Thanks to Guns N’ Loaded for becoming a Knife Steel Nerds Patreon supporter!
Austenitic Stainless Steels
At its most basic, H1 is an austenitic stainless steel. Austenitic stainless steels are about as old as stainless steel itself, being developed by German metallurgists in the approximate time period of 1909-1912. They worked on 18% Cr, 8% Ni steels which are quite similar to common austenitic stainless steels like 301, 302, and 304.
The steels are called “austenitic” because the steel is in the “austenite” phase at room temperature rather than the typical ferrite or martensite room temperature phases. Most steels will transform to austenite if heated to sufficiently high temperature (such as 1340-1600°F). Austenite refers to the arrangement of iron atoms within the steel. So when steel is heated up to high temperature it spontaneously transforms from one atomic arrangement, ferrite, with a “body centered cubic” atomic arrangement to austenite, which is a “face centered cubic” arrangement. Here are schematic representations of the two different atomic arrangement:
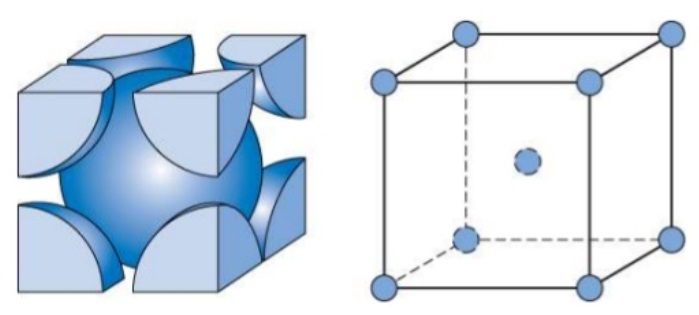
The “unit cell” of body centered cubic ferrite. A unit cell is the smallest possible representation of the crystal structure
What the unit cell looks like within a larger view of the body centered structure of ferrite
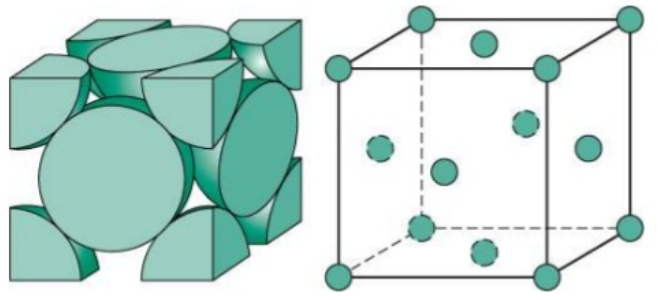
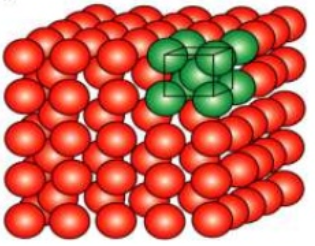
Face centered cubic unit cell of austenite
Larger view of face centered cubic austenite
The exact crystal structure of the ferrite and austenite doesn’t matter as much as the properties. Austenite is easily differentiated from ferrite and martensite because it is nonmagnetic. Many knifemakers use a magnet when heat treating to know when the steel has transformed to austenite. However, austenitic stainless steels are designed to be austenite at room temperature so as a result they are also nonmagnetic at room temperature. The way they stabilize the austenite down to room temperature is by adding various alloying elements so that martensite does not form during quenching. Normally with knife steel it is heated to high temperature to form austenite and then quenched to form hard martensite. However, different alloying elements lower the temperature at which martensite forms, and can be reduced to below room temperature:
Ms (°C) = 539 – 423*C – 311*N – 30.4*Mn – 17.1*Ni – 12.1*Cr – 7.5*Mo – 7.5*Si
While carbon is the best element for reducing the martensite start temperature, it also tends to lead to the formation of carbides. This means that the steel must be heated to higher temperatures to dissolve all of the carbides, or even to the point where the carbides will not dissolve without melting the steel. The carbides also tend to form on grain boundaries if not cooled sufficiently rapidly. Because of the high chromium content, stainless steels with carbon in them tend to form chromium carbides, and the formation of those carbides leads to locally reduced chromium “in solution.” If the chromium has formed a carbide it is no longer in solution to contribute to corrosion resistance. Chromium must be in solution to form the passive layer that prevents corrosion. More chromium in solution means a stronger passive layer and better corrosion resistance. Therefore carbon additions are usually avoided in austenitic stainless steels because of the potential to reduce corrosion resistance.
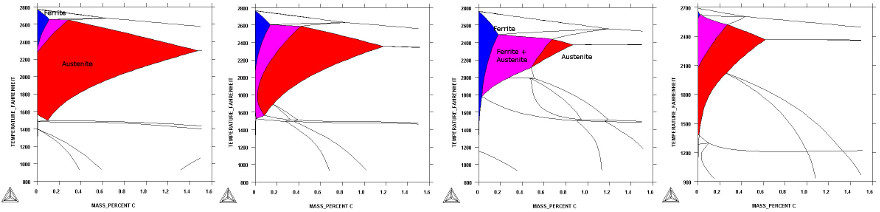
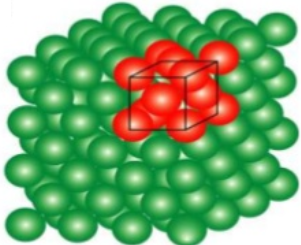
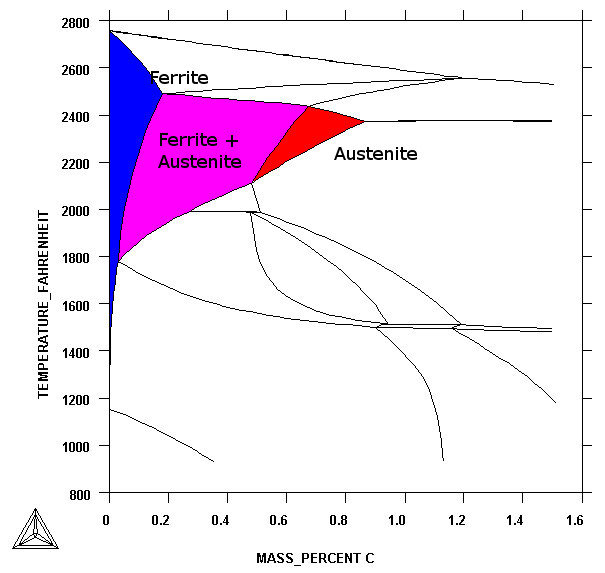
Higher chromium improves corrosion resistance and also reduces martensite start, so simply adding more chromium seems like an easy way to make an austenitic stainless steel. However, chromium is also a “ferrite stabilizer.” There is a high temperature ferrite phase called “delta ferrite” which I have colored with blue in the diagram below. Delta ferrite is the same as typical low temperature ferrite but is found at high temperatures.
8%Cr Iron-Carbon phase diagram showing delta ferrite (blue), austenite (red), and ferrite+austenite (purple)
Above is for an 8% chromium steel. The delta ferrite phase is over a relatively narrow range of very high temperature for low carbon steel (~2350-2750°F). The austenite phase field, in contrast, covers a wide range of temperature and carbon contents. The purple field is a combination of both ferrite and austenite. Adding more chromium, however, because it is a ferrite stabilizer, expands the delta ferrite phase field.
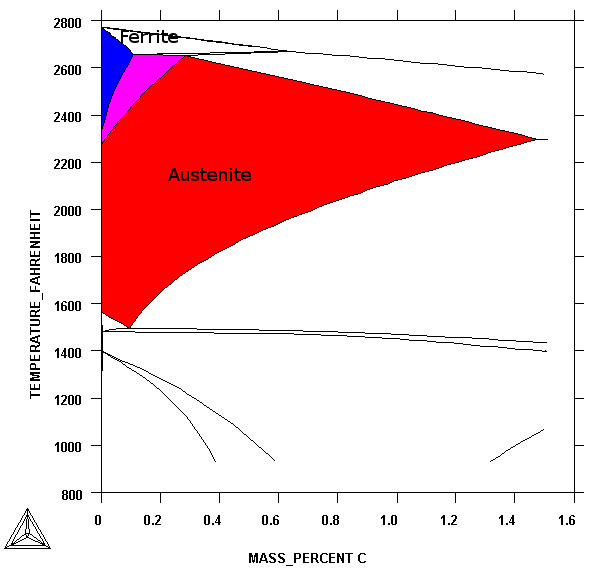
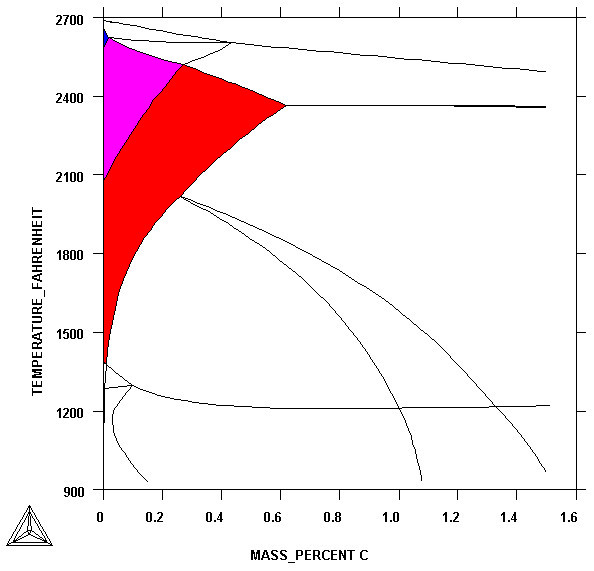
12% Cr Iron-Carbon phase diagram
With 12% chromium the delta ferrite phase field has greatly expanded and the ferrite+austenite field has reached a size where for very low carbon steels the full austenite red phase field cannot be reached at any temperature. With yet more chromium the austenite phase field is very small:
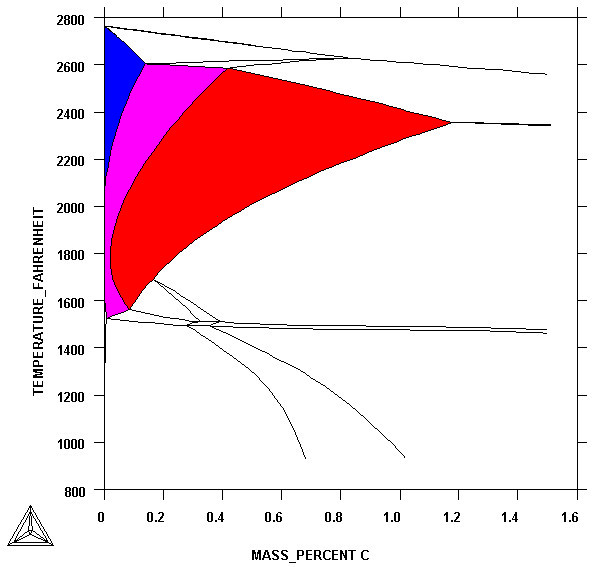
18% Cr Iron-Carbon Phase Diagram
With 18% Cr, the austenite phase is never seen with very low carbon steel, and even steels up to about 0.5% carbon can only partially transform to austenite.
Molybdenum and silicon are also ferrite stabilizers so they are also not helpful for making the steel austenitic. Therefore typically nickel is added to austenitic stainless steels, and sometimes manganese, because they both reduce martensite start and are also austenite stabilizers. Here is an 18% Cr steel which also has 8% Ni added:
18%Cr-8%Ni Iron-Carbon Phase Diagram
After the 8% Ni addition to the 18% Cr steel, the delta ferrite phase field is now extremely small, and the austenite phase field is much larger and shifted to lower carbon contents. Therefore the steel can be heated to austenite prior to rapid cooling to retain austenite at room temperature.
Properties of Austenite and Replacement of Nickel
The austenite phase is desirable because of its very good ductility and toughness. It also has low yield strength which means that forming operations on austenitic steel are relatively easy. In some cases the nonmagnetic properties of the steel are also desirable. The nickel also improves corrosion resistance by promoting “repassivation” when the chromium oxide passive layer is lost. It is particularly helpful in reducing environments and mineral acids. Nitrogen also both reduces Ms and stabilizes austenite at high temperature, but adding nitrogen in significant amounts is difficult. And while nitrogen is less likely to form chromium nitrides than carbon is to form chromium carbide, excess nitrogen can lead to nitrides and a reduction in corrosion resistance. You can read about nitrogen additions to stainless steel in this article. Reduction in nickel is desirable because nickel is expensive. Partial replacement of nickel with manganese is used in some grades but total replacement is not practical. Manganese is about half as effective as nickel at expanding the austenite phase field, and the peak effect is at 5% and will shrink the austenite field with larger amounts [1]. Therefore Mn can only replace about 2.5% nickel. And Mn does not improve corrosion resistance like nickel does; in fact Mn has a slight negative effect on corrosion resistance [1]. However, unlike Nickel, Mn does improve solubility of Nitrogen in the liquid steel and therefore some steels have been produced with a combination of Mn and N to replace Ni. So the high Mn in these steels is actually for the purpose of adding more nitrogen and not really because of the Mn itself. Examples are the 200-series austenitic stainless steels like 201, 202, and 205. Nitrogen expands the austenite phase field and also improves corrosion resistance.

Transformation to Martensite with Cold Work
When austenitic stainless steels are deformed they will actually form martensite even though the martensite start temperature is below room temperature. Martensite is a very strong/hard phase which is typically the primary phase in knife steels. With cold rolling, bending, forming, etc. martensite is formed within the austenite. Here are images of 301 stainless steel with increasing levels of “strain” where you can see the martensite laths/plates forming as the steel is deformed:
![]()
301 stainless steel with increasing levels of strain (percentage marked) showing increasing martensite. Images from [2]
During cold work of steel there is a generation of atomic-level defects called “dislocations.” Dislocations are present in all metals, but the density of the dislocations varies with various processing and heat treatment steps. The dislocations strengthen steel so the more cold work the more dislocations there are and the stronger the steel is. The strength of metals is controlled by the behavior of dislocations. I wrote about what dislocations are and why they are important in this article. And you can read about cold work in this article. Here is an example of hardness increase with cold work in A8 mod tool steel:
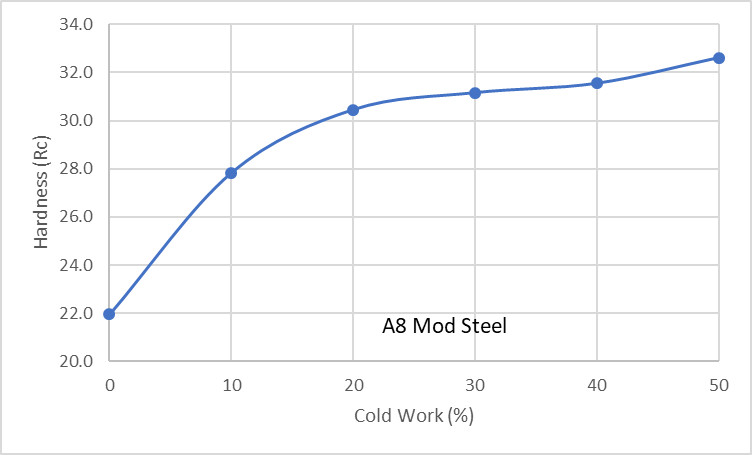
Data adapted from [3]
Those atomic-level dislocations can also serve to promote martensite formation through “heterogeneous nucleation.” New phases tend to form at favorable locations such as at carbides, the steel surface, or grain boundaries. Dislocations can also be favorable sites for a new phase to form, in this case martensite, so creating more of them can promote martensite formation. This is the mechanism by which deforming austenitic steels leads to martensite formation.
Lower temperature promotes the formation of martensite during deformation while higher temperatures delays martensite formation. The austenite is more stable at higher temperature. The figure below shows the amount of martensite formed vs the amount of strain at different temperatures. At 50-80°C (125-175°F) almost no martensite formed even with 60% strain for this particular steel.
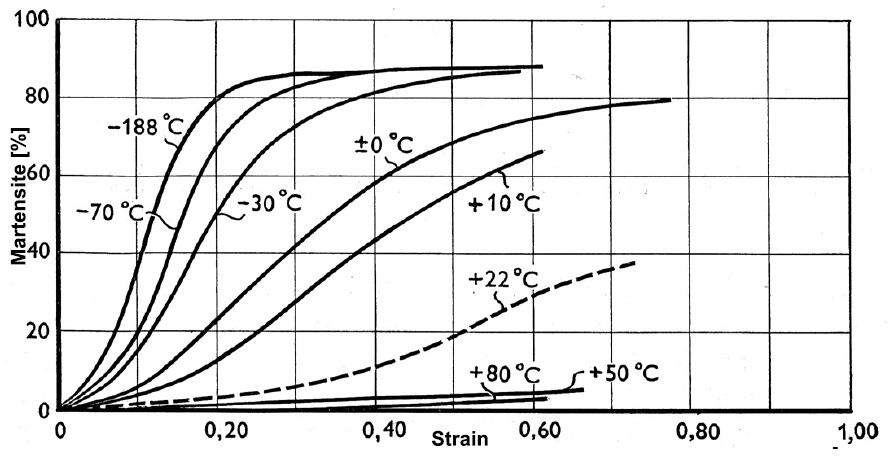
Image from [4]
Different austenitic stainless steels are more or less susceptible to transforming to martensite during deformation, depending on the composition of the steel. The effects of composition are somewhat different than those controlling the martensite start temperature. A common equation is the prediction of the temperature at which 50% martensite forms with 30% strain based on composition. Therefore the amount of martensite formed with strain for a given temperature can be increased with a higher MD30.
MD30 (°C) = 413 – 462*(C+N) – 9.2*Si – 8.1*Mn – 13.7*Cr – 9.5*Ni – 18.5*Mo
Some steels are designed to promote martensite formation through reducing carbon (304L), or by reducing Cr and Ni (301). The martensite formation means that high strengths can be achieved through cold rolling of the steel. The combination of cold work for enhanced strength through dislocation generation, and the formation of hard martensite means that cold rolling of austenitic stainless steels can lead to relatively high hardness levels, at least when compared with typical annealed austenite stainless steels. 301 stainless with 90% cold reduction is reported to be about 55 Rc [5], which is a similar hardness to typical martensitic steels in consumer knives, though lower than the 60+ Rc found in high end knives. Learn about what rockwell hardness means in this article.
H1 Steel Composition
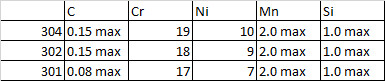
So I think we finally have enough background to get to H1. The composition of H1 doesn’t look vastly different than other austenitic stainless steels like 301 and 302B.

302B steel has a large Si addition to help with “scaling resistance” meaning it is less prone to forming scale at high temperature during forging or other operations. The Si in H1 may very well be added for the same reason, but the addition is even bigger, probably more so than necessary for scale resistance. H1 is also designed to reach high hardness after cold rolling. Silicon is one of the best “solid solution strengtheners” so I think it may be added for increasing hardness.
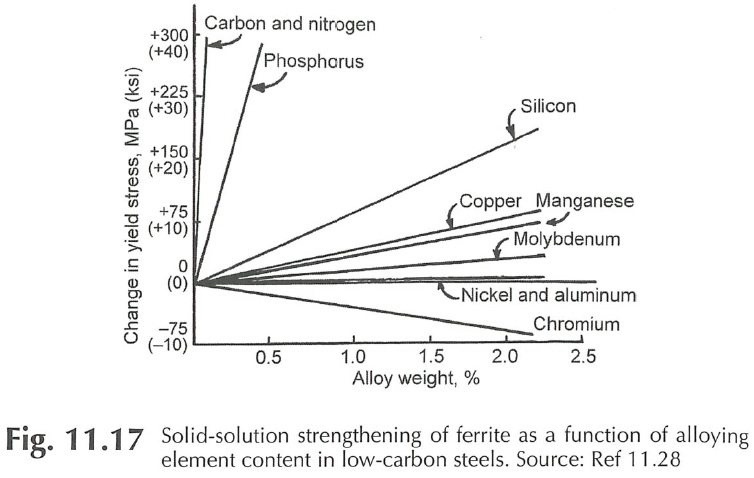
Image from [6]
Molybdenum also increases strength, however it is probably added for enhanced corrosion resistance, in particular pitting resistance. There is a common equation for predicting pitting resistance where Mo has a stronger effect than chromium. So Mo is very good for improving corrosion resistance in chloride solutions like salt water. Nitrogen also improves corrosion resistance but H1 has a very small amount of it. I wouldn’t call H1 a “nitrogen steel” because many knife steels have a similar amount of nitrogen. Many austenitic stainless steel specifications have a nitrogen maximum of 0.1% just like H1, so H1 is not uncommon among its steel class to have a similar nitrogen max.
PREN = Cr + 3.3*Mo + 16*N
The nickel is also reduced to 7% relative to 302 and 304, like 301, which helps promote martensite formation. The chromium is also further reduced compared to those steels down to 15%. That somewhat reduces corrosion resistance but promotes martensite formation during cold rolling.
I was also sent a composition analysis of H1 by Sandvik on a Spydero Salt, it fits in line with the reported composition, apart from a slightly low chromium content:
![]()
Production of H1 Steel for Knives
H1 was first used in American production knives by Benchmade around 2002-2003 and shortly after by Spyderco [7]. The H1 steel produced for Spyderco is reported to begin with 7 mm stock and is cold rolled down to the final thickness required [8], to as thick as 3 mm for a Schempp chopper [9], or probably as thin as 2 mm for light folders. That would be a cold reduction range of 57-71%, not a crazy reduction but probably a reasonable amount for ensuring the process is reliable. The martensite that is formed during cold rolling is naturally “untempered.” They perform an aging treatment after cold rolling which tempers the martensite. This aging treatment actually increases the hardness of the cold-rolled steel if performed within the right temperature range [10]. The mechanism by which tempering increases hardness is described in this article. The steel is used as-is from the manufacturer in knives and is not given any further heat treatment [8].
Measurements of H1 Hardness
It is reported that Crucible metallurgists measured H1 hardness and found it to be approximately 58 Rc at the spine and harder at the edge, approximately 65 Rc [11]. I don’t know why the hardness would be higher at the edge as the steel is apparently not “asymmetrically” cold rolled (to pre-roll an edge taper in the steel). There has been some speculation that grinding operations lead to further work hardening (cold work) of the edge leading to higher hardness. Further increases in hardness would result from further increases in martensite fraction and dislocation density. However, work hardening requires a shape change, ie bending, reduction in cross section, etc. Grinding can lead to superficial work hardening of the very surface especially when the grinder is rubbing rather than grinding. It is unlikely that grinding and sharpening would lead to sufficient work hardening to change the overall edge. It is also reported that the grinding of serrations leads to somewhat higher hardness. I also can’t think of a reason why the grinding of serrations would lead to more deformation. A pure grinding operation would not lead to work hardening, and if any significant work hardening was occurring they would likely see issues like warping of blades, etc. Superficial work hardening would mean the grinding operation is not working efficiently. Work hardening requires permanent deformation, the knife must be permanently bent, or the edge thinned, etc. through hammering, flexing, or other mode of deformation. Elastic deformation, such as flexing the edge so that it returns to the original position upon letting go, does not lead to work hardening. The 65-68 Rc hardness reported would require a very large amount of further work hardening over 57-58 Rc, and at that hardness cracking would be a strong possibility. These types of steels typically top out in the mid-to-high 50’s Rc with work hardening (cold rolling) and an accidental increase to 65 Rc seems unlikely.
I was sent an analysis of H1 in a Spyderco Salt by Sandvik. They did not find an increase in hardness at the edge, in fact they found a decrease. The plot below is what I was sent, where the value at about 55 Rc was 0.4 mm (0.16″) from the edge. Unfortunately I was not provided an x-asis to see the distances between the measurements. However, the ~57 Rc of the steel is comparable to the value reported above from Crucible. It may be that the hardness was reduced at the edge due to overtempering as a result of grinding.
Hardness Measurements of Spyderco Salt by Sandvik
Microstructure of H1
Sandvik also sent me micrographs of their Spyderco Salt in H1, and the steel has an interesting microstructure. They took images in the center of the blade as well as the edge.
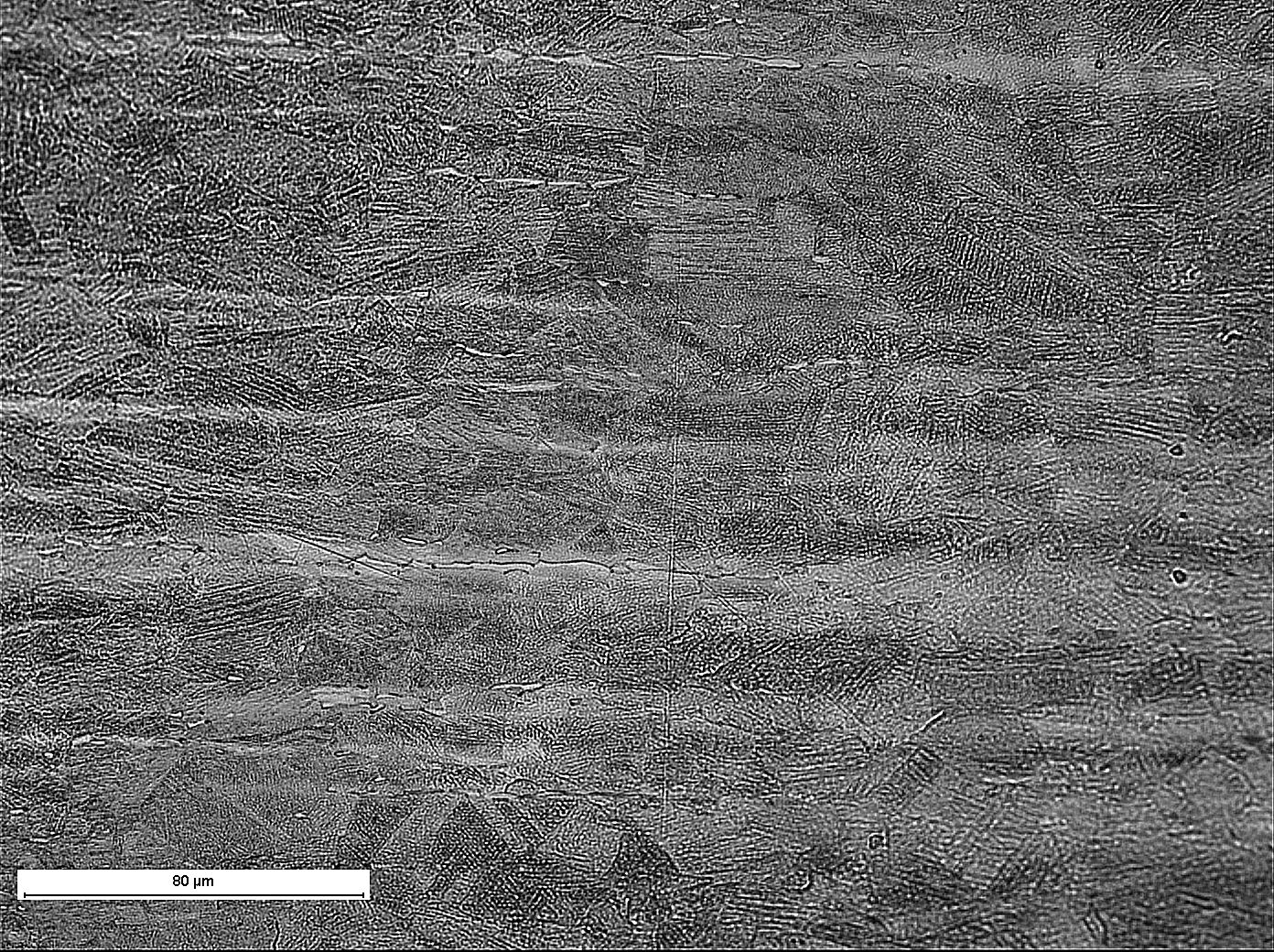

The majority of the microstructure looks like martensite, having a rough and lath-like or plate-like appearance, such as pointed out at higher magnification below. There are also some white-etching elongated constituents that look like delta-ferrite to me:
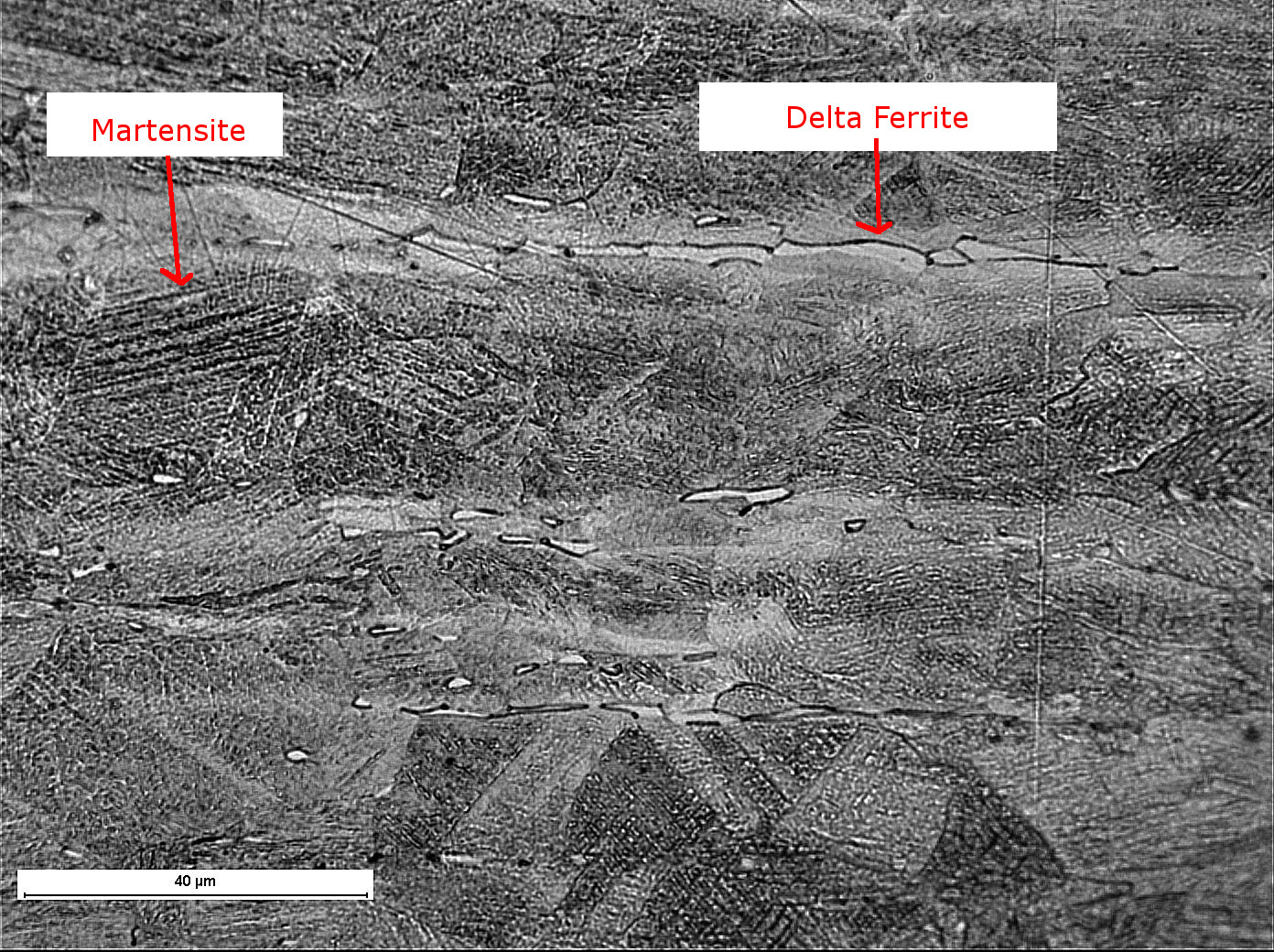
Delta ferrite is sometimes present in austenitic stainless steels because during the slow solidification of molten steel segregation occurs. Alloying elements will diffuse to each other forming localized areas with more or less of a given element. When chromium and other ferrite stabilizers segregate into certain regions, the ferrite is stabilized and is retained at lower temperatures. Silicon is also a ferrite stabilizer, so the high Si in H1 probably also makes it more difficult to avoid delta ferrite. Ferrite is not particularly desirable in a knife because of its low hardness; ferrite can reduce the strength of the edge.
Edge Retention
With relatively low hardness, lack of carbides, and delta ferrite, the wear resistance of H1 is much lower than many other knife steels. This would be expected to lead to poor slicing edge retention, and that is confirmed by reports by Spyderco of CATRA edge retention [12]. It has also been reported that H1 has stellar edge retention with serrated edges, even better than other knife steels. I’m sure that the edge retention is greatly improved relative to plain edges. However, I don’t know what about H1 would lead it to have better edge retention than other steels with a serrated edge. Proposals of work hardening effects don’t make sense to me. However, the statements I have seen are somewhat unclear as to what is meant but good serrated edge retention, whether that refers to the level of increase between plain and serrated edges, or comparing serrated edge retention of H1 vs plain edge retention of other steels [12].
Toughness
The above effects that lead to poor edge retention likely means that toughness is good for H1. The steel has relatively low hardness, has soft and ductile ferrite in it, and is free of brittle carbides. Therefore I would expect the toughness of H1 to be high.
Corrosion Resistance
The main benefit of using H1 is for corrosion resistance. It is expected to be a notch below austenitic stainless steels with 18% Cr and 8% Ni because H1 only has 15% Cr. The 1% Mo likely helps improve corrosion resistance, however. H1 is promoted for its resistance to corrosion in knives used around salt water. Typically 304 stainless (19% Cr) is the minimum recommended steel for salt water exposure, particularly the low carbon version. However, for continuous exposure to salt water higher Mo is required, so 316 is more common which has 2-3% Mo. So H1 is not quite to the level of those steels made for salt water, but since knives do not see continuous long-term use in salt water the corrosion resistance is sufficient for most applications.
However when compared with typical knife steels the corrosion resistance of H1 is stellar. One major advantage is having little or no carbide. A common issue with stainless steels is “sensitization” where the steel is locally reduced in chromium around carbides, particularly those formed on grain boundaries. H1 largely doesn’t have that problem, particularly when compared with most stainless knife steels that are filled with chromium carbides. Essentially all of the ~15% Cr in H1 is in solution for contributing to corrosion resistance. I estimated the amount of chromium in solution for all of the major stainless knife steels and found H1 to be higher than all but Vanax, but I later re-estimated using a different software package and found that the first was overestimating for Vanax. Therefore H1 has as much or more Cr in solution than virtually any other knife steel. That in combination with a lack of carbide means it is a very good choice for high corrosion resistance.
Summary
I had to cover a lot of background on austenitic stainless steels to discuss H1 at all, which is a topic that is difficult to introduce in so little space. And I had to give a lot of links to articles on other basic concepts because it would be too much to insert explanations for them all within this article. So hopefully the explanations of H1 make sense. At the simplest level H1 is an austenitic stainless steel which has been cold rolled to have hard martensite. It has been designed to favor this microstructure through a reduced Cr and Ni content, and the strength is further increased with Mo and Si additions. This combination of composition and processing leads to a hardness of about 57 Rc though there is some disagreement about the hardness at the edge. Edge retention is relatively poor but toughness is good and the corrosion resistance of H1 is excellent.
[1] Pistorius, P. C., and M. Du Toit. “Low-nickel austenitic stainless steels: metallurgical constraints.” In 12th Int. Ferroalloys Congress, held June, pp. 6-9. 2010.
[2] Haušild, P., V. Davydov, J. Drahokoupil, M. Landa, and P. Pilvin. “Characterization of strain-induced martensitic transformation in a metastable austenitic stainless steel.” Materials & Design 31, no. 4 (2010): 1821-1827.
[3] Ghasemi-Nanesa, Hadi, Mohammad Jahazi, Majid Heidari, and Tom Levasseur. “The influence of deformation-induced microvoids on mechanical failure of AISI A8-Mod martensitic tool steel.” In AIP Conference Proceedings, vol. 1896, no. 1, p. 020021. AIP Publishing, 2017.
[4] Angel, T.J. “Formation of martensite in austenitic stainless steels.” Journal of the Iron and Steel Institute 177 (1954): 165-174.
[5] Johannsen, D. L., A. Kyrolainen, and P. J. Ferreira. “Influence of annealing treatment on the formation of nano/submicron grain size AISI 301 austenitic stainless steels.” Metallurgical and Materials Transactions A 37, no. 8 (2006): 2325-2338.
[6] Pickering, F. B. “High-strength, low-alloy steels—a decade of progress, Microalloying 75.” Proceedings, Union Carbide Corp, New York 9 (1975).
[7] https://www.bladeforums.com/threads/h1-steel-100-corrosion-resistant.239015/
[8] https://forum.spyderco.com/viewtopic.php?f=2&t=72555&p=1120610
[9] https://forum.spyderco.com/viewtopic.php?t=75399
[10] Rathbun, R. W., D. K. Matlock, and J. G. Speer. “Strain aging behavior of austenitic stainless steels containing strain induced martensite.” Scripta materialia 42, no. 9 (2000).
[11] https://forum.spyderco.com/viewtopic.php?t=58227&start=20
[12] http://www.cliffstamp.com/knives/forum/read.php?5,71943
Hi Larrin. I would think it would be of relevance to include the precipitation hardening stainlesses in this conversation. Specifically 17-7c and moreover 17-7CH900. I have been using condition C 17-7 for switchblade springs for decades. The material I have made is custom rolled from rounds into rectangular strips with at least 70% deformation. As springs I use it in the C condition as I have found that when precipitated it is actually too hard for the intended purpose. It will reach high into the 50’s rc. As rolled it is around 48rc. 17-7C is way more “standard” in industry and does not carry all the BS that spyderco has pumped into their H1 like edge work hardening and nitrogenating with a fart of nitrogen.
A huge thank you to both you and your Dad for all you do and have done for this industry!
Sure probably someday I will get around to writing about precipitation hardening stainless steels. Couldn’t fit that into this article though.
Perhaps these are dumb questions, but I’m really intrigued after learning something new here… Are there non-stainless austenitic steels that are intended for use in the work hardened condition like these? I guess my thinking is if it is possible to generate even harder tools through this mechanism?
I could imagine some mechanical analog to differential heat treatment should even be possible with an edge drawn out to significantly higher hardness than the body (maybe useful for axes?) Possibly with terpering steps in between cold work operations…
It also seems like these work hardening steels must require pretty tight temperature control during processing, does this make it impractical for anything but mill rolling operations?
There are non-stainless austenitic steels called TWIP (twinning-induced plasticity). They are frequently studied but there aren’t many commercially produced. I don’t know if they could be designed specifically for higher cold rolled hardness.
Well, I don’t really give a shit about H1 but that was a fantastic article, really fleshed out another aspect of steel I don’t think about.
H1 is a curiosity though and it’s nice to see it fleshed out with some serious research.
I definitely have lots of questions since this was a very detailed article.
Sensation and chromium Carbides? Does that mean there are patches of weak chromium oxide films or lack of in some Stainless steels?
I liked reading more about the delta ferrite,. How bizarre, I’m very curious how the mechanics of ferrite stablizers work,I can take it at face value but how strange that the ferrite can come back.
I thought that was facinating how MN in high amount can increase the nitrogen absorbing in the steel almost up to lc200n levels, I’m curious what NitroV would look like with 6%mn and .25% N very interesting, I wonder what the detriments of that would be.
I was also interested how silicon was one of the best solid solution strengthers, reminds me to review the Silicon in steel article to remember again I kinda mind dumped it since I couldn’t get my hands on that sext high Silicon 52100 and have no interest in using S5 right now.
Huh? Go figure, I thought Vanax was the Cr in solution king. Guess Jmatpro strikes again, what was the Cr in solution? I believe you still have Vanax at the top in the corrison resistance article chart.
You say grinding operations shouldn’t induce hardening, but the reason h1 blades are hollow ground, according to sal is that this is the only way both sides can be ground simultaneously. If they are ground one side at a time they immediately warp.
I found this interesting especially the grinding induced work hardening. Seemed a stretch so I found a couple papers you might not have read. From my take it seems very superficial and not noteworthy in knife applications maybe sliding parts but even then the very act of using parts in that fashion would also increase hardness. How would this apply to H1? Maybe smearing the chromium carbides around?
https://gearsolutions.com/features/surface-hardening-hard-turning-or-grinding/
https://nvlpubs.nist.gov/nistpubs/jres/26/jresv26n3p261_A1b.pdf
Thank you for the article. When I heard “work hardening” H1 from Spyderco by the act of sharpening my head tilted In confusion. My thought was “how does removing material work harden the steel”, because that’s not how that works. I have a decent knowledge of metallurgy since I’m a CWI for structural steel and I use H1 bladed knives because I’m also a commercial diver and Spydercos live on our harnesses for our dives. And I actually have one of those Benchmades from 2003 you mentioned in your article. But my knowledge is definitely not at your level. I am curious to see if over time my benchmade does get harder on the edge. As of now i have to touch it up very often so maybe their craziness will hold true and magic will happen. If not I have my eye on a Spyderco Waterway made from LC200N which is apparently a pretty cool steel.
I have been looking into H1 for awhile now since its shrouded in a lot of mystery. The only thing of interest I’ve found is uses for high silicon additions in steel.
There is a lot of patents that state improved resistance to nitric acid corrosion with large si additions of like this example.
https://patents.google.com/patent/US4640817A/en
This is one of the older patents I found and it has a closer composition to H1.
https://patents.google.com/patent/US4063935?oq=high-si+austenitic+stainless+steel
One of the patents is related to high temperature oxidation related to silicon additions, which is a well known effect of silicon. Sometimes it can have negative effects depending on the desired outcome. The other patent is related to duplex stainless steels which are not an area I know a lot about. Silicon promotes ferrite (duplex stainless is ferrite and austenite). So I’m not sure if this is something related only to duplex stainless steels or if it has more universal applicability.