Thanks to Gator, Russell Dodd, and Matt de Clercq for becoming Knife Steel Nerds Patreon supporters!
Introduction
Part 1 of the Cryogenic Processing series covered the transformation of retained austenite to martensite and the increase in hardness that occurs. That is the least controversial aspect of cryogenic processing of steel. The other two primary properties of steel affected by cryo processing are toughness and wear resistance. Both of these properties can be difficult to pin down as they have high variability. Tool steels are known for their relatively poor toughness which means we are often comparing small numbers.
Detour – Tempering
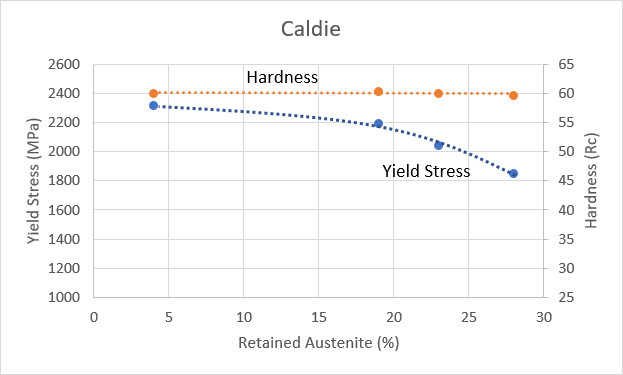
One important interrelation to keep in mind with subzero and cryo studies is the transformation of retained austenite in tempering. With sufficiently high tempering temperatures all/most of the retained austenite is transformed without any cold treatment. This depends on the alloy content, as low-alloy 52100 will have lost its retained austenite with a 500-600°F temper while high alloy steels need over 900°F. You can read more in the article on tempering. With high alloy steels the loss of retained austenite also coincides with “secondary hardening” which is a high temperature tempering treatment that increases hardness [1]:
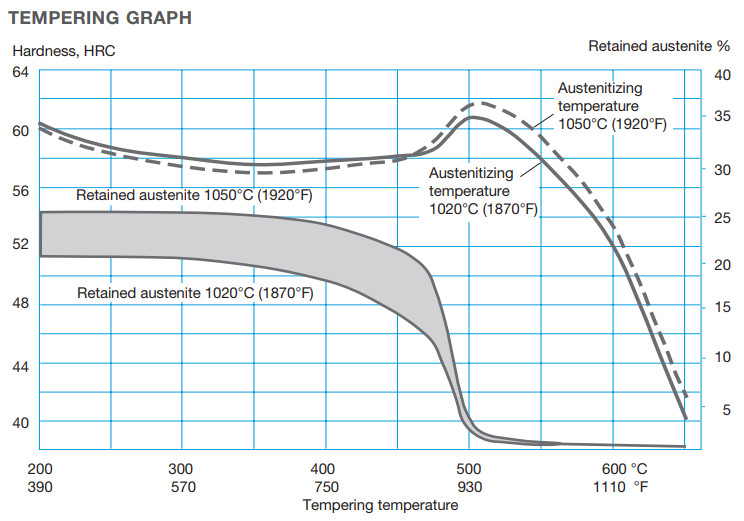
Above is a tempering chart for Caldie steel (0.7C-5.0Cr-2.3Mo) which shows both hardness vs hardening temperature and also retained austenite. You can see that at low tempering temperatures (<400°C) the retained austenite is basically constant. You can also see that the hardness decreases with higher tempering temperatures up to about 350°C and then it increases to a peak at around 520°C (950°F). Therefore tempering in the secondary hardening region above 400°C can lead to both high hardness and also the elimination of retained austenite.
Subzero or cryo processing prior to tempering also shifts the tempering-hardness curve to lower temperatures when using the secondary hardening range of tempering [2]:
This means that in general, a lower tempering temperature is required to achieve the same hardness level with secondary hardening. Using the same tempering temperature as without a subzero treatment will lead to a greater degree of tempering. More tempering can be good or bad depending on the situation. Excessive tempering can lead to coarsening of tempering carbides which can reduce toughness. However, if the tempering was insufficient without subzero, the use of subzero processing may increase toughness due to shifting the “optimal toughness” range.
Toughness
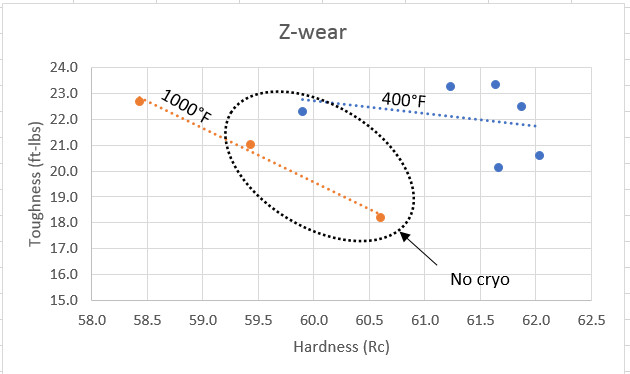
In an earlier article where we tested the effects of heat treatment on Z-Wear toughness we found that the toughness of Z-Wear was not changed by cryo, but that the hardness was improved. This means that the hardness-toughness balance was improved even though the toughness itself did not change. This was somewhat surprising to me and I wrote the following: “Because of the overwhelming amount of research showing that cryo tends to somewhat lower toughness means that we probably can’t take this result as a hard and fast rule. Perhaps the retained austenite in the non-cryo version of Z-Wear didn’t have the right level of stability to improve toughness or there was too little of it to make much difference.”
I have been thinking about that statement and wanted to make sure that it is true. Advertisements from cryogenic processing companies often claim that an increase in toughness is possible. I found a review of cryo processing of steel that collected 10 studies on toughness and I added another 11 that I had found [3-23]. I grouped the studies into three categories: 1) Improved toughness after cryo processing, 2) Reduced toughness after cryo processing, and 3) No change in toughness after cryo. I found that 3 showed an improvement in toughness, 12 showed a reduction in toughness, and 6 showed no change in toughness.
Improvement in Toughness
Vanadis 6
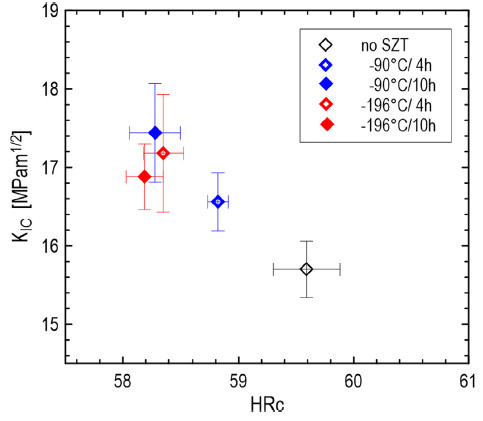
I looked into the three studies that showed an improvement in toughness with cryo. One study on Vanadis 6 [16] found a reduction in hardness after cryo (likely due to the shift in hardness with secondary hardening described above) and after the toughness was plotted vs hardness it is clear that there was no change in toughness after cryo:
M2 and T1
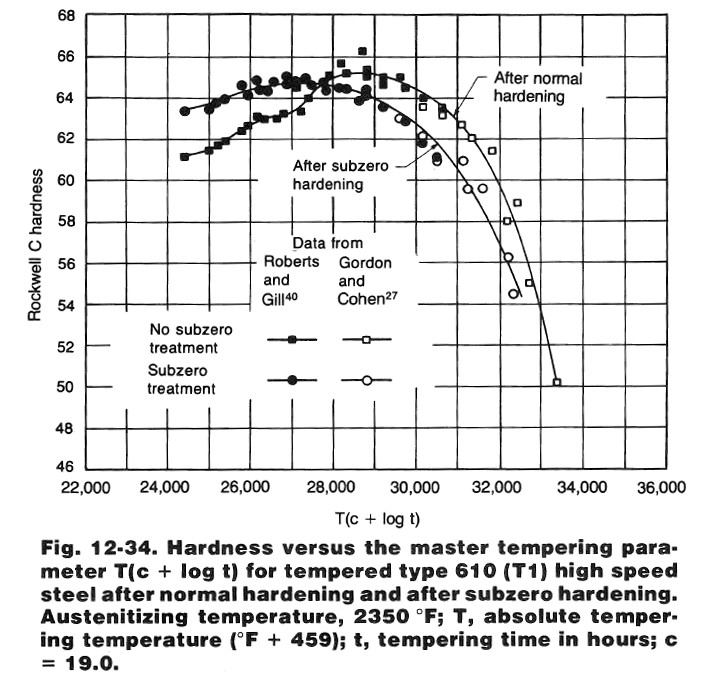
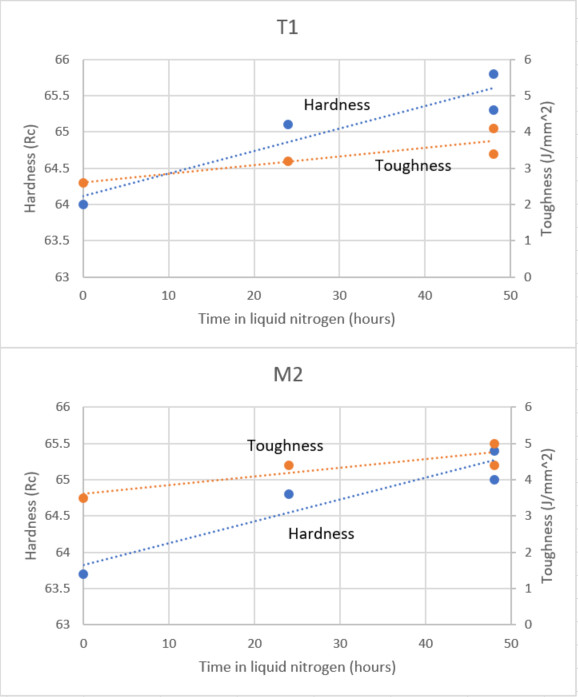
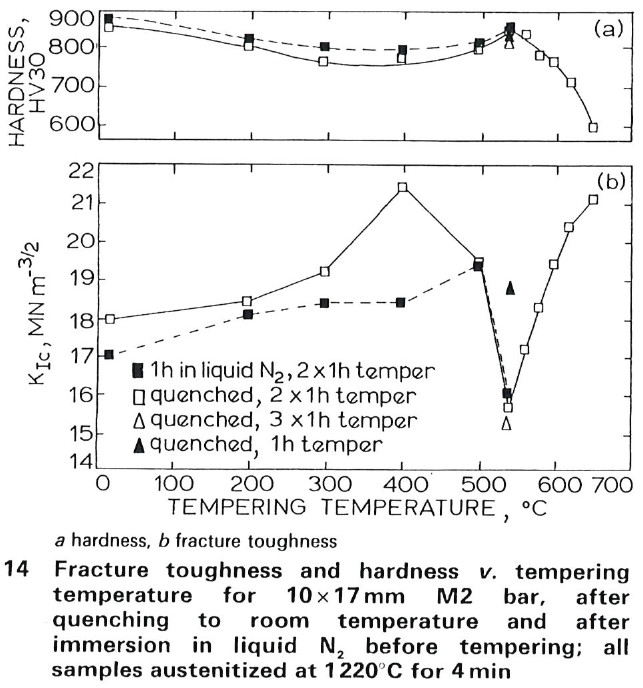
Another study on M2 and T1, two common high speed steels found both a an increase in hardness and also a small increase in toughness [4]. They also found that performing a 48 hour liquid nitrogen between quenching and tempering had improved toughness and hardness relative to a 12 hour treatment, and that 3 separate cycles totaling 48 hours was even better. This result is somewhat surprising to me and I haven’t seen it replicated. Other studies typically do not claim an increase in hardness with more time at cryogenic temperatures.
D2, H13, M4, and S7
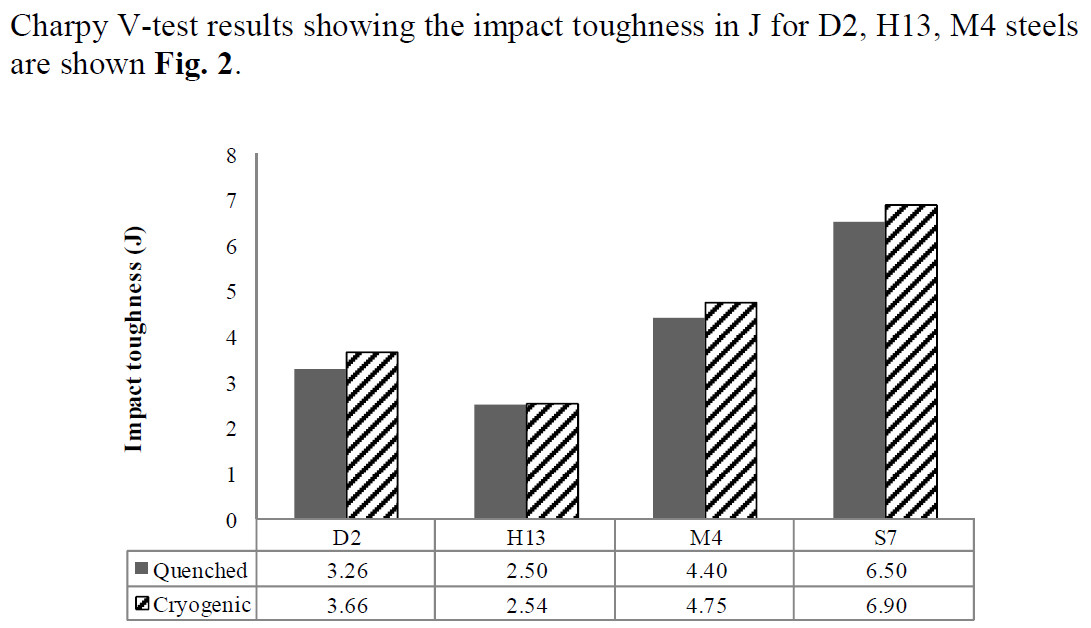
In another study they looked at D2, H13, M4 (non-PM), and S7 tool steels [21] which were heat treated with an upper temper (>400°C), both with and without a 20 hour cryogenic process at liquid nitrogen temperatures. No hardness information was presented but there was a chart giving toughness numbers with very tiny improvements in toughness:
Why Toughness was Increased
One thing that is consistent with all of the above studies is that they all used the upper temperature tempering range. You can read more about this type of tempering in this article. This is significant for a few reasons:
1) Using an upper temper eliminates retained austenite even without cryogenic processing. Therefore comparing cryo vs standard means that there is very little difference in retained austenite.
2) Cryogenic processing shifts the hardness tempering curve to lower temperatures: Effectively, the steel has been tempered to a greater degree by using cryogenic processing. However, when the liquid nitrogen process was effective in also increasing the hardness or maintaining it at a similar level this may lead to a small improvement in toughness.
3) If there is truly no difference in toughness between using cryo and not, then there is some chance that either a small negative or small positive difference is measured when adding a cryo step. This is due to experimental scatter. Positive results are more likely to be published. This is even without considering intentional or unintentional data mining for positive results.
Reduction in Toughness
The most commonly reported result of subzero or cryogenic processing of steel was a reduction in toughness [3,5-7,9-10,13,15,17,18,20,22]. Typically the reduction in toughness after cryo or subzero processing is attributed to the transformation of retained austenite. Retained austenite is a ductile phase and therefore can help improve toughness. In an article on the effects of Si additions in steel I showed that part of the improvement in toughness from Si is due to retention of austenite.
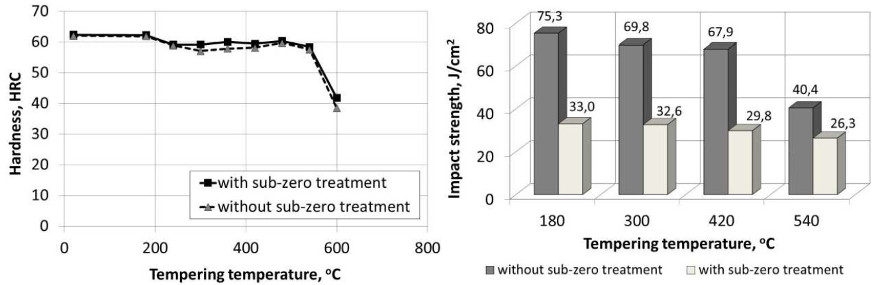
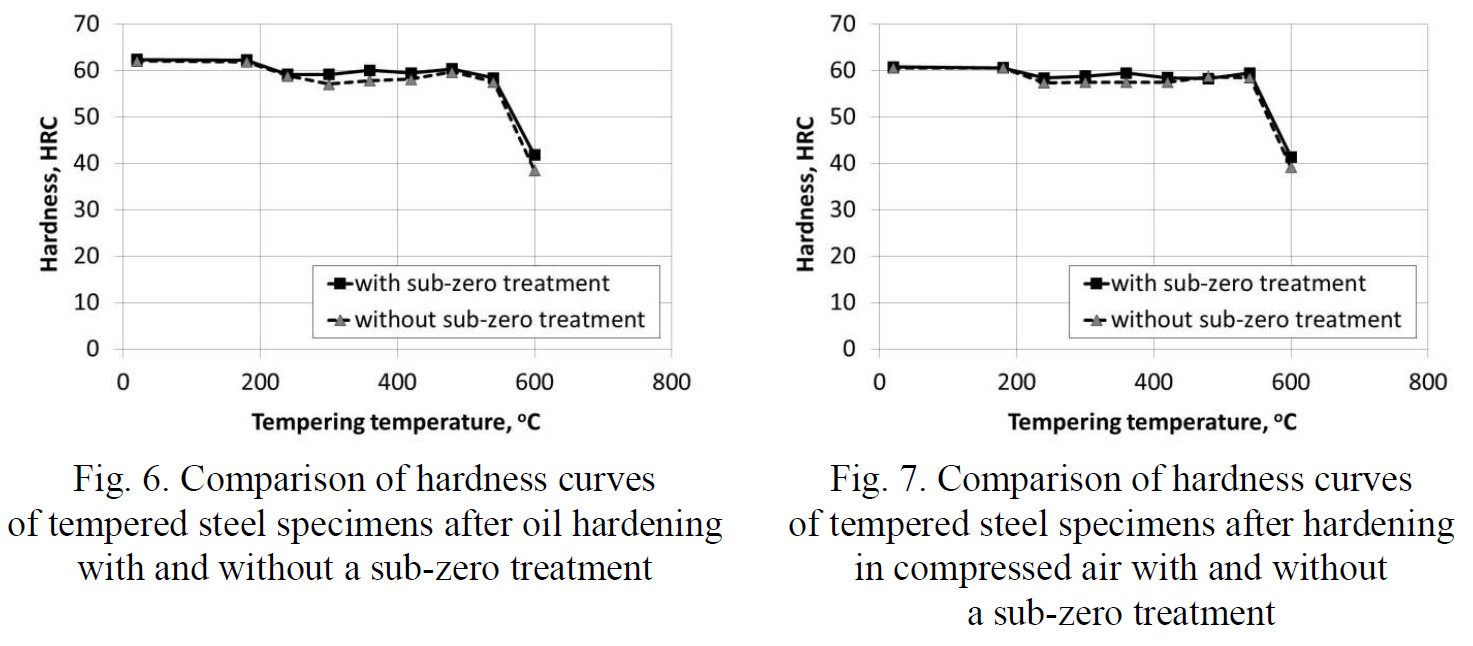
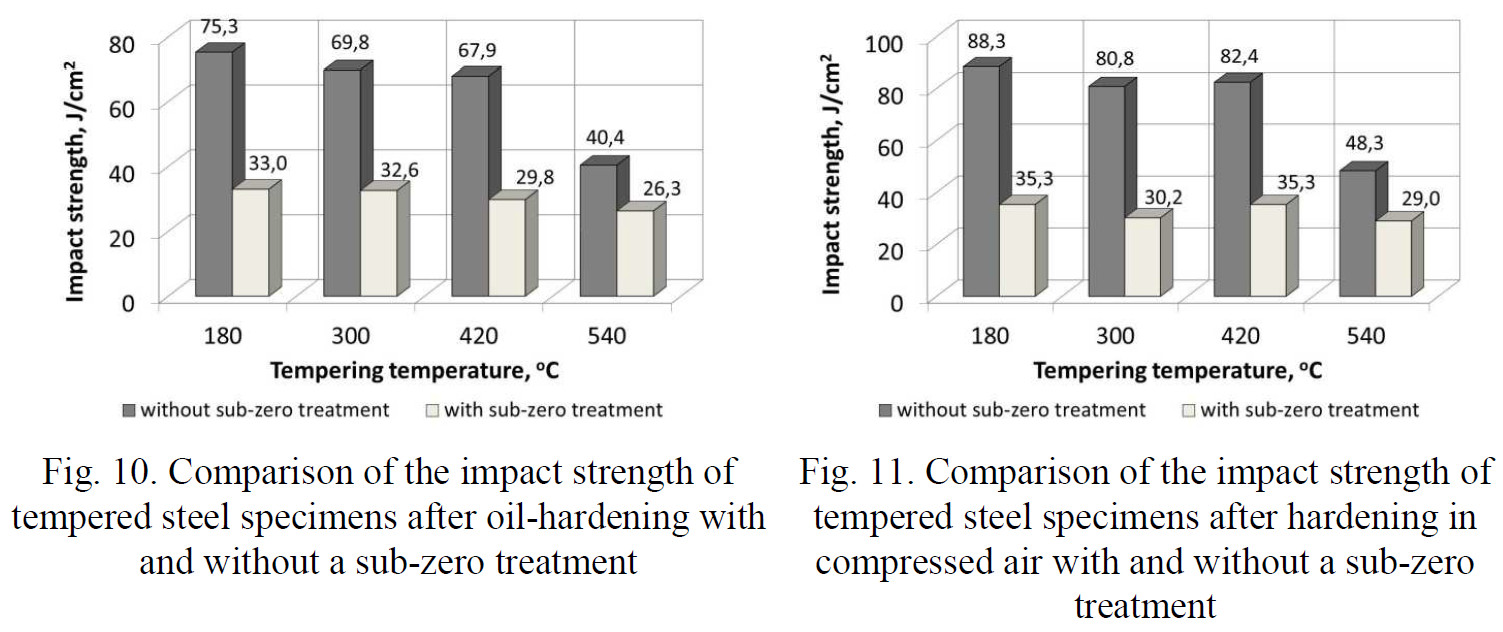
Sometimes the change in toughness with cryo and the elimination of retained austenite can be rather drastic, such as this study on Elmax with a dry ice subzero process where the toughness is basically halved (oil quenched on the left, air quenched on the right) [17]:
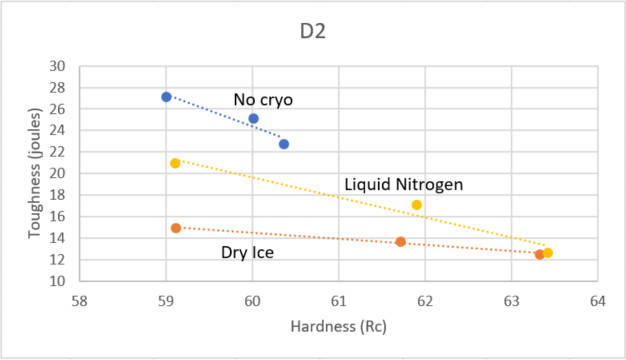
Or this study on D2 where they looked at both subzero (dry ice) and cryo (liquid nitrogen) where the use of liquid nitrogen led to an improvement in toughness relative to dry ice but both had significantly less toughness than the base condition with no subzero [10]. Some studies claim a difference in properties between using subzero and liquid nitrogen separate from retained austenite transformation, which will be covered more in Part 3.
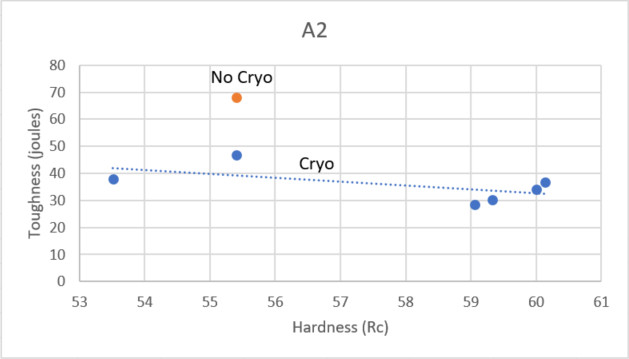
And to round things out another study on A2 tool steel showing a reduction in toughness by using cryo [5]. They tried 0.5 hr and 24 hr liquid nitrogen as well as liquid helium, and all cases led to a reduction in toughness relative to no cryo:
No Change if Plotted vs Hardness
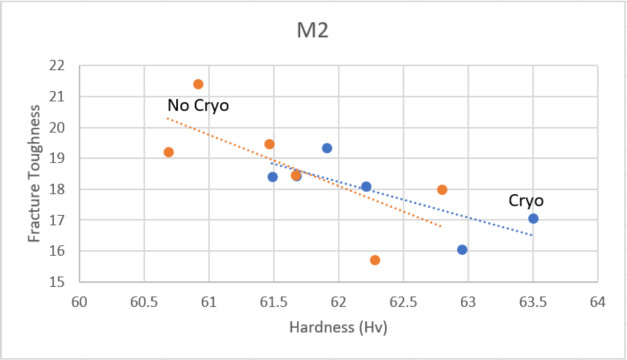
Cryo generally increases hardness which we would expect to lead to a reduction in toughness. Some studies that showed a reduction in toughness with cryo do not show a difference if the toughness is plotted vs hardness. This compensates for the effect of hardness and allows us to compare cryo vs no cryo in a more apples-to-apples fashion. One example is this study with M2 where when plotted vs hardness there is no clear difference in toughness when cryo is used [20]:
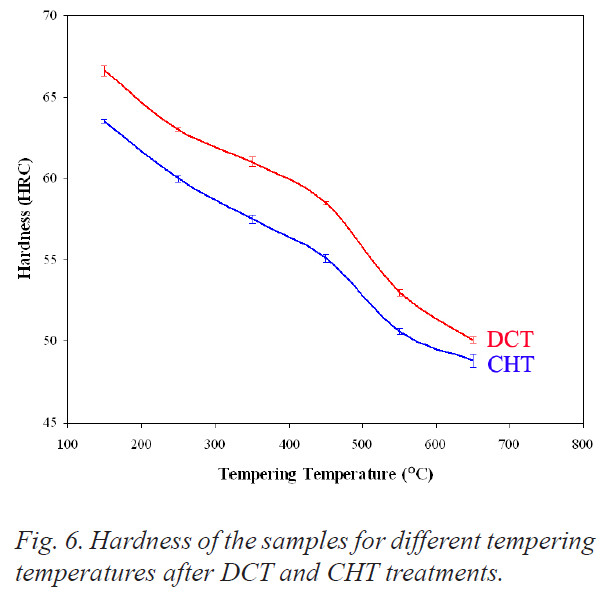
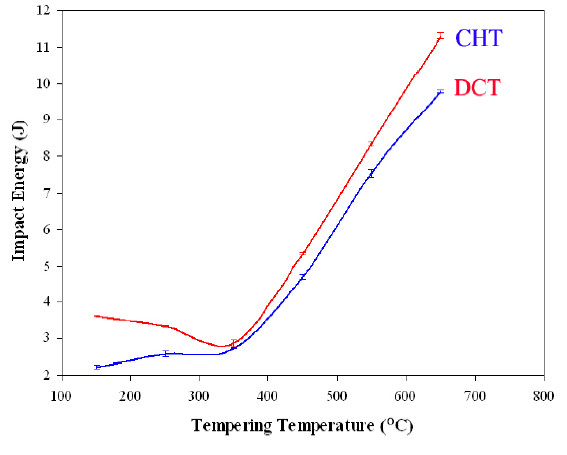
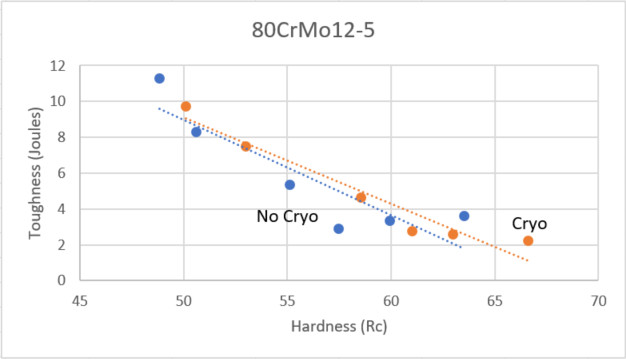
Another example was a tool steel 0.8% C, 3% Cr, and 0.25% Mo (called 80CrMo12-5) where a reduction in toughness was seen with cryo but when compensated for the increase in hardness there is no obvious difference between with cryo and without [13]. DCT refers to the cryo treated material and CHT is the conventional heat treatment. This study used a range of tempering temperatures (150-650°C) but the effect of cryo seems to be consistent across the entire tempering range.
No Change in Toughness
All of the studies where no change in toughness was observed were all with steels given an upper temper [8,11,12,14,19,23], which makes sense for the reasons explained before, that secondary hardening leads to an elimination of retained austenite so there is little or no difference when a cryo step is added.
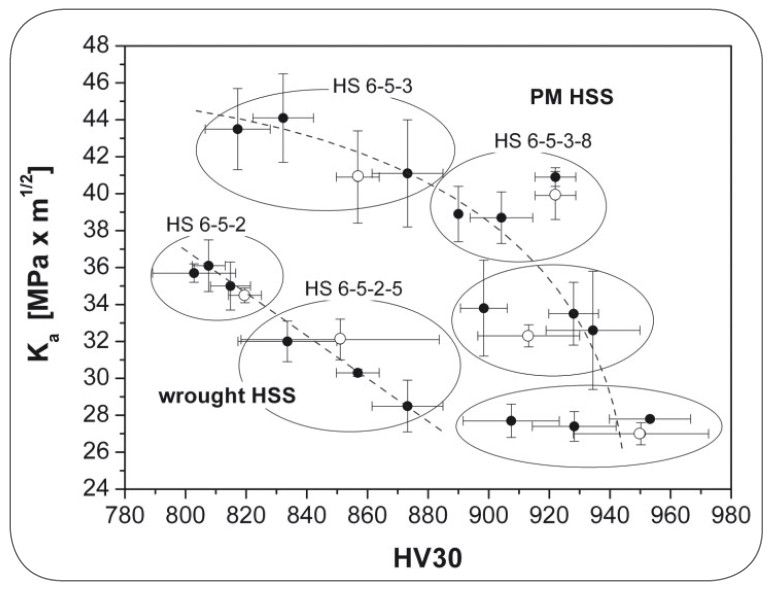
One fairly complete study looked at both conventional and powder metallurgy high speed steels. The powder metallurgy steels had significantly higher toughness than the conventionally produced steels. Within those two categories, hardness was a much stronger factor for toughness than whether cryo was used. The black dots indicate a heat treatment that included a cryo step and the white circles did not use a cryo step [19]:
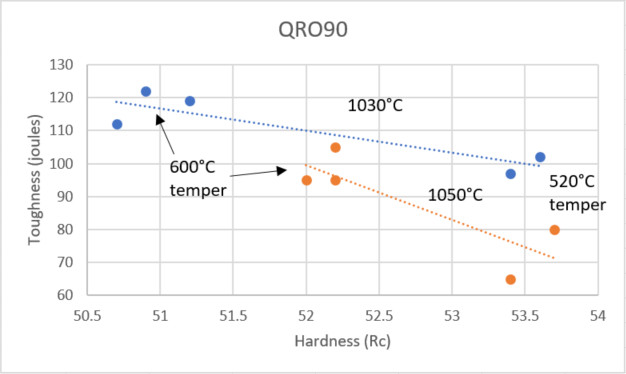
In a study on a steel called QRO90 (0.4C-2.6Cr-2.25Mo-0.9V) they looked at the effect of austenitizing temperature (hardening temperatures of 1030 or 1050°C), tempering temperature (520 or 600°C), with or without a one hour hold at -180°C before tempering. A lower austenitizing temperature led to superior toughness for a given hardness, you can read about why in this article. The higher tempering temperature led to lower hardness and higher toughness. When plotted vs hardness there is no clear difference between the cryo and non-cryo samples, with much more effect of austenitizing or tempering temperature [23]:
Z-Wear Toughness Study
Along with knifemaker Warren Krywko I did a toughness study on Z-Wear, which is identical to CPM Cru Wear. This study was referenced near the beginning of this article. We looked at a range of heat treatment parameters including the austenitizing/hardening temperature and low vs high temperature tempering (400 vs 1000°F). We also looked at the effect of cryo where we compared no cryo, and 1 hour, 12 hour, and 36 hours in liquid nitrogen. Each included cryo directly after quenching and before tempering. An austenitizing temperature of 1950°F and tempering temperature of 400°F was used. Therefore these heat treatments were not affected by the secondary hardening effects described above. The different times in cryo were tested because of the studies that have indicated that that is an important variable such as the M2 and T1 study cited above. The results obtained were as follows:
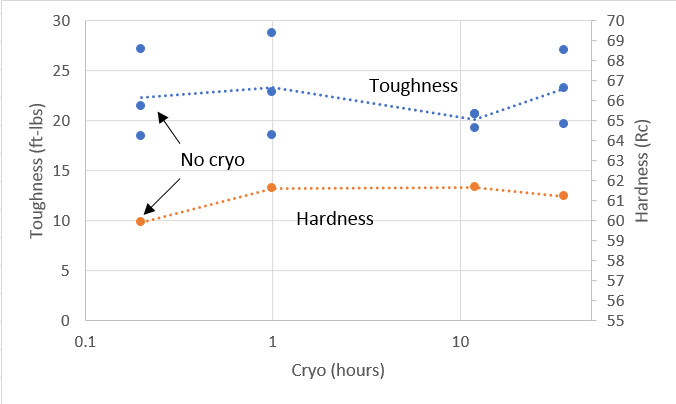
There was a clear increase in hardness by adding in a cryo step, and the hardness was essentially flat with increasing cryo time. The toughness is also flat though any small differences are difficult to see due to the inherent scatter of toughness testing. There may be a small reduction in toughness with a 12 hour cryo treatment. Therefore there was an increase in hardness but no corresponding decrease in toughness, for an improvement in the hardness-toughness balance. Other changes to heat treatment led to more clear differences in toughness so this is not a case where the test was not sufficiently precise to show changes in heat treatment. For example, the comparison between 1000°F and 400°F revealed a clear difference:
For the reasons explained above I was surprised that there was no difference in toughness found when using cryo with Z-Wear and a low temperature temper of 400°F. Generally a reduction in retained austenite and increase in hardness with cryo leads to a reduction in toughness. It is encouraging that a cryo treatment does not necessarily reduce toughness even with a low temperature temper though this is not the case with every steel and heat treatment. Perhaps future studies will reveal more.
Toughness Summarized
Therefore even though there are some mixed results, the balance of the evidence points to cryogenic processing leading to a reduction in toughness due to the loss of retained austenite. There are some cases where the reduction may be small, or not present if compared at the same hardness. Steels heat treated with an upper temper show the smallest differences with cryo because of the elimination of retained austenite with high temperature tempering. Why some steels like Z-Wear didn’t show a reduction in toughness from cryo despite using a low temperature tempering step is not known to me.
Yield Stress
In an earlier article on the limitations of Rockwell Hardness I showed that retained austenite can lead to a reduction in yield stress even when at the same hardness. The yield stress is resistance of the material to permanently deforming such as occurs when an edge rolls. The yield stress usually correlates with hardness but not always. One of the cases where it doesn’t is when a significant amount of retained austenite is present [24]:
Therefore even if retained austenite effectively increases toughness that may be at the expense of some strength even if the hardness is the same. High strength is necessary for a knife to handle thin edge geometries that are prone to rolling.
Transformation of Austenite During Use
Steels with austenite will transform to martensite when a stress is applied, such as when the steel is bent, pulled, or otherwise deformed. This is known as a strain-induced or stress-induced transformation. This increases the strength of the steel as strong martensite is formed. This martensite is untempered, however, which also decreases the ductility and toughness of the steel after the martensite has formed. Below I have images of a 301 austenitic stainless steel (100% austenite) with increasing percentages of strain (% change in length while pulling a bar of steel) showing the formation of martensite [25]:
![]()
Despite having a much smaller amount of austenite, tool steels with retained austenite also see a transformation to martensite when sufficient stress is applied. Cryogenic processing of tool steel is sometimes recommended to avoid the formation of untempered martensite during the life of the tool. A study on D2 steel found that relatively low levels of stress can lead to the transformation of austenite to martensite [26]:
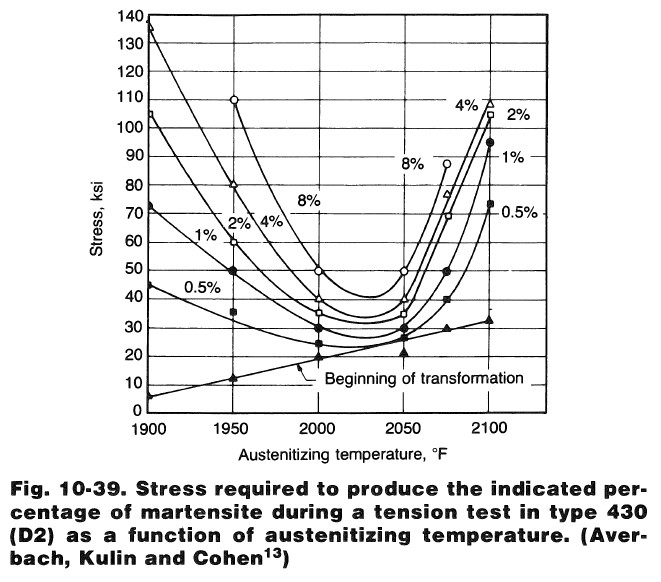
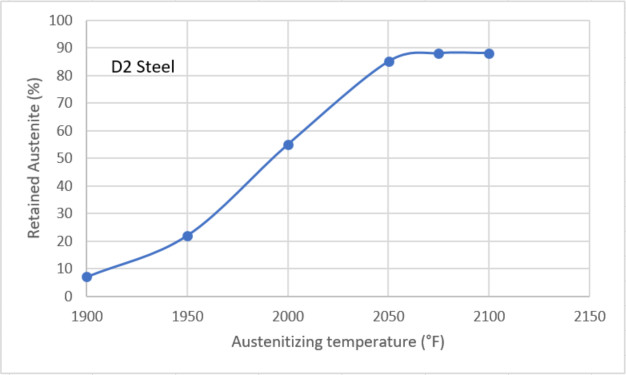
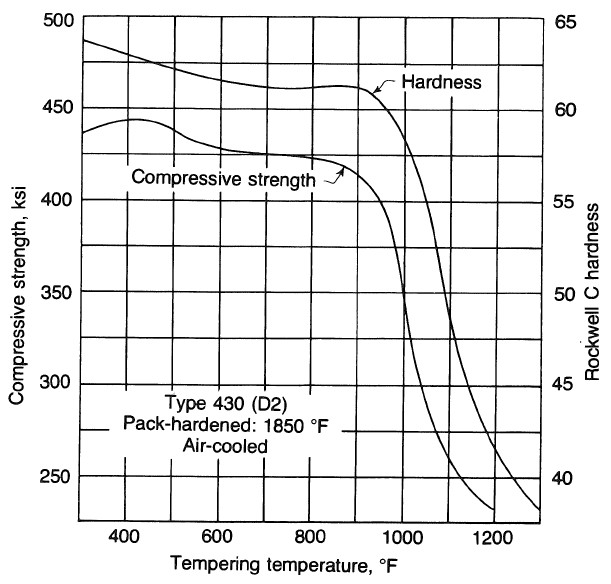
Somewhat surprisingly, the stress required for the start of austenite transformation increased with more austenite. However, the stress required for the 8% transformed retained austenite reached a minimum with 2000-2050°F austenitizing temperatures. Those austenitizing temperatures are too high for typical heat treating of D2, fortunately. Typically a temperature of 1825-1900°F is recommended. Regardless, it is apparent that austenite can transform from induced stress which leads to untempered martensite. It’s hard to mentally visualize the level of stress required to cause the austenite transformation, but the level of stress is well below the strength of the heat treated D2 [2]:
Effect of Untempered Martensite on Toughness
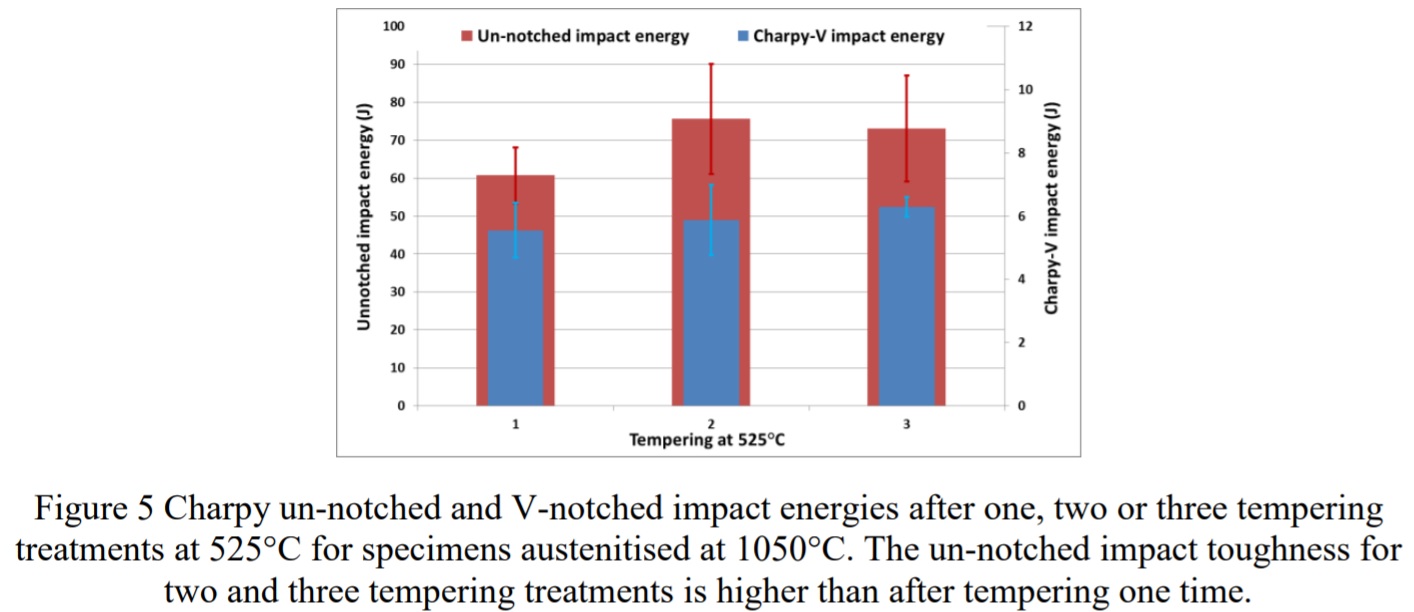
Untempered martensite is generally considered to be a bad thing in knife steels because it is brittle. This is the reason why multiple tempering steps are usually recommended, because if retained austenite is converted in the first temper then that new martensite is untempered. A similar effect may occur with the stress-induced martensite that is described above. To show the reduction in toughness due to untempered martensite, here are charpy impact results of Caldie tool steel with 1 temper (~20% untempered martensite) vs 2 and 3 tempers (~0% untempered martensite) [27]:
Effect of Retained Austenite on Fatigue
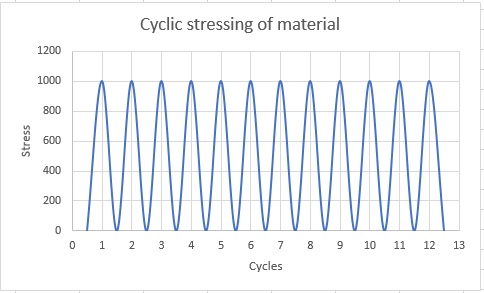
In contrast to the above discussion is low-cycle fatigue testing of steel. This type of testing is described in the article on chipping of steel. In low-cycle fatigue a relatively large stress is applied to steel and then released, and this is repeated until the part fails. The higher the stress the fewer the cycles necessary for the part to break. Similar mechanisms occur with repeated stresses to knife edges leading to micro-chipping.
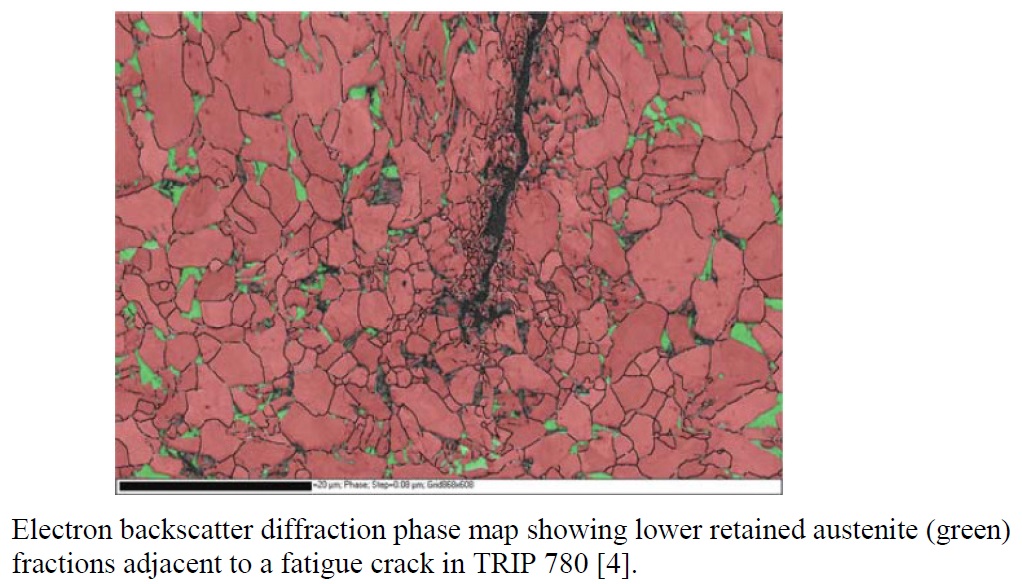
It has been found that the transformation of retained austenite to untempered martensite can actually slow down crack growth during this fatigue testing. Martensite is a larger phase than austenite and the volume change “pushes” the crack back together. You can see this in the image below where austenite is green and transforms to black martensite around the crack where the material was stressed [28]:
Retained Austenite and Untempered Martensite Summary
The transformation of retained austenite to untempered martensite is generally considered to be a bad thing because of the brittle nature of untempered martensite which reduces ductility and toughness. Fatigue testing shows benefits of retained austenite transformation. In fatigue testing the benefits were seen when there is a crack present already (crack growth) so this improvement is not present in every scenario.
Conclusions
In general, cryogenic processing reduces the toughness of steel due to the loss of retained austenite which is high in toughness. This is not always the case, however, as was found in the Z-Wear toughness study. There is also little or no difference in toughness when adding a cryo step to steels given the high temperature secondary hardening temper. Retained austenite reduces the yield strength of steel independent of hardness because it is a low strength phase. Stress-induced transformation of retained austenite to untempered martensite can lead to reduced toughness, though it improves fatigue behavior. On balance I think cryogenic processing leads to a better combination of strength and toughness properties, though there may be scenarios where retained austenite is beneficial.
[1] https://www.uddeholm.com/files/PB_caldie_english.pdf
[2] Roberts, G A, and Robert A. Cary. Tool Steels. Beachwood, Ohio: American Society for Metals, 1980.
[3] S. Zhirafar, A. Rezaeian, M. Pugh, J. Mater. Proc. Tech. 186 (2007) 298–303.
[4] Dong, Yun. “Deep cryogenic treatment of high-speed steel and its mechanism.” Heat treatment of metals 3 (1998).
[5] Z. Zurecki, In: D. Herring, R. Hill (Eds.), Proceedings of the 23rd ASM Heat Treating, Society Conference, ASM Proceedings: Heat Treating, Pennsylvania, 2006, pp. 106–113.
[6] Y.M. Rhyim, S.H. Han, Y.S. Na, J.H. Lee, Solid State Phenom. 118 (2006): 9–14.
[7] I. Wierszyllowski, Defect Diff. Forum 258–260 (2006): 415–420.
[8] A. Molinari, M. Pellizzari, S. Gialanella, G. Straffelini, K.H. Stiasny, J. Mater. Process. Tech. 118 (2001): 350–355.
[9] S. Harish, A. Bensely, D. Mohan Lal, A. Rajadurai, Gyöngyvér B. Lenkey, J. Mater. Process. Tech. 209 (2009): 3351–3357.
[10] Collins, D. N., and J. Dormer. “Deep Gryogenic Treatment of a D2 Cold-Work Tool Steel.” (1997).
[11] F. Cajner, V.Leskovˇsek, D.Landek, H. Cajner, Mater. Manuf. Process 24 (2009):743–746.
[12] C.H. Surberg, P.F.Stratton, K.Lingenhöle,Cryogenics 48 (2008): 42–47.
[13] Amini, K., S. Nategh, A. Shafyei, and A. Rezaeian. “The effect of deep cryogenic treatment on mechanical properties of 80CrMo12 5 tool steel.” International Journal of Iron & Steel Society of Iran 7, no. 2 (2010): 12-17.
[14] Chi, Hong-xiao, Dang-shen Ma, Qi-long Yong, Li-zhi Wu, Zhan-pu Zhang, and Yong-wei Wang. “Effect of cryogenic treatment on properties of Cr8-type cold work die steel.” Journal of Iron and Steel Research International 17, no. 6 (2010): 43-46.
[15] Li, Shaohong, Yinzi Xie, and Xiaochun Wu. “Hardness and toughness investigations of deep cryogenic treated cold work die steel.” Cryogenics 50, no. 2 (2010): 89-92.
[16] Sobotova, Jana, Petr Jurci, and Ivo Dlouhy. “The effect of subzero treatment on microstructure, fracture toughness, and wear resistance of Vanadis 6 tool steel.” Materials Science and Engineering: A 652 (2016): 192-204.
[17] Ducki, Kazimierz J., Jakub Jasiewicz, Grzegorz Junak, and Lilianna Wojtynek. “Effect of heat treatment on the microstructure and mechanical properties of sintered stainless tool steel.” Solid State Phenomena 226 (2014).
[18] Das, Debdulal, Rajdeep Sarkar, Apurba Kishore Dutta, and Kalyan Kumar Ray. “Influence of sub-zero treatments on fracture toughness of AISI D2 steel.” Materials Science and Engineering: A 528, no. 2 (2010): 589-603.
[19] Pellizzari, M. “Influence of deep cryogenic treatment on the properties of conventional and PM high speed steels.” Metall Ital 9 (2008): 7-22.
[20] Horton, S. A., and H. C. Child. “Relationship between structure and fracture behaviour in 6W–5Mo–2V type high-speed steel.” Metals Technology 10, no. 1 (1983): 245-256.
[21] Peña-Parás, L., LA Trejo Montemayor, S. Ramírez Cantú, RD Fernández Corona, and M. Reyna Reyes. “Cryogenic treatment and PVD coatings to augment wear resistance of tool steels.” Tribologia 3 (2013): 109-117.
[22] Lou, Bingzhe, and B. L. Averbach. “The effects of heat treatment on fracture toughness and fatigue crack growth Rates in 440C and BG42 steels.” Metallurgical Transactions A14, no. 9 (1983): 1899-1906.
[23] Alava, Luis Angel, Garikoitz Artola, Iñaki Guinea, and Maider Muro. “On the Influence of Cryogenic Steps on Heat Treatment Processes.” Materials Performance and Characterization 6, no. 5 (2017): 837-849.
[24] Rehan, Muhammad Arbab, Anna Medvedeva, Berne Högman, Lars‐Erik Svensson, and Leif Karlsson. “Effect of Austenitization and Tempering on the Microstructure and Mechanical Properties of a 5 wt% Cr Cold Work Tool Steel.” steel research international 87, no. 12 (2016): 1609-1618.
[25] Haušild, P., V. Davydov, J. Drahokoupil, M. Landa, and P. Pilvin. “Characterization of strain-induced martensitic transformation in a metastable austenitic stainless steel.” Materials & Design 31, no. 4 (2010): 1821-1827.
[26] Kulin, S. A., Morris Cohen, and B. L. Averbach. “Effect of applied stress on the martensitic transformation.” JOM 4, no. 6 (1952): 661-668.
[27] Rehan, Arbab, Anna Medvedeva, Lars-Erik Svensson, and Leif Karlsson. “Effects of austenitisation temperature and multiple tempering on the microstructure and impact toughness of a 5 wt.% Cr cold work tool Steel.” In 10th TOOL Conference, Bratislava, Slovaki, October 4-7, 2016, pp. 1-10. 10th TOOL Conference, 2016.
[28] Hilditch, Timothy B., Ilana B. Timokhina, Leigh T. Robertson, Elena V. Pereloma, and Peter D. Hodgson. “Cyclic deformation of advanced high-strength steels: mechanical behavior and microstructural analysis.” Metallurgical and Materials Transactions A 40, no. 2 (2009): 342-353.
Thanks again. We see M4 being used but I wonder if as I recommend , CPM M4. Are both now available on the market ? If so we should be careful to distinguish the two.
For the DIYers , the Charpy V , especially the miniature version , is very sensitive to proper machining . Poorly done it will produce misleading results .
I will update the article to mention that it is the conventional M4. There aren’t many studies out there about CPM or PM M4 but I understand among knife enthusiasts “M4” is used as shorthand to refer to CPM M4.
Toughness testing is definitely sensitive to a lot of factors, it is part of why I am skeptical of some claims of an improvement in toughness. Wear resistance might be even worse.
Larrin,
Thank you for yet another very informative article.
Could you please explain why hardness remains constant yet the yield point falls with increased retained Austenite? I ask because I would have thought that the hardness indentation relies on being formed by forcing the metal past its yield point.
Cheets
John
Thanks for the question, John. I discussed yield stress and hardness more in this article: https://knifesteelnerds.com/2018/11/12/rockwell-hardness/
Basically hardness better correlates with ultimate stress than yield stress.
Hi Larrin,
“Basically hardness better correlates with ultimate stress than yield stress.”
Yes, this is well known as there are tables that list this correspondence. But why? What are the mechanisms involved with the hardness test? And could the plastic deformation induced by the indenter convert some of the surrounding retained austenite to martensite, thus giving a higher reading than would be obtained if the indentation was made only into the martensite?
Cheers
John
The hardness indentation approaches or exceeds the ultimate stress rather than stopping at the yield stress. It would be difficult to define a hardness test that could somehow stop right at the yield point, especially since many materials do not have an obvious yield point. Hardness tests act differently than a compression or tensile test so comparisons are difficult. I’m not aware of a study that goes through all the different microscopic mechanism differences. Honestly there aren’t even that many studies looking at yield and ultimate stress correlations. Many of those that do exist just say that it correlates well with both.
It is certainly possible for austenite to transform to martensite as it is deformed in a hardness test. Because it is a “macro” hardness test it is difficult or impossible to avoid the austenite. Nano-hardness is better for trying to measure separate phases and constituents.
Larrin,
Much appreciated your reply.
Cheers
John
Great article… i am starting to think a modified toaster oven is a bad idea for a process as complex as tempering… there are so many conflicting forces at play here, and they remain in play for the life of the blade…
I am starting to see why people like Landes just aim to avoid RA from the getgo… and let all the other things just get as good as they can…
It also seems that the notion that eta carbides form in the grain boundaries during cryo and grow large during high temper, might be false… or not… maybe
The other thing in this whole toughness with tempering temps seem to show is that martensite tempering stands out in simpler steels, but the moment there are lots of alloys… the martensite tempering seems to lose impact… it seems we can see the “ blue brittle” range in the toughness hardness figures between 300 and 400 range, but they seem to be swamped by ra and its dissolution elsewhere although we can probably infer that since ra is essentially gone by 550C it should all be carbides and tempered martensite… but the toughness droops again after that…so is the martensite so rapidly decreasing that it becomes unable to glue carbides together at all and become tough…
Thank heavens i am reading this and pondering this whilst sitting at the windscreen replacement place…
I want salt pots for tempering before i try high temper