Thanks to Saptak Dutta, Bill Clancy, Cap Hayes, Electro_Static, Coll Gomila, Kody Ekstrom, Nico, Tom Ewing, Ken Johnson, Brent Stark, Jesse Warren, Malachi Chou-Green, Luke Haag, Bill Harrison, John Geelhoed, and Julian Hamilton for becoming Knife Steel Nerds Patreon supporters!
My Steel Past
S30V was developed by Crucible and released at the end of 2001. As I began to be interested in knives and steel in my teens the idea of developing a new steel was very interesting to me. Not necessarily as something I would do myself, but development of new products, knowledge of the metallurgy required to do so, the trial and error necessary to find an optimal balance, etc. was all intriguing. S30V was touted as a steel developed specifically for knives, and I was curious about what that meant exactly; what properties were they trying to balance for a knife steel as opposed to tool and die, or high speed steel, injection molding steel, etc. I talked to Crucible metallurgists at every knife show I attended and even called them up frequently with many questions and they always did their best to answer. I was hooked.

Matthew Gregory chopper in CPM-MagnaCut
After ~10 years and 2 kids later I was working professionally developing automotive sheet steels. It is a fun job but because of my original passion for knife steels I began writing for this website and doing research on the properties of various steels. As part of this I write articles about the history of different steels including how they were developed and what gives them their properties in terms of composition and processing. However, this doesn’t necessarily qualify one to design a new steel. It’s sort of like the difference between offering commentary on a football game and actually playing in one. I had considered attempting to come up with my own unique steel compositions, but just wanting to do so doesn’t mean that you have something unique to offer. However, spending all this time on writing about different knife steels eventually led to a series of epiphanies about possibilities in steel design that have not yet been explored.
Epiphanies
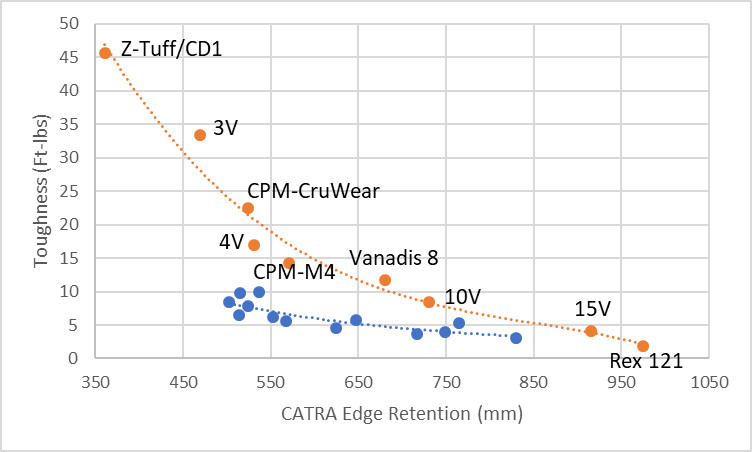
Orange dots are PM non-stainless, blue dots are PMstainless
Early powder metallurgy stainless steels used high chromium content (17-20%) for corrosion resistance in combination with vanadium for wear resistance. These included steels like S60V, Elmax, and M390. However, these steels have relatively low toughness from the relatively coarse microstructure that results from a large percentage of chromium carbides. Non-stainless powder metallurgy steels like CPM-4V, CPM-3V, and Vanadis 8 have smaller vanadium carbides only which give them a superior combination of toughness and wear resistance. The small, but very hard, vanadium carbides, offer superior wear resistance for a given amount of carbide. And less carbide means higher toughness. Crucible later developed steels like S90V and S30V which had less chromium (14%) for less chromium carbide which improved properties relative to the higher chromium stainless steels. The corrosion resistance was not necessarily reduced when compared with the higher chromium steels because only so much of the chromium is “in solution” to contribute to corrosion resistance. Somewhere in the range of 10-13% in solution is common, with the rest tied up in carbides. Which means a stainless steel can be developed with only about 10% chromium as long as all of it is in solution after heat treatment. Actually, it could be a little bit less because some of the steel is carbide. If the steel has 10% carbide, that leaves 90% matrix, so the 10% chromium could end up being as high as 11.1% in solution (10 divided by 0.9).

Devin Thomas chef’s knife in stainless san-mai with CPM-MagnaCut core steel. Devin says this is his new favorite kitchen knife steel.
So if the properties were improved by reducing the chromium content down to 14%, why couldn’t they be improved by reducing the chromium content further? Is it possible to balance the composition to ensure that any chromium carbides are dissolved during heat treating so that we get a microstructure of only small hard carbides rather than the larger, softer chromium carbides? Reducing the chromium content of a steel like S30V would result in less chromium in solution and lower corrosion resistance but not much less chromium carbide. The carbon content would also have to be reduced so that chromium carbide would dissolve at a reasonable temperature. But in those cases the steel may not have enough hardness.
I found that if I kept the carbon content into a relatively narrow range, a sweet spot would be found where there would be enough carbon (for hardness) and chromium (for corrosion resistance) in solution while also having a combination of hard vanadium and niobium carbides for the optimal balance of wear resistance and toughness. At least, according to the software. There are never any guarantees that software is going to be right. You can read more about my stainless steel design ideas in this article.

Darrin Thomas folder in CPM-MagnaCut
Property Target
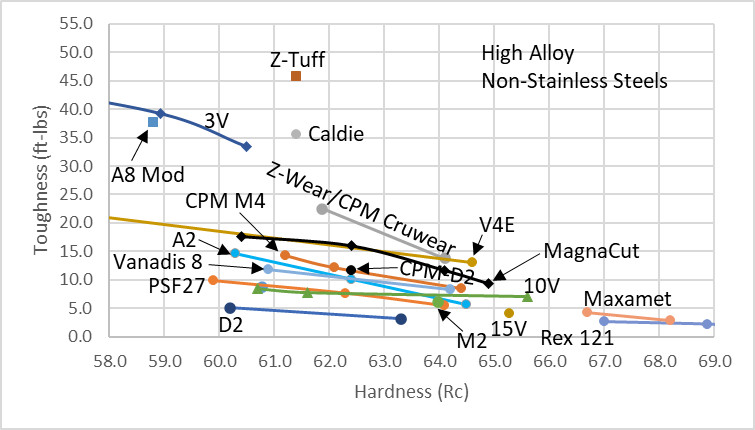
But eliminating the chromium carbide is only one part of the equation. I then had to pick a toughness-edge retention balance. After all, the non-stainless PM steels extend all the way from Z-Tuff (very tough but relatively low edge retention) up to 15V (very high edge retention but relatively low toughness). To me the sweet spot is around the steel CPM-CruWear, 4V/Vanadis 4 Extra, and CPM-M4. Those steels are known for their excellent balance of properties. CPM 4V is very popular with everything from competition chopping knives to fine cutting knives. Its fine microstructure and medium-high toughness in combination with above average edge retention makes it very versatile. It has very good ease in grinding and sharpening along with its balanced properties because of the fine microstructure. And since the stainless PM steels are so crowded in the high edge retention group, going a bit higher in toughness gives more differentiation with the currently available products. So my target was CPM-CruWear/CPM-4V but stainless. Possible? Maybe.

Phil Wilson “Sprig” in CPM MagnaCut
Options for Testing my Idea
So now I had a composition I wanted to try but had no way of testing it. I called a research facility that does small batch powder metallurgy production and they quoted me an obscene amount of money for 50 lbs of steel. Too much for me to justify spending. I decided that the best way to do it would be to convince a steel company to make it. The worst that could happen would be that they say no. There are only a few steel companies making powder metallurgy tool steels, so it wouldn’t take many rejections to reach the end of the list. I have never heard of an independent metallurgist offering a steel design to a company out of the blue. Almost universally the designs come from internal metallurgists that are being paid a salary. Sometimes a University Professor is brought in for certain things, but often those projects come as suggestions from the steel company itself, usually to be part of a Graduate student thesis.
I decided to contact Crucible Industries first. They were the company that got me excited about knife steel to begin with. They have had the best availability of knife steel in a range of sizes and in reasonable prices. In part because of the partnership with Niagara Specialty Metals who do the hot rolling and distribution of knife steels for Crucible. So they have shown commitment to the knife industry in the past. However, Crucible is not the same company they were when developing S30V and S90V. At that time they had a dedicated research facility where Pilot-sized heats of steel would be produced to test out different designs before full production. Now to test out a new steel concept you have to make a full heat of several thousand pounds. The costs add up quickly if you want to try more than one composition. I likely have only one shot to get this right.

Triple B “Cruiser” knife in MagnaCut by Shawn Houston
Convincing the Powers that Be
I put together a PowerPoint presentation summarizing my steel design idea and why I thought it would work. And the presentation showed that we could match the properties of non-stainless powder metallurgy steels like CPM-4V and CPM-CruWear if my design would do what it is predicted to do. I first talked to Bob Shabala of Niagara Specialty Metals and he was very excited. He offered to help me how he could with convincing Crucible to try the steel. With Bob in my corner I went to Crucible with the same presentation. They were intrigued but reticent. John Shiesley, then the head of Sales (and now the CEO), wanted to know how this would work in terms of distribution, etc. I assured him it would be sold as a normal Crucible grade and that I wasn’t interested in warehousing and selling steel myself. Bob Skibitski, the lead metallurgist at Crucible, had several questions designed to test my knowledge of steel and to discover if I knew anything practical or was just a research nerd with my head in the clouds. I convinced them that I knew what I was doing and they agreed to produce a heat of the steel.

Big Chris “Ranger” in MagnaCut
Sleepless Nights
It took just over a year for the first melt of steel to be “atomized” to powder. I woke up at 3am most nights unable to sleep worried about the steel. Should it have a little more carbon? A little less silicon? Am I being too aggressive in how much nitrogen I want? Chromium is one of the main elements that allows more nitrogen to enter liquid steel and I was reducing the bulk chromium content. Finally after that year I got an email from Bob Skibitski early in the morning that the steel was currently liquid and that some of the elements had already been added. He said that the melt was “mushy” from partially solidifying and asked if he could add more carbon to reduce the melting temperature. I did not want to increase carbon because that would increase the amount of chromium carbide. I asked him to wait until the remaining elements were added and gave him permission to bump up the carbon by 0.1% if necessary. After the further elements were added the melt became liquid and that minor emergency was averted. The remaining production proceeded without issue. Fortunately, the target composition was largely reached, extremely close for the first attempt. Even the target nitrogen was reached despite the lower chromium.
I was excited that the target composition was achieved. It then took another six months for the steel to be HIPed, given the initial forging, and delivered to Niagara for hot rolling. There were many more sleepless nights. Did it meet expectations? Let’s find out.
Naming the Steel – CPM MagnaCut
I wanted a name that made it clear that it is a knife steel and also calls back to the history of steel. One of my favorite parts of Knife Steel Nerds has been researching the history of steel development and which companies and people contributed to the most significant breakthroughs. One company that was very influential was Vanadium Alloys Steel Company (VASCO) which developed steels that are still in use today in various forms, like M4 (CPM-M4), Vasco Die (CPM-3V), Vasco Wear (CPM-CruWear), and VASCO-MA (CPM-1V). One of their major developments was M42, one of the earliest steels capable of 70 Rc. VASCO named the steel Hypercut, fitting a theme of other high speed steels with cut in the name like Van Cut, Telecut, Red Cut, Grey Cut, etc. So as a nod to VASCO I named the steel MagnaCut, Magna being the Latin word for great or awesome.

Testing of CPM-MagnaCut
I ran the steel through my battery of tests, of course, though steel was also sent to several knifemakers for testing, including Phil Wilson, Shawn Houston, Devin Thomas, Darrin Thomas, Big Chris, Matthew Gregory, and Andrew Demko. These knifemakers were selected because they have experience with other high alloy steels and with testing of their knives. Darrin shared some steel with Chad Nell and Jared Oeser. I will be reporting some of their testing and experiences in the appropriate sections below. Some steel was also sent to Brad at Peters’ Heat Treating to test the response to vacuum furnace hardening.
Composition
The composition of MagnaCut is not particularly complicated. The nitrogen and niobium additions help make the steel a bit better but it could have even been made without significant additions to those elements. The main challenge was in balancing the carbon and chromium to ensure sufficient hardness and corrosion resistance while also dissolving the chromium carbide at a reasonable heat treating temperature. I also have the composition of other previous steels that show the approximate evolution of composition to lead to MagnaCut.
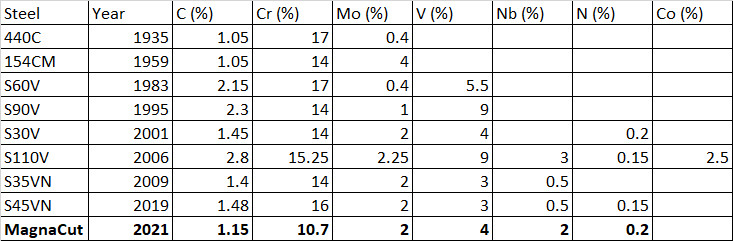
This is a classic example of how it is difficult for a “lay person” to assess the properties of a steel based simply on composition. The 4% vanadium plus 2% niobium the steel may look like it is higher wear resistance than it is. Instead it is designed to have similar wear resistance to CPM 4V which has just under 4% vanadium with no niobium. The higher heat treating temperature required for a stainless steel means that the two have a similar amount of carbide. Also I am sure that people will look at the Cr content and immediately call it a “semi-stainless” despite the steel’s excellent corrosion resistance. So hopefully word of the steel’s performance travels faster than initial reactions to the composition. I might be putting too much faith in humanity.
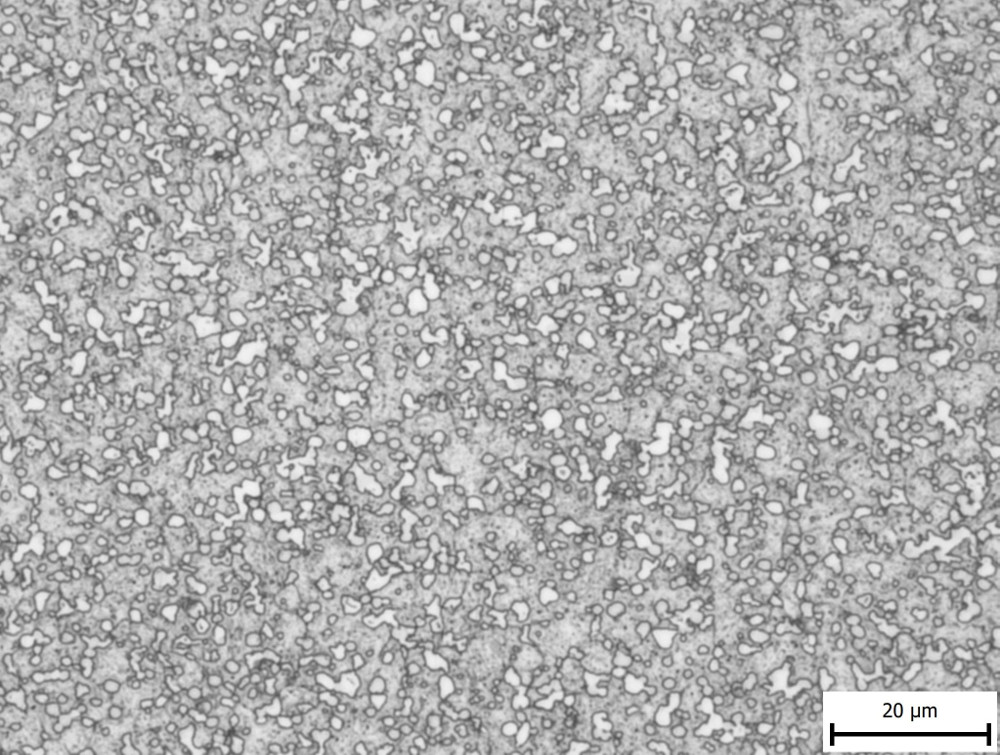
Microstructure
The carbide structure of MagnaCut is much finer than the common powder metallurgy stainless steels such as CPM-154, M390, Elmax, S35VN, etc. The only stainless PM steel I have imaged which is competitive in terms of carbide/nitride size is Vanax. MagnaCut is even somewhat finer than CPM-4V and Vanadis 4 Extra, the non-stainless steels that MagnaCut was modeled after. This is an excellent result and should lead to excellent properties. Compare with more steels with this article on micrographs of knife steels.
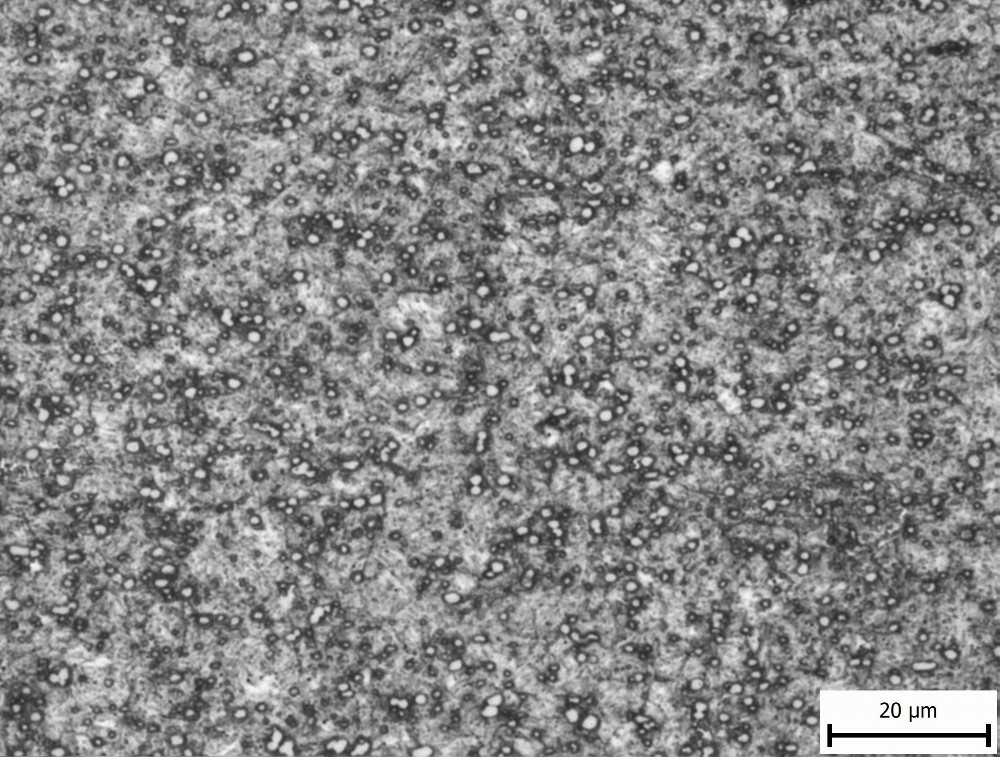
MagnaCut
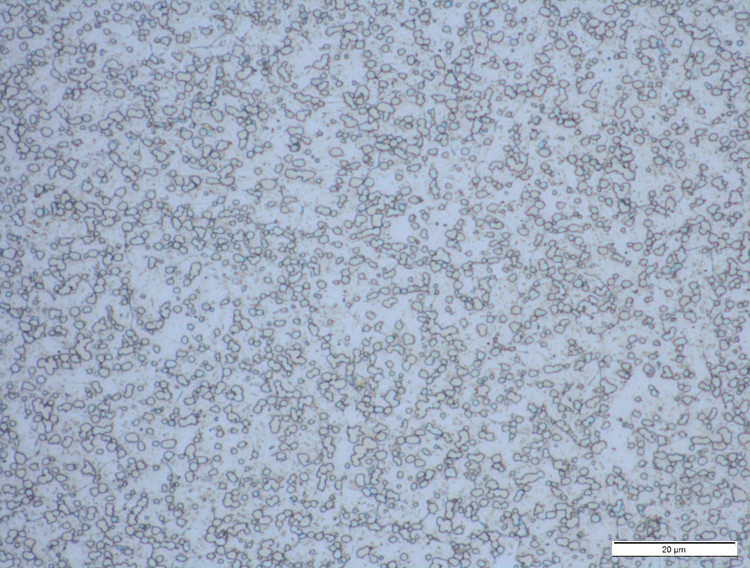
CPM-154
M390
Elmax
S30V
Vanax
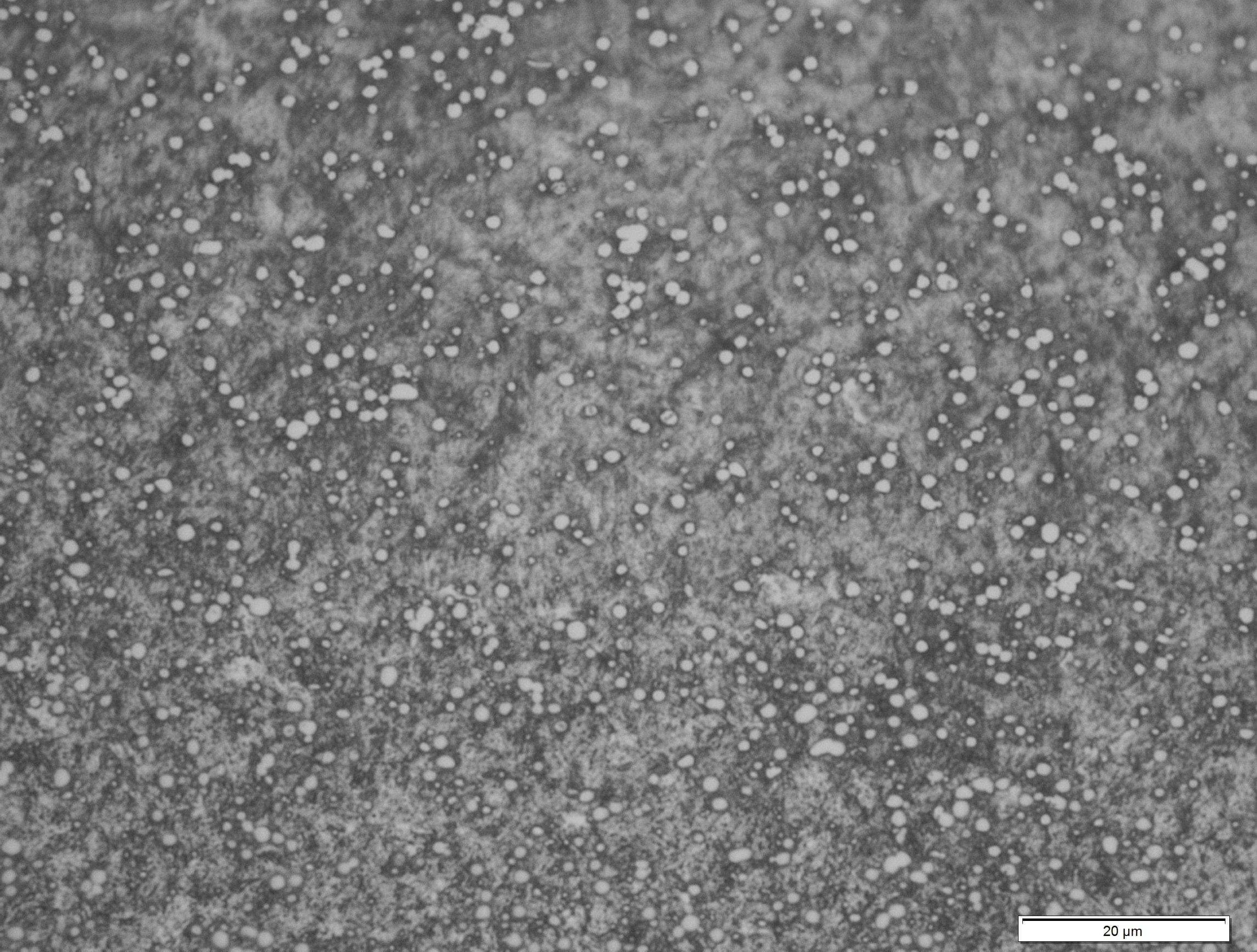
CPM-4V
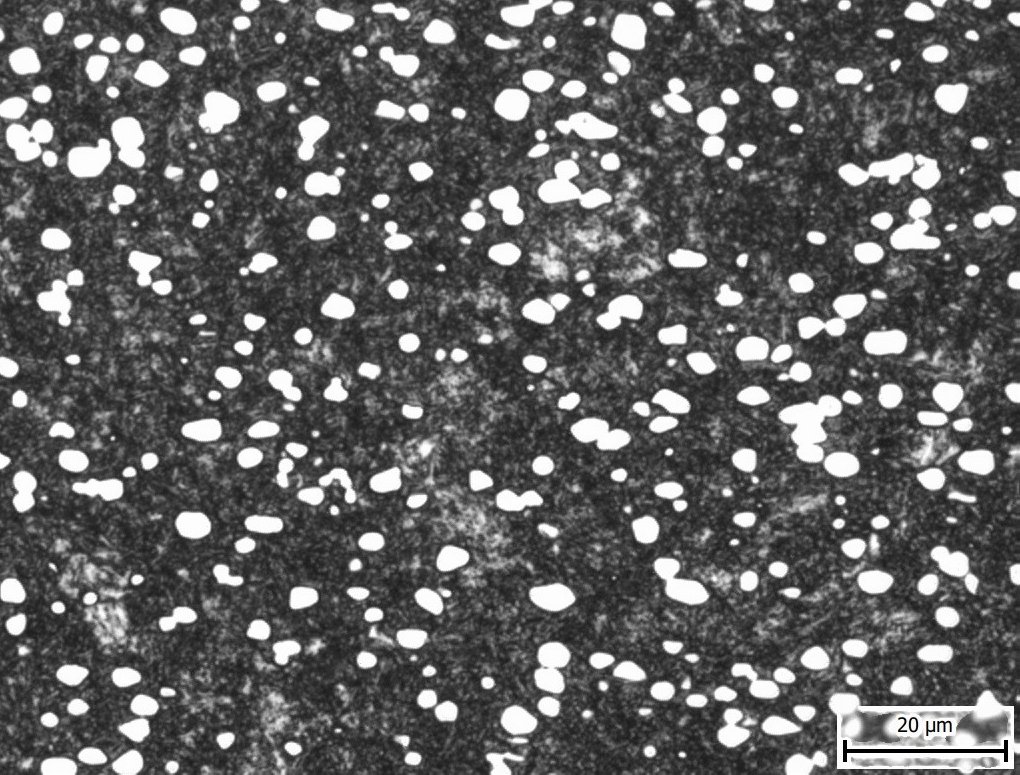
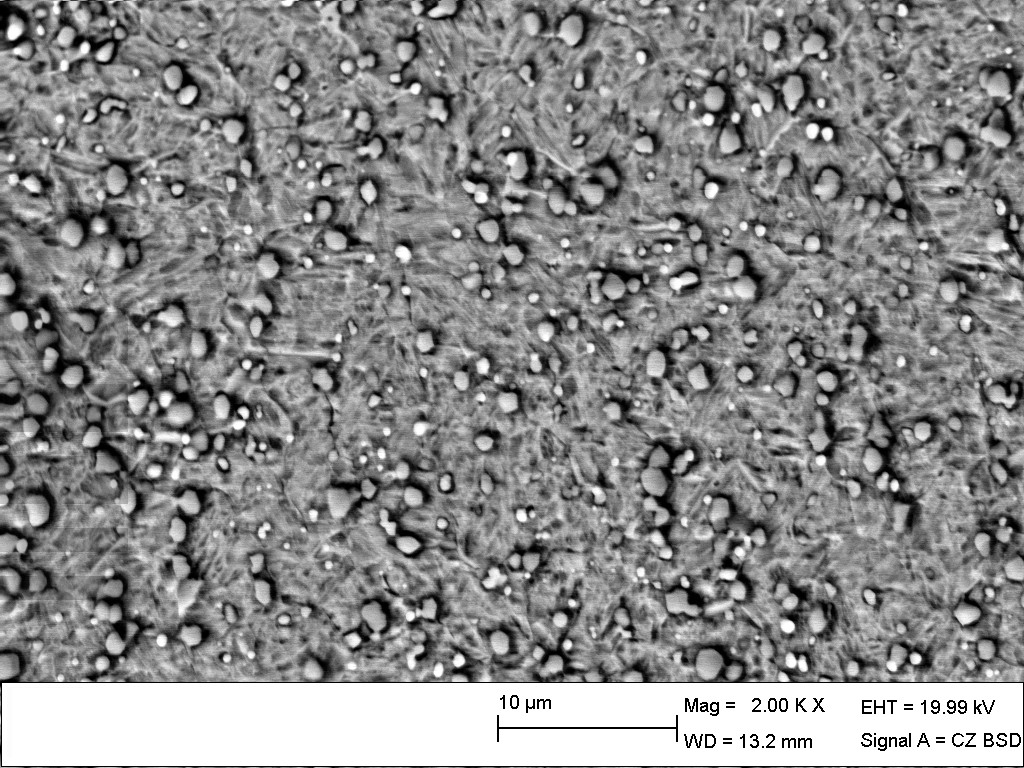
I also imaged the steel with SEM using backscatter imaging to see if I could differentiate between different carbide types. I wasn’t sure if there would be separate vanadium-rich and niobium-rich carbides or if it would all be a complex niobium-vanadium carbide. The backscatter imaging confirms that there are both types. Niobium carbides are white and the vanadium carbides are grey in the image below. The niobium carbides are finer which brings down the average carbide size. Also there is a smaller amount of vanadium carbide when compared with 4V (more vanadium carbide means a larger average size for the vanadium carbides). So the partial replacement of vanadium carbide with niobium carbide leads to a smaller average carbide size vs 4V even though the overall volume of carbide is similar. Nitrogen can also slow down coarsening of carbide in PM steels but I don’t know for sure if the 0.2% is enough to make a measurable difference. Regardless, the carbide structure is excellent.
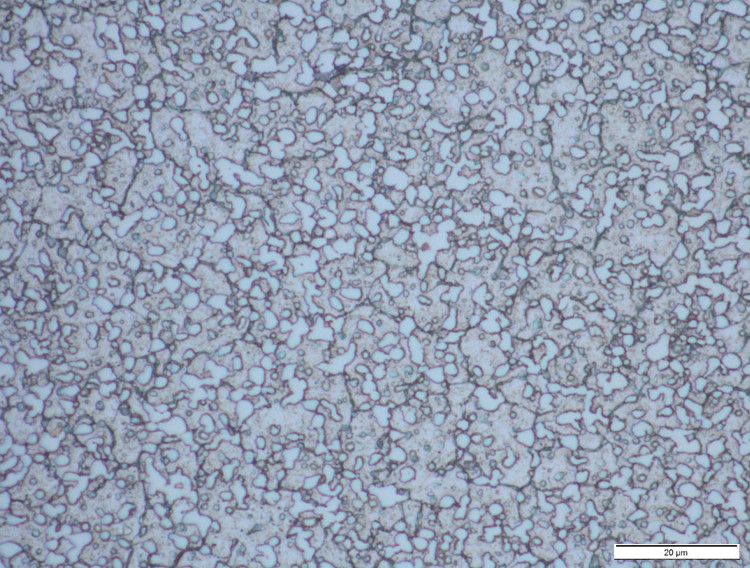
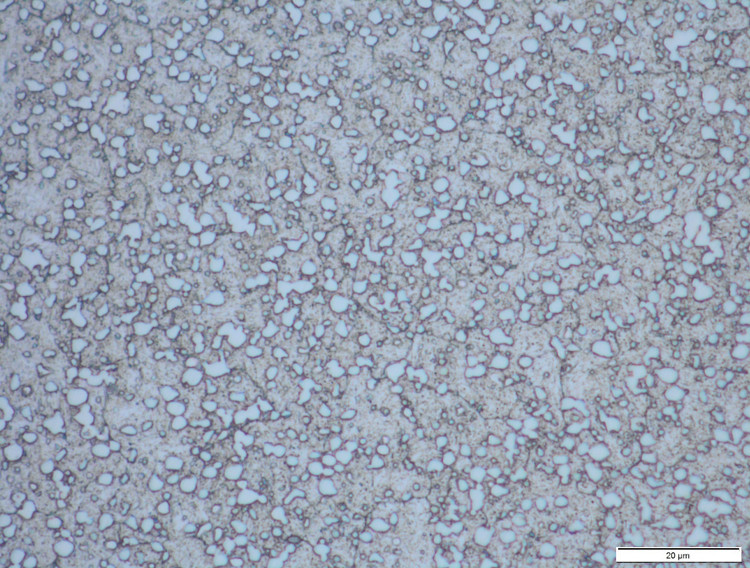
Grain Size
I got some decent images of the grain boundaries of MagnaCut from Bob Skibitski at Crucible. Typically we don’t need to worry too much about the grain size of high alloy steels because they have plenty of carbides that “pin” the grain boundaries, preventing excess grain growth. And revealing grain boundaries with etching can be surprisingly difficult. However, austenitizing up to 2200°F is recommended in the datasheet so I was curious if it was possible for the grains to grow at those temperatures. Metallography after a 2150°F austenitize confirmed the same fine grain size as at lower austenitizing temperatures. The average grain diameter is about 5.5 microns, for an ASTM grain size of about 12 (bigger number is better for ASTM grain size). This is in the “ultra fine” range for grain size. The grain size was not significantly different with a 2050°F austenitize. I also looked at the fracture grain appearance for 2200°F specimens and it had a completely smooth appearance, indicating ASTM 10 or better. This may be helped by the decreasing hold time I recommend at higher temperatures, but either way the grain size is very fine across the recommendations.
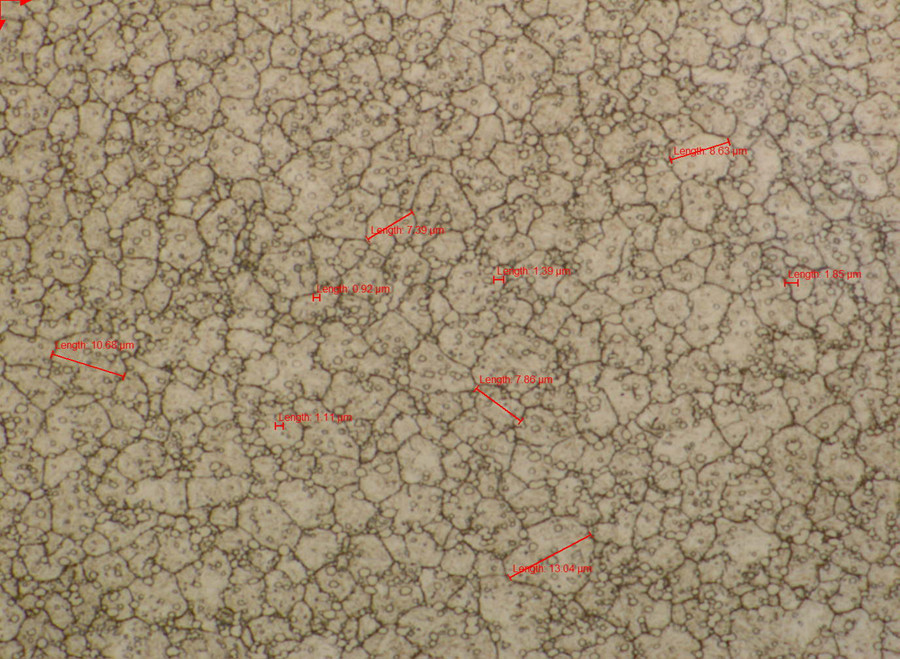
Grain boundaries visible in a 2150°F heat treated MagnaCut coupon. A few of the largest grains are measured with red lines. The average grain size is in the “ultra fine” range.
Hardness
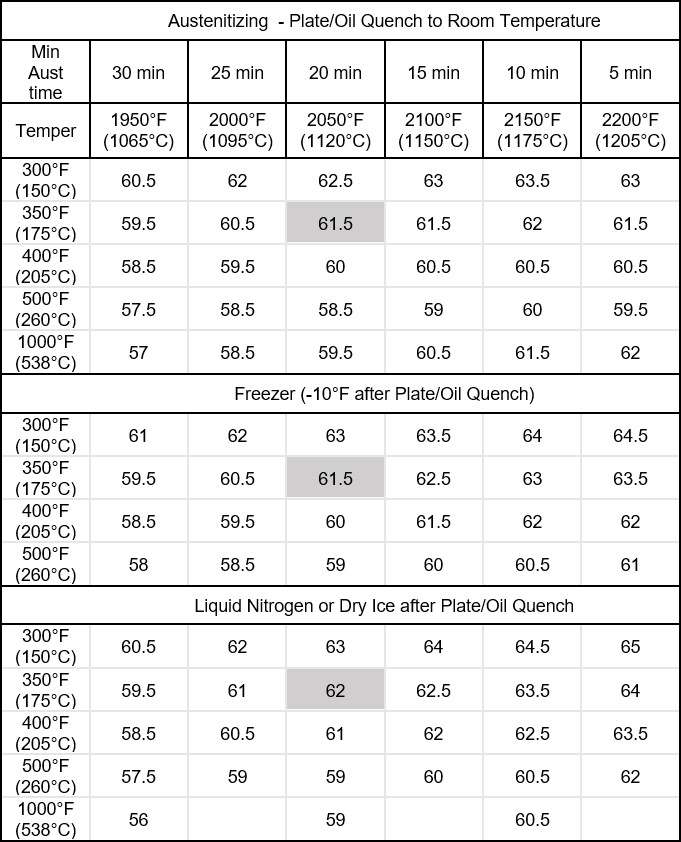
Hardness was measured both by myself and Robert Skibitski of Crucible. I rounded the values to the nearest 0.5 Rc because there is going to be small variability even if I were to heat treat a set of three coupons exactly the same way. I used shorter austenitizing times for higher temperatures, as the steel heats through more quickly and the carbides dissolve more quickly at higher temperature. 30 minutes hold time for 1950°F, 25 minutes for 2000°F, etc. up to 2200°F with only 5 minutes. This is a standard austenitizing time range used in Crucible datasheets in steels like CPM-M4 and CPM-10V. I tested the hardness with cold treatments as well, one set with my basement freezer and another set with liquid nitrogen. I placed the samples in the freezer or liquid nitrogen directly after quenching because that makes the cold treatment more effective than tempering first or letting it sit around and measure hardness of it first.
The steel can reach relatively high hardness, over 63 Rc without cold treatment, and over 64 Rc with a cold treatment, even reaching 65 Rc, at least with the small coupons I heat treated. This is what I was targeting with the steel and I am happy with the result. There is a tradeoff between hardness and corrosion resistance, explained in this article on Vanax. Steels like Vanax and LC200N have excellent corrosion resistance but are limited to about 60-61 Rc even with cryo treatments. This steel was targeted for a good combination of high hardness and corrosion resistance, though the corrosion resistance ended up better than expected as will be discussed further on. Hardness is pretty similar regardless of cold treatment up to about 2050°F, indicating retained austenite is not excessive up to that temperature. So 2050°F would be a good general austenitizing temperature from that standpoint.
Shawn Houston heat treated one of his MagnaCut knives to 65.5 Rc, confirming the potential hardness of the steel. Reported hardness from knifemakers using the steel has been relatively similar, though occasionally up to 1 Rc lower than the values I obtained. Large knives quench more slowly with a plate quench than small coupons. So hardness results may be somewhat lower than shown in the table depending on the size of the knife and the quenching speed. A gas quench also leads to lower hardness. This is of course normal with any knife steel.
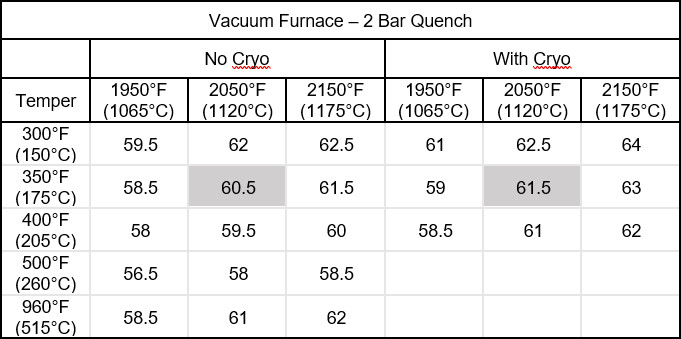
Brad at Peters’ Heat Treating tested a series of coupons using their vacuum furnaces. Larger heat treating operations used by knife companies and some knifemakers, generally use vacuum furnaces. And the heat treatment response is somewhat different than with plate quenching or oil quenching in a home shop. So these hardness values are important to heat treating companies. Peters’ used a 2 bar gas quench with these coupons and performed heat treatments both with and without a cryo heat treatment. The hardness values are also about 0.5-1 Rc lower than the oil or plate quench coupons. One point lower in hardness vs rapidly quenched coupons is promising, demonstrating excellent “hardenability” so that properties are consistent across different heat treating methods, whether industrial vacuum furnaces or plate/oil quenching individual blanks.
Toughness
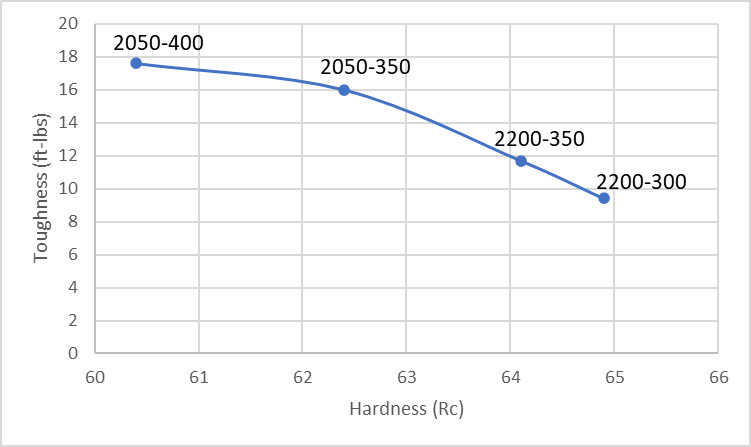
The main goal of this steel design was to have much greater toughness than previous powder metallurgy stainless steels. I also tested a range of heat treatment variables to narrow down the optimal toughness. Peak toughness was found with austenitizing temperatures of 2000-2050°F, though toughness was similar for the two while hardness was higher with 2050°F. Therefore, 2050°F had a superior toughness-hardness balance. So 2050°F is my general recommendation for heat treating in terms of optimal toughness.
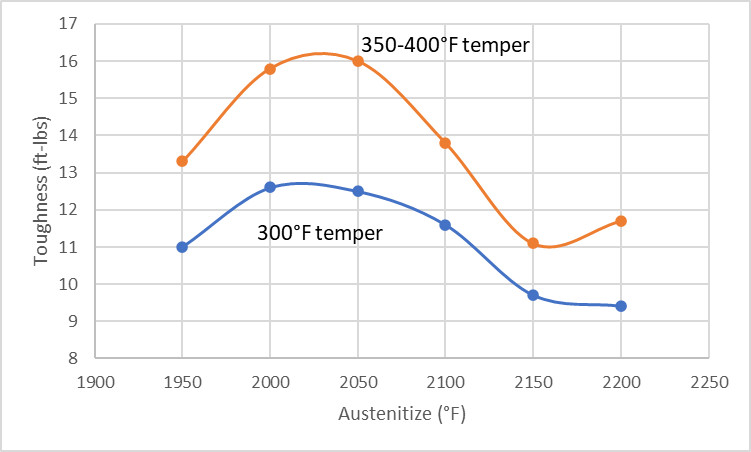
The toughness for 350°F tempering was higher than 300°F, though at lower hardness, of course. Toughness at 400°F was very similar to 350°F, occasionally a bit higher but they were close enough that sometimes an individual result for 350°F could be higher here or there. The potential improvement in toughness by tempering higher than 350°F doesn’t seem worth it for the drop in hardness that you get. So a 350°F temper is also my recommendation for best balance of properties.
Plotting out the best hardness-toughness combinations you get the following plot where you can pick your target hardness for strength and edge retention and select the best heat treatment to achieve it. However, using other combinations of austenitizing and tempering will not lead to much worse toughness for a given hardness.
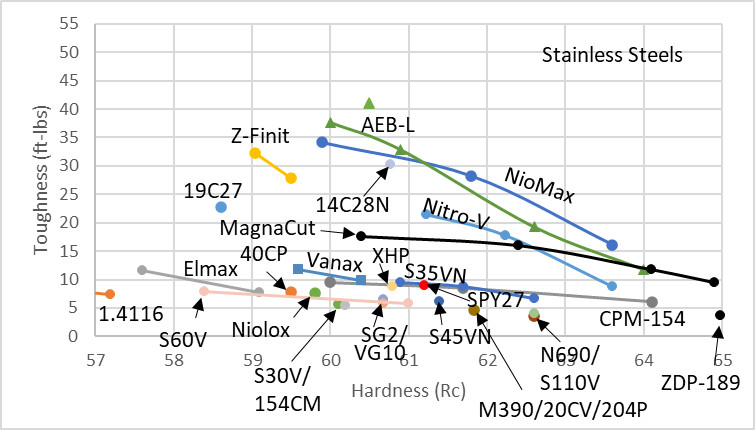
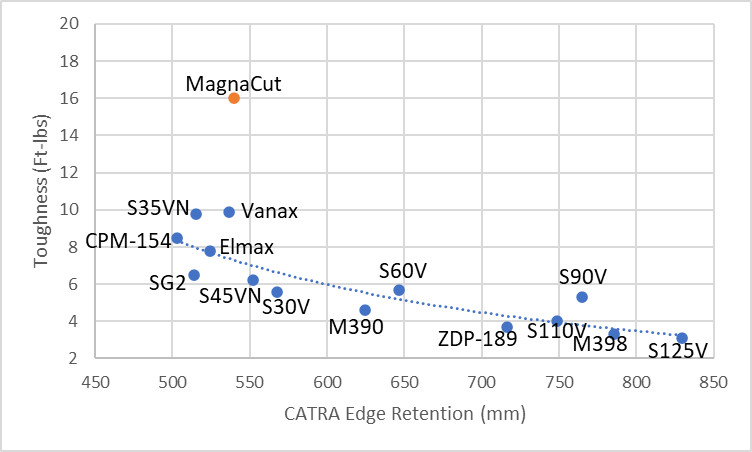
In terms of comparisons with other steels, MagnaCut looks very similar to CPM-4V and Vanadis 4 Extra as was expected (labeled V4E with a tan line on the non-stainless chart). This is even better than non-stainless steels that are well regarded in terms of toughness such as CPM-M4 and A2. And the steel did significantly better than the common powder metallurgy stainless steels such as 20CV, M390, S30V, S35VN, CPM-154, S90V, etc. It is not as tough as a steel like AEB-L at 61 Rc because AEB-L has less carbide and therefore higher toughness and less wear resistance. However, somewhat surprisingly, MagnaCut matches the toughness of AEB-L at high hardness. At maximum hardness (~65 Rc), MagnaCut matches the toughness of the best PM stainless steels when they are at only 60-61 Rc, like S35VN and Vanax. And significantly better toughness than steels like M390 and S30V at their typical hardness levels. This means that intriguing combinations of strength/hardness and toughness are possible vs those stainless PM steels.
Knifemakers that have used MagnaCut have also reported excellent toughness thus far. Phil Wilson put the steel through his battery of cutting tests designed to put significant force on the edge, cutting through increasingly harder materials, and twisting out of the cuts. The knife made it through seasoned fir and deer antler, though it saw some mild chipping and rolling with bocote, a very hard wood. This behavior was also seen when he tested CPM 4V. You can see an example of the way he tests (with different knives) in the video below. He tests cutting a couple different woods at different points in the video, though the first test with bocote on a CPM-154 knife starts around 10:55.
Big Chris chopped through a 2×4 with a knife with “near chef knife” edge geometry, which was a very tough test when compared with heavier choppers. He chopped through four 2×4’s without any loss of sharpness, as it was still cleanly slicing through newspaper afterward.
Shawn compared a knife head-to-head with an ESEE 6, a knife known for its excellent toughness, made in 1095 steel. In chopping and batoning of wood both knives performed well with no loss in sharpness. The big difference came in the nail chop test where the 1095 had significant deformation; a typical resharpening was unable to take the edge back. Significant edge repair is necessary. However, the MagnaCut knife had only minor edge damage and was back to shaving sharp quickly.
Edge Wear
I tested two knives in MagnaCut at two different hardness levels with my standard CATRA slicing edge retention test. I heat treated the knives and Shawn Houston ground the bevels and did the initial sharpening. I tested each knife 3 times. The steel matched the approximate edge retention of S35VN, CPM-4V, and CPM-CruWear as expected.
Edge retention from knifemakers has also been excellent. Phil Wilson did his standard test with 3/4″ manilla rope where he uses a consistent edge geometry to compare steels. A MagnaCut knife at 62.5 Rc made 45 cuts, which compares with 40 cuts for 61 Rc S30V and 60 cuts for S90V or S110V. You can see an example of Phil’s rope cutting in the video I linked to in the toughness section. Shawn Houston reported in his rope cutting testing it slightly outperformed a Z-Wear (CPM-CruWear) knife at similar hardness and edge geometry, measuring better sharpness with the Edge on Up BESS test after cutting the same amount of rope. Big Chris did a cardboard cutting test comparison with CPM-3V and found that after cutting twice as much cardboard with the MagnaCut knife that it was still significantly sharper than the 3V comparison.
Corrosion Resistance
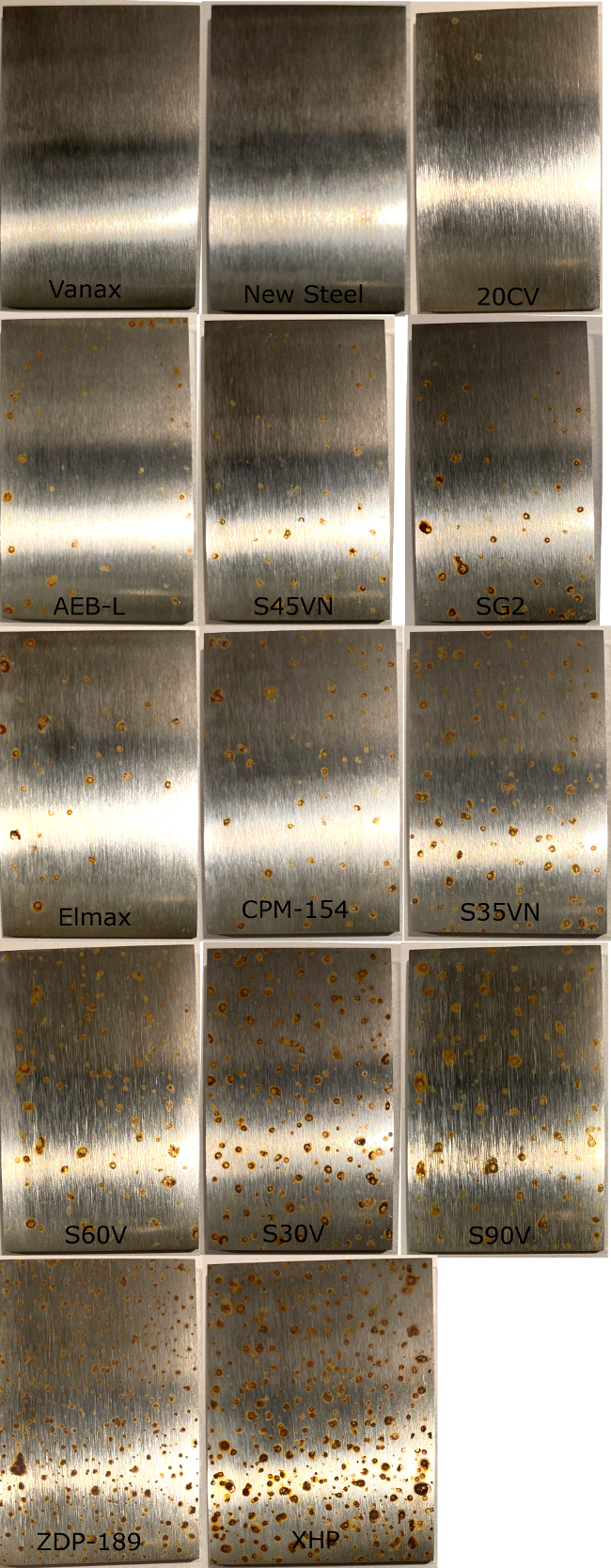
The biggest surprise in testing of MagnaCut was how good its corrosion resistance is. It was expected to have corrosion resistance in between S35VN and S45VN, “good” or even “great” but not spectacular. However, the corrosion resistance ended up being even better than 20CV and just under stellar steels like Vanax or LC200N. With my standard 1% saltwater test, there was no corrosion visible on the steel after 72 hours, while a couple small spots were visible on 20CV and significant rusting on everything else but Vanax. MagnaCut is listed as “new steel” in the image below.
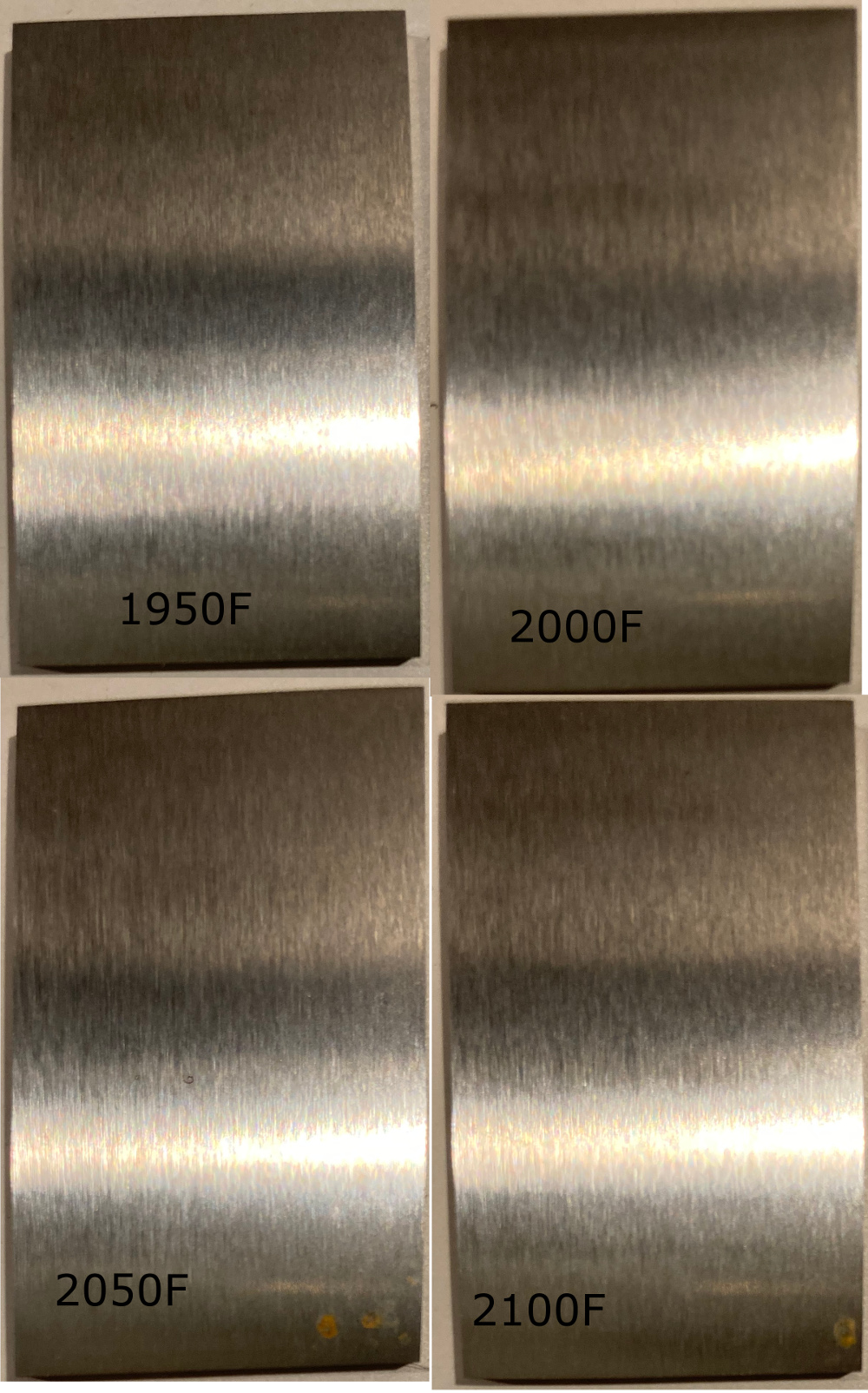
The test above used a 2100°F heat treatment. To see how the steel compared to Vanax and to test the effect of heat treating I also did a range of coupons with austenitizing of 1950, 2000, 2050, and 2100°F. Lower austenitizing temperatures typically lead to slightly reduced corrosion resistance so I wanted to see if there was a big dropoff. In the retest I used 3.5% saltwater for 72 hours, which will rust just about anything outside of Vanax or LC200N. The 1950 and 2000°F samples showed no rust spots, while the 2050 and 2100°F had a couple very small rust spots. This is probably due to inconsistent finishing in the corners (notice the location of the rust spots), or perhaps some minor contamination of iron particles there. There is no reason for those samples to have lower corrosion resistance compared to the 1950 and 2000. So it seems the steel is on the border of being a “saltwater” steel but not quite there I think. It could be used in knives that see occasional saltwater exposure but is not really for diving knives. This is excellent corrosion resistance for general purpose knives.
The surprisingly excellent corrosion resistance of MagnaCut is due to the lack of chromium carbides when compared with other stainless steels. The chromium carbide leads to locally lean regions of chromium surrounding the carbides, as the carbides form by taking chromium out of the surrounding matrix. I first saw this in testing of 420 stainless, which did better than expected for corrosion resistance which is because of the lack of chromium carbides in that steel as well. In low carbon stainless steels they go to great lengths to eliminate chromium carbide to improve corrosion resistance. Typically this isn’t something that stainless tool steel developers talk about because the chromium carbides are generally seen as unavoidable. Removing chromium carbides in MagnaCut led to an improvement in corrosion resistance that makes sense in retrospect but was a surprise when I first tested it.
Shawn Houston told me that MagnaCut had no rust issues when wet grinding, while ZDP-189 and AEB-L have rusted on him if not being very careful. Big Chris also reported in grinding a CPM-4V knife that it was rusting while MagnaCut wasn’t, as expected based on 4V being non-stainless. If I receive any other reports of corrosion testing I will update this article to include them.
Recommended Heat Treatment
From the above experiments the “general recommendation” for heat treatment is 2050°F austenitize, plate/oil quench, and 2×2 hour 350°F temper. The hardness is somewhat higher if a cryo step is added after the quench. A home freezer can also be used for a small improvement in hardness, but only if the steel is placed directly into the freezer after quenching. Don’t temper first. Don’t measure the hardness before going into the freezer; you don’t need to know what the hardness is before and after. The 2050-350 heat treatment results in around 61-62.5 Rc and offers balanced properties including good edge retention, toughness, and corrosion resistance. Higher hardness can be achieved with increased austenitizing temperature and/or decreased tempering temperature. Higher hardness can be used when maximum strength is desired for improved stability and edge retention in fine cutting knives. For example, many Japanese kitchen knives are in the range of 62-64 Rc and MagnaCut would be very well suited to that hardness range for those types of knives.
I also have a new video about the recommended heat treatment of MagnaCut and optimal hardness that answers questions I have gotten frequently:
Sharpening and Grinding
I don’t have any standardized tests of grindability, finishability, or sharpenability so I am reliant on anecdotal experiences. A fine microstructure means improved grindability, but MagnaCut also has a significant amount of high hardness vanadium and niboium carbides so I didn’t know where the grindability and finishability would end up. Initial reports from knifemakers are very positive, with Matt Gregory and Shawn Houston reporting that it finishes and grinds easier than S35VN or S45VN. Those steels have a relatively small amount of vanadium and niobium carbide so I assumed they would be easier to work with. The finer microstructure of MagnaCut apparently helps in that regard. Big Chris ground a CPM-4V knife side by side with a MagnaCut knife and reported that the MagnaCut was significantly easier to grind, even though the two knives were at the same hardness. Matt Gregory said, “This stuff grinds so easily with coarse belts that you think something is wrong with it.” So the somewhat finer microstructure of MagnaCut has made an improvement in grinding. Finishing is not as easy as CPM-154 according to Matt Gregory and Darrin Thomas, which is to be expected probably since CPM-154 has no vanadium carbides. With polishing, the closer the abrasive size is to the carbide size the more apparent the harder carbides are. Matt says that grinding is easier than CPM-154 until about 240 grit where the vanadium carbides start to make the MagnaCut somewhat more difficult. Chad Nell said that grinding MagnaCut is similar to CPM-154 but is more difficult to finish. However Shawn reported that MagnaCut was easier to finish than Z-Wear at similar hardness which was surprising. Z-Wear has a similar amount of carbide but a good portion of it is the softer chromium carbide. Apparently the finer carbide size of MagnaCut makes the difference between the two.
Sharpening was also reported to be relatively easy by all of the knifemakers that commented on it to me. Devin Thomas reported that it sharpened well even with Shapton Glass stones, which have the standard aluminum oxide abrasive, as opposed to CBN or diamond which is harder than vanadium carbide. He found the Shapton stone to sharpen better than diamond plates on MagnaCut, perhaps due to the finer scratch pattern. Shawn Houston also said that putting on the initial bevel and burr removal was very easy to do. Some steels can have issues with “stubborn burrs” particularly with heat treatments that lead to excess retained austenite, but that does not seem to be an issue with normal heat treatments of MagnaCut. Shawn found steel removal easier with a 62 Rc knife while 65 Rc felt a bit more glassy, as expected by the higher hardness. However, he also said the higher hardness knife was easier to deburr. The steel is capable of very high sharpness, of course, as most knife steels are. Chad Nell liked how MagnaCut sharpens better than CPM-154 and thought the edge that it took was better. Big Chris said that MagnaCut “gets incredibly scary sharp; best part is it has great feedback on the stones and is very responsive to stropping (the burr is not difficult to remove).” He even said it is easier to sharpen than CPM-4V.
Balancing Properties
Two of the major balancing acts in stainless tool steel design are edge retention-toughness and hardness-corrosion resistance. Higher edge retention typically means reduced toughness and vice versa. The new design eliminating chromium carbides gives MagnaCut a much better edge retention-toughness balance than previous PM stainless steels, and gives performance similar to the best non-stainless PM steels.
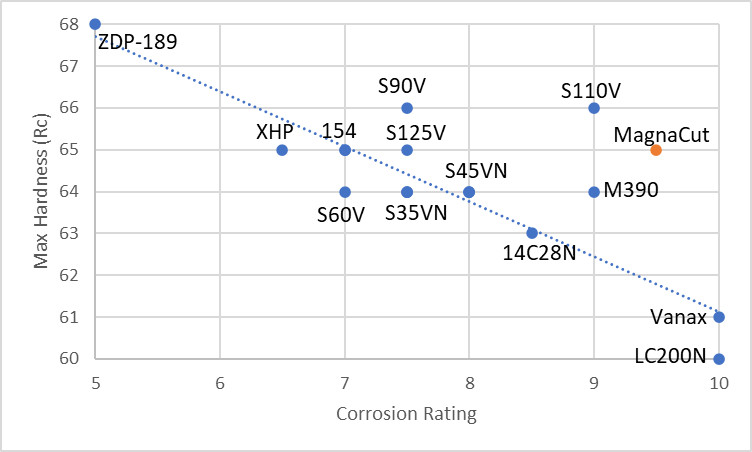
The unexpectedly high corrosion resistance from the elimination of chromium carbide also means that an excellent combination of hardness and corrosion resistance was achieved. MagnaCut reaches hardness levels as high as most any stainless steel while being more corrosion resistant. Steels like Vanax or LC200N typically can only reach 60-61 Rc while this steel can reach 64+ Rc while being more corrosion resistant than even steels like 20CV and S45VN. On the other end of the spectrum is ZDP-189 which can reach 68+ Rc but is in fact not stainless. The only steel that has a similar hardness-corrosion resistance balance to MagnaCut is S110V though its hardness is higher in part from high carbide volume. MagnaCut does not have to be heat treated to 65 Rc, but has the potential for certain knives, and heat treating to hardness levels such as 62-64 Rc is relatively easy since the steel has some headroom. And even if the target is only 60-61 Rc it has excellent corrosion resistance to go with it.
In my book Knife Engineering when providing steel recommendations I suggested CPM S35VN as the best “balanced” stainless knife steel for a combination of edge retention and toughness. MagnaCut is better in most every category including toughness and corrosion resistance so it is now my recommendation for balanced stainless knife steel.
Edge Retention is More than Wear Resistance – It’s Time for Thinner Edges
Steels can lose sharpness due to deformation (strength/hardness is needed), chipping (toughness), wear (wear resistance such as measured by CATRA or rope cutting), or corrosion (see this article on acidic fruit and sharpness loss). Therefore this steel has an excellent combination of properties to suppress dulling in a wide range of applications. For example, Phil Wilson tells me that corrosion resistance is very important to the edge retention of his fillet knives that are used around salt water, which makes him excited about MagnaCut in those applications.
Some have asked what toughness has to do with thin slicing knives like folders and kitchen knives. However, high toughness means that you can have thinner edges at more acute angles with less susceptibility to chipping which improves cutting ability and edge retention. Therefore, a combination of high toughness, hardness, and wear resistance can provide improved cutting performance if the edge is tuned correctly for the steel. This concept is sometimes called “edge stability.” Of course for knives that see impacts such as chopping knives the toughness is well suited for those applications. So MagnaCut can be used in everything from thin slicers and kitchen knives to large chopping knives.
Availability
CPM MagnaCut is produced by Crucible and hot rolled and distributed by Niagara Specialty Metals. This is the same production and distribution path used by other CPM steels like S45VN, S30V, S35VN, 20CV, S90V, etc. So the steel will eventually have full availability through steel suppliers and to knife companies. For now there is limited stock available through Niagara Specialty Metals starting on April 1, 2021. No, this is not an April fools! A further 15,000 lbs are on order and will be ready to sell by mid-July. Niagara is ready to take orders but are requesting patience.
Summary and Conclusions
CPM MagnaCut is the result of my passion for knives and steel. I used a new approach to stainless tool steel design to eliminate chromium carbides from the microstructure. This led to a combination of properties which is better than previous stainless knife steels, and has similar toughness and edge retention to non-stainless steels like CPM-CruWear, CPM-4V, and Vanadis 4 Extra. The corrosion resistance was also excellent, even better than I was expecting, which means that the hardness-corrosion resistance balance of MagnaCut is very impressive, with achievable hardness being 64+ Rc and corrosion resistance being even better than steels like S110V, S45VN, and M390. The recommended heat treatment is 2050°F austenitize and 350°F temper, and a cold treatment after the quench means somewhat higher hardness. The steel has limited availability from Niagara Specialty Metals which will expand in the coming months.
Congratulations! This is all very exciting. However, you seem to be in marketing mode now. Please reconsider “recommending” your own steel, as it is obviously a conflict of interest. Instead, simply allow others to praise your significant accomplishment and the sales will follow.
I do not agree with you Robert. All facts are here and checked, truly interesting in an objective way
.
personally i never felt like i was being marketed to. this article was scientific and informative. if there are any new advances in knife material technology, I want to know about it and I am thankful that there is a resource where a hobbyist like myself can benefit from the research and hard work of researchers and metallurgists like Larrin.
Concur. This is very interesting information, especially since I am reading the author’s book on knife steel engineering. This is a great, and free update.
Along with the others, I disagree that Larrin shouldn’t recommend this steel merely on the ground that he invented it. Unless you think his tests, data, and reports from knife makers, which clearly demonstrate the quality of the steel, are inaccurate, there’s no reason he shouldn’t be able to say that this is an excellent steel and better for its specific purpose than anything else in its category.
And there’s no “marketing mode” in this article – no hyperbole, breathless ad copy, or sales pressure, just lots of data and testing from reputable experts. It isn’t a conflict of interest to report accurately on things you’ve created.
I’ve never understood the philosophical aversion to marketing something you created or helped create. Who better to market a product!? Somebody’s got to market it, right?
No opinions. Only historically accepted facts and review by unbiased third parties.
-Phillip Morris indirectly funded “scientifically objective” toxicity testing by university scientists held to strict ethical standards. PLease see this outcome: https://pubmed.ncbi.nlm.nih.gov/11544389/
-The Enron repeatedly had audits of their financial ledgers by “the big five” accounting firms who where held to rigid standardized operating procedures. Please consider this article: https://www.nytimes.com/2002/01/14/business/understanding-enron.html
-The united states entered into a 20 year, multi trillion dollar war with Iraq due to “yellow cake” nuclear material proven to create weapons of mass destruction. See following refererence document, “The Commission on the Intelligence Capabilities of the United States Regarding Weapons of Mass Destruction. https://policy.defense.gov/portals/11/Documents/hdasa/references/GPO-WMD.pdf
It felt like a child who had just aced a test explaining his answers. A bit of excitement and exaggeration is warranted I’d say but obviously answers are all judged by others. You can point out if an answer is wrong but let the man live out his lifelong dream and enjoy it.
The intention to produce a new, high-performance knife steel and the desire see that steel come to market and be successful are not in conflict with one another. The second extends from the first, and is the cornerstone of American entrepreneurialism. Good luck to you, Mr.Thomas. I can’t wait to see CPM-Magnacut in a production knife.
Well…I was so intrigued, I ordered a custom Buck knife with a MagnaCut blade. I’m excited to try it out!!!
I just picked up a 60th anniversary Buck 110 in MagnaCut, and cut myself the first time I touched the edge (in front of the sales clerk on his first day on the job!). I exclaimed “It bit me – I have to have this!”
Nice
wow you’re sore. I found this article very interesting and educational but ended with a bad taste in my mouth because of sorry negative people like you that can’t be positive and gotta tear everyone around you but yourself down. I don’t know who you are but it’s people like you that are tearing this world apart.
Why would he not recommend something that is objectively better than many/most steels available?
The article produced facts and statistics which lead to the recommendation. I read no marketing into the article
Oh you’re the negative guy in the hunch that’s gotta always knock someone down. Only an idiot would not go into “marketing mode” if he had formulated an amazing steel and not tried to gain peoples interest. Let me guess, your idea of marketing is dishonesty and deception. This guy actually made an amazing product and just wanted to share it with other steel and knife enthusiasts. I’ve already commented on your critical and negative remark awhile back but I ended up reading it again and it just ticked me off. I’m glad I don’t know you. Maybe next time don’t comment .
Water Hardening grade/ High Tungsten grade/ Specialty tungsten grade steel is wrong with you?
A man has a right to promote his accomplishments. The dude seems pretty modest to me.
Wow. The steel seems both revolutionary and also like a *lot* of hard work on your end. Congratulations!
Just curious, since this was optimized to be a knife steel, what were the tradeoffs that were made versus, say, 4V as far as normal steel use applications go? Or, maybe a better question is: “There tends to be no free lunch. What was paid to get this lunch?” Was it that avoiding creating chromium carbides tends to be difficult to do? I have an amateur understanding of all of this stuff, so apologies in advance if that’s a dumb question.
Avoiding chromium carbides in these types of steels hasn’t really been done before. That is the main difference between a steel like 4V and previous PM stainless steels.
So has this just been low hanging fruit for decades? I don’t understand why it hasn’t been done or tried before. Thanks.
Because they didn’t know how to do it.
Was the discovery done purely through you tinkering around with Thermo-Calc? It makes me wonder if you could optimize the steel composition for different requirements using the software if you could plug some basic AI into it and let it crank. For example, for this you would have optimized for, say, low or zero chromium carbide creation plus balance between toughness + edge retention.
Thanks for all the responses.
Nope all of that stuff like toughness and edge retention predictions had to come from my own studies of steel.
Any word on which makers are coming to market with Japanese-style kitchen knives in this steel?
SABOL BROTHERS, just wait and watch.
Can you add Celsius temperature on Temper tab?
That’ll make this article perfect.
It has been added.
You are the BEST!
Very interessting. Will there be serial production knives out of this steel?
honestly, i’m not a credible source by any means. but yes there almost certainly will, whether they end up being low production and expensive (like a sprint run) or a common production material is to be determined. but i’m sure we would all love to see that happen!
Yes, woul be very nice if that happens : )
well done, about time!
I read your previous articles, this is completely in line with your conclusions and wishes. Good stuff happens to good people.
Some high end stainless survival and bushcraft knives brands can better get some sheats of this! Very interesting for my Santuko too!
Thank you Larrin for this great and super informative article ! I hope that the popularity of MagnaCut takes off in the knife making community. There are so many things that make it an attractive choice for blades! Can’t wait to get my hands on some!
Wow. I sort of assumed this good a compromise was impossible. Well done, sir!
Congratulations!
Thank you Larrin, this is going to be huge no doubt.
This is the article I’ve been waiting for since I started reading Knife Steel Nerds. It would be nice if someone was making some affordable test mules we could buy and test.
honestly man, to get truly affordable test mules you really have to make them yourself. i make my own with a standard pattern i made and it works well for heat treat testing, then again i heat treat with my own equipment. not the most accessible way to do it but certainly the best way😂 or find a friend/custom maker who would do it for you. (finding someone to pay to do it for you would still be expensive)
Or maybe Spyderco would be interested, like they’ve done with so many other alloys.
link to info about the program for anyone unaware of it:
https://www.spyderco.com/edge-u-cation/mule-team-project/
Spyderco sent two handle-less mules of Magnacut to Cedric and Ada and Pete got an unbelievable amount of cuts just from the factory edge.
Well apparently bark river ordered some steel apparently and so did spyderco… I suspect that will take up most of the first batch… I would think those are manufacturers that might actually get a good chunk of the available performance from the steel…
Hi Larrin, I’ve kept eye on Shawn’s post for this steel. Congrats! I just wonder that the Finishability of MagnaCut, in terms of mirror-polished finishing compared to CPM-154.
There is a section on grinding and finishing in the article.
Oh, I can’t believe that how I missed that section. Sorry for disturbing you. I look forward to any production knives using MAGNACUT.
I would say that this is revolutionary. I cannot wait to get my hands on some for my custom knives. Larrin, I would not be surprised if this steel changes the way people design and develop new knife steels from here on out. Congratulations sir!
Hi Larrin
My compliments on what looks to be a great steel. I can appreciate the dedication and careful thought process that went into this new steel.
It looks to be a good all around steel with the exception of a good leather cutting knife (head knife) as the vanadium carbides tend to stand out “proud” and grab the leather while the matrix gets stropped away by the leather itself. This is definitely an issue with steels like CPM 10v but CPM MagnaCut might not have that problem..maybe you can clarify on that. Head knives don’t seem to be much in demand so this may not even be an issue.
The chemistry is such that the steel would be an excellent choice for other applications as well. I would like to see some charts and graphs on the secondary hardening response.
It’s very exciting to see the development and testing of a new steel that has been so well thought out. Hmmm…maybe we need a few more “college nerds” on staff at the steel plants. We might get more good steels to play with. Lol
I think this is a steel that you can be proud of. I’m looking forward to working with it. Well done !!
Clay
The carbides are finer in this steel than 10V. Even with 10V you could solve the problem with correct abrasives. There is nothing inherent about vanadium carbides that make them behave differently.
Yes, you are right about the correct abrasives but the saddle makers and professional leather workers will only use normal stropping compounds which will not strop vanadium carbides.
I tried desperately to get them to use a diamond or CBN paste but “tradition” is so firmly entrenched, that I finally gave up and went back to making regular knives.
Show them this outstanding report.
Can’t wait for a Spyderco Mule and a 7” Santoku!
Congratulations !!
I was particularly surprised at the corrosion resistance of MagnaCut.
I can’t think of the right words, but it was the moment when concepts such as low chrome stainless steel and matrix stainless steel were newly added to the history of knife steel.
The only unfortunate thing is that it is difficult to get this steel in Japan.
If I have a chance, I would definitely like to make a knife using this steel.
Thank you for always making new discoveries.
You are the best knife steel nerd !!
Yudeman, where are you in Japan? Perhaps we could collaborate so you could make a knife with this steel . . .
TODD G
I live in a prefecture near Tokyo.
In Japan, powdered steel, let alone vanadium steel, is not generally sold.
Whether I import it from abroad or buy steel that is sometimes sold, it’s very expensive either way.
As an example, if I try to make a knife with a total length of 12 inches with 3v, it costs more than $ 100 for steel alone.
For stainless steel, 12C27,440C costs about $ 15.
Other than stainless steel, SK5, O1, O2, D2 costs about $ 10.
YUDEMAN,
I have some thoughts on some ways to get you some MagnaCut, and maybe you could make me a knife . . . Could you send me an email: [remove spaces]: tod dgarlow @t yahoo dot com
Thanks!
looks like a step change improvement which is amazing for something as well studied and vital to industry as steel. Are you aware of any applications outside of knives perhaps in the plastic industry? Would be a great to pay back the tool steel industry for all the steels that they developed with a steel developed for knives that is better than what they have now. On a similar note are you aware if steels developed specifically for knifes such as S30V are ever used in general industry?
The plastics industry values very high wear resistance so I don’t know if this steel will be a good fit for that. Whether it’s good for any other applications I’m not sure I only considered knives when developing it.
I’m sure I’m out of my depth here but it seems to me that taking your approach and optimizing for the greatest wear resistance (instead of balanced with strength) in a zero chromium carbide stainless might create a truly superior steel for such industrial purposes. I’ve got no idea for the market size for such stuff and the cost would be high, but it’s hard to imagine it wouldn’t find a place if it existed. Hopefully whoever wants it will give you a call !
It may be less of a market than you might expect as in many industrial processes they would happily trade any stainless properties for additional wear resistance or toughness, but I’m sure Crucible has been putting feelers out there for interest for a while now.
My fingers are crossed for Larrin! Hopefully he kept most of the rights!
Congratulations! That is an awesome result! You must be over the moon! I need to make work of ordering steel from the us…
P.s. That low retained austenite is a great result… a stainless steel I would actually consider heat treating without liquid nitrogen… I like! Sure LN improves things but it doesn’t seem to be as drastic as other steels.
So is this still going to be “forgiving“ enough that you can get away with dry ice or are you going to need LB?
Should have read LN
He’ll the freezer seems good enough for hunters and some other outdoorsknives… even some kitchen knives, I am a stickler for LN – I even LN on O1 if I have it available ju for in case…
Larrin, tu serás el primero en saber cuándo podemos comprar el primer cuchillo que salga al mercado. Personalmente te agradecería nos lo comunicaras. Estoy ansioso por tenerlo.
Gracias y enhorabuena.
Whoever designed the promotional art also needs a praise. Old school cool but straight to the point and also no hyperbole.
https://ralphthomas.com/work
Hi Larrin, Thank you for the article about new CPM steel. I wonder how much percentage of chromium carbide exist in this new steel. Also, Do you have plan to write the article about additional corrosion test in different medium such as citric acid?
There isn’t any chromium carbide if it is austenitized at 2050F or higher. You can use different acids for corrosion tests, they will each give a slightly different response. I already did my tests using lemon juice which is enough for me right now. Along with the saltwater testing of course.
Excellent work for a well balanced stainless steel!
It appears to my layman eye comparable to “a stainless version of Cruwear/ CPM-4V”, which hits the spot for me for the properties I typically look for in a knife.
Would you say this approach of minimising the formation of chromium carbides could open to door for more development in other grades of stainless steel?
Other steels could be developed, yes. One thing at a time.
Thanks for bringing a great new steel into the world and thank you for being a guide for those of us that are relatively new to the world of knife steels. S30V was my “gateway drug” as well and the past 3 years of studying what you’ve shared on this site has given me a much better understanding of this complicated science.
This is very exciting news. I had been eagerly awaiting NioMax, and then MagnaCut shows up out of nowhere. Its balance of characteristics fits my preferences perfectly, and I’m eagerly awaiting production knives I can afford in it.
Congratulations! I hope we’ll find chance to use this steel in production knives soon. Have a newbie question, please forgive my ignorance if I compare with apple and orange. What would you say about wear resistance , toughness and edge retention if you compare CPM MagnaCut and YXR7? Thank you.
Wear resistance and edge retention is significantly higher in MagnaCut as YXR7 only has 1.3% V. Hitachi rates YXR7 toughness just below HAP10 which is in the ballpark of CPM-M4. The toughness of MagnaCut tested better than CPM-M4 so it is likely better than YXR7.
Interesting article on an alloy design and life experience
from expectations/waiting for something big to happen.
Article well explains why the steel design is innovative.
It is an interesting alloy I want to try in a future..
I would have a minor remarks/objections regarding the claims
of knifemakers on some aspects tho that has nothing
to do with your new alloy properties..
Larrin, big congratulations to making an innovative dream
into a real material.
– Jozef
Due to a pinched nerve in my neck which resulted in severe shoulder and back pain, I had to stop working on knives two years ago. At the time I was using AEB-L primarily for the toughness, ease of grinding/finishing/sharpening.
I really wished for something like AEB-L but with better edge retention, and better corrosion resistance (although I never had any corrosion with my AEB-L knives) but there didn’t really seem to be anything that was available.
Now you got me chomping at the bit to try this steel! The chiropractor finally got my neck and back straightened out so nothing is standing in the way now of getting back into it with a new steel to try.
Just saw the dregs of the first smelt over at Niagara’s website. The thin stuff is gone. The price point is a bit disconcerting. It’s up there with like Z tough or maybe worse. $40-50 for a piece suitable for the averaged full tang fixed blade. Is that going to come down or is this stuff always going to be out of the price range of many people who would like to use it? Chris that just what stuff like this cost these days?
The price is in line with other CPM steels.
Cost of .250 x 3 x36 of the new stuff from Niagara is $435. Cost of .275 x 3 x 36 piece of CPM S35VN from Aldo is $254-284 depending on whether or not you want the decals ground off or not. So not quite twice as much, but you get my point.
To be fair, my recollection from the past is that Niagara’s prices for small pieces is kind of outrageous at times. Hopefully that will change if and when the stuff gets in the hand of retailers
S45VN for the same piece is $421.40. Same piece in something like S90V would be significantly more expensive but I see it isn’t available in 1/4”. Pricing for cut pieces can be cheaper from suppliers because they are setup for selling individual bars and in fact Niagara would prefer you buy from them for small quantities. So yes pricing may be less in certain sizes from NJSB when they get some.
Hi Larrin
Was looking forward to working with this steel..till I seen the price. Lots of other steels will perform just as good for less money. Very disappointing
Clay
Steel cost is made up of manufacturing method, alloy content price and how much gets made… surely you didn’t expect it to be aebl price? Yes it is expensive, but it runs about the same as other cpm steels with the same amount of alloy…
CPM M4 has similar alloy content, a fine micro structure and gets slightly harder at comparable hardening temps. It also shows good hardness at much lower hardening which produces a finer grain structure. When heated treated with grain refining techniques, CPM M4 shows surprising stainless properties , possibly on par with MagnaCut…and it does all this at a lower cost. MagnaCut is undoubtedly a very fine steel and I hope it sells well for Larrin and Crucible Industries, but the price point might put it out of reach of some knife makers and customers as well. It will take awhile for makers to really see what this steel can do and I honestly hope it performs beyond all expectations…and if it does, it will be worth the extra cost.
The article shows that MagnaCut is more stain resistant than M390/20CV, and this guy is talking about CPM-M4’s ‘stainlessness’???
CPM M4 has 4 percent chromium and 5.25 percent moly. With the higher hardening temps most of that will go into solution (which will contribute to stainless properties) and will not form carbides. Some moly carbides may be formed but with grain refining techniques the carbides will be very fine which enhances stainless properties even further. Larrin touched on this phenomena in one of his articles.
When carbides are big and not evenly distributed there is large areas in the matrix that are void of carbides and these areas are subject to corrosion. When the carbides are ultra small , saturate the matrix, and are evenly dispersed.. then more of the matrix is affected by the chromium and moly in the carbides which further inhibits corrosion.
There are two ways to achieve stainless properties. One is to dissolve as much chromium and moly in the solution as possible and the other way is to reduce the size of the carbides that contain these alloys to the point where they inhibit corrosion by saturating and becoming part of the matrix. I’m sure Larrin was aware of this when he designed MagnaCut because both techniques come into play when heat treating this steel. When the higher temps are used all of the chromium goes into solution and stainless properties are good. If the lower hardening temps are used and some chromium carbides are formed, they might be small enough to inhibit corrosion as well. MagnaCut is a very well designed steel. So yes..CPM M4 with the right heat treat definitely has stainless properties. Conventional D2 and CPM D2 can also be stainless.
The big advantage I see with MagnaCut is that these properties can be achieved with only one easy heat treating sequence, which should be very attractive to the steel industry. The grain structure and carbides are already finer than in most high carbon stainless steels. Larrin did an excellent job of balancing the carbide structure and alloy content to enhance knife performance and still get good stainless properties.
Another huge advantage I see with MagnaCut is when grain refining techniques are used on this steel, ultra fine grain structure can be achieved. This will increase hardness and toughness even more than when using the standard heat treat… and has the potential to turn this steel into an ultra high performance steel.
With that being said, I have to admit the price point is reasonable considering the potential this steel has to offer, and may be capable of.
Larrin has the unique ability to find the holes in the steel line-up and fill those voids. We have steels today that are somewhat limited and deficient in their application and I’m thinking (and hoping) that Larrin sees this problem as well, and will develop more steels in the future.
Most of us just sit in our own little corner of the world and grumble about wanting better steels…but Larrin has actually done something about it. He has dedicated and disciplined himself to learn the trade and do the research it takes to make a positive impact in the steel industry and the knife community. ..and no, I’m not on Larrin’s payroll, I don’t like the guy I think he’s an arrogant prick. But I have to give credit where credit is due, he’s definitely an asset to the craft. MagnaCut is a good example of the dedicated research it takes to produce top quality steels.
Franz, he doesn’t know what he is talking about, M4 is not stainless no matter what austenitizing temp, grain refining or heat treatment is used, he is confused and confusing others. There is not enough chromium In the M4 to be stainless, heat treating doesn’t add alloy. There is a good article Larrin wrote about how corrosion resistance works that really shows the flaws in Clay’s explanation on “Stainless M4.” On a side note,
anecdotally, folks may notice some air hardening carbon tool steels are less reactive than simple carbon steels but that doesn’t make them stainless and controlled testing or anecdotal testing in different environments reveals the full story. Just shows why It’s always important to rule things out before coming to wild conclusions
He said the properties are close to stainless. Read the print, read the print.
I purchased a piece that is 1/16″ thick, 3″ wide and 36″ long for under $100. That’s a GREAT price for a CPM, top of the line, cutting edge, fresh out of research and development, first run ever super steel. I am thankful that there was any left. Fact is, Lorrin is absorbing a ton of the R&D costs himself because he is an enthusiast.
Hi,
my name is Simon Grill and I am a knifemaker from Austria/ Europe. I am a huge fan of your work and I am very excited about your awesome Magna news! My favorite steel at the moment is Böhler K390, but I don’t have a comparable high end steel like yours. The properties such as corrusion resistance, toughness and hardness are exceptional. I would like to buy Magna Cut from you if that is possible. I would be honored to make two knifes and test your steel (one for you and one for me) with documented oven journey including all data. I would be very happy about a feedback.
All the best Simon
What a great person here. People like you are what make the knife community so great!
Very very nice. I am really looking forward to using this steel one day in knifemaking. I do it as a hobby, knifemaking, nothing fancy, in fact still using a propane forge, so cant really hit the benchmarks on these heat treatments. But I have used steels like Elmax and AEB-L with good results regardless in the propane forge.
But this steel, magnacut. Is everything I could want in a steel and more. It literally replaces and looks like it does it better, a whole list of steels out there. Anything from the s30v steels to elmax or CPM 154.
Congratulations Larrin, it looks like you just may have made all those steels obsolete.
Really looking forward for the day it comes out.
Daniel Ungureanu; Alpha Knife supply has some flat ground Magnacut left @ .109 inch thick and 23.5 x1.5 inches for $56.10 Perfect thickness for some folders, kitchen knives. Possibly some leather cutting knives with a long tapered edge for better slicing.
Solid work, especially the carbide control and corrosion resistance. I’m a little concerned about the hardness results and their variability. If you need to dance a jig and say twelve Hail Marys to coax a 62 or 63 Rc out of it, well that’s a bummer.
Would you classify MC as a high-nitrogen steel? By the way, how is nitrogen added to the melt?
I also wonder about other hardening methods, non-thermal methods like severe plastic deformation, including high pressure torsion, ECAP, etc. Does the ultrafine grain mean that severe plastic deformation won’t be as helpful?
What was the key to Cola’s “flash bainite” steel? Was it a matter of speed or thermal shock? Any application here? He focused on armor and automotive, I think.
I don’t know what hardness variability you are referring to. The steel reaches 62+ very easily. The differences in hardness with different heat treating methods are very normal and if anything the grade is showing less sensitivity to those changes. A lot of steels have no such data available on them.
I don’t like the term “nitrogen steel” but if BD1N, Nitro-V, and 14C28N qualify as nitrogen steels than MagnaCut certainly is because it has roughly double the nitrogen content of those grades.
I don’t know if severe plastic deformation is a great idea with tool steels with all the carbides in them but I admit I’m not an expert in those methods.
The “flash bainite” process focused on low alloy steels so there is no guarantee whatever benefits were found would translate to tool steels. The process itself is very simple, just austenitizing rapidly with whatever method and then quenching. Some of the marketing around it is somewhat dubious.
Got it. The hardness tables seemed dominated by 60 – 61.5 Rc values, and the edge retention looked much lower than all the existing premium steels, the S60/90/110V, etc. But I need to look more carefully. I didn’t know that it was rare to get the sort of full spectrum of data you posted.
For some reason, metallurgists tend to take a dim view of flash bainite and Gary Cola. I wonder what the situation there is, and if he’s overstated things. I thought the US Army was using his steel for armor applications, which made me think it was tested and real or something. Though that new steel the Air Force developed is really something. First Eglin steel, then USAF-96: https://en.wikipedia.org/wiki/USAF-96
This randomly reminds me that there’s another great application for stainless knife steels: coins. MagnaCut would be far too expensive, with the V and other expensive alloying metals, but a good nickel-free stainless would be great, maybe a high nitrogen steel, probably not powdered. The US Mint needs to stop using precious nickel and copper for coins, and move to steel like Canada, Britain, Mexico, Australia, et al have done. The Royal Canadian Mint has been incredibly innovative with their multi-ply nickel and copper electroplating on cheap mild steel, and they produce coins for lots of other countries with that process. Mexico is the only one that uses stainless, with no plating needed – they use 430. We could probably do something that would be an upgrade over that. The US Mint published a report on alternatives where they talked about a couple of new stainless alloys they developed, including a “nickel steel”, which was a stainless at 20% nickel and zero chromium. I don’t understand the point of that though, since nickel is far more expensive then chromium. In any case, it would be cool to have coins made of “knife steel” – good branding. A 440C or 420C might work well, or 14C28N. The cost of stainless is close to the cost of mild steel plated with nickel and copper (typically three layers of nickel, copper, nickel), especially if it’s a nickel-free alloy, just iron, carbon, chromium, manganese, maybe a tiny bit of Mo, nothing too expensive.
Our money’s almost worthless as it is; I’d hate to see it even more so. I’m the nerd that sorts out the new zinc clad pennies to roll and turn in to the bank, and keep the copper ones. “Fake” coins don’t do well for collectibility. We should never have left the gold standard.
Amen to that…but we’re nearly a hundred years too late on doing that !!
I’m talking about circulation coins. They’re not supposed to be inherently valuable – a tenth or quarter of a dollar in 2021 isn’t much. They’re just useful tokens, and the US Mint should stop wasting taxpayer dollars making them out of copper and nickel.
I agree about the gold standard. Or at least it would be great to see a private banking system and private currencies, which might or might not be gold-backed. I don’t actually want governments involved in money at all, but as long as ours is I thought it would be cool if they caught up with other countries and issued nickel plated steel coins.
Congratulations and thanks.
Should we treat the data here as first results or as a promise?
Also is the steel composition patent protected or is it open for other companies?
This comment is in response to “Bear’s” comments on the stainless properties of CPM M4.
I didn’t mean to imply that CPM M4 is 100 percent stainless..only that it has potential to have stainless properties with the right heat treat. Sorry for the misunderstanding.
Grain refinement is a whole new world of the steel industry that is largely ignored and unknown. Very little is understood about these heat treating programs and few if any knife makers have any desire or interest to pursue it… which is sad because grain refinement is the key to high performance in steel, and is also a good avenue to get more stainless properties from existing steels.
I find it amazing that Bear can form an opinion and make a full blown judgement call on a process that he knows nothing about, has never done, has no experience with, and therefore has no evidence or facts whatsoever to back up his comments.
To make a negative comment in public about a subject which he has absolutely no knowledge of, has got to be highly embarrassing.
Grain refining techniques should be standard procedure in every makers shop. It should be the basic protocol for cutting tools being used and sold to the public.
Larrin…my apologies for taking up space and getting off the topic in this comment section, but Bear’s unfactual and ignorant comments needed to be addressed.
Larrin,
I’m excited for summer to arrive so I can aquire and make some knifes with the results of your hard work!
Awesome Larrin!!!! Literally a Dream Come True!! Hopefully this is just the beginning, and may your best work still be ahead of you!
Congratulations on your endeavor. It is a great example of unwavering teamwork, collaboration and never giving up. It’s similar to the development history of the mRNA technology which took decades of dedication by people who would not give up. In exchange I will share with you my lessons learned in getting my kids thru college and into fields they love.
1. Apply to schools with the most endowment $ (generally public data) as they will match your FASFA family contribution – grades count.
2. Have your kids apply for real internships in Oct/Nov of their freshman year. They will be told to wait til after junior year but get them to insist and insist for an interview and their passion gives them a good shot to get one. It took my son just a week to realize that he did not want to be an engineer.
Congratulations. I think you did a fantastic job, and I am hopeful that that Magnacut will be readily adopted by production companies. You just made all other high carbide stainless steels obsolete, which is an impressive achievement. Personally, I will likely hold off on buying any high alloy stainless steel knives until Magnacut versions become available.
I am looking forward to seeing your future steel developments. For what it’s worth, I would like to see if you can break the status quo for strength-toughness in lower carbide PM steels (i.e., improve upon 3V, Z-Tuff).
Hello Mr. Thomas. Greetings all the way from Kingston, Jamaica.
I’ve had a design for a blade shape in my head for about a year now (I’m not a knifemaker or designer – just a new “bush crafter” kinda guy). I did some cursory research on stainless steels, and had decided that (one day, one day!) I would use 154CM for its generally good all-round attributes and economy.
Yesterday I was doing some more reading on 154CM and came across your site… and came across this article – thoroughly fascinating!
I understood nearly everything – but more importantly, you backed-up everything with data and/or independent reports. Excellent!
Congrats on being a change-maker. There aren’t many of you in the grand scheme of things, so Kudos to you…and also to those that were open-minded enough to listen and believe in you.
For right now I still think I’ll use 154CM for my project if I ever get around to it…but if I win the Lottery I’ll step it up to CPM MagnaCut 😉
Take great care, and best wishes for (more) success.
S
Congratulations on your breakthrough in blade steel design. This is fascinating and exciting stuff, and the reason I became a patron here. Cheers.
Sorry to say this. But Clay. You strike me as an ungrateful ass. And calling Larrin a prick on his own forum when the man has not even said anything wrong or hateful to you? The only prick I see in this forum that I don’t like is you.
Jerks like you are the reason I don’t join Bladeforums, kniferights.org, or interract with other knife owners / collectors. I want nothing to do with your kind.
I have spoken to Larrin a few times and I have always had good interractions with him and I have never seen him disrespect anyone.
I am so glad I am able to learn and research info from metallurgist like yourself Larrin. And also very thankful you have your own site I just stumbled across that does not require me joining or interacting with Bladeforums bullshit site.
You got a good thing in Magna cut.
And no I am no knife maker or metallurgist. Just someone who has worked in a steel plant and tried various steels over the years on construction and landscaping jobs.
But the way it is looking I will not be affording any Magna cut steel any time soon. And my limit on a pocket knife for work is $200.
I have no faith in manufacturers making anything from this steel for less than $700 if I am lucky. It looks like I am stuck with cheaper steels.
I hope if I am still alive a few years from now. I will be able to try out Magna cut if the price ever becomes affordable and more available to the masses of non knife nerds like myself.
I gotta give you credit on changing and evolving the knife industry. This is going to make you a rich man.
Congratulations Larrin. And thanks for changing the game in knife steel.
Lol…I admire a man who is willing to speak his mind and stand up for what he believes is right, but you seem to have missed the content of my post. I have made it clear that I respect Larrin for his educated contribution to the industry. We don’t agree on some things but that can sometimes be a good thing. Haven’t you ever heard that “Iron sharpeneth Iron”. Larrin needs people like me, and I need people like him, we can learn from each other.
People do not accept scientific change willing, and just as in the the heating and quenching of steel there must be enough driving force and strain energy to bring about the necessary change to the desired structure that gets the job done.
It’s a simple fact that the industry has kept the heat treating programs that make steel hard and tough at the same time, away from the public. The steel industry wants steel to wear out, break, crack under impact, stress and load so that the fabrication shops around the world have to always come back and buy more steel. Retained austenite is purposely created by using the standard heat treating programs to compromise the microstructure of steel, which again keeps the industry forever dealing with that problem and coming back to buy more steel.
It’s very simple and basic: If you don’t want to deal with all the negative impacts of retained austenite..then stop making it. There are some industrial applications where it’s hard, if not impossible to get away from RA, but for simple and smaller tools it is very easy to eliminate RA altogether and never have to deal with it.
By the way..there is a lot of good information that the steel industry provides so don’t be afraid to be a part of the forums and interact with folks. Don’t hesitate to jump in there and learn all you can.
There is nothing wrong with the simple and cheaper steels as you put it. With the proper heat treat these steels can equal any of the super steels in a sharp blade. The steel industry would have you believe there is a big performance advantage with the super steels and that simply is not true for knives. There is however, a big difference in high wear industrial applications but very little if any advantages in knives. All high carbon knife steels are much closer together in performance than they would have you believe. If you want to use high alloy super steels, have at it. If you prefer the simple steels, then do it. Proper heat treat, edge geometry and design are much more important than steel type.
You don’t have to like me or have anything to do with me, just educate yourself on things that are sound and true and discard the false information that is sadly a part of this industry.
Thank you for your comments and contribution.
Best Regards
Clay
Larrin doesn’t need you.
You’re just attempting to connect yourself to him and his work.
When the community thinks of Larrin they will not associate your name with his.
Larrin didn’t need you to create Magnacut and it’s obvious to anyone that reads between the lines that you are green with envy concerning this.
I won’t be mentioning you or referring to your name again, not unless you accomplish something comparable to Larrin’s contribution to the evolution of steel.
Regards
Good news sir, you can get a Spyderco Native 5 Salt in MagnaCut for only 150$. I just got one in from DLT trading, much cheaper than the other 2 MagnaCut knives I have.
I’ve rough ground 9 kitchen knife blades so far and I would say that the grindability is indeed more friendly than Z wear. I ground 3 to completion, have 6 more to go
I’ve only finish hand sanded one so far.
i’ve made 2 blades with the magna cut and it’s a pleasure to work with! especially if you are used to using stainless steels or 5160
Sounds like a very promising steel. Considering the obvious similarities, how far off the mark would one be to call this ‘AEB-L with extra secondary carbides’.
Well it has a little bit more carbide than AEB-L and has niobium/vanadium carbides instead of chromium carbides. And it has the Mo addition. So they are similar in that both have a fine carbide structure and relatively low volume of carbide for a high carbon stainless but they are different in several ways as well.
well… in a way, this is to 4V what AEB-L is to 52100 (end properties, not chemical composition :)), so, in a way, this is the “high end, PM ‘cousin’ of AEB-L” (again, in the properties it achieves, not composition ;)) so i totally get what D is saying 🙂
any plans for a revised version of the book with a nice MagnaCut chapter? 😉
There will be a second edition at some point.
Hi Larrin, sorry I’m so late to the party on this one. I talked with Shawn at Blade about Magnacut and I’ve also discussed it at length with Chad Kelly. I just finished reading the entire article and this sounds like a true breakthrough in stainless steel. Congratulations. I was fortunate enough to get to do some of the early corrosion resistance testing on both lc200n and Vanax and I would LOVE to test this on the ocean and gather some real world corrosion resistance data! Listening to the attributes and characteristics, this steel sounds a lot like a version of Vanax in which you traded a bit of corrosion resistance for a LOT of toughness. I think that will prove to be great balance for the average user and it might even still be within the threshold for making a true saltwater capable knife. I’m definitely going to find out!
I’ve been checking sources for the availability of a second heat of Magnacut, so I can start making knives with it. Thank you so much for developing it. Not looking for magic, just a really well-balanced set of properties.
Hello Larrin I am just a cook(future chef) who really loves knives. I was into knives but only knew your website this year. To be honest I am starting to understand some of the thing you write in your article but I want to know what is YOUR favorite stainless steel for a laser chef knife would be? and what steel would you recommend? without ranking them can you give me 3 of your favorite stainless steel and which hardness.
MagnaCut is very well suited for kitchen knives so it would be my preference now. AEB-L is a good choice for something with less wear resistance. Either of those are good at high hardness, 62-64 Rc.
Elmax with that high heat treat you did for s45vn is also quite nice… when ground very thin, tough is not the constraint to edgeholding…
If toughness is acquired by grain refinement then toughness does indeed contribute to edge holding. If toughness is acquired by alloying then it does not contribute all that much to edgeholding
how does that work?
i can understand that when very thin, the strain is less, so in a very controlled environment it won’t chip, but roll the edge… instead of chipping. but i don’t understand how toughness changes whether through alloying or grain refinement.how would you even compare it?
When the steel industry designs tough steels, it’s done by alloying, they simply reduce carbide formation and carbide volume. They get very tough steels but hardness and wear resistance is sacrificed. However, when the carbide size is reduced through grain refinement, a very high degree of toughness can be obtained without sacrificing hardness. This way you can get high levels of toughness and still keep carbide volume high for good wear resistance. As for comparison, one can look at the undeniable advantages of the Friction Stir Process used by Diamond Blades. Just by refining the grain size they have proven that a brittle steel (D2) can have high levels of toughness and hardness at the same time. These blades are reported at very high hardness (67-69 HRC) yet the edge rolls with severe impact instead of chipping. This can only be done with a high degree of toughness.
Another huge advantage of grain refinement which increases toughness even more, is the lack of carbide tear-out. When carbides are large, the atom surrounding the carbide is strong and will not allow that carbide to bond with the steel matrix. However, when the size of that carbide is reduced, the strength of the atom is also reduced and at some point the carbide is free to bond with the steel matrix. The carbide actually becomes one with the steel and it’s virtually impossible to separate the two.
When the carbides are very small and more evenly distributed, they have more affect in the steel matrix by association. So whatever advantages the carbides have on a given steel type, they are magnified to a greater extent through grain refinement. Not only does the toughness increase by refining the grain size but the hardness increases as well.
The knife industry focuses most of it’s attention on hardness and very little on toughness..which is a big mistake. Blades with high hardness and low toughness are limited to relatively low impact and soft materials. Blades with high hardness and high toughness can do pretty much anything. Toughness is so good at complimenting hardness, that a blade can still be ground quite thin at a lower HRC and still have excellent edge stability. With that said, the laws of thermal dynamics still come into play but grain refinement techniques raise the “bar” MUCH higher. Toughness works together with hardness and will actually compensate for some of the hardness. It’s entirely possible to produce a blade in the mid 50’s HRC and still easily out perform blades of higher hardness in both toughness and edge holding.
When using alloying as a means to obtain toughness, you can have your cake, but you can’t eat it. When grain refinement is used to obtain toughness, you can have your cake and eat it too.
thank you for your through explanation Clay!
so, it sounds like you are saying: carbide refinement, and grain refinement improves things? and it is due to better cohesion between martensite grains and carbides, which is mostly due to smaller grain boundaries and thus better inter atomic or vanderwaals forces, due to closer proximity of atoms in / through the boundary.. and you are not saying two pieces of steel, same composition and same hardness and same measured toughness behave differently, you are saying the one with finer martensite grain and finer carbides, will be both harder and tougher or have at least a better combination of those factors?
i don’t believe anyone here will disagree with that.
Yes…the principle is the same as when the PM process is compared to conventional casting.. as with conventional D2 versus CPM D2. CPM D2 will be tougher because the carbides are smaller and more evenly distributed in the steel matrix. Proper grain refinement picks up where the PM process leaves off and reduces the size of the carbides even further. ..and when the carbides get small enough they bond to the steel matrix. In metallurgy this process is known as coherent particle (bonded) and incoherent particle (unbonded). Carbide cohesion happens quite often in low carbon steels because of the small amounts of alloy and very little carbon. In low carbon steels the particles (carbides) easily bond to the steel matrix because they are inherently very small to begin with. That is what gives low carbon steels their incredible toughness. In high carbon and high alloy steels, carbide cohesion is much more difficult to achieve because of the large carbide size..
In my opinion, the ideal carbide size to achieve high toughness and increase hardness, is the secondary carbides that are formed at the high tempering temperatures of 900F to 1000F.
To answer your question…yes, you can have two pieces of steel with the same composition and the one with finer grains and smaller carbides will be a better performing blade by far. However, it is hard to be dogmatic about this because there are times when cutting certain materials that the big, gnarly, and nasty carbides in conventional D2 will outcut some of the higher alloy steels that supposedly have more wear resistance. D2 with the standard heat treat may suffer in the toughness department but it sure does cut well in some materials. Although.. when it’s all said and done, I personally would prefer a blade that will do well in any and all applications, and that is where grain refinement has a large advantage..
so i guess what would work for this is, high heat, lots of retained austenite, no cryo, high temper for finely distributed tempering carbides, and then harden normally with cryo and low temper for toughness?
which steels do you believe would work well for this? i am assuming almost any high carbide volume steel, that forms tempering carbides? and perhaps the ones with chromium carbides might be better suited to this because the high temperatures would dissolve chromium carbides and disperse them a bit? so you would see some improvement because of that too?
kind of like the pre-quench Larrin reported on, mixed with high temp hardening and subzero?
what i do with n690 is high temp aus to dissolve chromium carbides, then prequench, then harden at top of normal range, quench cryo and low temper. i think it works, but there is no data to support anything on it, except i BELIEVE i get sharper more stable edges. doing a single step with above normal aus temp on elmax, seems to be same or slightly better, maybe, and i save an hour or two per blade on ht…
not sure if there is any difference in effect between pre quench temps and high temper?
so magnacut you might see less of an improvement than say elmax or m390? because with alloying he basically set the grain and carbide size very finely already?
Yes, you are on the right track but the first step to grain refinement is to revise the industry standard heat treating programs. I’m sorry but there is no nice way to say this: The standard protocol for heat treating is wrong in some areas. The normalizing temps are too low..the hardening temps are too high..and the quenches are WAY too slow. If I had a client that wanted large grain structure, lots of stabilized retained austenite, plate martensite and a brittle blade, I would use the standard heat treating programs.
Normalizing temps are calculated using the Thermo- Calc program to determine when Cementite (iron carbides) is fully dissolved. It looks good on paper but the temps to fully dissolve cementite in the real world are much higher. With low normalizing temps you are not getting the use of all the carbon and some of the alloys that’s available in the steel.
All steel types, regardless of alloy content need to be quenched extremely fast. Before you all gasp in horror and cuss me out, let me explain. One of the biggest myths in the steel industry today is “fast quenches crack steel.” This simply is not true. Too much carbon in solution is what cracks steel as the structure can not accommodate the drastic size change. The reason for the high hardening temps you see in the industry is to allow the slow, sluggish, and the ineffective quenchants used in the industry time to trap enough carbon before it all diffuses out of solution. The problem is these high hardening temperatures produce large grain size, retained austenite and plate martensite.
Carbon moves extremely fast at high temperatures and from the instant the blade is removed from the heat source, carbon continues to diffuse out until it reaches the martensite start point. High speed quenchants shorten the time to the MS point and trap more carbon… which in turn enables the use of lower hardening temps. Lower hardening temps coupled with fast quenches are advantageous in every way as they practically eliminate retained austenite, large grain size, plate martensite and auto-tempering.
The high hardening temps seen in the industry are actually closer to normalizing temps and should only be used as such. It’s obvious that if you oil quench from normalizing temps you will probably crack your blade and if you brine quench from these high hardening temps the industry suggests, you will most likely crack the blade.
A good example to illustrate this is a heavy chopper in CPM M4 I recently built. I did not do any fancy grain refining cycles, I simply hardened at 1800f (which is way too low by industry standards) and used an extremely fast brine quench. As such I was able to trap enough carbon for good hardness and keep the grain size very small. I tested it with some hard chopping and the edge rippled slightly so I threw it in the tempering oven at 200f for 4 hours. This produced enough more hardness that it stabilized the edge and the extremely small hardening carbides increased the toughness even more. The steel was .156 and ground fairly thin at 15 degrees per side sharpening angle and about 10 thousands behind the edge. No additional tempering was used. I chopped hard enough to actually feel it flex in my hand and was amazed at how tough it was. Keep in mind that I only used one cycle and did not use any advanced grain refining techniques. I simply revised the industry standard heat treating program for that steel and heat treated it right. I am a strong believer in grain refining techniques but if your last cycle is based on the industry standard, you may end up undoing all that you worked so hard to accomplish.
Clay, this explanation makes perfect sense to me and demonstrates how tackling the issue of balancing traits should be approached not only through chemical composition modification but also through control of the physical structure.
While group 11 metallurgy is a bit different than with ferrous alloys, it reminds me of why yellow gold karat alloys have overall better qualities than other colors (green or “euro” yellows, reds, pinks, nickel whites and to a lesser degree the palladium based whites), especially those that are high karat (18K-20K).
Most Americans are green to the fact that a grain refined, heat treated 18K yellow gold will outperform any other jewelery alloy as far as qualities for both fabricator and end user. It is corrosion resistant enough to never have an issue with anything you’ll ever come across in daily life, it is practically immune to stress corrosion, is not brittle, is hypoallergenic, can be worked with by any competent jeweler, heat treats at a temperature lower than soldering requires, and can be brought to hardness that exceeds that of typical nickel whites…which are brittle, allergenic, and highly susceptible to stress corrosion and mechanical failure.
The only thing that really counts against it…is that it’s yellow! That color seems to be out of style with the newer generations, sadly.
Stumbled onto this page, via the Bark River Knives Facebook group. My business is actually springmaking, with a casual interest in knife metallurgy. As far as springs themselves, a high strength material (maybe CPM MagnaCut?) that also has good corrosion resistance, could be really interesting, and a bigger market than high-end consumer knives. If someone is also feeling creative about new tool steels, a steel with the highest possible combination of toughness and hardness, would also be very interesting for our production processes – which is shearing relatively hard wire.
Hi Larrin – Congratulations again on your solid work here. Question: Is stainless knife steel normally passivated to reduce its corrosion potential? I mean after the knife is finished, edged, etc. Does MagnaCut need to be passivated? Does is it matter if it’s with nitric or citric acid?
Also, what if you were constrained to optimizing for a “cheap” stainless knife steel composition, with no niobium or vanadium, low 440C levels of molybdenum (0.4%), etc.? Would you expect any wins if you took your rigorous approach to finding sweet spots and applied it with those constraints? I wonder if we could improve on 440C and 420HC while achieving the same or lower cost, or if those compositions are already optimum. I assume you’d need more chromium than MagnaCut’s 10% in that case, since XHP does so poorly.
Passivation is not a common practice in the knife world. It is more of an optional thing when it comes to making stainless steel products.
There are lots of areas where steels could be better optimized for certain combinations of properties.
Thanks Larrin. That’s a great read and I am really pleased that your enormous efforts as an independent and optimistic enthusiast have been so successful. I am in a coastal area, all my outdoor activities are in or near salt water and corrosion resistance is a key feature i look for in all my outdoor knives and tools. What you have achieved in bringing a higher toughness with high hardness stainless steel into my toolkit is really appreciated and I have just now ordered my first MagnaCut knife after reading the CM data sheet and this article. Well done and thank you.
Great job here. Thorough and highly informative. Best of luck with the production runs in whatever form they take.
Hello Dr. Larrin
For your recommended heat treatment how long do you suggest austenitizing at 2050F? and how long at cryo if using dry ice? and is doing quench cryo temper continuously crucial?
I have saved up my money to buy a custom knife with magnacut and I am so happy and thankful for your work I am a cook and I think food industry could also benefit greatly on magnacut
Perfect job!
Now I realized how difficult is to make realistic conclusion about the steel properties based on its composition 🙂
If you made MagnaCut composition now, what would you change? Is there something that you are curious to check after so many tests and conclusions? Probably some idea of your sleepless nights 🙂
I’m not metallurgist but wanted to know. Couldn’t you offset some of your lesser needed elements for silicon to around .5-1.0% to further increase the toughness? It seems that Si would help at the temperatures you are reaching with your heat treat.
MagnaCut has Si in it, but CPM datasheets typically don’t list the Mn and Si content. Which elements do you think Si would be replacing?
Oh. I saw it mentioned but never saw it on the data sheet. Do you know how much Si was used?
I see you are “refining” the Maganacut formula, I am assuming you took my advice to help with uniform carbide formation under high temps and to help with uniform heat treat for those that may not have as accurate equipment as the big boys, at the temp/hardness you want them to temper too which is 64-65…lol.
Love your stuff bro and can’t wait for the newer batches. Take care Larrin!
We aren’t modifying MagnaCut
You really killed the shit out of knife steel. Nice job, man. And thanks, because hey, I love knives.
I’ve enjoyed reading every word & detail of your erudite article on CPM Maganacut. Kudos for the monumental achievement and wonderful outcome. I’ve played with knives since I could walk (Have the scars to prove it) and in recent years enjoyed becoming more informed about steel. Immediately after reading this article I went to the website of my local knife maker here in Burnaby BC, North Arm Knives. To my surprise & delight they have begun adopting your CPM Magna Cut steel on some knives. Today I purchased a small fixed blade. L 92mm x W 1.6mm x D 22mm (.25mm immediately behind edge) 15 deg edge angle, 61-62 Rockwell. Laser cut, Single drop style blade. $95 Cdn (No sheath, G10 scales) Very excited to have this next level steel to use. I was surprised that polishing the slight grind marks from edge was not very difficult. (Using a Ceramic 3000 grit stone) Many thanks for all your hard work & dedication. J. Chris Smith (SV Red Sky)
Thrilled to see Magnacut at distributors again. Love your website, love your book. Any advise on normalizing Magnacut? Unless I’m misunderstanding, your grain refinement regimen is targeted at low allow steels. I don’t have a furnace yet and want to make sure I’m treating some Magnacut blades right.
High alloy and stainless steels are not normalized. My recommendations for thermal cycling and forge heat treating are geared to low alloy steels because they are the ones that can be heat treated with those methods. MagnaCut is not well suited to forge heat treating.
Since you commented that your “sweet spot” for your investigation was achieving ~Cruwear toughness modeled on S30V/ S35VN SS as base composition by minimizing the formation of the larger and softer chromium carbides from excess chromium over what could be dissolved in solution, do you think it can be worthwhile to extend your alloy investigations using S60V/ S90V (Vanadis 8?) as base compositions and adding only enough additional carbon for the increase in vanadium/ niobium carbides(+Mo, N2 etc), optimizing for edge retention without taking too much of a hit in toughness and still maintaining SS corrosion resistance? Thanks.
Variations of MagnaCut could be made with more or less wear resistance, yes. The toughness would also change accordingly.
You’re the one with the Thermo-Calc program and expertise. The question is would there be any practical value in exploring a potential high vanadium SS alloy with little or no chromium carbides contributing to adverse effects? Stainless steel alloys have somewhat of a niche commercial application as you say, and manufacturing knife blades of such high wear resistance is certainly problematic if the demand is not there. It could be an M390 killer tho if the toughness remains to a greater extent.
There are lots of different steels I would like to work on.
OK den. A 6 7 9 is a unicorn anyway.
I’m just a prep cook; most of what you wrote here went way over my head, though the parts I did understand were quite interesting.
I found this article because, on a (very expensive) whim, I bought a custom-made kitchen knife which I expect to receive in the coming months, and wanted to learn more about the steel he’s using. I had heard about Magnacut, and that it was supposed to be optimized for cutlery, but after reading this I’m even more excited for my purchase.
Thanks for your hard work!
What are your thoughts on going directly to austenitizing temp with high alloy steels (such as MagnaCut) as opposed to ramping AFAP from the specified equalizing temperature? I’ve heard it’s really only a concern with thick industrial parts, but I’ve also heard it advised against even for knives, as it could induce stresses and warping.
I wrote about preheating in these articles:
https://knifesteelnerds.com/2018/03/07/austenitizing-part-3-multi-step-austenitizing/
https://knifesteelnerds.com/2021/04/13/how-even-is-an-evenheat-how-to-operate-furnaces-effectively/
Hi.
Any place i can buy knife blanks in the united kingdom ?
I need around 625 mm length.
Barmond has it, though it looks like they are selling shorter lengths.
*facepalm* Damn it, I hate being the guy that overlooks a pre-existing article. Thanks for your patience Larrin.
Magnacut steel, the developer Lalin said that it is similar to CPM4V, but his steel block interruption test uses no gap, and in another other article, he said the reason for not using V-shaped interruption, but pull Many of Lin’s toughness tables are beyond the traditional perception of knife friends, and it is difficult to convince the public. For example, the toughness of O1 steel is very low, for example, the toughness of 1095 is very low, for example, the toughness of D2 is poor, such as the toughness of CPM154 in the table. Similar to S35VN, for example, 14C28N has such a high toughness… Therefore, based on the above, the toughness data of mangacut steel will plummet under the V-shaped interruption test, and the manufacturer did not listen to Larin’s own suggestion – heat treatment hardness 61.5HRC, no, but 60.5HRC, the manufacturer did not listen to him, so this kind of steel, according to Larin’s own retention test, has a high probability of being a powder D2 with rust resistance comparable to LC200N. It can be understood that, mangacut steel is a powder D2 with better anti-rust, but D2 does not rust,
Is there a manual that cross-reference similar metals and alloys for ferrous and nonferrous metals?
Ferrous the necessity, but it’d be good to have both. As most everything has a cross-reference catalog one can find other substitutes.
As some of these knife steels might have other uses, where China would make the same product basically, but have its chemical formula or another name. Then am there industry might use the same base formula as any of these knives only negligible differences where they are used in other industries for other purposes.
Outboard motor parts used to be similar as well as electronic chips and such.
Anyone know of such, I’d appreciate you let me know what you know and where to find it. Again it could have a little bit more this and a little bit less that, but be called something else, buts just as good as it’s closest relative.
There is no grand comparison table for all metals, no. There are too many brands and specifications. For knife steels you can go to zknives.com
Thanks for such great work in these knife steels. I just met your dad at the Salt Lake blade show I wish I had known you were there. I am in ABS Mr. Smith and do forging most of the time but have been doing Chef knives in XHP and I’ve had pretty good luck with everything I use the salt pot For heat reading and also low temperature quenching etc. I did buy a bar of Magnicut last year at a hammer in so can’t wait to cut it up and make some nice chef knives out of it good to see the ratings on Magnifcut pretty much above average in toughness edge holding and corrosion . Anyway I ordered your book and have been reading your articles nonstop. I really appreciate all the work on stainless steel Sea-Doo specially a Aeb-l. Thanks again Steve Koster.
Thanks Steve!
Hi Larrin.
Since about 2017 I have been ignorant of the new exotic knife steels by numerous manufacturers. The number of “new” steels is mind boggling, and many commercial heat treaters would temper the steel at secondary hardness values (around 950F). I figured, if the heat treating was compromised, the gains seemed to be Nil.
I liked the idea of a Old, common steel (D2 or A2), but in the powder metallurgy form, because Heat treating facilities are familiar with these steels.
However after just reading about the development of Magnacut steel, I have to admit that I am very impressed. In my mind Magnacut exhibit an ideal balanced of corrosion resistance, toughness, hardness, and edge retention. It should possibly eliminate the need for Crucible to carry so many of the other steels. S30V has now become outdated, S35Vn is still common but fading a little. Your Magnacut design has proven to be outstanding. I also like that when buying the steel, the heat treating instructions don’t suggest the option of high temperature tempering.
Magnacut is a game changer.
Fantastic work
Glenn
Thanks Glenn!
Hi, I am Jim West of Jim West Custom Knives in Bend, Oregon. I have been making knives for close to 50 years. I am very excited to try your new MagnaCut steel. I have one question: Do you have a recommendation for a heat treat company? I have been using Texas Knife Makers Supply for some time and have had fair to good results. I want to get the most from the MagnaCut and want to make sure it is properly treated. Thank you for your hard work.
There are a lot of good heat treating companies out there
Would a dry ice slurry do as well as LN for cold treatment? I suspect it would but don’t have the technical skill to make an educated guess, just a guess.
Read this article: https://knifesteelnerds.com/2022/01/11/how-cold-for-cryo/
Completely random question popped into my head. You’ve talked before about the toughness advantages exhibited by CPM-D2 and CPM154 compared to ingot D2 and 154CM respectively. If a batch of Magnacut was produced as ingot steel, would it exhibit a similar loss in toughness, or would it suffer in other respects as well? Or is the powder metallurgy process the secret sauce that makes such a steel composition possible to produce in the first place, and trying to produce something with a similar composition in ingot form would be more likely to result in the metallurgical equivalent of the guy from Robocop who gets melted in acid?
– Signed, someone who doesn’t really actually know much of anything about this but is still fascinated by it.
MagnaCut was designed with powder metallurgy in mind so it would probably be a disaster. For example, vanadium and niobium carbides would go from being the smallest carbides to being extremely large and chunky. Probably worse toughness than D2 and 154CM. Also due to segregation all of the chromium carbide wouldn’t dissolve anymore and it might not be stainless.
Can you make softer and tougher MagnaCut steel?
It will be stainless 3V steel.
Ho!
Cold Steel Warlord introduced me to a new world of cutting. One swipe was good enough to take down a 2-3″ sapling. Basically a thinner blade, but the width is wider giving it a backbone.
Cold Steel doesn’t make the “Warlord” any more,but I would like to make a similiarChinese sword authentic “Warlord”, but, I would like to use a stronger Steel that has a finer edge, here the width of the blade being the backbone for strength, all the while, a lighter steel is desired, where high, very high velocity swings can be launched. It’s letting the sword do the work instead of muscleasing as so many do. Which reduces some need of the toughness.
I also want corrosive resistant. So, Maxomet, or Magnacut have caught my eye. Maybe a San Mai version with M4????? Ideally, I’d like to have a 1/16″ thick blade, which increases cutting power combined with velocity, high velocity, it should cut deep. FYI, I’m thinking about maybe 5 ” wide, maybe layers of harder metal for strength or softer Steel to act as a shock absorber. Anyone have any experience and knowledge here, I would appreciate input. As Korea made this super strong circle hook, where it was generally soft metal on the outside, a thick coat. But inside, it had a very strong, very hard heart. Assalesman said, they do not bend or break.
Where again, I want something for my use that’s lighter to be convenient to carry as well as additional speed that can be attained. Input is welcome.
Where can I buy vanax and or niobium carbide particles to add to a smelt I am about to do with 1095 carbon steel?
I’d really like to see a titanium carbide-coated layered Magnacut Gyuto. Imagine the ultimate all-purpose chef knife.
Any comments on the mysterious NioMax steel referenced in the chart? It looks excellent as well.
Thank you for the great education on your Magnacut steel project. I hope that it continues to be successful .
My question is;
Will it be equal to or superior than my CPM 3V bushcraft and hunting knives (Bark River Bushcrafter and Gunny) . I am thoroughly satisfied with the 3V knives as far as toughness and edge retention. I just use proper care practices for the corrosion resistance. The staining of the steel does not bother me, I like the fact that it reminds me of the satisfying field use’s I’ve had with them.
Thank you
Kind Regards
A heat treating company heat treated MagnaCut with half the holding time.
salt quenching 2050°F 10min
salt quenching 1000°F then air cooled
Temper: 2×2 hour 350°F
Hardness is only 57.5 Rc.
It has no corrosion resistance and will rust even in the air.
Because the holding time was short, the chromium carbide did not dissolve, and there was not enough carbon to carbonize the vanadium and niobium, so it did not have hardness, and because there was little uncarburized chromium, I think it rusted easily.
Is reheat treatment possible?
Thank you.
How to properly temper the blade and the butt of the blade for different hardness for Cpm Magnacut? How much will this increase the bending strength of the blade? How to create the perfect balance of steel properties?
I bought your book and it is excellent.
Iif i dont care for corosion resistence at all, are there better steels for me for a knive with thin edge geometry chopping knive than Magnacut? 3V or Z-Tuff maybe?
With thin geometry the hardness starts to become more important, not only toughness. If wear resistance was not a factor then something like CPM-1V at 64 Rc could be interesting.
Even better than Z-Tuff at 62HRC? How would these compare in terms of wear resistance?
By the way: Could you make a video about how thin of an edge is appropriate for what kind of steels and what steel you would consider at a given behind the edge thickness for each hard medium and light use (Top3 maybe)?
I’m just a fan of 3v! Works for me as a hunting/field / camping/ bushcraft(wood processing small stuff and no batoning) .I have no experience with Magnacut and I will purchase one in the future. I like the reviews for stain / corrosion resistance. That being said my 3v knives only have minor discoloration from use over the last 5+ years. Granted I am very diligent with care of my tools. I clean them immediately after use( baby wipes), clean , strop , and paste wax when putting them away.
From what I discern the attributes of Magnacut are all positive over 3v but are just incremental except for the corrosion resistance .
I want to increase the bending resistance of the blade. Is it possible to make high heating of the blunt part of the blade after hardening without loss of corrosion resistance?
What temperature and exposure is needed?
Beyond added 1-2 points of hardness what are the benefits of cryogenic treatment? I am happy with 61-62 HRC, would cry add anything at the same hardness value? Thank you
Kershaw just released a leek with Magnacut blade. I’m excited to see it in my pocket.
With Crucible having issues, it makes sense to ask: What are any other potential commercial applications for MagnaCut other than knives? If there are buyers other than knife makers for the steel, it will likely survive a bit better. As a “stainless m4”, I can see a lot of applications in punches, dies and cutting tools where coolants are used, since the coolant is water based and you’d want a stainless thing in that instance.
Larrin-
I bought and really enjoyed your book. I’m curious about one thing, which was largely not covered – the machinability of knife steels. Grinding is all fine and dandy but for bulk shaping I strongly favor CNC milling.
How is the machinability of CPM Magnacut, relative to, say, 52100?
I don’t have enough information about machining to answer those questions.
Wow thank you for your tests they’re so awesome and interesting to read!
I am very curious about something tho, how sharp can each steel get when freshly sharpened , and what sharpness does it spend the most time in. is it directly correlated with the edge retention or maybe not? do they linearly decrease (probably not) or stay in range for longer?
it’d depend on how you sharpen it ofc but fixed angle systems provide some repeatability for relatively cheap