Thanks to Keith Nix and Benaiah Brabant for becoming Knife Steel Nerds Patreon Supporters! The vote is still open on Patreon for what equipment will be purchased for future research.
Edge Stability
I got help directly from Roman Landes in writing this article (Thanks Roman!). The content below is based on Roman’s book, Messerklingen und Stahl: Technologische Betrachtung von Messerschneiden (Knives and Steel: Technological Examination of Knife Edges), as well as discussions with Roman. However, since the writing is mine the ideas are naturally filtered through me. Any mistakes are my own.
To describe edge stability we have to start with what kind of edge we are looking for in the first place. The edge geometry of a knife is where all cutting takes place. A popular quote from Roman is that “geometry cuts.” Here is a schematic diagram of the major elements of an edge [1]:
![]()
First is d, the thickness behind the edge; the thinner the material is behind the edge the smaller the “wedge” is. Next is ß, indicating the angle of the edge. The sharpness, or edge width, is marked with b. Then b’ is the theoretical sharpness limit if the edge reached an infinitely small edge width. These are the three primary parameters that control cutting ability (see this article for more information on sharpness and cutting ability). Smaller d, ß, and b all mean better cutting ability.
Sharpness
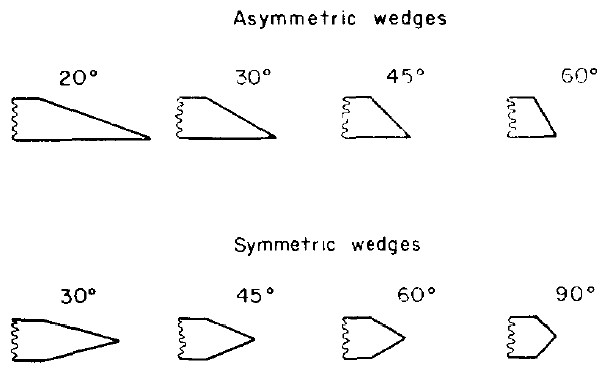
Sharper edges (small b) mean less energy is required to initiate a cut. That is why sharpness is often demonstrated on things like fine hair where the cutting is limited by the ability to initiate a cut. In previous research sharpness has been found to correlate strongly with the edge width (b) or edge radius [2]:
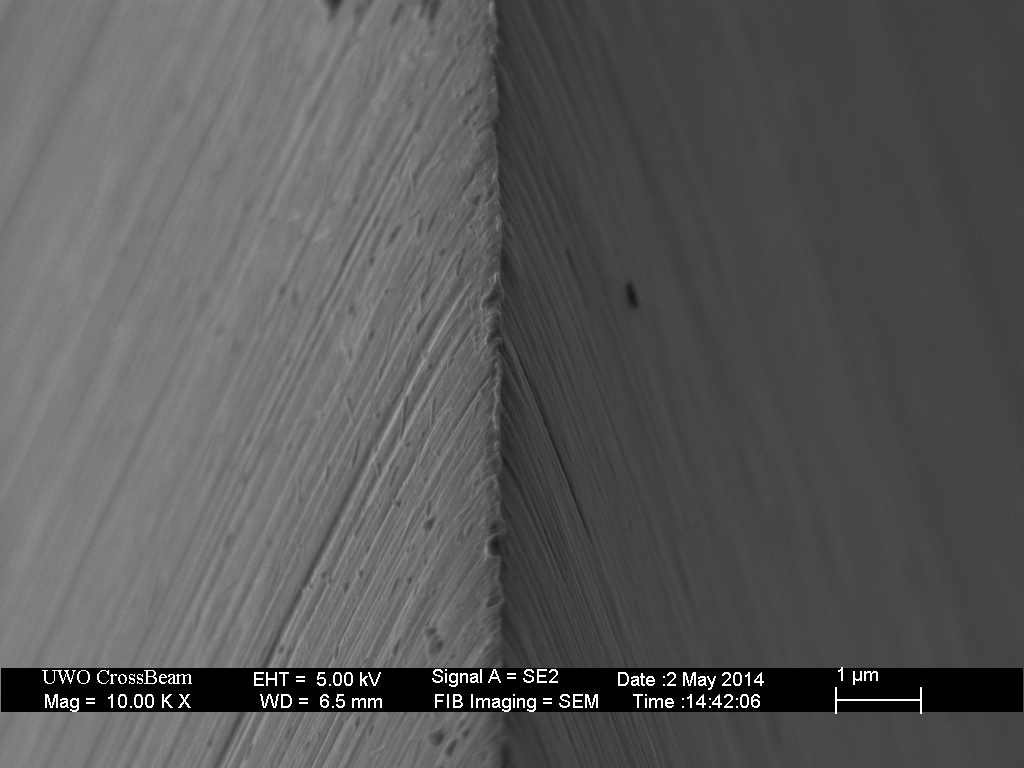
Extremely sharp edges are smaller than a micron, sometimes significantly below a micron, such as can be seen with the following image of a disposable scalpel [3]:
Cutting Ability
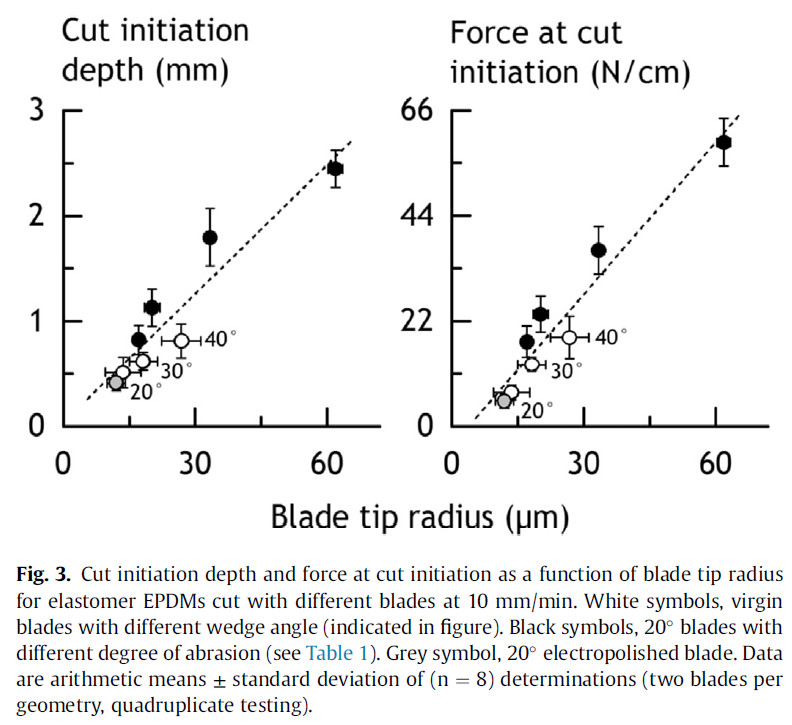
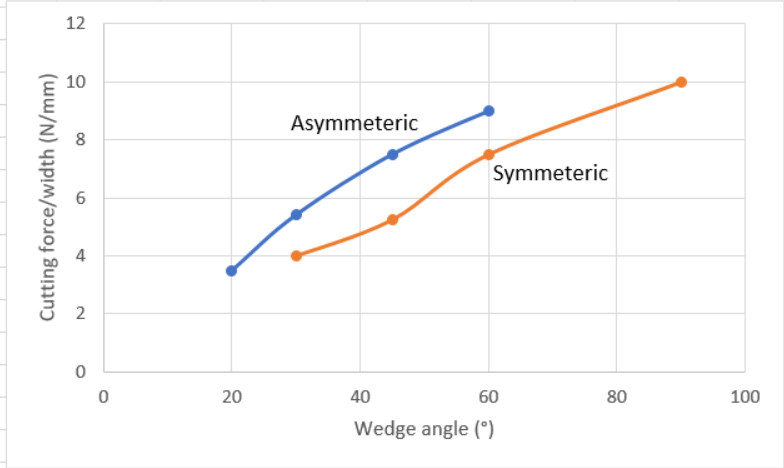
The sharpness, or edge width, b, only requires cut initiation. The rest of the blade must pass through the material and the rest of edge geometry including the edge angle, ß, and thickness behind the edge, d, controls the cutting ability of the knife. With a more obtuse edge angle there is more force required to complete a cut [4]:
Smaller edge angles and thickness behind the edge doesn’t only improve initial cutting ability, however, it also improves overall edge retention as cutting ability is superior to more obtuse edges even as the knife dulls with slicing. You can read more in this article about CATRA testing.
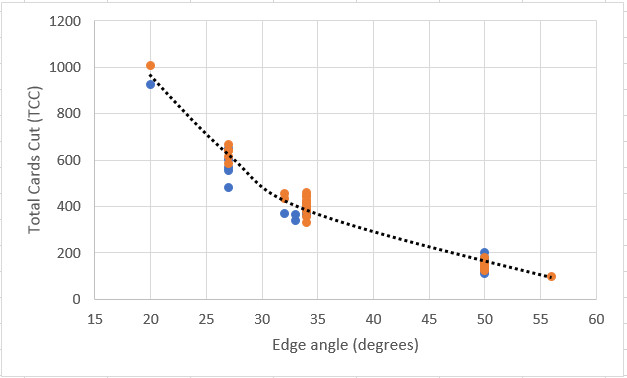
Total Cardstock Cut (mm) in a CATRA test with different Edge Angles
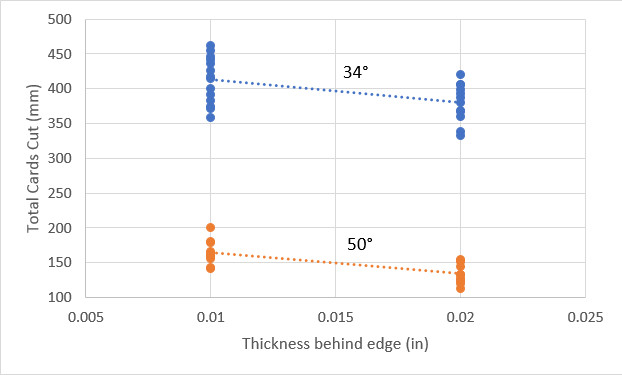
Total Cardstock Cut (mm) in a CATRA test with different thickness behind the edge
Strength of Thin, Low Angle Edges
Thinner, sharper, more acute edges are not as strong as heavier edges. This is perhaps obvious but is supported by simple engineering calculations. For a rectangular cross-section the resistance to a deflection is greatly controlled by thickness, as the degree of deflection is divided by thickness cubed. You can read more about these calculations in the article on flexing of steel.

Similar principles apply with the triangular cross-section of a knife edge. So we are balancing the strength that comes from thicker, more obtuse edges versus the superior cutting ability and edge retention that we gain from a thin, more acute edge. When the edge is thin and more acute then the force required for edge rolling or chipping is less.
Edge Stability
Roman argues that we need to have a test that shows which steels and heat treatments lead to the best behavior when it comes to supporting a thin, very acute edge. With thin, low angle edges the possibility of edge rolling and/or chipping is much stronger than the possibility of edge wear. Therefore we must have an understanding of what leads to edge rolling and chipping to know how to best support the thin, low angle edge. This resistance to rolling and chipping is what Roman has defined as “edge stability.”
Hardness and Yield Stress
First is the potential for edge rolling. If a small stress is applied to an edge and then removed the edge will return to the original position. However, if the stress applied to the edge exceeds the yield stress of the material, then the edge will be permanently deformed, or rolled. Higher hardness usually means higher yield stress [5]:
When the edge is rolled that obviously affects its ability to cut as it is no longer aligned with the material being cut [6]:
Elastic Deformation
Steel, like other materials, “flexes” without being permanently bent until it reaches the yield stress described above. The resistance to flexing is controlled by the elastic modulus, which can be thought of as the stiffness of the material. The elastic modulus is controlled by the strength of the atomic bonds and therefore doesn’t change that much between different steels and is not affected by heat treatment. You can read more in the article on flexing of steel. Carbides have a higher stiffness than the surrounding steel but this typically does not have much effect on the bulk properties of the steel. However, on the microscopic scale we are dealing with in knife edges those localized stiffness effects may change the properties of the edge. There may be benefits to having some amount of carbide to improve the stiffness at the apex of the edge. However, that improvement in stiffness has to be balanced against chipping which is described below.
Chipping and Carbides
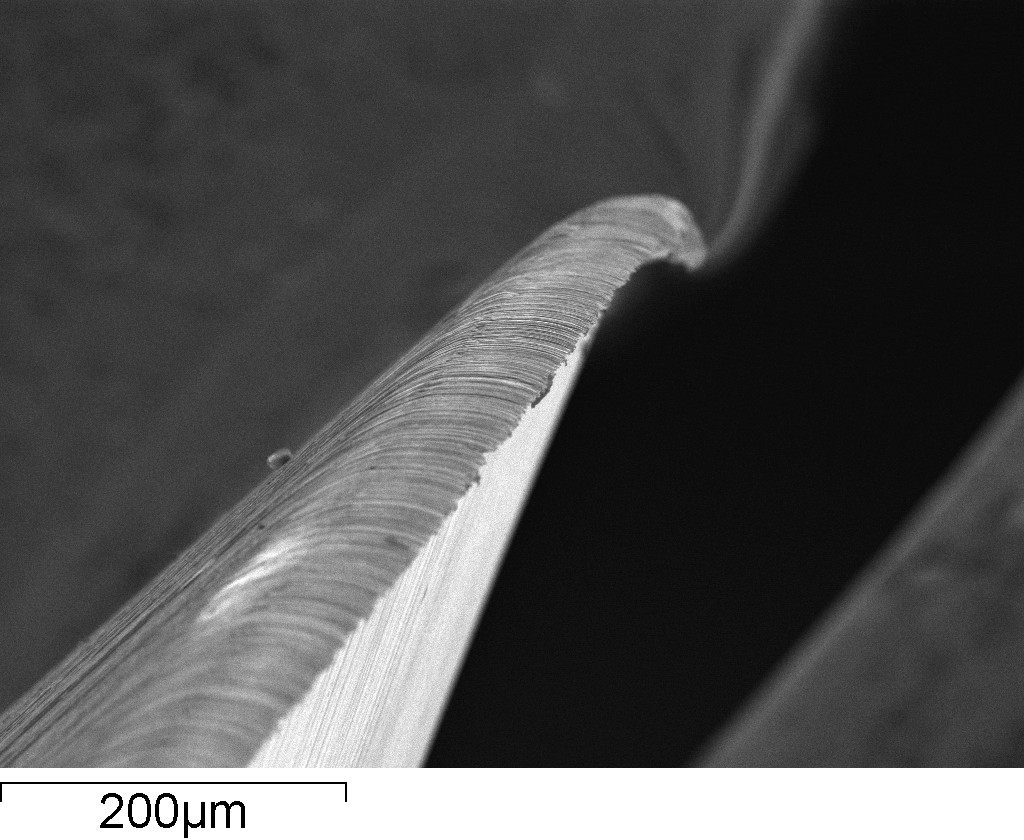
The other potential mechanism, chipping, is somewhat more complex. In an article on chipping and micro-chipping I described what leads to fracture on a microscopic scale. On a broad basis the resistance to chipping is controlled by the steel toughness. However, the mechanisms are somewhat different on such a fine scale as a single large carbide 10+ microns is bigger than the very fine sub-micron edge that we are attempting to support. First of all with sharpening these carbides are often lost as they are too large for the edge, which is called “carbide pullout.” This occurs when sharpening to very high sharpness levels. This was observed with 154CM edges in the CATRA study referenced earlier:
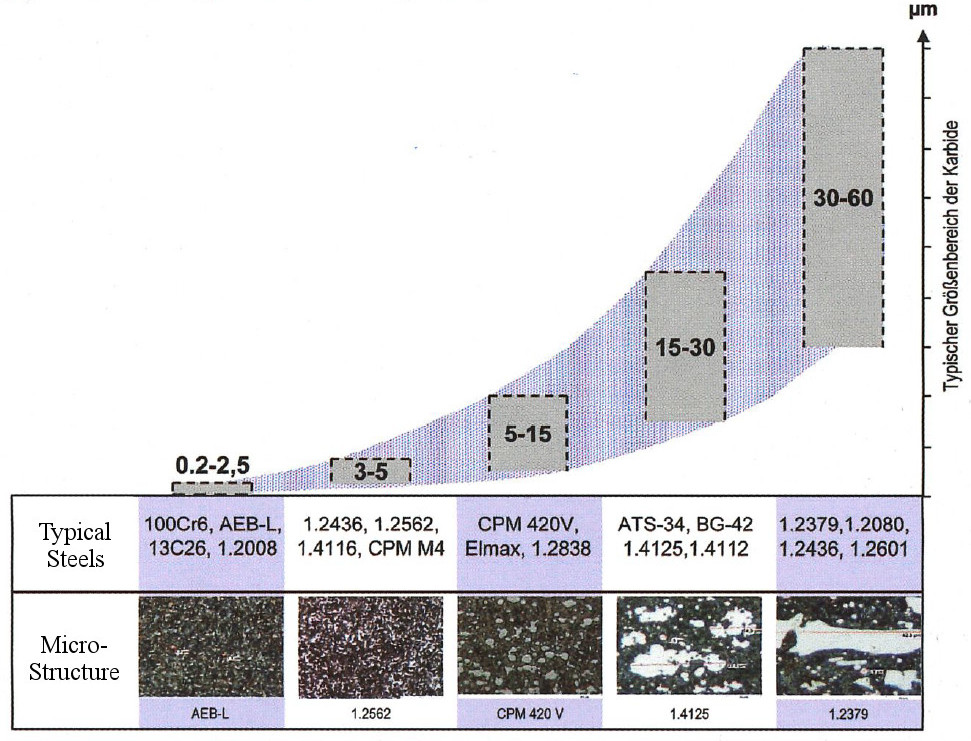
Therefore a mechanism similar to chipping can occur with sharpening, even before the knife is used. These carbides are also very important for the properties of the knife edge in use. There is a range of carbide size and amount of carbide with different steels used for knives, as is shown in this diagram [1]:
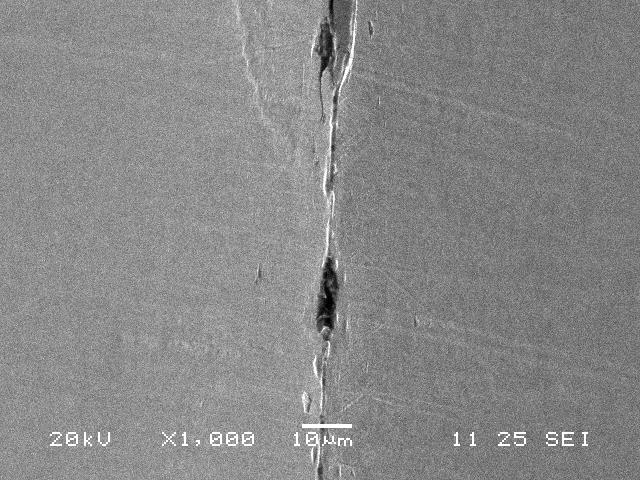
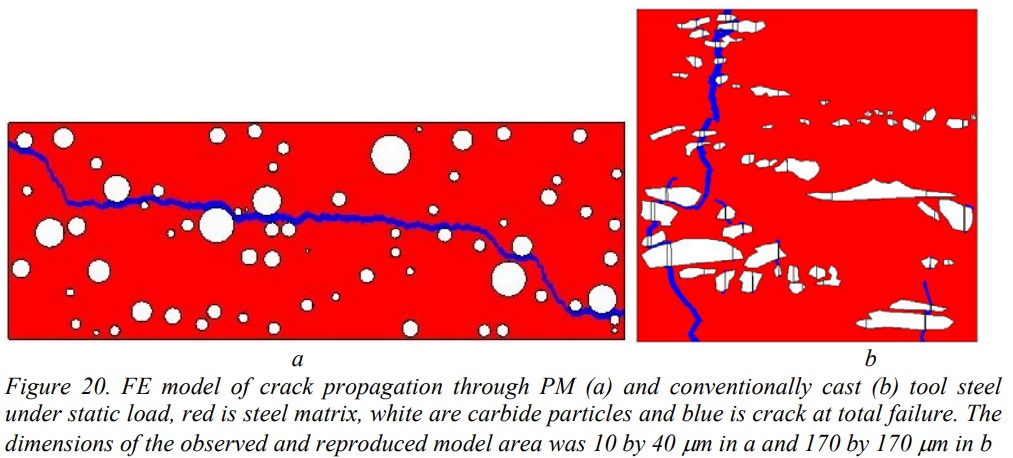
The steels such as 52100 and AEB-L/13C26 with very fine carbide size are better at taking very finely sharpened edges. They also, in general, have better toughness. The larger the carbide or impurity in the steel the lower the stress that is required to initiate a crack in the steel. Powder metallurgy helps to reduce the overall carbide size but the carbides are often on the order of several microns, and cracks often initiate at carbide clusters where the effective size is bigger [7]:
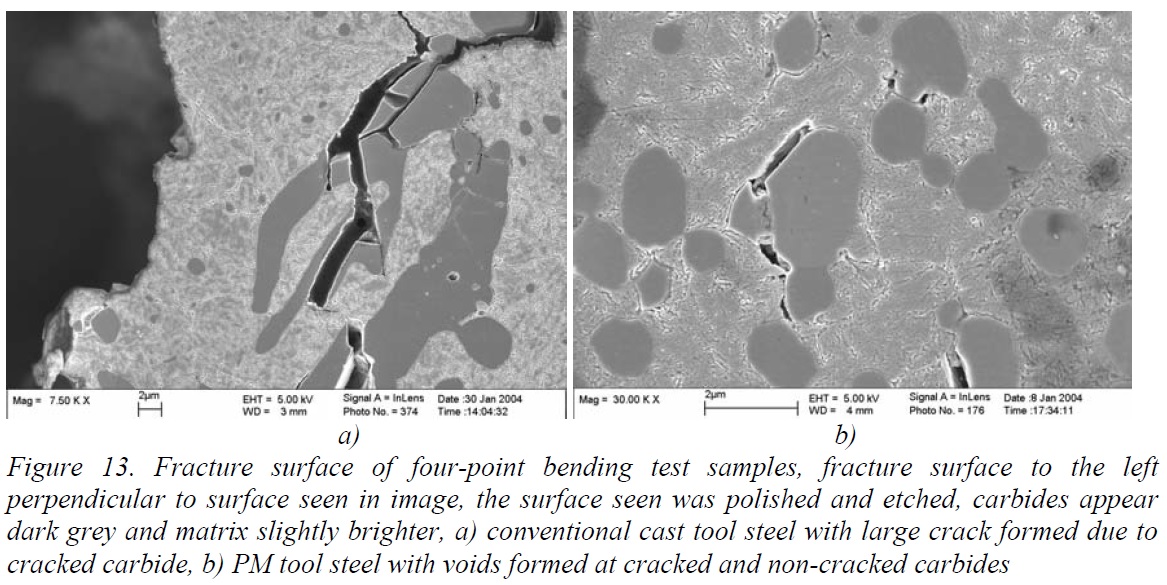
Also, while the size of the impurities controls crack initiation, the propagation of the crack is controlled by both the total amount of carbide (usually high in PM steels) and the hardness of the steel. It has even been reported that crack propagation is easier in PM steels because the distance between carbides is small and therefore the crack can jump from carbide to carbide [7]:
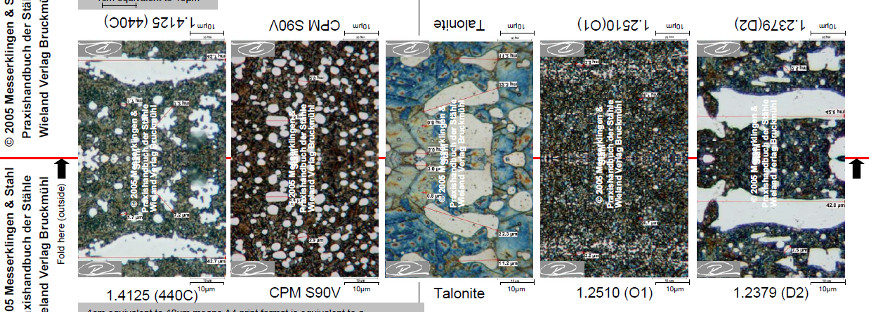
Because higher hardness leads to lower toughness through both lower energy required for crack initiation and crack propagation then we have a difficult catch-22 for stability of fine edges. Higher hardness is required to avoid edge rolling but higher hardness also reduces toughness which increases the possibility of edge chipping. The primary way by which we maintain maximum toughness with high hardness is by keeping the volume fraction and size of carbides small. Roman illustrates this in his book with some simple diagrams showing an idealized edge along with micrographs of different steel types [1]:
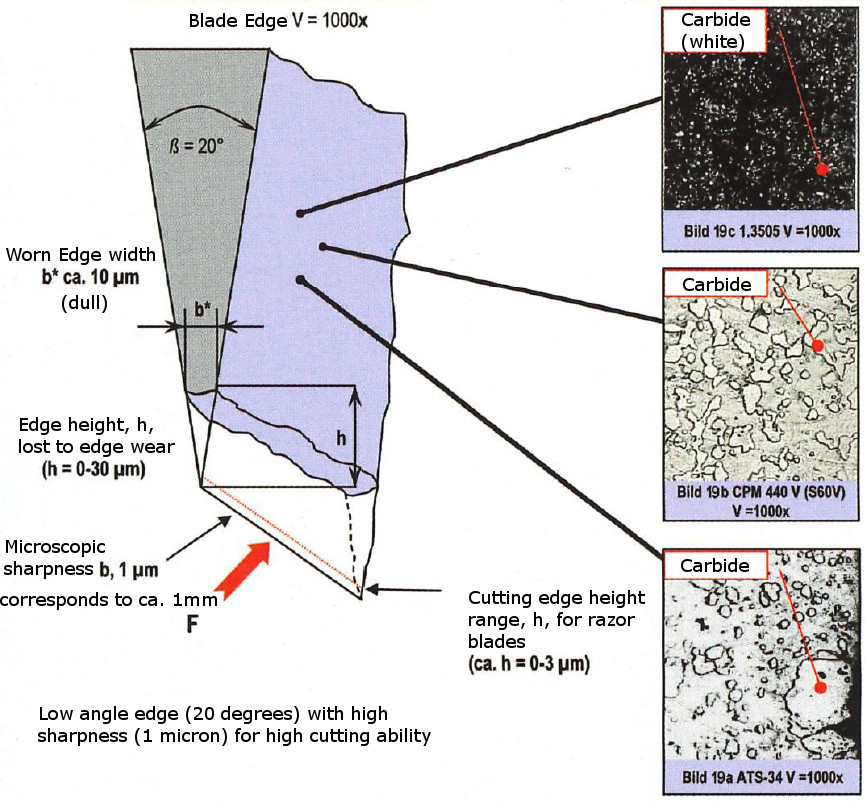
The model above shows some general features of a knife edge with high cutting ability: 20° edge angle and an edge width of 1 micron for high sharpness. The edge then wears or chips down to lose sharpness through loss in height (h) and growing width (b) until it reaches approximately 10 microns which Roman calls a dull edge. The edge can dull by chipping due to lateral forces on the edge that occur during cutting:
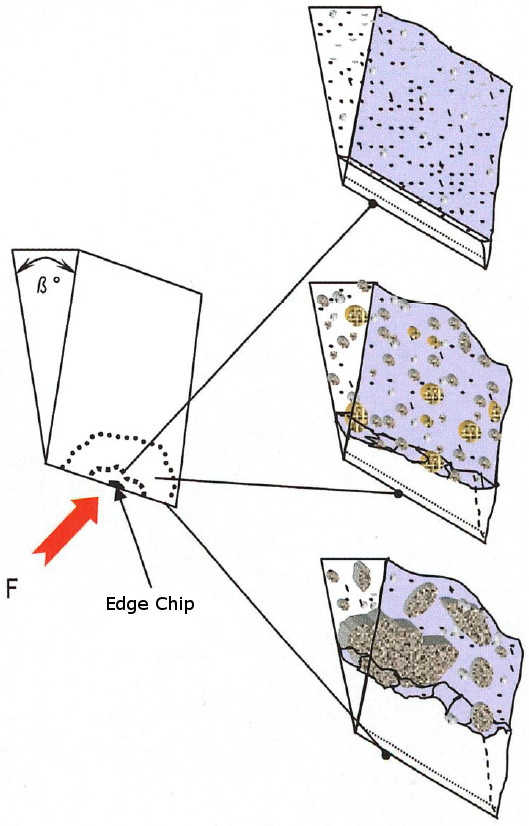
The diagram above shows the relative size of the chips that occur through lateral forces on an edge with different carbide structures. With large carbides relatively large chips breakout of the edge (large relative to the finely sharpened edge). The conventionally cast, high carbide steel represented (ATS-34) in the illustration has large and unevenly distributed carbides. Those carbides act as weak points in the edge as they are much harder and more brittle than the surrounding steel. Therefore with the inevitable loads on the fine edge, chips occur at those large carbides. On the opposite side is the 52100 steel with very small and evenly distributed carbides. The chips that occur in this steel are generally much smaller because the carbides themselves are more on the order of size of the sharp edge as opposed to ATS-34 with carbides that are greater than 10 microns, or greater in size than the volume of steel we are attempting to cut with. In the middle is S60V with its high volume of carbides but they are consistent in size and evenly distributed due to powder metallurgy. However, there is a high fraction of carbide relative to the steel itself so fractures are still somewhat likely to occur in the steel because of the brittle nature of the carbides. Wear resistance of the steel doesn’t begin to become a factor in the edges until the edge has reached a point of “stability” where chipping out of the edge doesn’t occur in cutting due to side loading. Therefore high carbide steels are unable to hold a finely sharpened edge even when one is able to sharpen it to that point. When the goal is to produce a fine cutting blade a steel that can hold its initial high sharpness a small volume of small carbides is desirable.
![]()
The top steel above labeled 1.3505 is 52100 with a small volume of very fine carbides. This steel is optimal for low angle edges that have high sharpness. The wear to the edge is relatively even and chipping is less likely due to its fine carbide distribution. Roman recommends it and similar steels to be used with edge angles of 16-25° for fine cutting. The bottom steel is a conventional ATS-34 with large carbides. The micrograph to the left shows a fracture due to carbides. To have sufficient “edge stability” a more obtuse edge is recommended by Roman, here 40-60°. The middle steel is CPM-440V later named S60V which has a large volume of carbides like ATS-34 but is produced with the powder metallurgy process for smaller carbides that are more evenly distributed and have a more consistent size. That allows lower angle edges than the conventionally cast ATS-34, or 25-40° as recommended by Roman. Those edge angles are recommended to avoid the fine chipping that occurs because of inevitable side loading during cutting. That way the steels are better at maintaining their initial high sharpness and less likely to chip. However, the higher edge angles that are required for high carbide steels to have sufficient edge stability means that their overall cutting ability is lower.
To further visualize this effect of carbide structure Roman created a printout with different example microstructures where you can fold the paper and see how the carbides relate to the edge. The instructions are included on the printout if you want to give it a try (click on the image for the pdf):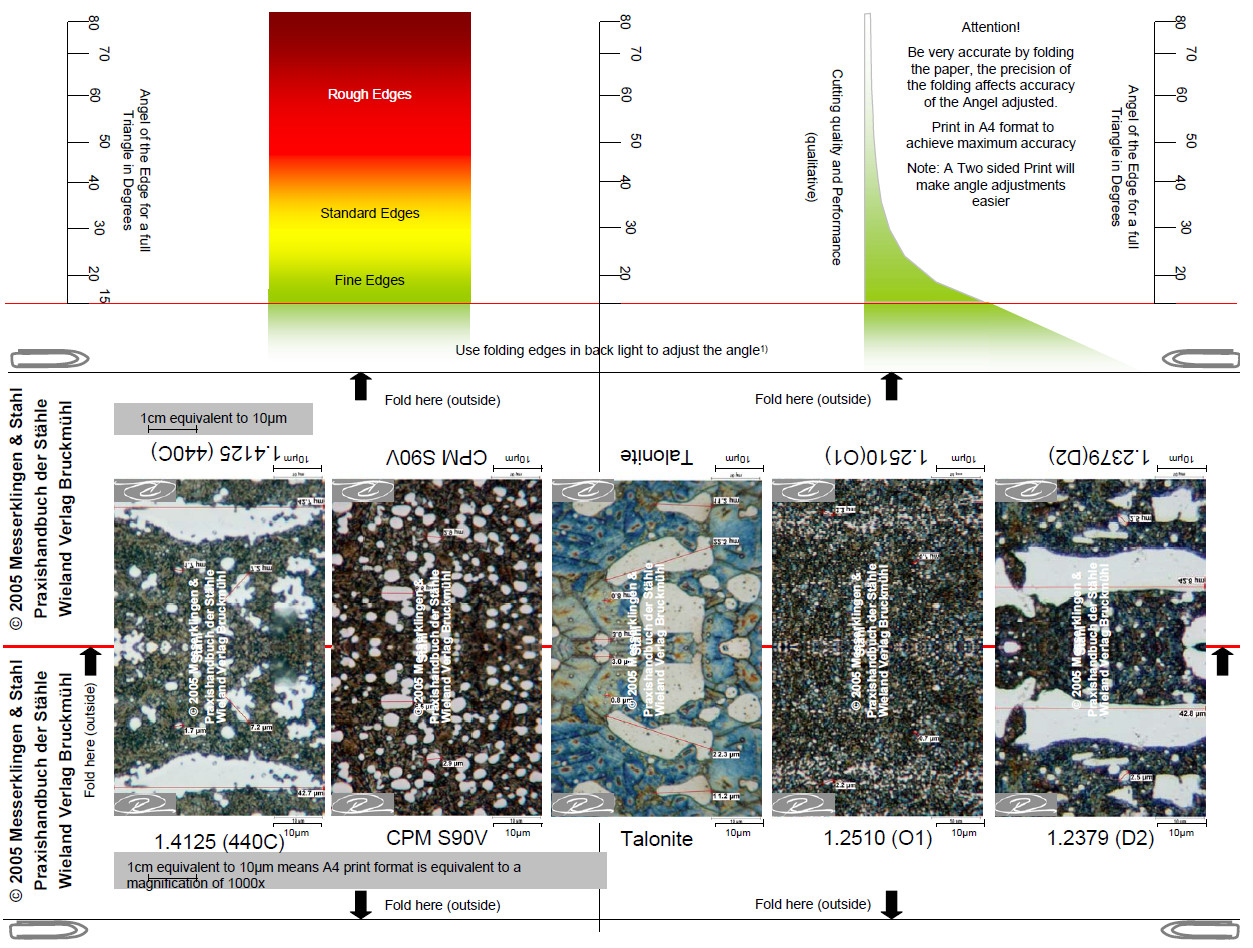
Experimental Verification
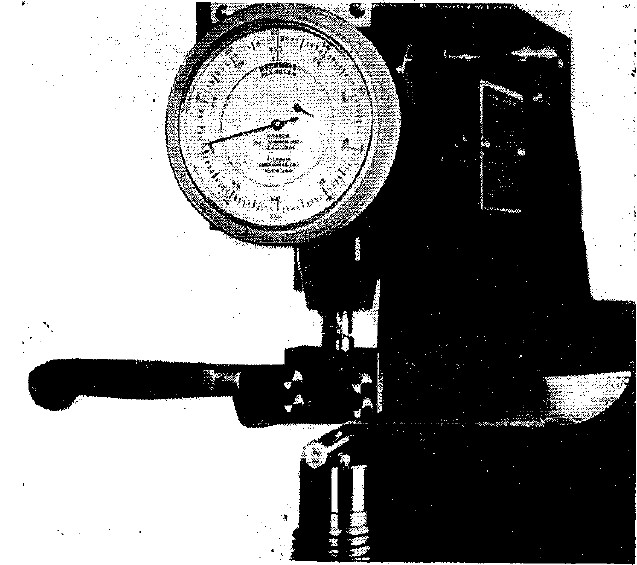
The edge stability theory was developed by Roman after performing tests by pressing a 2 mm Titanium Nitride coated rod into the knife edge with a load of 1 kg for 10 seconds. The initial tests were performed with 20° single bevel edges. The indentation in the edge was then measured to see the degree of deformation and/or chipping of the edge. The setup was as follows:
![]()
In a future article I will analyze the published edge stability tests that he performed and see what they can tell us about different steels and heat treatments.
Heinz Klemm
Before Roman ever began his tests on edge stability, Heinz Klemm developed a test procedure for knife edges that used a very similar setup [8], where the knife was pressed into a rod using a hardness tester:
Despite the early date of Klemm’s testing (1957), Roman didn’t discover the research until he was nearly done with his own. The similarity in method was confirmation to Roman that his test method was a good one. Klemm came to many similar conclusions such as the superiority of simple carbon steels when compared with typical stainless steels due to the carbide structure differences.
Razor Blades
Razors manufactured for shaving hair use many of the same principles that are covered by Roman in terms of edge stability. Razor blades require very high sharpness and therefore use low edge angles and very small edge widths, averaging about 0.1 microns [9]. The razor manufacturers use high hardness steel with very fine carbides to achieve the high sharpness edges required for shaving.
Summary and Upcoming Part 2
Thin, low angle, sharp edges cut better than heavier edges. Having such thin edges means that the microstructure-level properties are very important for the edge behavior. High hardness is necessary to avoid edge rolling. The carbide structure is also significant as smaller carbides and a smaller volume fraction of carbides leads to higher toughness for better resistance to chipping and also lower possibility of carbide pullout in sharpening. Therefore to maximize “edge stability” a combination of high hardness with small carbides and a small volume fraction of carbides is required. With steels that have a large volume fraction of large carbides the knife must be given a more obtuse edge angle to achieve “stability” and therefore avoid micro-chipping. All of this edge stability theory as provided by Roman Landes came from his thesis research where he directly tested edges with a test that he designed. In the next article on edge stability I will analyze the published edge stability tests that he performed and see what they can tell us about different steels and heat treatments.
Update: Part 2 is now available here: What is Edge Stability? Part 2 – The Experiments
[1] Landes, R. “Messerklingen und Stahl.” Aufl. Bad Aibling: Wieland Verlag (2006).
[2] Schuldt, S., G. Arnold, J. Kowalewski, Y. Schneider, and H. Rohm. “Analysis of the sharpness of blades for food cutting.” Journal of Food Engineering 188 (2016): 13-20.
[3] https://scienceofsharp.wordpress.com/2014/05/28/a-comparison-of-several-manufactured-blades/
[4] Moore, M. A., F. S. King, P. F. Davis, and T. C. D. Manby. “The effect of knife geometry on cutting force and fracture in sugar beet topping.” Journal of Agricultural Engineering Research24, no. 1 (1979): 11-27.
[5] http://www.crucibleservice.com/eselector/general/generalpart1.html
[6] https://www.materials.sandvik/en/products/strip-steel/strip-products/knife-steel/knife-steel-knowledge/
[7] Randelius, Mats. “Influence of microstructure on fatigue and ductility properties of tool steels.” PhD diss., KTH, 2008.
[8] Klemm, Heinz. Die Vorgänge beim Schneiden mit Messern. Akademie Verlag, 1957.
[9] https://bladeforums.com/threads/how-low-is-it-practical-to-go-in-microns-for-stropping.1259402/page-2
It is good to see the opinion that carbon steel takes a finer edge moved into the scientific fact column. It would be interesting to see the effects of alloys and heat treatment on edge holding properties of carbon steel. Nice work, sir! George Krause would be proud of you!
R.K. Nichols, PE
In the beginning their was austenite!
Awesome article Larrin! Nice clear description of a complex process!
This study verified my findings about 52100 steel taking and keeping a “fine” edge when I do my part of sharpening. There are no surprises here. I enjoyed reading this study.