Thanks to Shawn Houston and Tyler Christian for becoming Knife Steel Nerds Patreon supporters. We have reached our first goal and therefore I will be interviewing Devin Thomas and posting it as an article to the website.
In a previous post I wrote about what happens during rapid quenching of steel: What Makes Quenched Steel so Hard?.
A few important things from that post to remember for this one:
- Steel gains its high quenched hardness through the formation of martensite during cooling of the high temperature austenite
- More carbon in martensite means higher hardness
- Hardness/strength is increased by making it more difficult for “dislocations” to move within the material, which are line defects in the atomic structure
- Dislocation motion is prevented in martensite because of solid solution strengthening of carbon, high dislocation density, “tetragonality” of martensite, and the many packet and block boundaries
- When the transformation to martensite is incomplete any remaining austenite is known as “retained austenite”
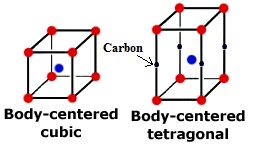
After the steel has been quenched there is a martensitic microstructure with interstitial carbon atoms between the iron atoms which makes the crystal structure “tetragonal” rather than cubic:
The quenching process, martensite formation, and supersaturated carbon leads to brittle steel. The primary reason to temper the steel is to decrease its brittleness, or in other words, increase its toughness, as is shown here for L6 tool steel [1]:

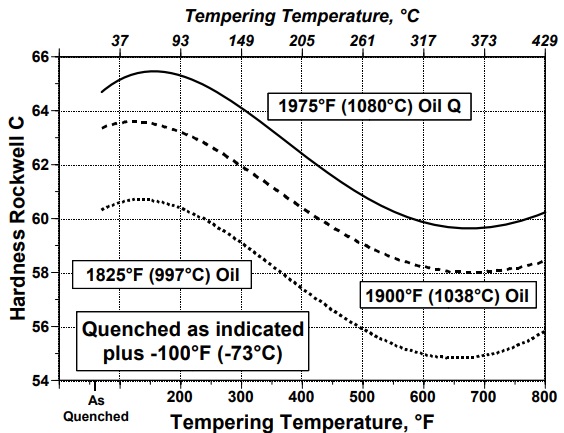
Tempering does not only increase toughness, however, it also usually decreases the hardness of the steel, as is shown here from a datasheet for 14-4CrMo steel (similar to 154CM) [2]:
Losing Carbon
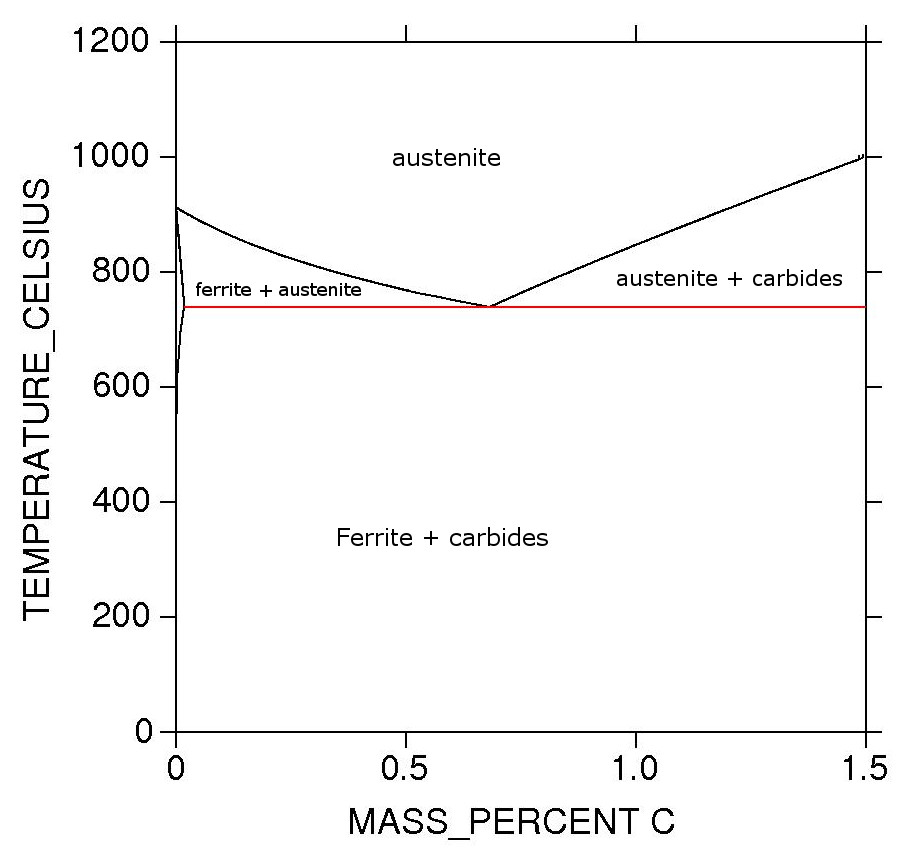
If you look at your iron-carbon phase diagram at room temperature, you don’t see martensite on it, but instead you see ferrite + carbides:
Carbides
Carbides are hard particles formed between iron (or other elements) and carbon. The reason that the martensite doesn’t spontaneously transform to ferrite and carbides is because carbon cannot easily diffuse at room temperature. However, if the steel is heated then the carbon is able to diffuse out of the martensite. This loss of carbon means that the strength of the martensite is reduced. The carbon leaves the martensite by precipitating out as carbides.
Cementite and Transition Carbides
In the equilibrium phase diagram shown above, those carbides are cementite (Fe3C), where there is one carbon atom for every three iron atoms in the structure of cementite. Cementite is sometimes represented by θ (theta). However, first, “transition” carbides form which are non-equilibrium carbides that are smaller than cementite. There are two major types of transition carbides, which are referred to as η- (eta) or ε- (epsilon) carbides. These carbides range in composition from Fe2C to Fe2.4C. It is difficult to differentiate the crystal structures of eta and epsilon carbides so it is not always known which forms (or both), but that is probably not important for this article; however, evidence is growing that eta carbides are the primary transition carbide, especially in high carbon steels [3]. These carbides are very small (2-4 nm) so they require extremely high resolution to image. With increasing temperature or time, the transition carbides increase in size and are eventually replaced by cementite, which again continues to coarsen with increasing temperature or time. You can see an image of transition carbides (rows of super tiny white circles) and cementite (the somewhat larger linear features) here, in a steel tempered at 300°F [3]:
![]()
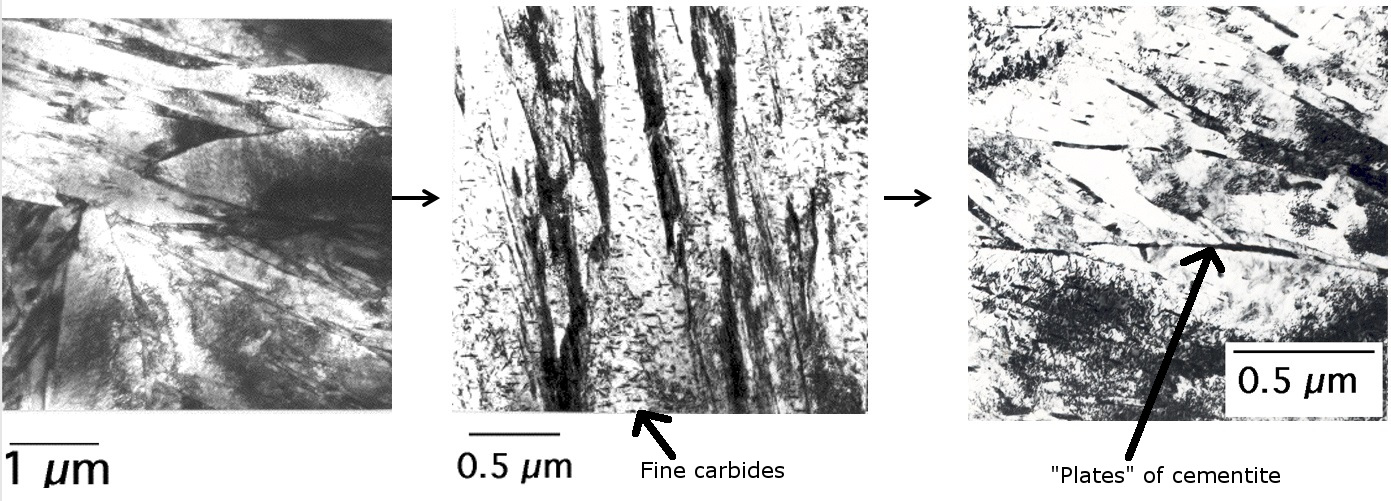
The transition carbides dissolve and are replaced by more cementite, and the small cementite particles are eventually replaced by larger plates of cementite. The process of carbide formation can then be summarized in the following images, where on the left is untempered martensite, then the middle image shows fine cementite carbides after tempering at 375°F for 1 hour, and then the right image shows the larger plates of cementite after tempering at 790°F for 1 hour [4]:
Precipitation Strengthening
If you recall the tempering curve for 14-4CrMo you might remember that there was a small increase in hardness at very low temperatures:
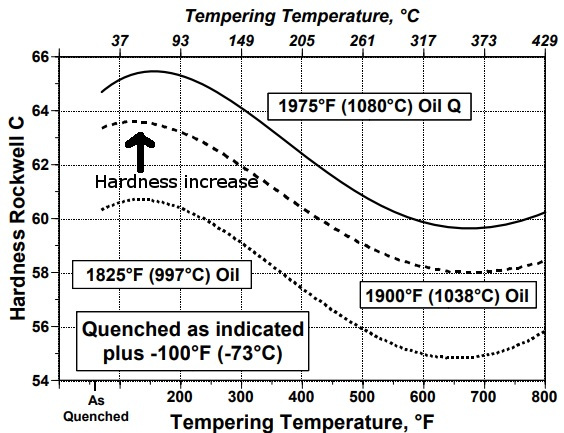
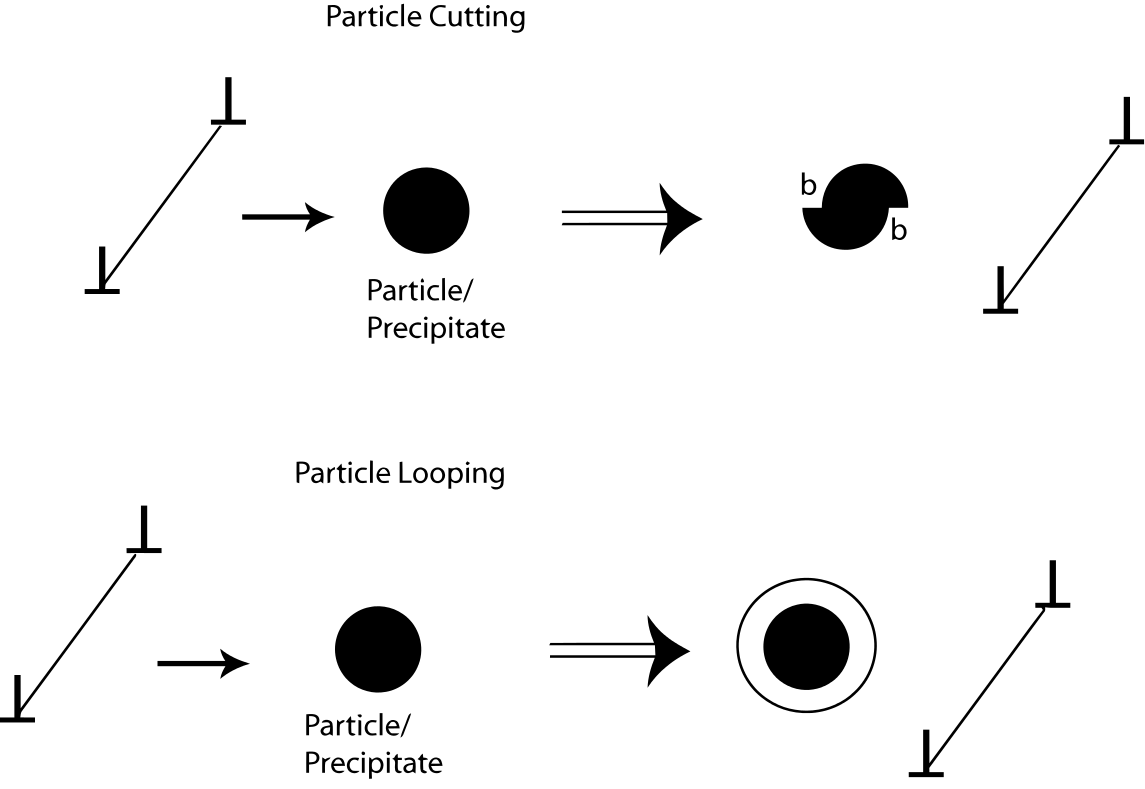
This small increase in hardness/strength comes from something called “precipitation strengthening.” In other words, the precipitates, or in this case carbides, are increasing the hardness of the steel. As I covered in an earlier post, strengthening comes from limiting the motion of dislocations: How Does Grain Refinement Lead to Improved Properties? Carbides can limit the motion of dislocations, as the dislocations cannot easily pass through them. With very small carbides, the dislocations cut, or shear, through the carbides, and with larger carbides the dislocations must loop around them [5]:
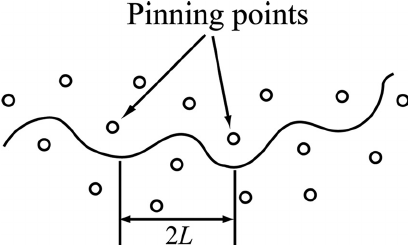
So when there is an array of carbides the dislocations must pass through or around many of the carbides [6]:
The movement of dislocations among a field of fine precipitates can be seen in this Youtube video [7]:
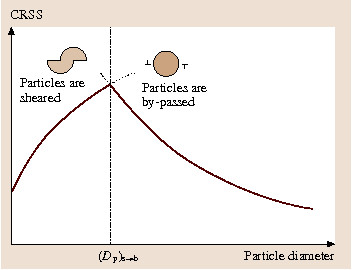
There is an optimum size of carbides for strengthening of steel. When the carbides are extremely small, the dislocations easily shear through them. When the carbides are too large, the dislocations can easily move around them. The result is an optimum size of carbides for peak strengthening [8]:
Changes in Martensite Structure
The martensite itself also changes during tempering. One change that occurs is that the “tetragonality” of the martensite is reduced as the martensite becomes more and more like cubic ferrite as the carbon leaves the martensite. Another change is that the dislocation density is reduced through tempering, as is shown in this schematic [9]:
In (a) the looping lines represent the dislocations within the laths (the thicker straight lines) which represents the quenched, untempered martensite. Then (b) shows the small black linear cementite within the laths surrounded by dislocations which represents martensite tempered around 500°F. The image in (c) shows that the dislocations have become recovered “cells” of dislocations that are low-angle boundaries, which represents martensite that has been tempered at 1000°F. And finally (d) shows recrystallized martensite that has transformed completely to round ferrite grains which also contains larger carbides.
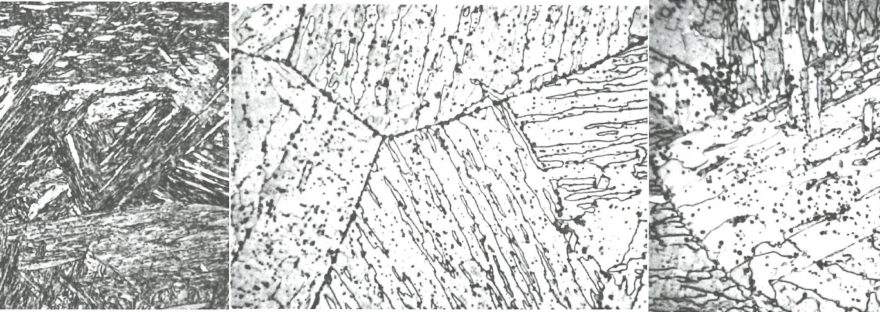
These changes can also be seen in the following micrographs [10]:
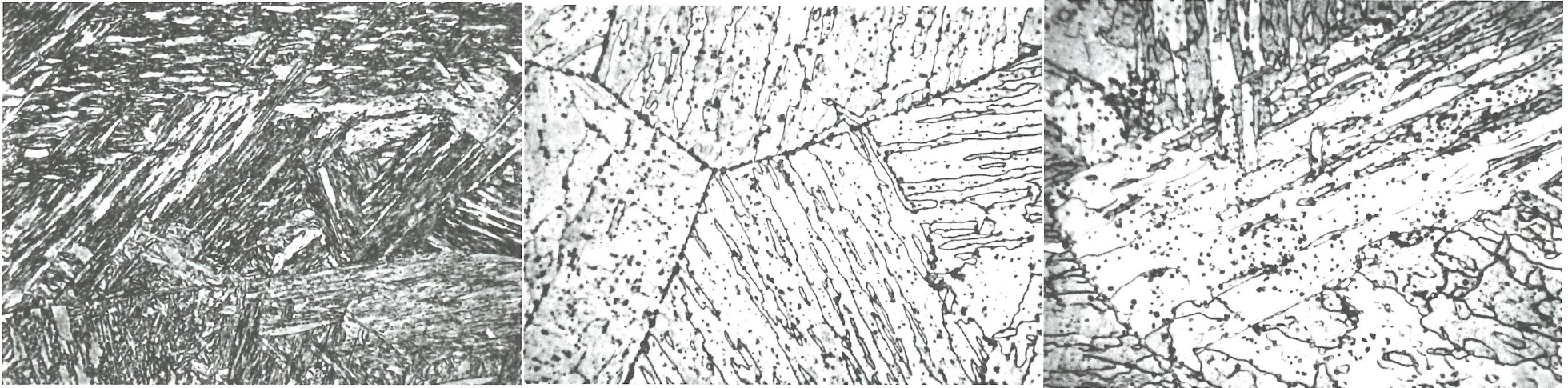
The left-most image shows lightly tempered martensite where laths are “dark” due to their high dislocation density. The middle image shows a recovered martensite microstructure after tempering at 1290°F for 2 hours, where the martensite is “clean” and white showing low dislocation density but the lath boundaries are still visible. The right image shows the steel tempered at 1290°F for 12 hours where the beginning of martensite recrystallization is visible, where the round grains of ferrite have begun replacing the martensite laths.
Secondary Hardening
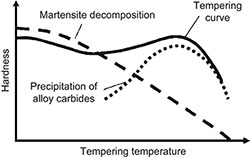
In certain kinds of steels there is a second increase in hardness at high tempering temperatures, ~800-1200°F. This is especially prominent with steels alloyed with significant amounts of tungsten or molybdenum [4]:
All of the former mechanisms described above are still in play here. The martensite still recovers and eventually recrystallizes, and transition carbides form and are replaced by cementite. However, at the higher temperatures the cementite dissolves and new carbides precipitate, such as Mo2C, W2C, or V4C3 carbides. This starts over a new regime of precipitation strengthening, where there is a peak strength from the “ideal” size of carbides. This is illustrated in the following diagram [11]:
So despite the recovery of martensite itself which would normally lead to loss of strength, the formation of these fine carbides leads to an increase in strength at high temperatures. This can allow steels to be operated at high temperatures because they can be “overtempered” without losing strength due to the formation of these carbides. I covered the discovery of this phenomena in the following article: The History of the First Tool Steel.
Retained Austenite
Several things can happen to retained austenite during tempering [12]:
- Stabilization of retained austenite so that it does not easily transform with further tempering or cold treatments
- Decomposition to bainite or other “ferrite plus carbide” phases
- Destabilization leading to the formation of untempered martensite after cooling from the tempering temperature
Stabilization of retained austenite can occur through the diffusion of carbon from martensite to the austenite, rather than by precipitating as carbides. Higher carbon in austenite stabilizes it by reducing the martensite start temperature [13]. Stabilization occurs most often when tempering at relatively low temperatures where austenite decomposition does not occur.
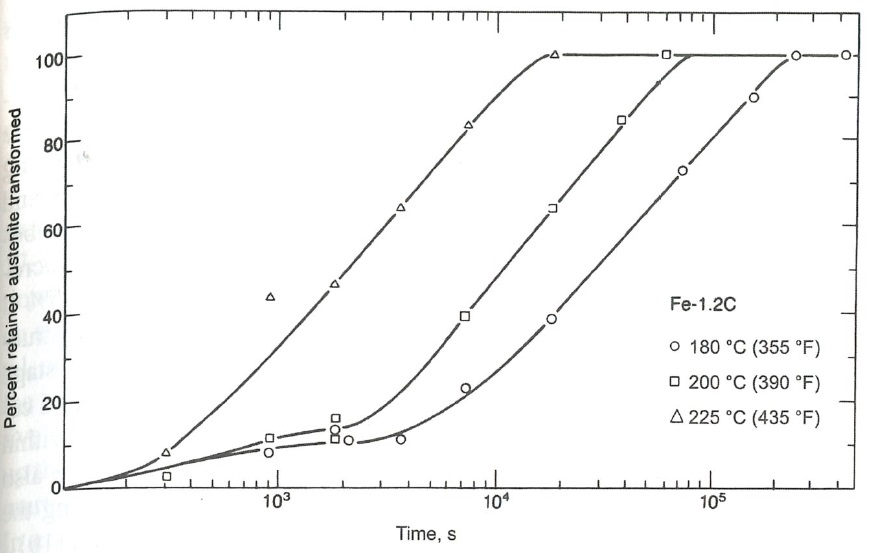
Decomposition to ferrite plus carbides or bainite occurs similarly to austempering, where steel is rapidly cooled to an intermediate temperature and held to form bainite rather than cooling to room temperature to form martensite. Bainite is an intermediate phase which can look somewhat similar to tempered martensite as it is a lath-like phase with carbides within it and between the laths. So even though the steel has been cooled to room temperature, the remaining austenite still behaves similarly as it would during austempering if the steel is reheated to a temperature at which bainite forms. This transformation occurs with low-alloy steels but can be suppressed with sufficient additions of certain alloying elements [12]. Here is a graph showing the decomposition of austenite with time at three different tempering temperatures in a 1.2C simple steel [14]:
With the majority of highly alloyed tool steels, high speed steels, and stainless steels, bainite formation is very sluggish due to the high levels of alloying. The steel loses its austenite to destabilization instead where the austenite transforms to martensite upon cooling from the tempering temperature. This works through the precipitation of carbides out of the austenite; the loss of carbon from the austenite raises the Ms temperature above that of room temperature so that martensite forms on cooling. This is the reason that multiple tempers are recommended, as this newly formed martensite is brittle and should be tempered.
Higher amounts of alloying such as chromium additions raise the temperature at which the austenite decomposes or destabilizes, such as when comparing a 1.25% Cr steel with a 5.0% Cr, 2.3% Mo steel [12][15]:
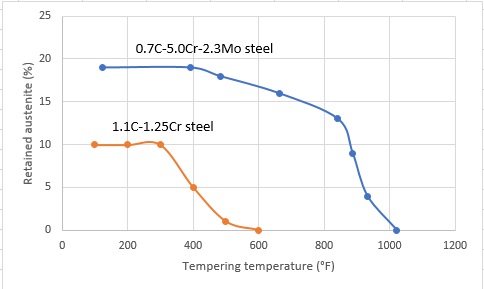
Even with the 1.25% Cr steel, however, there is still some retained austenite when the steel was tempered at 400°F, therefore tempering is not guaranteed to transform all of the retained austenite, depending on the steel in question, the chosen tempering temperature, etc.
Effect of Alloying Additions on Strength of Martensite
Different alloying elements can affect the tempering behavior of steel, such as described above with carbide formation for secondary hardening, or shifting the decomposition of retained austenite to higher temperatures. Another effect comes from “tempering resistance” where the softening of steel is reduced for a given temperature. To summarize the effects, alloy additions work through a few major mechanisms:
- Suppress the formation and coarsening of transition carbides or cementite so that carbon remains in the martensite
- Suppress the recovery of martensite
- Solid solution strengthening
- Formation of carbides that lead to precipitation strengthening
The result is that some steels can be tempered at relatively high temperatures with little loss of strength, such as is illustrated here [12]:
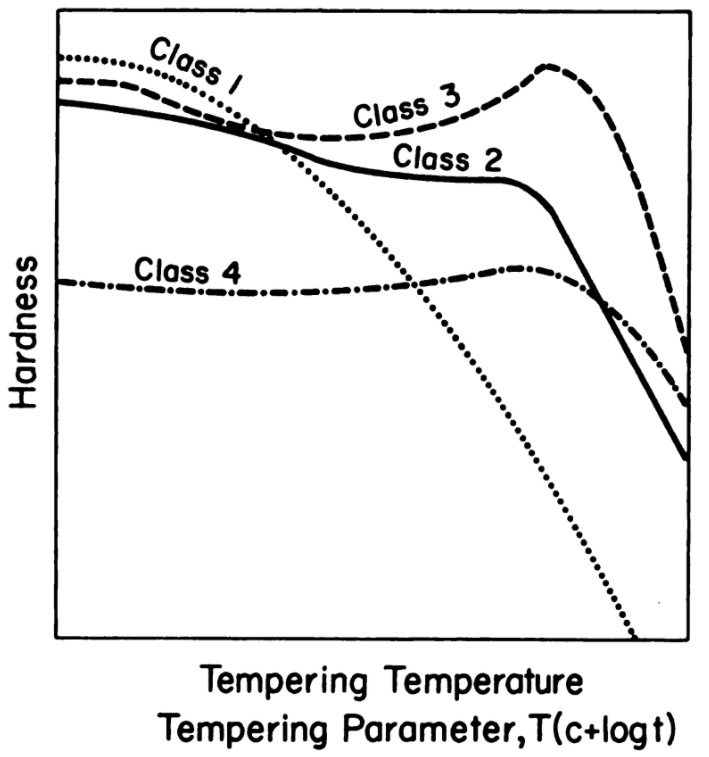
Class 1 shows the loss of strength with tempering for a typical high carbon steel, where the class 2-4 steels have different alloying elements added that lead to different tempering behavior. Class 2 shows high alloy tool steels like D2, but without significant additions of Mo, W, or V for secondary hardening. Class 3 shows high speed steels with significant secondary hardening from Mo and/or W additions. And Class 4 is a medium carbon tool steel with significant Mo or W additions that has initially lower hardness due to lower carbon, with both tempering resistance and some secondary hardening.
The general effect of alloying elements on as-tempered hardness can be seen with these two figures with tempering temperatures of 500°F or 1000°F [16]:
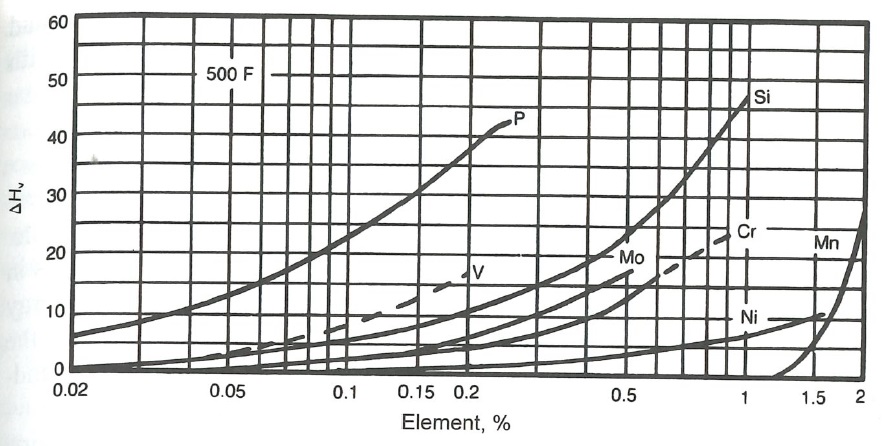
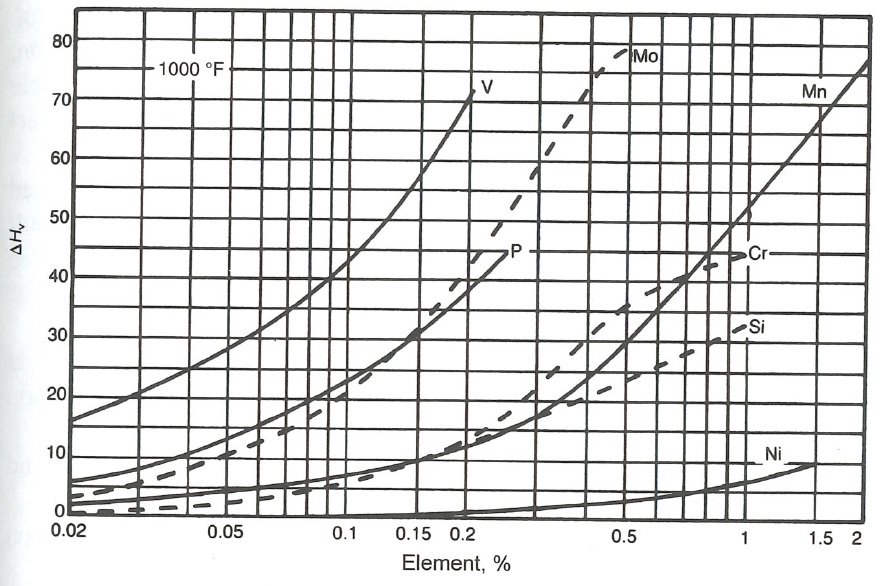
Phosphorous increases strength primarily through solid solution strengthening (see this article for more information). With 500°F tempering there is no major contribution from precipitation strengthening, so most of the elements are contributing to higher martensite strength through solid solution strengthening, suppression of carbide formation, or martensite recovery. Silicon contributes to solid solution strengthening and tempering resistance. At 1000°F the contribution of secondary hardening becomes dominant where V and Mo have very strong contributions to strengthening of martensite.
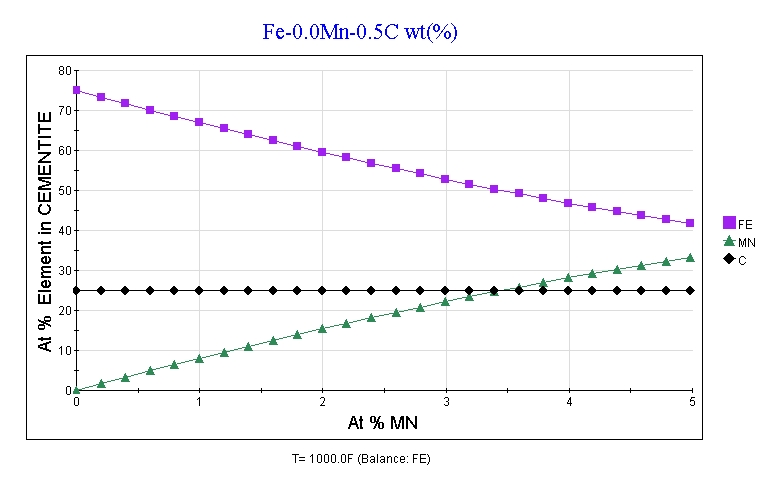
The suppression of carbide formation or carbide coarsening occurs with alloy additions like Mo, Cr, or Mn because a more complex cementite carbide is formed [16]. In other words, instead of Fe3C cementite, there is a complex M3C carbide where M can refer to Fe, Mo, Cr, Mn, etc. When other alloying elements are forming along with the iron, then the diffusion rates of those elements factor in to the rate of tempering, because they all diffuse more slowly than the small interstitial carbon. Therefore the rate of carbide formation (kinetics) is slowed by the formation of complex carbides. This can be seen with JMatPro calculations of the composition of cementite with increasing manganese, where carbon remains at 25% atomic weight, but iron decreases and is replaced with manganese:
The rate of recovery of the martensite is also controlled in part by the effect of these alloying elements on the formation and coarsening of carbides [16]. When the carbides are smaller and more evenly distributed, then the carbides act to “pin” the dislocations and low-angle boundaries so they are not able to move as easily and therefore recovery and recrystallization of martensite is suppressed.
The Size of Tempering Carbides
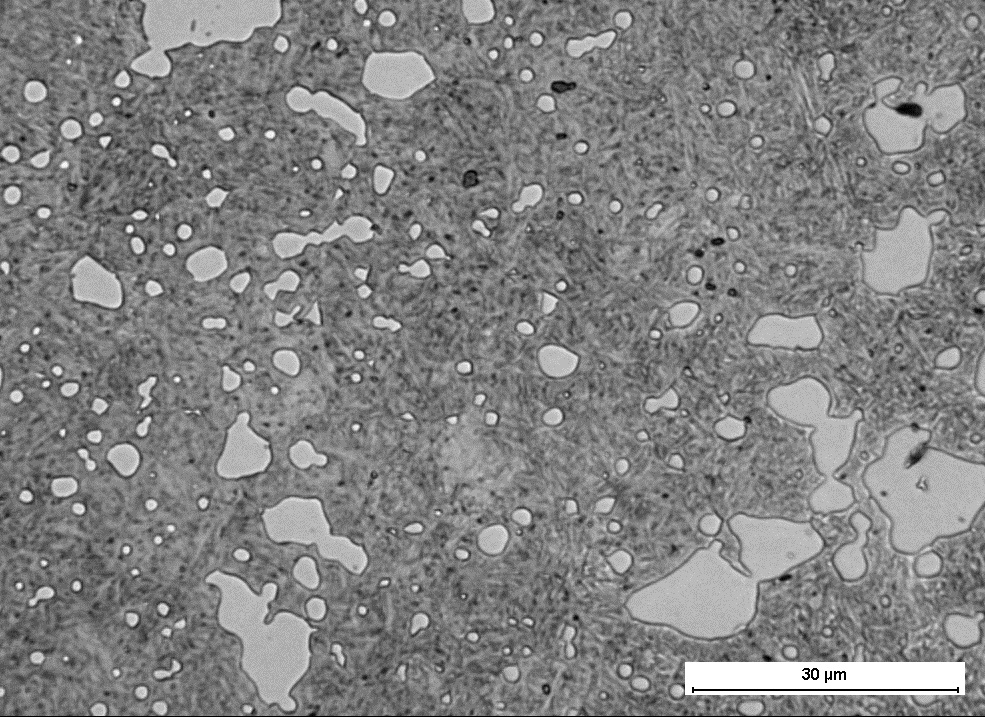
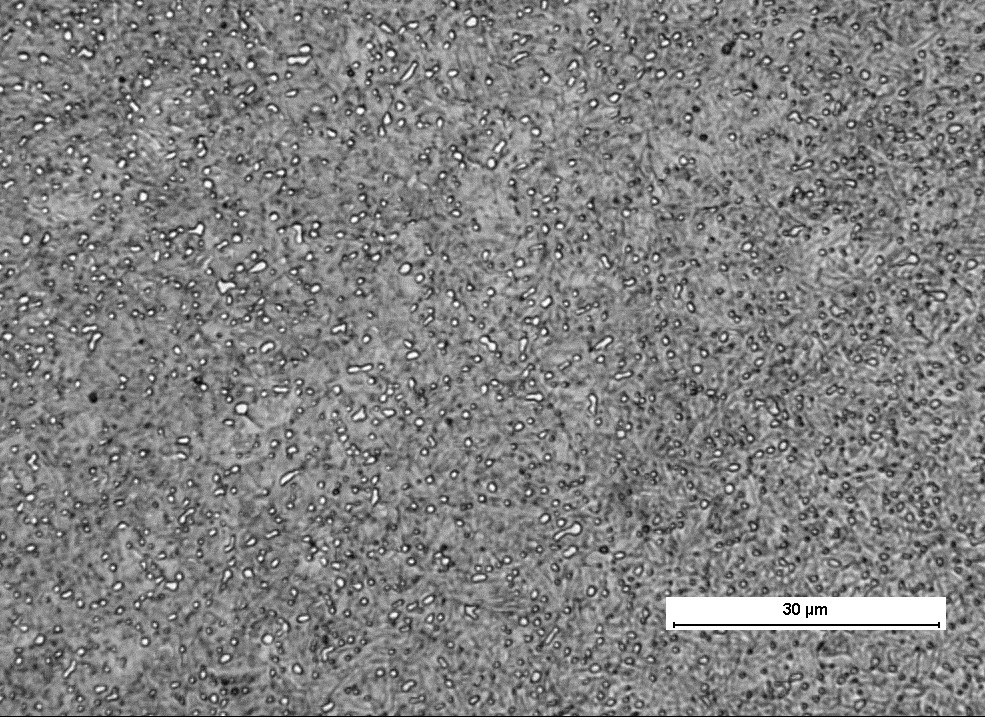
The size of carbides that form during tempering are much smaller than the larger carbides that we see with high carbon steels and tool steels. Tool steels and stainless steels with large carbide fractions like 154CM often have large “primary” carbides that form in the melt, such as the following micrograph where carbides get as large as 10-20 microns:
In contrast a steel like 13C26 or AEB-L has much smaller “secondary” carbides that form at lower temperatures relative to 154CM, and that fact when combined with the smaller overall amount of carbides means that they are more on the order of 1 micron, as is shown here:
However the carbides that form during tempering are much smaller than even those small carbides. Micrographs below are for 440M [17], a similar steel to AEB-L and 13C26, where you can see the as-quenched microstructure at higher magnification with the relatively large 1 micron carbides (a), after tempering at 300°C (b) and 500°C (c):
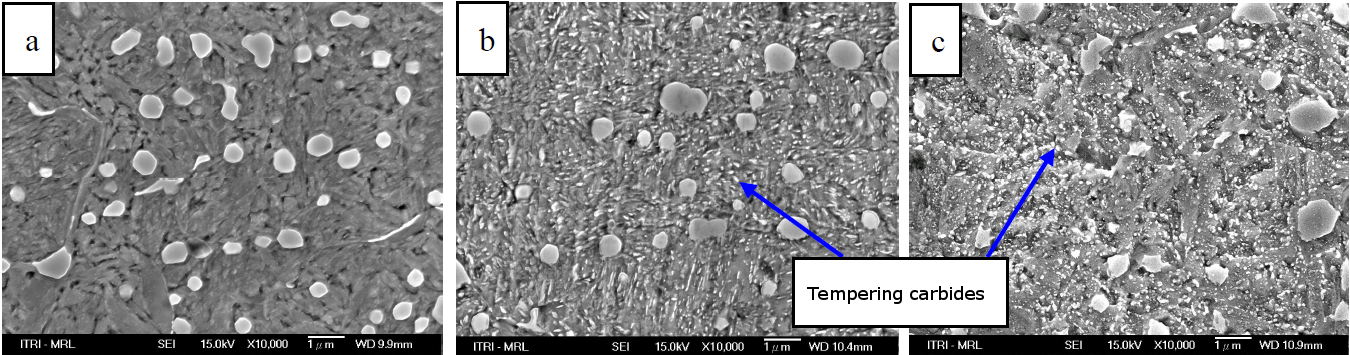
The carbides after tempering here are relatively large in terms of tempering carbides; at 300°C the carbides are well past the point of significantly contributing to precipitation strengthening. They are certainly much larger than the 2-4 nm transition carbides. However, it is evident that the carbides formed during tempering are still much smaller than the larger carbides formed at higher temperatures in high carbon steels, tool steels, and stainless steels.
Temperature vs Time
Because tempering is a diffusion-controlled process, the degree of tempering is controlled both by temperature and time. The higher the temperature, the faster the diffusion of elements and therefore more rapid tempering. However, lower temperatures with longer holding time can also lead to the same degree of tempering. Hollomon and Jaffe studied this way back in the 1940’s [18], and found behavior that looks like this:
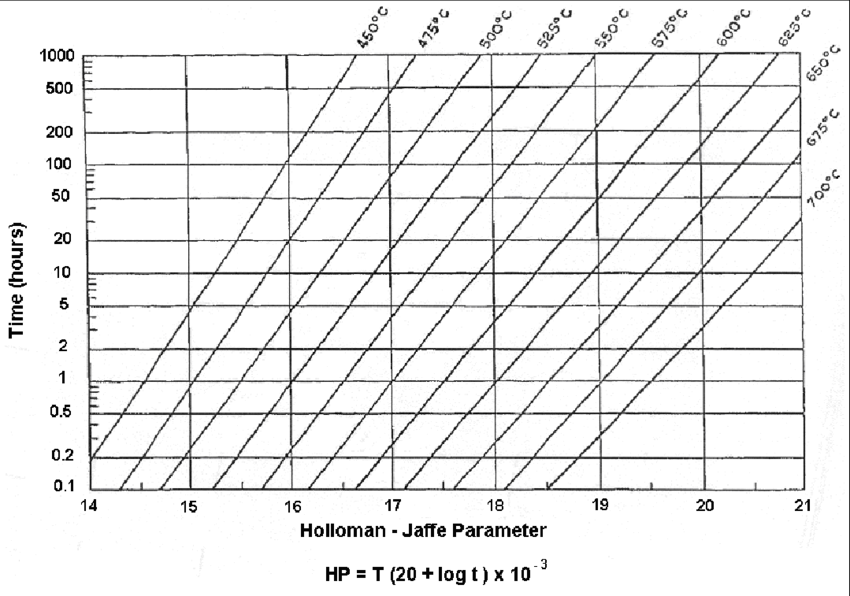
They found that tempering worked with following relationship: H = T(C + log t) where H is the Holloman-Jaffe parameter, T is the temperature and t is the time. C is a constant which they found varied with composition and they determined that it was 19.5 for low carbon steels and 15 for high carbon steels and tool steels. Therefore hardness is controlled more strongly by temperature because time is on a log scale. Looking at the figure above, reaching a point labeled as “16” takes over 100 hours at 450°C and less than 15 minutes at 550°C.
Summary
Okay, this article ended up even longer than I anticipated. A lot is going on during tempering. First we started with carbon supersaturated martensite, and the steel “wants” to reach the equilibrium state of ferrite plus carbides, but this process is limited by diffusion. When the steel is heated to sufficiently high temperatures, the carbon precipitates out of martensite as carbides and the martensite recovers and recrystallizes, reducing its tetragonality and dislocation density. The carbides can also contribute to hardness through precipitation strengthening. Changes to retained austenite also occur because it decomposes to bainite or destabilizes and transforms to martensite. Temperature is more important than time with tempering as time is on a log scale, where much longer times are required at lower temperature to reach the same level of hardness.
Future Articles
I covered very little about the effect of tempering on toughness; that will come in future tempering articles. There are also some practical aspects of tempering I did not cover such as the recommendation by some to quench after tempering. After the background given in this article, I can now cover some other concepts, such as bainite formation as the process has similarities to tempering and therefore we have a basis upon which to describe bainite. I could write an article about the effect of silicon on toughness as it primarily affects toughness through its effects on tempering. There are also articles about cryo processing of steel which claim that cryo promotes the formation of eta transition carbides to improve wear resistance. Therefore, I can write articles about that aspect of cryo processing since I can reference this article for anyone that needs to understand what type of carbides these articles are referring to.
[1] https://www.crucible.com/eselector/prodbyapp/tooldie/champloy.html
[2] https://www.alphaknifesupply.com/Pictures/Info/Steel/14-4-DS.pdf
[3] Krauss, George. Steels: processing, structure, and performance. Asm International, 2015.
[4] http://www.phase-trans.msm.cam.ac.uk/2004/Tempered.Martensite/tempered.martensite.html
[5] https://en.wikipedia.org/wiki/Strengthening_mechanisms_of_materials#/media/File:Particle_strengthening.svg
[6] Xiang, Yanxun, Mingxi Deng, and Fu-Zhen Xuan. “Creep damage characterization using nonlinear ultrasonic guided wave method: A mesoscale model.” Journal of Applied Physics 115, no. 4 (2014): 044914.
[7] https://www.youtube.com/watch?v=BV1cxwxnhPs
[8] Grote, Karl-Heinrich, and Erik K. Antonsson, eds. Springer handbook of mechanical engineering. Vol. 10. Springer Science & Business Media, 2009.
[9] http://www.totalmateria.com/articles/Art12.htm
[10] Caron, R. N., and G. Krauss. “The tempering of Fe-C lath martensite.” Metallurgical Transactions 3, no. 9 (1972): 2381-2389.
[11] https://www.asminternational.org/web/hts/news/newswire/-/journal_content/56/10192/26120368/NEWS
[12] Roberts, G A, and Robert A. Cary. Tool Steels. Beachwood, Ohio: American Society for Metals, 1980.
[13] https://www.bladeforums.com/threads/liquid-nitrogen-vs-dry-ice.1540810/
[14] Balliett, Thomas A., and George Krauss. “The effect of the first and second stages of tempering on microcracking in martensite of an Fe-1.22 C alloy.” Metallurgical Transactions A7, no. 1 (1976): 81-86.
[15] Rehan, Muhammad Arbab, Anna Medvedeva, Berne Högman, Lars‐Erik Svensson, and Leif Karlsson. “Effect of Austenitization and Tempering on the Microstructure and Mechanical Properties of a 5 wt% Cr Cold Work Tool Steel.” steel research international 87, no. 12 (2016): 1609-1618.
[16] Grange, R. A., C. R. Hribal, and L. F. Porter. “Hardness of tempered martensite in carbon and low-alloy steels.” Metallurgical Transactions A 8, no. 11 (1977): 1775-1785.
[17] Tsai, Tsung-Hsien, and Hong-Jen Lai. “Microstructure and Mechanical Properties of 0.63 C-12.7 Cr Martensitic Stainless Steel During Various Tempering Treatments Yuli Lin 1a, Chih-Chung Lin 1b.” (2008).
[18] Hollomon, J. H. “Time-temperature relations in tempering steel.” Trans. AIME 162 (1945): 223-249.
Larrin 🙂 Great work again on this overview 🙂
Thanks Jozef!
mmm… so would a soak at 170F make more carbides that stay put, than what the steel would make passing through 170f on its way to 300-350f?
Well not really at the higher temps they will just grow further and become larger…
In general longer time at higher temperatures makes the carbides more stable as they become coarser and therefore more stable. However, in either case if the steel was heated to a yet higher temperature they would continue to coarsen.
thanks… for opening up the matrix… literally too…
Hi Larrin.
I had some D2 tool steel heat treated. It is softer than I would like. Why is it important to anneal the steel, instead of just re-heat treating it? I figured once the steel is at austenizing temperature, does the previous annealing process have any benefit?
Re-austenitizing can lead to grain growth, excess retained austenite, or other issues. Annealing resets everything to avoid those problems. Re-austenitizing can work but it is not ideal. Multiple austenitizing cycles when done intentionally for grain refinement are done differently.
this i dont get. so instead of (partially) austenize and quench you “anneal” it first getting spheroidite (or what ever) and then austenize and quench? i thought everything went faster from fine stuctured martensite resulting in less grain growth. first homogenizing a faulty structure would make more sence.
please explain.
You should read more of the annealing articles I have written. If your carbides are fully dissolving there is nothing pinning the grains leading to more grain growth. Putting everything in solution more rapidly is not necessarily desirable.
I’m just discovering your blog. Great work Larrin. Would you consider writing an article on whether precipitation hardening results in better properties for knife steel? I’m curious if the increase in strength through this mechanism reduces toughness and whether the types of alloy steel that will do this are forgeable by hand. Thanks!
Hi Brian,
We have tested an upper vs lower temper with Z-Wear that you might be interested in. We have a couple other comparisons with other steels coming. https://knifesteelnerds.com/2018/06/04/toughness-testing-cru-wear-z-wear/
The upper temper usually comes from large Mo and/or W additions which would generally make steels more difficult to forge by hand, due to “hot hardness,” possibility of cracking when forging at low temperatures, and needing a controlled furnace to anneal the steel.
Hello,
Firstly thank you for spending so much time and effort making these articles, they are fantastically helpful.
Secondly, you mentioned that one use of the temper is that retained austenite can be converted to martensite (hence the need for a second temper). With this in mind what is the benefit of cold treatment (cryo) as my understanding of this was to help minimise the amount of retained austenite (of higher carbon Steels). Can tempering replace the benefits of cryo?
Many Thanks
Simon
Thanks for the question, Simon. Tempering doesn’t always convert all of the retained austenite. Especially in high alloy steels with a low tempering temperature (400°F). See the chart of retained austenite vs tempering temperature for the 1.25% Cr steel and the 5Cr-2.3Mo steel, where even the low alloy 1.25% Cr steel still has some retained austenite after a 400°F temper. The high alloy steel see almost no transformation at 400°F. With high temperature tempering (1000°F) the transformation is usually a bit more complete, though some high speed steels will still not be fully transformed. I generally recommend a low temperature temper so I also recommend cryo.
Gotcha, thanks for the prompt reply
Really curious now Larrin… What happens if you take a steel with secondary hardening response (say m390), tempered at say 950f, and then months down the road temper at the primary hardening response (say 500f) – would anything happen?
In terms of hardness and microstructure likely nothing would change unless held for very long times.
I’ve read at least one paper that indicated that precipitating transition carbides prior to austenitizing could serve to nucleate very fine (~1 micron & submicron) austenite grains around primary martensite grain boundaries, which strongly resist being thermally converted into martensite unless impinged upon by a crack. They apparently increase toughness by halting crack propagation via martensite transformation.
Do you think “pre-tempering” could actually be worth it?
This is a very informative article to read! Tempering of steel is quite challenging to understand. I will definitely scan and remember this well-described information. Thank you for sharing.
Fascinating, especially the eta carbides and comparison to aeb-l carbide size. In regards to grain size increasing toughness, I read that it increases all the way down to 10nm or so, where the crystal planes themselves slip, and it acts more and more amorphous and toughness goes down. Obviously this is very small, and two orders of magnitude smaller than the finest grain on the ATSM grain size chart even goes. Makes me wonder what the limit for grain size really is in practice, like with carbide volume carefully calculated with less dissolvable elements to make incredibly fine grain pinning carbides just above austenitization temperature that quickly get precipitated out with a low normalize. Of course the hardenability would also be incredibly poor and retained austenite very high for any given level of carbon, but I wonder what the maximum achievable toughness would max out at for theoretical nanoscale grain size that’s not significantly larger than the eta carbides themselves?
There’s also the hard limit of eutectoid austenitizing temperature for grain growth rate, as well. And the ductile to brittle transition temperature being shifted down would likely make significantly more difference than the grain size when it’s already off-the-charts low.
The word impractical comes to mind, but it’s something to think about, anyway.
Tempering once vs twice vs more?
If I’ve understood correctly, multiple tempering cycles are better than one, as retained austenite will be reduced each time?
How does this square with the manufacturer data sheets? For example Sandvik/Alliema just say 2 hours for 12C27M (and 30 mins in another place on their website…), would this be better as 2 x 1 hour or 2 x 2 hours?
Two cycles at the same temperature or at increasing temps (e.g 180°C followed by 210°C?)
Nothing seems to be quite as shrouded in folklore as tempering.
Thanks for the excellent website!