
Thanks to Greg Jessen for becoming a Knife Steel Nerds Patreon supporter! There is currently a poll on Patreon for voting members on what equipment I will purchase for future research.
Conventional Casting
Conventional casting of steel involves the alloying of steel in the molten, liquid form followed by pouring into ingot molds where the steel slowly cools to form the solid steel. The steel is then forged and/or rolled to final dimensions. Because of slow cooling rates to form the final ingot there is significant segregation of alloying elements and steel phases that makes the forging and rolling operations necessary to have consistent properties. This is especially true of highly alloyed steels because there is more alloy to segregate.
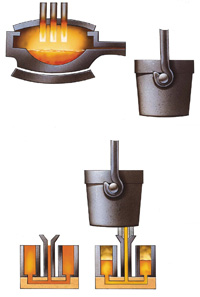
This image comes from [1]
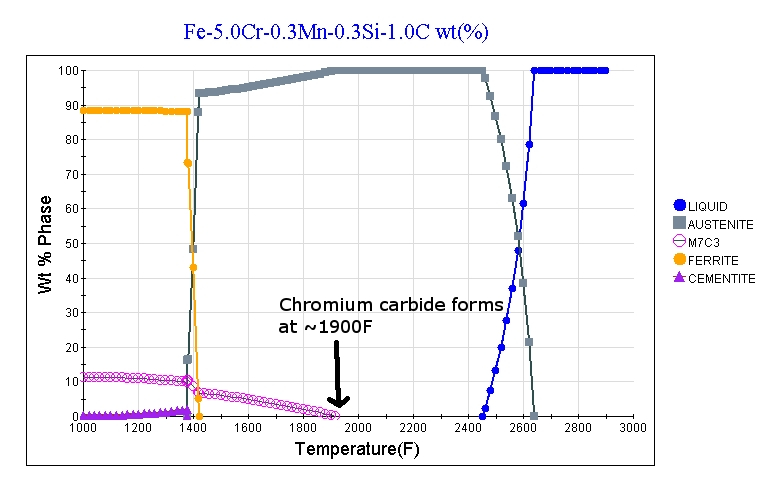
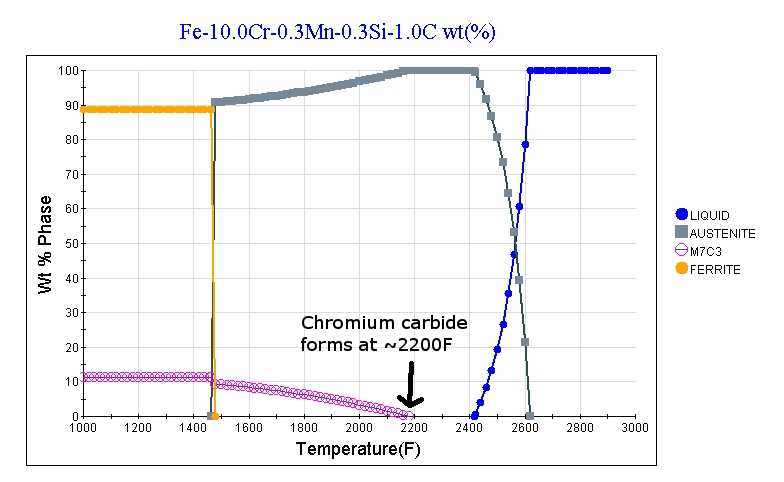
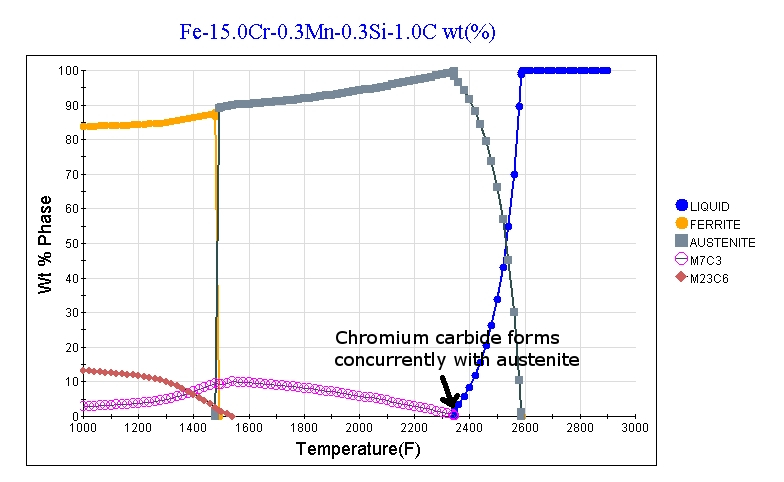
Powder metallurgy is a technology that was invented to allow the production of very high alloy tool steels. The issue with high alloy tool steels is that they form very large carbides that leads to poor toughness (see this article on chipping to learn about carbides and toughness). Sometimes to the extent that they cannot even be manufactured without problems in production. The issue is that with large amounts of alloys that the carbides form at higher and higher temperatures. Here are examples of a 1% carbon steel with increasing levels of chromium (5, 10, 15, and 20%), with simulations in JMatPro showing the temperature at which the chromium carbide forms:
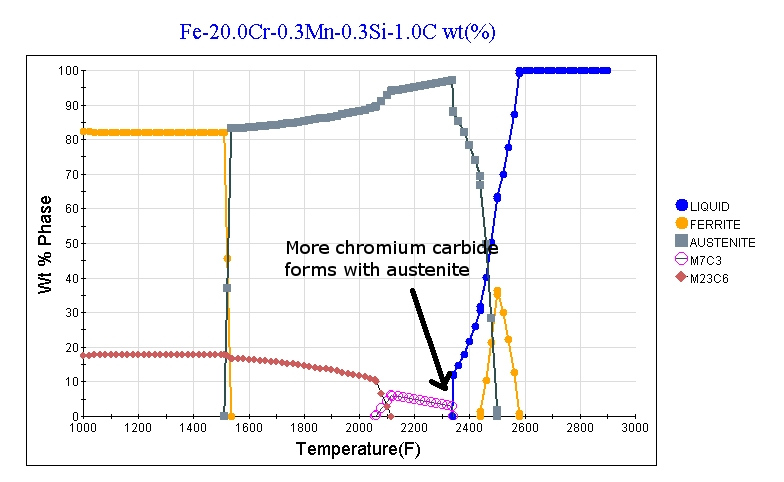
High Temperature Carbide Formation
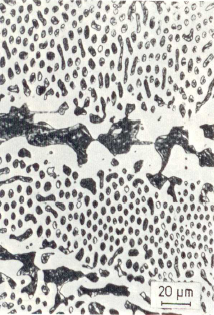
The chromium carbides are referred to as either “primary” or “secondary” carbides. Primary carbides are those that are formed during the slow cooling of the casting process from liquid. Secondary carbides are those that have dissolved and then re-formed, or precipitated, during thermal processing. Typically secondary carbides are smaller than primary carbides. Therefore we would like to eliminate primary carbides if possible. At 5% or 10% chromium the chromium carbide (M7C3) forms after the steel has completely solidified as the high temperature phase austenite (read about austenite here). The carbides also form at temperatures close to or below typical forging temperatures (~2100°F) so with well-designed processing the carbides are dissolved and re-precipitated during forging so that they are reduced in size. However with the 15% or 20% chromium conditions shown above the chromium carbides are first forming in the liquid. The chromium carbides form concurrently with austenite and form a structure sometimes called “ledeburite.” Because the transformation of austenite and carbide is concurrent the temperature that the carbides form doesn’t continue to increase with further chromium addition but the amount of carbide increases with higher levels of chromium. Therefore the 20% chromium condition sees carbide formation at a similar temperature to 15% chromium but the amount of ledeburite is greater. Ledeburite contains both austenite and carbide in an interesting structure [2]:
With the ledeburite structure the carbides form in the liquid where they are even larger than when formed in the solid and are difficult to break up in forging. Furthermore, because they are stable in a partially melted steel it is impossible to dissolve them by high temperature processing and/or forging. Larger carbides are more stable than small carbides so extended time at high temperature is more likely to lead to an increase in carbide size rather than the reverse. Forging does help to reduce the amount of segregation in the cast steel and to reduce the carbide size, however [3]:
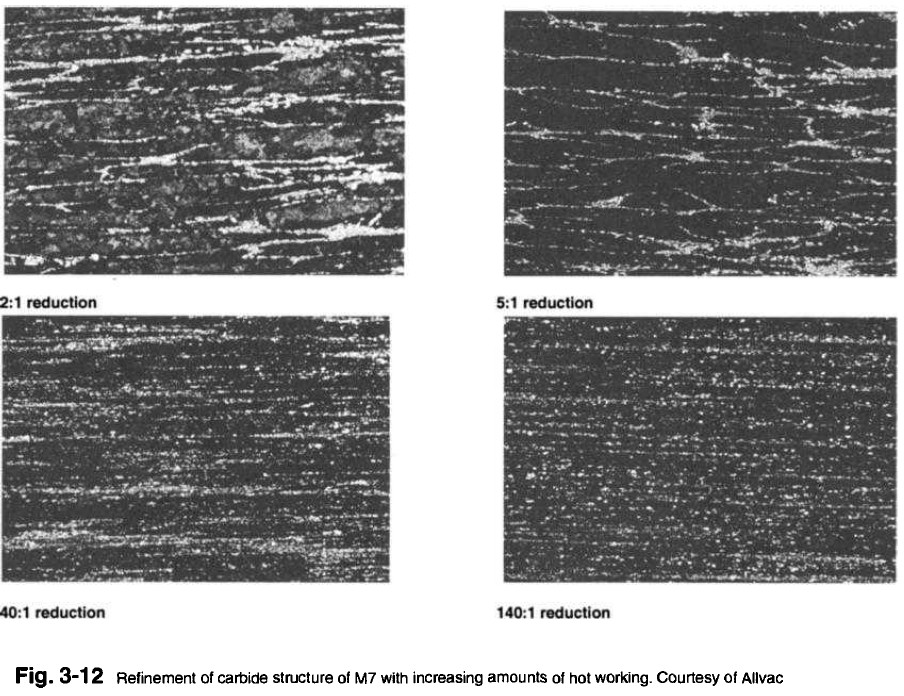
Despite the improvement in structure, however, the primary carbides can only be reduced in size so much for the reasons described above, and steels like 440C, D2, and 154CM with conventional casting and processing still have carbides that are greater than 10 microns, and those large carbides lead to reduced toughness. Here is an example of D2 where the large grey particles are the primary chromium carbides, compared with 13C26 below it with much finer secondary carbides:
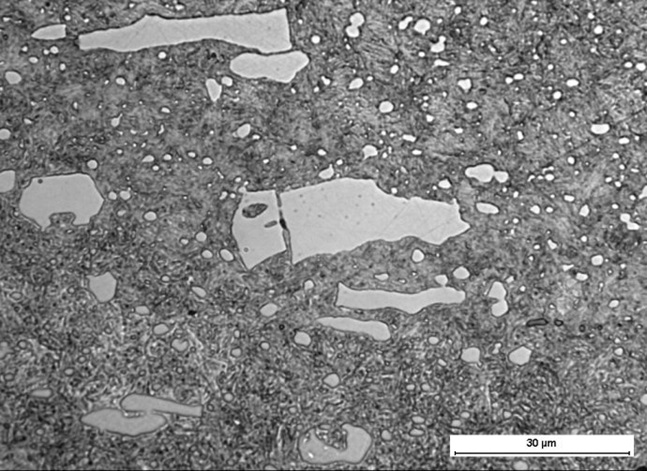
D2 steel with large primary carbides
13C26 with fine secondary carbides
Vanadium Carbides
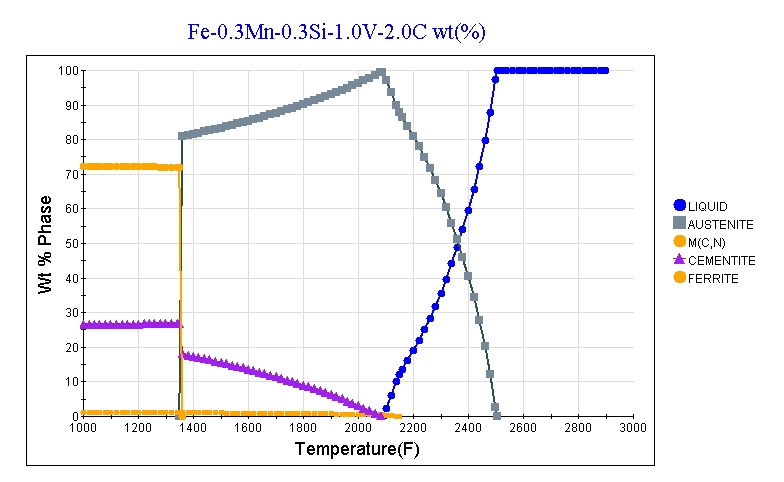
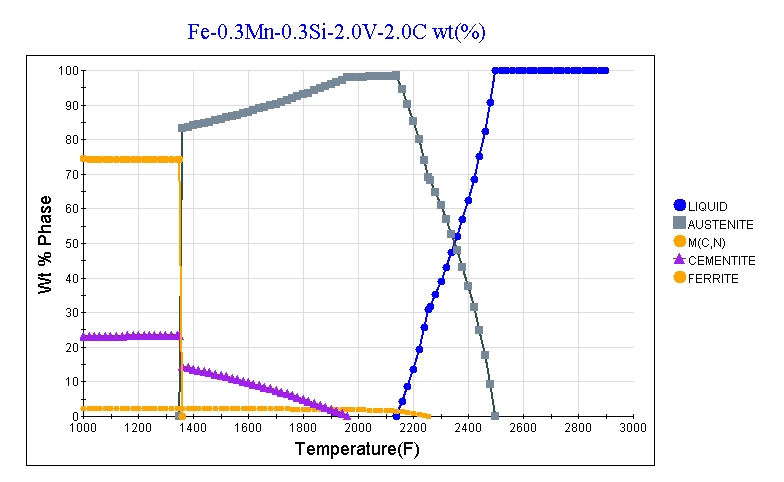
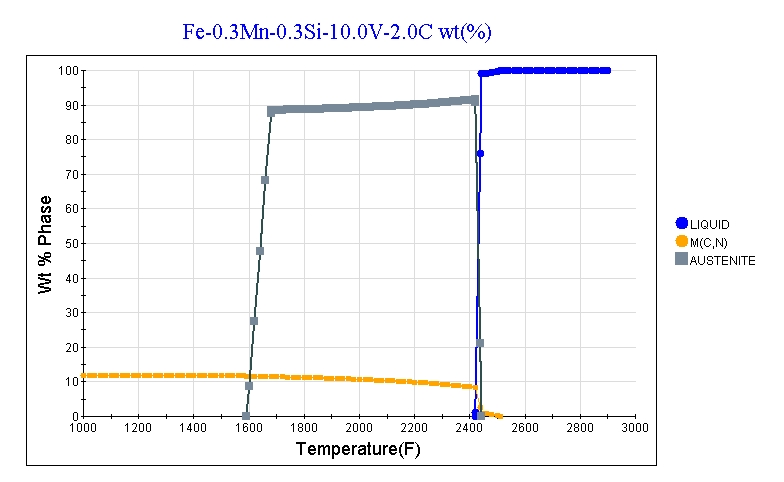
Other carbide types can cause even bigger problems, as instead of the ledeburitic structure (carbide+austenite) they form independently in the melt. One good example is vanadium where the vanadium carbides form at higher and higher temperatures in the liquid steel with further increases in vanadium. The high temperature and rapid diffusion in liquid steel means that the carbides can grow to very large sizes. Their stability in the liquid also leads to the same problems described above where the carbides cannot be eliminated through thermal processing or forging. Here are JMatPro calculations of 1%, 2%, and 10% vanadium showing the high temperatures at which the carbides form, see the yellow dots labeled M(C,N) for 1%, 2%, and 10% vanadium:
It had previously been discovered that with higher carbon contents that vanadium could be increased to high levels for better wear resistance (see this article on development of high vanadium steels). However, there there was somewhat of a limit of viable vanadium additions in steel of approximately 4% vanadium where the steels would be too brittle to be practical and the carbides would simply be too large.
Processing Effects
One method known to help with this problem of large carbides is to cool the steel more quickly as it solidifies. One simple way to do this is to use a smaller ingot size. It makes intuitive sense that very large multi-ton ingots cool very slowly with their large size, while a very small ingot cools more rapidly. With a rapid solidification rate the size of the “dendrites” is smaller which is the tree-like structure that forms during solidification. A smaller dendrite size indicates that less segregation has occurred and the final carbide size is likely to be smaller [4]:
Powder Metallurgy
Powder metallurgy is a method by which very tiny ingots are formed. The liquid steel is dripped through a nozzle and is “atomized” by liquid or gas sprays that near-instantly solidify the steel as powder. Typically nitrogen is used in the production of tool steel. Each particle of the powder is like its own tiny ingot. Therefore the cooling rates are much faster than conventional casting. You can see an animation of the process and then a video of it actually happening:
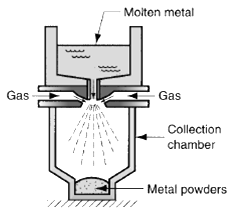
This image is from [5]
After the powder is produced then it is sealed up in a mild steel can and undergoes “hot isostatic pressing” (HIP) by heating it up to high temperature (approximately forging temperature) and pressurizing it to turn the individual powders into a solid ingot. The HIP process is similar to forge welding for damascus. The ingot is then forged and/or rolled in the same way that any ingot would be processed.
You can see a Bohler-Uddeholm video summarizing the entire process below where hopefully all of the background information described above makes it easier to understand what they are describing:
When all that process is complete you end up with a steel that has a much finer and more uniform carbide structure than in a conventionally cast steel, such as can be seen in a comparison with 154CM and CPM-154 below:
Conventionally Cast 154CM

Powder Metallurgy CPM-154
Development of Powder Metallurgy Steel
While powder metallurgy technology existed for some time prior, powder metallurgy with tool steel was first commercialized by Crucible Steel [6]. They first filed for a patent for the process and announced the future commercialization of powder metallurgy tool steel in 1967 [7][8]. Early tests were done at a pilot facility [6]. They then announced the successful production on a commercial-scale in December 1970 [9]. So while powder metallurgy already existed, Crucible was the company that spent the resources and dedicated the money to creating a full commercial-scale implementation of the process for tool steels. It wasn’t simply the porting over of an existing technology to tool steel, however. The overall process needed to be developed and designed with tool steel in mind. Crucible also pioneered the use of the HIP process to produce PM steel [6]. Early PM steels produced by Crucible were high speed tool steels starting with pre-existing steels such as T1 and M2 [7] followed by patents with specialized steels designed for powder metallurgy such as Rex 76 [10][11].
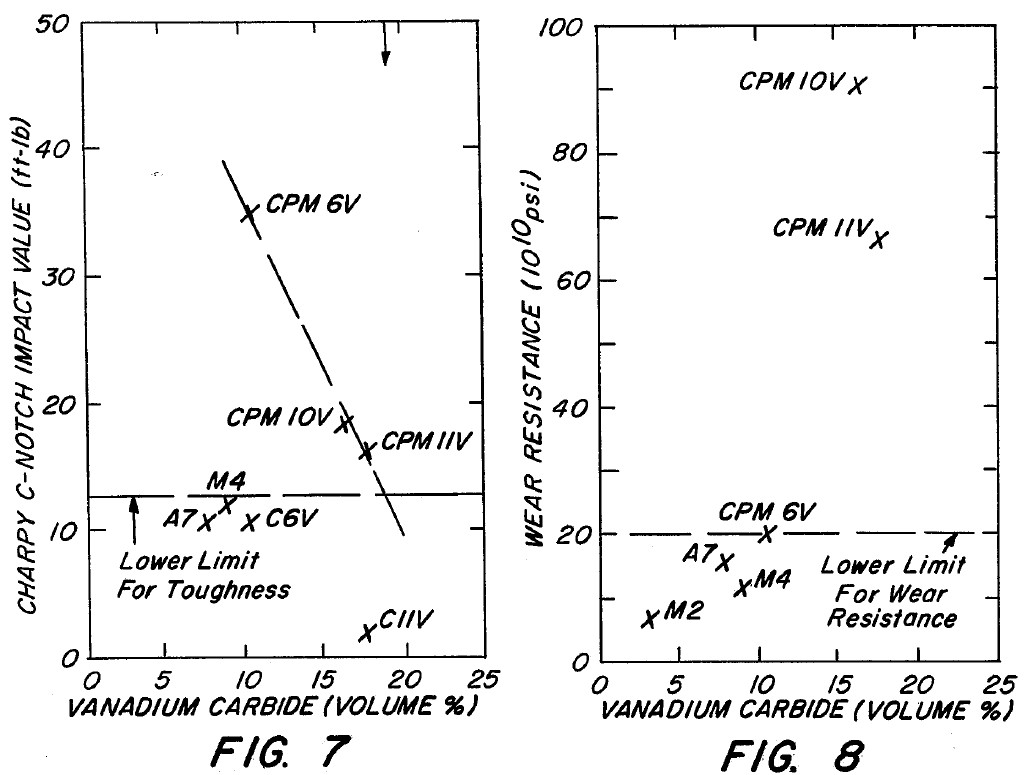
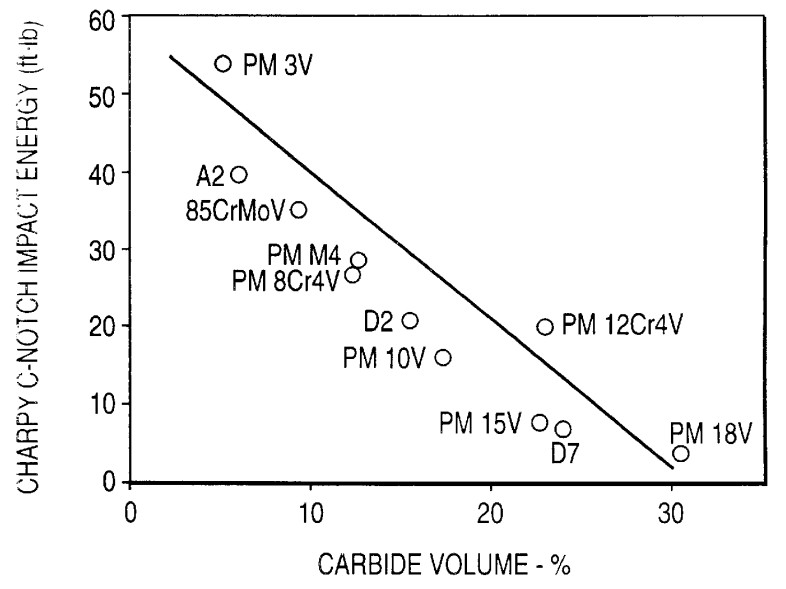
Crucible metallurgists recognized early on that the powder metallurgy process would allow them to develop steels with higher vanadium contents. This is desirable because of the very high hardness of the vanadium carbides. Because of the large size of the vanadium carbides it was not possible to design steels with sufficient toughness as well as a high vanadium carbide content with conventional casting of steel. When the vanadium carbides are small then it is possible to have a very high combination of wear resistance and toughness because toughness is primarily controlled by carbide volume fraction (higher means less toughness) but wear resistance is higher for given amount of carbide if the carbides are harder. This use of vanadium carbides for better toughness/wear resistance combinations was described as early as 1972 by Crucible in a patent on high speed steel [12]. These early Crucible powder metallurgy process and steel patents were all filed by Gary Steven but I have been unable to find much more information on him. He was a metallurgist at Crucible and based on his patents appears to have been a fundamental part of Crucible’s powder metallurgy development. He also worked on bearing steels, the development of which is described in the 154CM article.
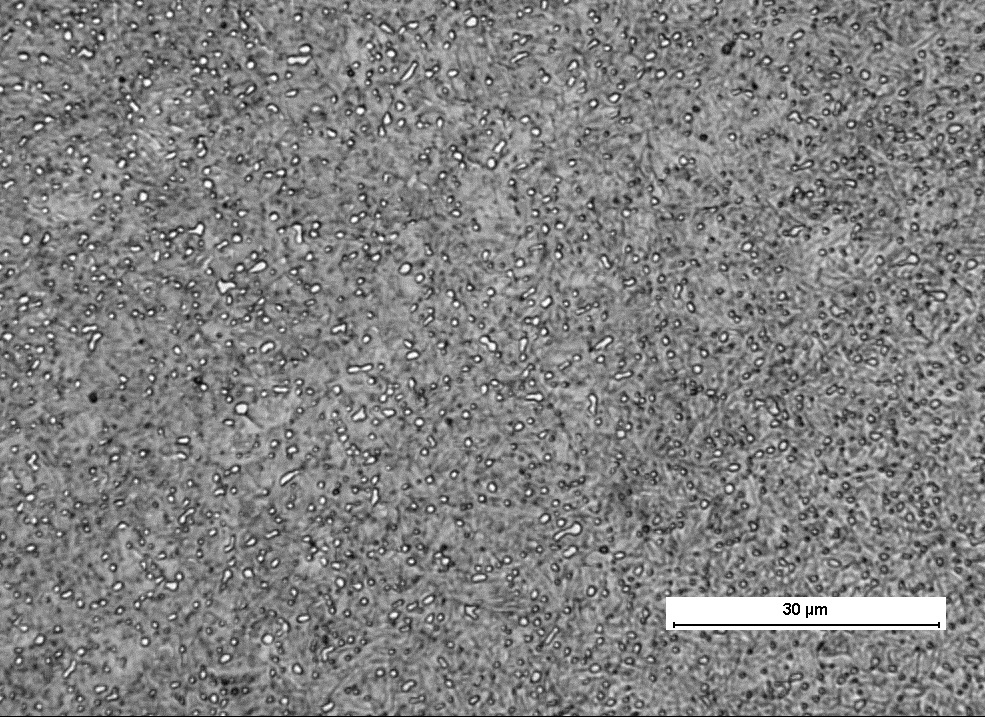
Crucible metallurgists next took this vanadium-alloying concept to its logical conclusion in the development of 10V steel with its 10% vanadium content [13]. The USA patent was filed in 1978 but an earlier British patent was first filed in 1973 [14]. The final American patent was filed by Walter Haswell and August Kasak [13]. They developed a steel which formed primarily vanadium carbides and therefore had higher wear resistance than other steels available at the time. The steels were also able to have sufficient toughness by the use of powder metallurgy:
10V became a standard for powder metallurgy steels and continues to be so to this day. Because of its excellent properties and because its patent ran out long ago nearly every powder metallurgy steel company has a version of 10V, typically referred to as PM A11. The process of designing PM steels to have primarily vanadium carbide also became the standard for future development. For example, the development of 3V was performed by making a steel with a small content of vanadium carbide for high toughness but using the very hard vanadium carbides for adequate wear resistance [14]:
Crucible’s competition also utilizes similar concepts for their PM steel designs. Even the very recent Vanadis 8 by Uddeholm [15][16], for example, is essentially just a modified version of the original 10V, using vanadium carbides to optimize the balance of toughness and wear resistance. Many other Uddeholm and Bohler steels also utilize different contents of vanadium carbides to balance the amount of wear resistance such as Vanadis 4 Extra, K490, and K390. Therefore those early developments of powder metallurgy technology and steels by Crucible had a strong influence in the tool steel industry.
Summary
Powder metallurgy uses rapid solidification to eliminate segregation and ultimately create steel with fine carbide distributions for better toughness and to allow steels that would not be possible with conventional processing. Powder metallurgy uses “gas atomization” where a stream of liquid steel is passed through nitrogen sprays that instantly solidify the steel into a fine powder. That powder is then pressed into a canister at high pressure and temperature to create a solid ingot that can then be processed normally. Powder metallurgy was first used commercially for tool steels by Crucible Industries. Their early developments of vanadium-containing powder metallurgy steels were highly influential in the tool steel industry.
[1] https://www.thefabricator.com/article/metalsmaterials/the-science-of-steel
[2] https://www.giessereilexikon.com/en/foundry-lexicon/Encyclopedia/show/iron-carbon-phase-diagram-3092/
[3] Roberts, George Adam, Richard Kennedy, and George Krauss. Tool steels. ASM international, 1998.
[4] Hetzner, Dennis W. “Refining carbide size distributions in M1 high speed steel by processing and alloying.” Materials Characterization 46, no. 2-3 (2001): 175-182.
[5] http://www.mechscience.com/atomization-powder-metallurgy/
[6] Kasak, A., and E. J. Dulis. “Powder-metallurgy tool steels.” Powder Metallurgy 21, no. 2 (1978): 114-123.
[7] Steven, Gary. “Sintered steel particles containing dispersed carbides.” U.S. Patent 3,561,934, issued February 9, 1971.
[8] Kobrin, C. L. “Tool Steels Take the Powder Route.” Iron Age 200, no. 23 (1967): 71.
[9] Obrzut, J. J. “PM tool steels come out swinging.” Iron Age207, no. 2 (1971): 51-53.
[10] Steven, Gary. “High-speed steel containing chromium tungsten molybdenum vanadium and cobalt.” U.S. Patent 3,627,514, issued December 14, 1971.
[11] Steven, Gary. “Method for producing tool steel articles.” U.S. Patent 3,936,299, issued February 3, 1976.
[12] Steven, G. “Vanadium-containing tool steel article.” U.S. Patent 3,809,541, issued May 7, 1974.
[13] Haswell, Walter T., and August Kasak. “Powder-metallurgy steel article with high vanadium-carbide content.” U.S. Patent 4,249,945, issued February 10, 1981.
[14] Pinnow, Kenneth E., and William Stasko. “Wear resistant, powder metallurgy cold work tool steel articles having high impact toughness and a method for producing the same.” U.S. Patent 5,830,287, issued November 3, 1998.
[15] https://www.uddeholm.com/us/en-us/2018/02/05/new-powder-steel-from-uddeholm-a-bestseller-already-before-its-launched/
[16] https://www.uddeholm.com/files/PB_Uddeholm_vanadis_8_english.pdf
Larrin,
Many thanks for yet another extremely informative and well written article.
If you keep this up, you’ll soon have enough material to publish a much needed book on metallurgy for knife makers.
Cheers
John
Thanks John. Maybe a book someday.
Larrin, Thanks a lot!
some of us old timers can be confused by related terms so let me clarify. Powder metals has been with us for a long time Metal powder is compressed in a mold then heated [sintered ] to bond the particles. That developed into MIM [metal injection molded ] .A soup of metal particles in a polymer is injection molded. Heated to drive off the polymer , then sintered .this is a low cost high volume system which was abused by the bean counters in some industries ! It is however used in high performance applications in the auto industry for example.
These systems are different than our knife uses!