The steel largely recognized as being the “first tool steel” was developed by Robert Forester Mushet, a British metallurgist, in 1868 [1]. Mushet improved the Bessemer steelmaking process through the addition of a small amount of manganese [1]. Later Mushet was experimenting with various additions of elements and discovered that one of his bars of steel had become fully hard despite not being quenched. This was called a “self-hardening” and later “air-hardening” steel because it could be fully hardened in air rather than requiring a water or even oil quench. The reason for the ability to self-harden is due to the property of hardenability, which I have covered in a Bladeforums post [2]. Hardenability is essentially the property of how slowly a steel can be cooled from the hardening temperature while still achieving a hard martensitic microstructure rather than a soft ferrite-cementite microstructure. This steel was high in tungsten and manganese, and it is sometimes erroneously reported that it was the tungsten that gave it the high hardenability; however, it was primarily the manganese that gave it the ability to harden in air, as tungsten adds little to hardenability [3].
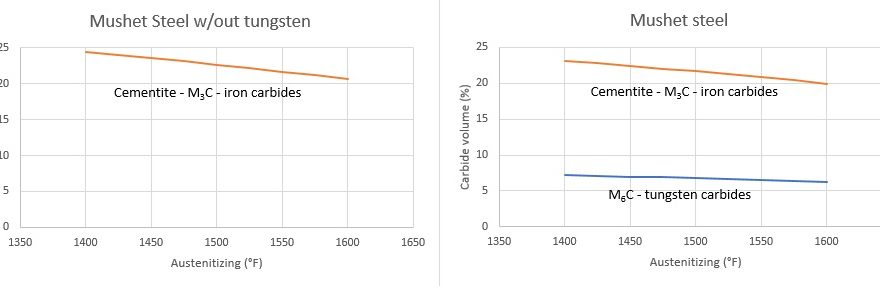
This was early days of tungsten steel development. There were a few researchers in the previous decade or so in Austria who had been developing tungsten steels because the tungsten leads to the formation of hard tungsten carbides [4]. Those carbides contribute greatly to wear resistance; simple tungsten steels are the most wear resistant of any non-tool steel [3]. I calculated with Thermo-Calc thermodynamic software the carbide volume of Mushet steel with and without a 5.5% tungsten addition:
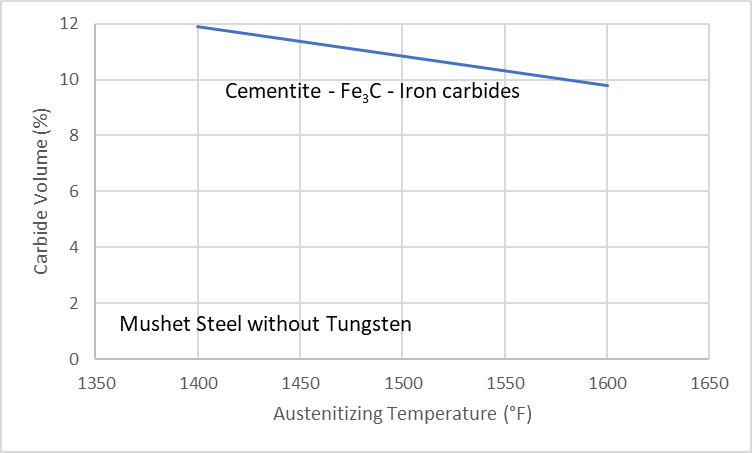
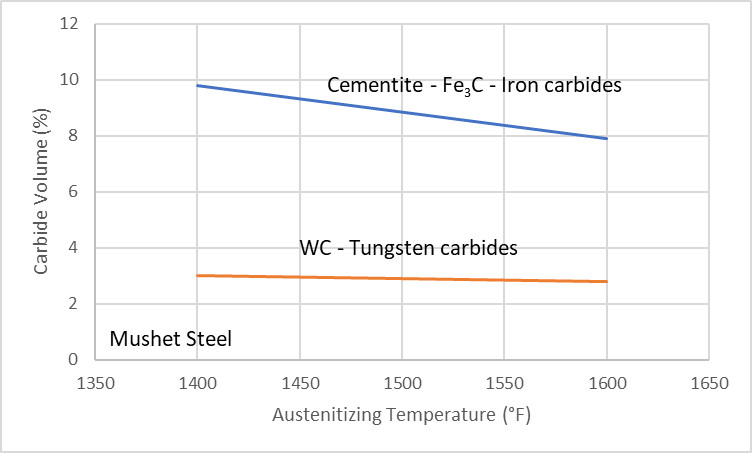
In the figures you can see that the amount of cementite is slightly reduced, but a significant amount of tungsten carbide is present in the Mushet steel, which contributes greatly to wear resistance. The combination of air-hardening and high wear resistance of what was called “R. Mushet’s Special Steel” led to many competitors creating their own “self-hardening” steels because they could be hardened in air and therefore reduce distortion and cracking that can occur during severe water quenching, and because the increased wear resistance from tungsten, cutting tools could be operated at much greater speeds [1].
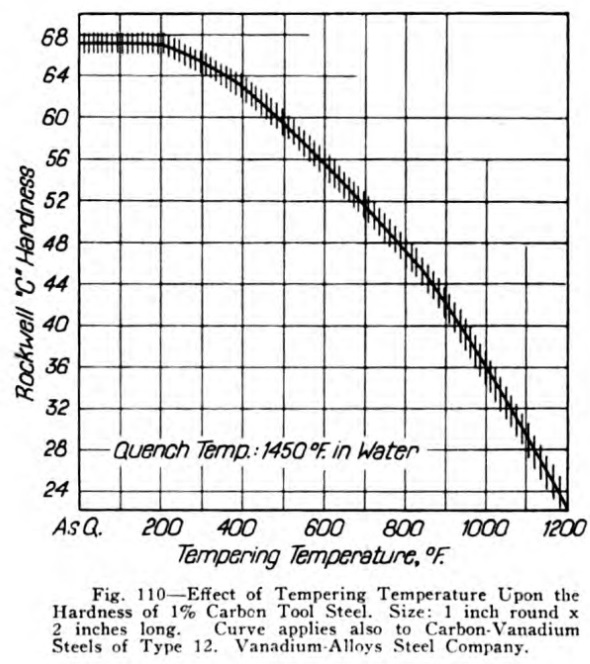
Mushet steel led to many more important developments. Frederick Winslow Taylor and Maunsel White at Bethlehem Steel in Pennsylvania performed many experiments with heat treating parameters and different steel alloys in an attempt to maximize the possible cutting speed of steel. There was somewhat of a fundamental limit to the cutting speed achievable by steel because at high speeds the steel will heat up and therefore be over-tempered and softened during service, such as can be seen in this tempering curve of a typical high carbon steel [3]:
Up until that point steel was heated to a hardening, or austenitizing, temperature between around 1400-1600°F prior to quenching to form martensite. However, Taylor and White threw old conventions out the window and tried every parameter they could think of to maximize cutting speed. While the discoveries in question are usually attributed to Taylor and sometimes also to White, there were many people involved, as Taylor said, after listing several contributors [5]:
During these years we have consulted so freely together in all matters relating to these experiments that with few exceptions hardly a step has been taken which can be said to have originated with any one man. Therefore, whatever credit or blame may come to this work should be impartially divided among us. In writing this paper, then, no effort will be made to discriminate, as to the results which have been obtained in our investigations, between the work of one man and another. Mr. White is undoubtedly a much more accomplished metallurgist than any of the rest of us; Mr. Gantt is a better all-round manager, and the writer of this paper has perhaps the faculty of holding on tighter with his teeth than any of the others.
They performed experiments with Mushet steel and several modifications of it. Conventional wisdom in the past was that austenitizing at too high a temperature would lead to grain growth and a decrease in performance. Taylor and White also found a decrease in performance above conventional temperatures, but also went even higher. The great discovery that they made was that when Mushet steel was hardened at very high temperatures, a massive increase in maximum cutting speed was achieved [1]:
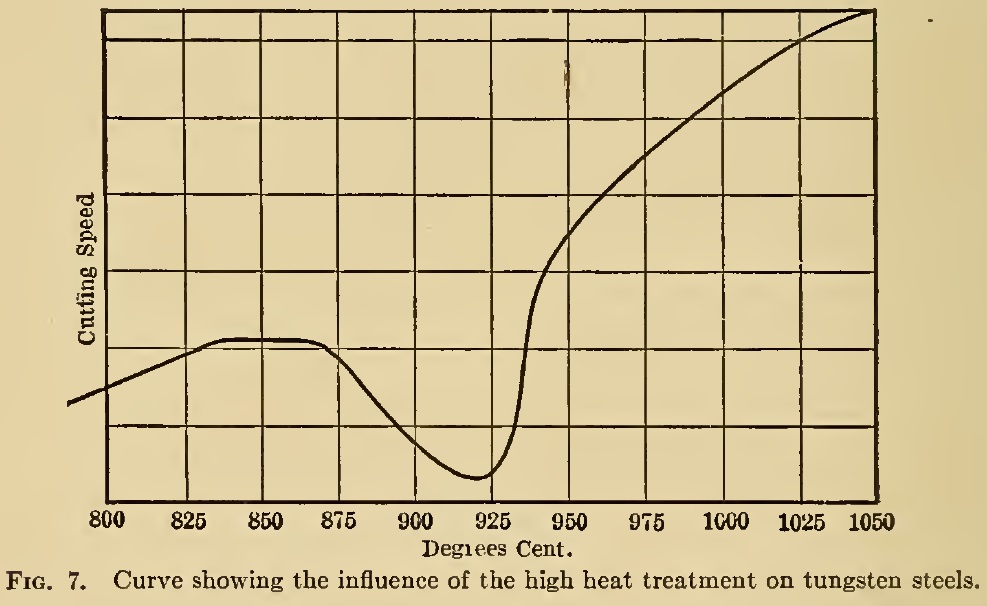
The reason for the initial decrease isn’t clear to me, and was later called into question [6]. However, the mechanism for why there was improvement at higher temperatures is now well understood. At higher temperatures more tungsten carbide was dissolved, allowing tungsten to be in solution after hardening. Tungsten in solution delays the reduction in hardness with high tempering temperatures or even increases hardness at appropriate temperatures [7]:
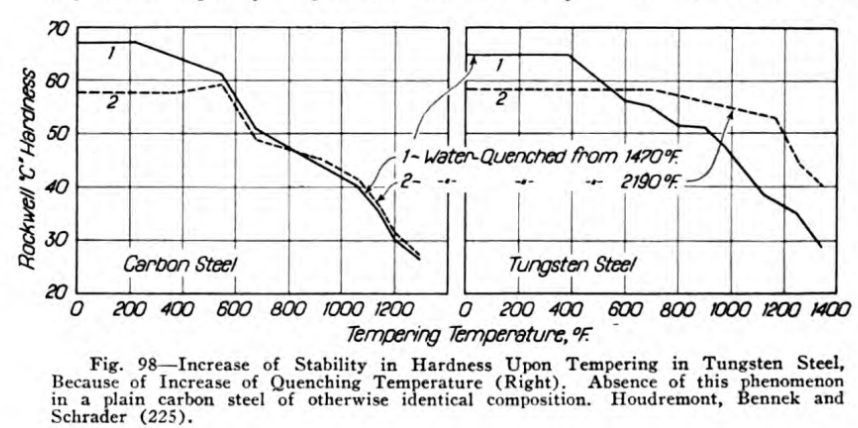
The figure shown above shows two steels, a simple 1.5%C steel (1), and a 1.5%C steel with 8% tungsten added (2). The left shows both steels austenitized at 1470°F, where both steels show similar behavior with tempering above 550°F or so, because the tungsten-added steel has little tungsten in solution. However, when austenitized from a very high temperature (2190°F), the tungsten steel softens more slowly with increasing temperature. Therefore, Taylor and White discovered that the cutting tools could be run at very high speeds because they could be heated to relatively high temperatures while maintaining their hardness. I used JMatPro to calculate the tungsten in solution vs austenitizing temperature and then overlaid it on the same plot showing the effect of austenitizing temperature on cutting speed:
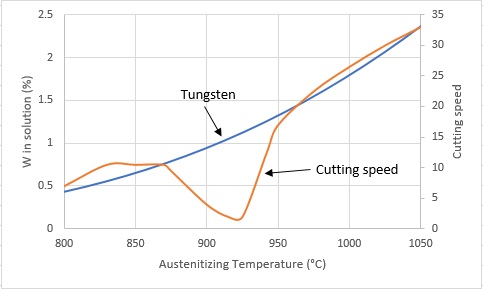
A very good correlation can be seen with tungsten in solution. The mechanism by which tungsten increases hardness at high tempering temperatures is too large a topic to cover in this post, but a summary is that higher amounts of tungsten leads to precipitation of very fine tungsten carbides that increase hardness at the higher tempering temperatures.
Taylor and White studied their new high temperature austenitizing heat treatments on many different alloys, including the following [5]:
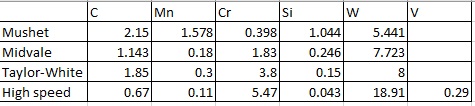
From top to bottom this shows the general progression that they followed when finding better and better alloys to maximize cutting speed. First they switched from Mushet to Midvale steel which lowered the carbon content, raised the tungsten, and switched from manganese to chromium for hardenability which they report led to superior behavior. They switched to a steel with higher chromium for better hardenability for air hardening and a steel referred to as “Taylor-White,” which is what was originally patented by them, though that patent was later rescinded because it was revealed that they did not develop the steel itself but simply the heat treatment process [6]. See the end of this article for a discussion on why they switched from manganese alloying to chromium alloying to achieve the “air-hardening” property. They then found that even higher amounts of tungsten led to even better cutting speeds while using an 18% tungsten steel that became the prototype for the high speed steel T1. It is unknown who developed the 18% tungsten steel that they studied, but Taylor and White had switched to it by 1903 [6]. At one point T1 steel was 80% of the high speed steel market [3]. I again used JMatPro to calculate the maximum possible tungsten in solution for each of these alloys:
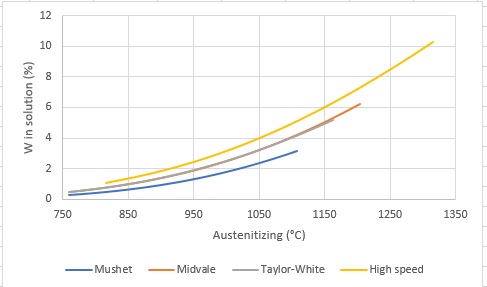
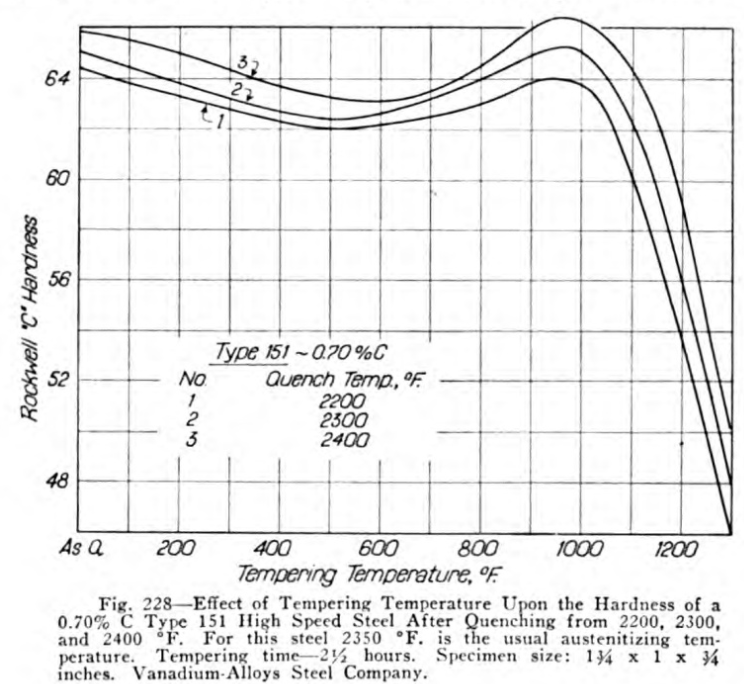
Each steel is plotted to just below its melting temperature, which is how hot Taylor and White were austenitizing the steels. So moving from Mushet to Midvale steel led to a doubling in possible tungsten in solution, and the high speed steel could have a full 10% tungsten in solution after austenitizing. This steel shows a significant increase in hardness with high tempering temperatures, as shown with the similar T1 [3]:
Summary and Change to the Industry
Their development of this prototype high speed was important in many ways. They first presented the results of their research at the Paris Exhibition in 1900, and more thoroughly with further developments in 1906 [5], and there were countless copies of their steel in the following years. There was an explosion in development of other high speed steels and tool steels after the announcement [1][3][6]. The new category of steel, high speed, was significant in itself, as it allowed cutting tools never before used. The 18% tungsten steel was further modified by increasing the vanadium to 1% and patented by J.A. Mathews of Crucible Steel (yes, that Crucible Steel) which was later named T1 [6][8]. These discoveries also led to many other tool steels formerly impossible to be developed because of the relatively low hardening temperatures used beforehand. After all, most tool steels use hardening temperatures higher than the typical 1400-1600°F in use before Taylor and White. By the 1930’s there were many tool steels and high speed steels in use [9], demonstrating the very rapid development of steel that occurred following these important discoveries. This all helped lead to the plethora of tool steels, high speed steels, and martensitic stainless steels available for the knifemaker today.
Supplemental Material: Why the Change from Manganese to Chromium?
One of the major changes that occurred during this period was the switch from the manganese alloying of Mushet to chromium alloying of the alternative steels to achieve “self-hardening” or “air-hardening.” Piecing together the development of the chromium-alloyed steels (as opposed to manganese-alloyed) is difficult but Townsend attempted to do it, so I recommend his article for information on the major contributors to its development [6]. He did not cover, however, the reason for the switch from manganese to chromium to any great extent, which is light on details in the literature.
Manganese was known to cause brittleness in high amounts [1], and this is believed to be due to manganese promoting intergranular fracture (fracture along grain boundaries), though the exact mechanism for this behavior is still under debate [10].
Manganese is a strong austenite stabilizer, which creates problems in two major ways:
1) Retained austenite. 1% Mn lowers the martensite start temperature by approximately 30.4°C, while 1% Cr lowers it by only about 12.1°C [11]. Therefore, even with greater amounts of chromium required for air hardening, it would lead to less retained austenite. The peak hardness of these steels is often limited by retained austenite [3], and with the use of austenitizing tempreatures by Taylor and White near the melting temperature they may have been skirting the limits of retained austenite even with high tempering temperatures that help reduce retained austenite, because the steel would have had high amounts of carbon and other alloys reducing the Ms temperature and therefore stabilizing retained austenite. Stoughton [12] mentions that Mushet steel is non-magnetic which may indicate that the steel was high in retained austenite, as austenite is non-magnetic. However, this information is somewhat questionable as he indicates that all air-hardening steels are non-magnetic.
2) Annealing. Manganese lowers the temperature at which austenite forms (the A1 temperature) [11], which also lowers the maximum temperature that can be used for annealing, as ferrite-pearlite or ferrite-cementite can only form below that temperature. The lower the steel is annealed the slower diffusion is and therefore the longer the steel must be held for annealing, or the slower the steel must be cooled to form pearlite. This is the difficulty Townsend mentions in his article as he said that the manganese steel is “practically impossible to anneal…or machine” [6].
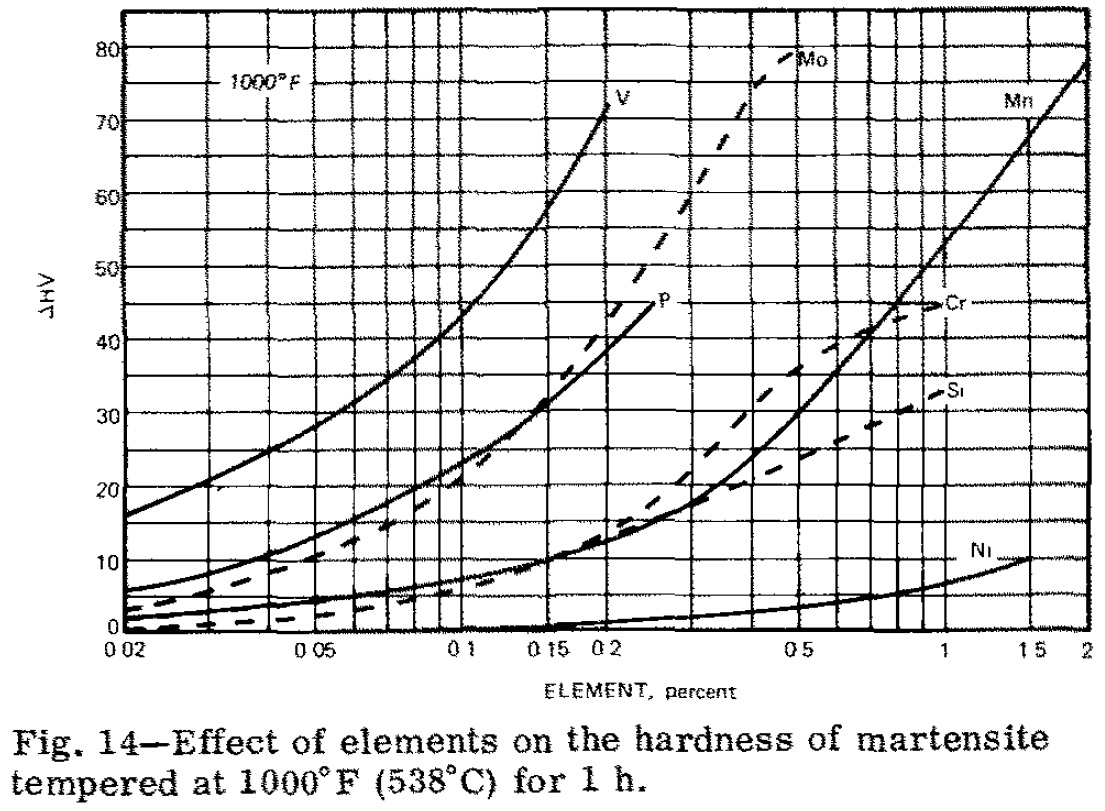
Another reason for the use of chromium may be that because higher amounts are used for achieving air hardening properties, it improves “tempering resistance” for higher hardness with the high tempering temperatures used. Chromium and manganese contribute to hardness with high temperature tempering to a similar degree, so the typical use of 2-3x as much Cr as Mn leads to higher hardness after tempering [13]:
[1] Becker, Otto Matthew. High-speed steel: the development, nature, treatment, and use of high-speed steels, together with some suggestions as to the problems involved in their use. McGraw-Hill book company, 1910.
[2] https://www.bladeforums.com/threads/how-fast-do-i-have-to-quench.1555442/
[3] Gill, James Presley, et al. Tool steels. American Society for Metals, 1944.
[4] Lassner, Erik, and Wolf-Dieter Schubert. “The History of Tungsten.” ITIA Newsletter (2005): 2.
[5] Taylor, Frederick Winslow. On the art of cutting metals. American Society of Mechanical Engineers, 1908.
[6] Townsend, A. S. “Alloy Tool Steels and the Development of High-Speed Steel.” Trans. Am. Soc. Steel Treat 21 (1933): 769-795.
[7] Houdremont, E., H. Bennek, and H. Schrader. “Hardening and Tempering of Steels Containing Carbides of Low Solubility, Especially Vanadium Steels.” Transactions of the American Institute of Mining, Metallurgical and Petroleum Engineers 116 (1935): 260.
[8] Mathews, John Alexander. “Manufacture of tool-steel.” U.S. Patent No. 779,171. 3 Jan. 1905.
[9] Gill, James P., Tool steels: a series of five educational lectures on the selection, properties and uses of commercial tools steels presented to members of the ASM during the 16th National Metal Congress and Exposition, New York City, Oct. 1 to 5, 1934.
[10] Kuzmina, Margarita, Dirk Ponge, and Dierk Raabe. “Grain boundary segregation engineering and austenite reversion turn embrittlement into toughness: example of a 9 wt.% medium Mn steel.” Acta Materialia 86 (2015): 182-192.
[11] Andrews, K. W. “JISI 203, 721 (1965).”
[12] Stoughton, Bradley. The metallurgy of iron and steel. McGraw-Hill publishing company, 1908.
[13] Grange, R. A., C. R. Hribal, and L. F. Porter. “Hardness of tempered martensite in carbon and low-alloy steels.” Metallurgical Transactions A 8.11 (1977): 1775-1785.
thanks for great information , I really learned a much . I still can not understand why in all high speed steel they always add 4% Cr ? why not 5% or even 8% like hot work steels ? why not just 2% ? even with great variations in another alloying elements they always struck to 4% Cr !!! is 4% considered a magical number or something ?
Too little Cr and there isn’t as much contribution to hardenability and secondary hardening. Too much and there is so much chromium carbide that it doesn’t all dissolve during austenitizing.
i am presently writing a story of events in history, beginning post ice age. your site has proven invaluable to my work.
Great!
This was a fun article to revisit – I love the prospect of an air-hardening steel with tungsten monocarbide!