Thanks to the new Knife Steel Nerds Patreon supporters! The newly performed research in this article is all paid for through Patreon funds, such as the purchase of expensive Damasteel. Patreon money is only used for knife steel research. Sara Rempelos, Theo N, Christopher Kuehl, Dirk Hoogenbosch, Nick, nats spawnee, Krisztián Szegi, Todd Ellner, Seth V, Jonathan Graham, Ben Secrist, Drew Certain, Scott Armstuts, Ronald Justin Agee, Jim Darnall, Chris G, Farrell K., Bill Behnke, Paige, Luis Hernandez, clockworkfish, Barry Gordon, KarRawr, Ming Lin, Theodore Loach, Matt Bobchin, Flo, J.T. Pouland, Mark Watt, 愷麒 王, and Nickolay Matershev.
Video
Here is the video version of the following information:
Damasteel History
Damasteel was developed and patented by Pelle Billgren and Kay Embretsen [1]. At the time, Billgren worked for the steel company Erasteel in Sweden and he was looking for new uses of their powder metallurgy steel. He connected with bladesmith and Damascus steel maker Embretsen and they worked together to make what eventually was branded as Damasteel. The original material they patented was a combination of Elmax steel and 304L, but by the time it was advertised in the USA in 1996 it had their final combination of RWL34 and PMC27. Damasteel was unique in that it was two different powders which were layered up with no “solid” sheet component. RWL34 is the same composition as ATS34/154CM, and it the name is a tribute to Robert Waldorf “Bob” Loveless who famously introduced those steels to the knife industry. PMC27 is a powder metallurgy version of Sandvik’s 12C27. You can read more about the history of Damasteel, Kay Embretsen, Damascus steels, and knife steel in general in my new book The Story of Knife Steel: Innovators Behind Modern Damascus and Super Steels. Around 2016, the RWL34/PMC27 combination was renamed DS93X. They also have low carbon austenitic stainless products for non-knife applications, and “san-mai” products with a core steel called Damacore. I previously wrote about Damacore in this article. The rest of this article focuses on the DS93X product with RWL34 and PMC27.
Composition and Microstructure
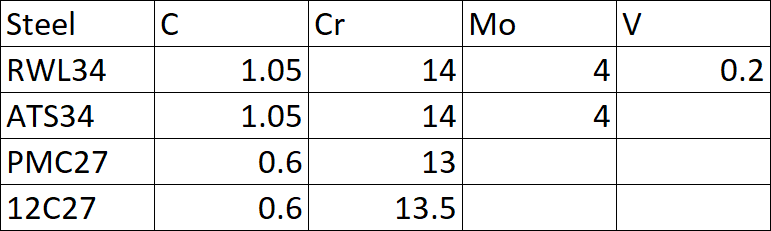
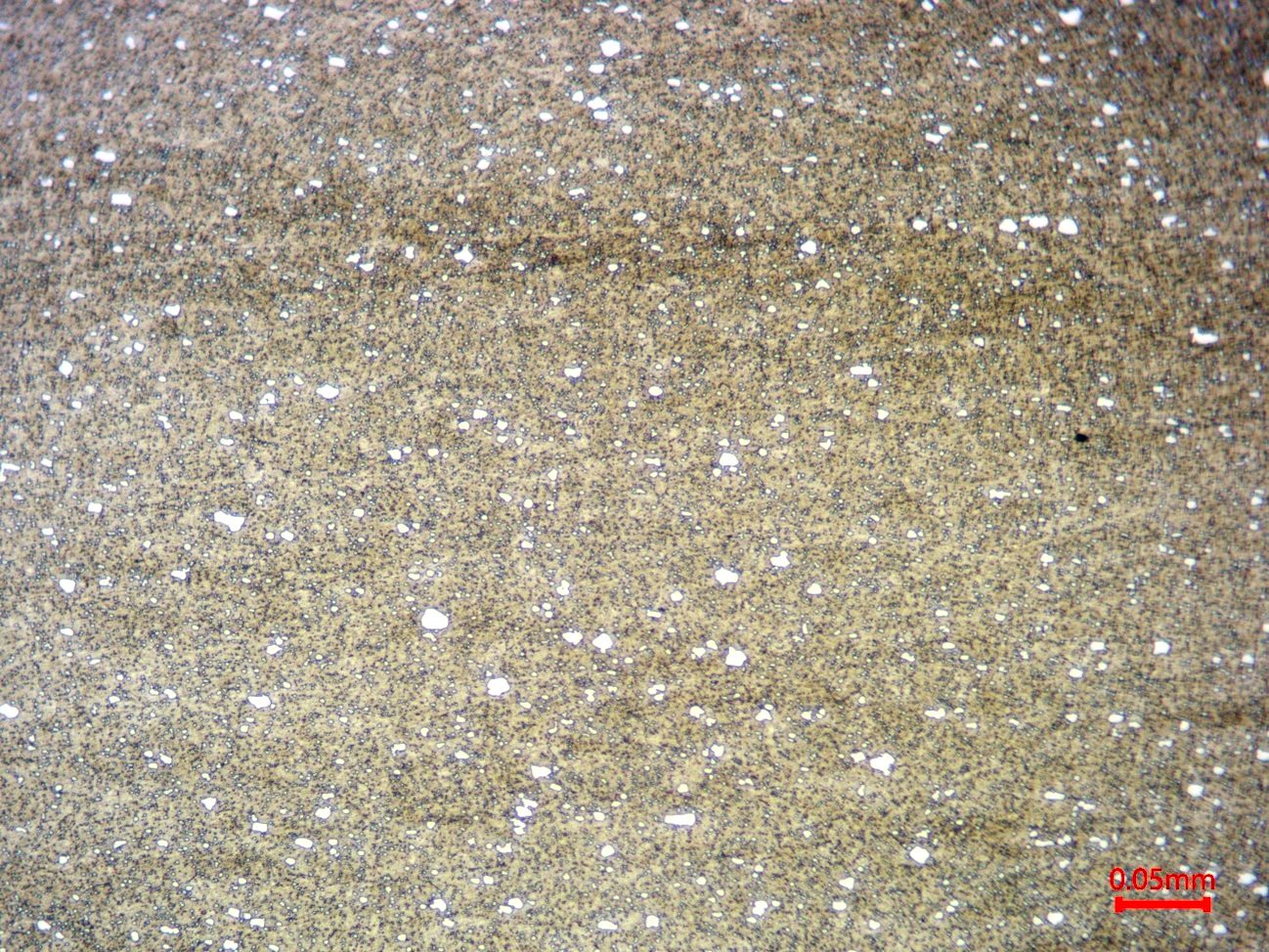
As shown on the chart, the two steels, RWL34 and PMC27, are very similar to their inspirations, ATS34 and 12C27. I get mixed information on whether 154CM or CPM-154 have a small vanadium addition, it has a very limited effect on properties, as there is so much chromium carbide in RWL34 that those act to keep the grain size small. The high chromium content also prevents significant content of vanadium carbides from forming; instead, the vanadium is found in the chromium carbides. There also are no molybdenum carbides to be found (Mo2C or Mo6C). Instead the molybdenum is found in the chromium carbides (M7C3 or M23C6, where M can be chromium, molybdenum, etc.).
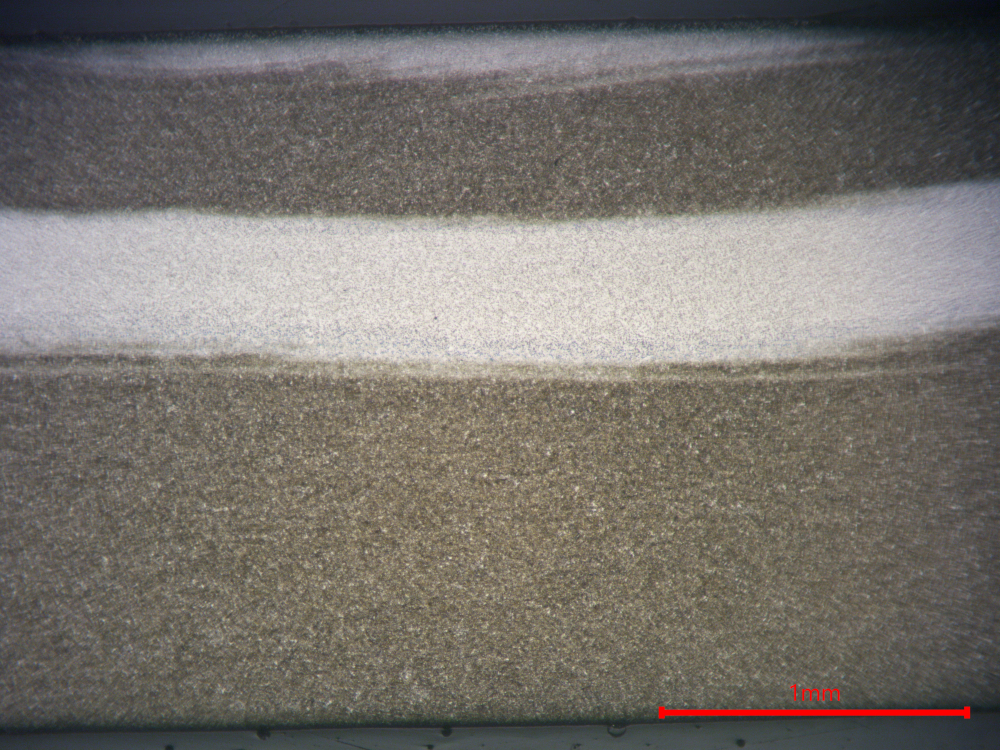
RWL34 is the “bright” layer and PMC27 is the “dark” layer in the micrograph above. Because Damasteel is constructured with layering of powder, there can be somewhat diffuse transitions between the two steels, which on a small scale are not as sharp as in pattern-welded Damascus made with solid sheet steels. This does not appear to have any deleterious effect on the “macro” pattern observed in the final material.
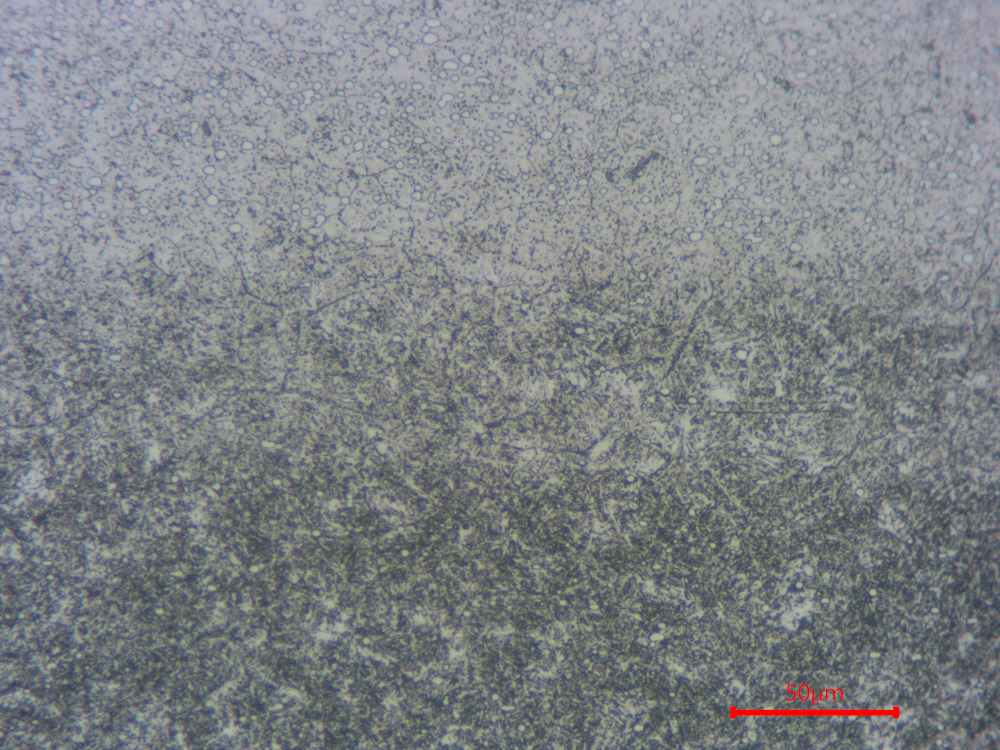
12C27 has a very find microstructure without powder metallurgy due to careful composition design and processing. You can read more about how those steels were designed in this article on AEB-L. With powder metallurgy, the PMC27 remains very fine with very small carbides (the bottom material in the micrograph above). RWL34 has much more carbide than PMC27 (roughly 16 vs 4%) with its higher carbon and alloy content but the carbides remain relatively fine due to the powder metallurgy process. You can compare with the microstructure of many other knife steels in this article with many micrographs.
Heat Treatment
There are a surprising number of things to talk about with Damasteel heat treatment, and I have gotten quite a few questions about the datasheet. Until recently the (old) datasheet recommended an 8 minute hold time for 3.2 mm (1/8″), with an increase or decrease of one minute per 0.5 mm. However, a new datasheet was released this year (2023) which recommends a 15 minute hold time instead. The 15 minute hold is more in line with my recommendations.
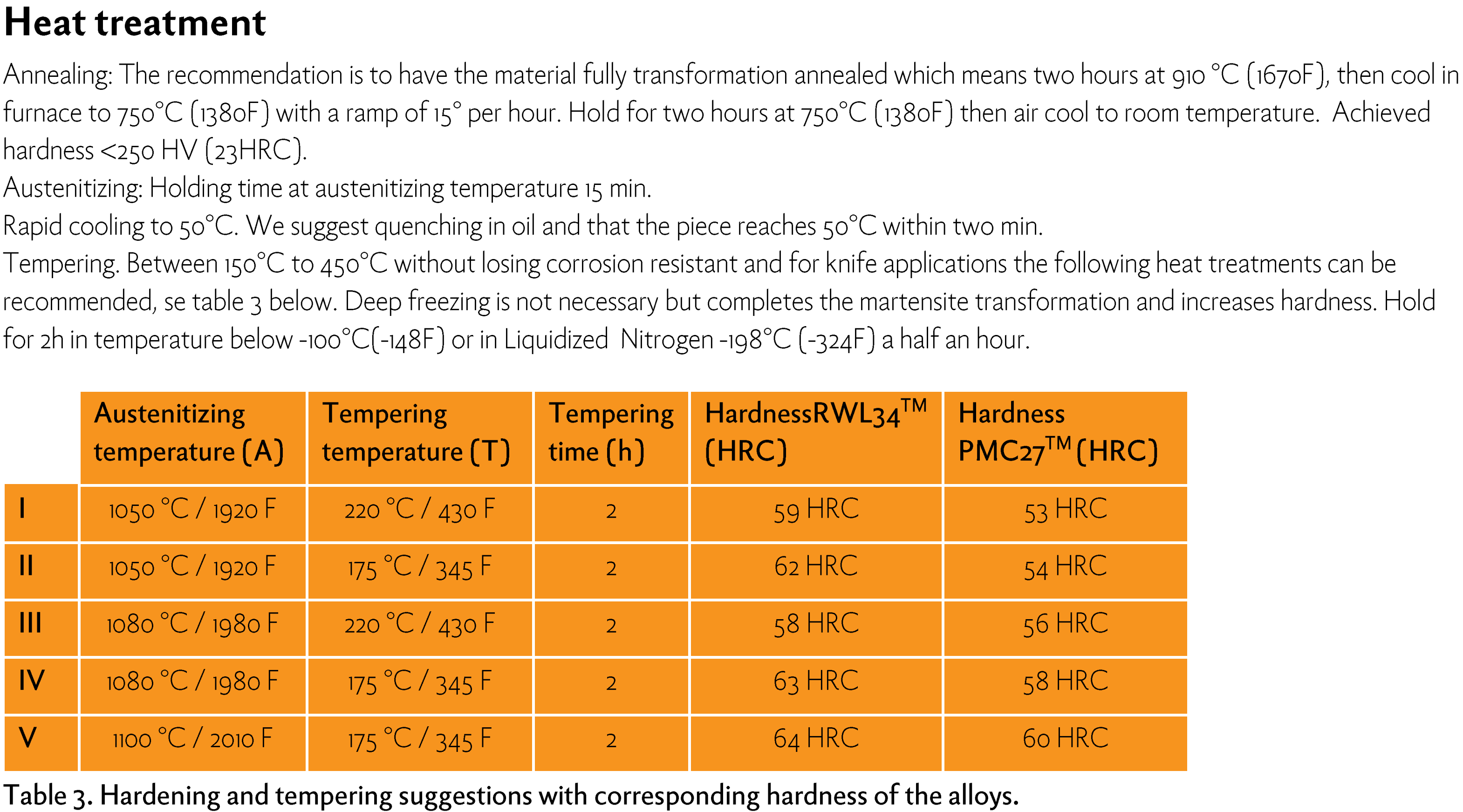
Heat treatment instructions from the current Damasteel datasheet.
Adjusting by the minute based on thickness makes sense when using a conveyer belt furnace, but for conventional furnaces this is riding the line too close where different sizes of knives (even at the same thickness) can affect the time for the steel to heat up to temperature. Some knifemakers have tried to ride this line in hopes of a finer grain size; however, grain size is much more greatly controlled by temperature than by time. Instead it is more important that the steel sees enough time, to ensure that carbides are dissolved, sufficient carbon is in solution for hardness, and sufficient chromium is in solution for corrosion resistance. The danger of an insufficient soak is much worse, leading to poor hardness, toughness, and corrosion resistance. While the chances of an overly long soak time are quite low. The changes to the steel in terms of transformation and carbides dissolving will “level off” after a certain amount of time and then changes are very slow after that. So I recommend that the soak is “long enough” rather than trying to make it as short as possible.
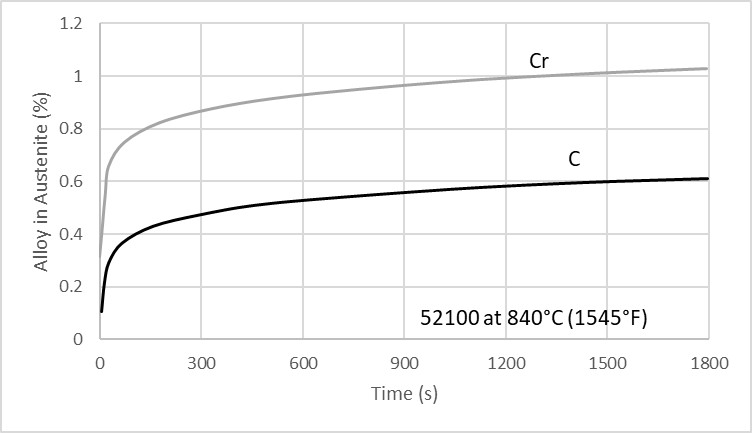
Example of change in carbon and chromium in solution with austenitizing time for 52100. With short soak times the changes are great, while after sufficient soaking the behavior is more flat.
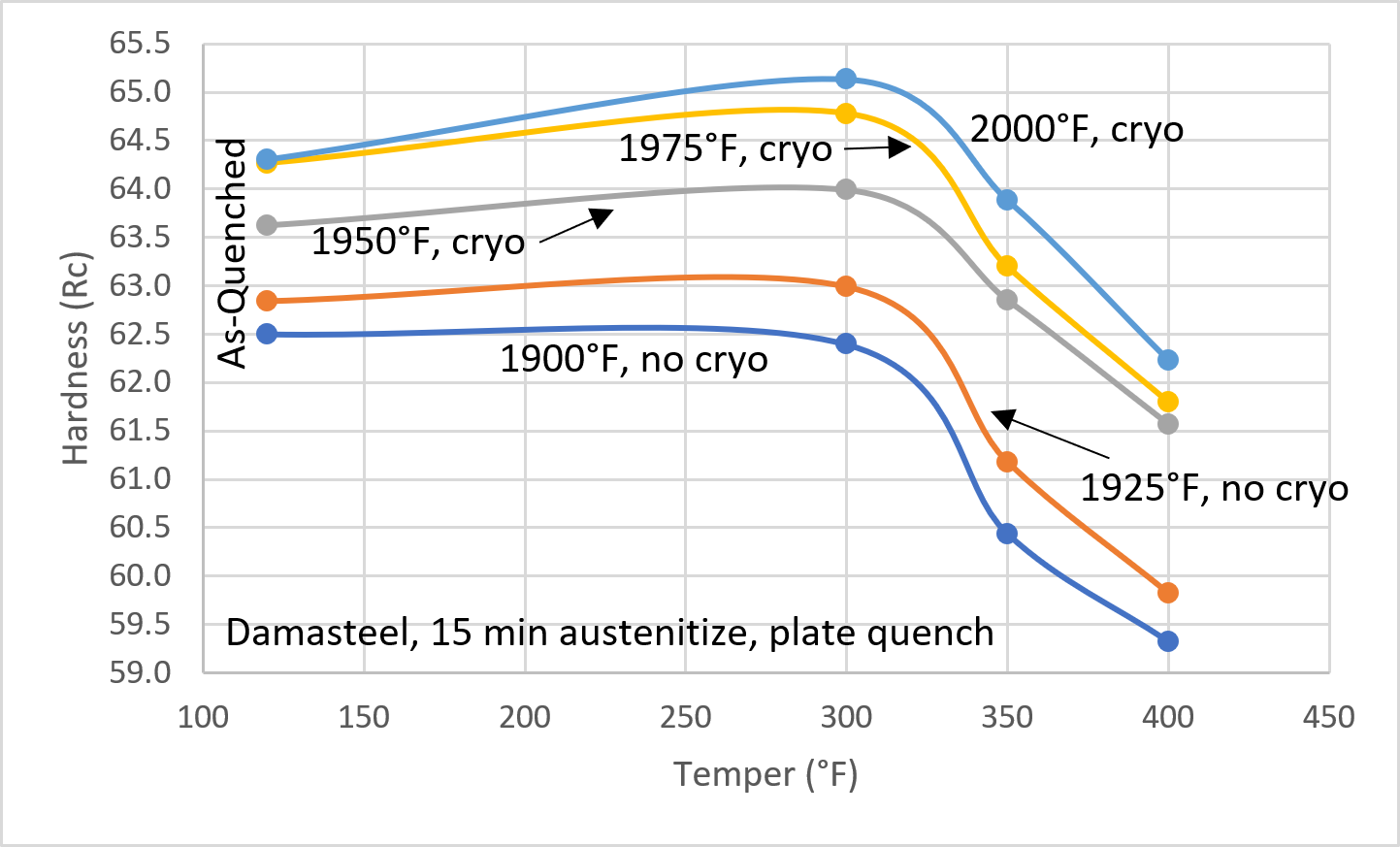
Another change between the old and new datasheet is the cold treatment recommendation. The old datasheet said to use a cold treatment for heat treatments IV and V, while the new datasheet does not include this instruction, and says only that “deep freezing is not necessary but completes the martensite transformation and increases hardness.” I do not recommend skipping a cold treatment when using the 1080°C/1975°F austenitze, for reasons I will explain shortly. I recommend sticking to 1050°C/1925°F if only quenching to room temperature.
Hardness values are listed for RWL34 and PMC27 for each of the five heat treatment conditions but it does not specify whether this assumes a cold treatment or a room temperature quench. Whether the cold treatment is included has a strong effect on these final values. Another interesting aspect is that rather than giving a final hardness for the “DS93X” Damasteel combination of the two steels, instead it gives hardness values separately for RWL34 and PMC27, presumably so that the knifemaker can select a heat treatment that works for both alloys. Also the PMC27 look rather low when compared with the data on 12C27 from Sandvik [2][3] as shown on the chart I created below. The RWL34 values are much more in line with reported heat treatment data from Hitachi ATS-34, Latrobe 14-4CrMo, and my own experiments with CPM-154.
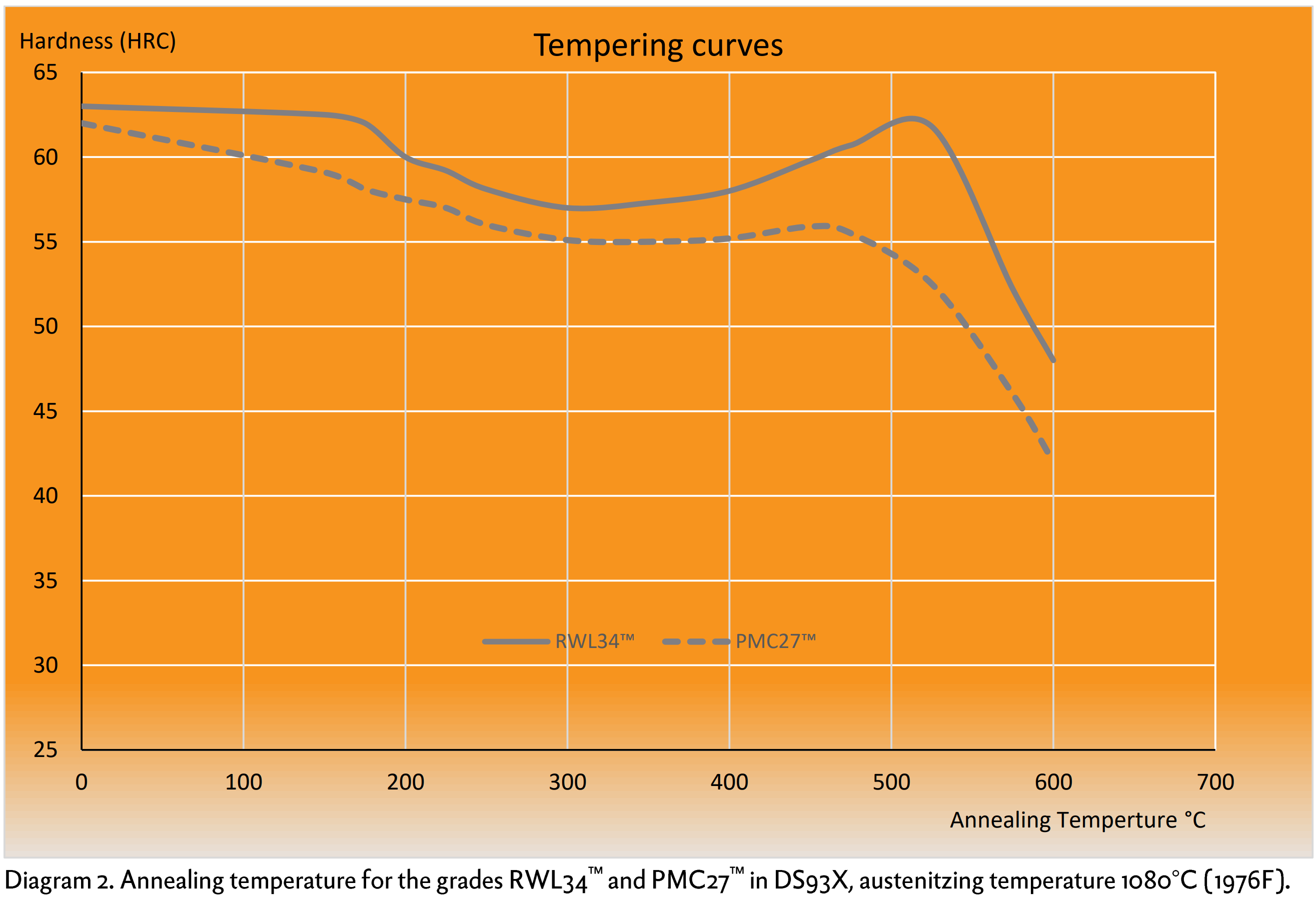
Tempering chart for Damasteel from their datasheet.
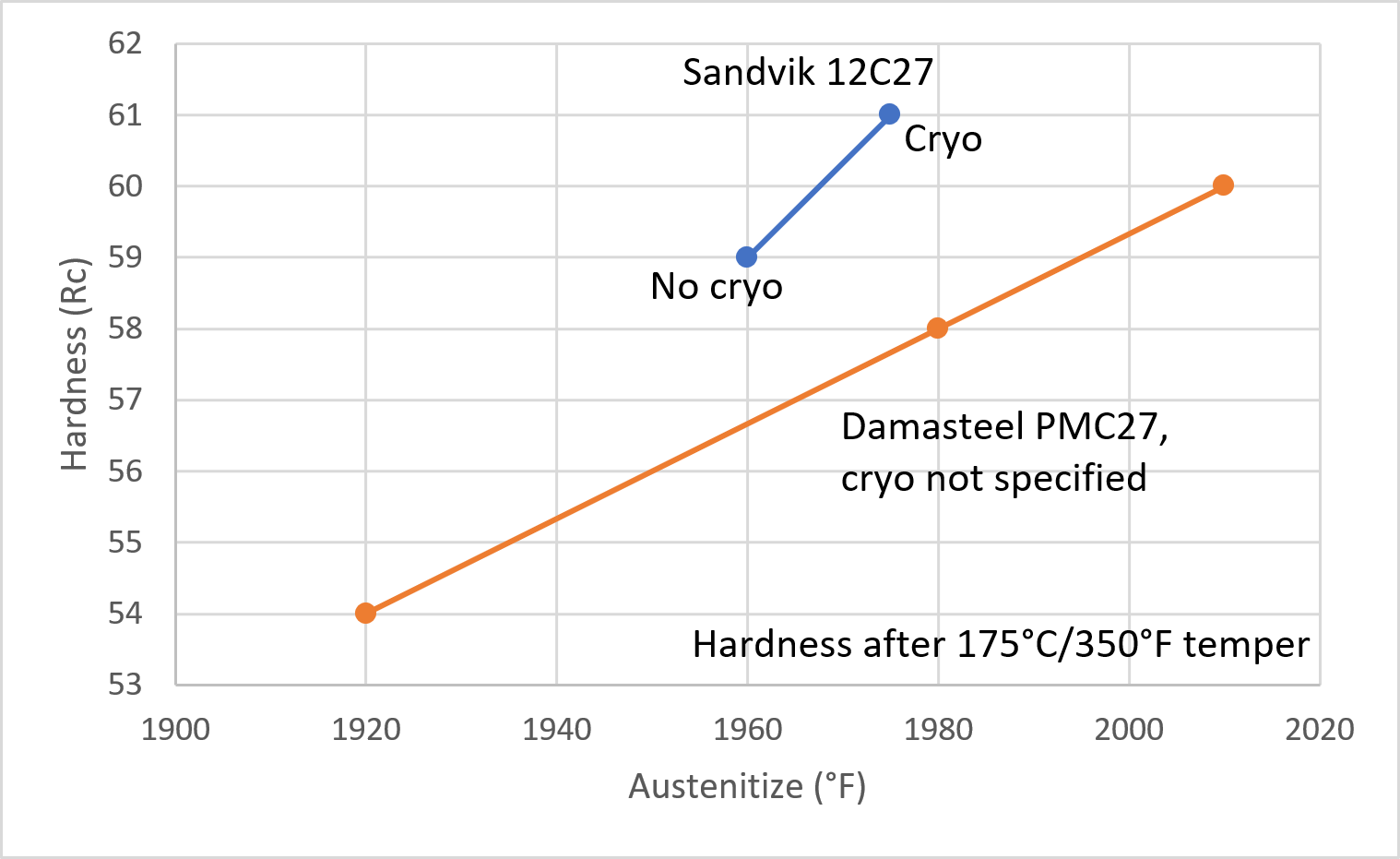
Comparison of Sandvik 12C27 and Damasteel PMC27 heat treatment data.
In my heat treatment experiments I used the same 15 minute austenitize specified in the current datasheet, a plate quench, and tested either with a room temperature quench (no cryo), or a dip in liquid nitrogen (cryo). Rockwell hardness is affected by both steels, and would not only reflect the harder of the two steels. However, when comparing the resulting “composite” hardness of the Damasteel product, the values are basically the same as RWL34 cryo heat treatments and are not similar to PMC27. For example, in a combination of ~62 Rc 1095 and very soft nickel (approximately 8%), the composite hardness value was only ~51.5 Rc. You can read more in the previous article I wrote on experiments of many Damascus steels.
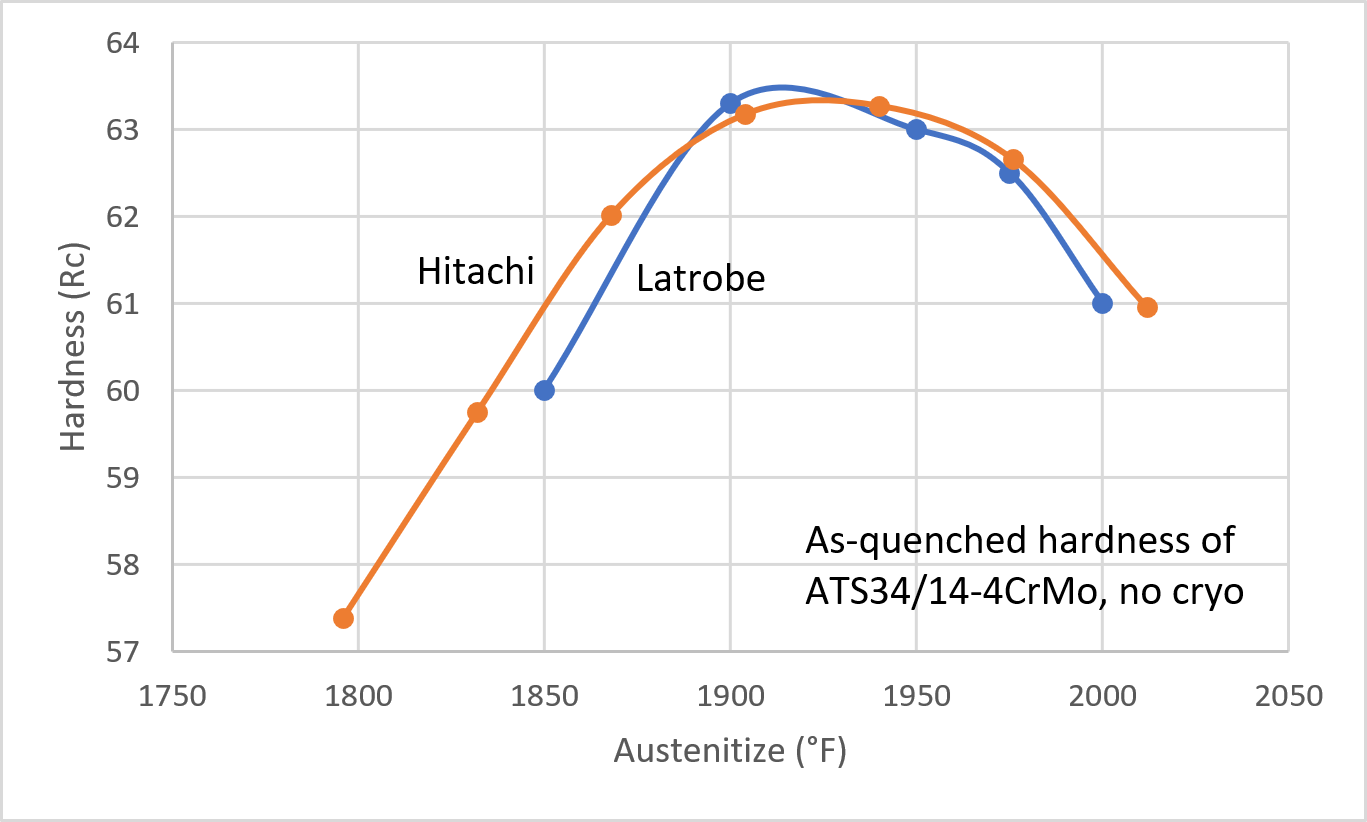
Note also that the hardness drops without cryo above 1925°F, which is why I recommend limiting the austenitize to 1925°F when cryo is not available. This is in line with other heat treatment data from Hitachi and Latrobe on ATS-34, as shown below. When “overaustenitizing,” the hardness drops from excessive retained austenite. Cryo can transform some or all of this retained austenite so that hardness will climb with even higher austenitizing temperatures. Excess retained austenite, even if the final hardness is acceptable (ie 60 Rc), will lead to poor performance, as the retained austenite is very soft and will lead to deformation at lower stresses than would be seen at the same hardness without the retained austenite. The steel will deform as if it is at a significantly lower hardness. You can read more in this article on cryo.
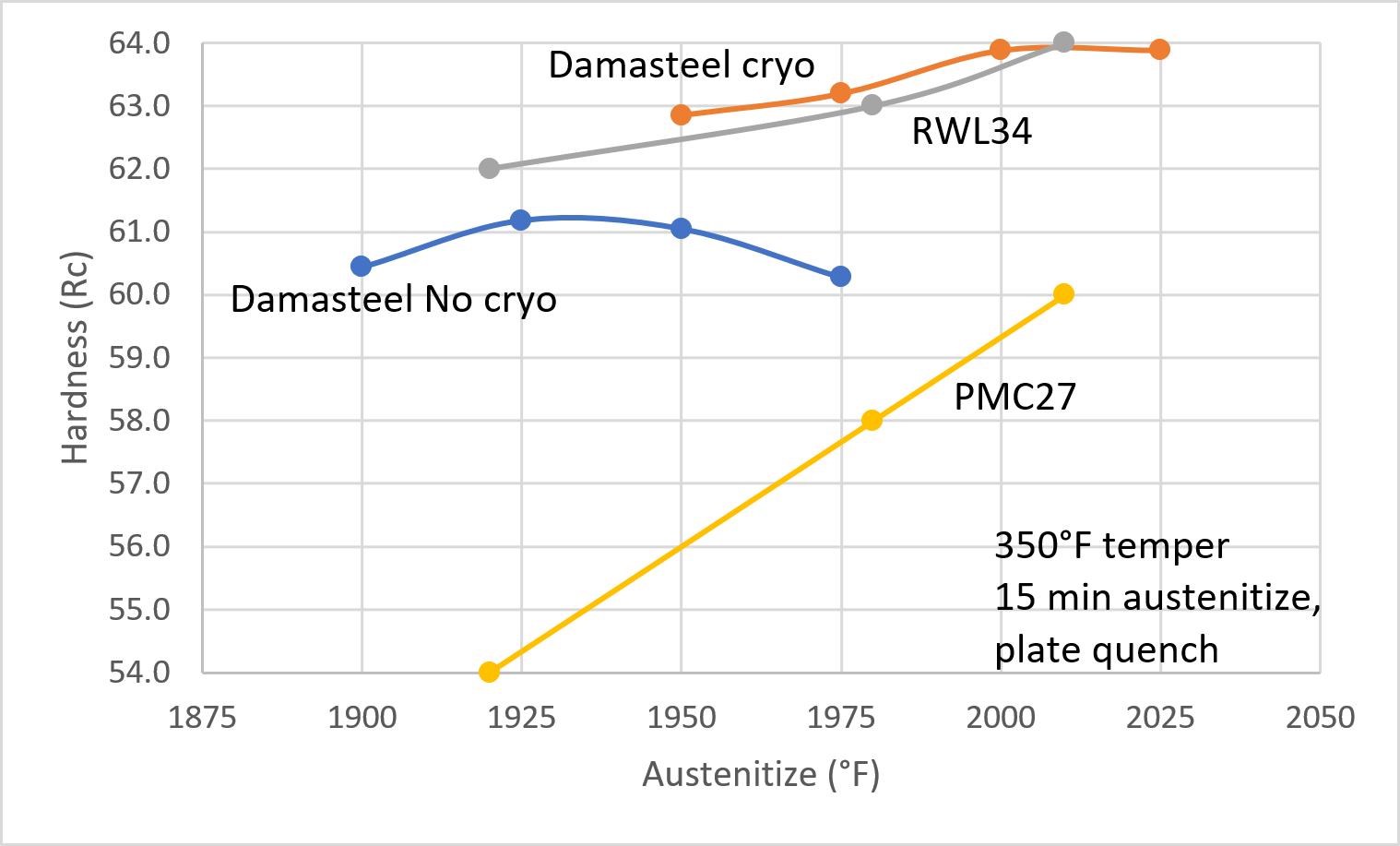
So why does the steel heat treat like RWL34 if roughly half of the steel is PMC27? The reason is because the two steels do not behave the same as when the two are heat treated separately. When combining two steels in Damascus, contrast is achieved after etching because the alloy contents are different, in this case the biggest difference is in the 4% Mo in the RWL34 which makes that steel resist etching better than the PMC27 which creates the bright layer. However, carbon is a very small “interstitial” element (between the iron atoms), which means it diffuses very rapidly. During the forge welding and forging process the carbon equalizes between the two steels, changing the heat treatment behavior of the two steels. It is slightly more complicated than this because some carbide will still be present in the CPM-154 even at a high forging temperatures such as 2150°F. So the carbon that will equalize will be the carbon “in solution” for the two steels at the forge welding and forging temperature. Using ThermoCalc for that temperature I estimate that RWL34 loses about 0.1% carbon while PMC27 gains about the same amount, resulting in the RWL34 having 0.95% carbon and PMC27 having 0.7% carbon. In this case, the resulting “carbon in solution” of the two steels during austenitizing ends up being very similar to the original RWL34, and thus the hardness values of PMC27 on its own are basically irrelevant to the heat treatment. This would make the PMC27 roughly the same composition as AEB-L, which also has its peak austenitizing temperature at 1925°F without cryo and 1975-2000°F with cryo (see this article). Instead it would be better if the datasheet just showed the resulting hardness data for heat treating the “DS93X” combination of the two steels. Below I have shown a heat treatment summary from my own experiments:
So with 1/8″ material, a 15 minute austenitize works well, thicker material may necessitate longer hold times. Using 1900-1925°F is good if not using cryo, with cryo you can austenitize as high as about 2000°F for higher hardness. Temper to desired hardness.
Edge Retention
The edge retention of Damasteel compared with other Damascus patterns was previously shown in this article on Damascus performance. The Damasteel did very well, comparable to “mid-tier” wear resistance steels such as CPM-3V or CPM-154. We used a heat treatment of 1950°F for 15 minutes, plate quench, liquid nitrogen cryo, and temper at 400°F. Read more about CATRA edge retention testing in this article.
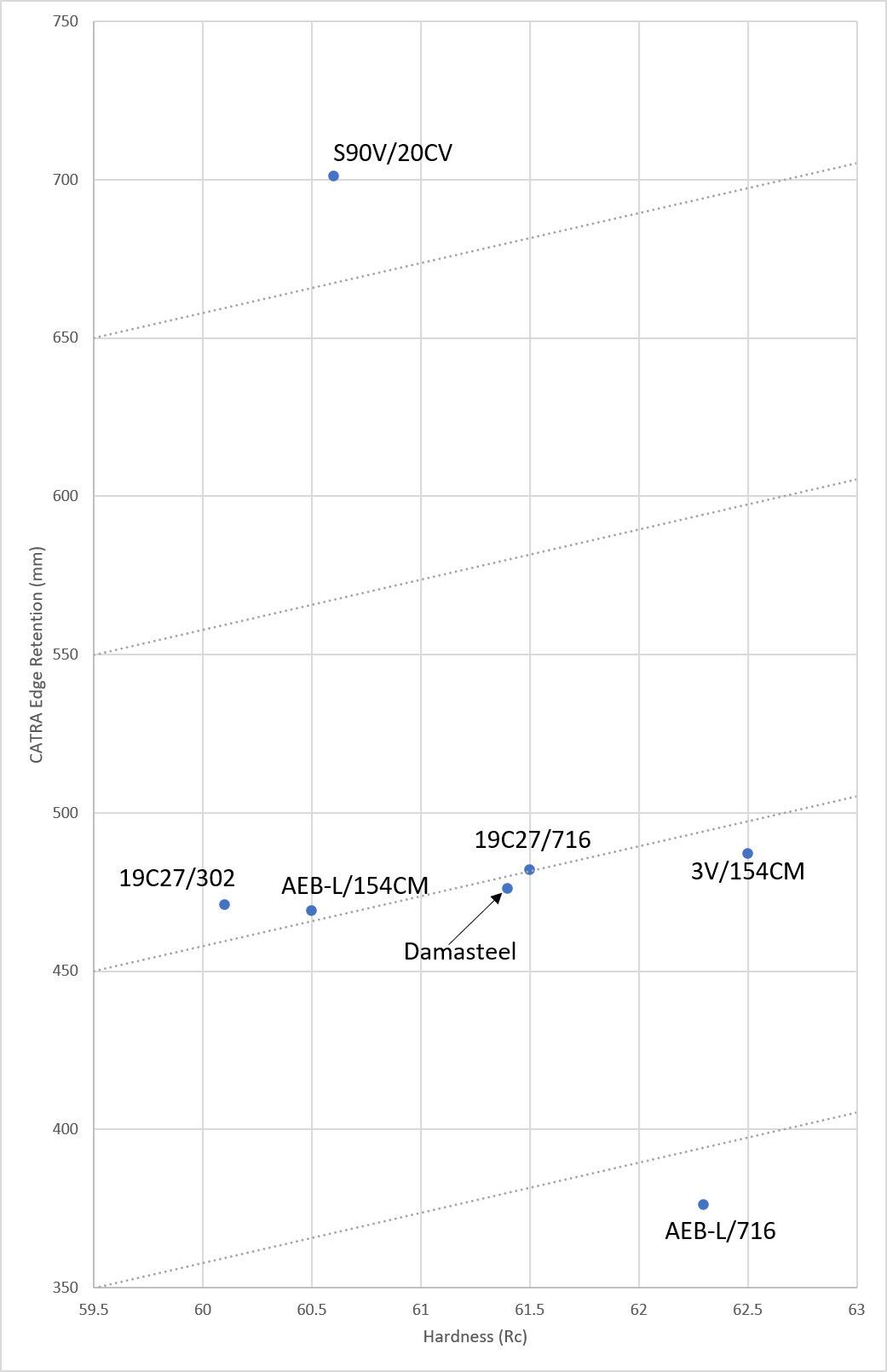
High alloy Damascus combinations tested for edge retention with CATRA
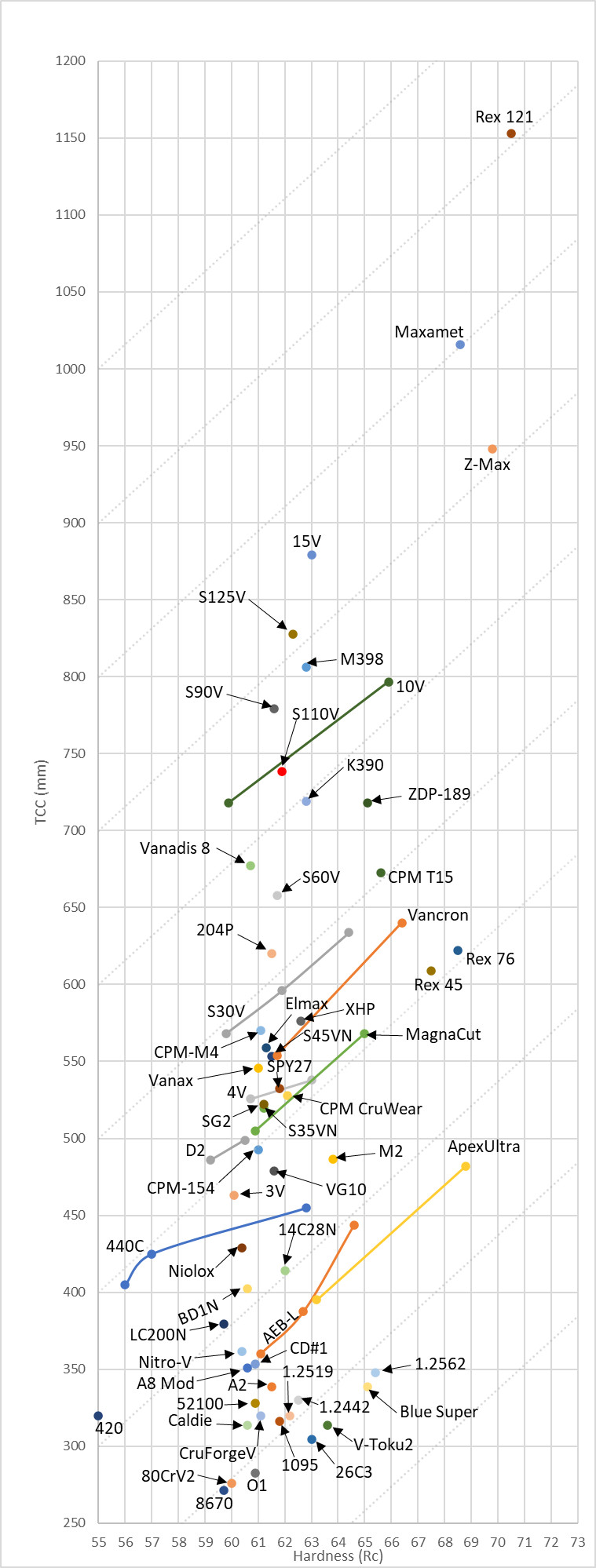
A giant chart of other steels to compare against
The edge retention was tested with the “Hugin” pattern which is essentially a “ladder” pattern which puts a wave into the steel. We found ladder patterned Damascus to have better edge retention than “random” straight layers as shown on the ApexUltra/L6 chart.
Damasteel “Hugin” pattern CATRA coupon

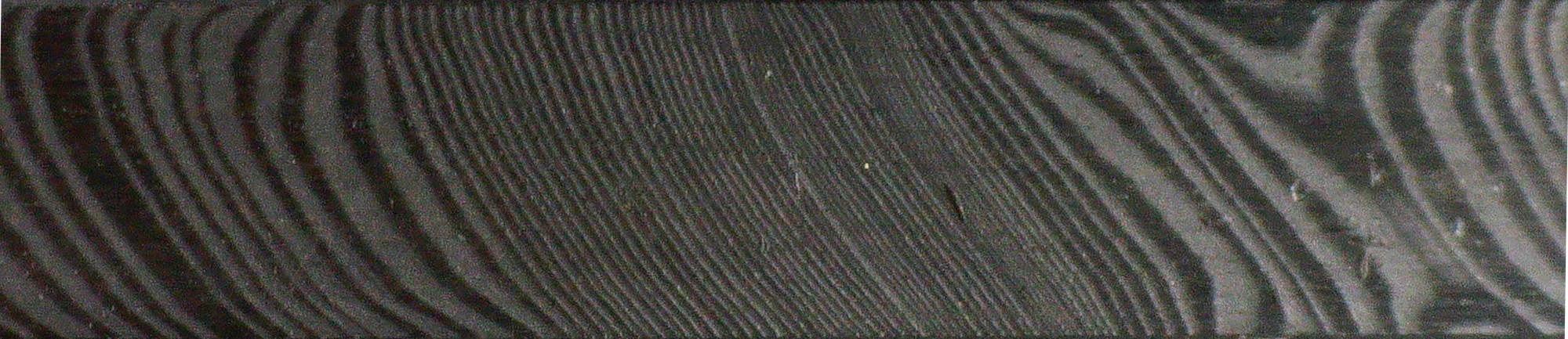
The wavy appearance created in the “edge” of a ladder pattern bar (this is not Damasteel)
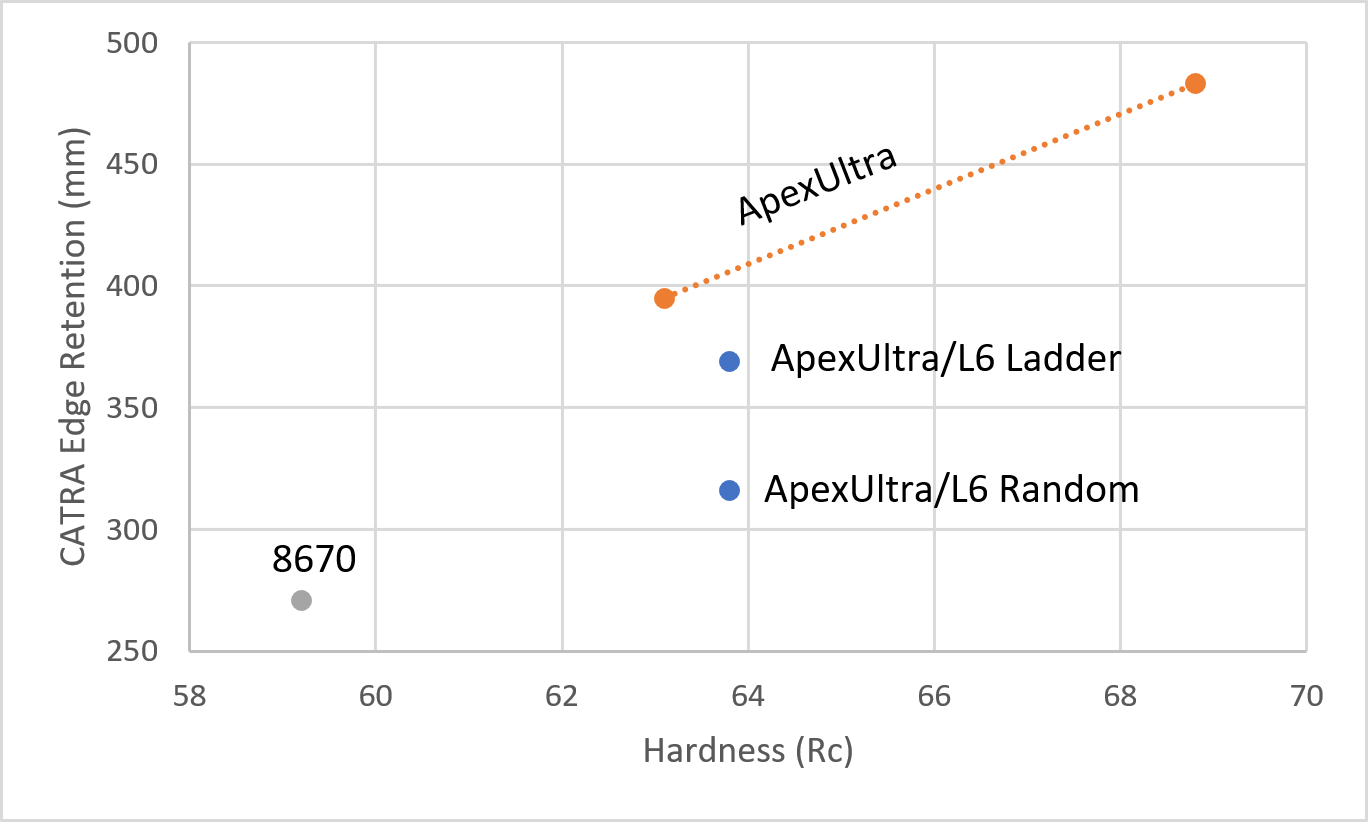
ApexUltra/L6 Damascus showed better edge retention with a ladder pattern
However, you will notice that the layers of the Hugin pattern flatten out as they approach the edge, which is not because the patterning doesn’t reach the center of the bar, but rather because of the shape of the initial billet which are layered with powder prior to forging flat (notice how the layers also flatten out as they approach the spine of the test knife). This results in layers parallel to the edges while looking more typical of layered steel in the center. Thus we were somewhat surprised that the edge retention was identical to the ladder patterned steel we tested of AEB-L/154CM, which are nearly identical steels. Could the Damasteel have even better edge retention if the layers “crisscrossed” the edge like traditional pattern-welded Damascus? To test this we made a new coupon using a “dense twist” pattern which does have layers crossing the edge with a higher density.

Damasteel “dense twist” CATRA coupon
Damasteel “dense twist” cross-section
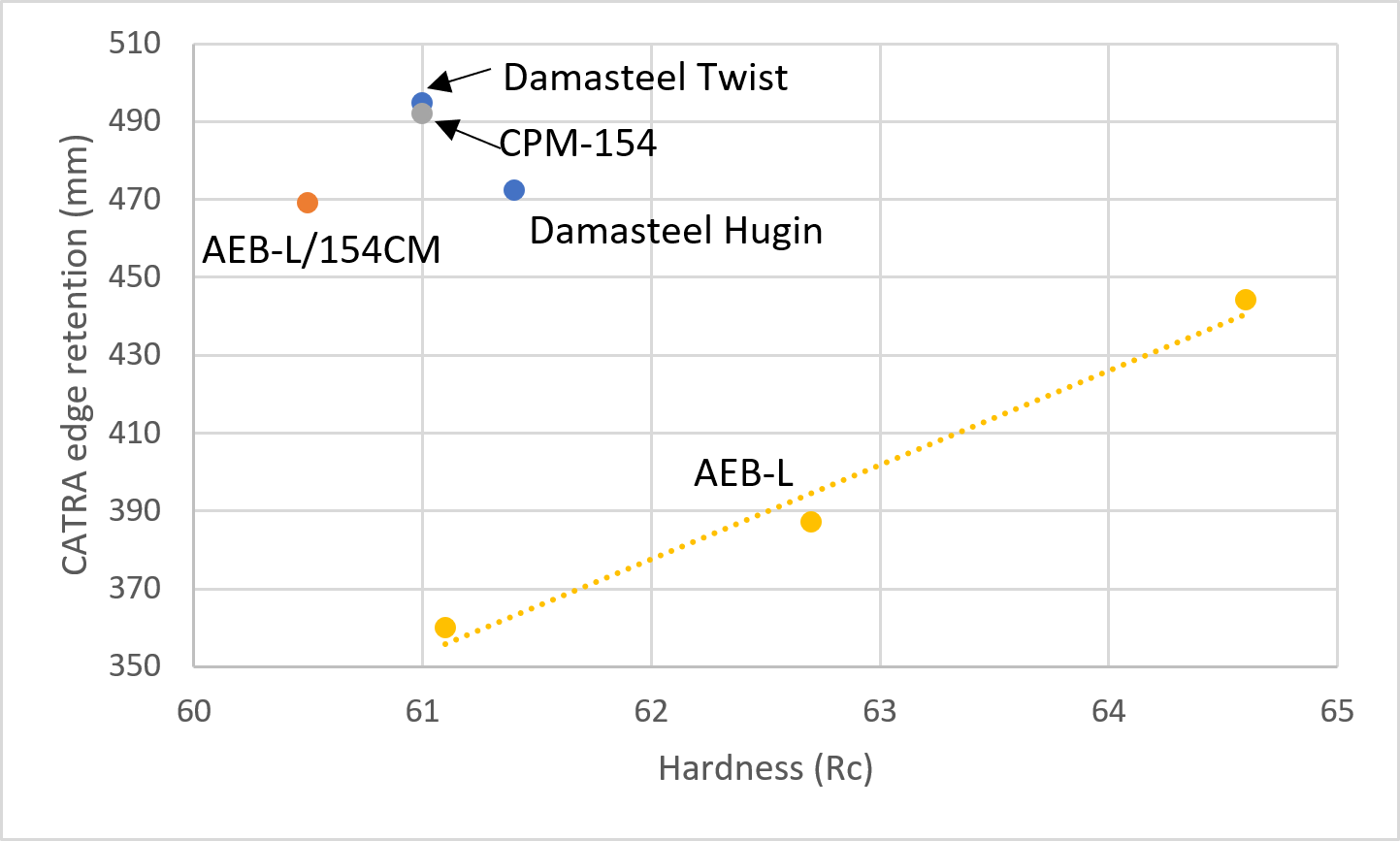
However, when I tested the dense twist the result was largely the same as Hugin. If there was a true increase in performance it is very small. In either case, the edge retention of the Damasteel is very close to CPM-154 (the same as RWL34), despite the presence of a large amount of PMC27 with much less wear resistance (similar to AEB-L on the chart below). Therefore the ladder patterning leads to a significant boost in edge retention.
Thus it appears that the effect of the layers is minimal, and most of the effect comes from the change in shape of the microstructure instead. There is still directionality to the microstructure, especially carbide banding, which would have its shape changed through the ladder patterning. Below is an image of carbide banding:

Carbide banding in high speed steel (rolling direction is vertical) [4]
This carbide banding theory could be confirmed by testing CATRA edge retention of a single steel which was given ladder patterning. We effectively did this test already with the 3125 layer AEB-L/154CM where layers were no longer visible. We also tested layer counts of 25, 125, and 625. However, regardless of the layer count the edge retention was the same, as shown in the chart below:
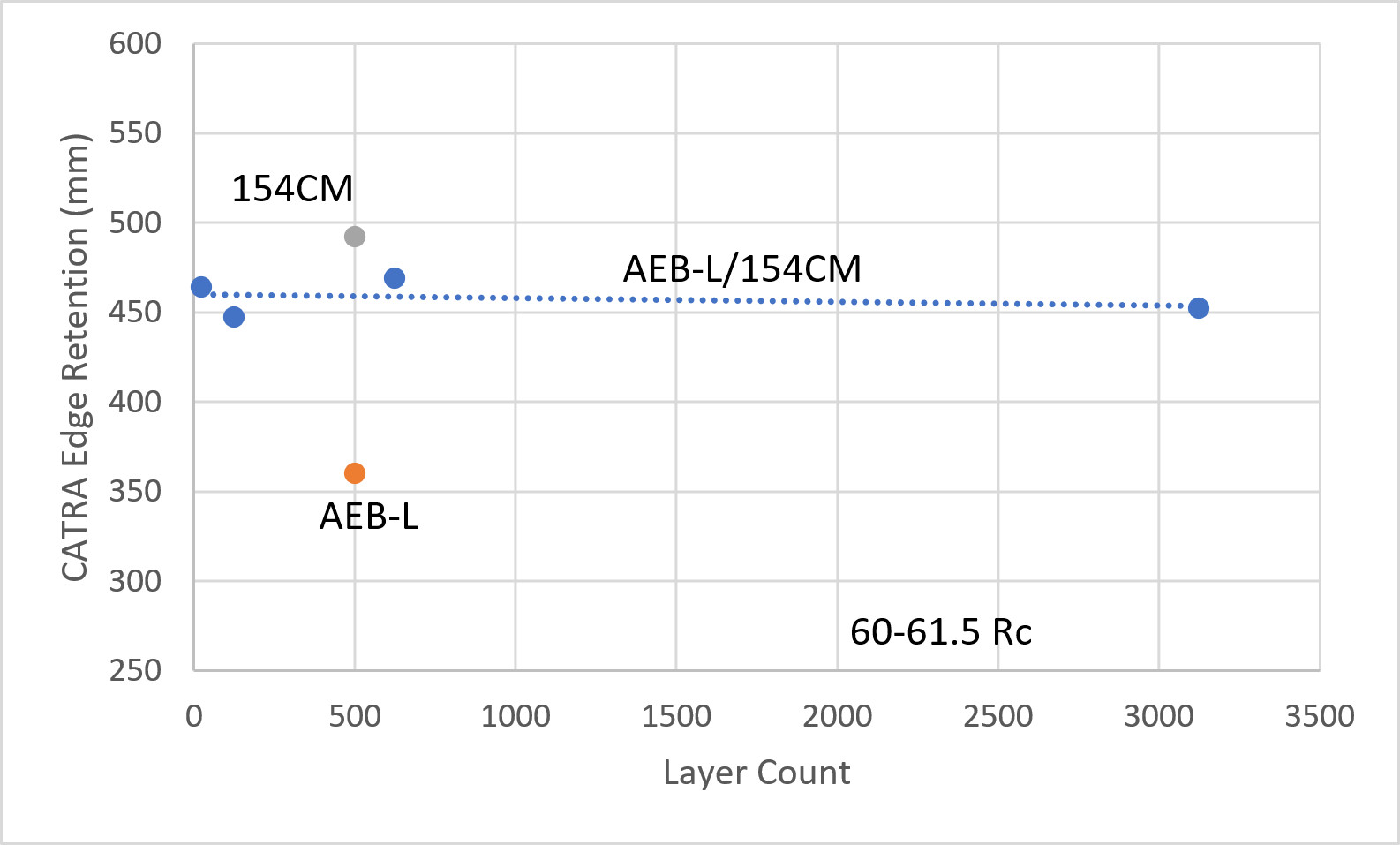
The reason the layers are not visible is not simply because the layers got so thin they cannot be viewed. When the layers become thin enough, the larger alloying elements (not only carbon) will equalize between the steel leading to a roughly consistent composition throughout the steel in terms of molybdenum and chromium. No pattern was apparent in the 3125 layer steel.
3125 layer AEB-L/154CM steel with no apparent layers.
Toughness
I also tested the toughness of the Hugin pattern Damasteel with two heat treatments:
- 1950°F for 15 minutes, plate quench, liquid nitrogen cryo, 400°F temper (~61 Rc)
- 1975°F for 15 minutes, plate quench, liquid nitrogen cryo, 300°F temper (~64.0 Rc)
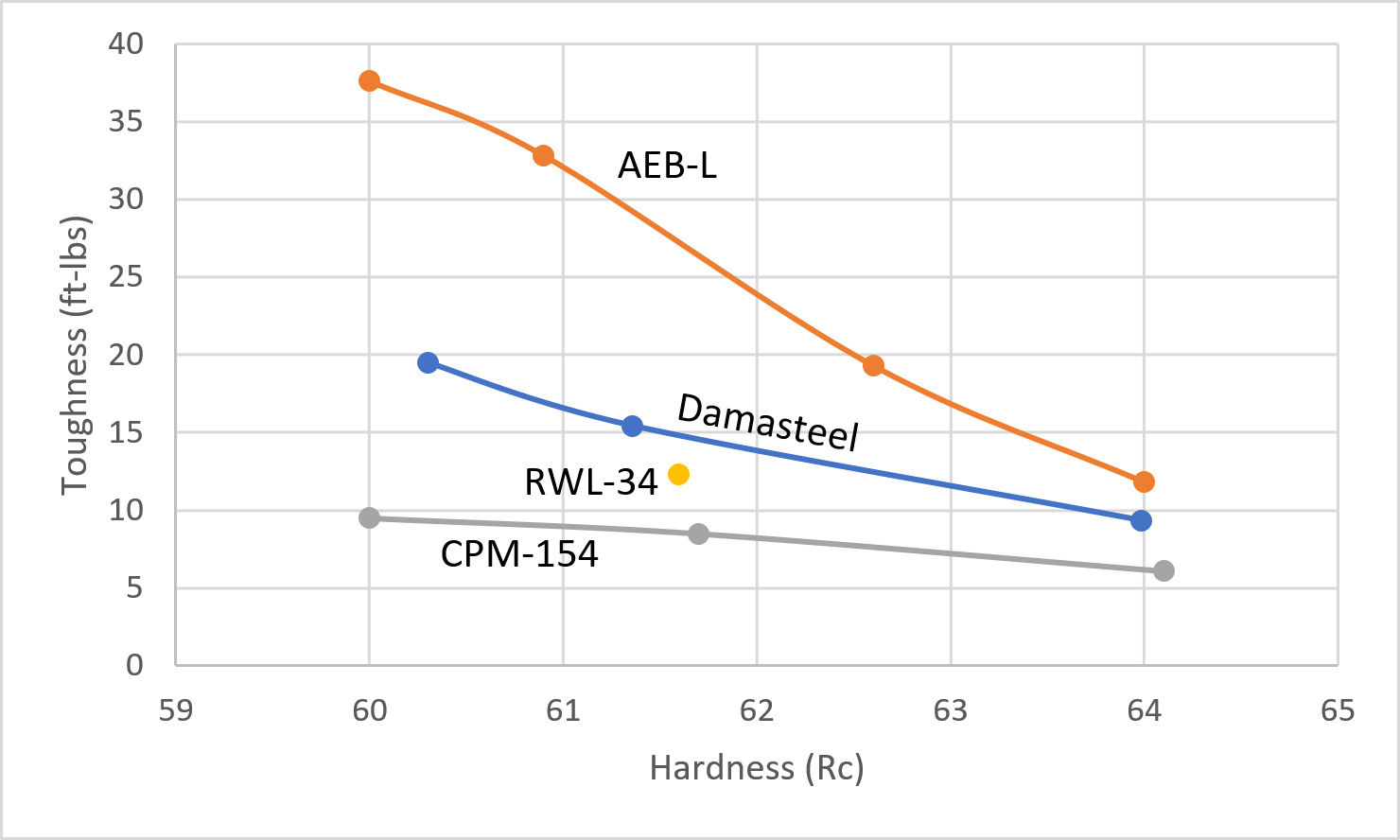
The toughness of Damasteel was close to the RWL34 on its own, with only a small boost due to the tougher PMC27 (compare with AEB-L on the chart). This was similar to other Damascus steels that we tested, where toughness was largely controlled by the “less tough” of the two steels. In our initial tests of the dense twist patter, we got a surprising amount of variability when compared with the Hugin pattern:
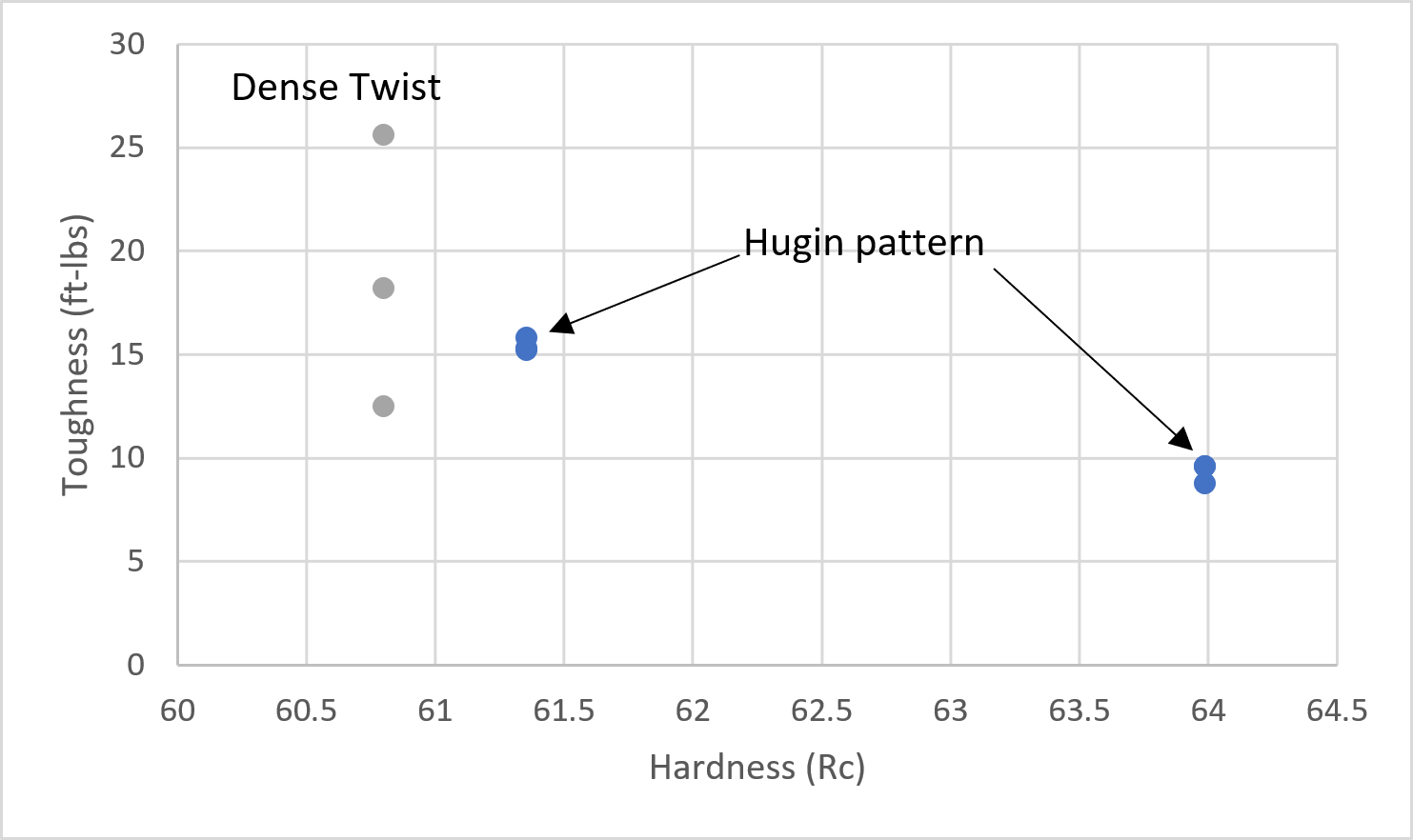
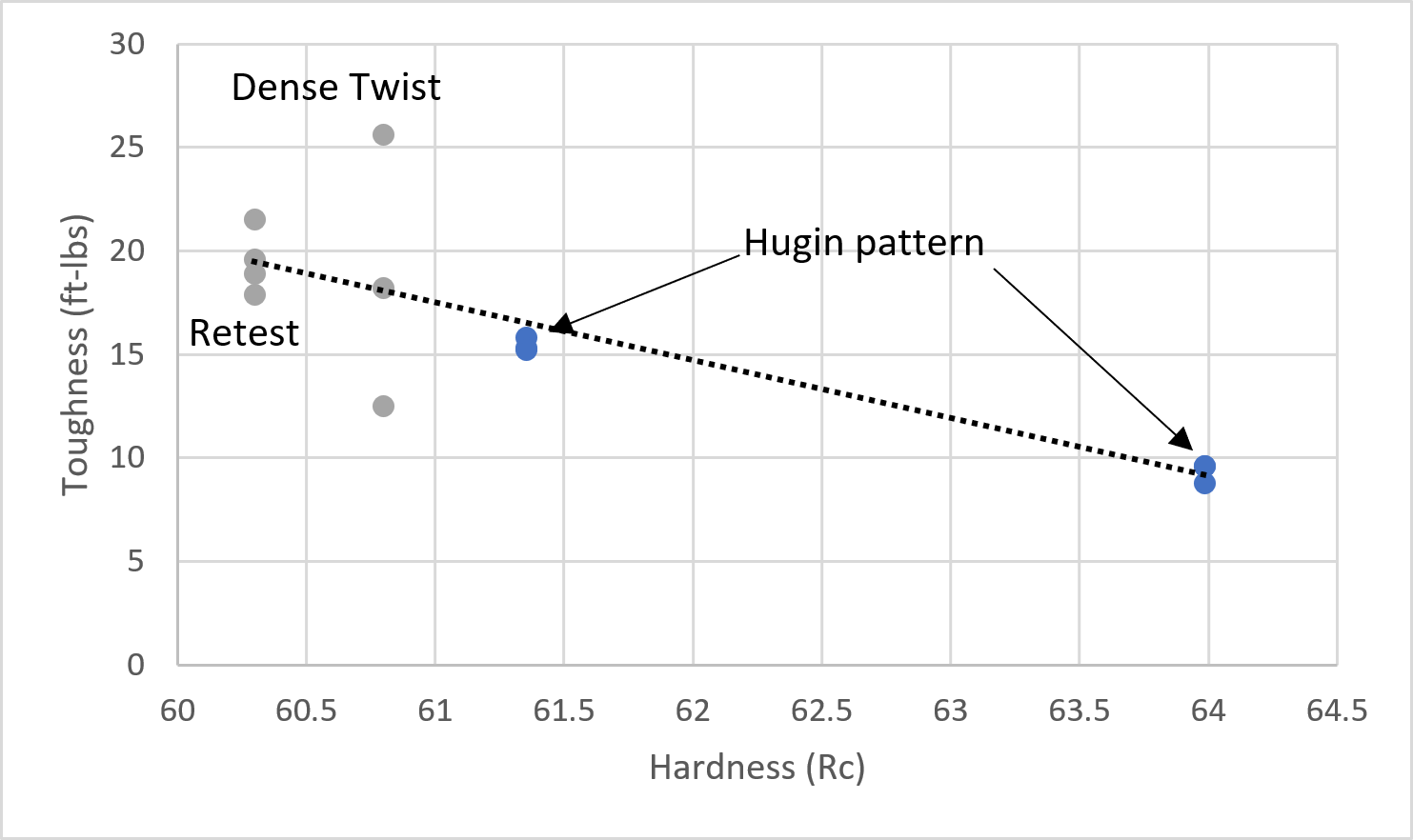
Because of this unexpected behavior, I made four more coupons and retested, and this time the behavior was more consistent. The average toughness did not change that much, however. It appears that when compensated for hardness the toughness was roughly the same between the dense twist and the Hugin pattern.
Summary and Conclusions
Damasteel DS93X is a high quality powder metallurgy stainless Damascus. It showed good toughness and edge retention in our testing. There are a couple issues with the datasheet and I have slightly different recommendations for heat treating, but their most recent datasheet did change their austenitizing time recommendation in what I think is a positive change. For 1/8″ material and thinner I recommend a 15 minute austenitize from 1900-2000°F (1035-1095°C), with a max of 1925°F (1050°C) if not using cryo after the quench. Temper to desired hardness with a minimum of 300°F/150°C. I didn’t test tempering temperatures higher than 400°F to see when tempered martensite embrittlement happens. Generally a 350-400°F (175-205°C) temper gives more balanced properties than maxing out the hardness with 300°F/150°C.
[1] Billgren, Per, and Kaj Embretsen. “Method relating to the manufacturing of a composite metal product.” U.S. Patent 5,815,790, issued September 29, 1998.
[2] https://www.alleima.com/en/products/strip-steel/strip-products/knife-steel/hardening-guide/hardening-programs/alleima-12c27-batch-hardening/
[3] https://www.alleima.com/en/products/strip-steel/strip-products/knife-steel/hardening-guide/hardening-programs/alleima-12c27-batch-hardening-deep-freezing-70c-95f/
[4] Mesquita, Rafael Agnelli, and Celso Antonio Barbosa. “High-speed steels produced by conventional casting, spray forming and powder metallurgy.” In Materials science forum, vol. 498, pp. 244-250. Trans Tech Publications Ltd, 2005.
Very interesting study, Larrin! Thanks a lot!
I was wondering: did you measure the hardness of the individual RWL34 and PMC27 regions individually with a smaller indentation like microvickers? Would be interesting to figure out what the actual hardness differences were between the two base steels, given the composition changes due to carbon diffusion.
I’d expect the two to be closer together (than the 4-6 HRC points, as listed by Damasteel), but still a bit different due to carbide content.