Thanks to Hiroaki Misono and Robert Venable for becoming Knife Steel Nerds Patreon supporters!
Heat Treating and Austenitizing
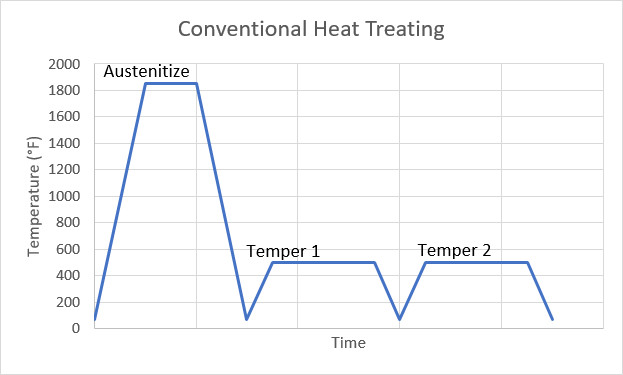
During heat treatment of steel, the steel is heated to a high temperature called the “austenitizing” temperature where a phase called austenite is formed. Steel has different phases which refer to different arrangements of iron atoms within the steel. Austenite has a different set of properties from the typical room temperature phase of steel. One example of the different properties of austenite is that it is non-magnetic unlike the room temperature ferrite or martensite.
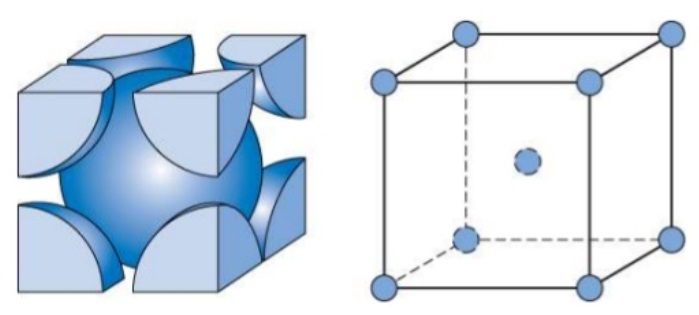
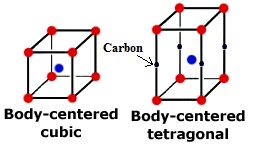
Room temperature iron/steel – Ferrite – Body Centered Cubic Atom Arrangement
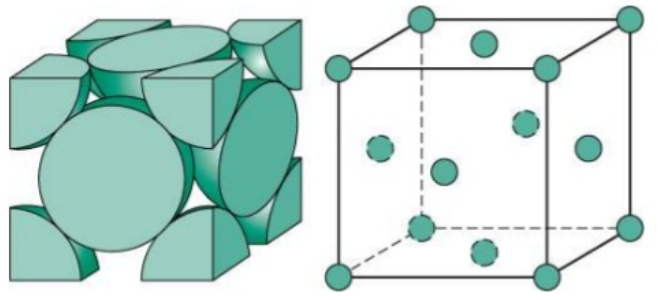
High temperature iron/steel – Austenite – Face Centered Cubic Atom Arrangement
After holding the steel at the high austenitizing temperature, the steel is then rapidly quenched which transforms the steel to a phase called martensite which has high hardness. It gains its high hardness because carbon is trapped in between the atoms which makes the room temperature phase martensite as opposed to the soft ferrite.
Normal soft room temperature ferrite on the left and hard martensite on the right
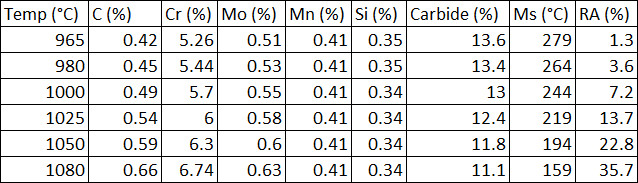
With an increase in austenitizing temperature the hardness of the as-quenched steel increases (read more in this article on the hardness of steel). That is because with higher temperature more carbides are dissolved putting more carbon in solution for higher hardness (read more in this article on austenitizing). However, beyond a certain temperature the hardness of steel begins to decrease with higher temperatures, such as here with D2 [1]:
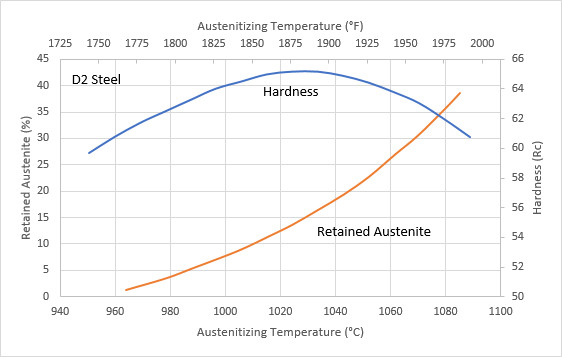
Also in the plot above is the retained austenite content, which increases with austenitizing temperature. The retained austenite is soft and with enough of it the hardness begins to decrease. The peak in hardness is usually at around 15-20% retained austenite. This “retained austenite” is just that, austenite that is “retained” after quenching to form martensite.
Martensite Formation
Martensite formation is largely not based on time for transformation because the transformation is diffusionless and rapid; it occurs through a small shift in the atoms. Martensite forms based on the temperature that the steel reaches; the transformation starts at the martensite start temperature (Ms) and finishes at the martensite finish temperature (Mf). Martensite laths form within the prior austenite and any austenite that does not transform is retained austenite:
Here is another view with static images, where the surrounding white phase is austenite and you can see the martensite laths/plates forming within. There is a significant amount of retained austenite even in the final image as can be see by all the white space [2]:
![]()
![]()
![]()
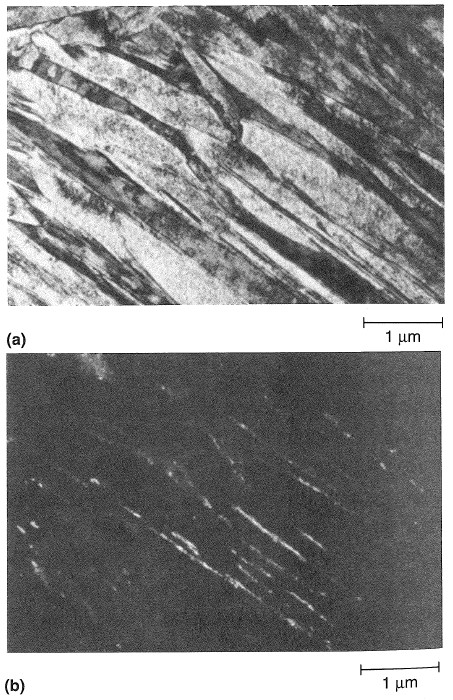
And here is an image of heat treated H13 tool steel, first a high magnification image of the martensite laths, and then an alternate view with only the fine “interlath” austenite films visible. Thin, elongated austenite films are more stable due to their shape and size, so these thin films are often what is left over after heat treating [3]:
Martensite Start and Finish
The Ms temperature is controlled by the amount of carbon and alloy that is in the austenite prior to quenching. Carbon is the strongest element for reducing the Ms temperature, but other elements also reduce Ms [4][5]:
Ms (°C) = 539 – 423*C(%) – 30.4*Mn(%) – 12.1*Cr(%) – 7.5*Mo(%) – 7.5*Si(%)
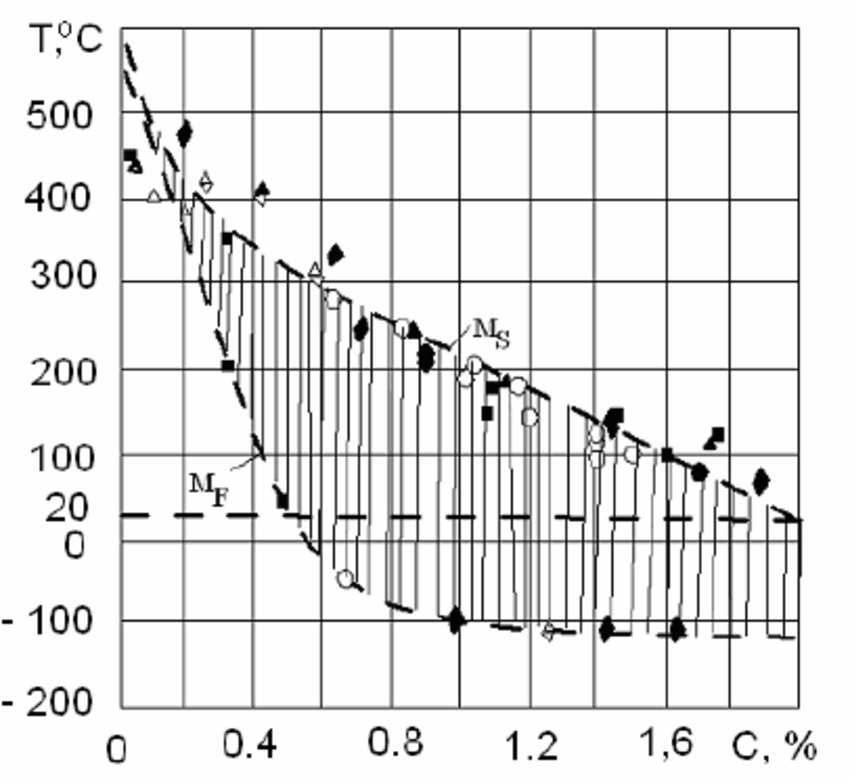
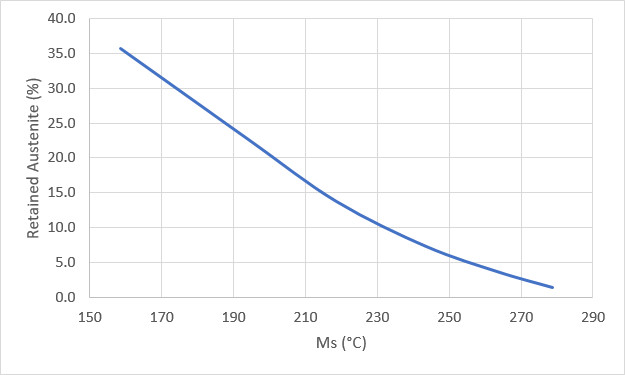
You can see that as the martensite start temperature (Ms) is reduced that the martensite finish temperature (Mf) is also reduced. In fact the Mf temperature can be below room temperature. This is the reason why austenite is retained after quenching, because the martensite finish is below room temperature and therefore the transformation to martensite is never totally complete. So if we return to the D2 steel above, we can use Thermodynamic software to calculate how much carbide is dissolved, how much of each element is in solution with increasing austenitizing temperature and how much that reduces our Ms temperature and correlate that with retained austenite content:
Cryogenic Processing
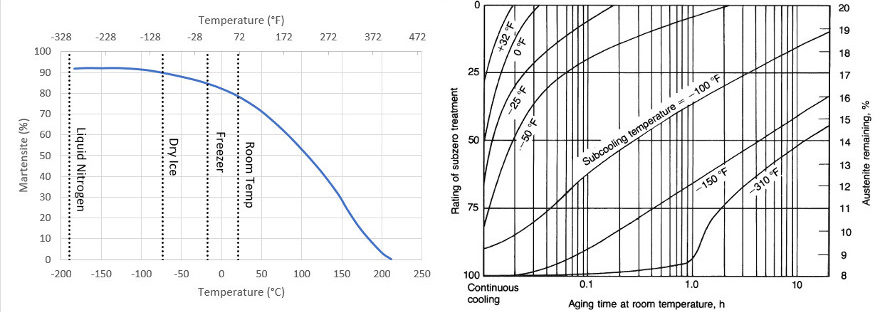
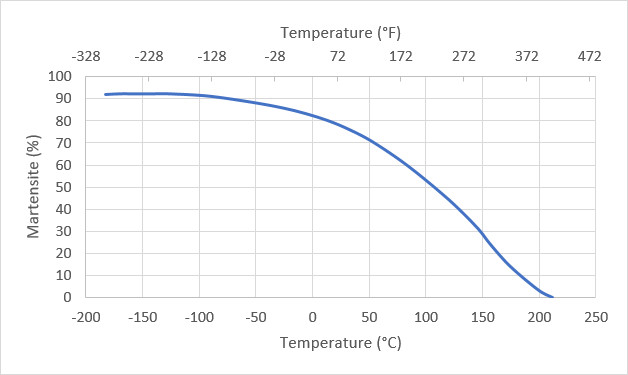
When martensite finish is below room temperature, we can use cold temperature treatments to transform more of the austenite to martensite. Here is the transformation of austenite to martensite vs temperature for T1 steel austenitized at 2350°F [6]:
Cold Treatments
The colder you go the more austenite will be transformed. If transforming austenite is the goal then colder is better. Commonly available methods for achieving colder-than-room-temperature include the household freezer (0°F/-18°C or lower, down to -20°F or so), dry ice and alcohol (-110°F/78°C), and liquid nitrogen (-310°F/-195°C). Here are those approximate temperatures overlaid on the martensite formation figure:
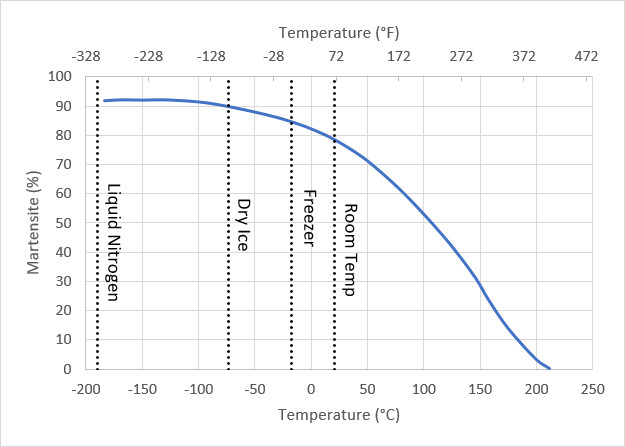
Not all of the austenite was transformed, even at liquid nitrogen temperatures, leaving about 8% retained austenite no matter how cold the steel is. I don’t know if more could be transformed through more rapid quenching or if the austenite is stable due to size or morphology and not affected by temperature. The austenite that did transform was sufficiently “unstable” for the conversion to martensite at low temperature. The transformation was complete around -100°C, therefore even with dry ice nearly all of the unstable retained austenite was transformed. Even with household freezer temperatures about half of the unstable retained austenite was transformed, Therefore even a freezer can transform some the retained austenite when heat treating tool steels.
Cryogenic vs Subzero vs Cold Treatments
Liquid nitrogen treatments are often called “cryogenic” treatments, where cryogenic refers to any temperature below about -150°C. Subzero refers to any temperature below 0°C. Therefore both a freezer and dry ice could be called subzero, though in the scientific literature “subzero” usually refers to dry ice. And “cold treatment” is a general term for colder than room temperature.
Stabilization of Austenite
There is another effect to consider along with simply temperature, and that is the stabilization of austenite. The longer the steel sits at room temperature after quenching and prior to cold treatment the more stable the austenite is [6]:
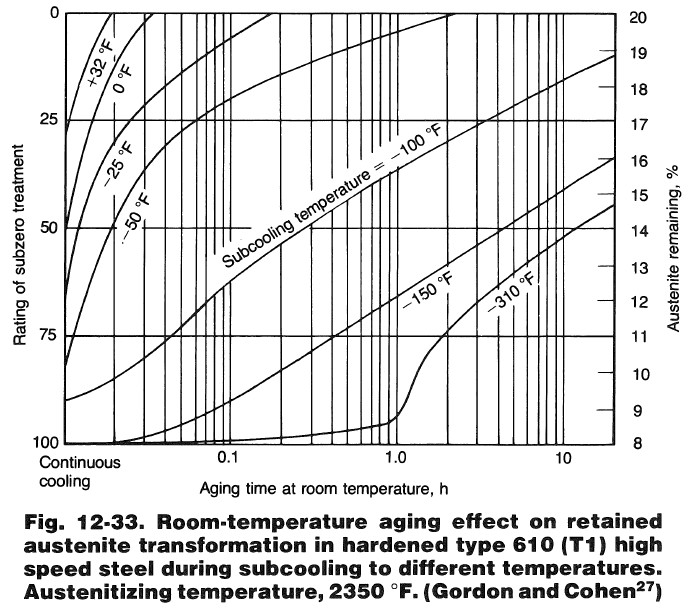
It takes only a few minutes for the austenite to be sufficiently stable for none of it to transform at freezer temperatures (0°F). If dry ice temperatures are reached with “continuous cooling” (-100°F) then all but 1-2% of the unstable austenite is transformed. However, if the steel spends an hour at room temperature then only 4-5% of the retained austenite is transformed. With liquid nitrogen (-310°F) most of the unstable austenite is transformed even after an hour at room temperature, but with a delay of several hours there is a significant increase in the amount of austenite that is retained.
Quenching Rate
There is a similar effect of quenching rate, here is the retained austenite for A2 with different quenchants [7][8]:
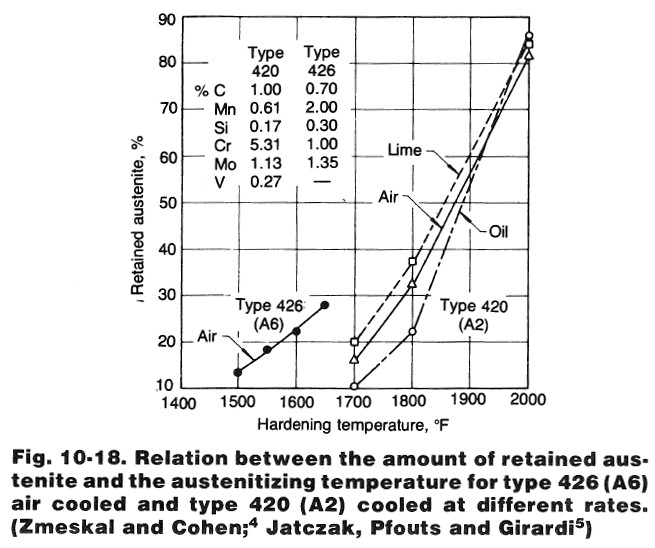
Lime insulates the steel so that the cooling rate is even slower than air, and quenching in oil is faster than air. The effect is similar to the delay between quenching and cold temperature treatments above, only in this case the austenite is stabilized during the slow quenching.
Interrupted Quenching
The same effect is seen with interrupted quenching [9]. If the steel is quenched to a higher temperature and air cooled the time required for austenite stabilization is less due to the higher temperature where diffusion is faster.
Mechanism of Stabilization
In all cases the mechanism is the same, carbon diffuses to the austenite/martensite interface which means that martensite nucleation sites are occupied by carbon so that further martensite is slower to form [10]. Therefore the best way to convert retained austenite to martensite is to quench rapidly and to “continuously cool” to subzero temperatures.
Size Changes
The face centered cubic arrangement of Austenite is a more dense structure than ferrite or martensite. Martensite is less dense than ferrite because of the carbon that is between the iron atoms. Therefore, if full martensite is formed there is a small amount of growth after heat treatment relative to the original ferritic piece. However, because austenite is more dense than either martensite or ferrite, if some austenite is present that may lead to no change overall in size. During tempering carbon diffuses out of the martensite which also changes the size. Because of the size changes that occur because of the transformations during heating and cooling of the steel certain problems can arise, such as…
Cracking
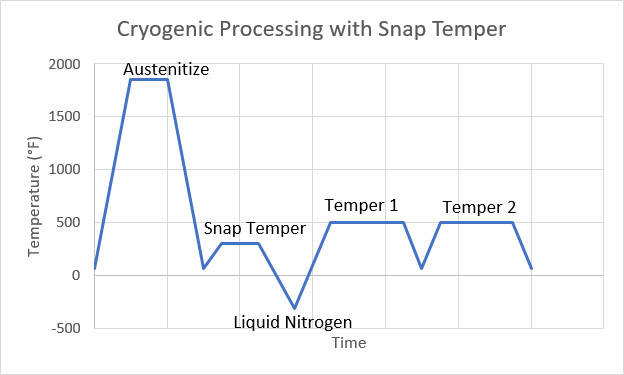
Because of the extreme changes in temperature that occur in the steel during subzero or cryogenic temperature treatments, there is a chance of cracking during these cold treatments. This is particularly possible with thick sections or complex shapes, similar to the situations that exacerbate quench cracking. The cracking can occur due to uneven transformation throughout the steel. During cooling the surface reaches a lower temperature first while the “core” is somewhat warmer, depending on the cross-section. Therefore, the surface will transform to martensite first which expands the surface relative to the core. These uneven temperature distributions and size changes can lead to cracking. Untempered martensite is also inherently brittle which can lead to cracking if the steel is not tempered in a timely fashion. This issue can be exacerbated by cooling the steel to even lower temperatures, because steel is more brittle at lower temperatures. Because of the uneven temperature distribution and the brittleness of untempered martensite it is sometimes recommended to temper the steel prior to a cold treatment. However, the tempering treatment also partially stabilizes austenite for the reasons described above. There is a tension between the goals of transforming the maximum amount of retained austenite while also avoiding cracking. There are reports from some knifemakers that they have never had a crack with liquid nitrogen treatments, but your mileage may vary. One intermediate choice is the “snap temper” where the steel is tempered at 200-300°F for 30-60 minutes prior to a cold treatment.
Hardness
When retained austenite is transformed to martensite then the same drop in hardness is no longer seen with increasing austenitizing temperature. Here is an example with 154CM steel [11]:
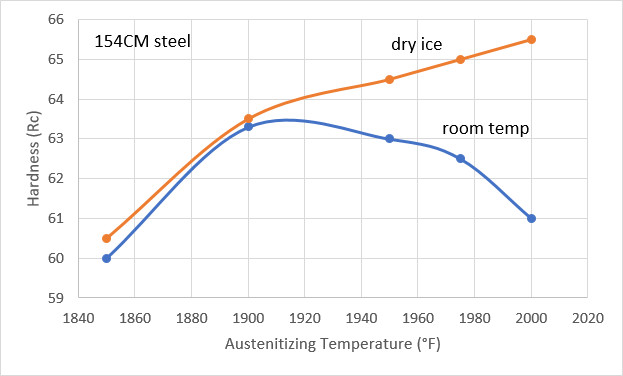
The difference in hardness between the room temperature quenched and the dry ice steel increases with higher austenitizing temperature because there is more retained austenite to transform. With sufficiently low Ms there is a point reached where dry ice is no longer sufficient for transforming the retained austenite and there is a drop in hardness even with a subzero process, such as here with ZDP-189 [12]:
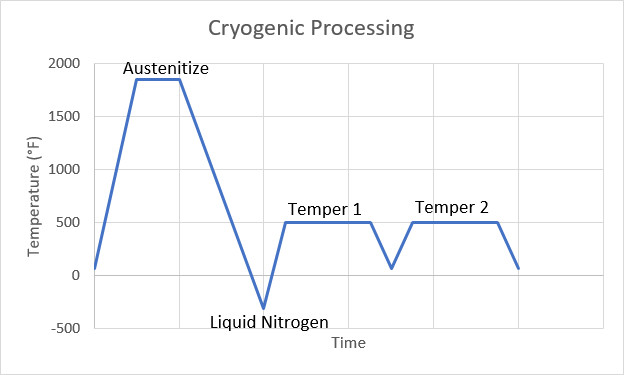
Cryo In Between Tempering
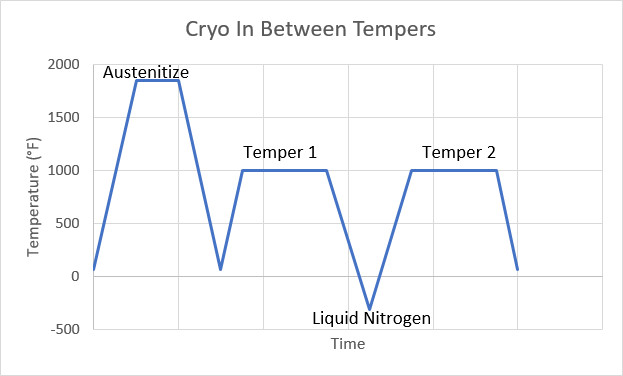
Sometimes performing a cryo step is recommended between the first and second temper in part so that cracking is avoided. However, cryogenic processing is not done between tempering steps only because the initial temper is performed to avoid cracking. During tempering the following things can happen to retained austenite:
- Stabilization of retained austenite
- Decomposition of austenite to bainite or ferrite+carbides
- Destabilization of austenite so that it transforms to martensite upon cooling
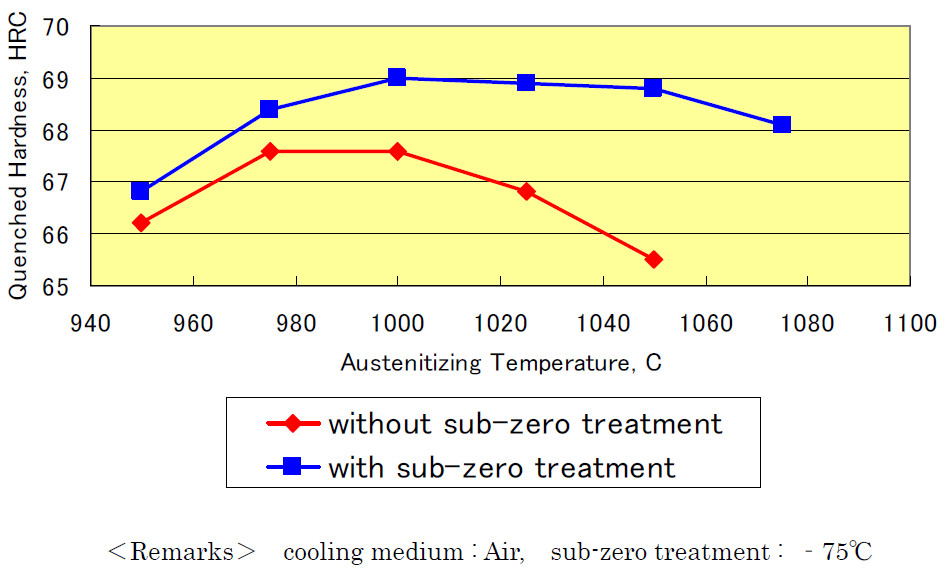
You can read more about those second two mechanisms in this article on tempering. The second mechanism primarily happens with simple, low alloy steels like forging steels. High alloy steels have alloy additions like chromium and molybdenum that prevent the decomposition of austenite and the destabilization occurs at higher tempering temperatures. You can see an example of a low alloy steel (1.1C-1.25Cr) and high alloy steel (0.7C-5.0Cr-2.3Mo) below [13][14]:
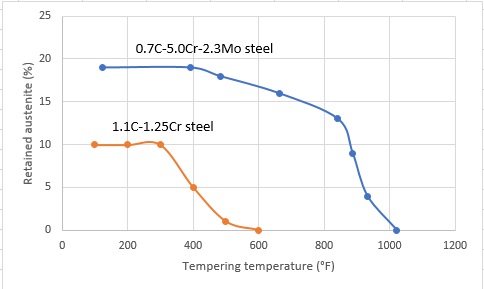
These high alloy steels that see their austenite “destabilized” during high temperature tempering see the austenite transform to martensite during cooling to room temperature. This happens in a similar way to quenching steel from the austenitizing temperature, with a new Ms and Mf for the martensite formation that occurs. And the Mf temperature can be below room temperature. Therefore, some have recommended using cryo between tempering steps with high alloy steels so that the austenite transformation is more complete after destabilization. This is also the reason why multiple tempers are recommended rather than simply tempering for a longer amount of time. The destabilized austenite must be allowed to transform to martensite after cooling and the newly formed, brittle, untempered martensite must be tempered.
Conclusions
Higher hardening/austenitizing temperatures lead to higher hardness due to more carbon in solution prior to quenching to form carbon-enriched martensite. More carbon and alloy in austenite prior to quenching also leads to more retained austenite because the martensite formation temperatures are reduced to below room temperature. Cold treatments below room temperature can transform more of the retained austenite. Delay between quenching and cold treatments, interrupted quenching, or tempering prior to cold treatments all stabilize austenite making less of it transform during cold treatments. The austenite is stabilized through the diffusion of carbon to the martensite-austenite interface. Cracking is possible during cold temperature treatments which can be mitigated through a snap temper but this also stabilizes some austenite. Hardness of steel can be increased with cold treatments because the soft retained austenite is transformed to hard martensite. Therefore to maximize hardness through cold treatments, the knifemaker should “continuously cool” after quenching to the coldest temperature available such as liquid nitrogen, unless cracking is an issue where a snap temper should be used. This is assuming that the end goal is to eliminate retained austenite and to maximize hardness. I will discuss whether this is something you want in Cryogenic Processing of Steel Parts 2 and 3.
[1] https://www.uddeholm.com/files/PB_Uddeholm_sverker_21_english.pdf
[2] Krauss, G., and A. R. Marder. “The morphology of martensite in iron alloys.” Metallurgical Transactions 2, no. 9 (1971): 2343.
[3] Krauss, George. Steels: processing, structure, and performance. ASM International, 2015.
[4] Kobasko, Nikolai. “An explanation of possible Damascus steel manufacturing based on duration of transient nucleate boiling process.” In Proceedings of the 8th WSEAS international conference on fluid mechanics, 8th WSEAS international conference on Heat and mass transfer, pp. 81-86. World Scientific and Engineering Academy and Society (WSEAS), 2011.
[5] Andrews, K. W. “Empirical formulae for the calculation of some transformation temperatures.” J. Iron Steel Inst. (1965): 721-727.
[6] Gordon, Paul, and Morris Cohen. “The transformation of retained austenite in high speed steel at subatmospheric temperatures.” Transactions of American Society for Metals 30 (1942): 569-591.
[7] Zmeskal, Otto, and Morris Cohen. “The Tempering of Two High-Carbon High-Chromium Steels.” Trans. ASM 31, no. 2 (1943): 380-408.
[8] Jatczak, C.F., Pfouts, O.A., and D.J. Girardi. “Air-Hardening Graphitic Steel Lowers Tool and Die Costs.” Tool Engineer (1959): 63.
[9] Averbach, B. L., and Morris Cohen. “X-ray determination of retained austenite by integrated intensities.” Trans. AIME 176 (1948): 401.
[10] Mohanty, O. N. “On the stabilization of retained austenite: mechanism and kinetics.” Materials Science and Engineering: B 32, no. 3 (1995): 267-278.
[11] https://www.cartech.com/globalassets/datasheet-pdfs/14-4crmo.pdf
[12] https://www.discipleofdesign.com/knives/ZDP189_eng.pdf
[13] Roberts, G A, and Robert A. Cary. Tool Steels. Beachwood, Ohio: American Society for Metals, 1980.
[14] Rehan, Muhammad Arbab, Anna Medvedeva, Berne Högman, Lars‐Erik Svensson, and Leif Karlsson. “Effect of Austenitization and Tempering on the Microstructure and Mechanical Properties of a 5 wt% Cr Cold Work Tool Steel.” steel research international 87, no. 12 (2016): 1609-1618.
Mmm… i am wondering how much of an effect the plate clamp stage of my quench process affects ra… i quench in oil then plates then water then LN they are in plates whilst i pit the new blade in the oven so a few minutes… it might be why blades always test a point softer than samples…
That’s hard to know for sure without testing the alternatives and seeing yourself. There isn’t much information on plate quenching because it is primarily used by knifemakers.
Yes, i must say after an oil quench the plates seem to be quite quick for thin stock, especially if the oil is around 80-100f but not so much if it is a thick blade preground, but that is usually something non stainless that just has to be made straight… so ra should be less of an issue nonetheless i will pay a bit more attention to the cooldown below like 200-400f
That brings back some memories as I worked with Jatczak and Girardi
Reading these sources fills in many spaces ,thanks ! mete
Hopefully more answers will come in the follow up articles!
Larrin,
I’m unclear on what the Martensitic start and finish is, do you have any articles that explain this in more detail?
Thanks for asking, Josh. Martensite start is the temperature at which martensite begins to form during quenching to room temperature. Martensite finish is the temperature at which martensite formation has completed (going lower leads to no further martensite). It is also explained in this article: https://knifesteelnerds.com/2018/04/10/what-makes-quenched-steel-so-hard/
Thanks for responding Larrin! Will check that out 👍
How long do you leave blades in the cryogenic treatment?
Until they have fully cooled down. An hour is common but you can leave them in longer.
Is this the same in 5160 knife steel? Does 30minutes or 15 minutes in liquid nitrogen good enough on 5160 steel?
The time required at the cryo temperature doesn’t change with steel.
Would you know of any resources covering alcohol and dry ice cryo? I just acquired an Even Heat and will begin working with A2 and AEB-L. Obtaining liquid nitrogen won’t be possible for some time.
It’s largely used the same way. I just did some dry ice experiments but it won’t be coming for a month or two.
I’m planning to use my deep freezer for a cold treatment. I assume that having frozen plates to clamp the blade while there would be beneficial is speeding up the cooling process?
In regards to cold vs cryo treatments, is cryo better because of the absolute temperature it achieves or the rate that it cools?
The temperature.
Larrin, would it be beneficial if I were to dip finished blades that I own in LN? Assuming that the blade have had a decent or subpar heat treatment?
It would either have no effect because the RA is already stabilized or it would need tempered after.
I thought the addition of Chromium pushed the martensite start temperature up? In other words, in the Fe-C phase diagram, the austenite transition lines are higher, and towards the left of the non Chromium version?
The phase diagram does not show martensite formation temperatures. Almost all of the elements reduce martensite formation temperatures apart from aluminum and cobalt.