Thanks to Matthew Hoffman, Tryggvi, and Ron Dillon for becoming Knife Steel Nerds Patreon supporters!
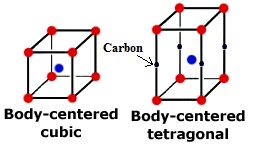
In previous posts I have written about the process by which steel is hardened. The steel is heated to a high temperature phase called austenite, where carbides are dissolved and carbon goes into solution in the austenite. During rapid quenching the carbon is trapped between the iron atoms and a phase called martensite is formed. Martensite gains its high hardness from the distortions to the atomic structure that come from carbon in between the atoms.
More carbon means higher hardness for a range of reasons that you can read in the article What Makes Quenched Steel so Hard?
Nitrogen
Nitrogen is also a small atom that has a similar effect on steel as carbon, though it is somewhat less effective than carbon, perhaps because it is somewhat smaller than carbon and therefore leads to less distortion of the atomic lattice [1]. This has been known for approximately 100 years, and has been used in a process called Nitriding ever since. In nitriding a nitrogen-rich gas such as ammonia (NH3) is used along with high temperature steel so that the nitrogen diffuses into the surface leading to a hard surface and soft core. A similar process using carbon instead is called carburizing. Nitriding has seen little (none?) use in knives, perhaps because it is typically a surface treatment whereas knives are made to be resharpened.
Carbon vs Nitrogen
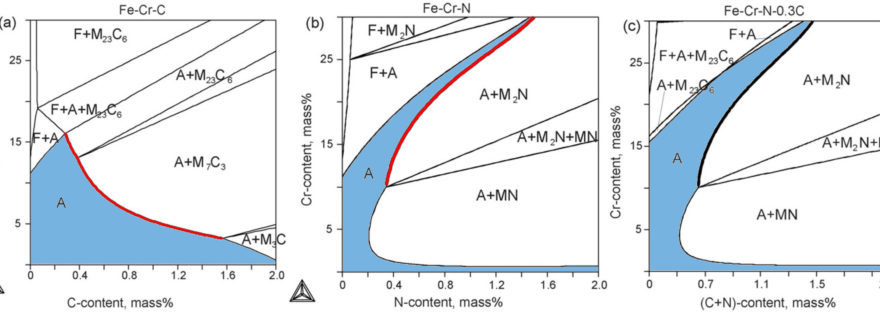
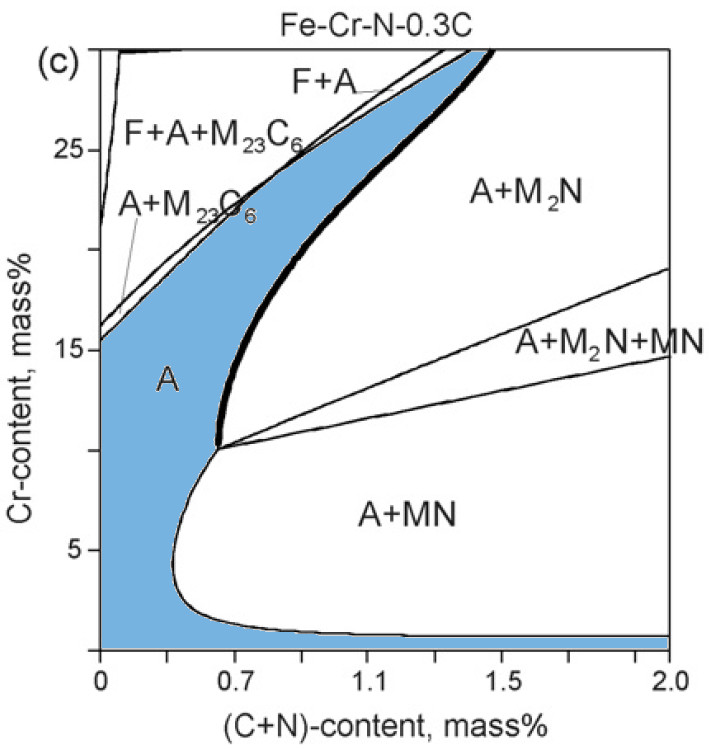
Why would we want to alloy with nitrogen rather than carbon if carbon is more effective at increasing hardness? One of the primary applications is in stainless steels. There is a difficult design balance between carbon and chromium content in stainless steel. I have a thermodynamic plot of chromium vs carbon at 1050°C below [2]. Anywhere in the blue area all of the chromium and carbon is in solution at the given temperature. The red line shows the maximum amount of carbon and chromium in solution at that temperature, which is roughly the same carbon and chromium that is in solution after rapidly quenching to room temperature. More carbon in solution means higher hardness (see above and the linked article) and more chromium in solution means higher corrosion resistance because a chromium oxide passive film is formed at the surface which prevents corrosion (see this article on corrosion resistance of D2). However as you can see with the red line, increasing the carbon in solution decreases the maximum chromium in solution and vice versa. That makes it impossible to have both high carbon and high chromium and therefore it is difficult to have both high hardness and high corrosion resistance. All carbon-chromium based stainless steels are designed around that carbon-chromium balance. There are ways to get around this limitation to some extent but it is fundamentally difficult to overcome.
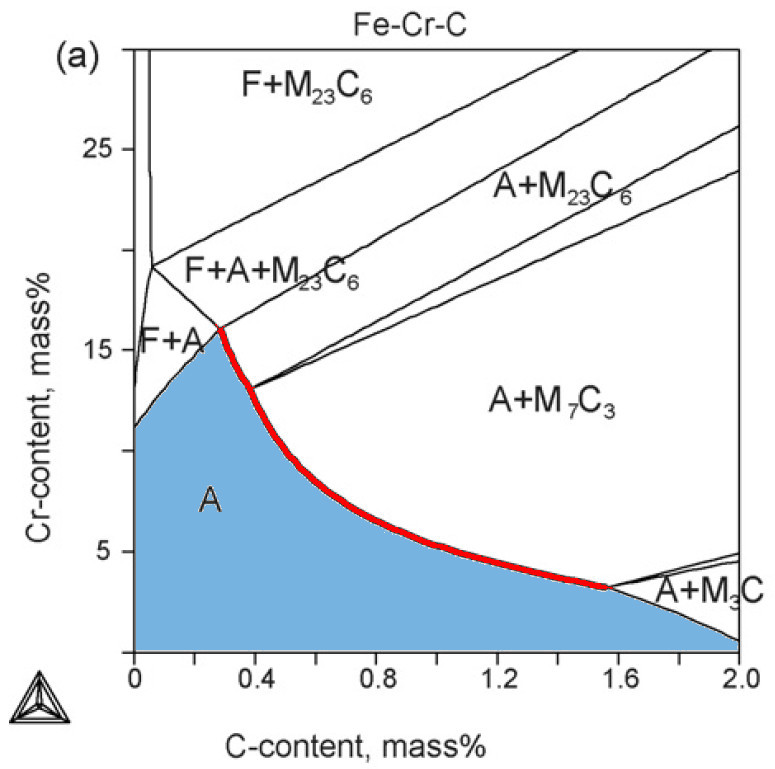
If carbon or chromium is added so that the steel sits above the red line then chromium carbides are formed (labeled as M7C3 or M23C6 in the figure). Carbides are a compound of carbon and another element which are hard particles that contribute to wear resistance and reduce toughness. They also reduce corrosion resistance as when the chromium is tied up in a carbide then it is not available in the iron “matrix” to produce the passive film on the surface of the steel. This driving force to form carbides between carbon and chromium is why there is a limit to the carbon-chromium balance in steel. Nitrogen also forms a hard phase with chromium called a nitride, but the amount of nitrogen that needs to be added is much higher, as indicated by the red line below [2]:
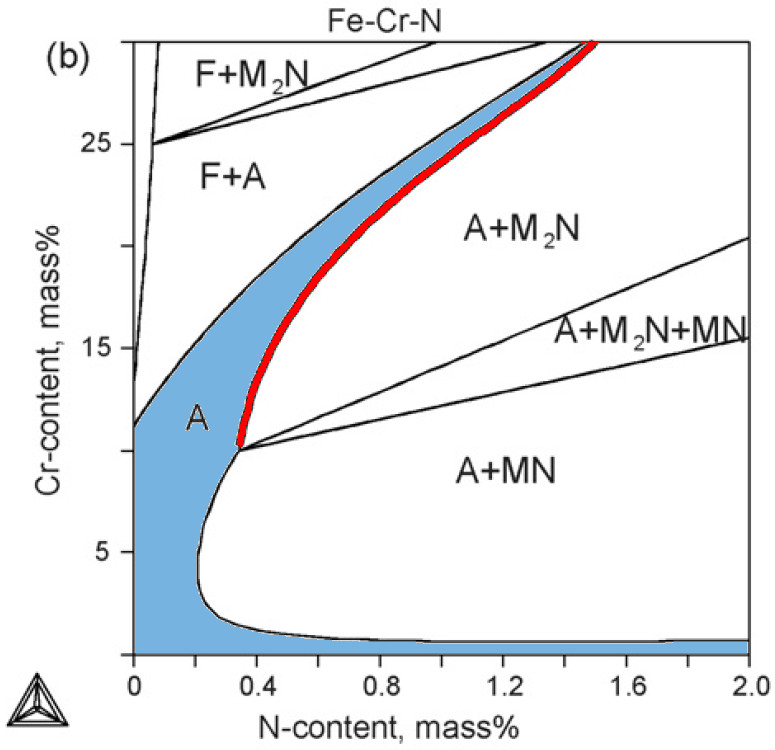
The shape of the blue portion for the Cr-N figure is much different than the Cr-C. It is possible to increase both the nitrogen and the chromium content without forming nitrides and therefore possible to have high hardness, high corrosion resistance steel. This makes the replacement of carbon with nitrogen in stainless steels a very appealing idea.
Manufacturing Nitrogen-rich Steels
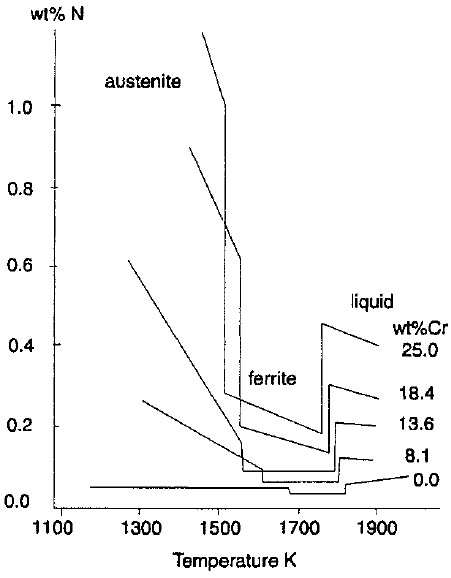
All steels contain some small amount of nitrogen as an impurity. It is also possible to make steel that is rich in nitrogen and therefore does not require nitriding. However, this process is difficult. Nitrogen is a gas and it tends to float out of liquid steel during alloying. The solubility of nitrogen in liquid steel is much lower than in the high temperature solid phase austenite shown in the Cr-N figure above, but fortunately Cr additions increase the solubility of nitrogen in liquid steel. However, the amount of nitrogen that can be added to steel is still limited to approximately 0.2% [3]:
There are steels that are designed around this limitation, however, to utilize that small nitrogen content to provide high hardness for a given level of corrosion resistance. Examples of these types of steels are shown in the table below:
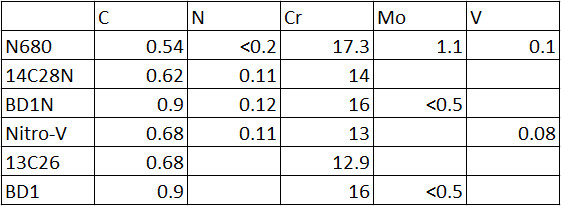
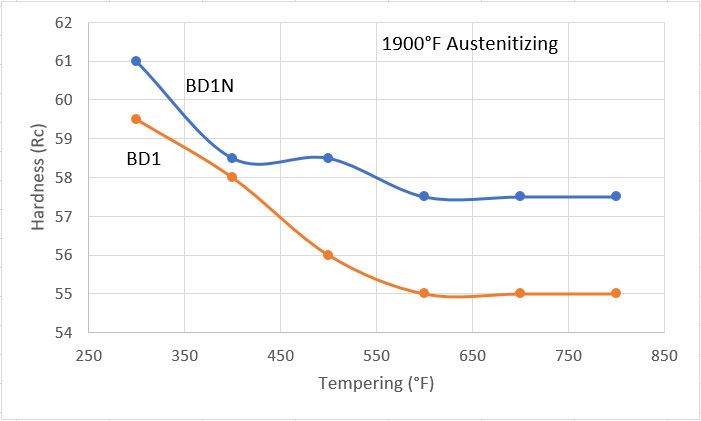
BD1N is essentially identical to BD1 but has a small nitrogen addition. This allows the same corrosion resistance properties of BD1 but gives higher hardness after heat treating due to the strengthening from nitrogen [4][5]:
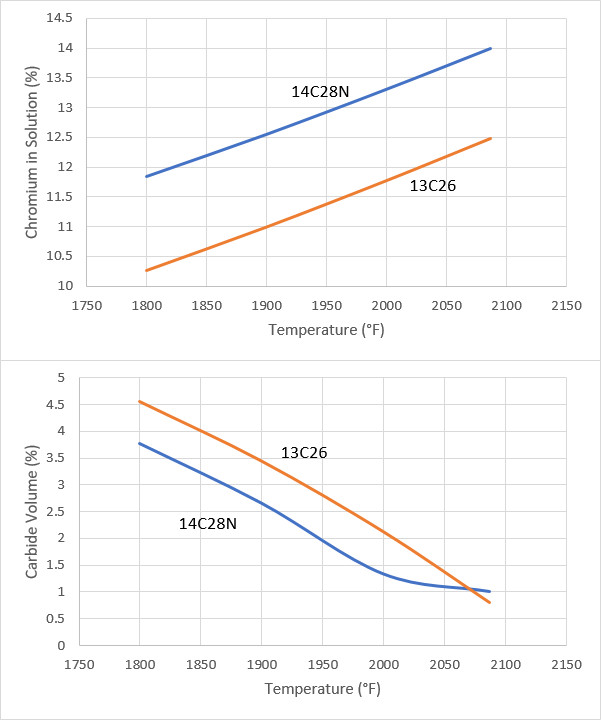
14C28N is a steel where they took a different track; rather than increasing the hardness of 13C26, they modified the steel to have a similar hardness and carbide content but with increased chromium in solution. So they dropped the carbon content, increased the chromium, and substituted the carbon with nitrogen. Thermodynamic calculations confirm an increase in chromium in solution, though it also shows a reduction in carbide content which likely means that the wear resistance of 14C28N is somewhat lower than 13C26. These carbide contents are calculated, and usually less then is actually found experimentally in part because the software assumes an infinite hold time at temperature. AEB-L, nearly identical to 13C26, has been found to have 6.5% carbide volume after heat treating [6] which is higher than the calculated values. The calculated values are usually directionally correct, however, and the carbide content difference between 13C26 and 14C28N appears to be confirmed in the micrographs, where there are fewer carbides in the 14C28N (white particles):
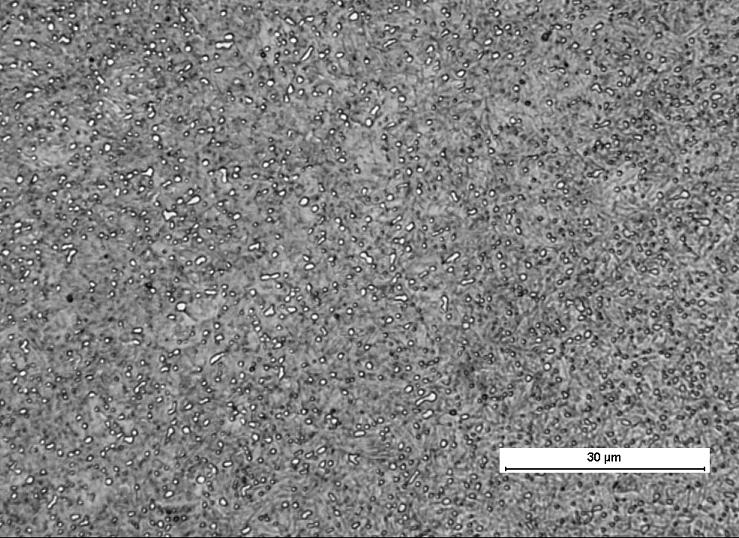
13C36 micrograph
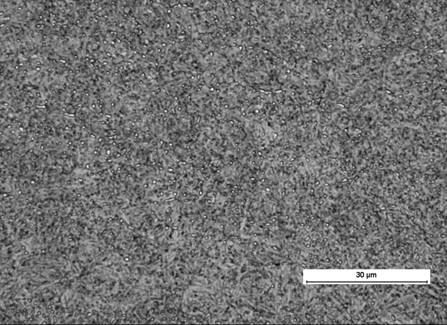
14C28N micrograph
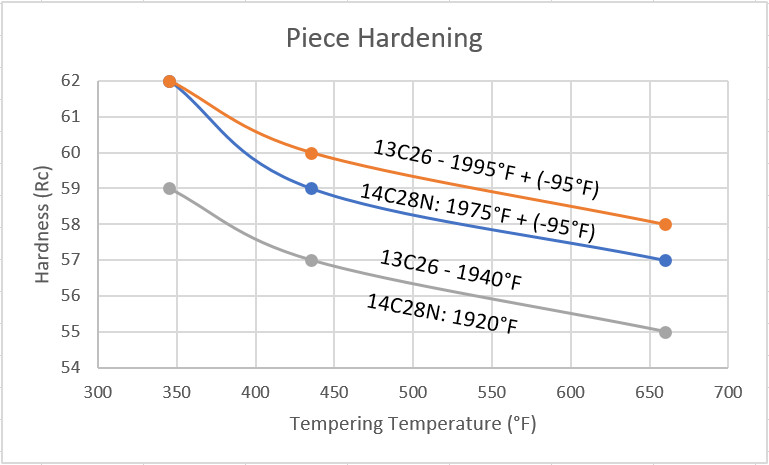
The heat treatment guide from 13C26 and 14C28N shows that with piece hardening and a low temperature treatment, they have identical hardness at low tempering temperature but the 13C26 maintains higher hardness at higher tempering temperatures, but overall the hardness is similar (see below) [7]. However, this may be because 14C28N was heat treated with a slightly lower hardening/austenitizing temperature (1975 vs 1995°F). Without low temperature treatment they are reported to have the same hardness across the three tempering temperatures shown.
Pressurized Electroslag Remelting (PESR)
Electroslag remelting is a process that refines the microstructure and removes impurities in the steelmaking process. It uses a prior produced ingot and remelts it a portion at a time and the steel re-solidifies. Because it remelts and re-solidifies a portion at a time the solidification rate is faster which means less segregation and smaller carbides. This process is somewhat similar to powder metallurgy, as described in this article, in that the solidifcation rate is increased to refine the microstructure. The droplets of molten steel pass through “slag” which removes impurities. A modification to this melting technology is to do it under pressure such as with several atmospheres of nitrogen [8]:
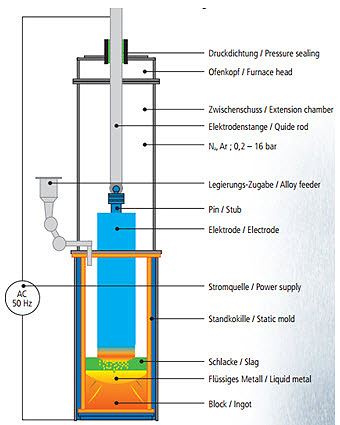
The high pressure the steel is under allows a much greater amount of nitrogen to enter the steel in the liquid state versus the conventional air melting in the steels described above. The high pressure increases the solubility of nitrogen in liquid steel. The best known steel that is produced with this process is Cronidur 30 which is also known by other names such as LC200N or Z-Finit:

Despite the much higher nitrogen content allowed, Cronidur 30 has 0.30% carbon, in part because that increases the amount of nitrogen that can be added before nitrides are formed, as can be seen by the size of the blue region relative to the carbon free version shown before [2]:
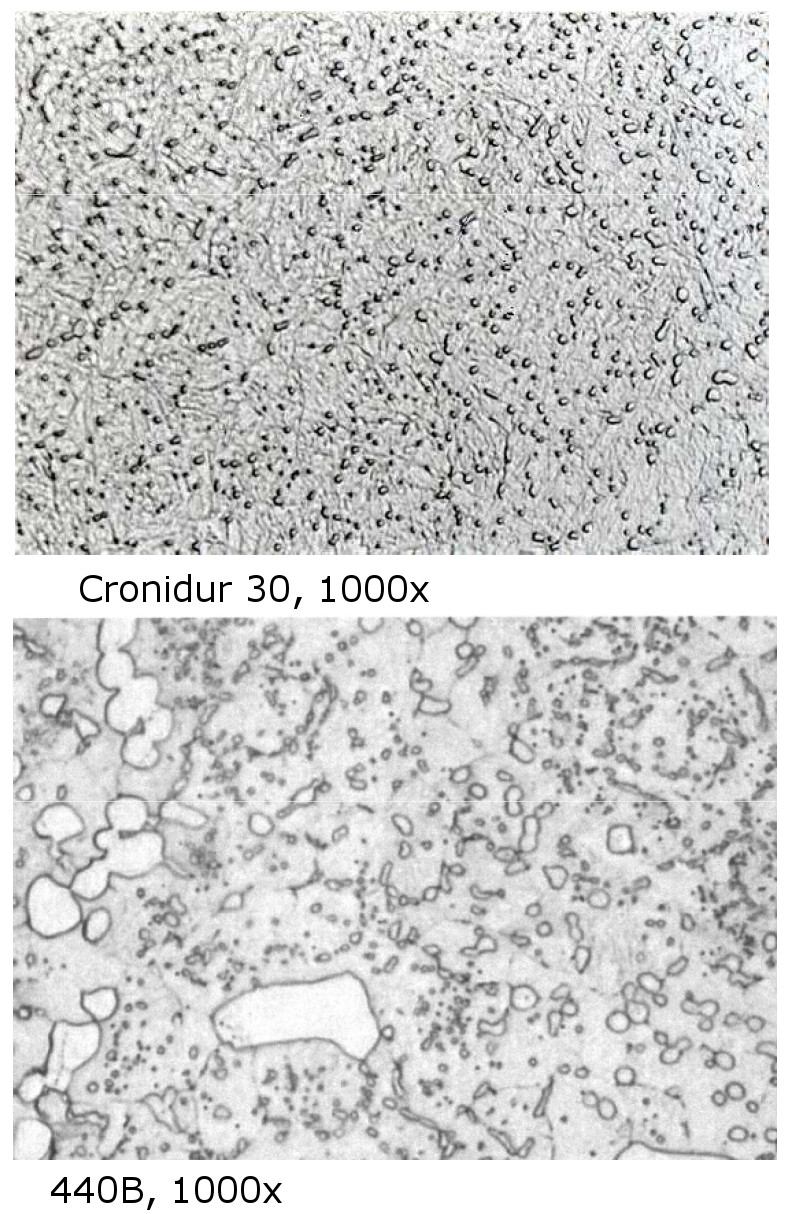
Cronidur 30 has little in terms of nitrides and carbides, giving it a similarly fine microstructure to 13C26 and 14C28N, as can be seen here compared to 440B [9]:
High Nitrogen Powder Metallurgy Steel
There are a few high-nitrogen powder metallurgy steels, such as Uddeholm steels Vancron 40 and Vanax and Erasteel/Damasteel Nitrobe77:

Powder metallurgy high-nitrogen steels are produced with a different method than the other two described above. Powder metallurgy tool steels uses relatively conventional air melting where the iron is molten and different alloying elements are added prior to the gas atomization. You can read more about powder metallurgy in this article. While the gas atomization is typically performed with nitrogen gas the amount of nitrogen the steel takes up is relatively small. Therefore with typical powder metallurgy production the nitrogen content is no higher than conventional steel. Instead high nitrogen PM steels are produced by nitriding the powder after atomization (you didn’t think nitriding was coming back, did you?). The nitrided powders are then used with the typical HIP and forging process and the result is a high nitrogen content steel. Nitrobe77 is designed with similar principles to the steels described above but uses powder metallurgy to achieve the targeted nitrogen content and presumably to maintain a fine carbide/nitride size.
As you can see by the relatively low chromium content, Vancron 40 is not a stainless steel, and that the nitrogen content of these two steels is much higher than those shown earlier. That is because these steels are designed to form a large fraction of vanadium nitrides for wear resistance. Vanadium nitrides are similar to vanadium carbides in that they have high hardness [10] to contribute to wear resistance. Steels like S90V, 10V, Vanadis 8, etc. are designed to have a large fraction of very hard vanadium carbides for wear resistance. However, it has been discovered that vanadium nitrides have a stronger contribution to adhesive wear and galling than vanadium carbides. Adhesive wear comes from materials sliding against each other and results in gouges [11]:
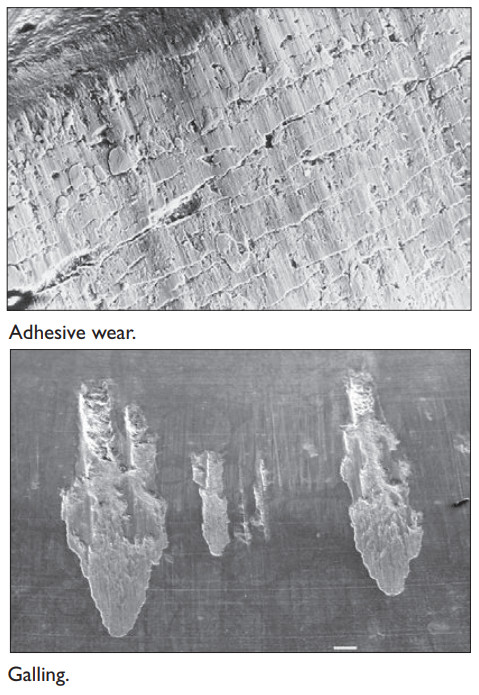
Improvements in galling resistance may help in knives in certain circumstances such as folders where steel surfaces slide against each other. I am not aware of any improvement in terms of edge retention in knives versus vanadium carbides. Vanadium nitrides still improve abrasive wear resistance, which is more significant in slicing edge retention of knives, and therefore steels like Vanax can be designed to have the benefits of high corrosion resistance that come from nitrogen-alloyed stainless steels and the vanadium nitrides offer good wear resistance along with it.
Which Nitrogen-Alloyed Steel is Best?
As you have seen in the discussion thus far, there are quite a few different types of nitrogen steels and they are not all the same. Due to the much smaller number of steels, there isn’t quite the range of different types as are found with carbon-only steels but fundamentally nitrogen-alloyed steels can vary just as much as carbon-only.
Wear Resistance
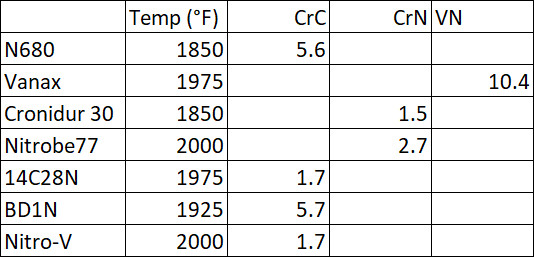
Wear resistance in steels is greatly controlled by the hardness and volume fraction of hard particles, typically carbide, nitrides, and carbonitrides. Wear resistance contributes to slicing edge retention of knives. Below I have listed ThermoCalc estimated carbide/nitride contents for the temperature indicated. The temperature was chosen as the midpoint of recommended austenitizing/hardening temperatures on the datasheet of each steel. I did not differentiate between chromium carbide type (M7C3 or M23C6), chromium ntiride type (Cr2N or CrN), or vanadium ntiride type (V2N or VN), but instead grouped them into chromium carbides (CrC), chromium nitrides (CrN), and vanadium ntirides (VN). Those differences in carbide/ntiride type may in some cases be significant but I am keeping things simple.
It has been reported that chromium nitrides may be somewhat harder than chromium carbides (1700 vs 1500 Hv) [12] which means they may contribute more greatly to wear resistance, but still not to the same extent as vanadium carbides/nitrides (2800 Hv). As mentioned in the comparison between 13C26 and 14C28N above, the calculated values are usually lower than are found experimentally. Cronidur 30 is reported to have 4.5% nitride volume [13] and Vanax 13% nitride volume [14], which are both higher than the calculated values, as expected. The use of calculated values allows us to make comparisons across all of the steels rather than only those that have known carbide/nitride volumes.
14C28N, Nitro-V, and Cronidur 30 all have a relatively small volume of chromium carbides, nitrides, or carbonitrides. Therefore they have relatively low wear resistance similar to non-nitrogen steels 13C26 and AEB-L. BD1N and N680 have a higher volume of carbides and are likely more similar in wear resistance to steels like 440C or VG-10. The higher potential hardness of BD1N gives it an advantage over N680. Nitrobe77 is in between those two groups. Vanax with its ~10% vanadium nitride is much more wear resistant than the other steels mentioned. That likely gives Vanax superior slicing edge retention to the others.
Toughness
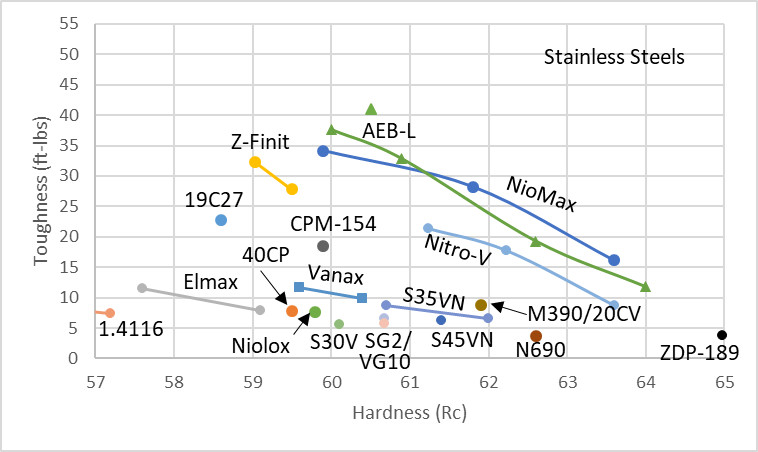
The toughness of these steels is in roughly the opposite order of wear resistance, as higher amounts of carbides/nitrides means lower toughness. Smaller size of carbides/nitrides also helps improve toughness. You can read more about the effect of carbides/nitrides on toughness in this article on chipping. Depending on the type of toughness test, the powder metallurgy process may give Vanax superior toughness to BD1N despite its higher carbide/nitride content because the carbide size is refined by the PM process. I am not aware of any toughness testing comparing the two. 14C28N, Nitro-V, and Cronidur 30/Z-Finit have significantly better toughness due to the small volume of very small carbides/nitrides. 14C28N is likely similar to AEB-L which is the highest toughness stainless steel I have yet tested:
Corrosion Resistance
I did calculations of alloy in solution for each steel in ThermoCalc to estimate corrosion resistance, as Cr, Mo, and N in solution after quenching to room temperature is what gives the steel its corrosion resistance. The temperature chosen is the midpoint austenitizing/hardening temperature recommended by each steel’s datasheet. While Cr is the primary element that contributes to corrosion resistance, I have also shown Mo and N since those elements are said to improve pitting resistance with the following equation [15]:
PREN = Cr + 3.3*Mo + 16*N
Mo and N cannot replace the chromium passive film but they improve the performance of the passive film in certain environments [15]. Therefore the primary comparison of corrosion resistance is controlled by Cr in solution but in some cases a steel with higher molybdenum but lower chromium has better corrosion resistance depending on the environment. You can read more in the article about 154CM. I have the nitrogen-alloyed steels ranked by Cr in solution below:
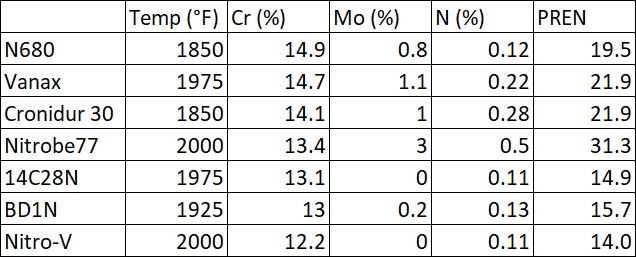
Despite that it has the highest bulk Cr content, I’m still somewhat surprised to see N680 at the top of the chart because its carbon content is higher than Vanax, Cronidur 30, and Nitrobe77. Nitrobe77 has the highest Mo and N in solution so despite its middling Cr in solution it may do better than the other steels in some corrosion tests. Overall you can see that there can be a relatively significant range of potential corrosion resistance for these steels even though nitrogen-alloyed steels seem to be often grouped together as having similarly high corrosion resistance.
Do Nitrogen-alloyed Stainless Steels Have Better Corrosion Resistance?
I have calculated the chromium in solution for several popular stainless steels to compare with the nitrogen-alloyed and get an idea of how different the corrosion resistance might be. Again, these temperatures are those recommended by the datasheet but the chromium content can potentially be increased with the use of a higher temperature.
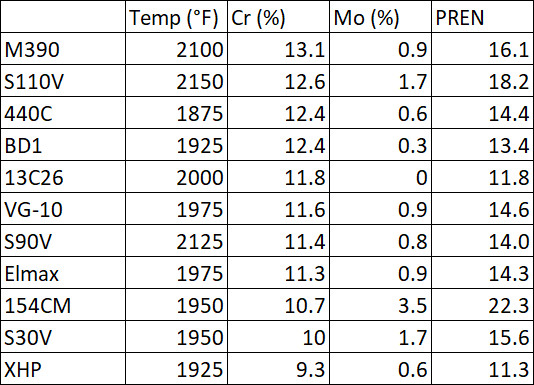
Four of the steels on this list had a higher calculated Cr-value than the lowest on the nitrogen-alloyed list (Nitro-V). However, the average Cr content in solution of the nitrogen-alloyed group is higher than the nitrogen-free group. It is of course possible to make a nitrogen-alloyed steel that does not have superior corrosion resistance (Vancron 40 being the obvious example) but it appears that in general the nitrogen-alloyed stainless steels out there have good corrosion resistance.
Summary
Typical carbon-chromium steels are difficult to design with both high hardness and high corrosion resistance because carbon and chromium tend to form carbides. Those carbides reduce hardness and corrosion resistance because the carbon and chromium need to be “in solution” to improve hardness or corrosion resistance. Nitrogen also increases hardness of steel in a similar way to carbon but is not as likely to form a compound with chromium and therefore steels with high hardness and corrosion resistance can be made. Conventional air melting of steel is limited in terms of how much nitrogen can be added because nitrogen has low solubility in liquid steel. There are still a few steels with <0.2% nitrogen made with air melting such as 14C28N, BD1N, N680, and Nitro-V. Pressurized Electroslag Remelting allows the alloying of steel under high pressure which allows more nitrogen to be added to steel and Cronidur 30 was designed to utilize this technology. Powder metallurgy steels Vancron 40, Vanax, and Nitrobe77 are given high nitrogen by nitriding the powder prior to the powder being consolidated and forged into the final steel. Vancron 40 and Vanax have a high nitrogen and vanadium content to form hard vanadium nitrides for good wear resistance.
The Missing Steel
I didn’t discuss H1 at all in this article. It is true that it has a small nitrogen addition (0.10%). However, the nitrogen addition is far from the most interesting thing about H1. It is a completely different type of steel than the others in this article and therefore it needs to be in its own article to describe how it was designed and how the steel works. Update: I have now written an article specifically about H1.
[1] Neto, F. Beneduce, A. Garbogini, and Tschiptschin AP. “Nitrogen bearing martensitic stainless steels: Microstructure and properties.” ISIJ international 36, no. 7 (1996): 840-845.
[2] Gavriljuk, V. G., B. D. Shanina, and H. Berns. “A physical concept for alloying steels with carbon+ nitrogen.” Materials Science and Engineering: A 481 (2008): 707-712.
[3] Foct, J., and A. Hendry. High nitrogen steels: proceedings of the international conference organised by the Institute of Metals and the Socíeté française de métallurgie and held at Lille in France on May 18-20, 1988. Vol. 453. Maney Pub, 1989.
[4] https://cartech.ides.com/datasheet.aspx?i=102&E=351
[5] https://cartech.ides.com/datasheet.aspx?i=102&E=441
[6] https://knifesteelnerds.com/2018/03/16/micrographs-of-niolox-cpm-154-and-aeb-l/
[7] https://www.materials.sandvik/en-us/products/strip-steel/strip-products/knife-steel/hardening-guide/hardening-programs/
[8] https://www.totalmateria.com/page.aspx?ID=CheckArticle&site=kts&NM=461
[9] https://www.progressivealloy.com/pdf/cronidur30.pdf
[10] Ejnermark, Sebastian, Thomas Hillskog, Lars Ekman, Rikard Robertsson, Victoria Bergqvist, Jenny Karlsson, Petter Damm et al. “Corrosion and wear resistant cold work tool steel.” U.S. Patent Application 14/917,521, filed July 28, 2016.
[11] https://www.uddeholm.com/files/PB_vancron_40_english.pdf
[12] Theisen, W. “Hartphasen in Hartlegierungen und Hartverbundstoffe.” (1998).
[13] Kajinic, Alqjz, Robert B. Dixon, and Brian A. Hann. “Wear and corrosion resistant PM tool steels for advanced bearing applications.” In Bearing steel technology. ASTM International, 2002.
[14] https://www.uddeholm.com/app/uploads/sites/36/2017/08/VANAX-Superclean-eng-1705-e1.pdf
[15] Lorenz, K., and G. Medawar. “Über das Korrosionsverhalten austenitischer Chrom-Nickel-(Molybdän-) Stähle mit und ohne Stickstoffzusatz unter besonderer Berücksichtigung ihrer Beanspruchbarkeit in chloridhaltigen Lösungen.” Thyssenforschung 1, no. 3 (1969): 97-108.
Great article! I have been waiting for this one!
Thanks!
How is the availability of these steels?
We are stocking round XD15NW (same as X-15TN ) and XD16N at Sullivan Steel, but mostly in rounds.
We have .625″ Thick XD16N, but seems to be too thick for blademaking. But, we are considering putting thinner material (sheet) on the shelf, but not sure if the market is there.
XD16N – Air Melt .05-.2% Nitrogen – Lower Cost
XD15NW / X-15TN – .16-.25% Nitrogen – PESR, higher cost
Availability is primarily controlled by the major knife supply companies. Without having sheet in <0.25" and preferably a range of sizes you probably won't make much headway. Small order size is also necessary.
Hello
It was a very useful article.
Thank you.
How can metal powder be nitrated? Do you have any information about this?
Great report on Nitrogen steels,
you should add a new very intersting steel made by Uddeholm: Vanax Superclean, that put a 1,55 % in Nitrogen in his composition, this lead to have a super stain resistant steel at tool steel hardness. Heat treatment is expansive and tricky, anyway I made it.
I’ve some micrographs too…
Best regards
Excuse me for my earlier comment, Vanax superclean is included as well in your article, which is very complete!!
If you want I still have some micrograph I made on my tests with Vanax.
You can see pictures on Facebok in my page ( Il coltellaio – The Page )
Best regards
Paolo
P.S. Thanks for this usefull site.
Thanks Paolo. I sent you an email.
Great work as allwasy. If you had to guess would you expect Nitribe 77 (PM-Process + grain refiners V and Nb) to have higher toughness than Z-finit? Damasteels Datasheet on Nitrobe 77 shows a young´s modulus of 230 GPa which is relatively high compared to other steels. How does this steel achive this higher “stiffness” (could be very useful in a thin machete type blade)?
Best regards
Simon
I don’t know if Nitrobe 77 would be any tougher. It’s possible. I haven’t done a full analysis of modulus accross different knife steels. 230 GPa is on the upper end but I’m not sure what is giving it a higher value.
The question comes a bit late but, what you think about 4116 steel which is on the cheap side.
Thank you.
There is a 4116N which isn’t very common. It is probably marginally better than 4116.
Great article Larrin.
At the start you mention nitriding.
Could this, or other coatings be used to increase corrosion resistance in saltwater environments?
Obviously the edge would still be exposed to the corrosion and need a regular touchup.
But overall could possibly increase steel choices for dive knives?
Nitriding isn’t a coating it is adding nitrogen to the surface directly. So I suppose that could improve corrosion resistance. Until the edge is ground away and no more nitrided surface is left at the edge and then it wouldn’t be hard anymore.
what do you think of the potential for vanadium nitrogen alloy to replace iron vanadium?
I don’t understand. A vanadium nitrogen alloy instead of iron vanadium? These aren’t steels you are referring to?
Hi, i recently try heattreat 14c28n as it Say in the allemia pague, but it don’t get well indint know why. I try at 1060*c for 12min, quench un oil and deep frezzer. I brake to see the grain and it was to Big with a verte los toughness. Then i try for 5min soaking and it seem good. What could happened there? My oven is not working well? 12min is yo mucho soaking?
Materials with high nitrogen content require an additional sub-zero treatment after heat treatment. Hope this helps.
Awesome research. That said, what brand sells a Stainless Steel folding knife for Longevity (Stainless + Strength)? Looking for specific metals and the way knife makers build has gotten me lost, lol.
How does the C/Cr “limit line” change as a function of temperature? You stated that the thermodynamic plot in this article was at 1050C (~1900F), would higher austenitizing temperatures yield a more favorable tradeoff?
Is that why modern stainless “super steels” like MagnaCut are designed for higher temperatures?
The Ccarbon and chromium in solution increases with temperature