
Thanks to Windscion, Kalib Maxwell, Jan Ysselstein, Klaas Alberts, Zoltan Gero, Mark Nielsen, Christian Lishen, and Richard Smallwood for becoming Knife Steel Nerds Patreon supporters!
What is ApexUltra?
ApexUltra is a steel developed by myself, Tobias Hangler, and Marco Guldimann. It is designed for forging bladesmiths that want a steel with enhanced performance compared with the old standard simple alloys like 1084 and 1095. The steel uses a combination of Cr, W, and V for high edge retention, hardness, and toughness.
![]()
The steel has its own website, ApexUltraSteel.com, with information about its composition and places to buy (though it is selling out everywhere right now). And you can read more about its history in this article where I covered the testing of the laboratory version of the steel prior to its full production.
Edge Retention
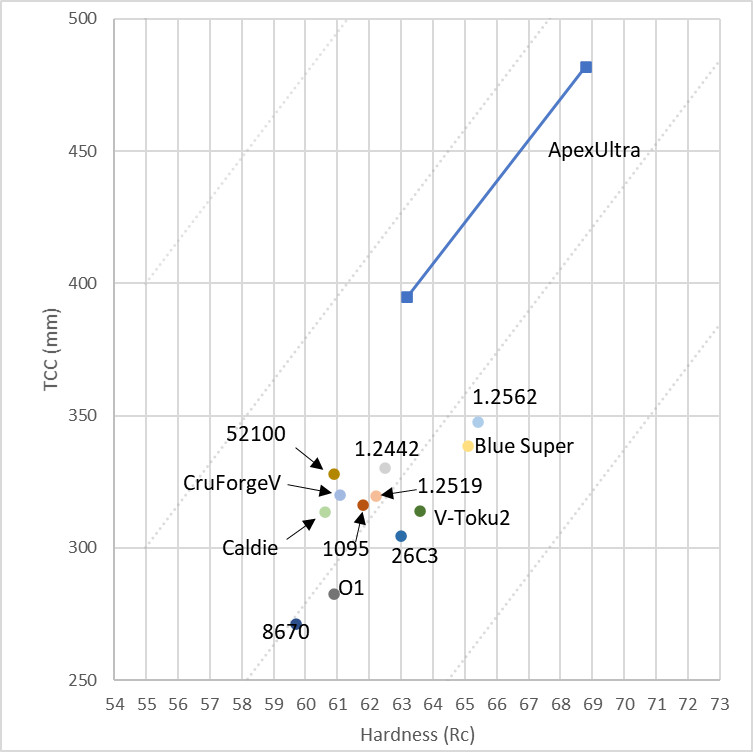
One of the major benefits of ApexUltra vs other low alloy steels for forging bladesmiths is the increased wear resistance and the improved edge retention that that provides. The chromium addition increases the hardness of the cementite (iron carbide) and the tungsten and vanadium form hard carbides, all of which increases wear resistance. This can be seen in the CATRA edge retention tests below on ApexUltra. There is significantly higher wear resistance than other low alloy knife steels, even when compared with 1.2562 and Blue Super, which also have high tungsten additions. The CATRA test and the previous finding that higher chromium led to improved edge retention with 52100 is described in this article.
Toughness
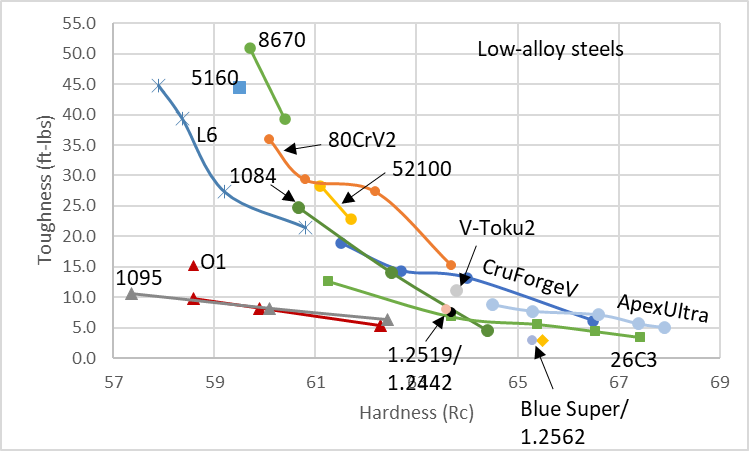
The sizeable chromium addition to ApexUltra also helps to prevent excess carbon in solution and “plate martensite” which drops toughness. This is the primary reason why ApexUltra has much higher toughness than previous top wear resistance forging steels 1.2562 and Blue Super. You can read more about the effect of chromium on toughness of forging knife steels in this article and in this article on austempering. ApexUltra is particularly good at maintaining its toughness at high hardness which makes it good for thin knives with superior cutting ability. I also have information about how to heat treat to lower hardness levels in the heat treating data below.
How to Forge and Heat Treat ApexUltra
Sometimes when I provide a lot of data on how to heat treat a steel a reaction can be that heat treating is very complicated. This is because I am showing the results of different types of heat treatments to justify the recommendations. Any steel can look complicated if you look at enough scenarios. Some of the information below may be difficult to understand without first reading my articles on Thermal Cycling of Knife Steel and How to Heat Treat in a Forge. ApexUltra can be heat treated in a variety of different ways and we have looked at many variables to optimize the heat treatment for different methods.
Forging Temperature
High carbon steels are more sensitive to overheating as the extra carbon reduces the melting temperature. This is the same reason that cast iron has extremely high carbon because they are designed for low melting temperature. The grain boundaries are the first part of the steel to melt so it is not always immediately apparent that a steel has been overheated until it crumbles during forging. So our general recommendation is to forge no hotter than 2050°F/1120°C. The steel can handle more temperature than that but this is a safe temperature. Early reports on forging ApexUltra have been relatively favorable, with most knifemakers comparing it to other low alloy knife steels.
Normalizing and Grain Refinement
The high carbon and high chromium also means that ApexUltra needs a higher normalizing temperature than some other low alloy knife steels. The purpose of the normalizing step is to get an even carbide structure and is the first step in refining the grain size after the high temperature forging operation. After forging there can be undesirable structures like grain boundary carbide which reduce toughness, so it is more important that we heat high enough to dissolve those carbides at that stage than to worry about grain refinement – which will be done in a separate step. So the recommended normalizing temperature is 1750°F/950°C for 15 minutes before air cooling. When performing this step with a forge you can use a laser pyrometer or a tempilstik to check the temperature.
Grain refinement steps can then be performed from 1450°F/790°C for 10 minutes before air cooling. The holding time is for a furnace to ensure the piece has heated through; the hold time doesn’t matter that much as long as it has transformed to austenite. With a forge you heat to non-magnetic and air cool instead. For some steels I do not recommend a grain refinement step because the anneal also acts as a grain refinement cycle but because of the relatively high required normalizing temperature this extra step helps ensure a fine grain size.
Because of the high hardenability of ApexUltra, it needs to be handled similarly to other oil hardening steels like O1 or L6. This means that partial hardening can occur after air cooling which can lead to cracking or warping if the steel is left to sit for an extended period of time after forging. This is obviously taken care of through thermal cycling but if the steel is partially forged and left to sit it is better to place it in vermiculite to slow cool from high temperature or to stress relieve the steel after it cools to room temperature. Then forge, normalize, etc. as normal when returning to the knife.
Annealing
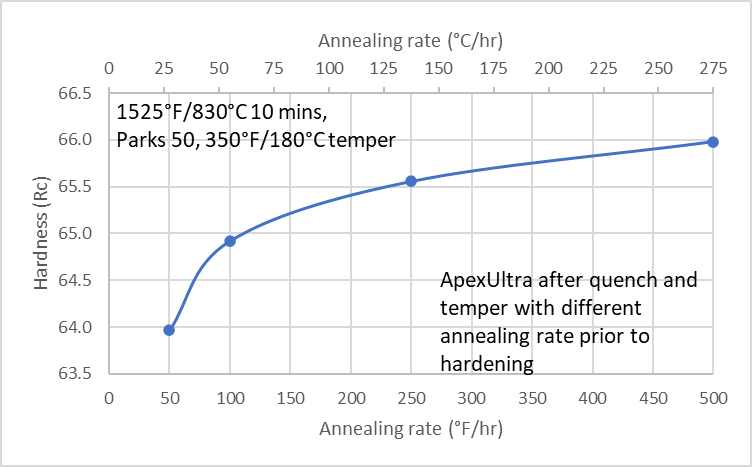
I tested the result of different annealing rates on ApexUltra to find the optimal cooling rates. The steel is heated to 1450°F/790°C for 15-30 minutes followed by slow cooling to 1100°F/590°C. After that it can be air cooled as the transformation is complete. It is the slow cooling rate between 1450 and 1100°F that I varied for testing. Below shows the effect of cooling rate on the final annealed hardness. I also have a data point for air cooling, vermiculite cooling, and the “as-received” hardness from the factory.
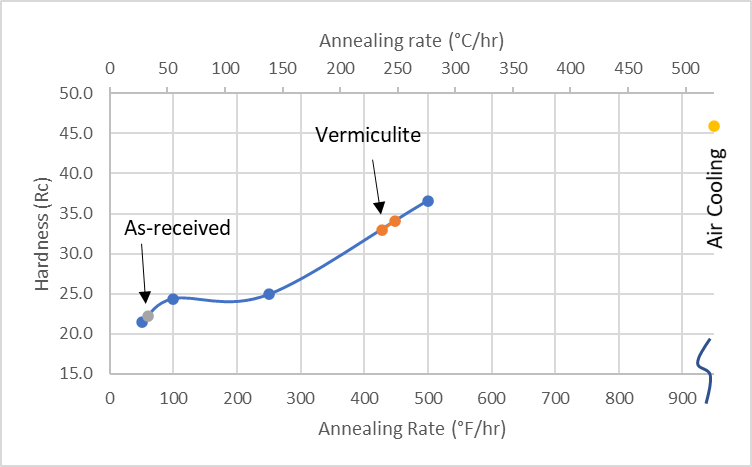
Air cooling resulted in mid-40’s Rc which is high for drilling and bandsaw cutting. Using a 450°F/hr (250°C/hr) cool or placing in Vermiculite resulted in 30’s Rc which is more reasonable for drilling. This condition is also good for a forge heat treatment which I will show later. I placed other heated bars of steel (which steel doesn’t matter) in the vermiculite next to the ApexUltra bar to slow the cooling rate in the vermiculite which can help ensure the cooling isn’t too fast in the vermiculite. Using 250°F/hr (150°C/hr) or slower results in 25 Rc or below.
I also heat treated coupons and tested them for hardness and toughness from the different conditions. A slower cooling rate results in a lower hardness after quenching and tempering because of the coarser starting microstructure. I wrote more about this in the Thermal Cycling article.
Due to the sample orientation I used for these experiments I could only do “transverse” toughness tests which can’t be compared with my other standard toughness tests. So to avoid confusion I am showing only the “relative” toughness instead. The 100°F/hr (50°C/hr) anneal led to the best balance of toughness and hardness.
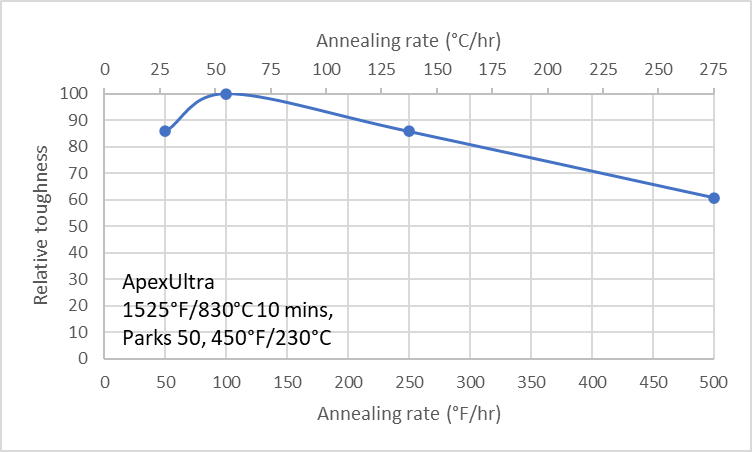
So I recommend the 100°F/hr anneal for furnace heat treating in general situations, though a vermiculite anneal or 450°F/hr (250°C/hr) anneal can be used for forge heat treating or for maximum hardness after heat treating. For a forge anneal you heat to non-magnetic and then place in vermiculite. Placing other heated bars alongside the knife in the vermiculite can ensure the cooling is slow enough to avoid issues with bandsaw cutting or drilling.
Austenitizing
In the plots below I will be showing hardness and toughness data from three different conditions:
- Annealed by placing the steel in perlite from non-magnetic. These samples were heat treated by Tobias Hangler. Perlite is an insulating media similar to vermiculite. It should not be confused with the steel phase pearlite, though in this case the perlite anneal does result in a primarily pearlite microstructure so maybe the confusion isn’t too bad.
- Annealed at 100°F/hr (55°C/hr) from 1450°F/790°C. These coupons were heat treated by Devin Thomas.
- Heat treated from the “as-received” condition from the factory. These were heat treated by me.
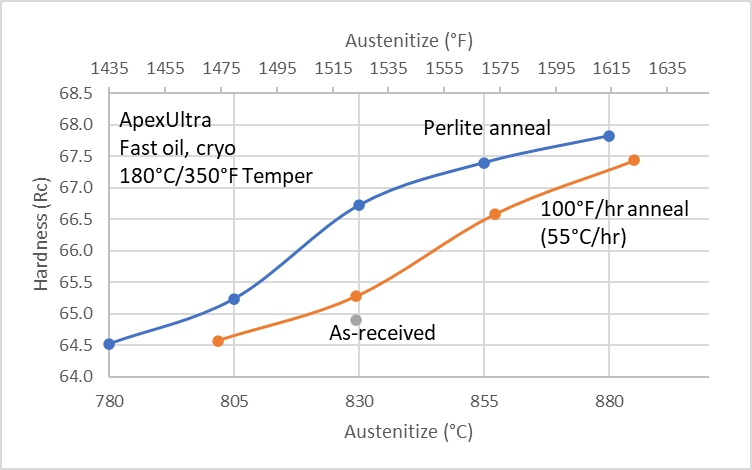
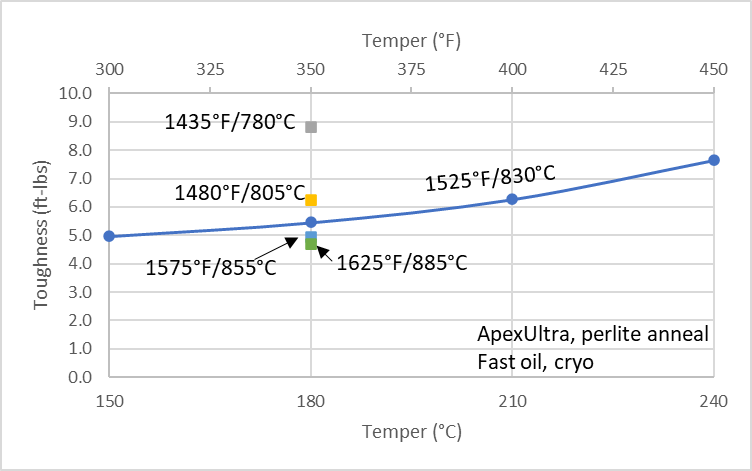
The perlite anneal resulted in higher hardness for a given austenitizing temperature due to the finer starting microstructure. The as-received condition was also slightly lower in hardness after the quench and temper than the 100°F/hr (55°C/hr) starting structure. The 780°C/1435°F used from the perlite anneal is right around the point where the steel becomes non-magnetic which is why the vermiculite/perlite anneal is what I recommend for forge heat treating as you can quench from non-magnetic and still achieve a full martensite microstructure.
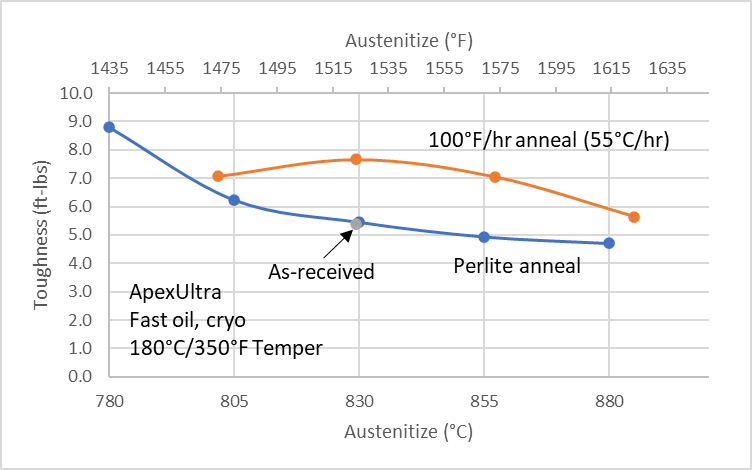
Two different behaviors are observed for austenitizing vs toughness depending on the starting microstructure. Using a perlite/vermiculite anneal you see increased toughness as the austenitizing temperature goes down. This is because the carbon in solution is lower and plate martensite is reduced, as explained in this article about austempering. The fine starting microstructure means that high carbon in solution occurs at lower temperatures which is why the behavior is somewhat different than the 100°F/hr (55°C/hr) anneal. Another thing to note is there is no major dropoff in toughness even with 1625°F/880°C austenitizing, which shows that the tungsten and vanadium carbides are effectively “pinning” the grain boundaries and keeping the grain size small even at that relatively high temperature. The fracture grain was also silky smooth, of course.
The 100°F/hr (55°C/hr) results in spheroidized carbides where excess carbon in solution requires higher austenitizing temperatures. In fact, austenitizing at 1475°F/800°C resulted in slightly lower toughness than 1525°F/830°C despite also having lower hardness. This same behavior has been seen in some other steels like 5160 and 52100. The as-received steel had similar toughness to the perlite anneal though at lower hardness. You can see the hardness-toughness balance instead below where it is clearer which starting microstructures resulted in the best properties:
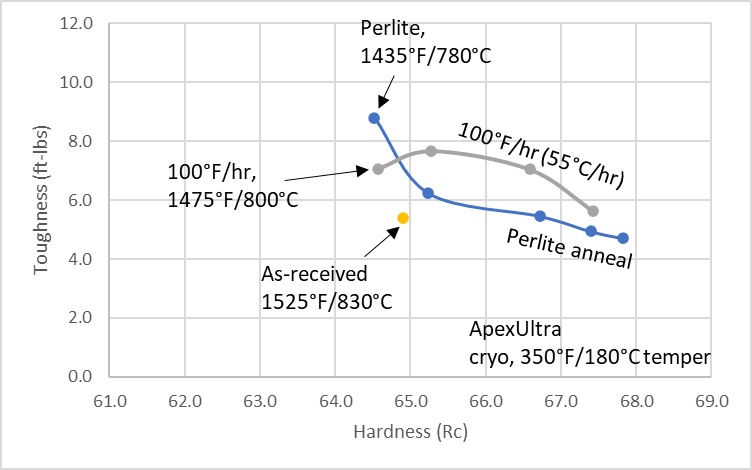
You can see that once normalized for hardness, the 100°F/hr (55°C/hr) anneal resulted in the highest toughness, then the perlite/vermiculite anneal, then the as-received condition. So we were successful in improving the properties vs the as-received condition though the 100°F/hr (55°C/hr) anneal had the best properties. Two outliers are pointed out which was the 1475°F/800°C austenitize from the 100°F/hr anneal which had extra carbide that decreased toughness, and the perlite anneal 1435°F/780°C which had increased toughness from having lower carbon in solution. So a lower austenitize can be beneficial when heat treating from a vermiculite/perlite anneal though you must ensure the steel is fully transforming to austenite (nonmagnetic) or the blade will not fully harden. When heat treating from the 100°F/hr (55°C/hr) anneal condition it is better to austenitize higher than 1475°F/830°C, such as 830°C/1525°F, for the better balance of hardness and toughness.
Quenching and Cryo
The toughness experiments above were done with fast oil quenches though a wide range of oils can be used. Definitely medium oils are fine and, depending on cross-section, even slow oils are possible. This is a benefit of the high hardenability of ApexUltra. Some knifemakers are afraid of using a fast oil with a high hardenability steel but this is not a problem for toughness as we have seen in steels like 8670. However, a slower oil decreases the chances of warping and cracking.
Cryo is an optional step as it is with virtually any steel. Using cryo results in 0.5-1 Rc higher hardness depending on the starting structure and the austenitizing temperature.
Tempering
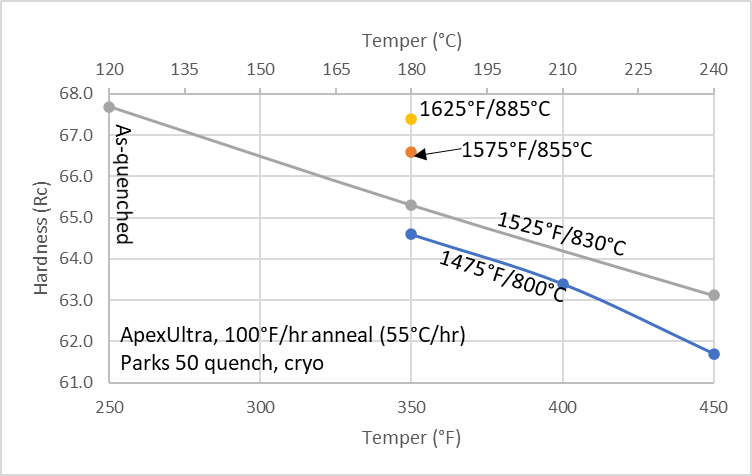
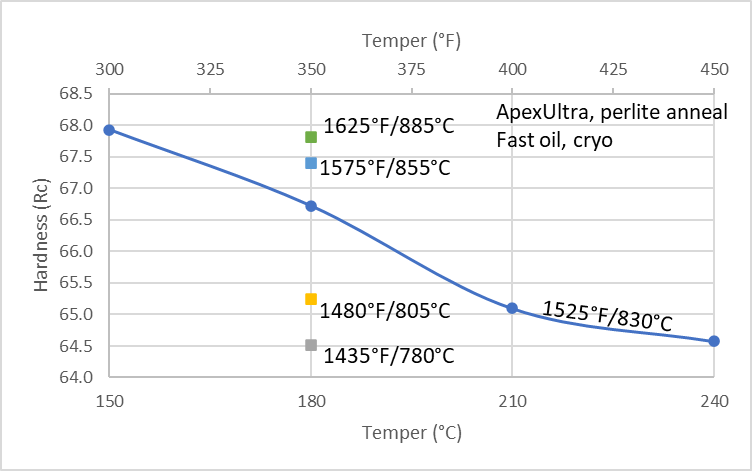
Below I have tempering curves for both the 100°F/hr (55°C/hr) and perlite anneal conditions. The hardness drops with increasing tempering temperature as expected, and the tempered hardness of the perlite anneal is higher than the 100°F/hr (55°C/hr) as we have discussed already.
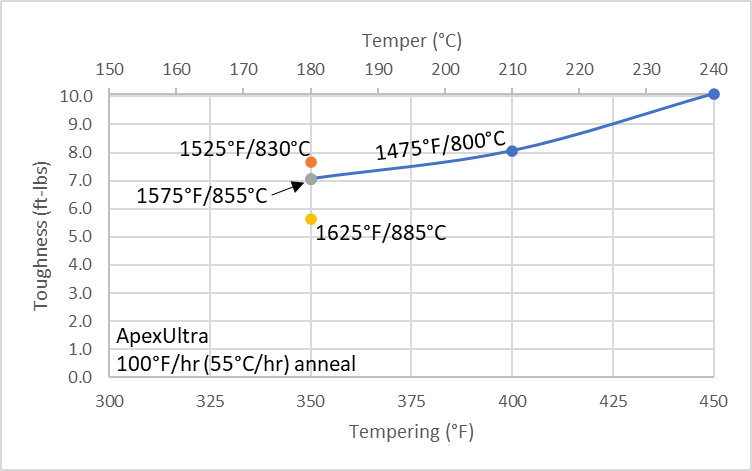
In terms of toughness we also have pretty standard behavior where toughness is increased with higher tempering temperatures. For some steels we see a drop in toughness with a 450°F/230°C temper though with others it doesn’t occur until 500°F/250°C. This is a phenomena called “tempered martensite embrittlement” and should be avoided since you get a reduction in both hardness and toughness. We tempered as high as 240°C/465°F without a drop in toughness so we can confidently recommend tempering as high as that. There also wasn’t a drastic drop in toughness even when tempering as low as 300°F so tempering that low is also acceptable. Some steels like 5160 drop in toughness significantly when tempering that low which is why we tested it. So the range of 300-450°F works well, depending on final desired hardness.
Summarized Heat Treatment Instructions
Based on the data generated above I have simplified recommendations for different scenarios given below:
Forge-Only Heat Treatment (Forged or Stock Removal Blades)
Normalize at 1750°F/950°C (check with laser thermometer or tempilstik), air cool.
Grain refine by heating to nonmagnetic and air cool.
Anneal by heating to nonmagnetic and placing in vermiculite; additional heated steel bars can help slow cooling.
Heat to nonmagnetic and quench in oil. The combination of fine prior microstructure from the anneal, and grain-pinning carbide, means that a wide range of temperatures work from nonmagnetic up to 880°C/1615°F or potentially hotter. This makes the odds of success with a forge heat treatment very high.
Temper at 300-450°F (150-240°C) depending on the desired hardness/toughness combination.
Forged Blades, Furnace Heat Treating
Normalize at 1750°F/950°C for 10-15 minutes, air cool.
Grain refine by heating to 1450°F/790°C for 10 minutes, air cool
Anneal by heating to 1450°F for 15-30 minutes, cool at 100°F/hr (55°C/hr) to 1100°F. Cooling rate below 1100°F is not critical.
Austenitize at 1525-1625°F (830-885°C) for 10-15 minutes, quench in oil.
Temper at 300-450°F (150-240°C).
Stock Removal, Furnace
Austenitize at 1525-1625°F (830-885°C) for 10-15 minutes, quench in oil.
Temper at 300-450°F (150-240°C).
Properties are not quite as good when heat treating from the as-received condition as from the 100°F/hr (55°C/hr) condition. Follow the “Forged Blades, Furnace Heat Treating” steps above starting with the normalizing treatment for the somewhat improved properties.
Summary and Conclusions
ApexUltra has been an exciting project to work on because I previously did not believe we would manage to release a high performance steel for forging bladesmiths. The design targets of improved edge retention vs previous low-alloy knife steels and good toughness at high hardness have been realized. Our extensive heat treatment studies are invaluable for knifemakers that want to dial in their heat treatment for high performance. For forge heat treating, using a slow cool media like vermiculite during annealing provides a balance of steel soft enough to drill/bandsaw cut, but also can be austenitized from nonmagnetic and still fully harden. With a furnace heat treatment we found the ideal annealing rate to be 100°F/hr which provides improved properties relative to the factory anneal or even a vermiculite/perlite anneal. The steel can be heat treated to a wide range of hardness from 61-68+ Rc and the heat treatment can be tailored to many different knives.
As always very congruent, thanks. I`m no bladesmith but a chemist. How does Apexultra conquest with 80CrV2 though?
ApexUltra has much higher edge retention than 80CrV2. Though 80CrV2 is easier to work with and has very good toughness.
Interesting. I saw the 1750 F Number for normalizing this steel. Do you perhaps need to revisit the CFV recommendation of 1600? I know that you guys found some large carbides left in the mix and I had heard from folks like Adam DeRosiers Who have a lot of experience with CFV that you also need to do that 1750 F treatment also if you wanna break down the carbides.
CruForgeV has two carbide types: cementite (iron carbide) and vanadium carbides. The larger vanadium carbides would be unaffected by a 1750F normalize, and would be difficult to dissolve even at forging temperatures, which is why they are still present after Crucible forged and rolled the steel. The cementite, on the other hand, dissolves at much lower temperatures which is the carbide type we are dealing with during the normalize. CruForgeV behaves similarly to a steel like O1 when it comes to dissolving its cementite. My normalizing recommendations say that the provided temperature is the “minimum” to use and you could certainly use hotter, especially if you were starting from a very coarse structure in the as-received condition without forging it first. But 1600°F should be sufficient for CruForgeV.
What I was told or read was that Adam said that you absolutely positively needed to run that report via at 1750 for at least 30 minutes.. Hey by 5000 pounds of the stuff so he plays around a little bit. He also said that it is experience it did not play well with 15N20 He had to use L6 to get the countertop and she was looking for a Damascus mixture
It might be a unsurpassed problem: undertreatment and retaining austenite. What I`ve seen seen from S30V and the likes is far from desirable… Go either for max HRC or change steel at all…
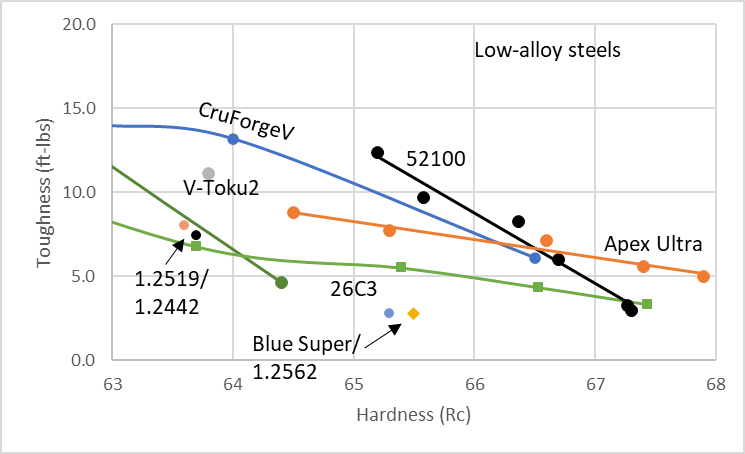
in what properties is the steel superior to 52100? looking at the hardness/toughness tradeoff its only better at over 67 hrc. actualy a bit disapointing in view of the higher cleanliness. is it maybe the price/edge retention relationship? (no idea what the steel costs.)
i realize the graphs are only a rough indication (because of statistical issues) but still.
ApexUltra is designed to have higher wear resistance than previous low alloy forging steels. It is basically 52100 with extra tungsten and vanadium carbides. I don’t understand why your expectation would be for ApexUltra to be tougher than 52100. It is surprising that ApexUltra is tougher at any hardness.
I was curious about the effect of the higher normalizing temperature recommended above and ran a few break tests with Apex Ultra and other steels. With nearly identical heat treatments (the heat treatment in this article actually), Apex Ultra showed a huge drop in toughness when the normalizing was lowered to 1450F. This was particularly true with forged coupons as compared to those strait from the factory. I didn’t observe nearly as dramatic results with other steels (1084, 80CrV2, and 8670) when a lower normalizing temperature was used.
What I observed from the break tests was that the Apex Ultra coupons with a lower normalizing temperature had a much larger grain size. The coupons with the 1750F normalize had very fine grain as well as good toughness. I don’t understand what is going on with the metallurgy here as the austenitizing temperature was the same for all coupons.
Does the presence of excessive grain boundary carbides result in similar appearance and performance to overheated steel (large grain and low toughness)? Your thoughts?
Note that this test was just about understanding the effects of the higher normalizing step.
Much Appreciated.
Brandon
Is the annealing in vermaculite step needed for a forge only heat treatment if i only do stock removal? As far as I’ve read, the steel comes annealed from the supplier? Am I right in guessing that the annealing is only needed if I forge the steel instead of just grinding it?
The steel does come annealed from the supplier, so you can heat treat it directly from that condition. But the relatively coarse structure from the manufacturer is more difficult to heat treat with a forge because specific temperatures and long soak times are challenging to achieve.
Larrin, my kiln only gets to about 1715. Can I use that temp and hold for longer for the normalizing process or is there something else I can do to offset not getting to the full 1750? I’d rather use my kiln for better temp control than my forge if possible.
My kiln PID is a basic one (set and hold, no ramps) so I can’t ramp down super slow. Would it work to bring to 1450 and let soak, then set the PID to 1350 and let it drop naturally and hold at the temp for the remainder of the hour and repeat down to 1150 or would it be better to do smaller increments like 25 or 50 degrees per step to get a more even ramp down? The temp drops fairly quickly in the kiln where the TC is; I can usually drop 200 degrees for a DET anneal in 15-20 minutes by setting the temp to where I want it to end and turning the kiln to a 2 (just above low) setting instead of 8 (highest setting).
I may also try to redo the kiln with 220V coils and redo the PID setup for 220V instead of 110v and upgrade to a ramping PID. Sucks waiting 3.5 hours to get the kiln to 1700 on 110V!
I would see the normalize as requiring a minimum more than I would needing exactly 1750F. So I would recommend doing the normalize in the forge prior to doing a grain refinement step with controlled temperature in the furnace. For the slow ramp it sounds like something you would have to experiment with. I haven’t used furnaces without any control very much.
Thanks for the info! I have been wanted to try the Apex Ultra I have here, but have been worried about the normalizing cycle temp. I will try using the forge for that step!
Apex Ultra caught my attention for a more heavy duty knife such as a meat cleaver; only AU only comes as wide as 2″ flat bar. Therefore I will need to fold the stock and forge weld it together. You have mentioned the safe forging temperature, but what would be the recommended forge welding temperature?
Same as the forging temperature. Just make sure it soaks long enough.
Do the Tungsten and Vanadium make this hard to sharpen with aluminium oxide whetstones?
The volume of those carbides is relatively small, so the short answer is no.