Update 6/19/18: I have added new toughness numbers from a 1962 publication comparing 440C and 154CM. Go to the bottom of the article to see them. Thanks to Russ Andrews for sending me the article.
Thanks to Sal Glesser, Brian Huegel, Mark Bellou, Timothy A. Johnson, Daemon Lindenmayer, and David Olkovetsky for becoming Knife Steel Nerds Patreon supporters! We reached our goal of funding an edge retention study!
The Development of Bearing Steels
It is impossible to understand 154CM without some knowledge of the history of bearing steels [1][2][3][4][5]. 52100 was the standard from the early 1900’s; in a classic 1949 textbook on bearings, the only steel discussed is 52100. A couple carburizing grades were used for certain applications and 440C was used when corrosion resistance was required. The invention of the gas turbine engine, however, led to the development of many new steel grades after World War II.
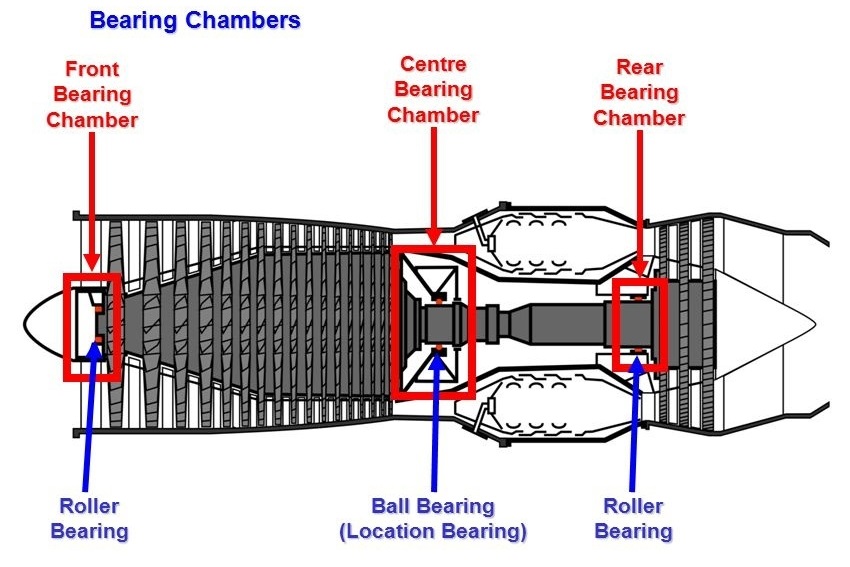
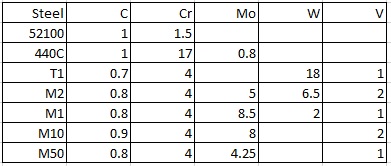
With the higher loads, speeds, and temperatures required, alternative materials were explored for bearings, as 52100 was not usable above about 350°F. High speed steels, however, with their “hot hardness” can be used at higher speeds and higher temperatures. In Britain they began using T1, the commonly used tungsten-alloyed high speed steel (see The History of the First Tool Steel). There was also some use of M2 which has a combination of tungsten and molybdenum for hot hardness. In America because of the fear of a tungsten shortage, they were exploring molybdenum-only high speed steel options (or at least low tungsten options), and there was some limited use of M1 and M10 high speed steels. By 1954 there was significant research being conducted on Latrobe MV-1, which was given the designation M50, and it quickly became the standard high temperature bearing steel, and continues to be so to this day. A summary of the steels just discussed are shown below:
Stainless Bearing Steels
Patent applications for stainless bearing steels were submitted by Allegheny Ludlum (AL-129 through AL-132) [9] and Latrobe (BG-42) in 1959 [10], only a few years after experiments on M50 had begun. 154CM was also developed by Crucible in 1959 [6]. The compositions of these steels are shown below along with a comparison to 440C and M50:
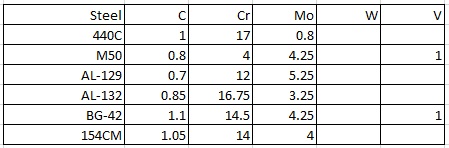
I was initially perplexed by the similarities between the steels from these three companies, but I think when put into context it makes sense. While copying between the three cannot be ruled out, they are all 4% Mo steels because they are all designed to be stainless alternatives to M50. BG-42 is the most obvious of the three in terms of using M50 as its basis, which probably makes sense as both are Latrobe steels. BG-42 is essentially M50 with an addition of 10.5% Cr for corrosion resistance and a corresponding increase in carbon so that similar hardness can be achieved. The Allegheny Ludlum grades maintained a similar carbon content to M50 which also limited their peak hardness. Allegheny Ludlum patented relatively broad ranges of composition, with 0.6-1.0C, 11.0-17.5Cr, 3.0-5.5Mo, and it was submitted to the patent office first. Latrobe differentiated their patent by requiring a vanadium addition, with a minimum vanadium of 0.5%. It has been thought by some that BG-42 was a modification of 154CM, but the existence of the early patent and its similarity to M50 shows that this is not the case.
Development of 154CM
Crucible developed 154CM in 1959 with the Wright Air Development Center of the U.S. Air Force [7]. Early on it was also called CRM 134 or CRM 154 because the chromium content had not yet been nailed down. The 154CM stands for 15% Chromium, 4% Molybdenum. There is a rumor that the name originally meant Climax Molybdenum and that the grade design had been purchased from the company [8], but the grade was indeed designed by Crucible. Perhaps the reason that Crucible did not patent 154CM was because of the similarities to the patents by Allegheny Ludlum and Latrobe, but they avoided both patents by using 1.05% C and with no vanadium addition, as the Allegheny Ludlum patent maxed out at 1.0% C, and the Latrobe patent required at least 0.5% V. Whether Crucible researchers were aware of those two patents before they began developing 154CM is probably impossible to establish now. It is certainly possible that it was developed independently using M50 as a starting point, and that further refinement of the composition was required due to the other two patents. Crucible submitted a patent application for another stainless bearing steel in 1960 which had vanadium, tungsten, and cobalt additions [11]. In that patent they used 154CM as a comparison point but referred to it as “440C Modified” as it is sometimes also called.
Properties of 154CM and Comparison with 440C
I will be doing most of the properties comparisons with 440C, as that was the standard high hardness martensitic stainless steel at the time 154CM was developed. The primary difference between 154CM and previous martensitic stainless steels appropriate for knives was its high molybdenum content. The molybdenum was added, as described before, for “hot hardness” to allow the use of the steel at higher operating temperatures. The high molybdenum does have other effects on the steel, however.
PREN
An important effect of molybdenum is on corrosion resistance. The Pitting Resistance Equivalent Number (PREN) is a simple equation that describes the effect of certain elements on pitting resistance in salt water:
PREN = Cr + 3.3*Mo + 16*N
You can see that molybdenum has an even stronger effect on pitting resistance than chromium. It has been found that molybdenum forms a molybdenum-based passive film on areas that are missing the chromium-based passive film, thereby removing the small regions susceptible to pitting [12][13].
Hardness vs Corrosion Resistance
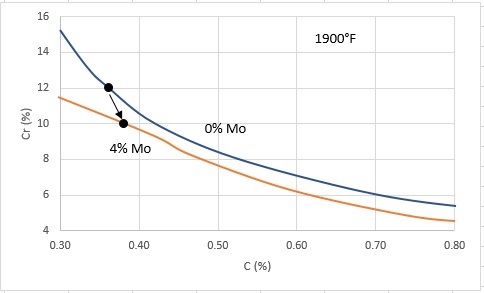
One of the difficulties of designing stainless steels is the balance between hardness and corrosion resistance. For a simplified example, higher carbon leads to higher hardness and higher chromium leads to higher corrosion resistance. However, you can’t simply keep adding both and gain a very high hardness, very corrosion resistant steel. Beyond a certain point the carbon and chromium contributes to carbides instead, which improves wear resistance but has no effect on hardness or corrosion resistance. This was described by Verhoeven in his book originally written for bladesmiths in the section on Stainless Steels [14]. Here are figures calculated using Thermo-Calc for carbon and chromium in austenite (not the “bulk” composition of carbon and chromium):
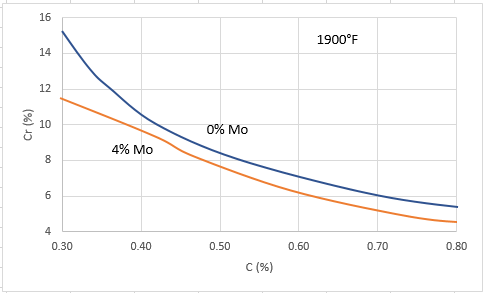
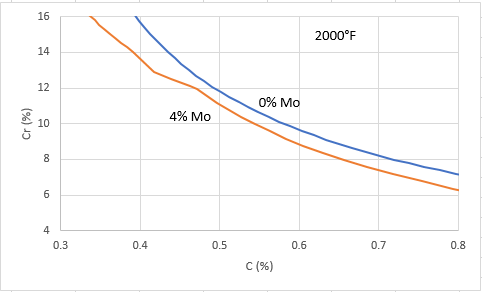
The lines above show the maximum combinations of carbon and chromium in austenite at high temperature (1900 or 2000°F). It can be seen that increasing the carbon content of the austenite lowers the chromium content, and vice versa. Below or to the left of the lines all carbon and chromium is in solution while above the lines carbides are formed beyond the maximum carbon/chromium content. Therefore to gain higher hardness a drop in corrosion resistance is required becaus the chromium must be lowered. While the 4% Mo addition lowers the C-Cr line, it must also be remembered that Mo improves corrosion resistance. Therefore, a higher carbon content with somewhat lower chromium can be used instead, such as in the following figure:

This change in composition to have lower chromium in solution but higher carbon helped lead to higher attainable hardness for 154CM vs 440C. 154CM can also be austenitized at higher temperatures without “overaustenitizing” when compared with 440C, which results in yet higher carbon in austenite and higher hardness. See Austenitizing Part 1 and Part 2 for more information on selection of austenitizing temperatures and overaustenitizing. Here is a comparison between 440C and 154CM showing carbon and chromium in solution along with the carbide volume and PREN number at 1900°F and 2000°F:
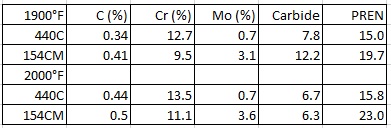
154CM therefore has higher hardness than 440C, and a higher PREN number, but lower chromium in solution. Therefore 154CM would be expected to have higher corrosion resistance in salt water and has also been reported to have superior corrosion resistance in HCl and H2SO4 [15].
Tempering
A comparison of the tempering curves of 440C (~1875°F) and 154CM (2000°F) from Crucible are shown below [16][17]:
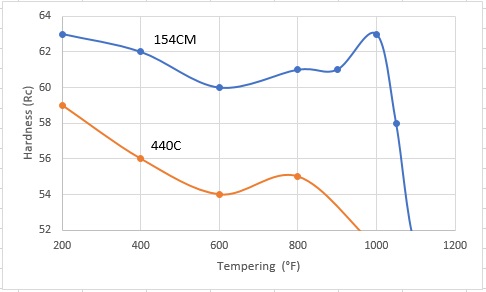
The secondary hardening is much less in the 440C and at a lower temperature (800°F) versus 154CM where its peak reaches 63 Rc at 1000°F, which demonstrates the superior hot hardness of 154CM. This can allow the use of some high temperature processes such as coatings, and also lower susceptibility to overheating during grinding. The high temperature tempering does, however, reduce corrosion resistance because the secondary hardening occurs due to precipitation of chromium and molybdenum carbides [18]. Low temperature tempering is better for high corrosion resistance.
Microstructure
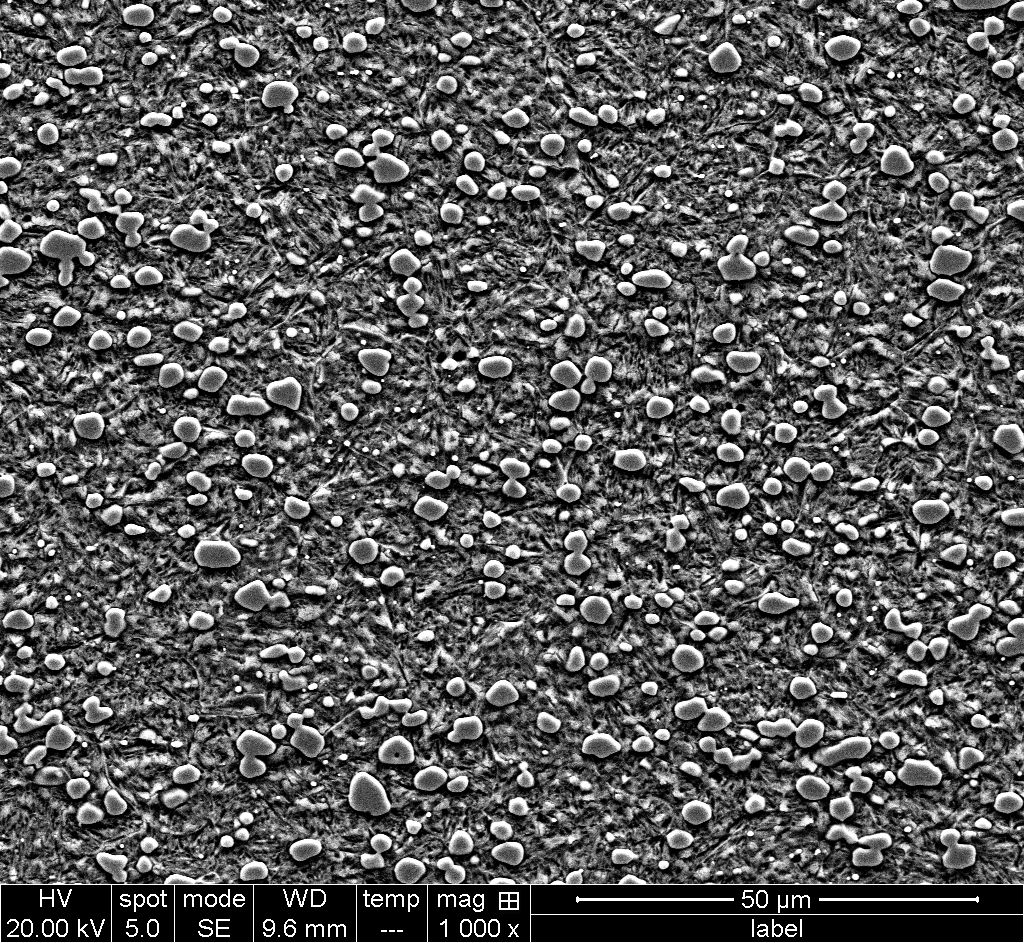
154CM/ATS-34 and 440C are both conventionally cast high carbon stainless steels and have relatively large chromium carbides in the final heat treated state:
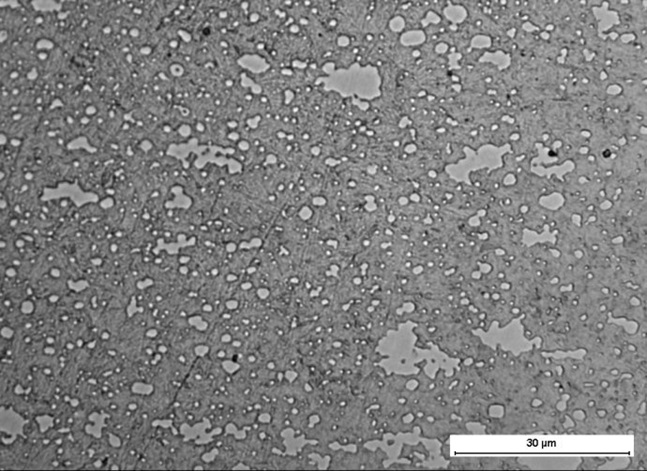
440C
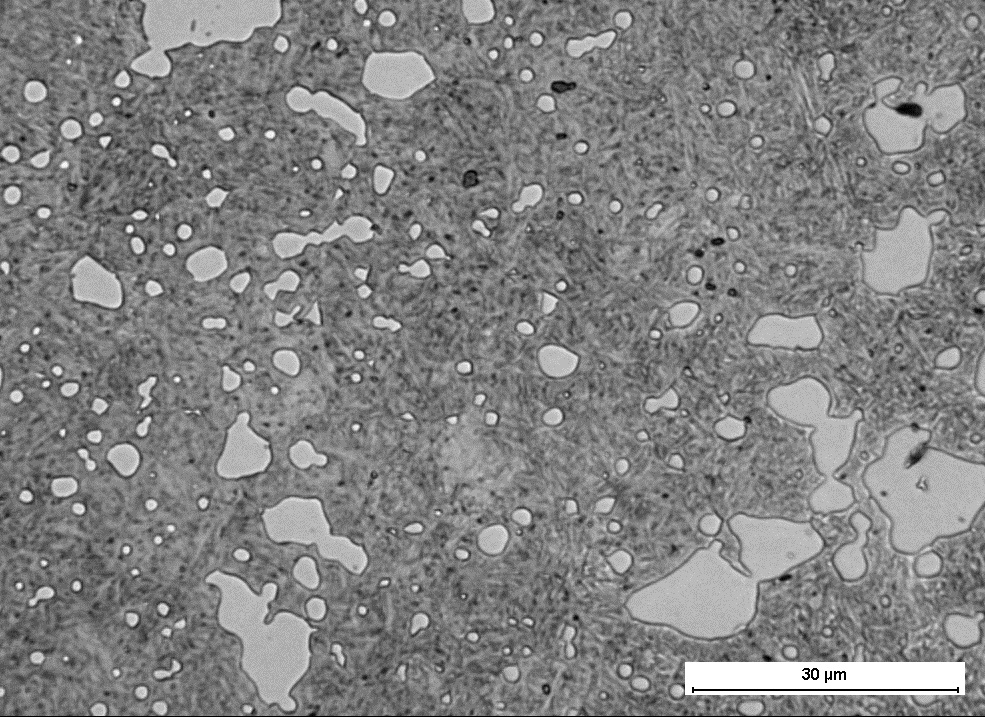
154CM
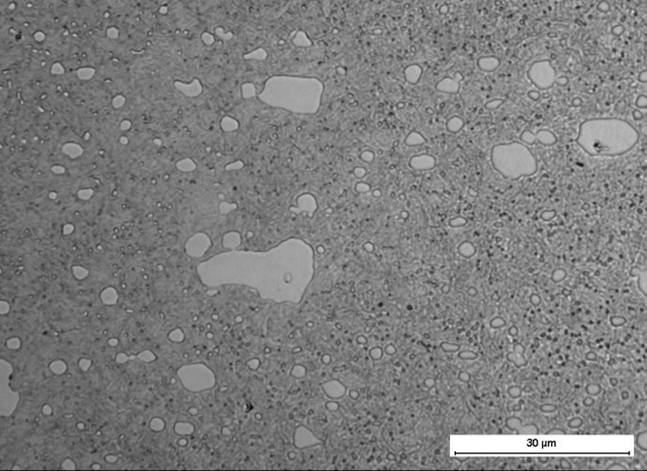
ATS-34
From the micrographs it appears that the carbides are somewhat larger in 154CM than they are in 440C. This corresponds with the higher carbide volume; I determined a carbide volume of 17% for 154CM and 12% for 440C through point counting of the micrographs, which is similar to the values reported by Crucible [16]. The higher carbide volume of 154CM would be expected to lead to lower toughness than 440C but better wear resistance. Below I will discuss what toughness and wear resistance testing has revealed in practice.
Toughness
Toughness comparisons between 440C and 154CM are somewhat limited and mixed; most do not provide the heat treatment that was performed. Here is a comparison showing hardness and toughness in ft-lbs, though the method of toughness testing varied [15][19][20][21]:
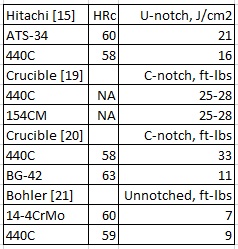
While Hitachi reported superior toughness of ATS-34 to 440C, Crucible reported similar toughness between the two at unspecified hardness and in a separate report showed lower toughness of BG-42 at much higher hardness than 440C. Bohler reported low toughness for both but slightly lower for 14-4CrMo when at a slightly higher hardness than 440C. Therefore we can conclude that the difference in toughness at comparable hardness is probably small between 440C and 154CM.
Wear Resistance and Edge Retention
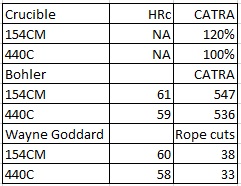
Crucible’s datasheet for 154CM lists a weight loss of 49 mg at 58.5 Rc vs 66/55 mg at 57.5 Rc for 440C with abrasive wear testing [16], demonstrating a small improvement in wear resistance for 154CM when compared with 440C, albeit at higher hardness. Crucible also lists 154CM having 20% better CATRA edge retention than 440C, at an unspecified hardness [19]. Bohler found that 14-4CrMo at 61 Rc had only 2% better edge retention than 440C at 59 Rc [23]. Wayne Goddard in rope cutting tests found 154CM and ATS-34 to cut about 15% longer at 60 Rc than 440C at 58 Rc [22], but also reported that there is a 15-20% difference in edge retention with a 2 Rc change in hardness [24]. Therefore it appears that 154CM and 440C have similar wear resistance, but the higher working hardness of 154CM means that it can have superior edge retention. This is somewhat surprising because of the greater volume of carbides in the 154CM; perhaps the larger carbides of 154CM are less effective in a knife edge.
Introduction of 154CM to Knives
Bob Loveless began using 154CM in 1972 [25] and selling it in knives soon after [26]. 154CM was reported at the time to have been “originally developed for the high temperature regions of the Boeing 747 jet engine,” and Loveless reported that “It has helped me raise the overall quality of my blades and I expect to use it to the end of my days” [26]. The hype train for 154CM was in full effect. Due to availability issues with 154CM, Bob Loveless later imported ATS-34 produced by Hitachi [27][28], though some in retrospect have claimed that ATS-34 was cleaner than 154CM to justify the switch [29]. ATS-34 stands for “Aichi Tool Steel – 34” [30]. BG-42 began to see use in knives by at least the mid-1990’s [27][31]. 154CM and ATS-34 both became very popular in knives, probably due to the effective marketing of Bob Loveless and its higher working hardness when compared with 440C.

Loveless Chute Knife [32]
Legacy of 154CM
Damasteel introduced RWL34 in their stainless damascus in 1995 [33] which was a copy of 154CM/ATS-34 but produced with powder metallurgy by Erasteel, and was later available as “monosteel” rather than in damascus only [27]. RWL34 was named after Loveless, the RWL standing for Robert Waldorf Loveless [34]. The powder metallurgy process refines the carbide structure and improves toughness.
Crucible Industries
Crucible’s first stainless powder metallurgy steel that saw use in knives was 440V, later renamed S60V, which was a 5.5% vanadium, 17% chromium steel. It had relatively poor toughness, low working hardness, and wear resistance was much lower than comparable non-stainless vanadium-alloyed powder metallurgy steels that Crucible had developed [35]. They next developed 420V [36], later renamed S90V, where they lowered the chromium content to 14% and raised the vanadium content to 9%. They found that reducing the chromium content led to a much higher content of MC vanadium carbides, where with the 17% chromium in S60V much of the vanadium was tied up in chromium carbides. While the increased vanadium content in the chromium carbides increased their hardness and contribution to wear resistance, the MC carbides are much more effective for increasing wear resistance. Therefore, the S90V had much higher wear resistance than the higher chromium S60V [36]:

S30V and S110V
While S90V had adequate corrosion resistance, the reduction of chromium down to 14% did somewhat limit the maximum corrosion resistance of the high vanadium steels. In future alloys they took a similar approach to 154CM, but rather than adding a full 4% molybdenum for hot hardness, they added 2% for improving pitting resistance, which led to the good corrosion resistance found in S30V [37]. They used a similar approach in development of S110V, which was designed in part to have superior corrosion resistance to S90V, and the patent for S110V specifically mentions 154CM as a starting point in terms of using both chromium and molybdenum to achieve good corrosion resistance [38]. Therefore, 154CM helped provide the inspiration for designing alloys that could have vanadium carbides for wear resistance in stainless steels by reducing the chromium content but boosting corrosion resistance by replacing that chromium with molybdenum.
CPM-154
S60V and S90V were gaining momentum with knifemakers, and Crucible had built a reputation for being friendly to knifemakers and designing grades to fit their needs with the introduction of S30V in 2001 [39]. However, the hard vanadium carbides in those grades made them difficult to finish, because the MC carbides are harder than many abrasives such as aluminum oxide. This led to many knifemakers choosing other grades because the time commitment required for a high finish was a nonstarter. To solve this issue Crucible turned to their old grade, 154CM. The powder metallurgy version was called CPM-154 and was first produced in 2004 [7] with broader availability around 2005-2006 [40]. While the balance between wear resistance and toughness is not as good for CPM-154 when compared to S30V due to the lack of vanadium carbides, its ease in finishing means that it has become very popular [41]. I performed an analysis of the microstructure of CPM-154 in the following article: Micrographs of Niolox, CPM-154, and AEB-L. You can see in the micrograph below that it has a much more uniform and small carbide structure than the conventionally processed 154CM, which gives it superior properties [42].
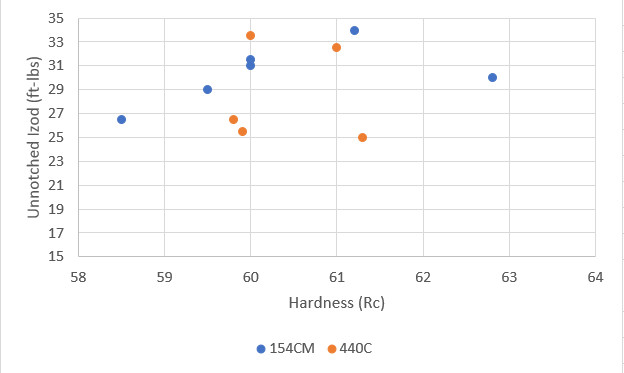
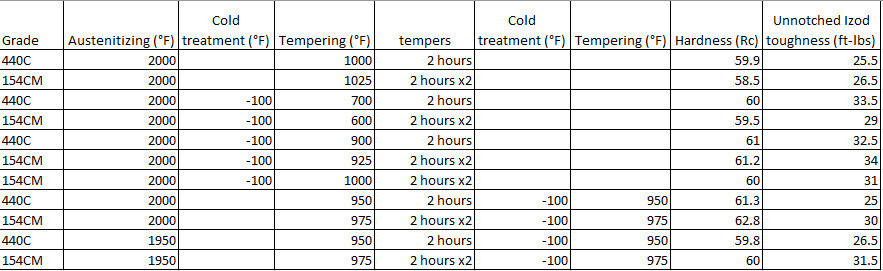
New Toughness Numbers
These new toughness numbers from Climax Molybdenum in 1962 [43] are of higher quality than those shown in the original article since they have specific heat treatments attached to them. However, they confirm the original conclusion given that 440C and 154CM have similar toughness.
[1] Bhadeshia, H. K. D. H. “Steels for bearings.” Progress in materials Science 57, no. 2 (2012): 268-435.
[2] Bamberger, E. N. “Materials for rolling element bearings.” Bearing design—historical aspects, present technology and future problems (1980): 1-46.
[3] Pearson, Philip K. “The history and future of aircraft turbine engine bearing steels.” In Bearing steels: into the 21st Century. ASTM International, 1998.
[4] Zaretsky, Erwin V. “Rolling Bearing Steels—A Technical and Historical Perspective-Part I.” Power transmission engineering (2013): 40-45.
[5] Ebert, Franz-Josef. “An overview of performance characteristics, experiences and trends of aerospace engine bearings technologies.” Chinese Journal of Aeronautics 20, no. 4 (2007): 378-384.
[6] Joanne Beckman, email to the author, March 20, 2018.
[7] Robert Skibitski, email to the author, April 18, 2018.
[8] https://www.bladeforums.com/threads/cpm-154-vs-154-cm-is-there-any-difference-in-these-two-steels.1000394/#post-11391679
[9] Klaybor, Leonard V., Paul R. Borneman, and Donald L. Byrne. “High temperature bearing alloys.” U.S. Patent 2,934,430, issued April 26, 1960.
[10] Johnson, Jr Birger L. “High temperature wear resisting steels.” U.S. Patent 3,167,423, issued January 26, 1965.
[11] Gary, Steven, and Thoni V. Philip. “High temperature corrosion-resistant steel.” U.S. Patent 3,114,630, issued December 17, 1963.
[12] Olsson, C-OA, and D. Landolt. “Passive films on stainless steels—chemistry, structure and growth.” Electrochimica acta 48, no. 9 (2003): 1093-1104.
[13] Hashimoto, K., K. Asami, and K. Teramoto. “An X-ray photo-electron spectroscopic study on the role of molybdenum in increasing the corrosion resistance of ferritic stainless steels in HC1.” Corrosion Science 19, no. 1 (1979): 3-14.
[14] Verhoeven, John D. Steel metallurgy for the non-metallurgist. ASM International, 2007.
[15] http://www.discipleofdesign.com/knives/ZDP189_eng.pdf
[16] https://www.alphaknifesupply.com/Pictures/Info/Steel/154CM-DS.pdf
[17] http://www.crucible.com/PDFs/DataSheets2010/Data%20Sheet%20440c.pdf
[18] http://www.crucible.com/PDFs/DataSheets2010/Datasheet%20CPM%20S110Vv12010.pdf
[19] http://www.crucible.com/PDFs%5CDataSheets2010%5CdsS30Vv1%202010.pdf
[20] Beswick, John M. “Bearing steel technology.” ASTM, 2002.
[21] http://www.bucorp.com/media/Toughness_testing_for_knife_steels.pdf
[22] http://sharpeningmadeeasy.com/edge.htm
[23] http://www.bucorp.com/media/CATRA_Test2.pdf
[24] Goddard, Wayne. The Wonder of Knifemaking. Krause Publications, 2011.
[25] Barney, Richard W., and Robert W. Loveless. How to Make Knives. Krause Publications, 1994.
[26] Latham, Sid. “Cutlery”. Field & Stream, July, (1973).
[27] http://www.seamountknifeworks.com/articles/ATS34_and_154CM.pdf
[28] Winter, Butch. “Sharpen Up.” Popular Mechanics, April 1987.
[29] http://www.jayfisher.com/ATS34_Chrome_Moly_Tough.htm
[30] https://www.bladeforums.com/threads/154cm-development-properties-and-legacy.1585186/#post-18110852
[31] Warner, Ken. Knives 1996, Arms & Armour Press, 1995.
[32] http://www.boblovelessknives.com/for_sale_Lawndale_HarryArcher_ChuteBlackMicarta.html
[33] Per Jarbelius, email to the author, May 21, 2018.
[34] http://www.damasteel.se/our-steel/story-rwl34/
[35] http://www.crucible.com/PDFs/DataSheets2010/Datasheet%20CPM%20S60V.pdf
[36] Pinnow, Kenneth E., William Stasko, and John Hauser. “Corrosion resistant, high vanadium, powder metallurgy tool steel articles with improved metal to metal wear resistance and a method for producing the same.” U.S. Patent 5,936,169, issued August 10, 1999.
[37] http://www.crucible.com/PDFs%5CDataSheets2010%5CdsS30Vv1%202010.pdf
[38] Kajinic, Alojz, Andrzej L. Wojcieszynski, and Maria K. Sawford. “Corrosion and wear resistant alloy.” U.S. Patent 7,288,157, issued October 30, 2007.
[39] http://www.seamountknifeworks.com/articles/S30V.pdf
[40] https://www.bladeforums.com/threads/perceived-edge-holding-s30v-vs-154cm.334386/
[41] http://www.blademag.com/knifemaking/cpm-154-popular-knifemakers
[42] http://www.crucible.com/PDFs/DataSheets2010/Datasheet%20CPM%20154%20CMv12010.pdf
[43] Parker, Thron D. 14% Cr-4% Mo the Stainless Bearing and Tool Steel. Molybdenum Company, 1962.
Awesome! ATS 34 and 154CM are one of my favorite steels for an EDC knife.
S60v is back on the market.
I feel that steel got a bad start with poor heat treatment at it’s time due to lack of understanding of how to process more complex alloys, the composition seems similar to Elmax in alot of ways.
I’m very curious to try some at 60-62hrc.
There are no bad steels.
Aichi steel dose not manufacture ATS-34. They manufacture AUS-10 and AUS-8. Hitachi Metals is now Proterial. Ltd. and it is located in Yasugi Simane, not in Aichi. I heard ATS means Air hardening Tool Steel.