19C27 which is identical to AEB/AEB-H.
How about Gin-5(silver paper-5), identical to AEB-L ?
There are also PS60 and a Gin-8 steel, which both claimed 60HRC+ recent years, are these both Gin-5 in different name just like FC61?
http://www.echigo-douraku.com/free_9_10.html
Zknives says PS60 is identical to AEB-L. I don’t know what the source is for that. I’ve never seen a composition for the GIN-8. Probably nothing to get excited about.
The link above contains a HRC certificate from a local Japanese research institute, with a pic of microstructure.
http://www.echigo-douraku.com/seki-72a.jpg
The carbide size seems to be slightly larger than AEB-L’s ?
Do you think the carbide volume (under HRC62) matches AEB-L’s or others’?
Agreed, nothing to get excited about.
The old AUS6 and similar’re just nothing like the fine carbide 13C26/AEB-L.
It’s funny that while the old VG company’s busying marketing its new secret ingredient PM steel, they still have not time to improve their old VG2 into the classic fine carbide “oldie goodie” stuffs.
https://e-tokko.com/spgst.php?lang=en
Any thoughts?
How would this compare with 9cr14mov ?
Would it be possible for you to mark 1.4116 on the chart next time you make one?
As we all know, 1.4116 is not an interesting steel, but since it’s one of the most widely used materials for household kitchen knives, it would be helpful for comparison.