
It’s been a while since I posted a full article, so there are a bunch of new Patreon supporters. Thanks to our new supporters Jack Hilton, David Heleander, KevinP, huck, Dd, C, Brian Fencil, Rick Steele, Leon Rodak, Kendal Thomas, The Madman, Michael Kelly, Allen Thomas, Jim Pickard, Linqian Chen, Matt Masuda, Nick Dunham, Fikes Lee, Timothy Becker, jmasinter, MakaBones, Will from Maine, and Charles. Please go to Patreon.com/KnifeSteelNerds if you want to be a supporter. Damascus is very expensive and this is one of the priciest studies I have ever done for Knife Steel Nerds. I spent several months and about $10,000 to do the following study. Without reservation, I can say this is the biggest study on the performance of pattern-welded Damascus that has ever been performed. Your support means we can do more studies on knife steel that would be unrealistically expensive otherwise.
Video
Below is the video version of the following information:
Background to Study
My father is Devin Thomas, who is best known for making Damascus steel for knifemaker and knife companies. He recently retired from the Damascus business, but he was just inducted into the Cutlery Hall of Fame (June 2023). He is also known for being one of the earliest to make and sell stainless Damascus steel, so he has pushed the boundaries of steel combinations in his career. Despite my connections to Damascus steel, I have done very little when it comes to studying the properties of pattern-welded Damascus. However, the past 18 months or so I have spent more time on Damascus than at any other time. For one, I wrote and released the book The Story of Knife Steel: Innovators Behind Modern Damascus and Super Steels, which includes 12 chapters on the history of Damascus in the modern era. And in the months leading up to Blade Show, I did a huge study on the performance of pattern-welded Damascus along with my father. We presented this information at a Blade University class, and now I am excited to share many of those results in this article.

My father Devin Thomas (and me) after he was inducted into the Cutlery Hall of Fame
What is Pattern-Welded Damascus?
I went with the clickbait title of Damascus vs Super Steels because this has been a frequent question on internet discussion forums over the years. However, the question ultimately doesn’t make much sense. Pattern-welded Damascus is a product of two or more steels forge welded together by diffusion bonding. You could forge weld two or more “super steels” to each other as well. So what does “Damascus” vs “Super Steel” even mean? And what is a “super steel” anyway? I have an old article I wrote on this subject before (click here), there is no real fixed definition of super steel, but it typically refers to “new” steels with high edge retention. As long as there have been super steels there have been people saying that we don’t need super steels and the old classics are good enough. The steels being referred to as “super” changed over the years; while people talked about 154CM as a super steel in the 1970s, now the people saying the old steels were good enough are often talking about steels like 154CM.
Wootz Damascus, however, is a single steel with a pattern that results at the microstructure level, not by forge welding multiple steels together.
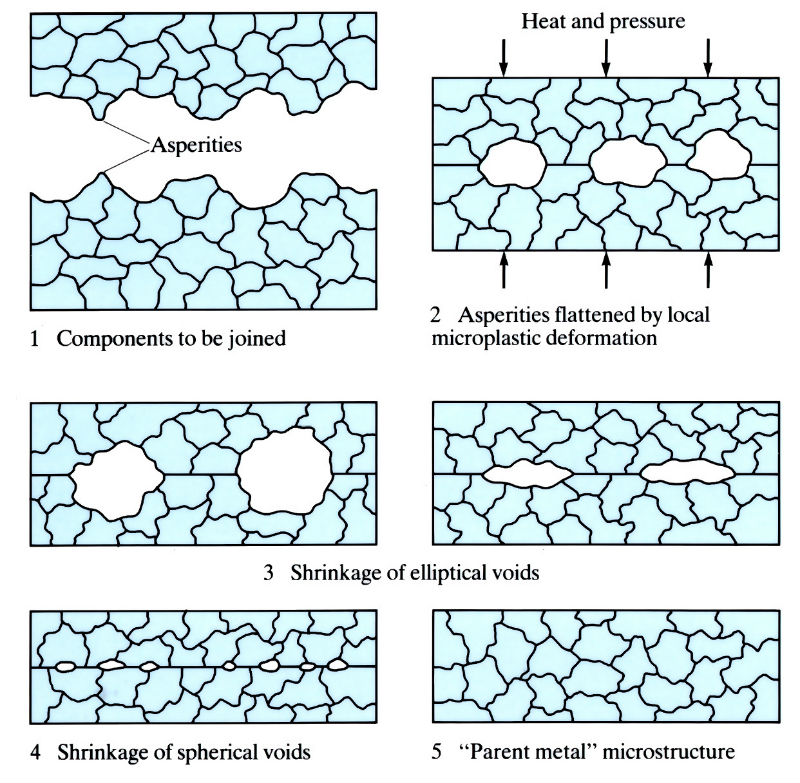
Image of diffusion bonding from [1]
Steels will bond to each other automatically at high temperatures, most of what forge welding entails is getting all of the surfaces to contact each other; even very flat steel is not perfectly flat and smooth on a fine scale. What flux does is remove oxides so that the iron-based surfaces will touch each other and diffusion occurs between the two steels.
Damascus Performance Claims
Myths and legends about the performance of Damascus steel have existed for hundreds if not thousands of years, for both the pattern-welded and Wootz varieties. For example, Bill Moran read the book Bowie Knife by Raymond Thorp “fifty times,” and the book said that Damascus had “unexcelled keenness of edge” and “extensive and perfect elasticity.” When Moran reintroduced Damascus to the world of custom knives in 1973 he also promoted it as a material with legendary properties unmatched by individual steels. He said about the historical blades: “These blades were far superior to any other blade because
of the hundreds of alternating layers of iron and steel. The principle is the same as plywood or the laminated bow.” B.R. Hughes said: “A strange phenomenon that had been told to Moran years before was that a Damascus blade would cut a person quicker than a standard steel blade. As he researched, references were found that claimed this blade made wounds that were more difficult to heal… Moran feels this may be a result of the grain flowing in a wave pattern toward the edge of the blade. The microscopically fine teeth are more jagged, and the blade seems to catch and hold the flesh. Field tests have proven that a Damascus blade will last through a long day of dressing even large game.”
You can read more about the history of Damascus in the modern era, including the evolution of how people perceive its performance, in my new book The Story of Knife Steel. The new book shares stories from metallurgists and knifemakers when it comes to the development and use of steel in knives.
Damascus Cutting Effect and Diffusion
Another claim about Damascus cutting performance has been that alternating soft and hard layers would lead to a “serration” effect and therefore greater slicing edge retention. Bladesmiths claimed this would result from using low carbon and high carbon steels together in Damascus. However, carbon is a very small element and diffuses between layers of pattern-welded Damascus very rapidly. A study [2] performed by metallurgist Dr. John Verhoeven and bladesmith Howard Clark found that carbon equalizes between steels, and simulations determined that it would happen in seconds at normal forge welding temperatures with typical layer counts. They measured the hardness of individual layers for several steel combinations and found that the hardness was the same. The contrast after etching in Damascus instead comes from the larger elements such as manganese or nickel which take much longer to diffuse.
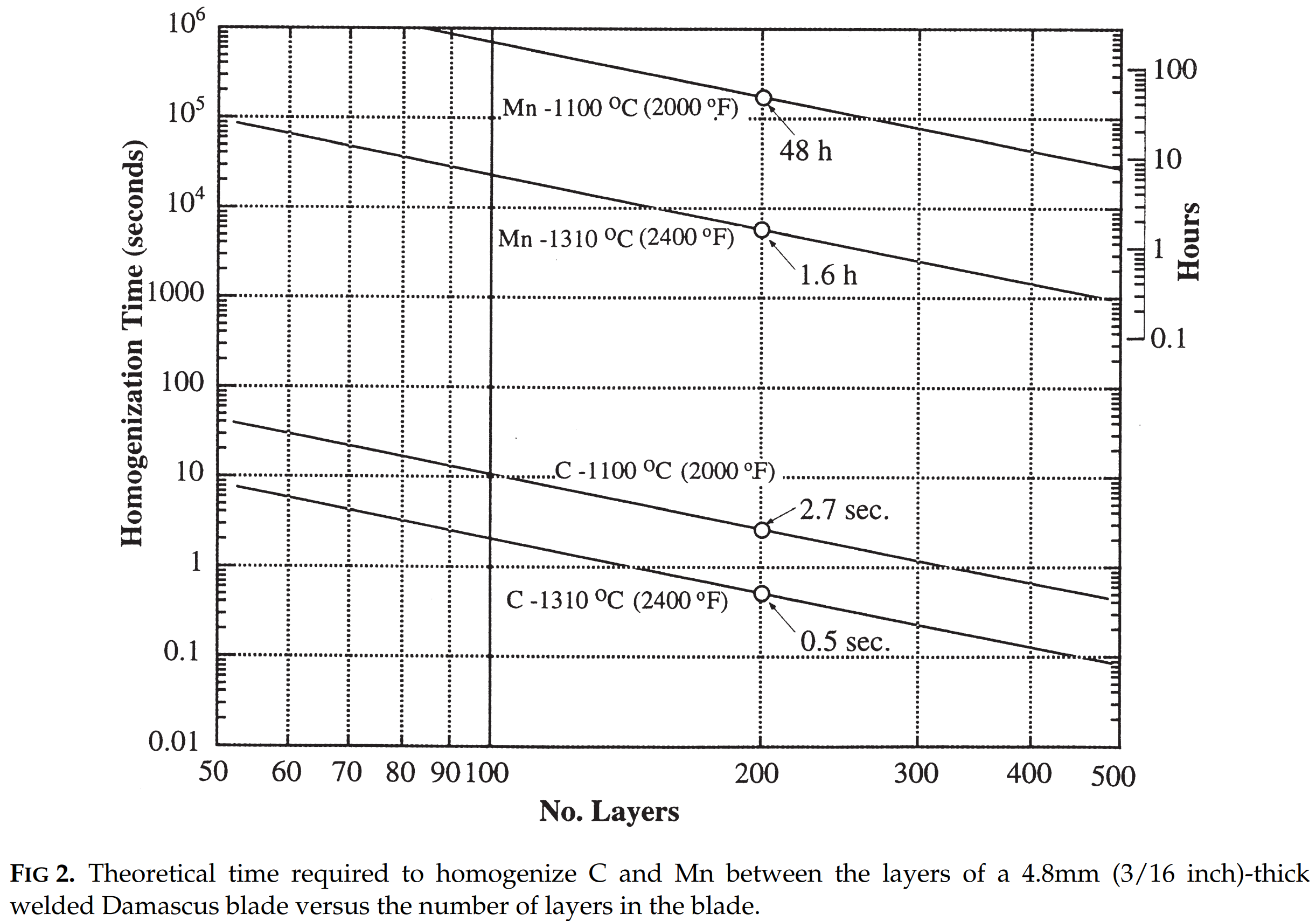
Chart from the Verhoeven-Clark study [2]
However, there are still ways to achieve a combination of hard and soft layers. One is to use an unhardenable metal such as nickel along with steel. Another is to use two steels with different “hardenability” levels. If an air hardening steel is used along with a water or oil hardening steel in Damascus, when cooled in air the air hardening steel will harden while the water or oil hardening steel transforms to soft pearlite. Tai Goo has talked about using the air hardening steel A6 in Damascus. A6 gets its high hardenability from manganese rather than chromium like most other air hardening steels. This means that it can be heat treated at lower temperatures like water or oil hardening steels.
Could the “Damascus cutting effect” be real? Would it even be beneficial if it did occur?
Carbon Steel and Low Alloy Damascus Combinations Tested
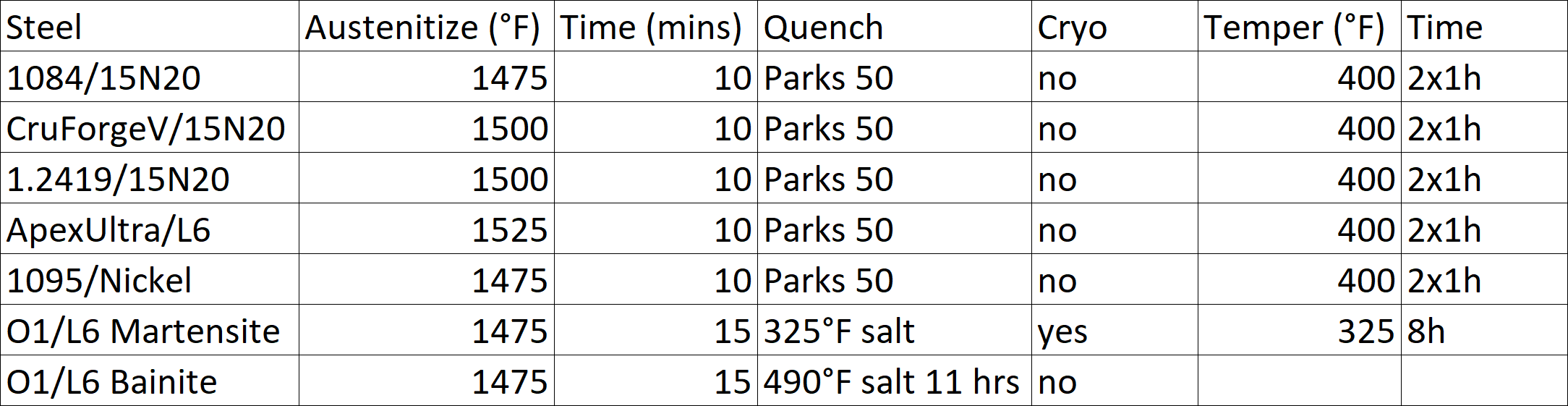
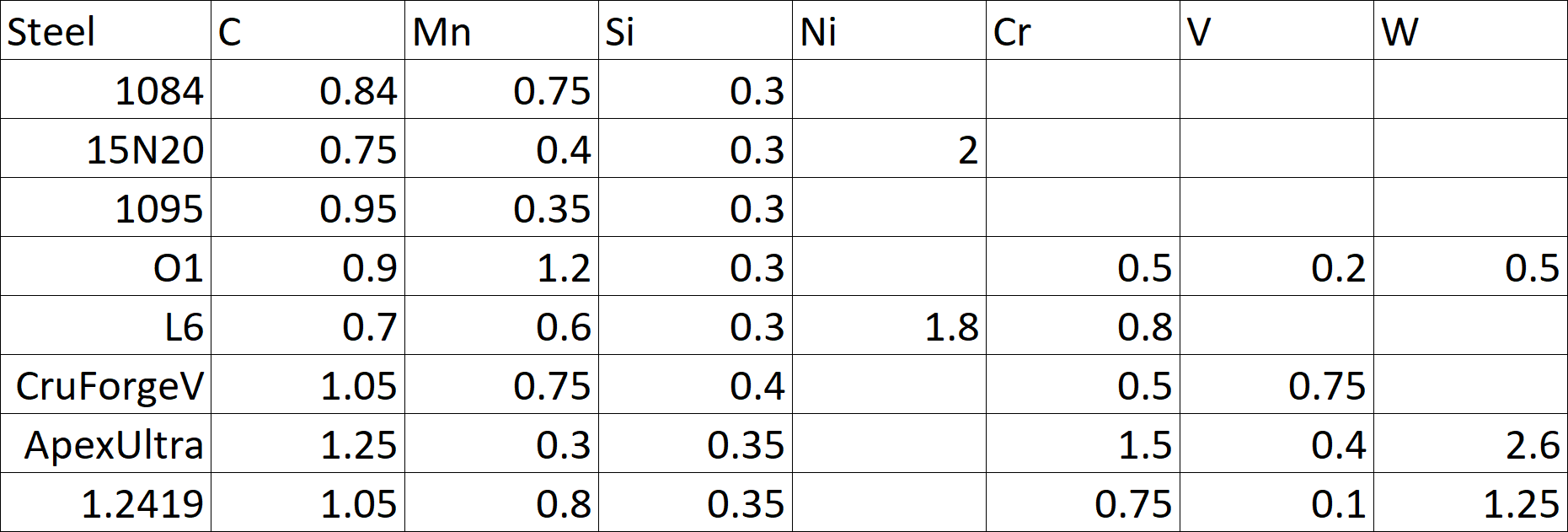
We tried a whole range of Damascus combinations. Perhaps the most commonly used is 1084 and 15N20. Both are low allow simple steels with a similar carbon content, but the 15N20 has 2% nickel. The nickel addition leads to the steel resisting etching and therefore there is contrast between the two. While 1084/15N20 is pretty common for custom knifemakers, when it comes to purchased Damascus it is much more difficult to purchase. But I was able to get some in random pattern by Gambler Custom (Payton Pelland).
I also got some random pattern O1/L6 from KC Lund with samples that were machined by William Brigham. O1/L6 is probably the second most common “double high carbon” combination though the two steels are somewhat higher in alloy, and therefore somewhat trickier to forge weld. I have not gotten the heat treatment specifics from KC Lund yet, though he said that the martensite heat treatment included a cryo step, and the bainite heat treatment was austempered using salts. You can read more about bainite heat treatments in this article.
Another somewhat more complex mix that we tested was CruForgeV/15N20 which I purchased from Salem Straub with a ladder W’s pattern.
Other low alloy combinations I tested was 1095 with pure nickel in ladder pattern by Devin Thomas, and 1.2419 with 15N20 in W’s ladder pattern by Devin Thomas

Edge Retention of Low Alloy Damascus
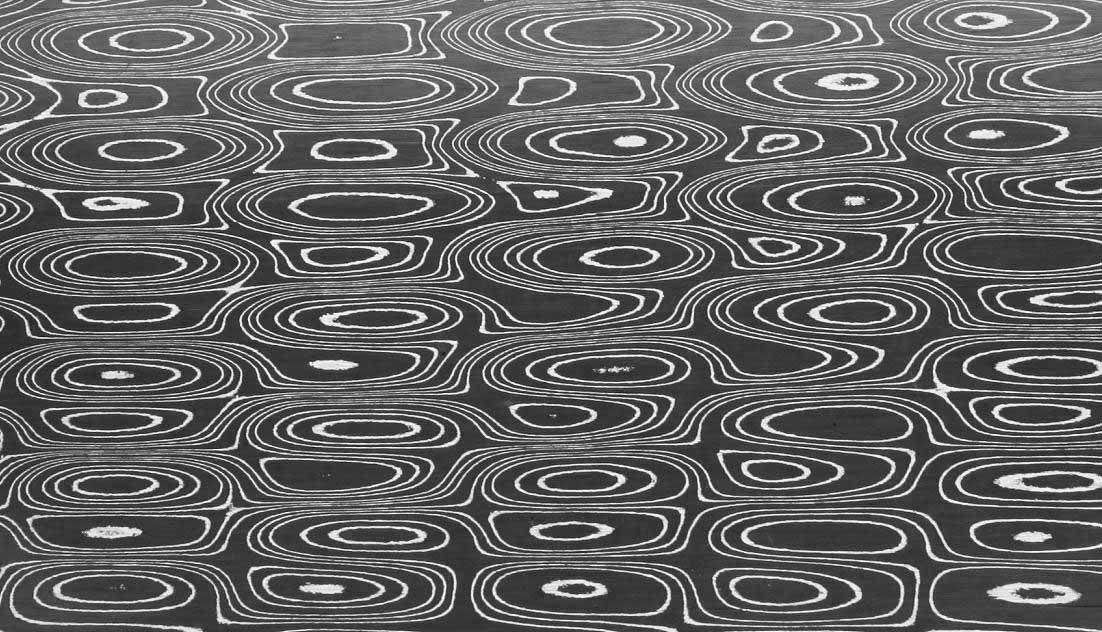
One aspect of Damascus edge retention sometimes unrecognized is that the patterning itself can lead to changes in behavior. When the steel is given a “ladder” pattern, the layers will crisscross the edge, such as shown in the side view of the pattern below:

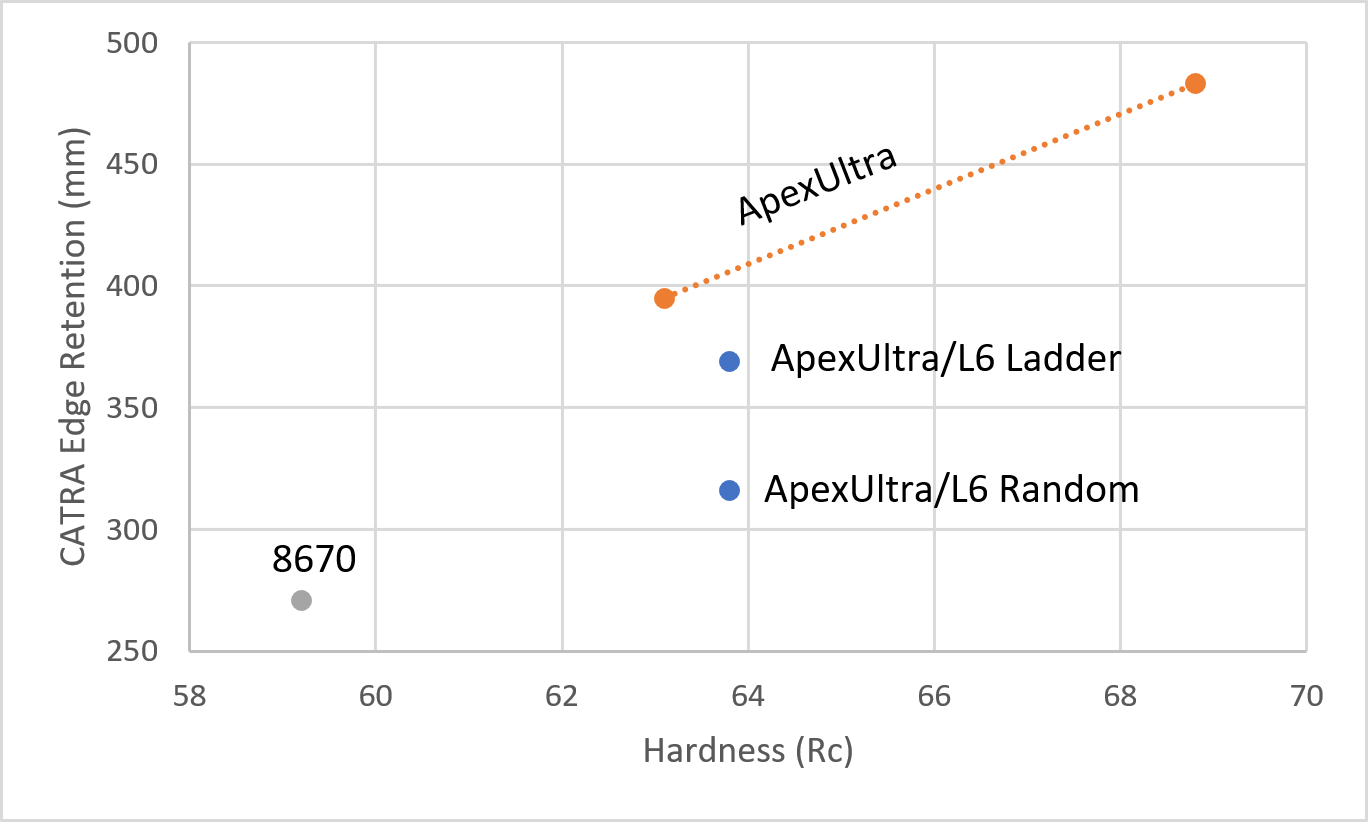
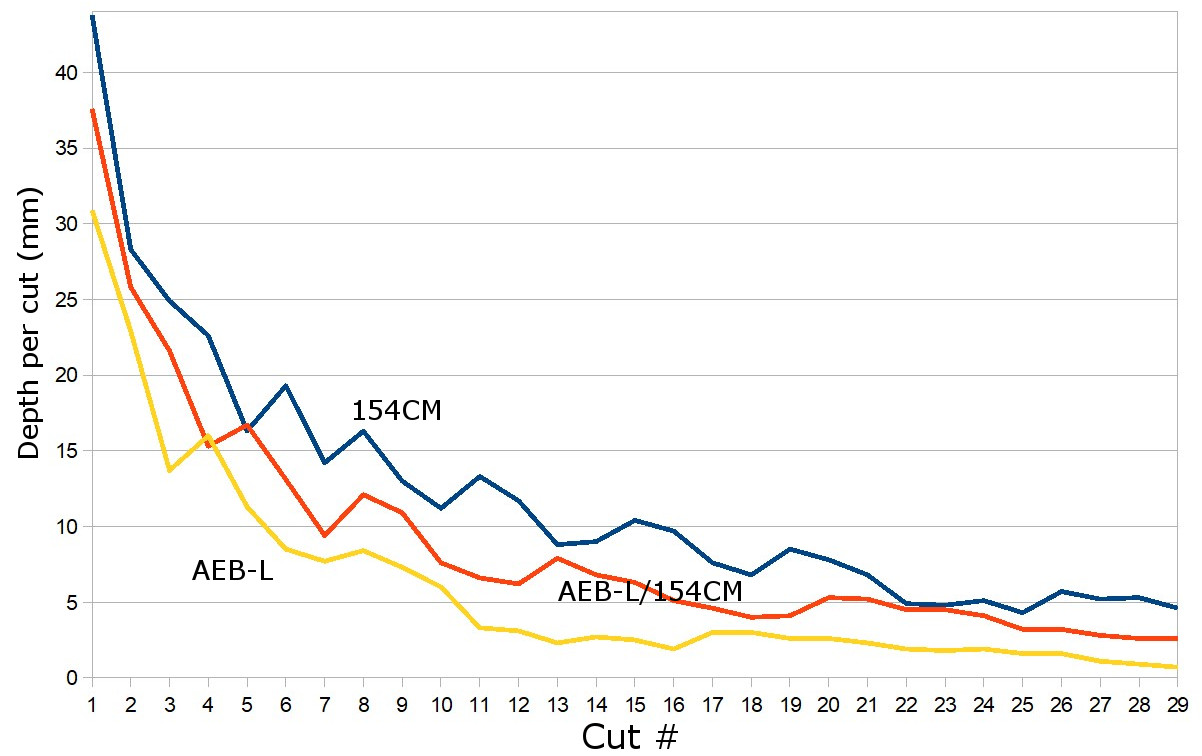
We tested the CATRA slicing edge retention of ApexUltra/L6 Damascus in both random pattern (straight layers) and ladder pattern (wavy layers as shown above). And we found a significant improvement in edge retention in the ladder pattern. Perhaps this could be called a minor “Damascus cutting effect” itself. Despite the addition of the much lower wear resistance L6 steel, the ApexUltra/L6 Damascus had edge retention almost as good as plain ApexUltra. You can read more about the CATRA test in this article.
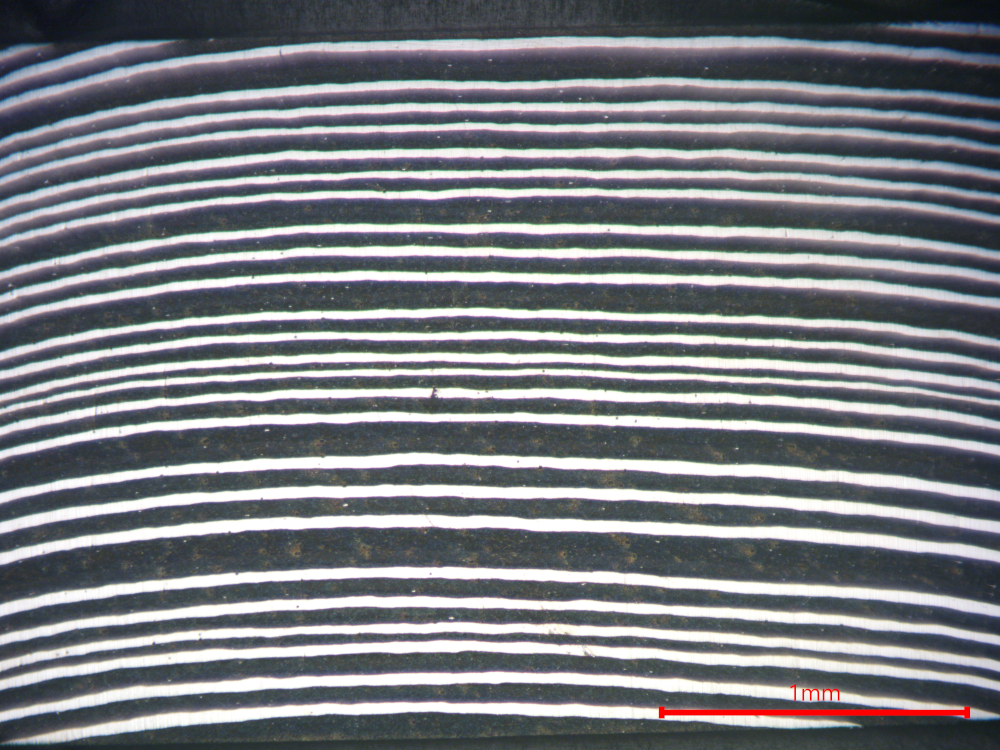
ApexUltra-L6 Damascus in ladder pattern
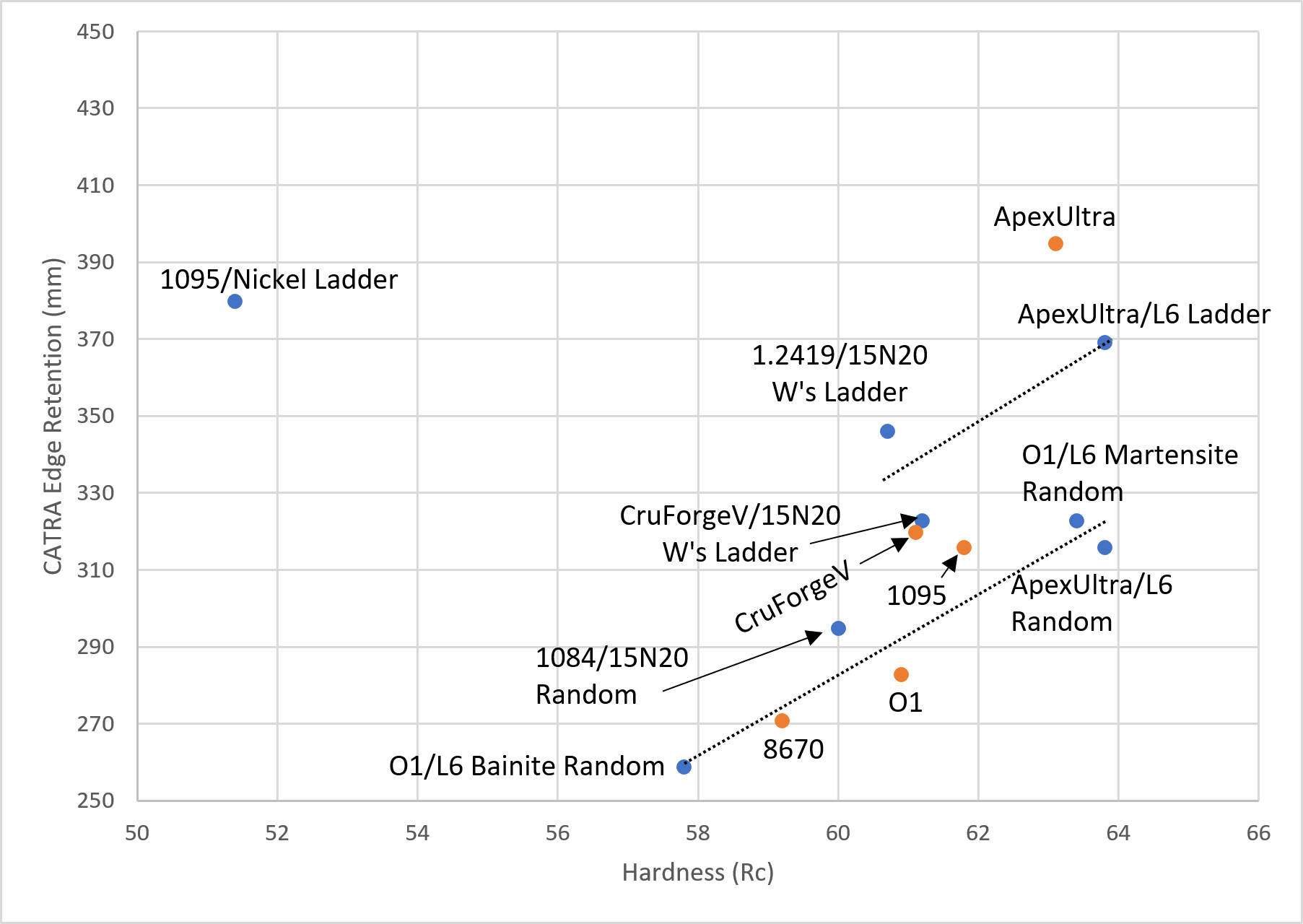
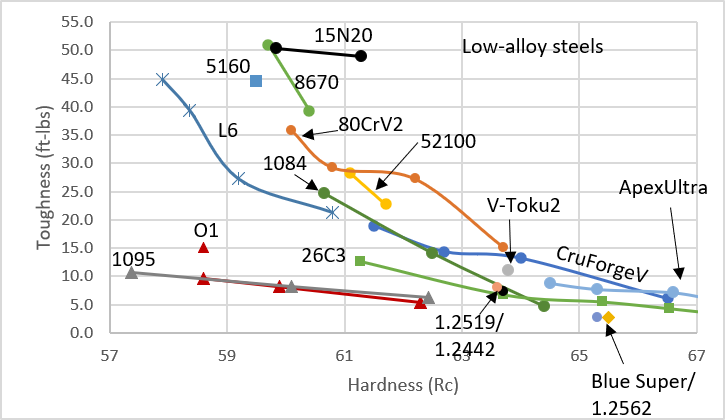
In general, the higher wear resistance steels and those in ladder pattern did the best. This included ApexUltra, 1.2419, and CruForgeV, all steels with tungsten and/or vanadium additions for hard carbides. The “plain” or “monosteels” for comparison are shown with orange dots. I have a dotted line through the random pattern steels as well as a dotted line through ladder pattern steels, and clearly the ladder pattern steels are higher in slicing edge retention. A broader CATRA chart with more plain steels is later in the stainless Damascus edge retention section.
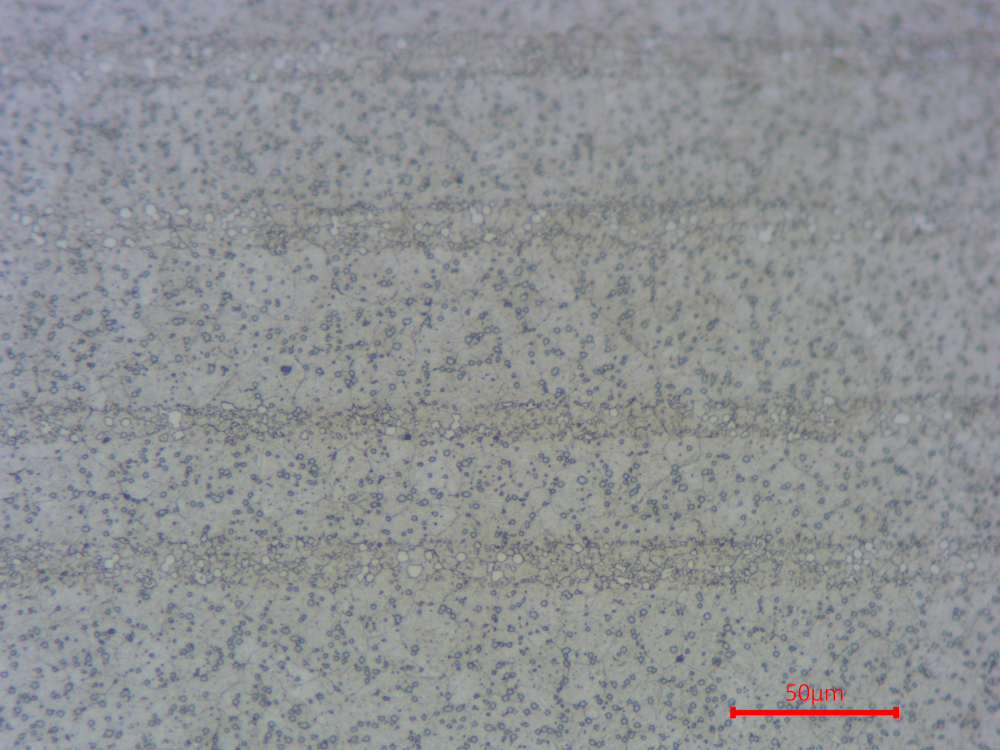
The higher wear resistance of the higher carbon steels is visible in the microstructure where the steels have greater carbide volume. See the microstructures of the 1.2419/15N20 and CruForgeV/15N20 below compared with O1/L6 and especially the 1084/15N20 (ApexUltra/L6 and 1095/Ni micrographs coming later in the article).
1.2419 (dark) and 15N20 (light)
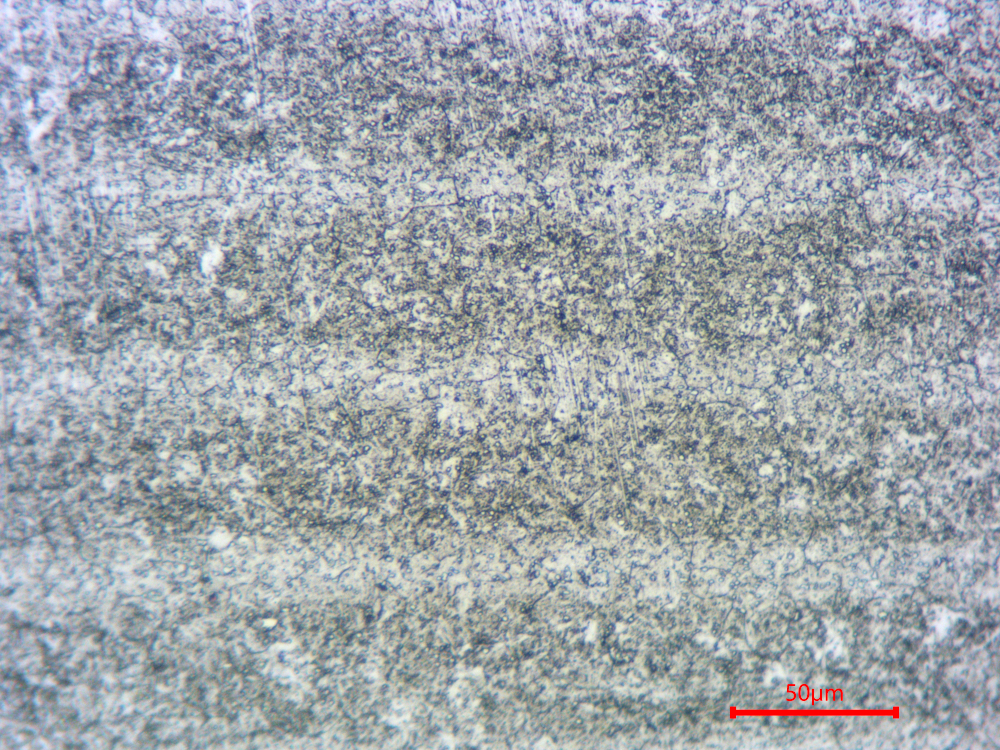
CruForgeV (dark) and 15N20 (light). There are some larger vanadium carbides in the CruForgeV.
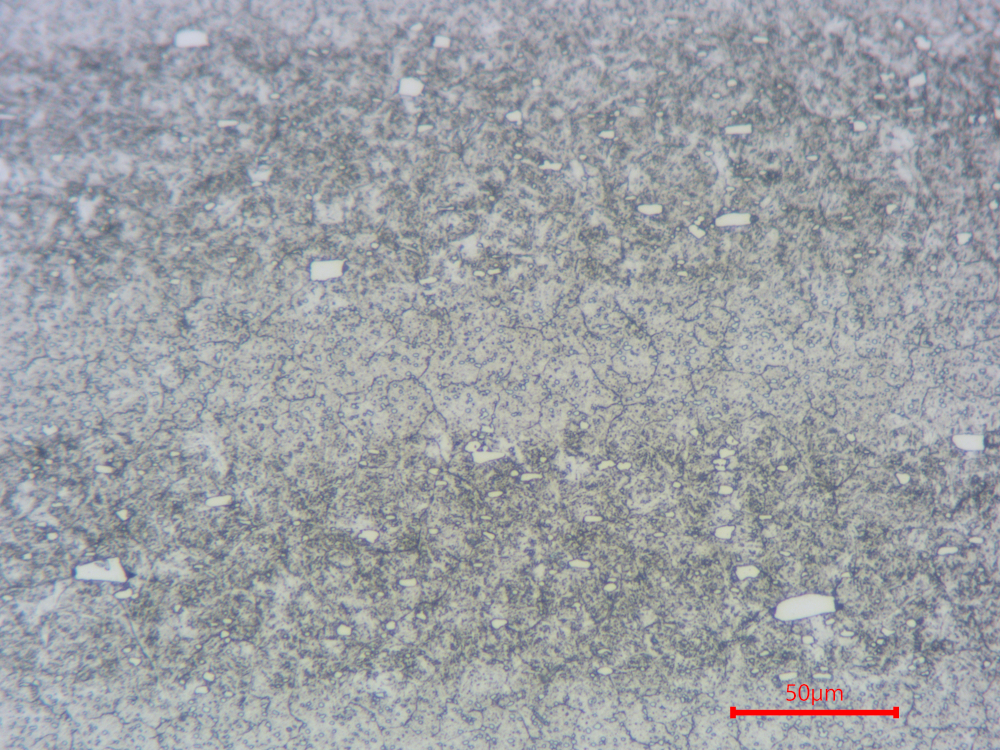
O1 (dark) and L6 (light). There are scratches from the polishing process in the L6.
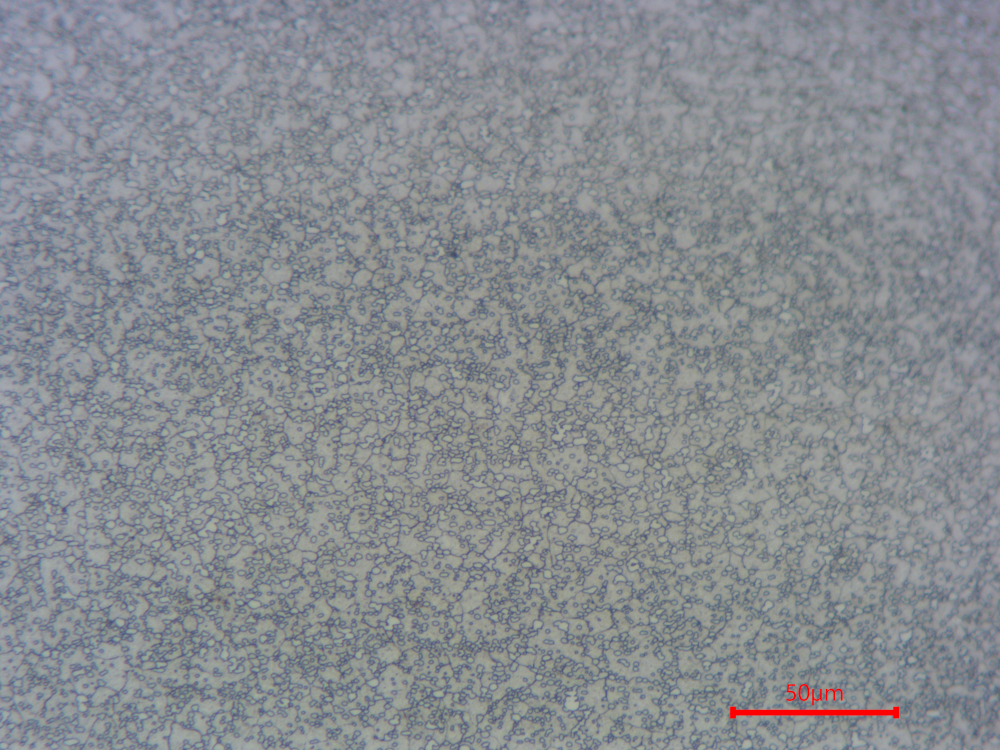
1084 (dark) and 15N20 (light). There are short regions of delamination between the two layers.
Damascus Cutting Effect Confirmed
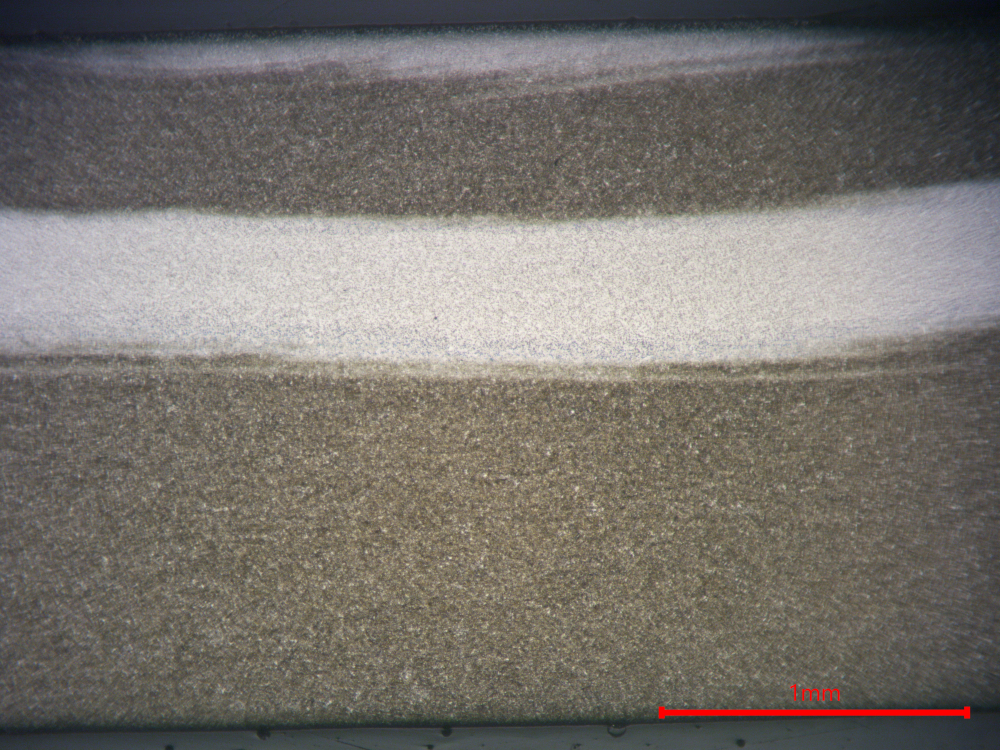
There is another important datapoint on the above chart and that is the 1095/Nickel combination. Nickel is a soft metal so sometimes bladesmiths will avoid it in their Damascus so as to have all hard steel in the edge of the knife. The composite hardness reading was ~51.5 Rc after heat treating though this value is somewhat misleading. The soft nickel leads to lower hardness though the 1095 itself was roughly 62 Rc (I couldn’t scratch it with a 60 Rc file). There is only about 8% nickel in the steel but it has a relatively large impact on the Rockwell hardness. Despite the 8% soft nickel, the 1095/Nickel Damascus had higher edge retention than any of the other low alloy combinations, even the ApexUltra/L6 ladder pattern Damascus. To investigate what led to this high edge retention I took images of the edge after testing:
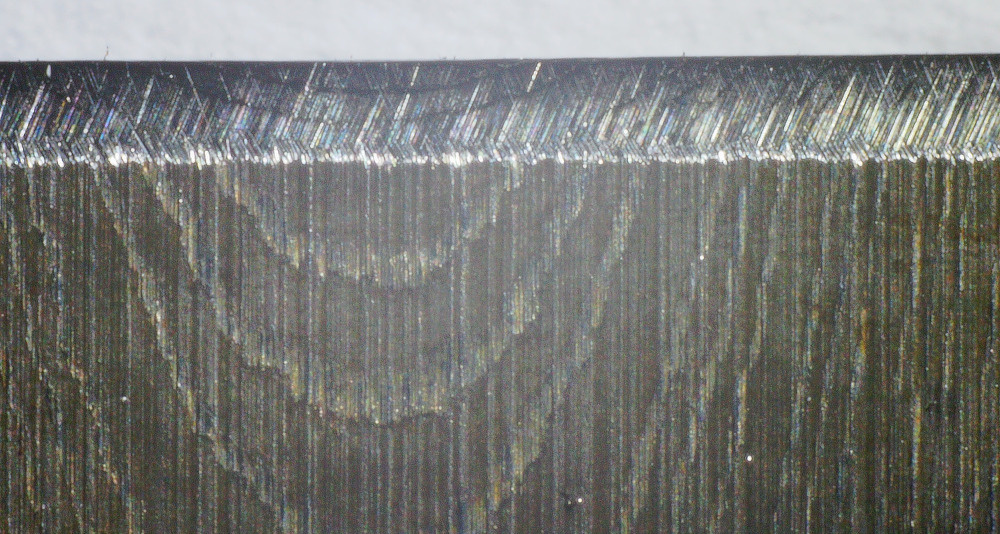
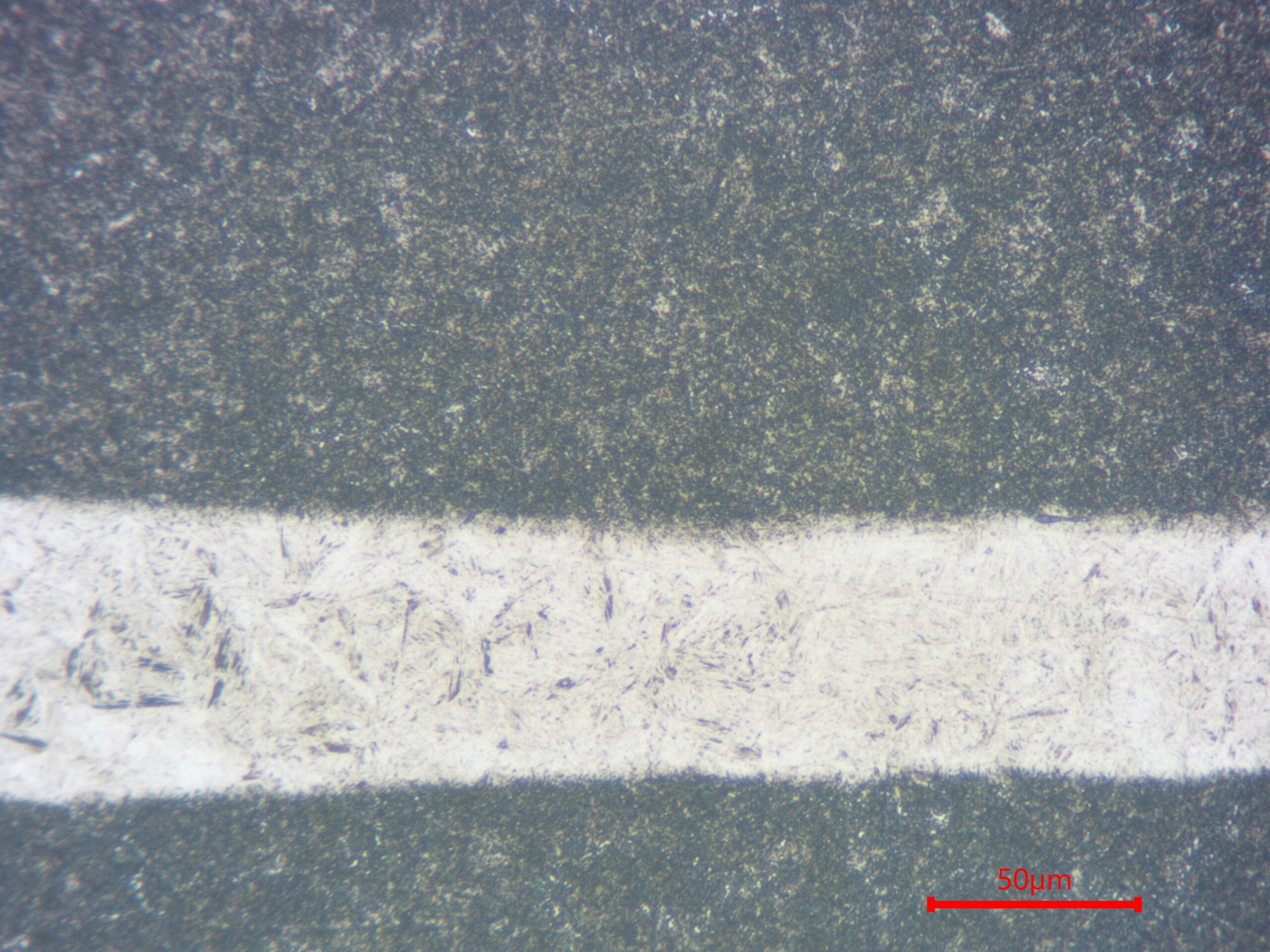
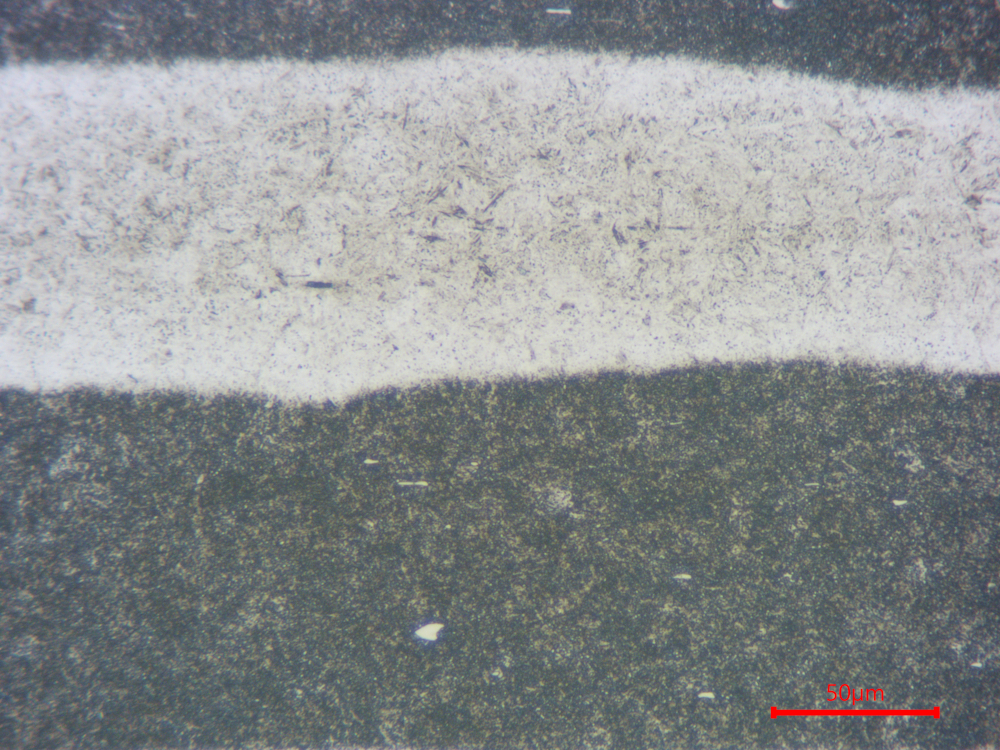
Dark lines are visible in the worn edge which correspond to the nickel layers. These worn layers were not visible in any of the other tested steels, though perhaps it is there but simply very subtle. Looking at the edge at higher magnification there are rough, worn regions of the edge which align with where the nickel layers intersect the edge:
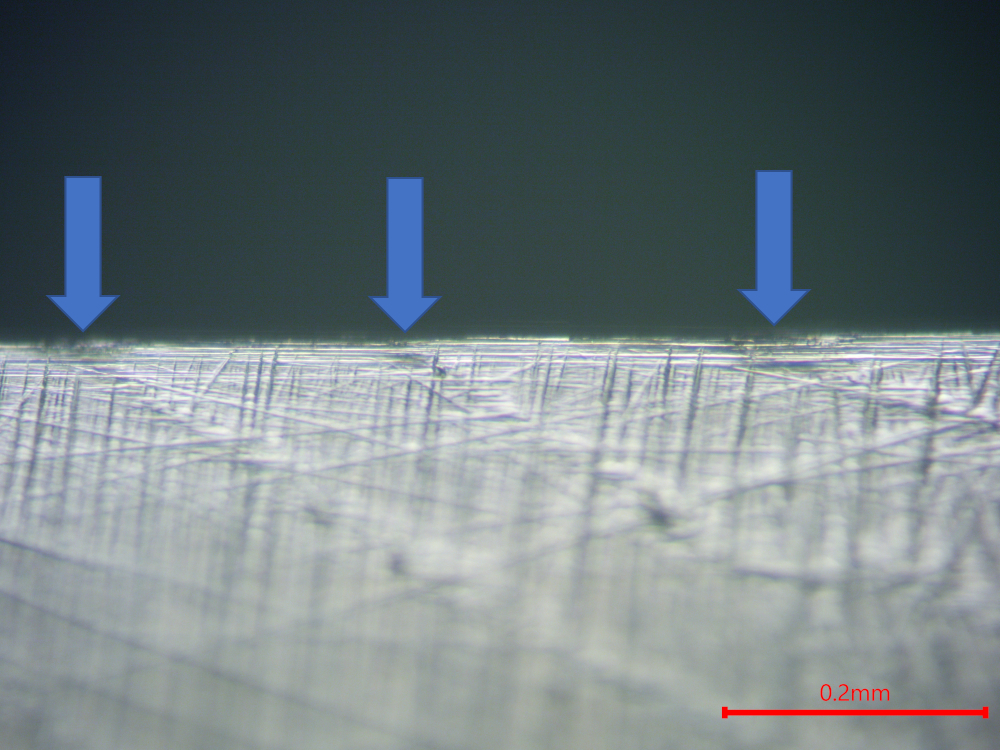
This appears to confirm the “Damascus Cutting Effect” theory of hard and soft layers in slicing edge retention. However, it could be that in other types of testing the soft nickel layers are less desirable. Perhaps in chopping or push cutting with high stresses those nickel layers could become a detriment. Here is the microstructure of the 1095/Nickel as well:
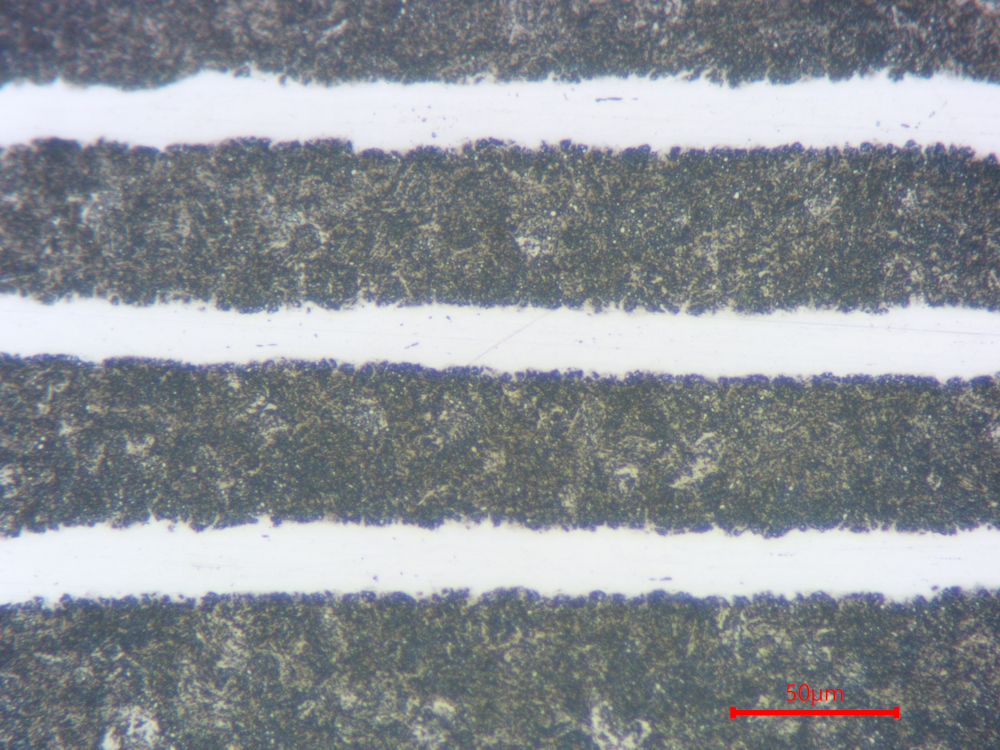
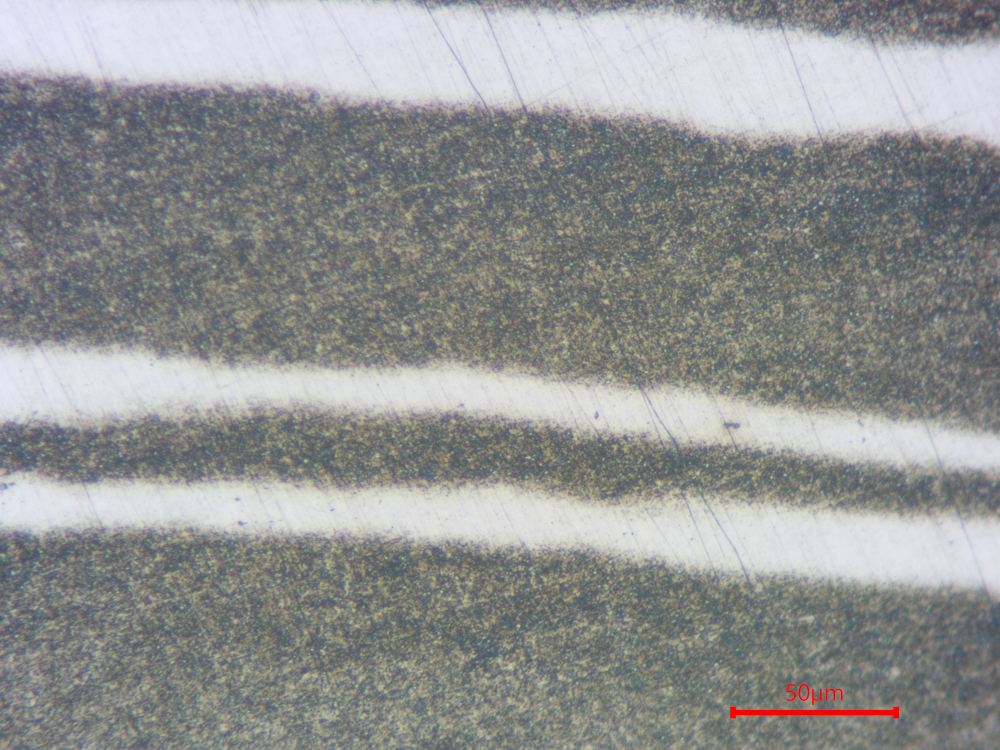
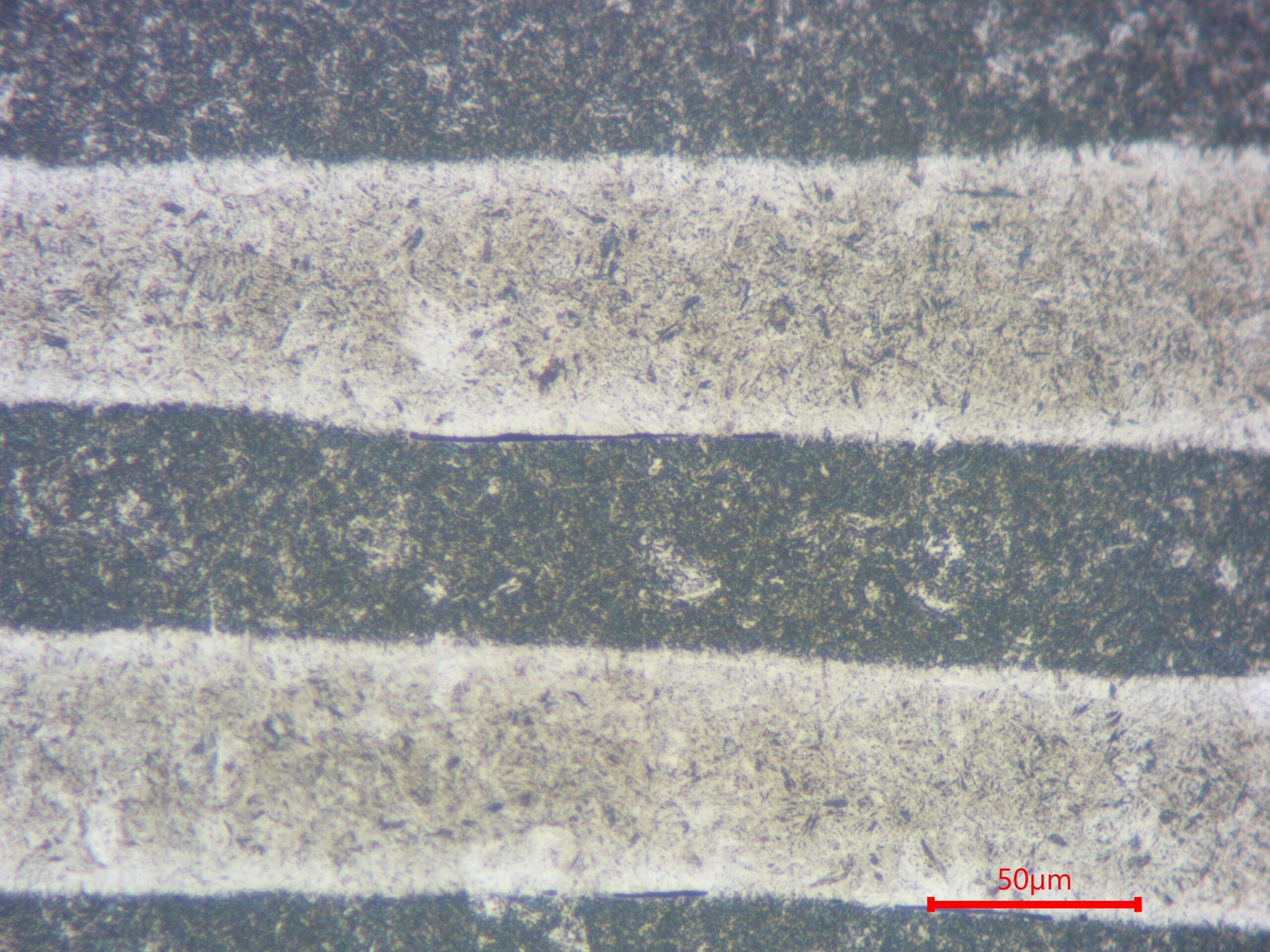
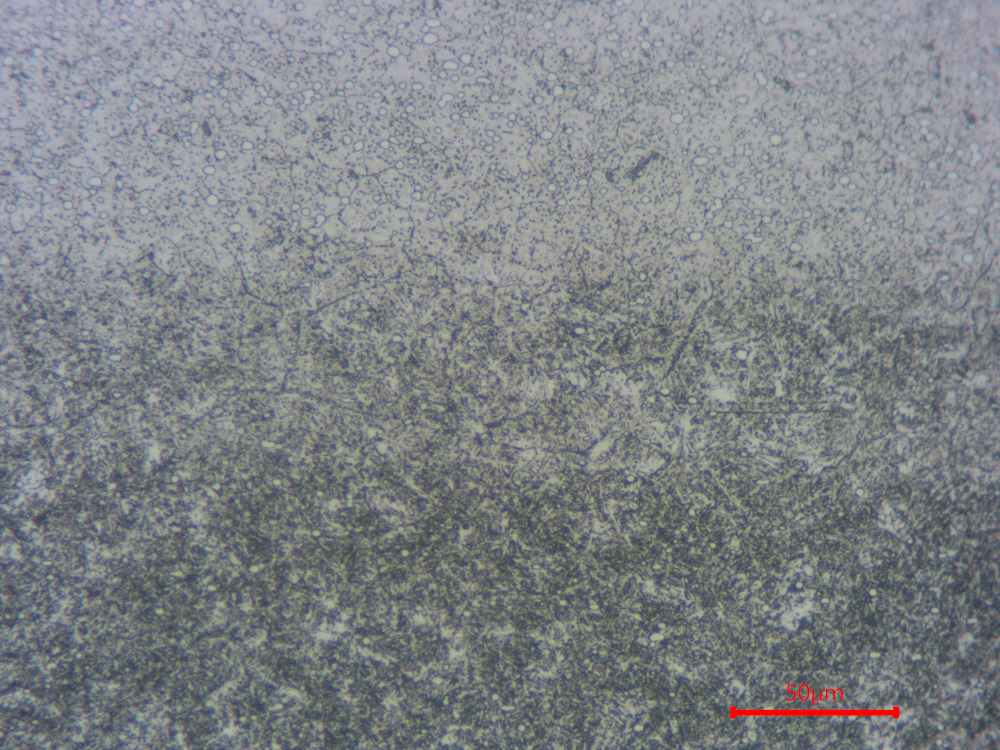
The 1095 is the dark layer with bright carbides in it for wear resistance. The nickel is the bright layer without any visible microstructure features in it. There may be some impurities in the nickel which show up as dark features. Any metal has some level of impurities, including steel, though they often aren’t visible when the steel is etched to reveal the microstructure. There is no evidence of significant diffusion between the steel and nickel layers, though the mating surfaces are relatively rough, perhaps in part due to how soft nickel is during forging, though maybe there is some nickel diffusion as well.
Toughness vs Sample Orientation
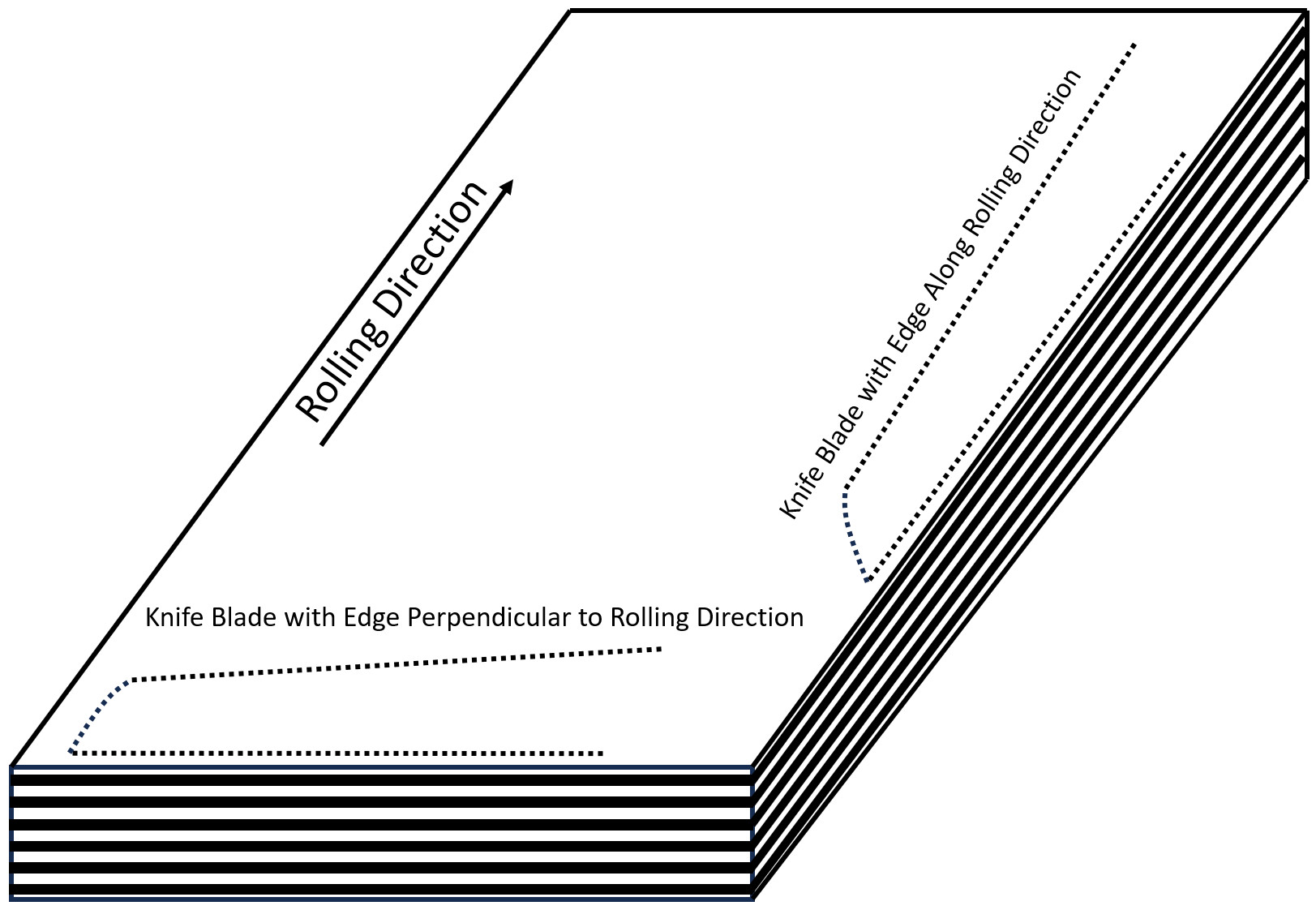
The direction in which specimens are broken when testing impact toughness matters. Steel is hot rolled at the mill and therefore has elongated features along the rolling direction. These include inclusions and impurities like manganese sulfides and in tool steels there are often “carbide stringers” which are elongated in the rolling direction.

Manganese sulfides in steel (rolling direction is vertical) [3]

Carbide stringers in high speed steel (rolling direction is vertical) [4]
“Transverse” toughness specimens are broken so that cracks grow along the rolling direction, and therefore toughness is usually somewhat lower because the crack can grow along these elongated features. “Longitudinal” toughness is usually higher because the crack grows across these elongated features and is therefore largely unaffected by the segregated nature of the brittle microstructure features.
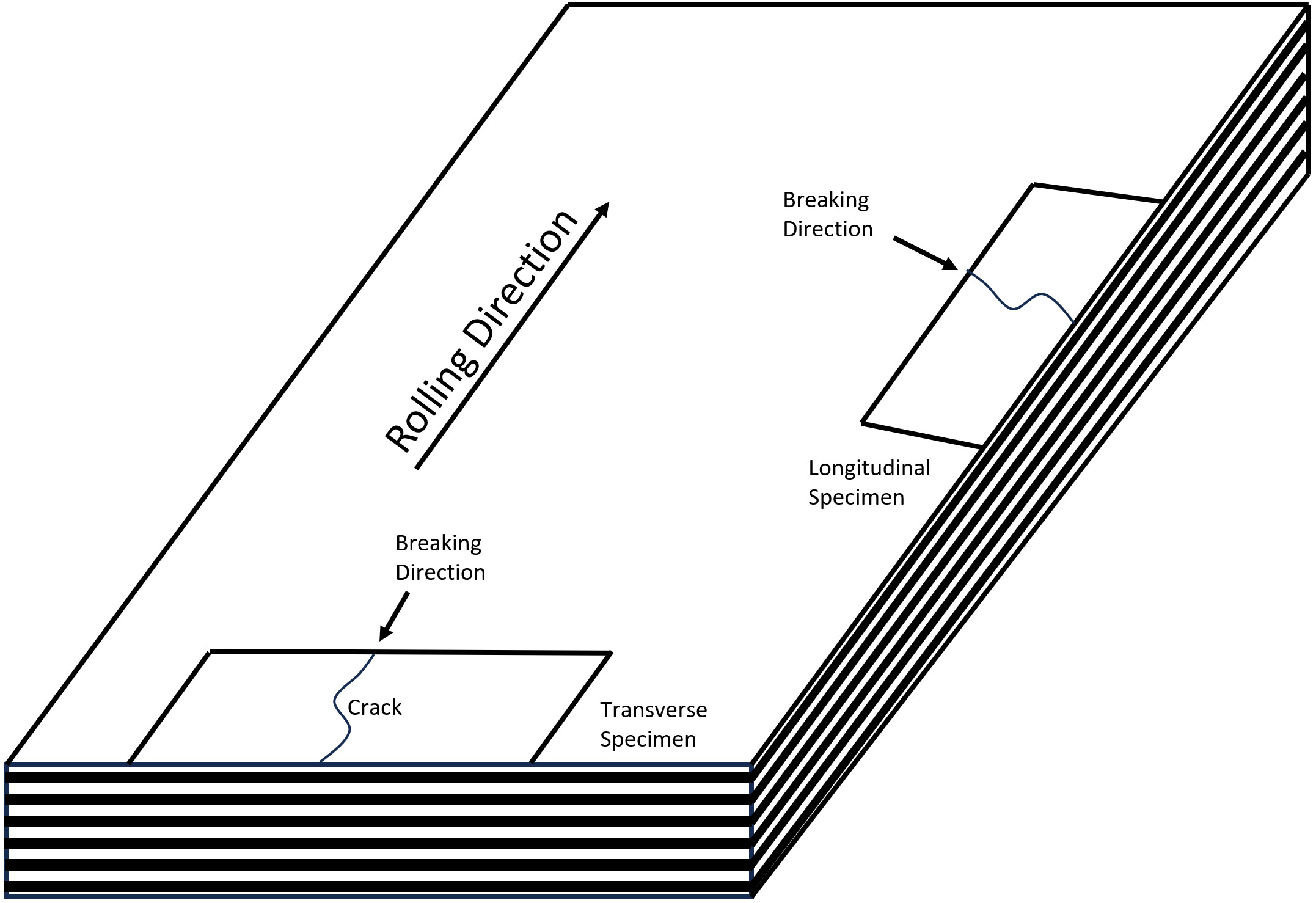
When it comes to pattern-welded Damascus, with straight layers the longitudinal vs transverse toughness remains largely the same. The crack does not grow across layers, and so the crack growth is still controlled by the rolling direction. Knives are typically cut out from steel plates so that the edge is along the rolling direction, and therefore when a knife is chopping it behaves similarly to a longitudinal toughness test. However, it is somewhat common, especially with larger plates, that knifemakers or knife companies will cut out knives so that the edge is perpendicular to the rolling direction, and therefore the edge toughness behavior would be more similar to a transverse toughness test.
Toughness of CruForgeV/15N20 Damascus
Previously my father and I did a sizable study on CruForgeV steel toughness, including forging, annealing, and quench and temper variables. A significant difference between longitudinal and transverse toughness was measured, as expected. You can read this study if you click here.
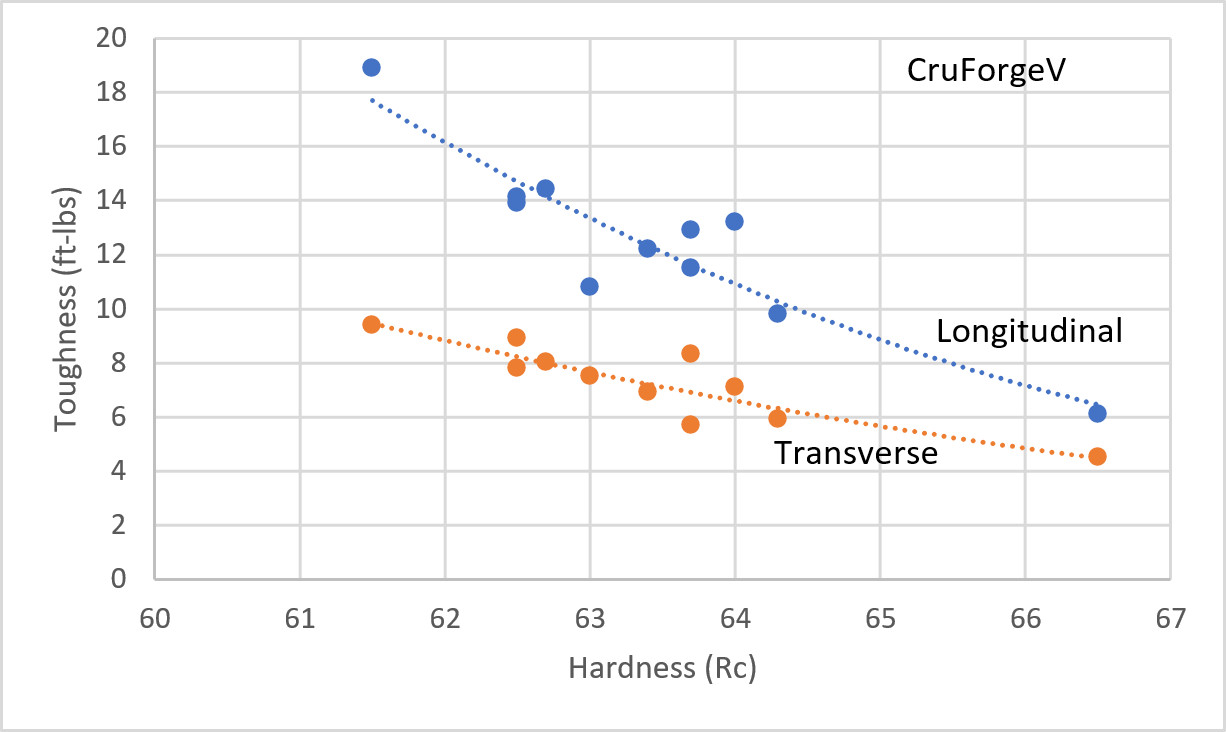
When we tested the CruForgeV/15N20 Damascus in both orientations, we found that the transverse toughness was similar with the straight CruForgeV for the same hardness, but the longitudinal toughness was very similar. In other words, the longitudinal toughness seems to be worse than CruForgeV when tested by itself.
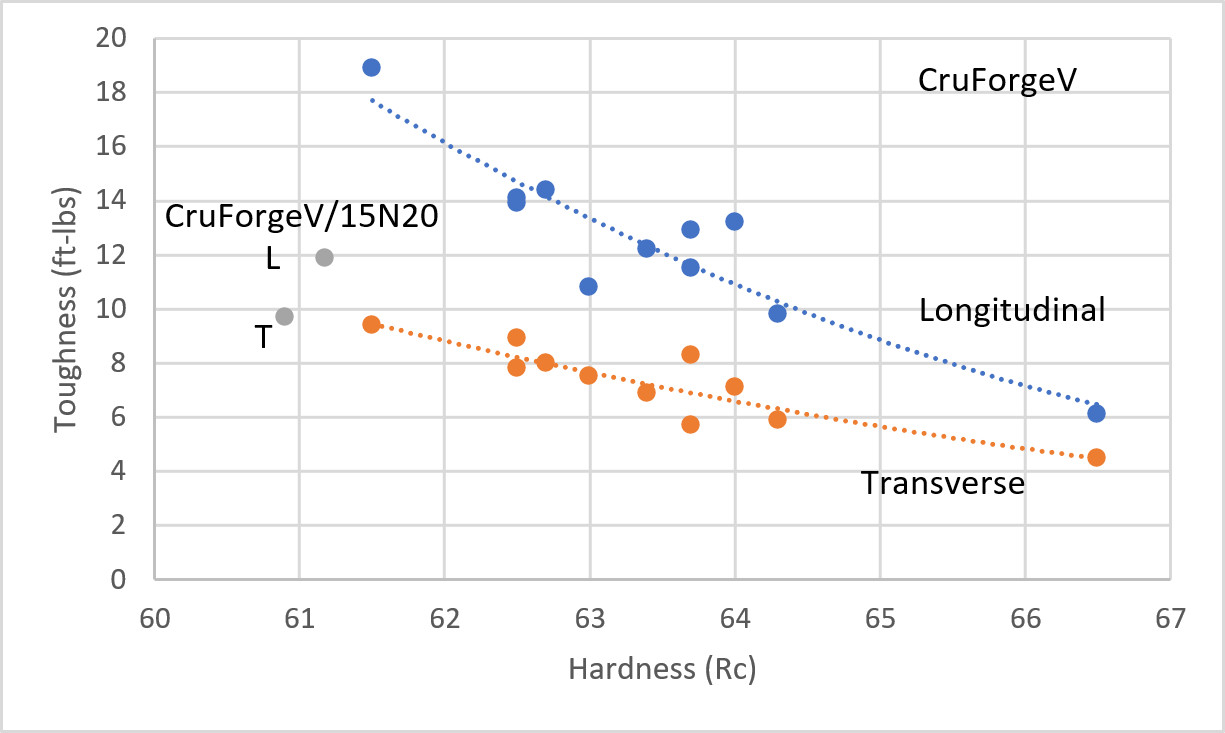
There are a couple important things to note from this result. One is that the high toughness 15N20 doesn’t seem to be helping the toughness of the CruForgeV. The toughness appears to be primarily controlled by the “weakest link” steel with lower toughness. This makes some sense because the cracks still initiate in a similar fashion in the more brittle material. Apparently the crack growth through the higher toughness steel does not have a large impact on the resulting toughness. Another pattern which will be further explored in the upcoming sections is that ladder patterned steel has worse longitudinal toughness than plain steel. This was unexpected to me since the ladder patterning leads to a “wavy” appearance along the cross-section but no vertical sections which would align with the cracks in specimen. However, it does make some sense two-dimensionally since there are intersecting lines with the surface that are aligned with the crack direction in longitudinal toughness tests.
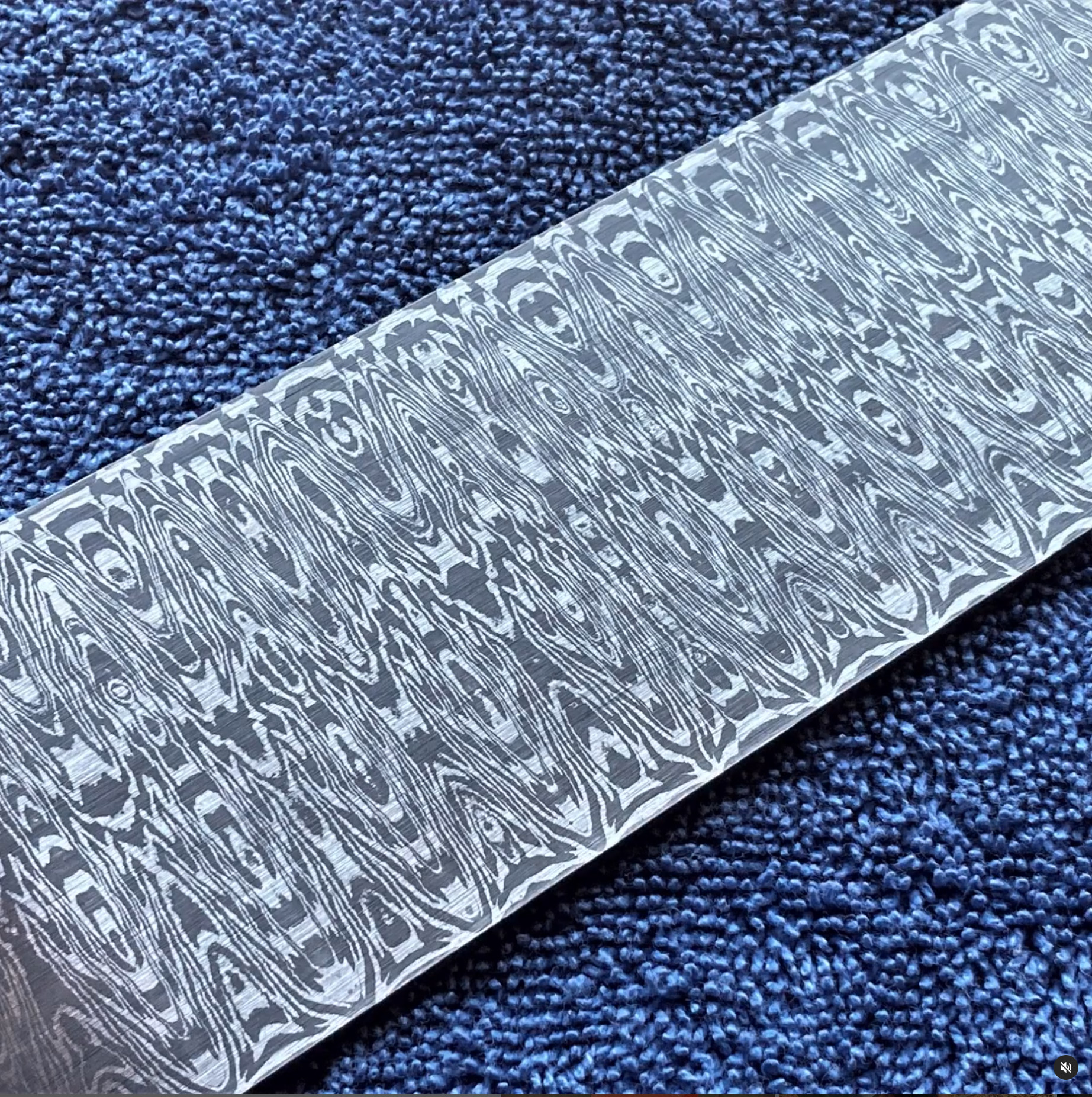
Salem Straub Damascus with a “W’s” ladder pattern, which led to vertical features that mean reduced longitudinal toughness
Toughness of ApexUltra/L6 Damascus
We did an experiment with ApexUltra/L6 Damascus where we tested both ladder pattern and random Damascus in both the longitudinal and transverse directions. We confirmed that ladder pattern led to worse toughness, and that transverse toughness was worse in either case. However, the toughness was surprisingly bad. When we looked at the microstructure we found carbides along the grain boundaries in the ApexUltra layers. This tends to happen in very high carbon, low alloy steels, especially when they have more than about 1.1% carbon. ApexUltra has 1.5% Cr which helps prevent this behavior but not entirely. My father forged in a low temperature range with the Damascus and did not perform a normalize and this was not sufficient to prevent grain boundary carbide.
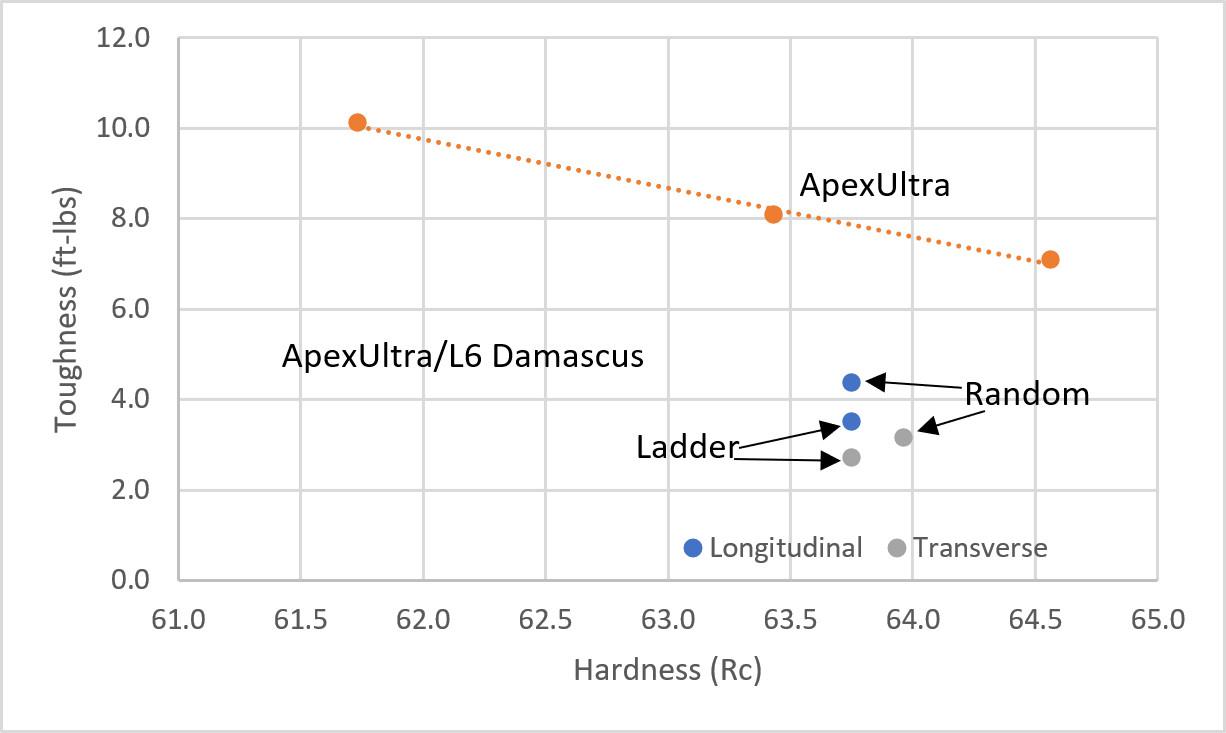
Ladder patterning and transverse testing lead to lower toughness
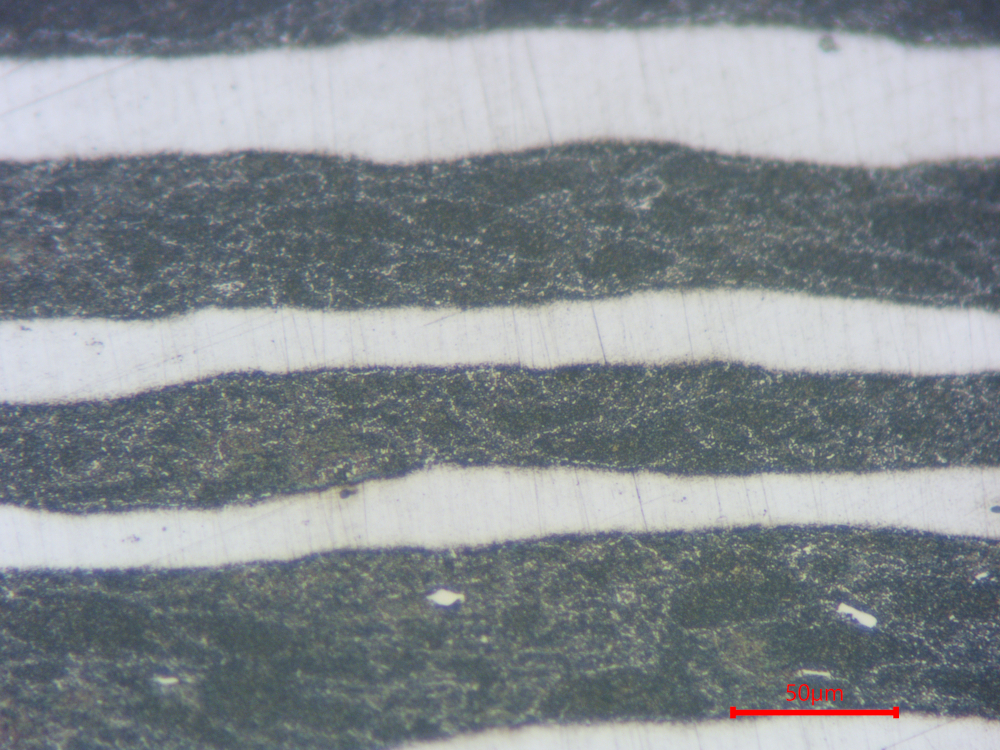
Grain boundary carbide is visible in the ApexUltra layers
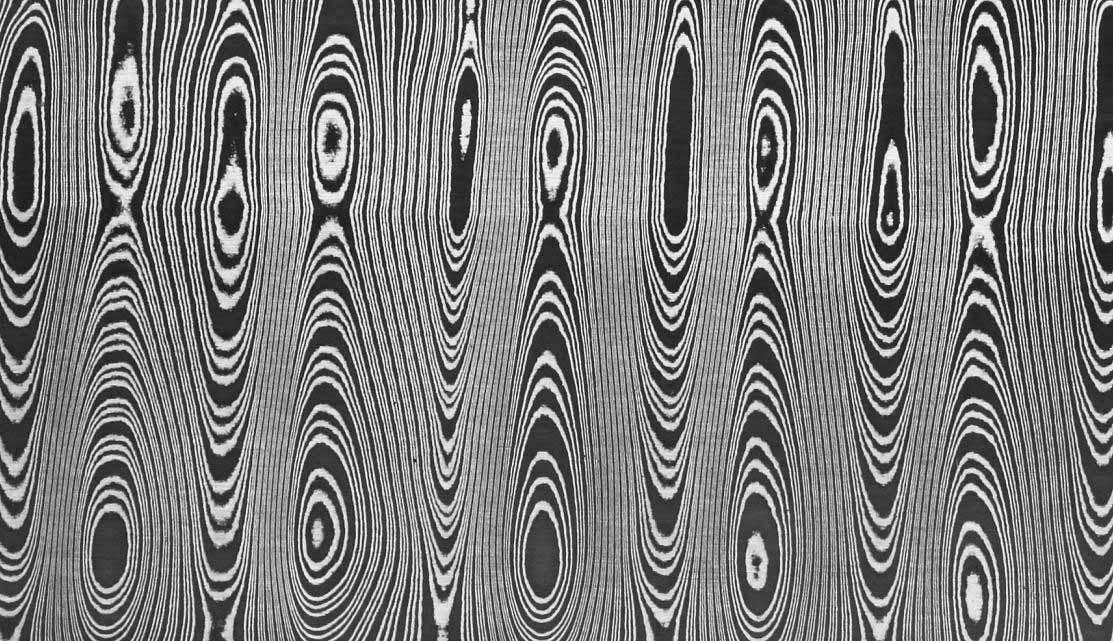
My father and I brainstormed the issue and decided to normalize the steel again to eliminate the grain boundary carbides. A plate quench was used after normalizing to ensure that the bad carbides didn’t form. The steel was normalized at 1850°F for 15 minutes, plate quenched, grain refined at 1450°F for 10 minutes, then annealed at 1450°F for 30 minutes followed by 100°F/hr cooling. This time we looked at two patterns: ladder and snake skin. The snake skin patterning does not have the vertically aligned features to lead to worse longitudinal toughness. We only measured longitudinal toughness in this case. The toughness improved up to a similar level to plain ApexUltra, especially with the snake skin pattern. This again confirms the previous test with CruForgeV that found that the steel with lower toughness largely controls the overall toughness behavior.
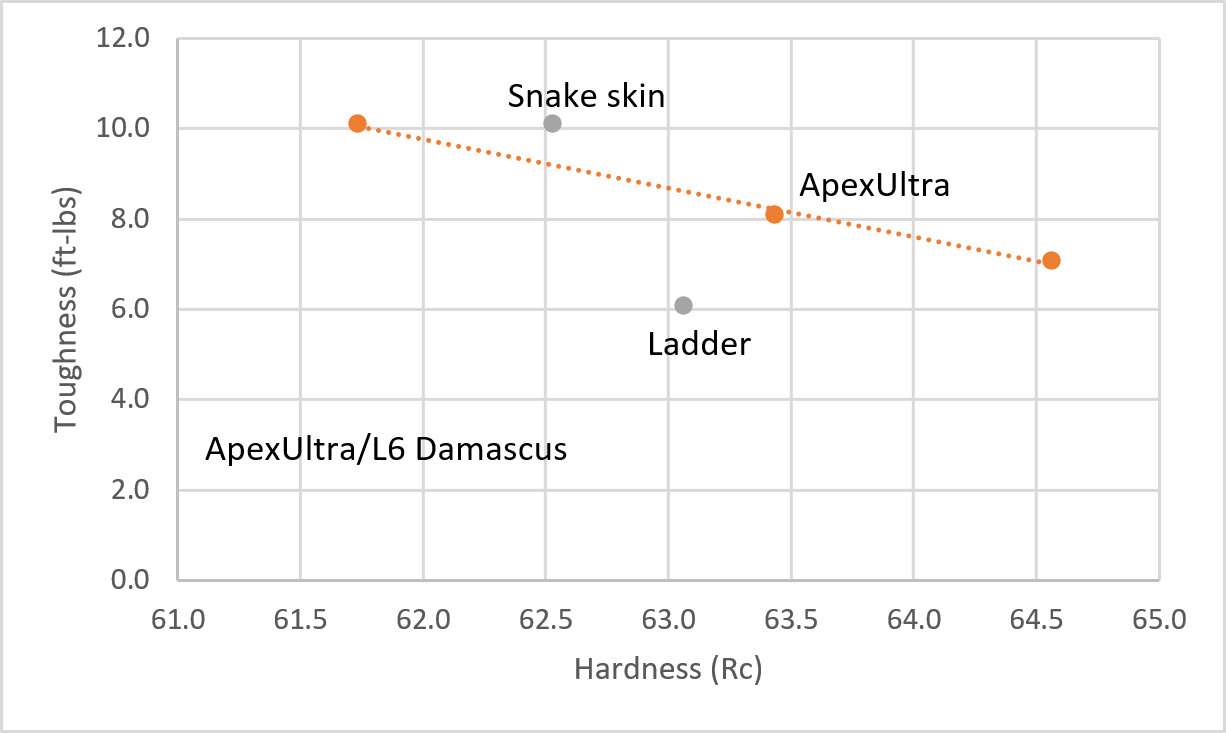
ApexUltra/L6 Damascus re-tested after no thermal cycling to eliminate grain boundary carbide
Ladder pattern
Snake Skin pattern
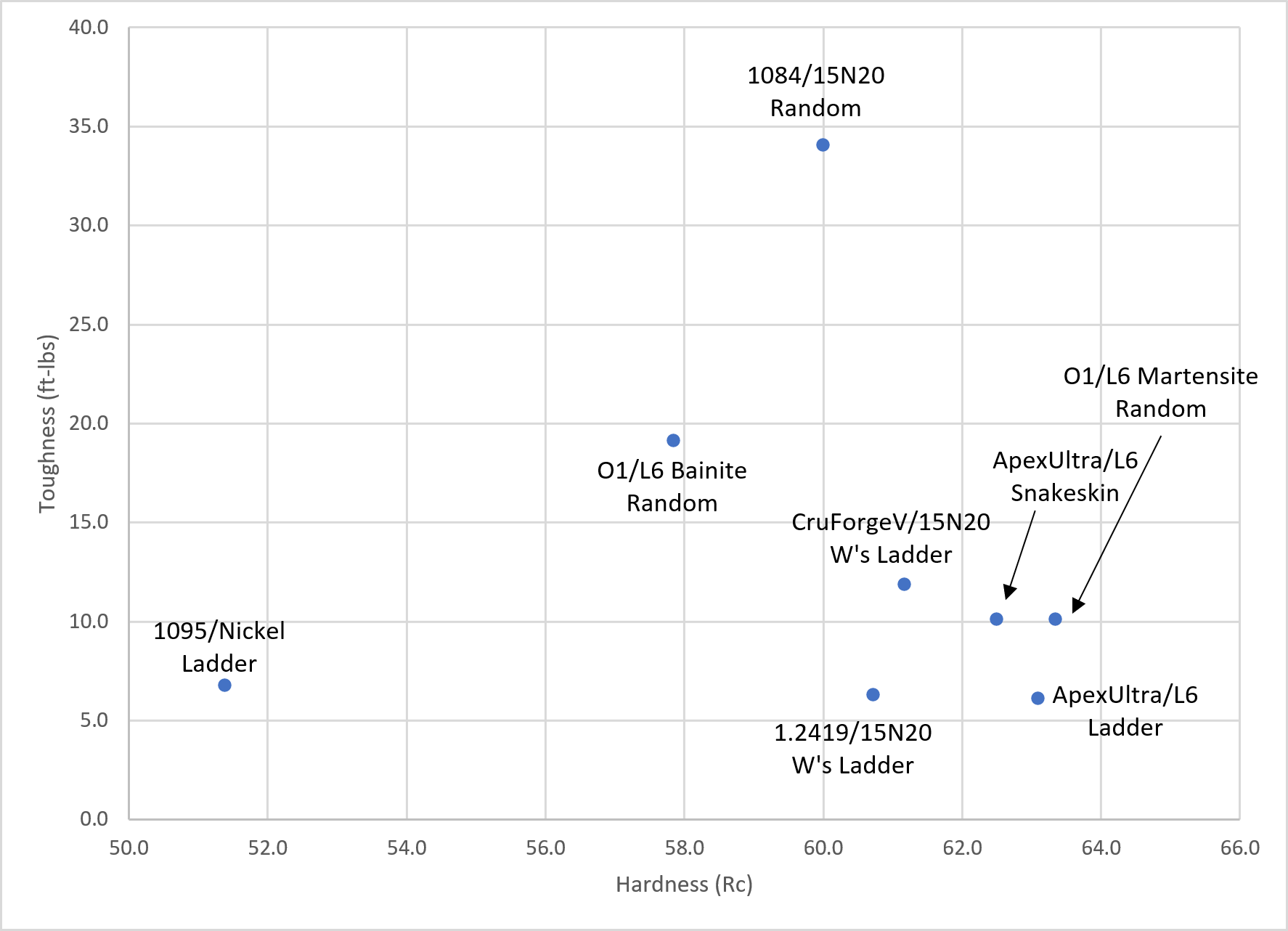
Toughness of Low Alloy Damascus
The rest of the toughness coupons generally followed the pattern of the other tests. The ladder pattern Damascus coupons would likely be a bit better if they were random (straight layers). The less tough steel largely dictates the toughness of the Damascus laminate. For example, 1095/Nickel Damascus behaves similarly to a ~62 Rc 1095, which is relatively poor. The soft, ductile nickel did not significantly improve toughness. The highest toughness steel was 1084/15N20, which is a combination of two high toughness steels, and in random pattern. This steel measured high in toughness despite having visible welding flaws in the micrographs above and separated layers in the broken specimens. Welding flaws were not visible in the other tested specimens.
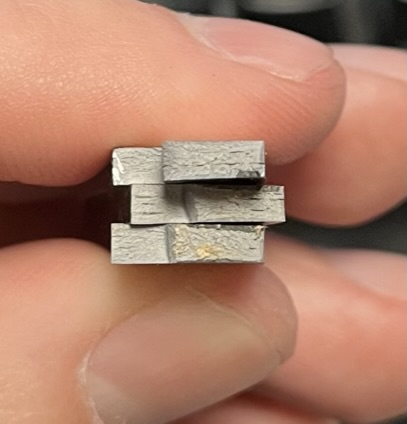
Delamination or welding flaws visible in the 1084/15N20 broken specimens
Study on Improving Carbide Structure of High Alloy Steels Through High Layer Counts
One relatively rare claim with Damascus steel is improving the microstructure through high layer count forge welding. We did a study on AEB-L/154CM Damascus in a 50:50 ratio. AEB-L has a very fine microstructure due to its composition design and excellent processing by Uddeholm. This is despite the fact that AEB-L is a stainless steel which is produced with conventional techniques, not powder metallurgy. 154CM is a conventionally produced high carbon stainless steel and so has relatively coarse carbides within it. There are powder metallurgy versions available (CPM-154 and RWL-34) but we wanted to see if it is possible to improve the carbide structure through forging.
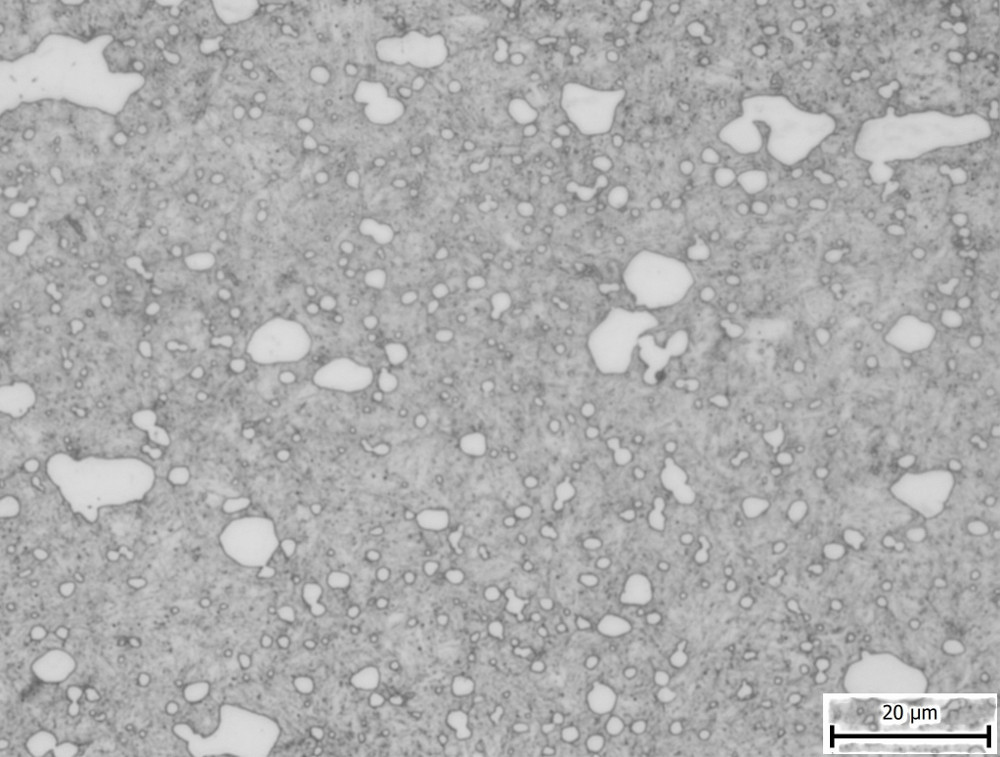
154CM has coarse carbides
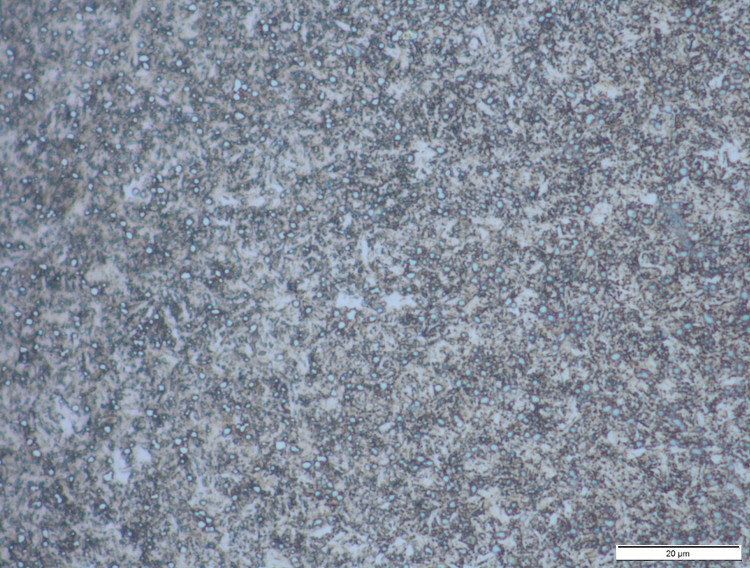
AEB-L has very small carbides
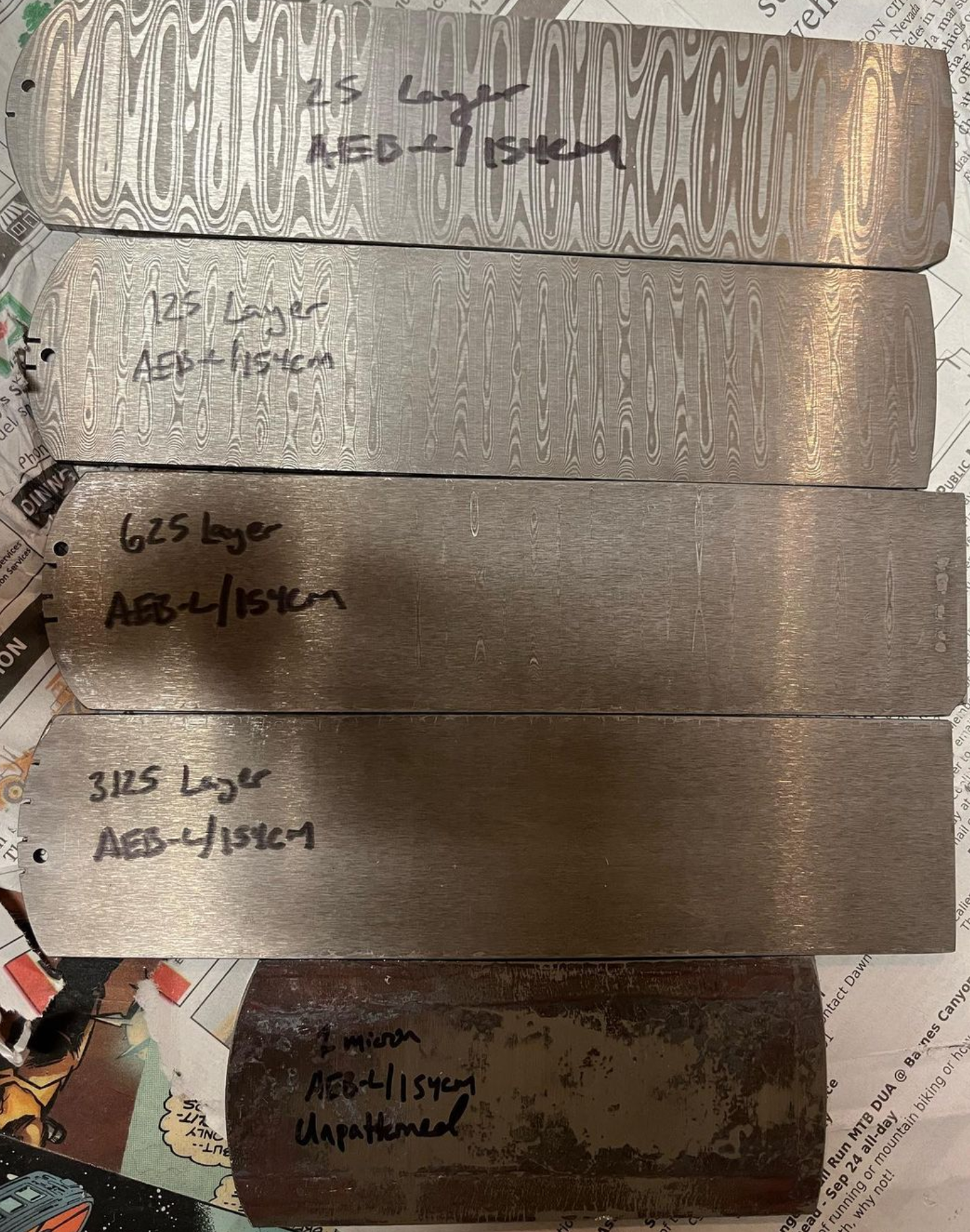
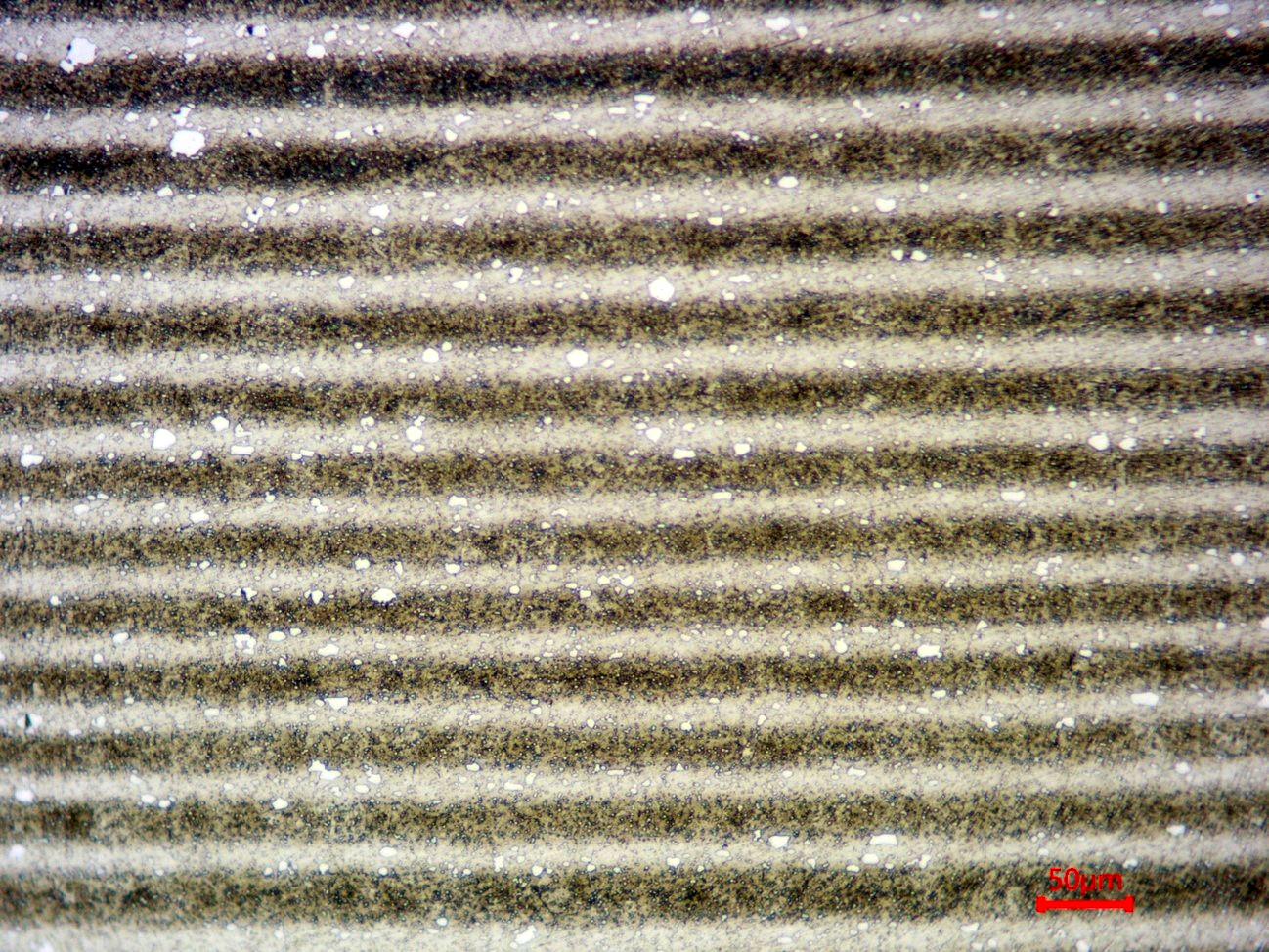
So the question we had was whether it is possible to reduce the size of these 154CM carbides. For example, if you forge down to a very high layer count, the layers can be much thinner than the carbides themselves. Would the carbides be forced down to a size smaller than the layer thickness? And if no, perhaps simply the high forging reduction ratio would lead to a significant reduction in carbide size anyway. So we did layer counts of 25, 125, 625, and 3125, all ladder patterned. The 3125 layer Damascus was further rolled down without patterning to achieve a final approximate layer thickness of 1 micron. The 25 layer Damascus is very coarse, the 125 layer Damascus looks pretty good, the 625 is too fine; it is difficult to see the pattern. The 3125 layer Damascus there is no visible pattern.
Another thing to keep in mind is that as the layer count goes up, and the layers become thinner, there is less distance required for diffusion between the two steels. Therefore, the steel becomes more homogenous as the layer count increases. Eventually, if the layer count is high enough and there has been sufficient temperature and time, rather than layers we simply have a homogenous steel. In the 25 layer steel there are distinct layers of the two steels:
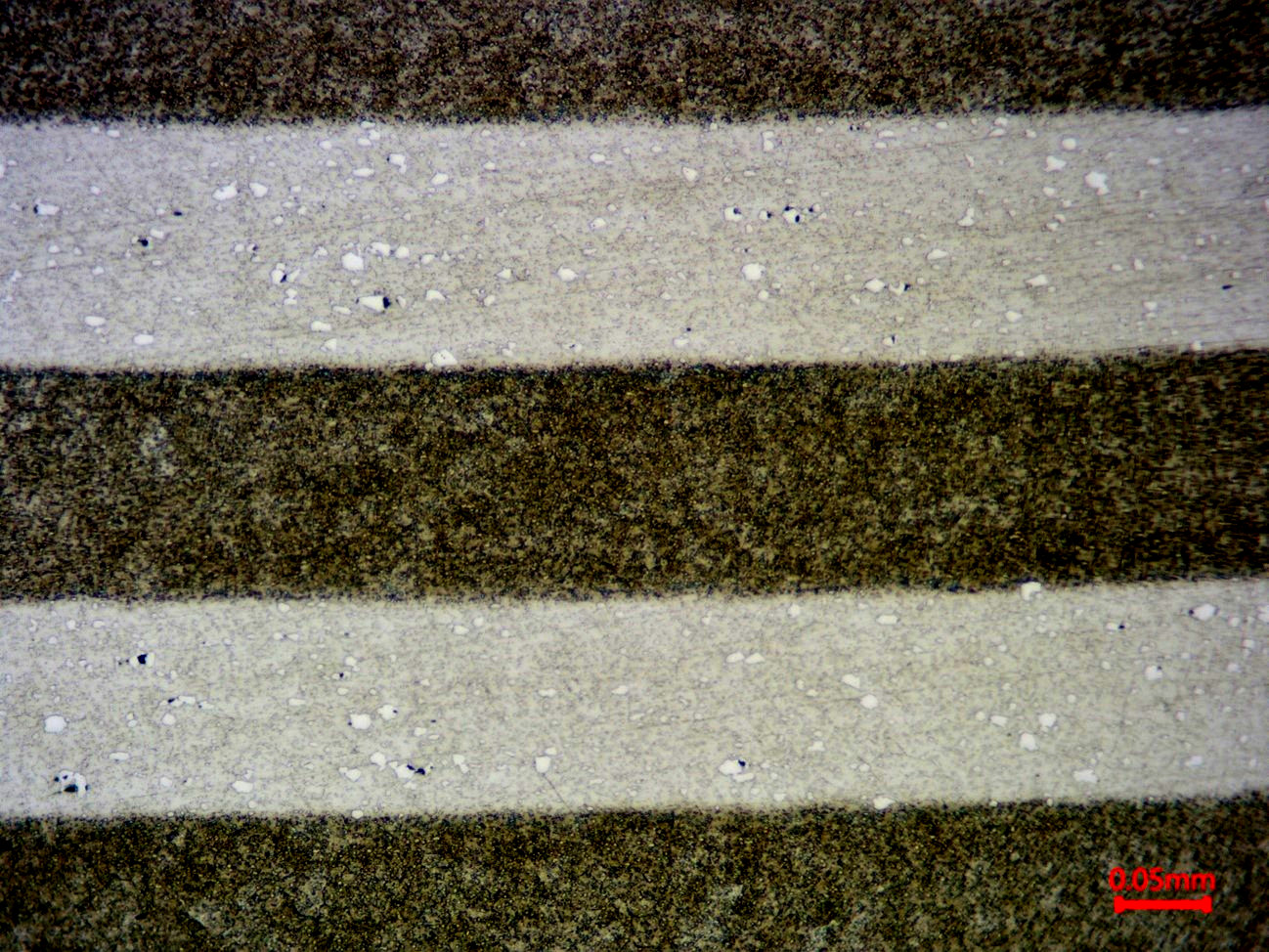
25 layer Damascus of AEB-L and 154CM. The “bright” layers are 154CM with larger carbides.
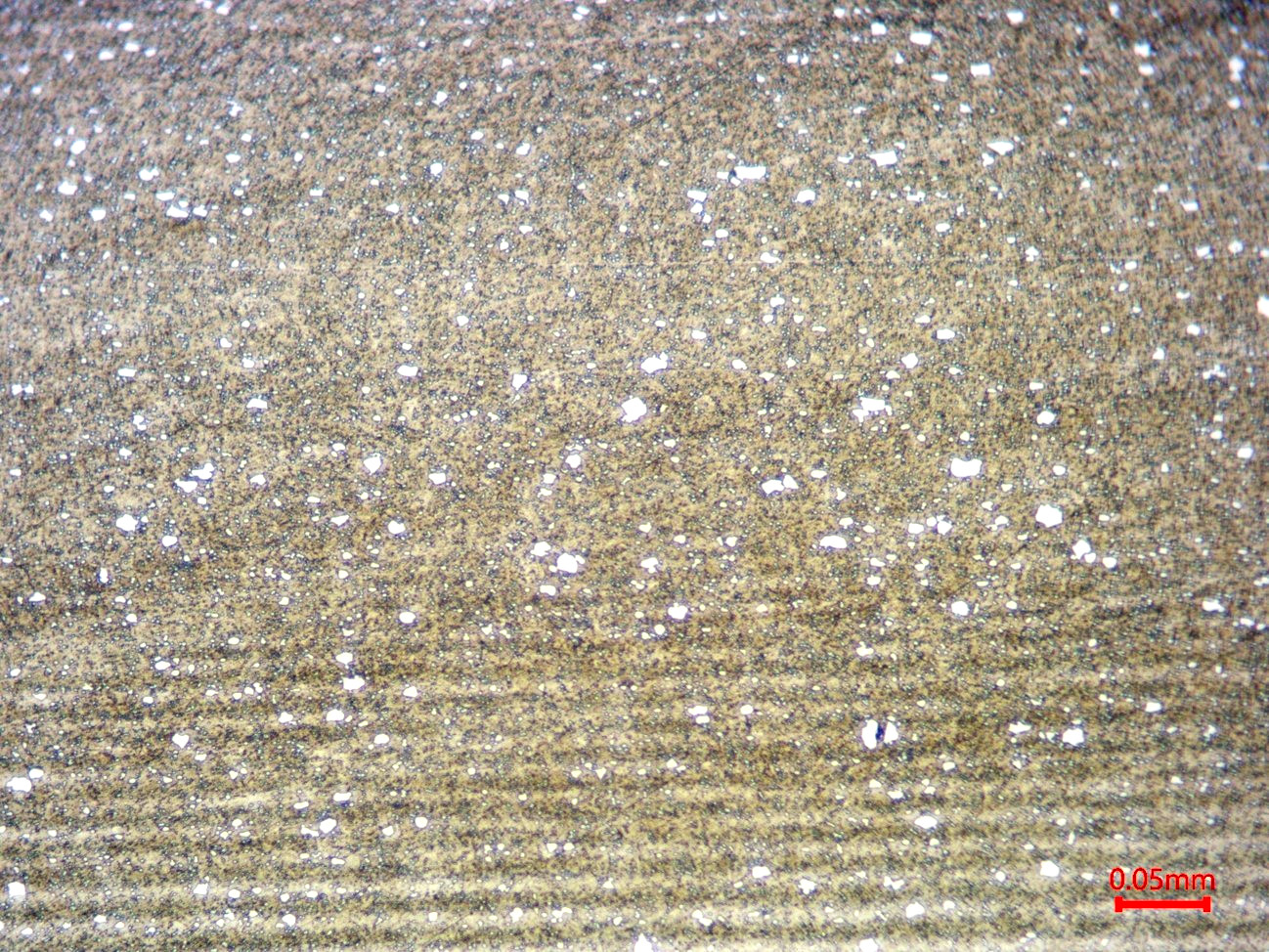
With 125 layers there are still clear layers, though perhaps the transition between the two steels is somewhat less distinct.
125 layer Damascus of AEB-L and 154CM
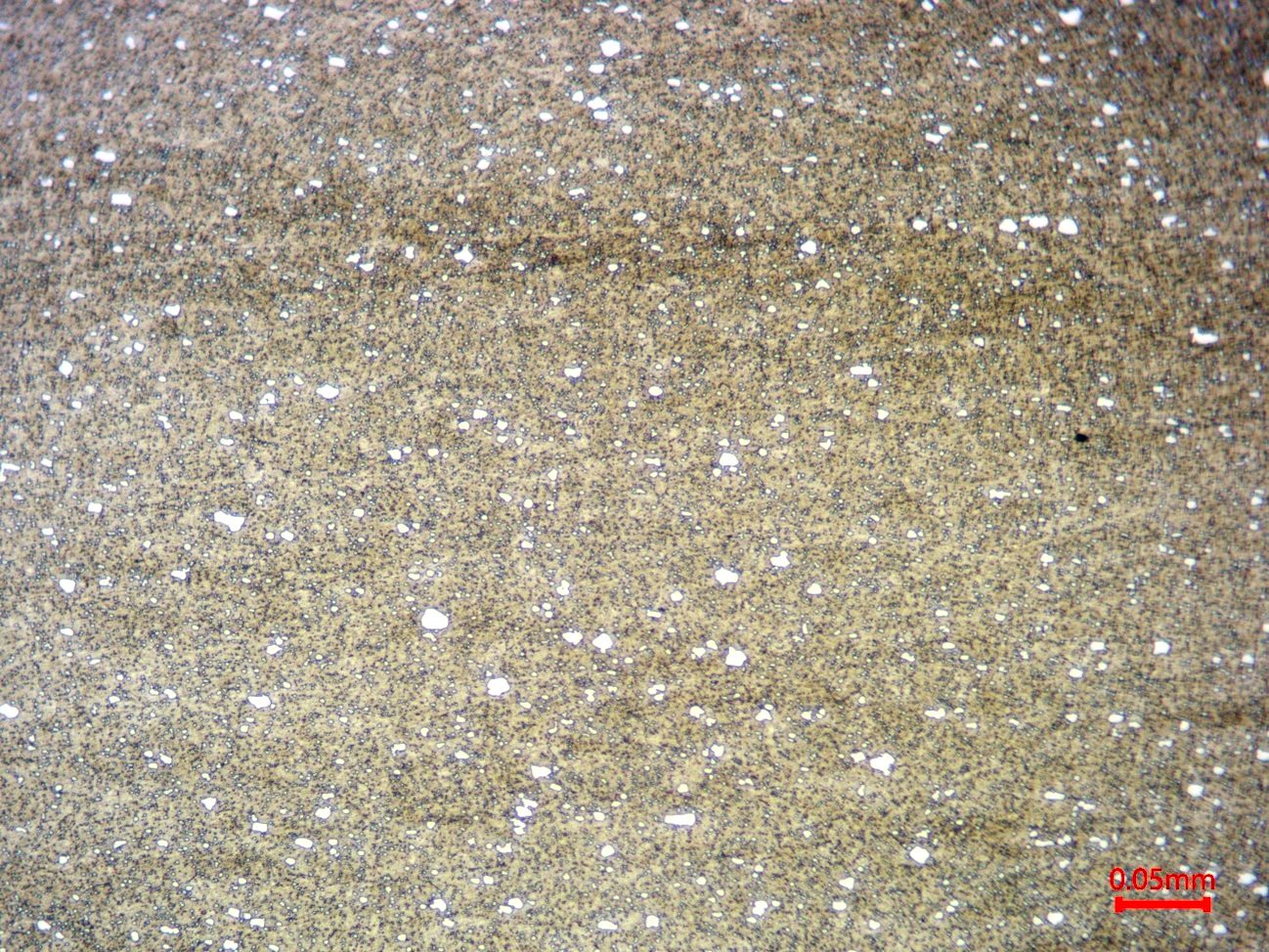
At 625 layers, the layers are sometimes difficult to see, and the transitions are very diffuse. Another thing to note is that many of the larger carbides cross through the layers; they don’t stay in the 154CM layers.
625 layers
At 3125 the layers are no longer visible. It is clear that the carbides were not reduced to below the ~2 micron layer thickness. However, the carbides were reduced to a smaller size than the original.
3125 layers ladder pattern
With the un-patterned 3125 layer count steel with ~1 micron layer thickness it looks similar:
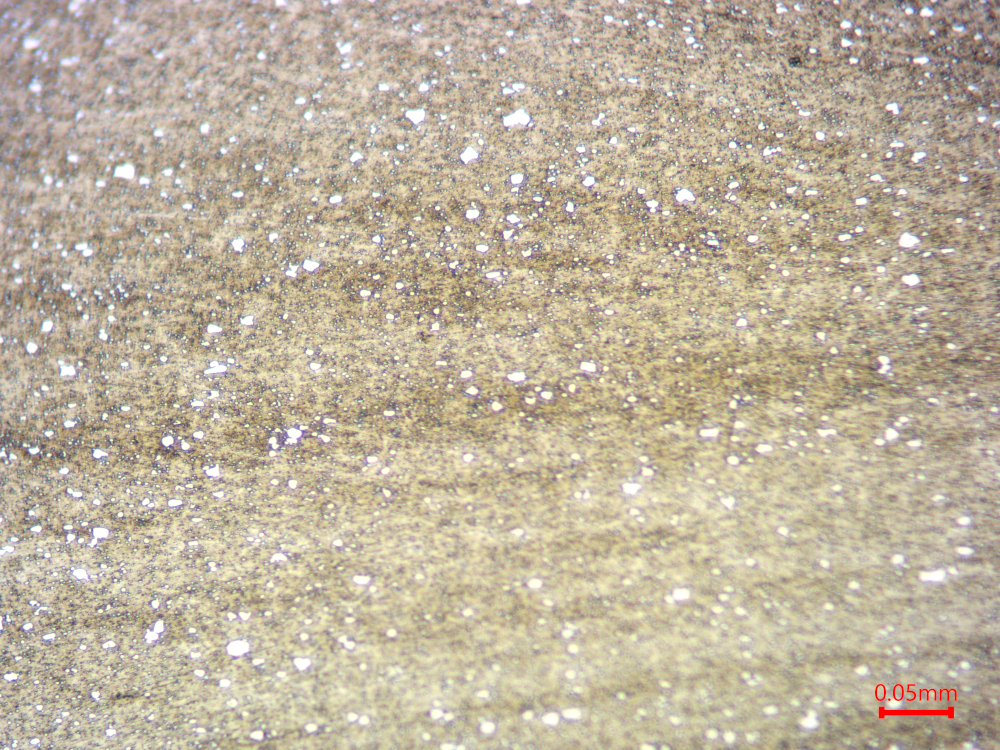
3125 layers no patterning (random)
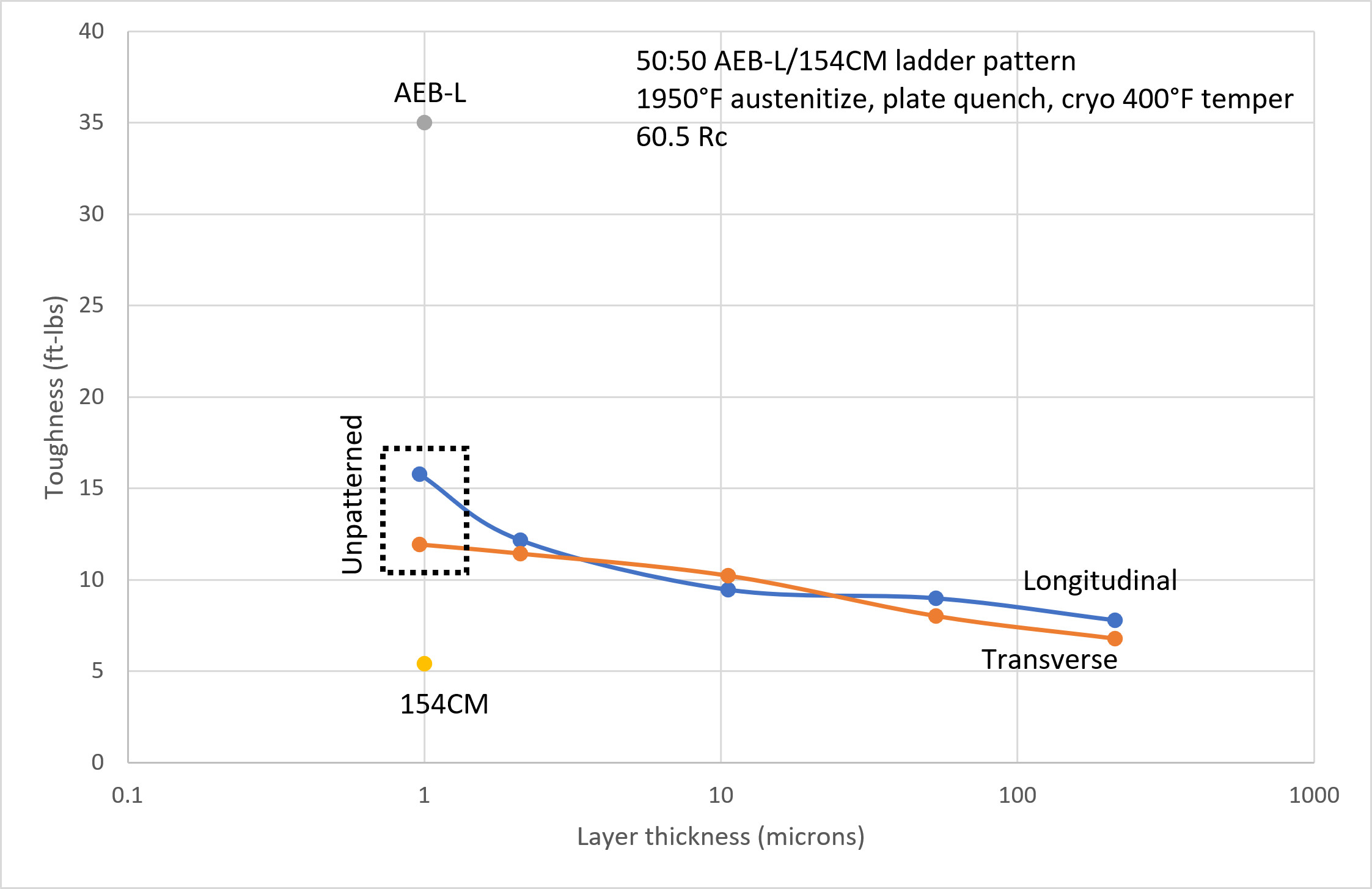
Without a full statistical analysis it is hard to tell how much the carbide size was reduced through the forge welding. There are still some larger carbides present in the Damascus even with the high reduction in forging. However, the ultimate goal is a toughness improvement so of course we tested the toughness of the Damascus material. The higher the layer count the higher the toughness, with a fairly convincing trend. With ladder patterning the transverse and longitudinal toughness were very similar, which is line with the tests described for the low alloy steel Damascus. The un-patterned ~1 micron layer thickness material showed a difference between longitudinal and transverse toughness with the longitudinal toughness being significantly higher. The toughness was closer to 154CM than to AEB-L, but there does seem to have been a benefit to having the higher toughness AEB-L in the mix. The layer thickness is approximate based on the forging reduction, as with the patterning the layer thickness is not consistent, and at high layer counts the layers are no longer visible.
Looking at an etched surface of a broken specimen, there did appear to be crack growth that occurred along with the ladder pattern layers (see below). This seems to confirm the effect of ladder patterning on longitudinal toughness. So despite the fact that these vertical lines do not go throughout the entire cross-section it still leads to a reduction in toughness.
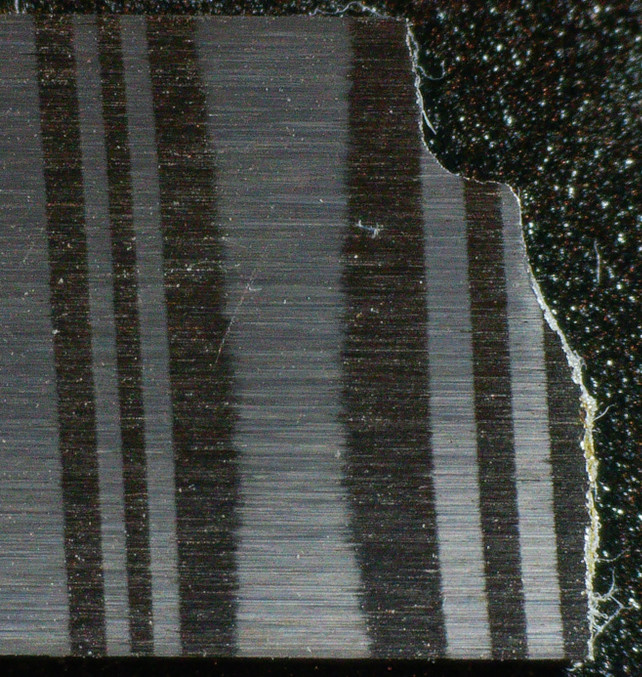
Fractured impact toughness specimen in the 25-layer AEB-L/154CM.
In terms of edge retention there was no clear difference in layer count with CATRA testing. We didn’t have a large enough piece to test the un-patterned Damascus. The edge retention was quite close to 154CM despite the significantly lower edge retention of the AEB-L layers. This may be due to the ladder patterning effect that was discussed in the low alloy Damascus section.
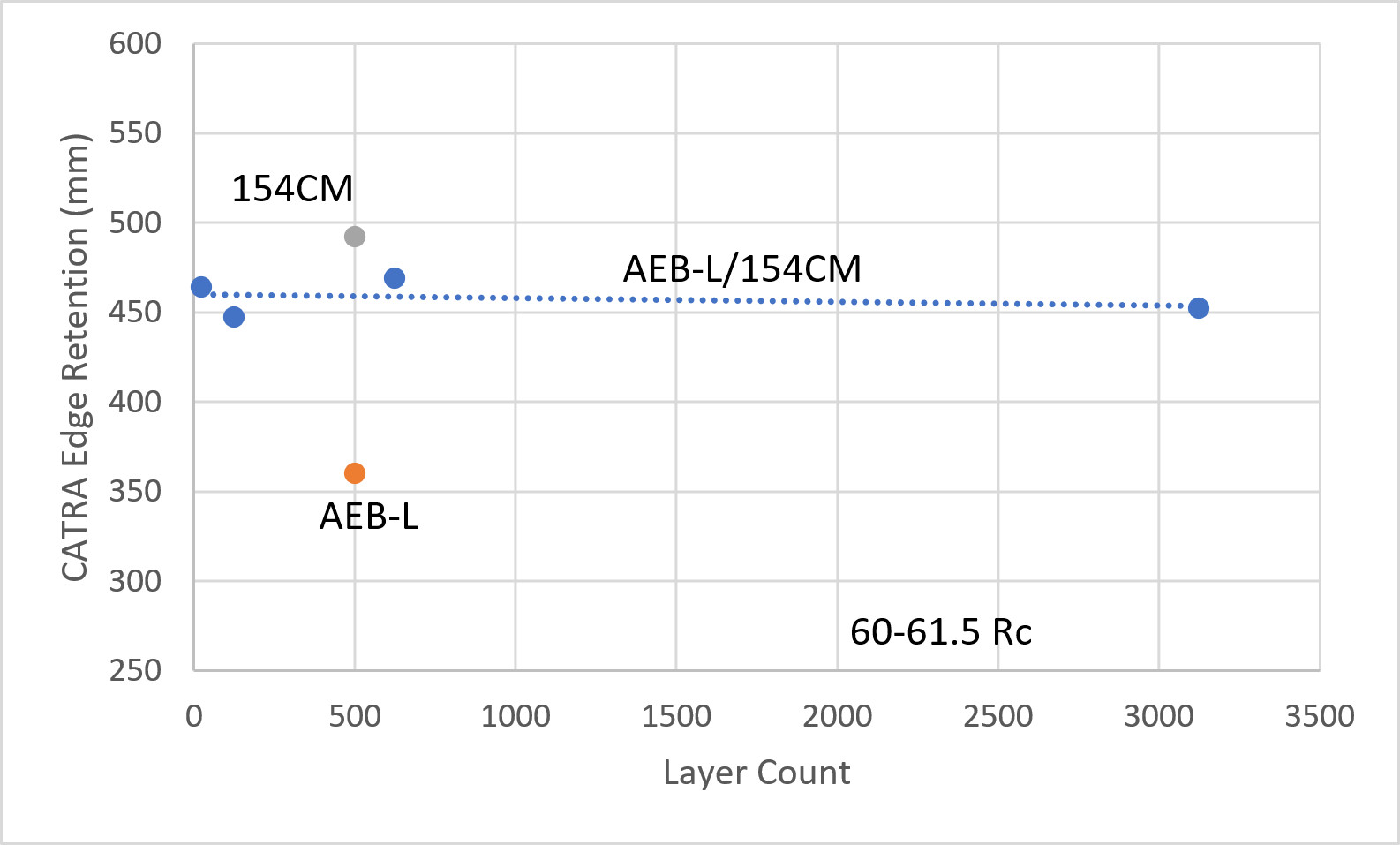
However, this somewhat contradicts a much earlier CATRA study that my father and I did on AEB-L/154CM Damascus. It was the first CATRA study we ever did, done at Spyderco who graciously allowed us to use the machine. We had three knives: AEB-L, 154CM, and 50:50 AEB-L/154CM Damascus in ladder pattern. We brought them to Spyderco unsharpened so that they could put their preferred edge on them. However, it turned out the method at the time was sharpening by hand on belts. Now I use a fixed angle sharpening method with an Edge Pro and check the sharpness with an Edge on Up tester to ensure consistency. The result of the study was that the AEB-L/154CM Damascus tested right in the middle of the two individual steels. Perhaps it was due to inconsistency in sharpening that we got this seemingly intuitive result.
Original study on AEB-L/154CM ladder pattern Damascus that didn’t test as closely to 154CM as the new experiment
Stainless and High Alloy Damascus Combinations Tested
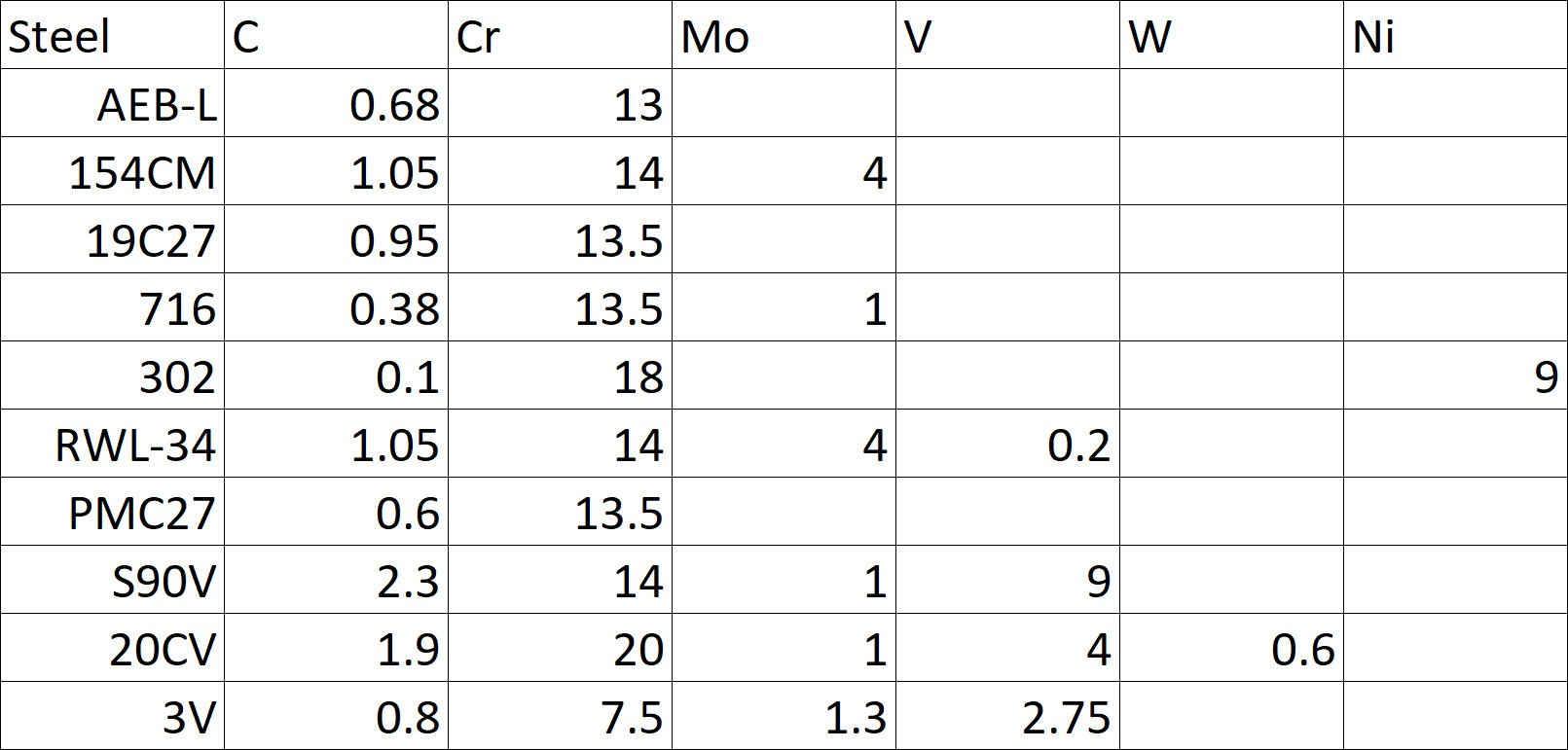
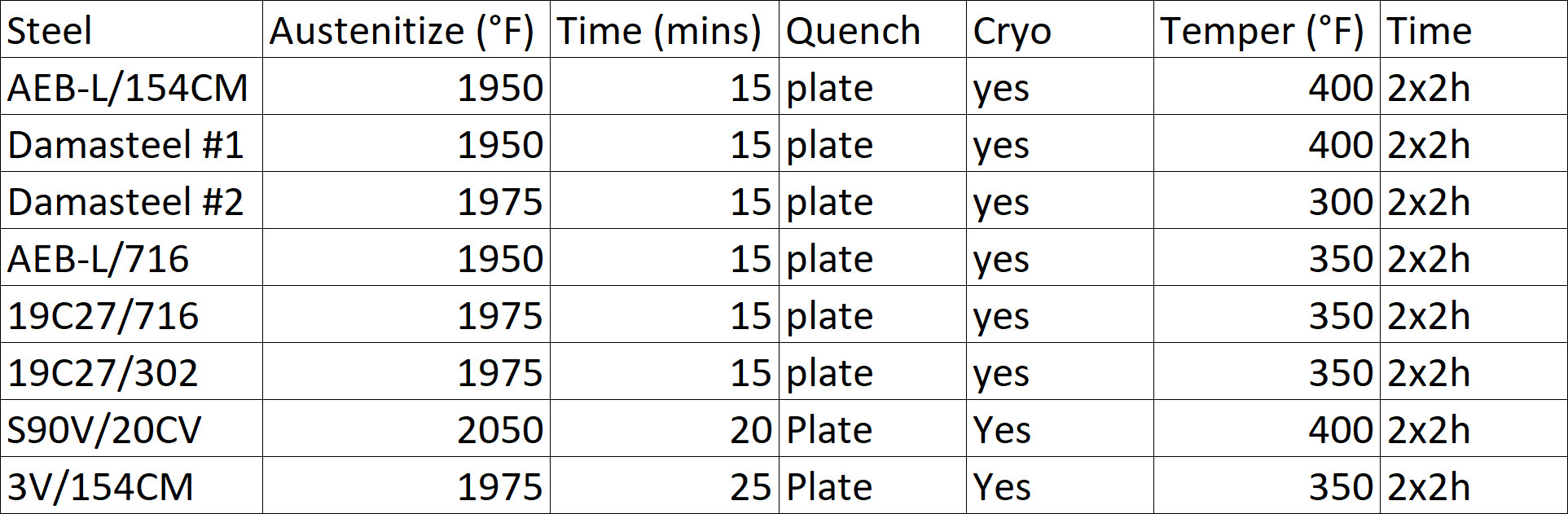
For high alloy steel combinations I purchased S90V/20CV by Cosmo Knives (Seth Burton), an impressively high alloy stainless steel combination, both of them powder metallurgy steels.
I purchased some Damasteel which is made with RWL34 (powder metallurgy ATS-34/154CM) and PMC27 (powder metallurgy 12C27). The Damasteel was in the “Hugin” pattern which looks like ladder but the pattern becomes looser and “straighter” as it approaches the center.
Damasteel Hugin pattern CATRA blade
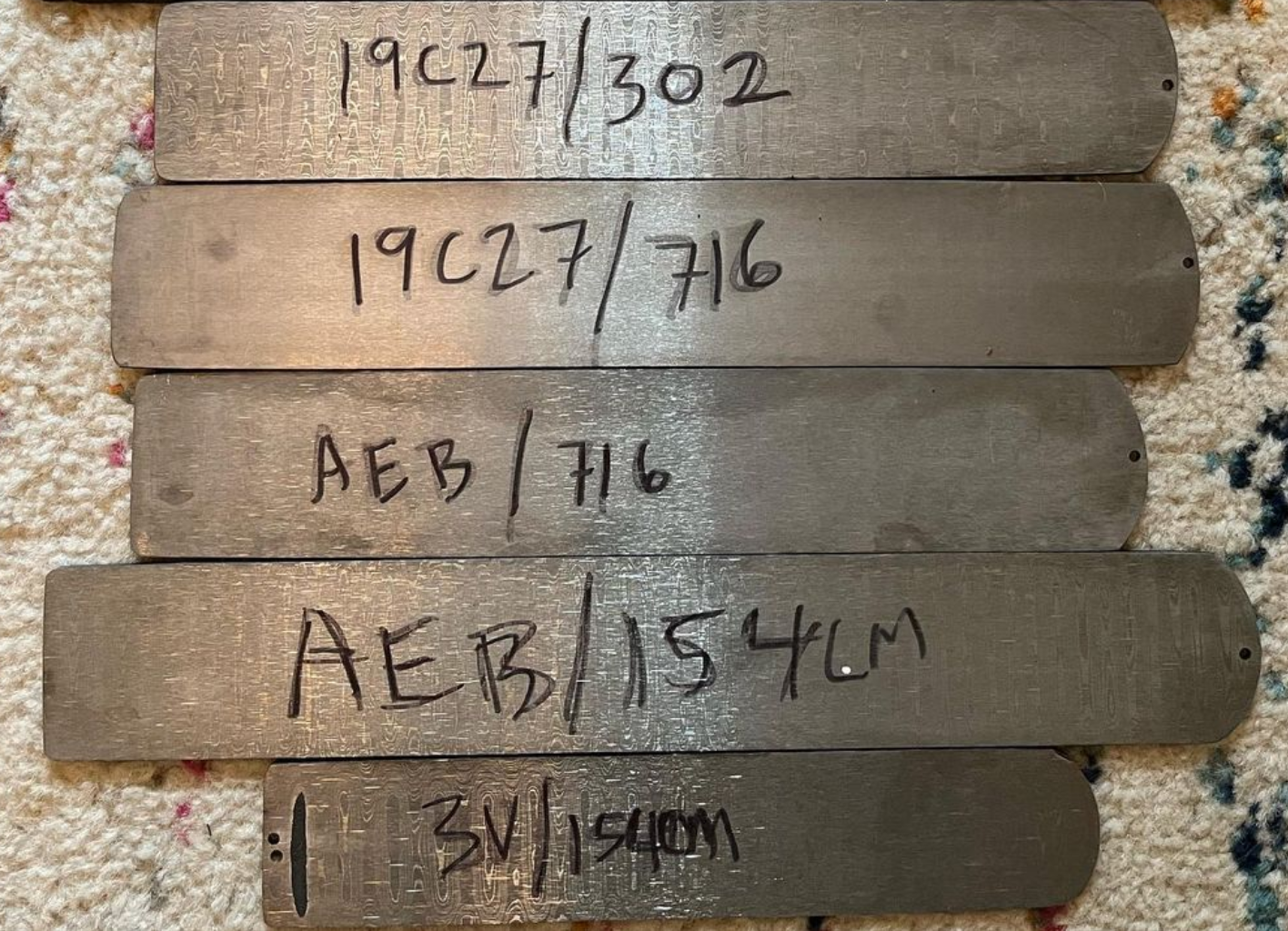
And Devin Thomas made 3V/154CM, 19C27/302, 19C27/716, AEB-L/716, and AEB-L/154CM, all in ladder pattern. 716 is a 420-type steel though on the upper end of carbon for that grade (without being 420HC), and a 1% Mo addition. Alleima (previously Sandvik), has a new Damascus product with 19C27/7C27Mo2 made in collaboration with Balbach Damast. 7C27Mo2 is the same as 716. I was unable to obtain the Alleima product in time for this study but the 19C27/716 is the same combination (my father says he made this combination before Alleima came out with the new product). 302 is a low carbon austenitic stainless steel.
One common theme for many of the high alloy steels is combining with a Mo-alloyed steel such as 154CM (4% Mo) or 716 (1% Mo). However, S90V and 20CV both have 1% Mo but a contrast is obtained anyway. Seth thinks it is due to the vanadium difference. I think there are a lot more high alloy combinations left to explore. With different etchants this could also lead to combinations which were not previously thought possible.
Toughness of Stainless and High Alloy Damascus
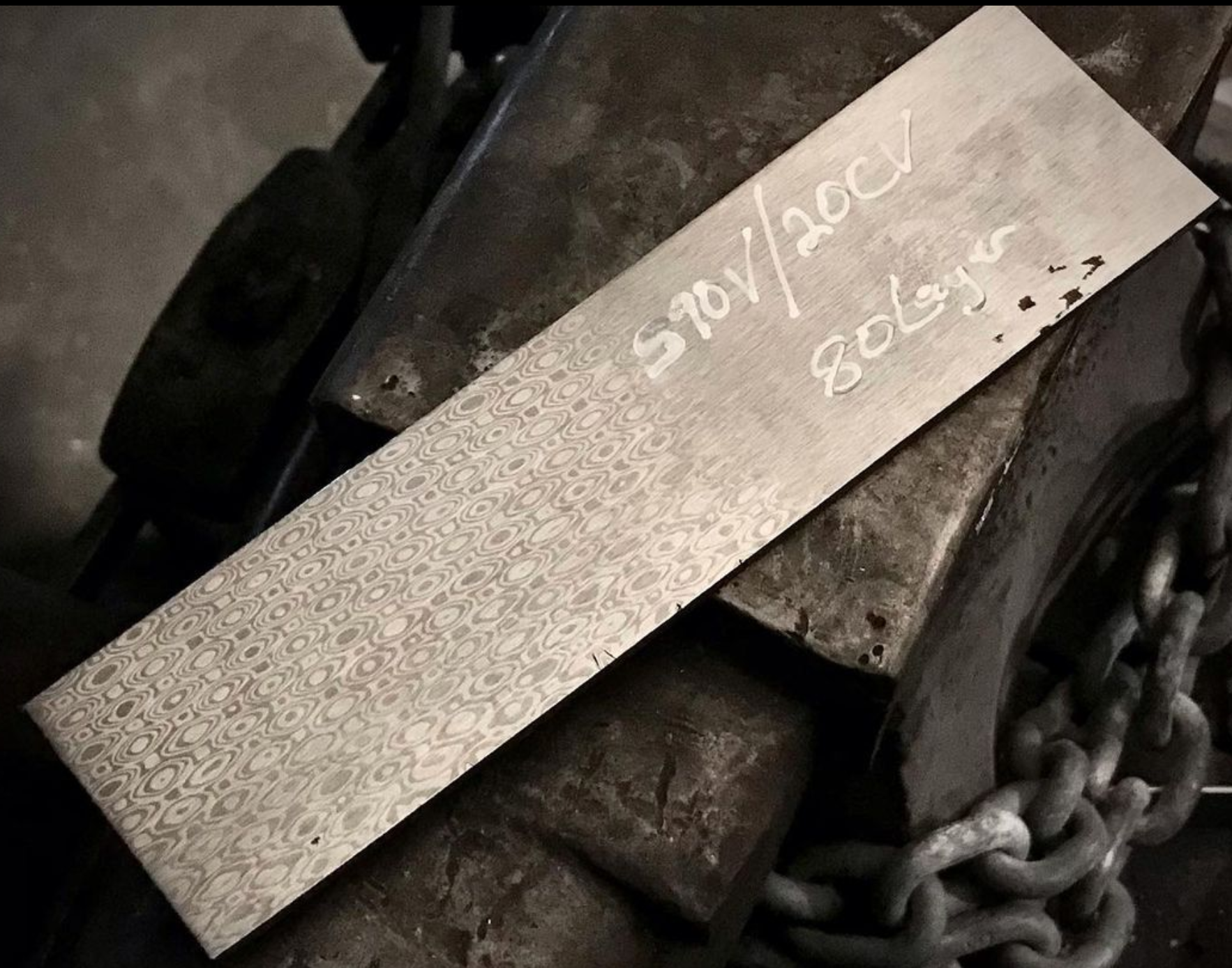
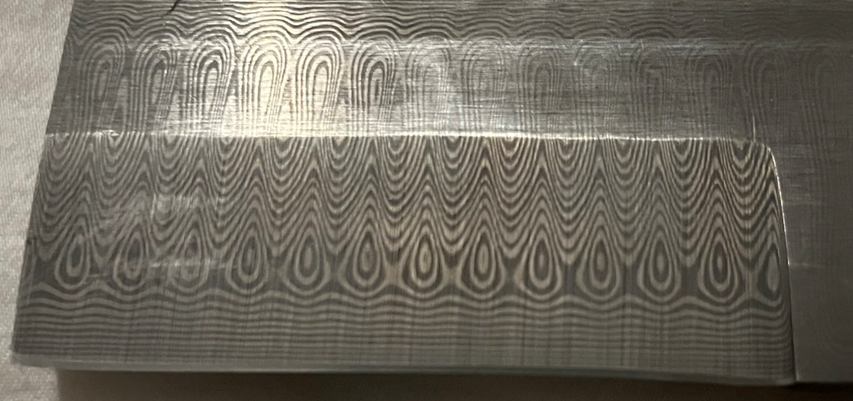
The highest toughness of these combinations was the AEB-L/716, the only combination which included two high toughness steels. It likely could have tested even higher if it had been random straight layers instead of ladder pattern. The relatively low toughness of 19C27 and 154CM meant that 19C27/716 and 3V/154CM were not spectacularly high. CPM-3V is known for having very high toughness, I have tested it to be over 30 ft-lbs, but the relatively low toughness of 154CM meant that it was only moderate. S90V/20CV Damascus did quite well for its level of wear resistance, which is a combination of the powder metallurgy technology and the patterning, which is relatively similar to the previously discussed snake skin pattern.
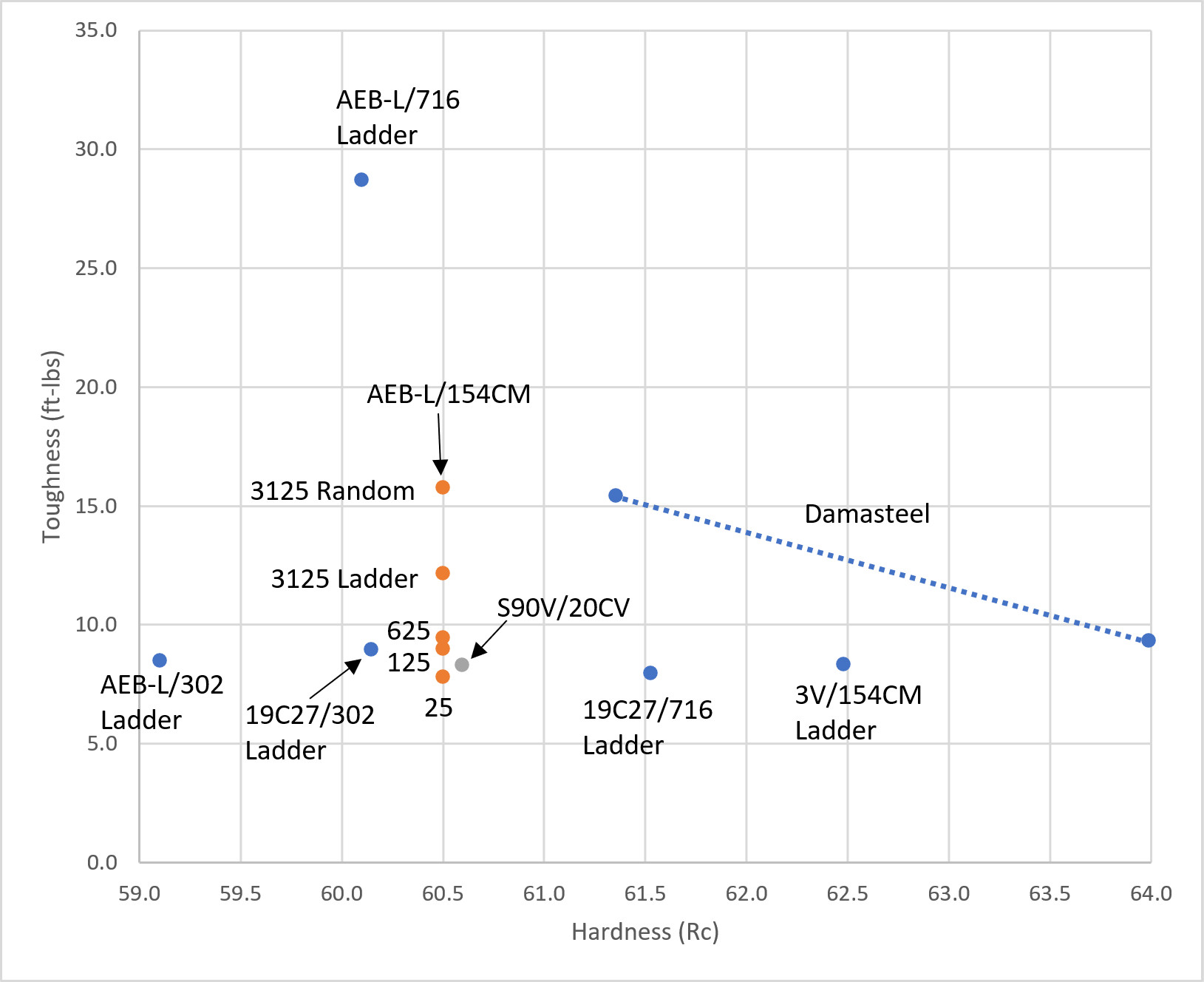
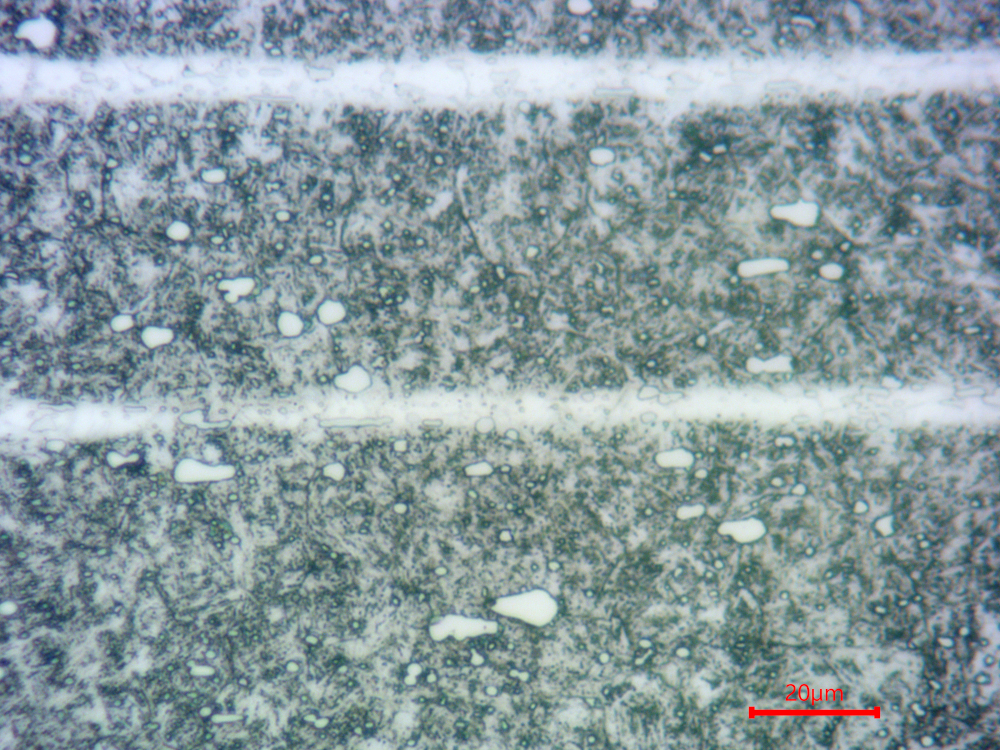
The 19C27/302 Damascus was relatively similar to 19C27/716, which normally I would assume means that the toughness of the 19C27 was the controlling factor. However, the microstructure and the AEB-L/302 Damascus test tells a more complex story. The AEB-L/302 coupon is one I tested a few years ago, the only test on Damascus I had performed before this study. I had assumed the AEB-L/302 would test very high, as AEB-L is a very high toughness steel and 302 is a low carbon, low hardness austenitic stainless steel which should test even higher. However, the AEB-L/302 instead tested similarly to high carbide stainless steels like 440C or 154CM. Looking at the microstructure revealed that large chromium carbides had formed in the 302 layers. This is presumably from carbon diffusion from the higher carbon AEB-L to the very low carbon 302. However, this doesn’t automatically lead to large carbides. When diffusion occurs it first segregates to the boundary between the two steels leading to a locally higher carbon area. This very high carbon region may have led to more rapid carbide growth, or even partial melting. When steel melts and resolidifies carbides can become much larger than when they form in solid steel. Carbon greatly controls the melting temperature of iron and steel, which is why “cast iron” is iron with a very high carbon content for easier and lower temperature casting. Large carbides are visible in the 302 layers of both the AEB-L/302 and the 19C27/302.
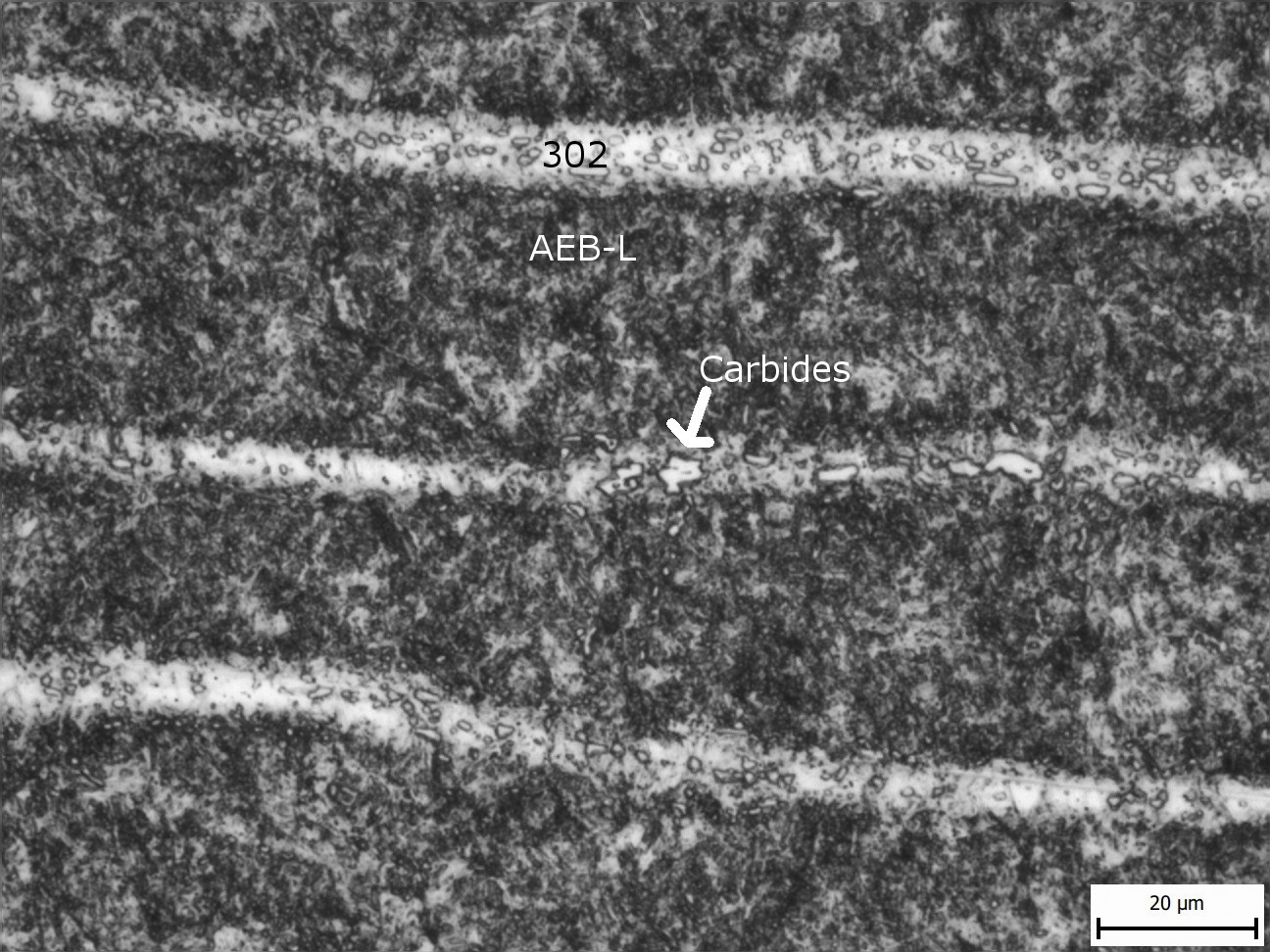
AEB-L/302 Damascus with large carbides in the 302
19C27/302 Damascus
Edge Retention of Stainless and High Alloy Damascus
As expected the S90V/20CV Damascus did much better than everything else, thanks to the high vanadium in the two steels, 4% in the 20CV and 9% in the S90V. It was by far the highest even though it didn’t have the benefit of ladder patterning. Vanadium carbides are among the hardest that form in steel and they have a very strong influence on wear resistance and slicing edge retention. There are several steels along a similar trendline in the center of the chart. The trendlines show the approximate effect of hardness on CATRA edge retention across a range of steel. Surprisingly, the 19C27/302 tested as well, or even slightly better after compensating for hardness, than the AEB-L/154CM, Damasteel, 19C27/716, and 3V/154CM. Perhaps this is in part due to a Damascus cutting effect in softer 302 layers. Though an alternative theory would be that large carbides formed in the 302 helped with wear resistance.
The 19C27/716 also did surprisingly well, similar to Damasteel even though the overall carbide content should be higher in the Damasteel. In other words, the average carbon content of Damasteel (0.83%) is higher than the 19C27/716 (0.67%). Perhaps this is because the Damasteel didn’t have a true ladder pattern as the layers were largely straight at the edge of the knife.
AEB-L/716 did the worst as expected due to the lower carbon content, carbide volume, and the wear resistance of the individual steels. However, it was similar to plain AEB-L, likely benefitting from the ladder patterning. Also it should be noted that it did better than most of the low alloy Damascus combinations. The harder chromium carbides in stainless steels means that they typically have higher wear resistance than low alloy steels with softer iron carbides.
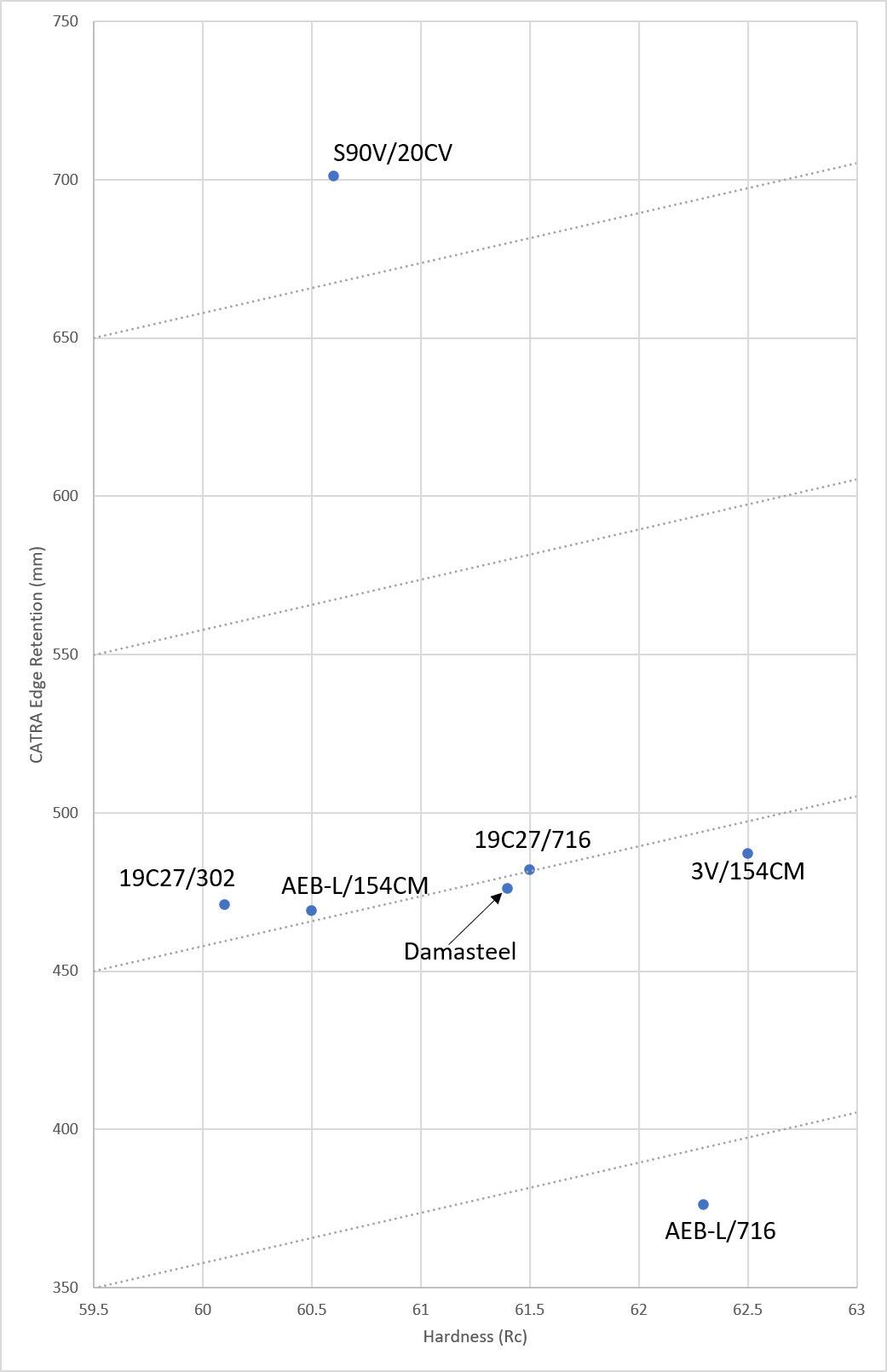
Stainless Damascus CATRA Results
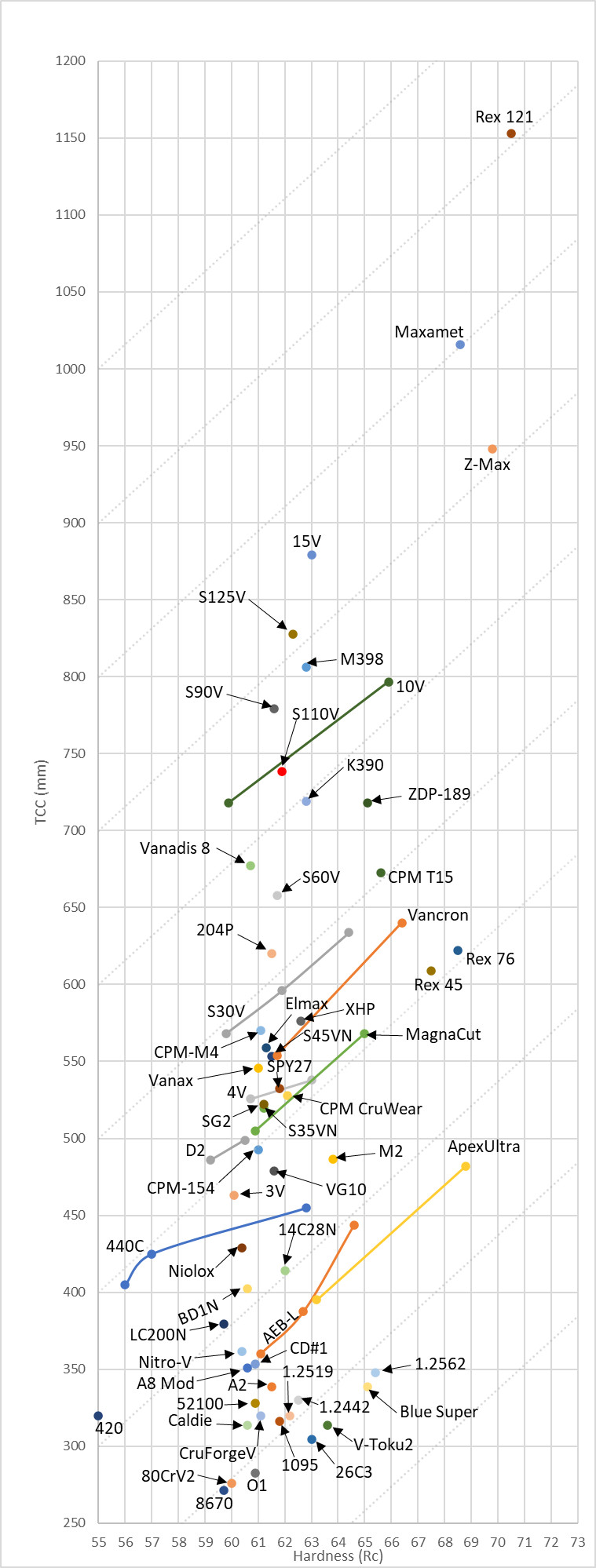
Comparison “plain” steel CATRA results
Microstructure of Stainless and High Alloy Damascus
The 3V/154CM Damascus shows fine carbide layers (3V) and coarse carbide layers (154CM)
AEB-L/716 Damascus shows fine carbides in both steels
19C27/716 shows coarser carbides in the 19C27 layers
S90V/20CV Damascus. With the etchant used it is somewhat difficult to distinguish between the S90V and 20CV layers. Lots of relatively fine carbides from the powder metallurgy process
Damasteel with RWL34 layers (top) and PMC27 layers (bottom). The carbides in the RWL34 are finer than in the 154CM Damascus.
Damasteel shows more diffuse transitions between layers because it is made with powder rather than solid powder metallurgy steel. They layer up the powder to make the forge welded material. Also, there weren’t always clearly visible layers throughout the cross-section, or mostly one steel or the other visible, as shown below.
Lower magnification view of the Damasteel
I will have another article on Damasteel on its own as I did a few extra experiments such as austenitizing and tempering curves to optimize heat treating. Update: The Damasteel Article
Summary and Conclusions
We confirmed the “Damascus Cutting Effect” with the 1095/Nickel Damascus where the soft nickel wore more rapidly than the hard 1095, leading to a serration effect and higher slicing edge retention. Ladder patterning, with layers that crisscross the edge, led to better slicing edge retention than straight layers. Toughness was largely controlled by the less tough of the two steels, and there was little or no improvement by including a high toughness steel in the mix. Ladder patterning led to reduced longitudinal toughness, which seems to have been because of the resulting layers that exist along the crack direction. This tradeoff is very interesting where the ladder patterning led to higher edge retention but lower toughness. There is no free lunch even when it comes to the performance effects of Damascus patterning. Using the low carbon 302 stainless in combination with high carbon AEB-L or 19C27 led to large carbides in the 302 and reduced toughness. Delamination or welding flaws in the 1084/15N20 did not appear to affect toughness, which is also somewhat surprising. High layer Damascus with a large carbide material, in this case 154CM, did result in smaller carbides and improved toughness, but did not lead to carbides that are smaller than the layer thickness. There was no measured difference in edge retention with layer count, however. Predictably, using higher wear resistance steels in the Damascus, such as ApexUltra with low alloy Damascus, or S90V and 20CV in stainless Damascus, leads to greater slicing edge retention in the CATRA test.
[1] https://www.open.edu/openlearn/science-maths-technology/engineering-technology/manupedia/diffusion-bonding-spf/db-or-form-bonding
[2] Verhoeven, John D., and Howard F. Clark. “Carbon diffusion between the layers in modern pattern welded Damascus blades.” Materials characterization 41, no. 5 (1998): 183 191.
[3] Maciejewski, Joseph. “The effects of sulfide inclusions on mechanical properties and failures of steel components.” Journal of Failure Analysis and Prevention 15 (2015): 169-178.
[4] Mesquita, Rafael Agnelli, and Celso Antonio Barbosa. “High-speed steels produced by conventional casting, spray forming and powder metallurgy.” In Materials science forum, vol. 498, pp. 244-250. Trans Tech Publications Ltd, 2005.
Excellent work!
I am very impressed by the depth and length of your Damascus study.
Larrin, a brief comment on the CruForgeV/15N20 mix. I read or was told a number of years back that Adam Desrosiera, one of the biggest users of CGV (he bought an entire 5000 lb billet ) was not happy with the toughness that he got from that combination. So he switched from 15N20’to L6, and was apparently pleased with that.
Brilliant work as always Larrin! This is a true milestone.
Fascinating! Thank you for this work.
Larrin, would it be fair to assume that Damascus made from AEB-L/716 would be an ideal combination for Damascus Straight razor steel?
Very interesting. You should also test how beneficial it is to san mai low toughness steel between high toughness steel. Does it actually give you the best of both worlds or is more of a compromise in toughness between the two steels? Or has this already been done?
Nice video, great work!
Now i wonder, if its possible to make a cpm 3v/wootz damascus? 😀
And how wuld it perform compared to both starting steels?
The structure of Wootz is generated through careful cycling and it wouldn’t be compatible with the heat treatment required for 3V.
Oh, i see, damn. 😀
Thanks for the answer!
Great study! I have always thought that Damascus is just an art that has little effect on the performance of the steel. I’ve also studied welding, and I know that the forge welding only fuses the surfaces of each layer, so the properties of each metal would only be present where each metal is sitting. The molecules of each metal must come together after melting to literally fuse.
To what extent did traditional Damascus steels get “the effect” from slag inclusion? Weren’t they single alloy?
Could one get the effect in a single alloy without that look at me pattern?
Beautiful Study. I appreciate the time it took you. I was wondering about what difference San Mia would make. What are your thoughts?
Great study! I have a question about the 1095 and nickel Damascus result you achieved
What do you think would be a good ratio of 1095 to nickel? For example, if the starting dimensions of the billets were 1095 at 1/8” and the nickel at 1/32”, would that be ideal, or would a 1:3 or 1:5 etc. ratio work better? I’d love to hear your thoughts on this, as well as your opinion on the final thickness of the nickel. If I start with 1/32” nickel and fold it four times, it would end up being around 1/128” thick, while the 1095 should be around 1/32”. I realize you probably haven’t tested this but based on your experience, what do you think would perform best? I’m new to knife making and Damascus, so your insights would be really helpful.
One more question—how do you think twist Damascus would compare to a ladder pattern? I’m trying to come up with a method that would create evenly spaced layers on the cutting edge. Thanks in advance!