The following is a collaboration project between myself and Malachi Chou-Green. He obtained the Vanadis 60, did some heat treating experiments, and also did metallography including some fancy electron microscopy. He also heat treated and machined the CATRA knife that I tested. His original experiments were published some time ago on his Patreon, so if you want to see what he is up to I recommend visiting his Patreon page and becoming a supporter.
Video
The following information is also available as a video:
Background of Super High Speed Steels and Vanadis 60
High speed steels with greater than 2% vanadium for wear resistance were developed in the late 1930s and early 1940s leading to M4 high speed steel and T15 high speed steel. I have written a short article on the history of M4 steel, and my recent book The Story of Knife Steel has a more etensive history if you are interested in reading further. Previously vanadium was found to lead to very hard carbides for very high wear resistance but when the additions exceed ~2% the steel would not harden. The breakthrough in the 1930s was that they learned that more carbon was necessary in conjunction with the vanadium, to compensate for the carbon that was being tied up in the vanadium carbides. However, vanadium was still limited to about 4-5%, otherwise the carbides would become too large and the steel would fracture during forging and/or rolling.

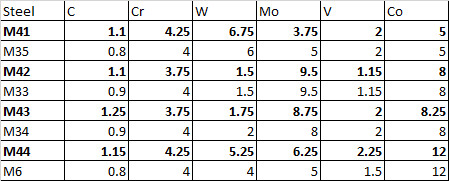
Another development occurred in the early 1960s when it was discovered that greater control over carbon content and cobalt addition could be used to make high speed steels that could be heat treated to 70 Rc. Several steels were patented within only a few years by different companies, with the most common being VASCO Hypercut patented in 1963, given the standard designation M42. You can read more about the history of these steels in this article. The compositions of these steels are shown in bold, and the older lower carbon versions of each are shown below each of the bold compositions in the “M40” series.
Around the same time Crucible developed powder metallurgy technology which was capable of creating finer microstructure in tool steels by avoiding the slow solidification associated with conventionally cast alloys. They began producing these steels for commercial scale in 1970. You can read more about how powder metallurgy works and its history in this article. At the beginning Crucible used this technology to improve performance of existing steels like M2 or T15, but they also began designing steels specifically for the technology. The first of these was CPM Rex 76, patented in 1972, which was a high hardness high speed steel with 3% vanadium.
Shortly after Crucible introduced their powder metallurgy technology, Stora in Sweden introduced their own version of the technology. This led to a legal battle that Crucible would eventually win, requiring Stora and Uddeholm to pay fines. Stora developed a higher vanadium 70 Rc high speed steel called ASP 60 which was introduced by 1975. It had 6.5% vanadium for higher wear resistance than Rex 76. Uddeholm purchased Stora in 1976. In 1978 Crucible published results of their experiments [1] comparing Rex 76 and ASP 60 which they claimed showed that higher than 3% vanadium did not lead to better performance in high speed tools. They also made a 6% vanadium version of Rex 76 and they demonstrated that it had no better tool life than the standard 3% vanadium version.
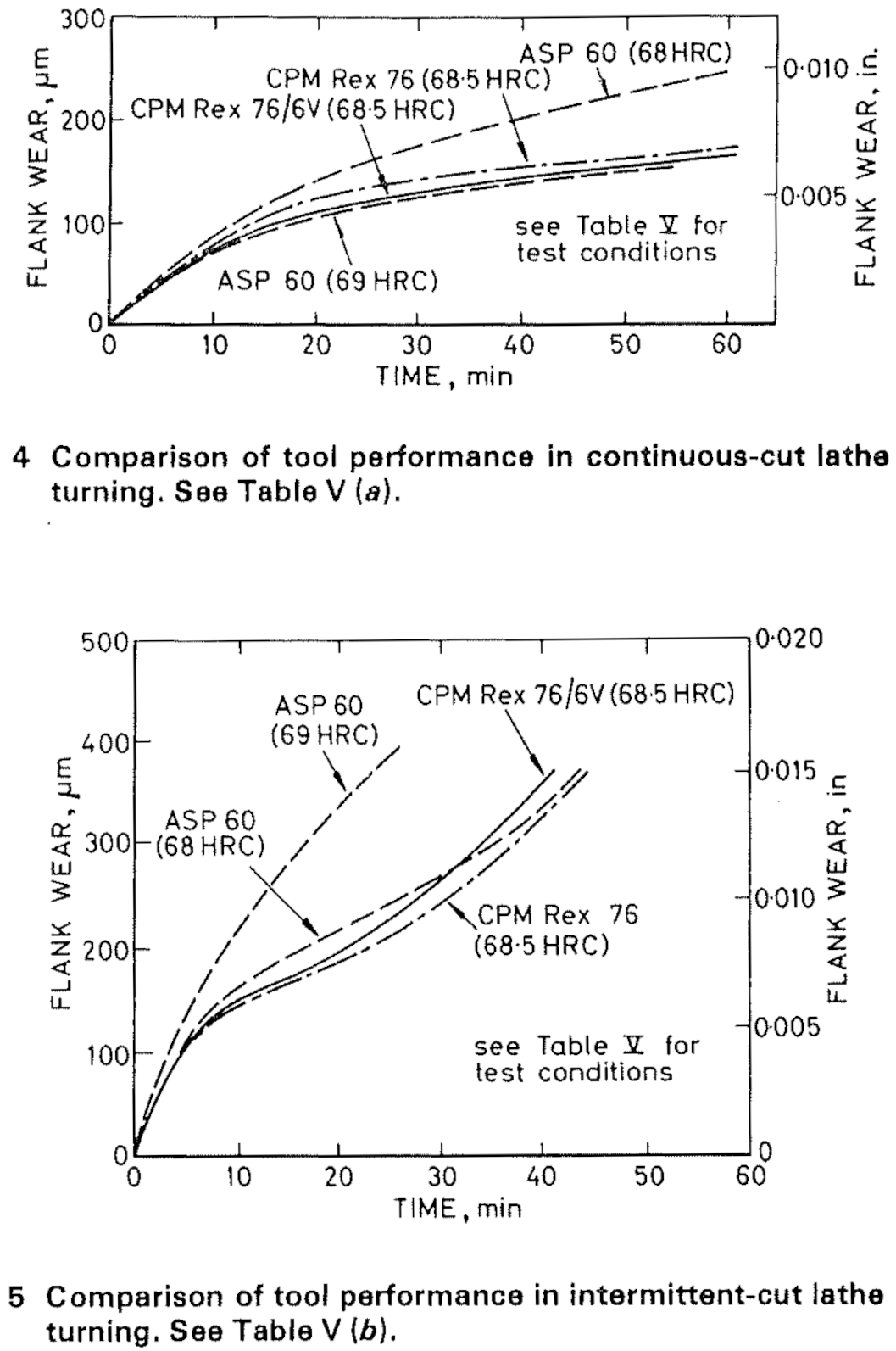
J.H.G. Stake of Uddeholm was not happy with these claims. He said [1], “I represent the firm that sells the steel mentioned which is available commercially, the ASP steels by the ASEA-STORA process. It is very difficult to comment on the slides shown here regarding the comparison between ASP 60, Rex 76, and Rex 76 with 6% vanadium. The main reason is that the trials have been done without any coolant and that is very unusual in commercial application in general practice. We prefer to go to the toolmaking industry and have the trials made there.”

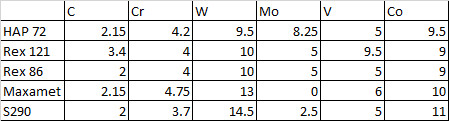
Uddeholm would eventually begin selling ASP 60 under the name Vanadis 60 instead, and Erasteel which also had historical connections to Stora, would sell it under the name ASP 2060. Both have the same composition. Despite Crucible’s earlier claims about 3% vanadium being as much as is necessary, they would later release higher vanadium versions of Rex 76. The 9.5% vanadium version called Rex 121 was released in 1998 [2]. The 5% vanadium version is known as Rex 86 (Zapp sells it as Z-Max) which was released in 2005 [2]. Other high vanadium 70 Rc powder metallurgy high speed steels would be released by other companies, many of which are shown below:
For more exciting knife steel and tool steel history, plus a history of the modern knife industry including custom knives, high-end production knives, and Damascus, see my book The Story of Knife Steel.
Composition and Microstructure

As mentioned above ASP 2060 (Erasteel) and Vanadis 60 (Uddeholm) are identical in composition. They have molybdenum and tungsten (and to a lesser extent chromium adn vanadium) added for “hot hardness,” the ability for a steel to maintain its hardness at high temperatures. This is important for machining operations where the tools are run at “high speed” and thus heat up due to friction. Hot hardness is created through a phenomenon called “secondary hardening” where the precipitation of very tiny carbides causes the steel to further harden when tempering at high temperatures, which you can read about in this article. The vanadium content of Vanadis 60 is relatively high at 6.5% for wear resistance. Cobalt is added to further improve hot hardness by affecting how the carbides form in secondary hardening (as opposed to forming carbides such as molybdenum and tungsten). You can read more about cobalt in this article.
The toughness and wear resistance of high speed steels is largely controlled by the carbides. Where increasing carbide volumes and sizes tend to decrease toughness, increased volumes of harder carbides increase wear resistance. Each of the above mentioned steels forms some M6C carbides (tungsten/molybdenum carbides) and MC carbides (vanadium carbides). With this in mind, vanadium carbides are generally more desirable because they are harder and smaller than the tungsten/molybdenum carbides. Therefore the vanadium carbides are less detrimental for toughness while also contributing more to wear resistance.
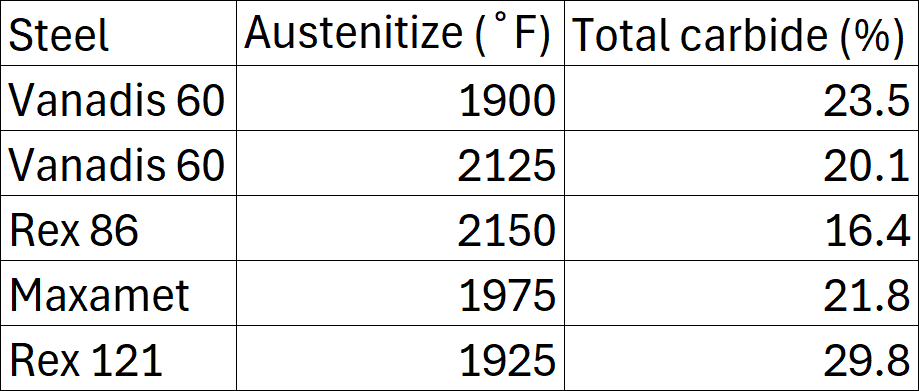
Below I have calculated carbide contents using Thermo-Calc for Vanadis 60, Rex 86, Maxamet, and Rex 121. Importantly these are “equilibrium” calculations, meaning they assume an infinite hold time. Each is calculated for the austenitizing temperature that was used for the CATRA knife coupons I tested.
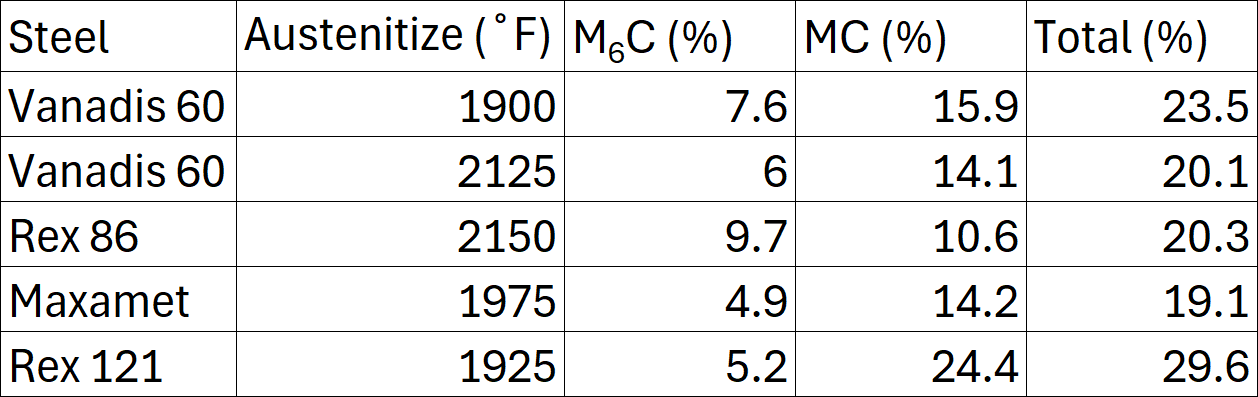
So based on total carbide volume alone we would expect Maxamet to have the highest toughness (it has the lowest carbide volume), followed by Rex 86, Vanadis 60, and finally Rex 121. Maxamet and Vanadis 60 have similar MC content but Vanadis 60 has higher M6C, so we would expect Vanadis 60 to have higher wear resistance than Rex 76, Rex 86, and Maxamet, but less than Rex 121.
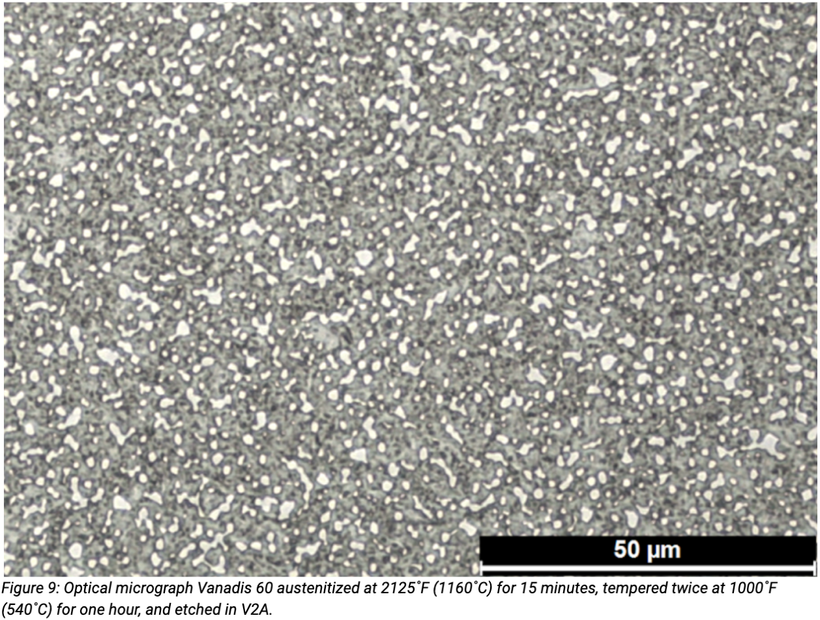
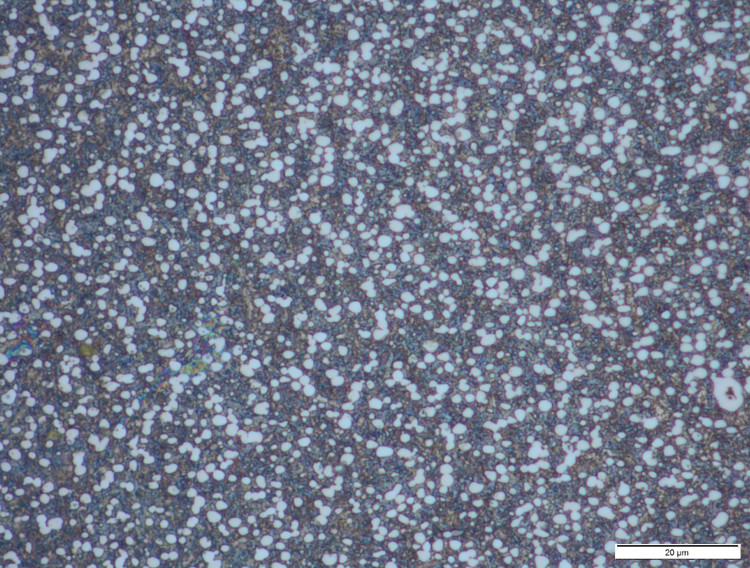
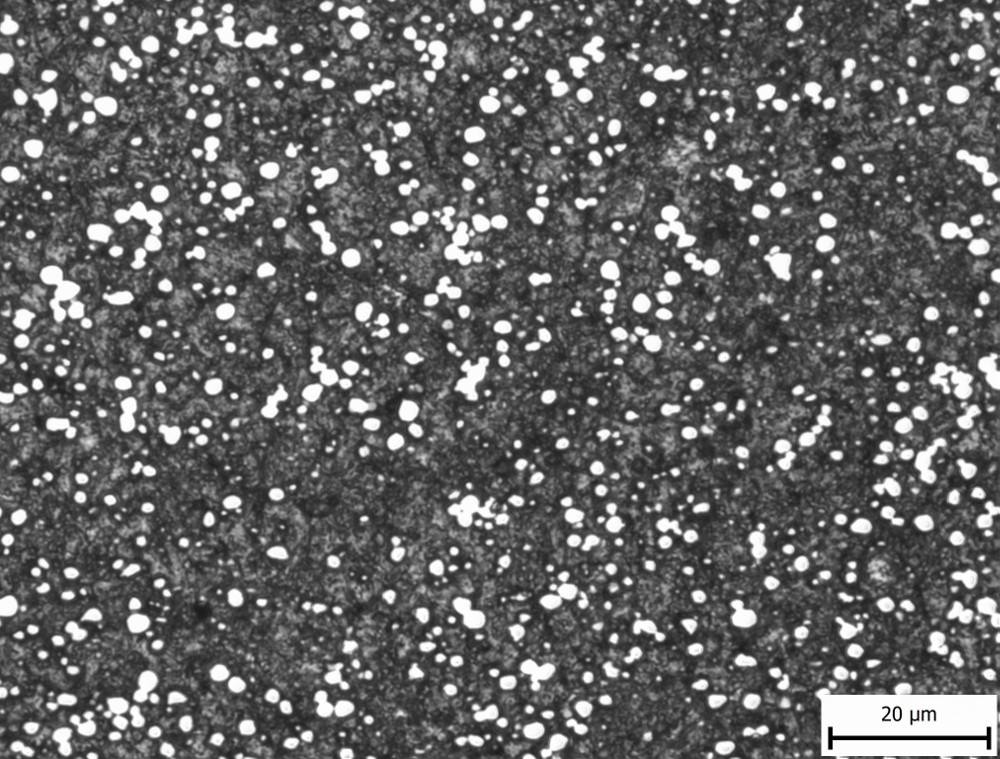
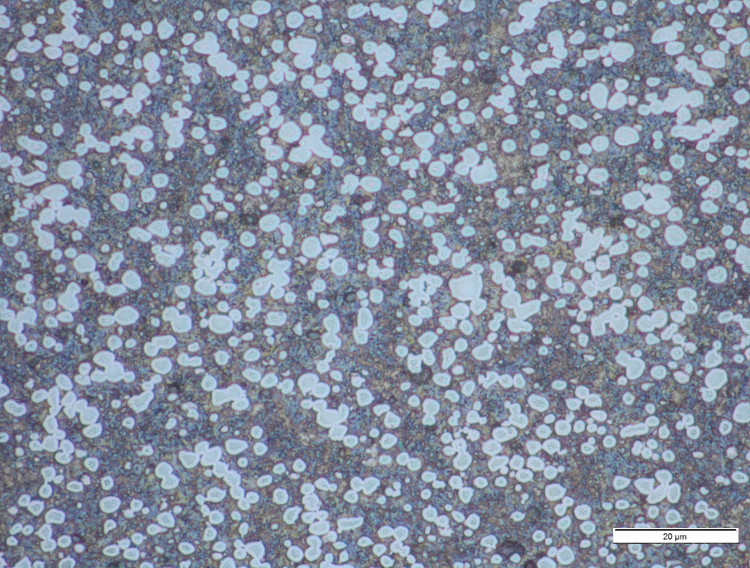
Below are the micrographs for these steels to compare with Malachi’s Vanadis 60 micrograph.
Maxamet austenitized from 1975°F
Z-Max/Rex 86 austenitized from 2150°F
Rex 121 austenitized from 1925°F
Looking at the micrographs above, the carbide volume of Vanadis 60 appears to be similar to that of Maxamet, but the carbides are a bit smaller. Z-Max has a similar carbide size to Maxamet but a lower carbide volume. Rex 121 has the most carbide and the largest carbides as expected based on its composition.
We measured the carbide volumes of each steel using a simple method called “point counting” to compare with the Thermo-Calc estimates. The total carbide volume measured was significantly lower in Vanadis 60 and Rex 86/Z-Max than the equilibrium estimate. This is relatively unusual as equilibrium carbide volume estimates ten to underpredict the true carbide volume because it assumes an infinite hold time at austenitization temperature. Maxamet and Rex 121, both had carbide volume a few points above the Thermo-Calc equilibrium estimate which is more typical.
Malachi also took scanning electron microscope (SEM) micrographs of Vanadis 60 austenitized at 1900 and 2125˚F using the “backscatter” imaging technique where contrast is partially generated from composition differences within the sample. Heavier elements scatter more electrons back into the detector leading to bright areas. Thus vanadium carbides show up as grey while the tungsten/molybdenum carbides are white, due to the relative atomic weights of the carbide forming elements (V < Mo < W).
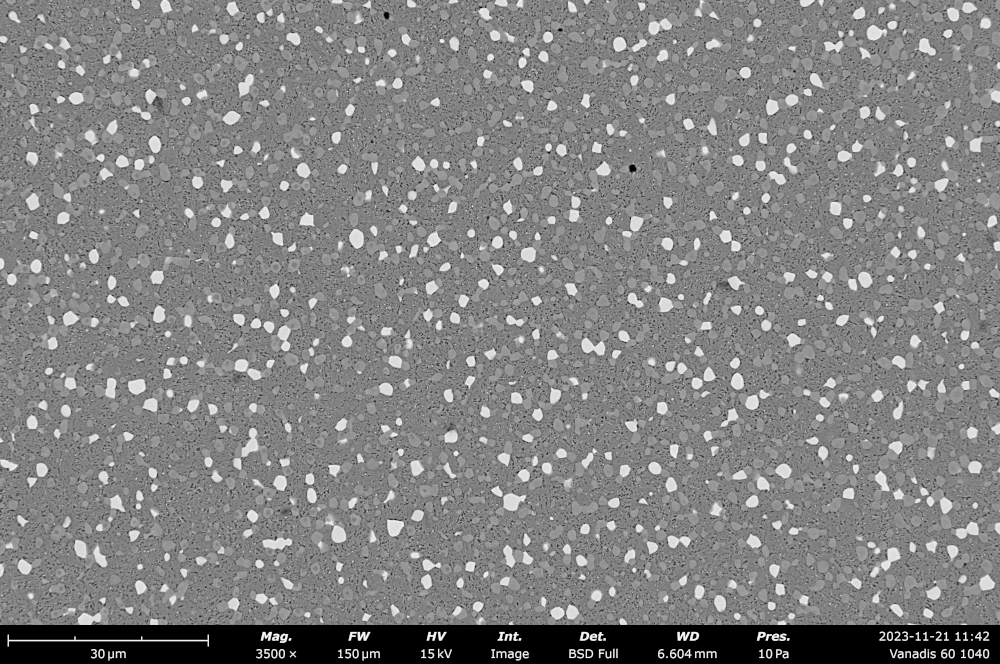
Vanadis 60 austenitized from 1900°F
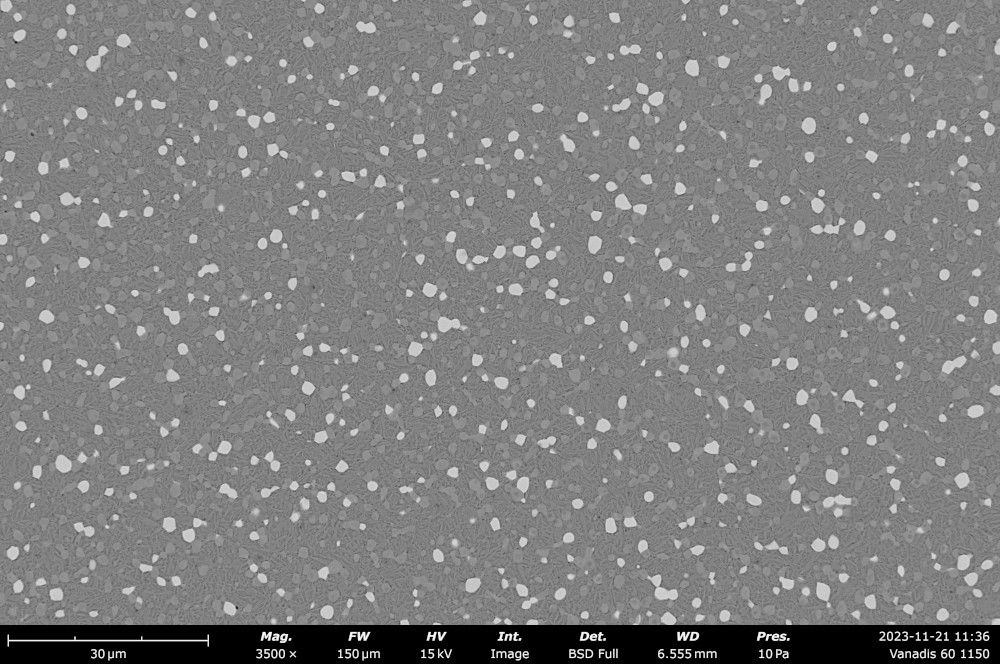
Vanadis 60 austenitized from 2125°F
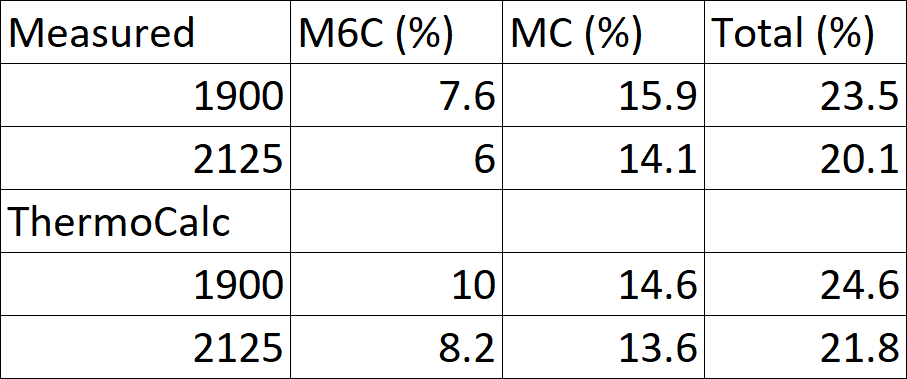
Using different colors he point counted the volume of M6C, and total carbides and compared them against the Thermo-Calc predictions. The measured M6C (tungsten/molybdenum) carbide volume was lower than Thermo-Calc, while the measured MC (vanadium) carbide volume was high. So it appears that Thermo-Calc is overpredicting M6C carbide and underpredicting MC carbide stability in Vanadis 60. Perhaps similar differences are leading to the overprediction of carbide volume in the Z-Max, and imply that the MC carbide volume of Z-Max may also be greater then Thermo-Calc predicts. This could partially explain why Z-Max preformed better in CATRA testing than my equation suggested it would.
Hardness and Heat Treating of Test Coupons
The ASP 2060 datasheet has a better heat treatment hardness chart than the Vanadis 60 datasheet so I have included it below:
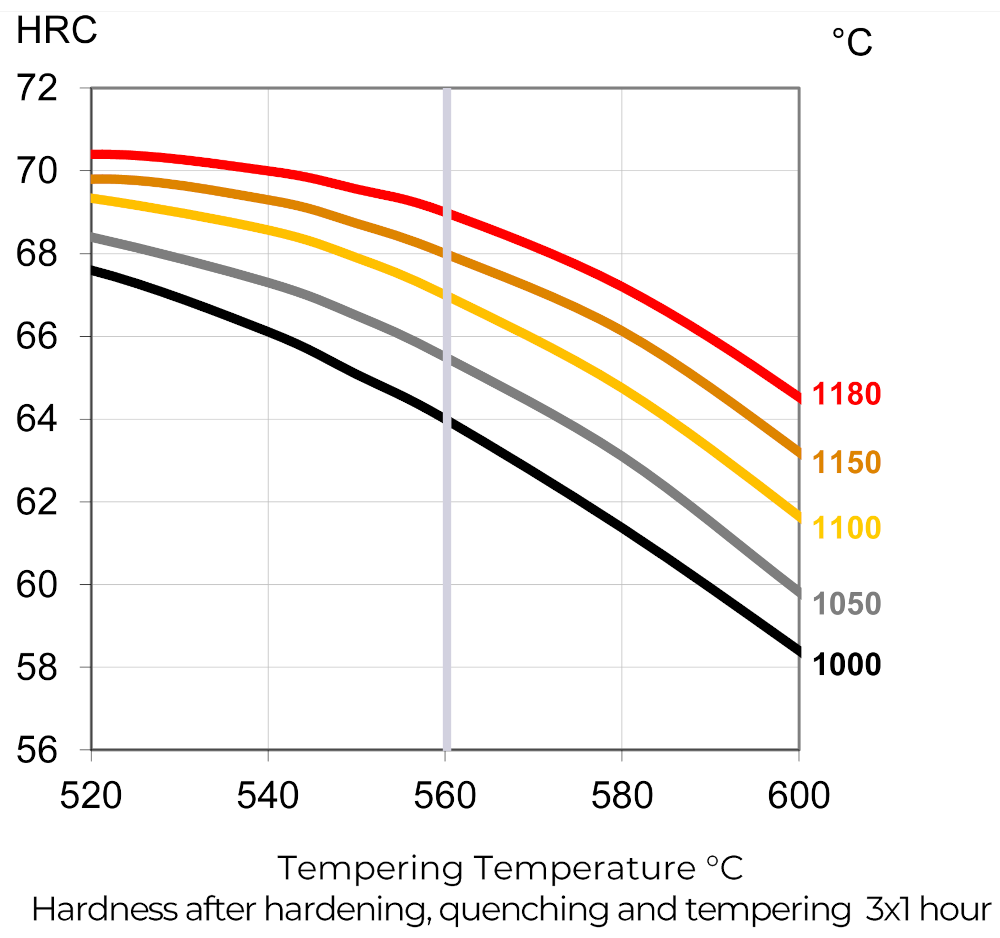
Malachi reported that he got 70.5 Rc with 2125-1000°F (1160-540°C) and 68.8 Rc with 1900-1000 (1040-540°C). He also austenitized the CATRA coupon from 2025°F (1100°C) which I tempered at 1000°F (540°C) for a hardness of 68.4 Rc. Malachi reported to me he later measured the temperature of the furnace he was using and found it to be reading too high, (thus the furnace temperature was lower than 2025°F), which may explain why the hardness was lower than his previous 1900-1000 coupon. I also heat treated toughness coupons using 2025-1000°F and the resulting hardness was 69.0 Rc. As expected Vanadis 60 is capable of very high hardness.
Edge Retention
To test the edge retention, Malachi heat treated and machined the CATRA knife for testing. I performed the final sharpening and tested for slicing edge retention:
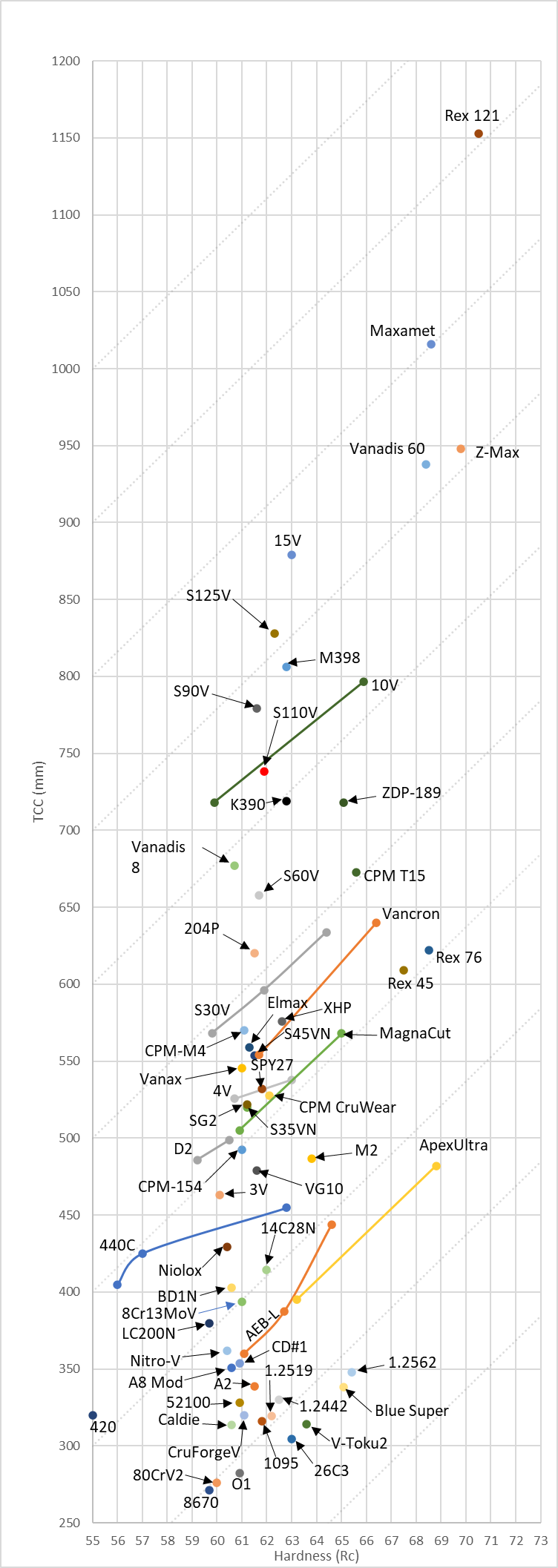
Somewhat surprisingly the resulting edge retention was only slightly higher than Z-Max after compensating for hardness, and was significantly below Maxamet. This was puzzling because Maxamet and Vanadis 60 have similar vanadium and carbon, while Z-Max is somewhat lower in both elements.
Based on our carbide volumes measurements, both the Maxamet and Vanadis 60 CATRA knives should have carbide volumes around 22%. However, as discussed previously Thermo-Calc seems to underpredict vanadium carbide and overpredict tungsten/molybdenum carbides in Vanadis 60 so perhaps the same thing is happening in Maxamet. This could be compounded by the difference in “tungsten equivalent” contents between the steels. Tungsten equivalent is calculated by multiplying the molybdenum content by two and adding it with the tungsten content, to account for the difference in atomic weight between the two. Since tungsten and molybdenum form M6C carbide, steels with higher tungsten equivalent contents are more prone to M6C carbide formation. The tungsten equivalent of Maxamet is 13% and Vanadis 60 is 20.5%, so perhaps the structure of Maxamet is mostly MC type carbides. We would need to do backscatter imaging with the Maxamet to confirm if there is indeed more MC carbide in the Maxamet than Thermo-Calc predicts.
Toughness
I heat treated and machined the Vanadis 60 charpy toughness coupons using the same 2025-1000°F heat treatment as the CATRA coupon, resulting in 69 Rc:
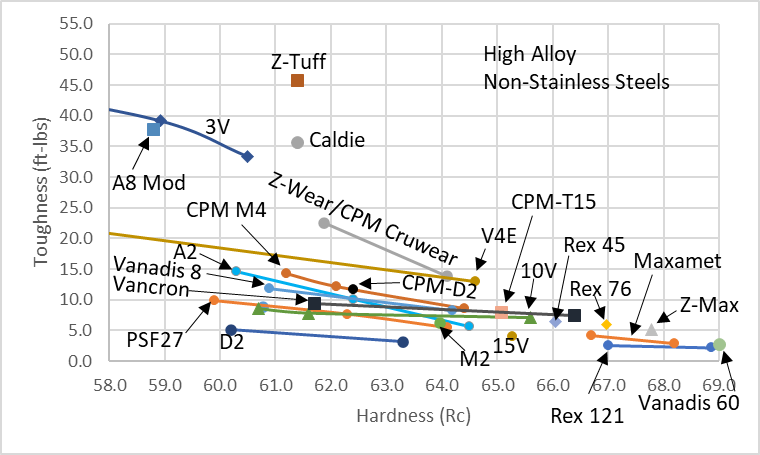
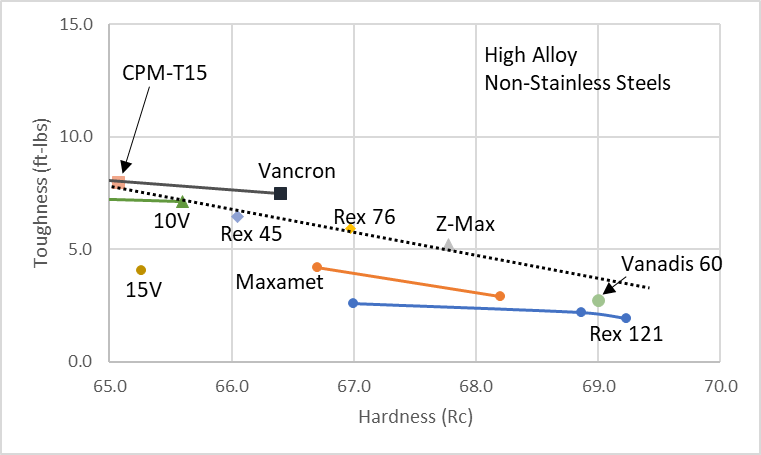
As expected by the very high hardness (69 Rc) and the relatively high carbide volume (~22%), the toughness was fairly low at 2.7 ft-lbs. Zooming in on the high hardness steels I added a trendline showing the approximate change in toughness with hardness for CPM T15, CPM Rex 45, CPM Rex 76, and Z-Max. Vanadis 60 looks like it has toughness a notch down from those steels while being more in line with Maxamet. This makes sense given that Maxamet has about the same carbide volume while those other steels have have lower carbide volumes ranging from 14-18%. Carbides are very hard particles and so they are detrimental to toughness. You can also see that as hardness goes up the difference between the highest and lowest toughness steels decreases. So at 61.5 Rc we have measured values all the way from ~4 ft-lbs to 45 ft-lbs. But at 67 Rc it only ranges from 2.6 to 5.9 ft-lbs. Thus it seems the higher the hardness the less influence the carbides have on the measured toughness.
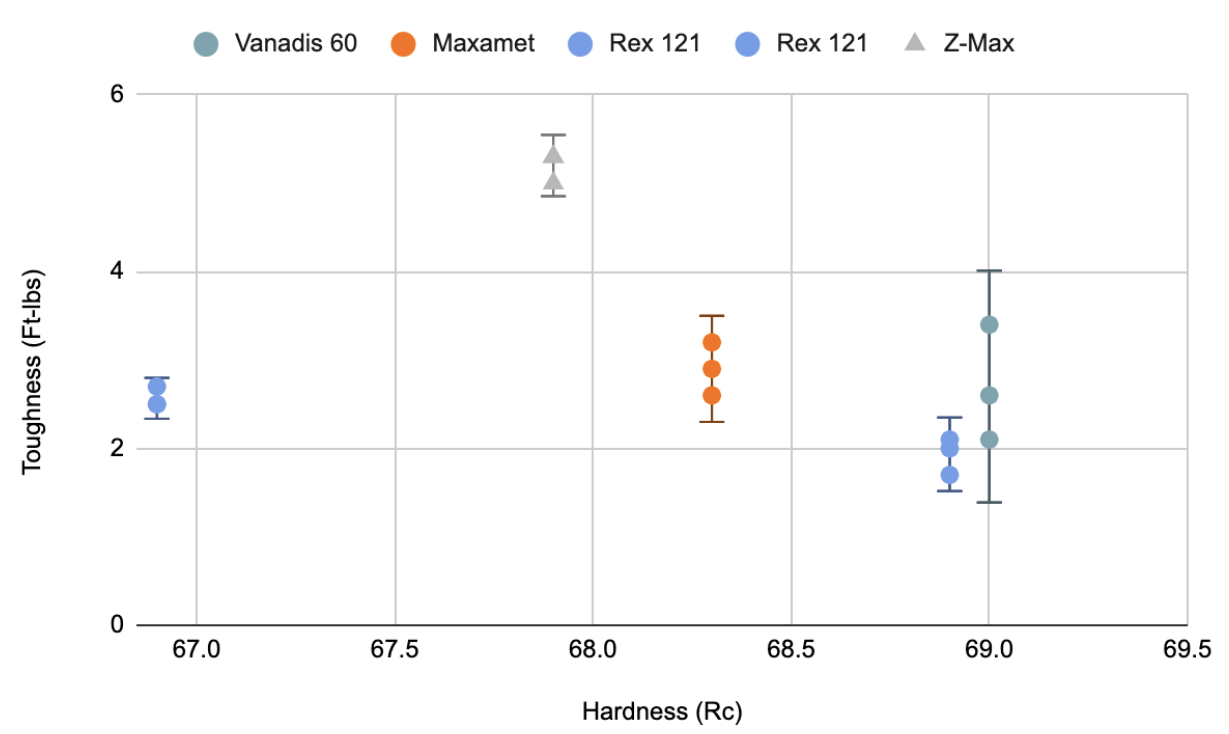
One interesting thing to note is that the spread in toughness was particularly high for the Vanadis 60 coupons, coming out at 3.4, 2.1, and 2.6. This spread is especially apparent when we look at the 95% confidence intervals of the toughness measurements of other high hardness steels shown below. I am not sure what led to the variation, perhaps it was merely chance.
While it is hard to predict toughness trends, it seems that at the same hardness we would expect Vanadis 60 to have toughness between that of Z-Max and Maxamet, leaning more towards the Maxamet end of the spectrum. As mentioned above, the Vanadis 60 and Maxamet samples tested have similar carbide volumes but Vanadis 60 has finer carbides. Usually, we would expect finer carbides to lead to better toughness, however in this case the improvement seems somewhere between quite small and non-existent. Toughness in steels is determined by two factors, crack initiation and crack growth. In tool steels, the ductility is low enough that usually, crack initiation is the controlling factor, in these cases smaller carbides are harder for cracks to initiate on, leading to better toughness. However, crack growth is generally easier with a smaller interparticle distance (the distance between carbides). So while crack initiation is usually the controlling factor, maybe as the carbide volume increases, improvements to toughness caused by finer carbides are mitigated by their risk of increasing crack propagation.
Summary and Conclusions
Our testing of Vanadis 60 found toughness about where you would expect given its high carbide volume and very high hardness, and as expected it is capable of very high hardness and has excellent wear resistance. However, the slicing-edge retention was lower than we predicted based on the composition, testing more similarly (but still a bit higher) than Z-Max rather than the more compositionally similar Maxamet. We also explored the interesting history of Vanadis 60; while several other 5%+ vanadium 70 Rc powder metallurgy steels have come since then, Vanadis 60 was the first.
[1] Kasak, A., and E. J. Dulis. “Powder-metallurgy tool steels.” Powder Metallurgy 21, no. 2 (1978): 114-123.
[2] https://www.crucible.com/Products.aspx?c=7
Excellent review. I love and value your work. Thanks for the education.
Mike
Hi Larrin,
thanks for the great article.
You compare the results you get with predictions based on thermo-calc. Did you check on the quality of the data that this program uses? I´m pretty sure that for the more common quantities of alloying elements, the basis of the data is good. But for the more uncommon quantities like 10-15% vanadium… Isn´t the basis of thoses thermodynamic data just a refinement of a refinement of something a japanes guy in the 1930s measured using relatively simple methods?
No the databases for those calculations are much more sophisticated than that. They are based on calculations based on thermodynamic first principles as well as many experimental datasets. For example there was a big study in Sweden using Uddeholm steels where the chromium carbide was being underpredicted in ThermoCalc for their powder metallurgy tool steels. But I agree that the more extreme the alloy probably the less reliable the calculations are.
Hi small question, if you temper back Vanadis 60 to let’s say 65 HRC, would this increase it’s toughness. Or would the reduction in compressive strength and wear resistance be to high?
The toughness would likely go up, yes.