Update 6/21/2018: A new journal article has been released on the effect of grain size which is very interesting. I have added a brief summary of it at the bottom of this article.
In my posts on austenitizing I described parameters of heat treating to keep grain size as small as possible and therefore improve strength and toughness [1-3]. It is very difficult to improve both strength and toughness at the same time, usually increasing one decreases the other. By what mechanism does grain refinement improve both?
Strength
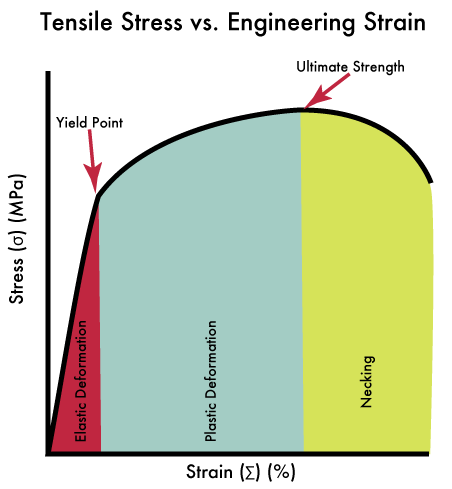
First to understand how grain refinement strengthens steel you must know what makes a material strong in the first place. In a previous post I wrote about the difference between flex and permanent deformation [4], where I promised that I would explain what the transition in behavior is at the “yield” point where the transition is between elastic deformation and plastic, or permanent deformation, such as when the steel was flexed so far as to be permanently bent. It must be flexed past the yield point [5]:
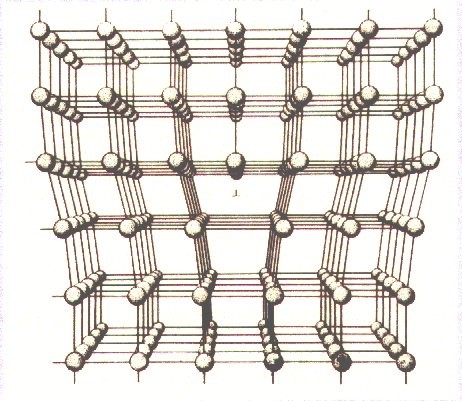
Permanent deformation is all about the movement of dislocations, or line defects, in the material. These dislocations can be thought of as a missing row of atoms, or what would happen if an extra plane of atoms were shoved into the structure leading to a gap in the crystal structure, such as is illustrated here:
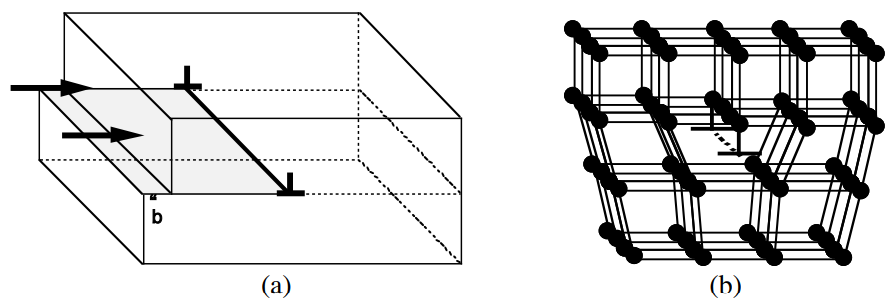
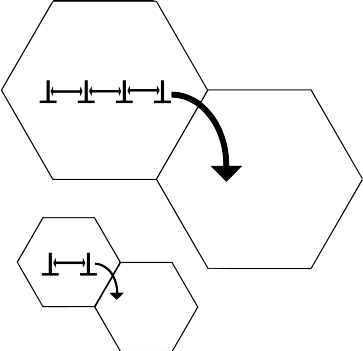
These dislocations, or line defects, are not bad. They are “defects” in the crystal structure, but should not be thought of as microcracks or a defect in the material that needs to be fixed. All materials contain dislocations and they cannot be avoided. When yielding of a material occurs, or plastic deformation, it happens through the movement, or slip, of dislocations. This is the mechanism by which the material “moves” or deforms. The movement of dislocations occurs much more easily than the breaking and reforming of large groups of atoms. Large groups of dislocations move so that there are significant changes in the shape of the material. The movement of a dislocation can be visualized by thinking about a shear stress being applied to the crystal structure, where the line connected by two upside down “T’s” represents the dislocation [6]:
The dislocation moves through the material through half-step shifts in the atomic bonds with the plane of atoms above the dislocation, as you can see in this simple animation [7]:
Up to this point I have been showing models and illustrations to demonstrate dislocations, but they can be observed through transmission electron microscopy. Here is a video showing the movement of dislocations [8]:
You can see that the dislocations are all moving in tandem, seeming to push each other along. Dislocations can not easily cross each other, as they apply a stress on one another, and when they do intersect they can no longer move through normal slip. Therefore when there is a large density of dislocations the material is stronger because a greater stress is required to move them, and the movement of dislocations is what controls the start of yielding, or permanent deformation.
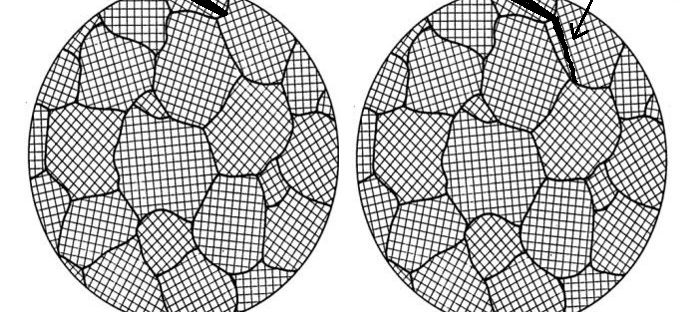
Dislocations are not the only imperfections in the crystal structure of steel. Grain boundaries are also a type of crystal defect. Grain boundaries act as barriers to the movement of dislocations, as these boundaries are intersections between different crystal orientations, where the slip plane for dislocation movement is effectively ended [9]:
This can be illustrated with a simple schematic of the change in orientation of the atomic planes at the grain boundaries:
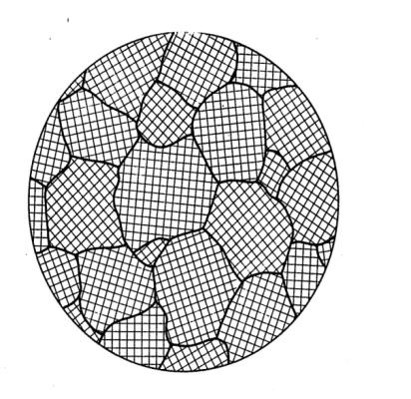
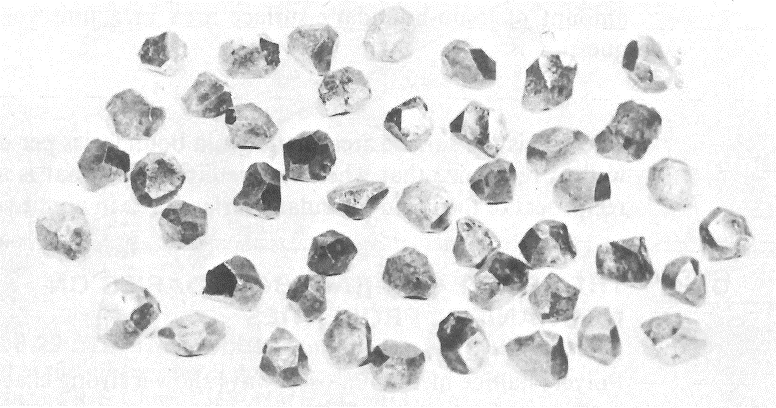
These grains can actually be removed from material with special techniques so you can better visualize their 3-Dimensional nature [10]:
The dislocations “pile up” at the grain boundaries, until sufficient stress is built up that the dislocations either change orientation to slip on the adjoining grain boundary into the new crystal plane for the new grain, or dislocations are created in the neighboring grain. A video of dislocations piling up at a grain boundary with new dislocations being generated on the other side is seen here [11]:
On a larger scale slip lines created by these dislocations can be seen in micrographs, and sometimes even with the naked eye [12]: 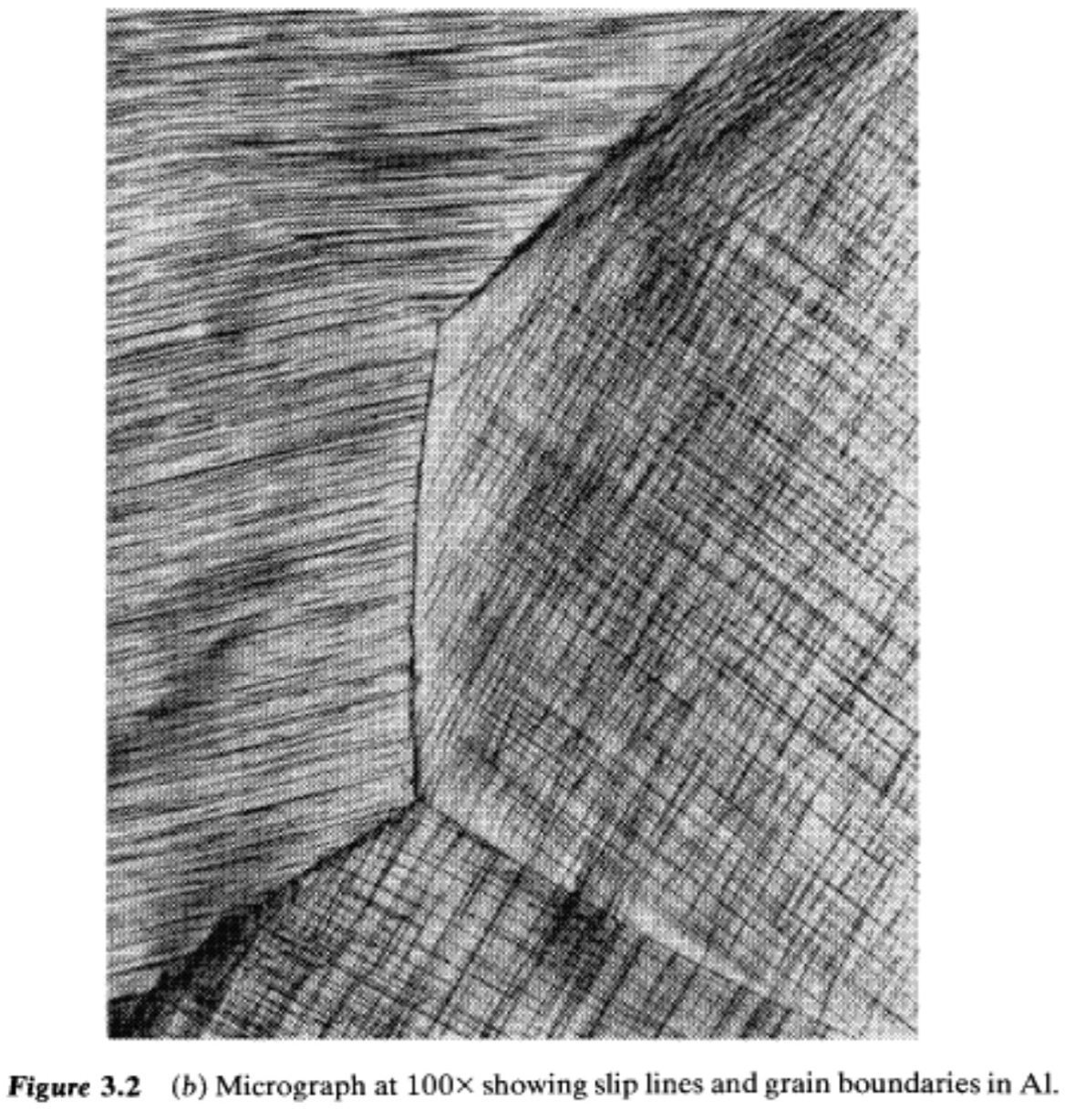
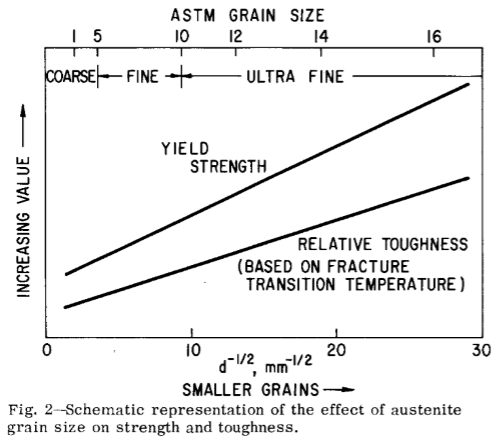
Therefore the grain size is important to this behavior, because naturally there are more boundaries to dislocation movement if the grain size is finer. However, the number of dislocations that pile-up on the boundary is also smaller [13]:
The stress generated on the dislocations by themselves is greater when more dislocations have piled up. So more stress is applied on the dislocation pileup at the boundary, so the dislocations more easily cross into the neighboring grain to yield the material for plastic deformation. With a small grain size only a small number of dislocations pileup so the stress on the boundary is very small. This all results in what is called the “Hall-Petch” relationship where a decrease in grain size leads to an increase in the yield stress [14]:
Toughness
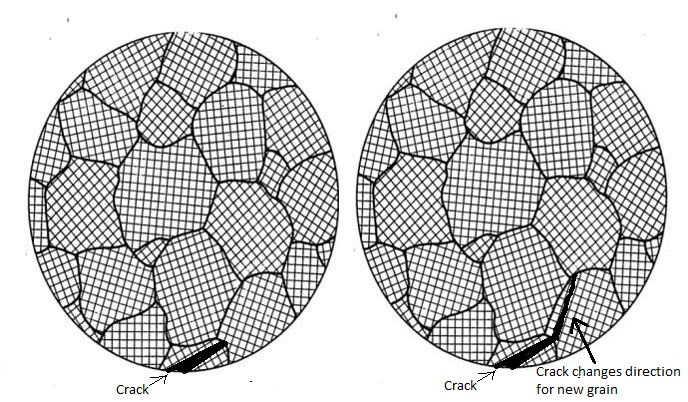
Toughness is improved by other mechanisms, of course. Toughness is controlled by the formation and growth of cracks during impact. Therefore, the grain size must control the behavior of crack growth in some way. The crack grows along the crystal planes of the individual grains, once the crack reaches a grain boundary it must re-initiate in a new crystal plane:
Here is a model someone created and posted to YouTube that shows the process [15]:
The smaller the grain size the more boundaries there are where the crack has to re-initiate. Therefore the smaller the grain size the greater the toughness.
New Study on Effect of Grain Size
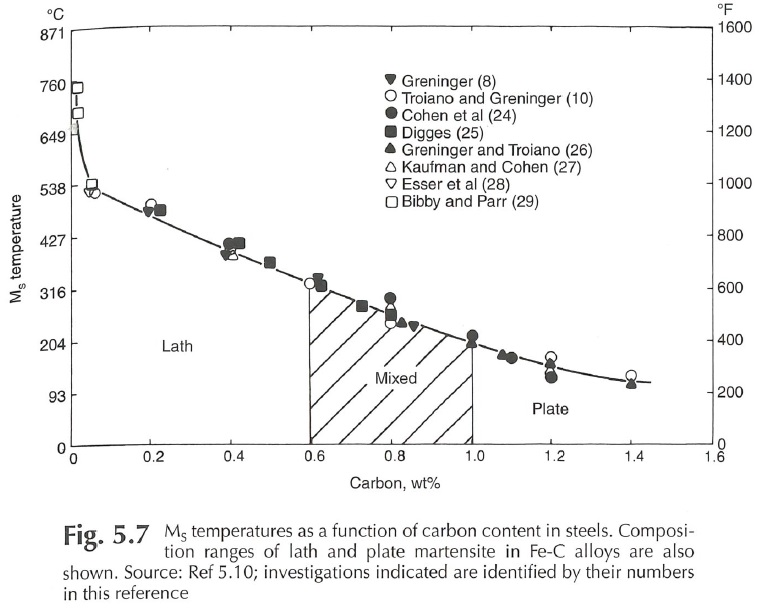
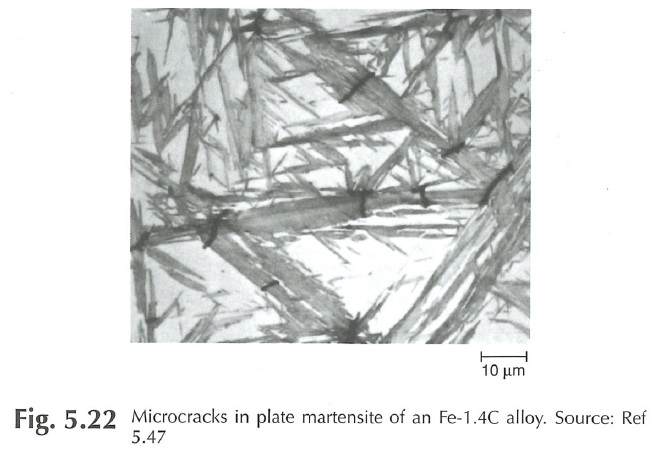
A new study [16] has been completed on the effect of grain size on plate martensite. What is plate martensite? Well, with sufficiently high carbon content, the type of martensite formed shifts from a type call “lath” martensite to another type called “plate” martensite. This is significant because plate martensite is much more brittle than lath martensite and therefore has poor toughness, in part due to microcracks that form in plate martensite. At the same time, having higher carbon martensite is desireable so that we can maximize hardness. You can read more about the carbon content of martensite and plate martensite in What Makes Quenched Steel so Hard?
So in this new study they set up a novel experiment to adjust the grain size of 52100 and a newly designed medium carbon steel and then see if grain size affected the formation of plate martensite. They used a low temperature rolling process to refine the grain size prior to the final hardening treatment:
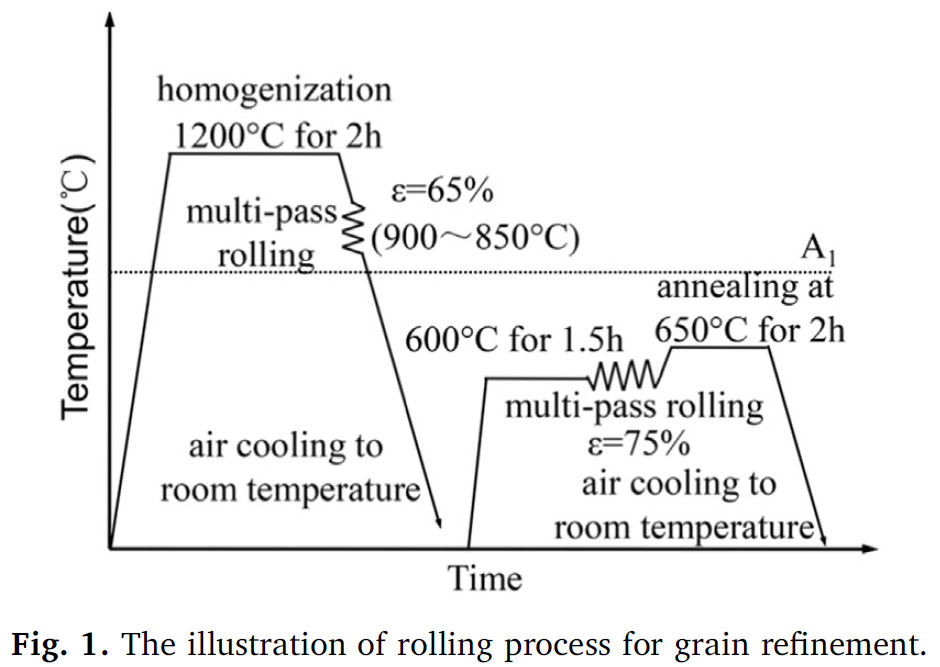
The grain refinement process meant that with sufficiently low hardening temperature they could achieve a very fine grain size in the final heat treated steel. But with a higher hardening temperature the grain would grow and they would be able to compare between the two different grain sizes. They then did three final hardening treatments:
- Heated to 800°C (1472°F) for 8 minutes followed by quenching
- Heated to 900°C (1652°F) for 8 minutes followed by quenching
- Heat to 900°C for 8 minutes, then transferred to 800°C for 3 minutes, followed by quenching
There is a reason that they used the third heat treatment with the two different temperatures. Increasing the hardening temperature doesn’t only increase the grain size, but it also increases the carbon content, and as said before higher carbon content leads to an increase in plate martensite. So they used the two step process to first grow the grains at 900°C followed by reducing the temperature to 800°C where the carbon content of the austenite is reduced prior to quenching to form martensite with a reduced carbon content vs the 900°C condition. Then they got the following micrographs from the three conditions where they marked the plate martensite with arrows labeled “twins” because plate martensite forms by a mechanism called twinning:
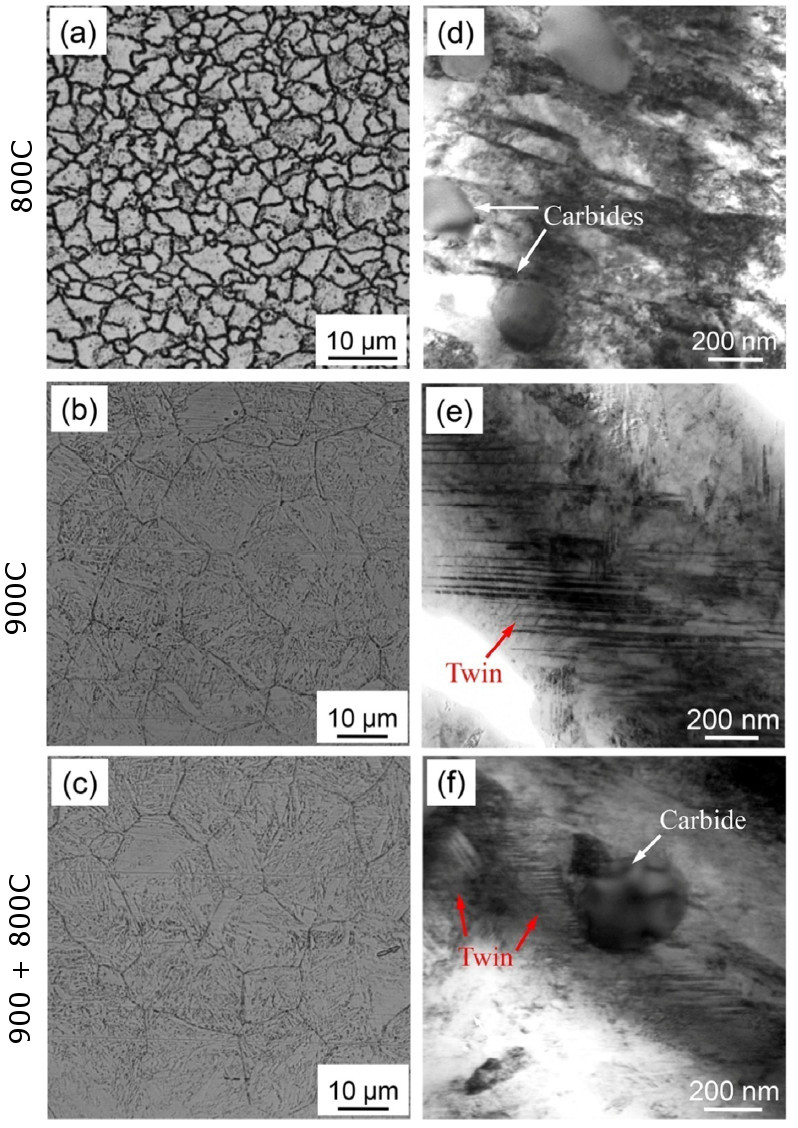
The researchers also found a corresponding increase in ductility with tensile testing showing that toughness was improved with the replacement of plate martensite with lath martensite. With the medium carbon steel they used the same hardening temperature with increasing time at temperature so that the grain size grew but the carbon content and final hardness saw little change. They saw a similar increase in ductility with finer grain size and also found that with fine grain size the plate martensite was no longer observed.
In conclusion, a refined grain size (approximately 4 microns or less) may lead to the replacement of brittle plate martensite with tougher lath martensite. I’m not sure we can be 100% confident that there wasn’t still a contribution from higher carbon content based on the described heat treatments, but it is a very intriguing possibility perhaps worth further study.
Update 11/4/2018: I was sent a link to a 2004 study [17] on 1.4% ultra high carbon steel where there is expected to be 100% plate martensite. However, due to the fine grain size of the steel (2 microns) there was about 50% lath martensite present. This provides more evidence that grain refinement may help prevent plate martensite.
[1] http://knifesteelnerds.com/2018/02/28/austenitizing-part-1-what-it-is/
[2] http://knifesteelnerds.com/2018/03/01/austenitizing-part-2-effects-on-properties/
[3] http://knifesteelnerds.com/2018/03/07/austenitizing-part-3-multi-step-austenitizing/
[4] http://knifesteelnerds.com/2018/03/13/why-doesnt-heat-treating-affect-steel-flex/
[5] https://www.rolledalloys.com/technical-resources/blog/how-to-measure-tensile-strength-elastic-modulus-and-ductility
[6] http://www.mse.berkeley.edu/groups/morris/MSE205/Extras/dislocation%20plasticity.pdf
[7] https://youtu.be/iKKxTP6xp74
[8] https://youtu.be/EXbiEopDJ_g
[9] https://www.tf.uni-kiel.de/matwis/amat/iss/kap_5/backbone/r5_3_1.html
[10] Reed-Hill, Robert E., Reza Abbaschian, and Reza Abbaschian. “Physical metallurgy principles.” (1973).
[11] https://www.youtube.com/watch?v=JjWdEj_LjZo
[12] Verhoeven, John D. Fundamentals of physical metallurgy. John Wiley & Sons Inc, 1975
[13] https://en.wikipedia.org/wiki/Grain_boundary_strengthening#/media/File:Dislocation_pileup.svg
[14] Grange, R. A. “The rapid heat treatment of steel.” Metallurgical transactions 2.1 (1971): 65-78.
[15] https://www.youtube.com/watch?v=qMBtYq9vc78
[16] Sun, Junjie, Tao Jiang, Yingjun Wang, Shengwu Guo, and Yongning Liu. “Effect of grain refinement on high-carbon martensite transformation and its mechanical properties.” Materials Science and Engineering: A 726 (2018): 342-349.
[17] Jiewu, Zhu, Xu Yan, and Yongning Liu. “Lath martensite in 1.4% C ultra-high carbon steel and its grain size effect.” Materials Science and Engineering: A 385, no. 1-2 (2004): 440-444.
So how do you balance hardenability and grain refinement in simpler steels? smallest grain size that gives max as quenched hardness? Or finest grain size that gives sufficient hardness so that final hardness after tempering is just enough? Or is it a one and the same thing hardness is strength and when grain size starts reducing hardness it is actually not better anymore?
That depends some on the speed of the quenchant you are using, of course. Often the peak hardness is at a lower austentiizing temperature with a fast quenchant in part due to the finer grain size. Hardness is a measurement of strength so if the hardness has been reduced you have not increased strength by grain refinement. As with all things there are practical limits; if you are grain refining to the point that the steel is not transforming completely to martensite then you may have refined too much. One other effect apart from hardenability is that grain refinement reduces the Ms temperature and therefore increases retained austenite. If a cryo treatment considerably increased the hardness it may be an indication that hardenability was not the issue.
Aha… so grain refinement fast quench – i am thinking not catastrophic quench – and cryo is actually something to consider… makes sense…
but then once the grain is this refined how do you get to the correct austenitizing temp? – just the lowest in the range from manufacturer – or will you just coarsen the grain to “normal levels” again
I am guessing as a practical thing one still shouldn’t water quench a tool steel as even with substantial grain refinement it may still crack – maybe one can interrupt a water quench then go to cold or warm oil?
I am also looking at scott’s post on hypefree…
You have to re-test for the optimum austenitizing temperature after grain refinement, because if the grain refinement was effective then the “optimum” has shifted and you don’t know how low it has shifted.
You won’t know if a water quench is inappropriate until you try it. Interrupted quenches are worth trying. It requires some practice.
Thanks… I will try it… should probably throw together the non-vapour blanket water quenchant to see what it does…
i’ll send you spreadsheet after i tested it all then at least you will have some kinda sorta data points…
Could you not use the false “Curie” point to tell when fine grain structure has become fully austenized without overheating enough to grow further grains? I would love to see what can be done with several refinement steps in an oven, and starting low on the austenitize until nonmagnetic, water quench and cryo. It would be pretty darn hard but I would be curious how much tougher you can get over a normal annealed austenitize.
Yes you can. Though I haven’t managed to improve properties through cycling or triple quenching in my testing.
Hey Larrin. I’ve just been getting back into heat treat after some time off. I have a few questions regarding ztuff and cpm3v. As far as grain refinement goes, how much do you think I could benefit from pre quenching these? Is it even worth trying? It’s my understanding that Nathan Carothers does this on his delta heat treat. What temps do you recommend I try the pre quench? Also, in time, not now because of my current situation. I’m wanting to heat treat you some charpy samples, and try a few tweaks. See if we can get better toughness out of these two steels! I prefer these alloys because of the type of blades I make! They do everything I could ask of them. Mostly hunters and outdoor type blades! Also, I’ll be trying some magnacut for some smaller skinning blades! Thanks for whatever help you can give me!
My results with prequenching have been mixed. There was a small improvement with AEB-L but none was measured with A2. Maybe the prequench didn’t work with A2 or maybe if we did 50 coupons we would find that there was no difference with AEB-L either.
Thanks for the reply. I’m going to give it a try with ztuff this next weekend. See if I can see any improvement. I’m thinking 1700, pre quench, then back in at 1925 for a 40 minute soak, quench, cryo, and 3 400 degree tempers! What would you think at 1700? 10-15 minutes?
I would probably do 20-30 minutes.