10/15/2020: I added M398, WFN, Nitrobe 77, and Vancron
2/24/2020: I added 420HC, CPM-T15, Rex 76, S125V, SPY27, and Z-Max/Rex 86
2/10/2020: I added 26C3, 1.2442, 1.2519, 1.2562, Blue Super, V-Toku 2, and A8 Mod.
12/2/2019: I added CPM-M4, S60V, S110V, S45VN, and 19C27. I also replaced CPM-154 with a better micrograph.
11/18/2019: I’ve added ZDP-189, Super Gold 2, and VG-10. We now have 50 total steels!
10/15/2019: I’ve added S30V, Caldie, A2, 154CM, and 440C to the end of the article.
Thanks to Mike Mass for becoming a Knife Steel Nerds Patreon supporter!
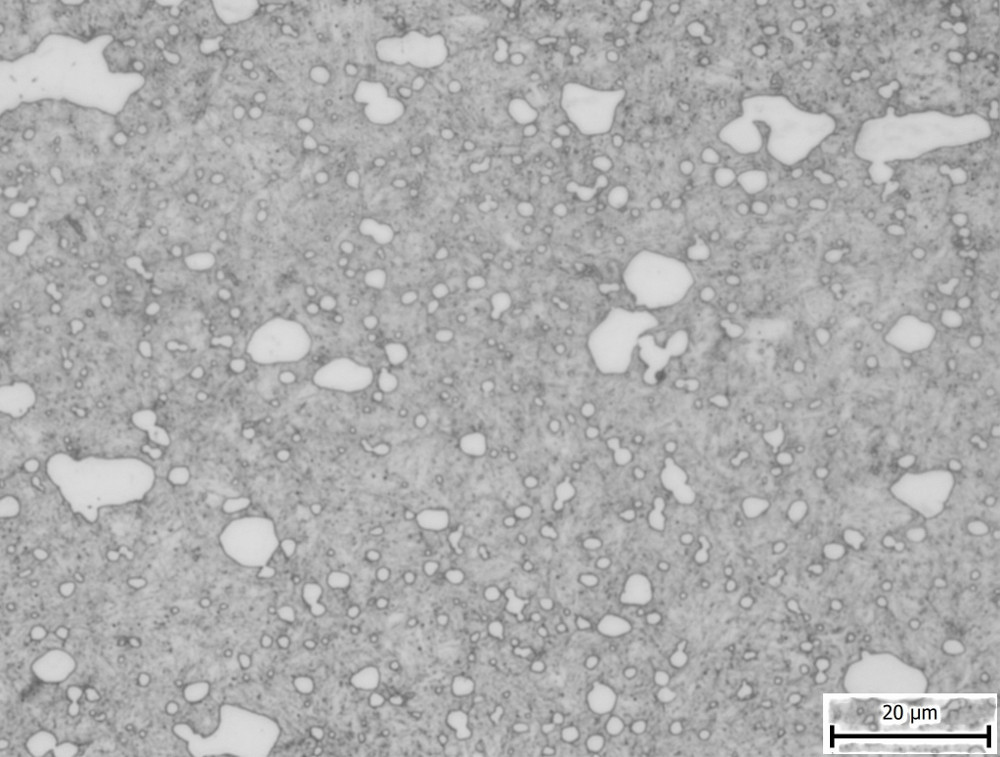
Microscopy
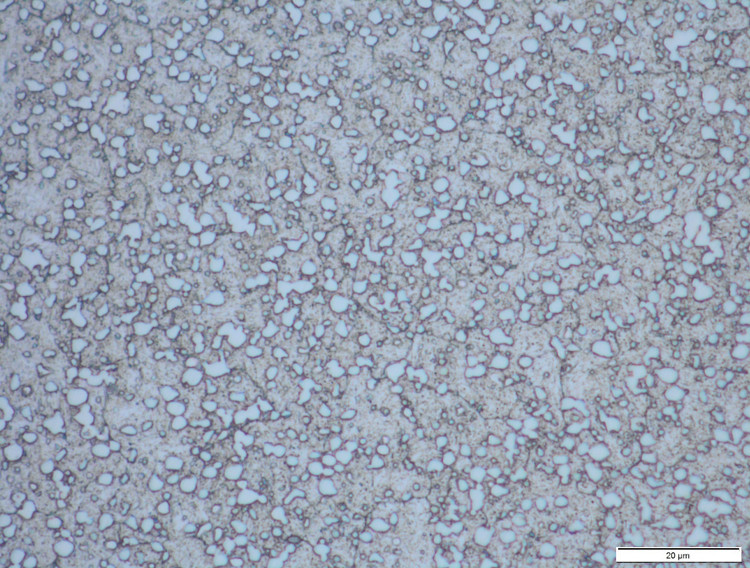
One of my first articles was a small collection of electron microscope images that I commissioned. Having other people take images is a slow and expensive process. I recently purchased equipment to polish steel for metallography. So I took a selection of steels that we have either tested for toughness or hardness and mounted them up in epoxy, polished them, and etched with Vilella’s reagent.
Finding micrographs for individual steels can be difficult. For many steels micrographs are not available. And finding micrographs for every steel with a similar magnification and etch is impossible. Doing it ourselves allows us to make an apples to apples comparison of the microstructure of various steels. This helps to answer questions about the reasons different steels perform the way they do. The properties of knife steels are greatly controlled by the volume fraction, size, and distribution of carbides. Large carbides and a large amount of them leads to poor toughness. However, the type and amount of carbide also controls slicing edge retention. Having a low volume of small carbides leads to good edge stability for thin edges with good cutting ability.
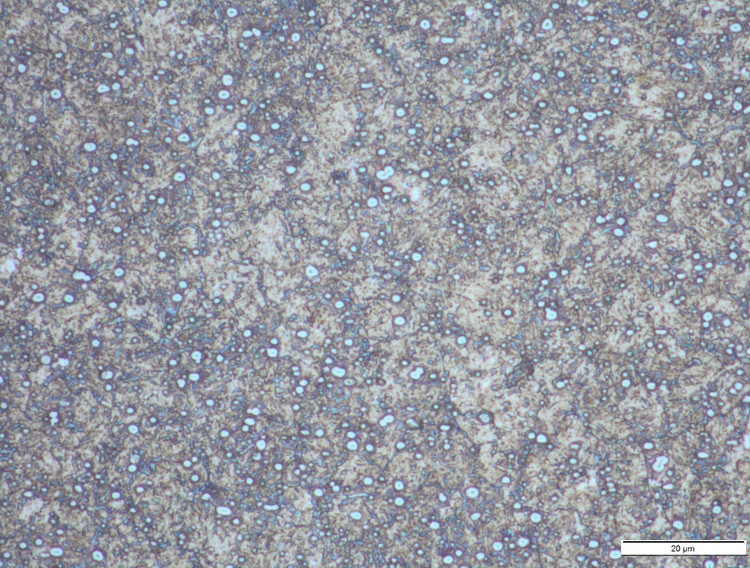
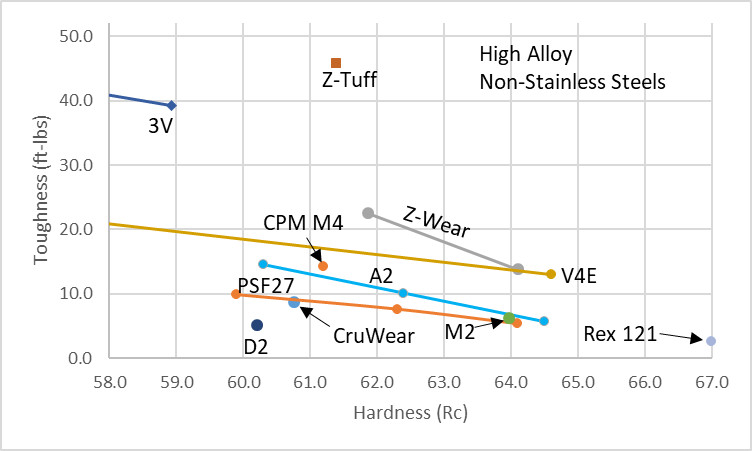
High Alloy Powder Metallurgy Steels
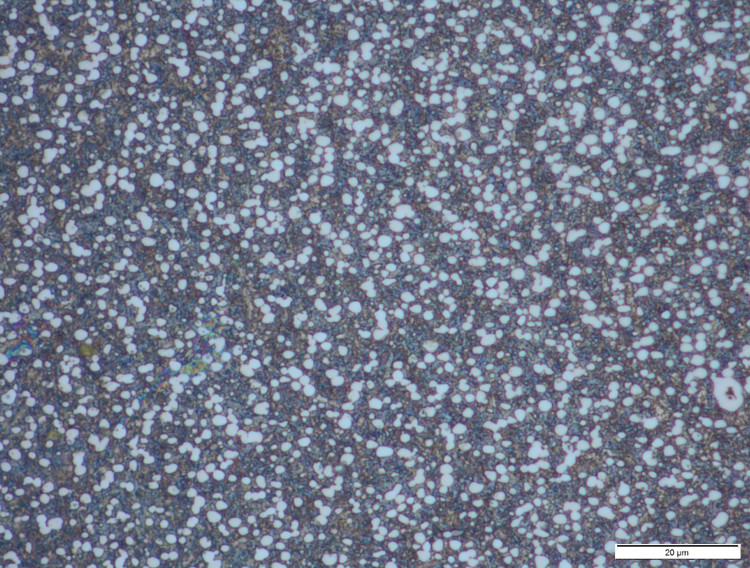
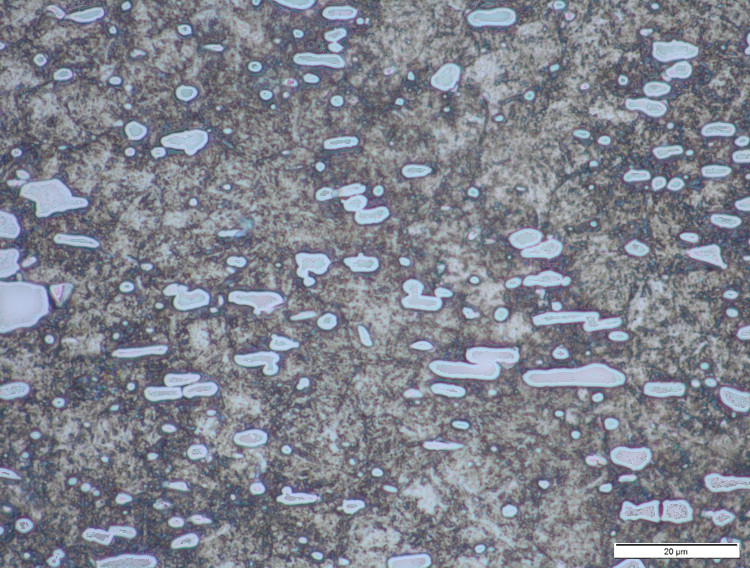
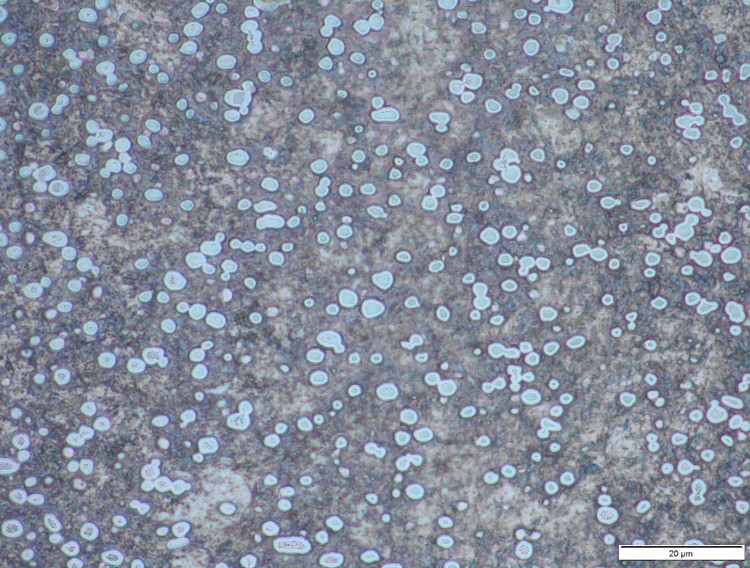
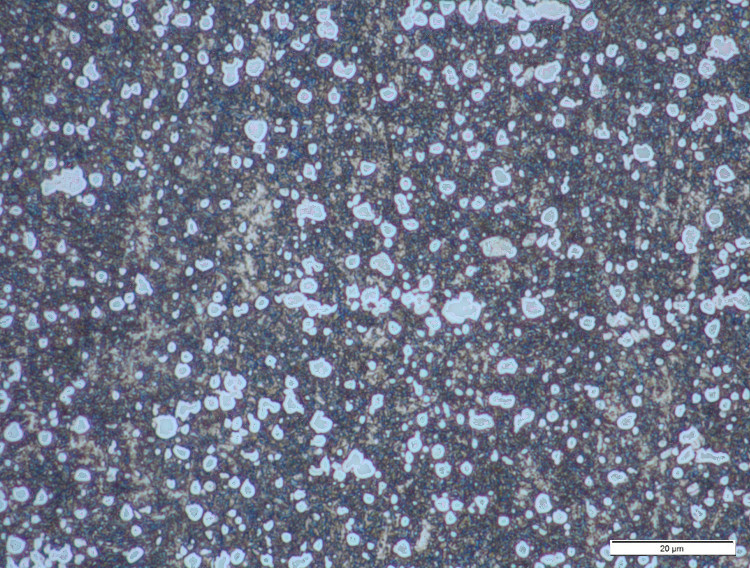
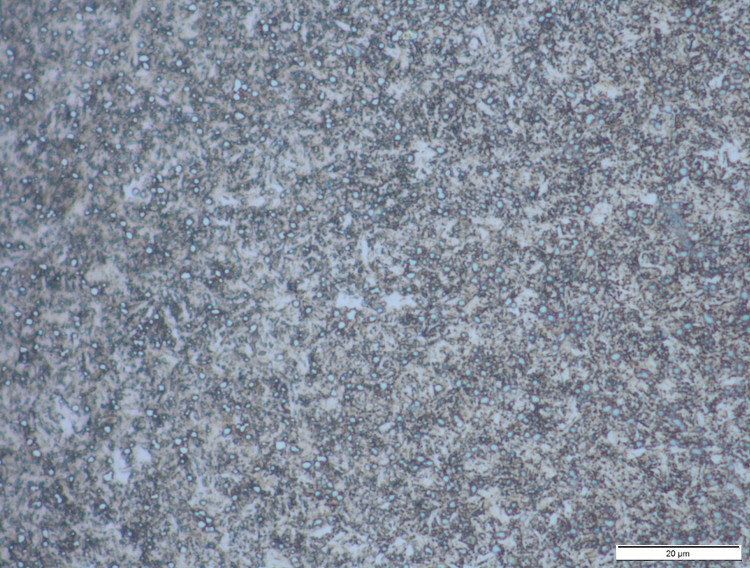
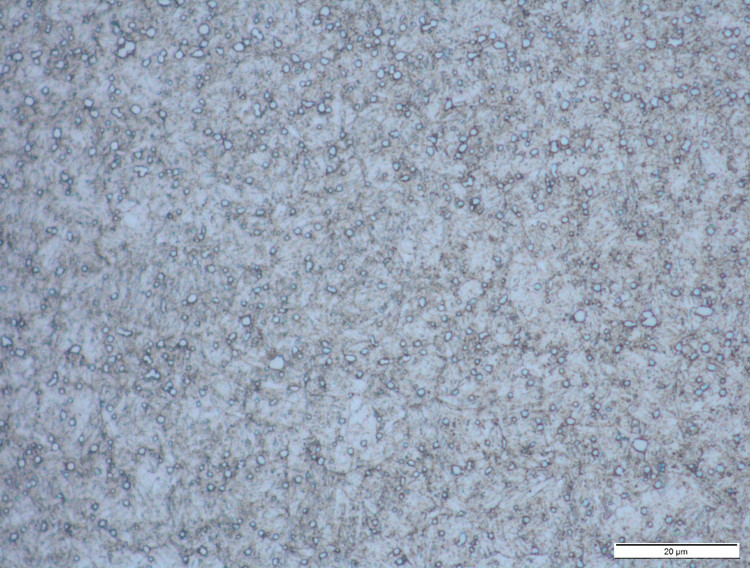
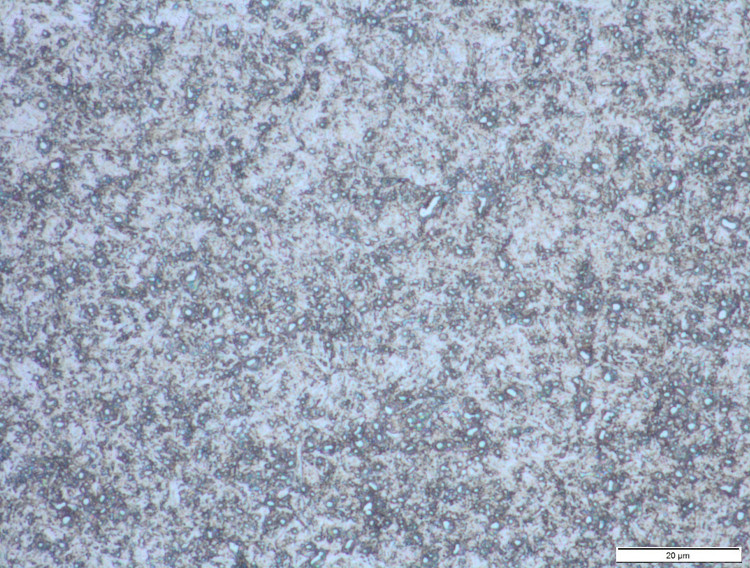
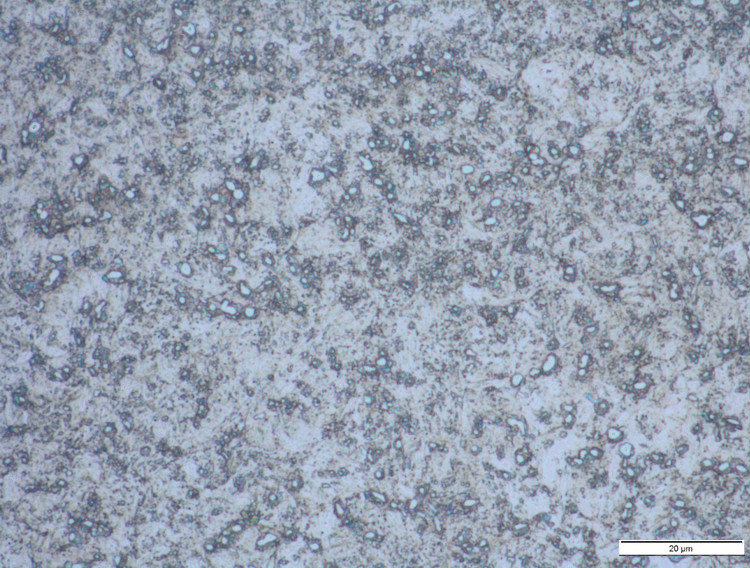
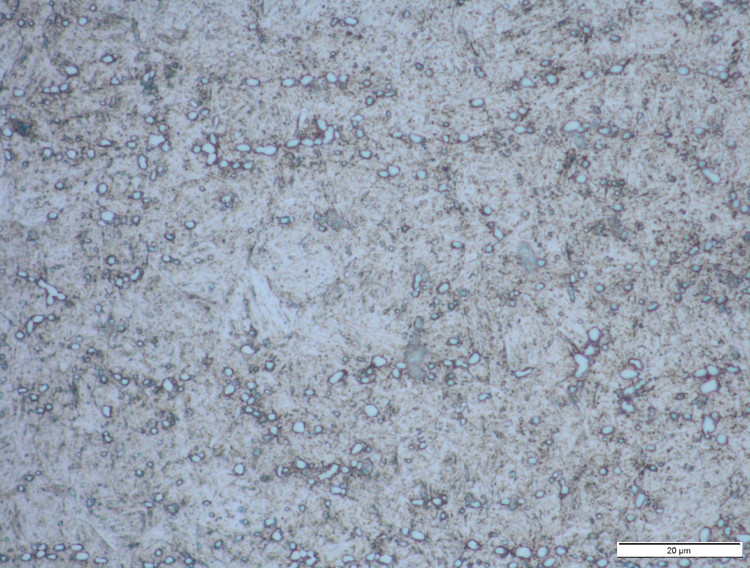
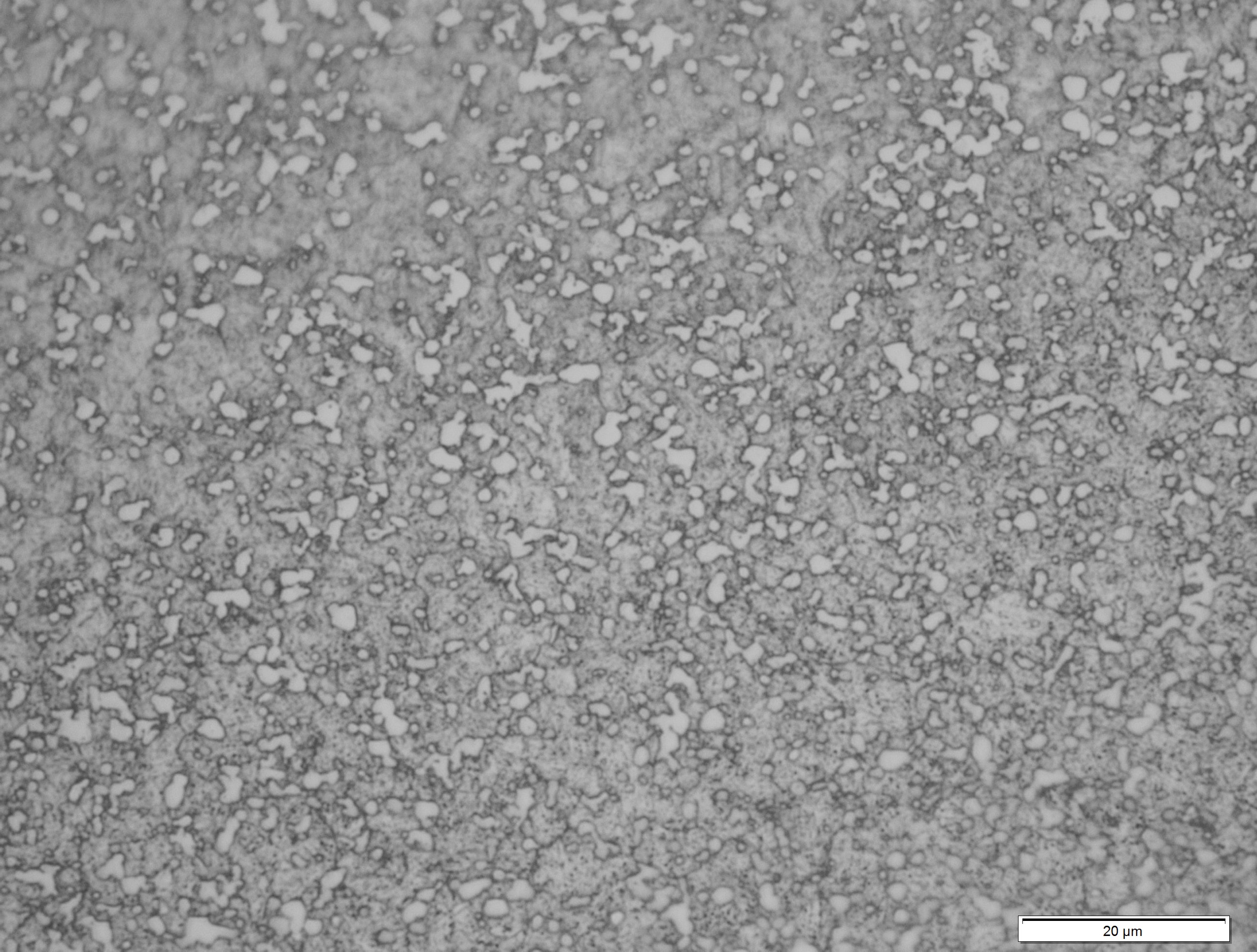
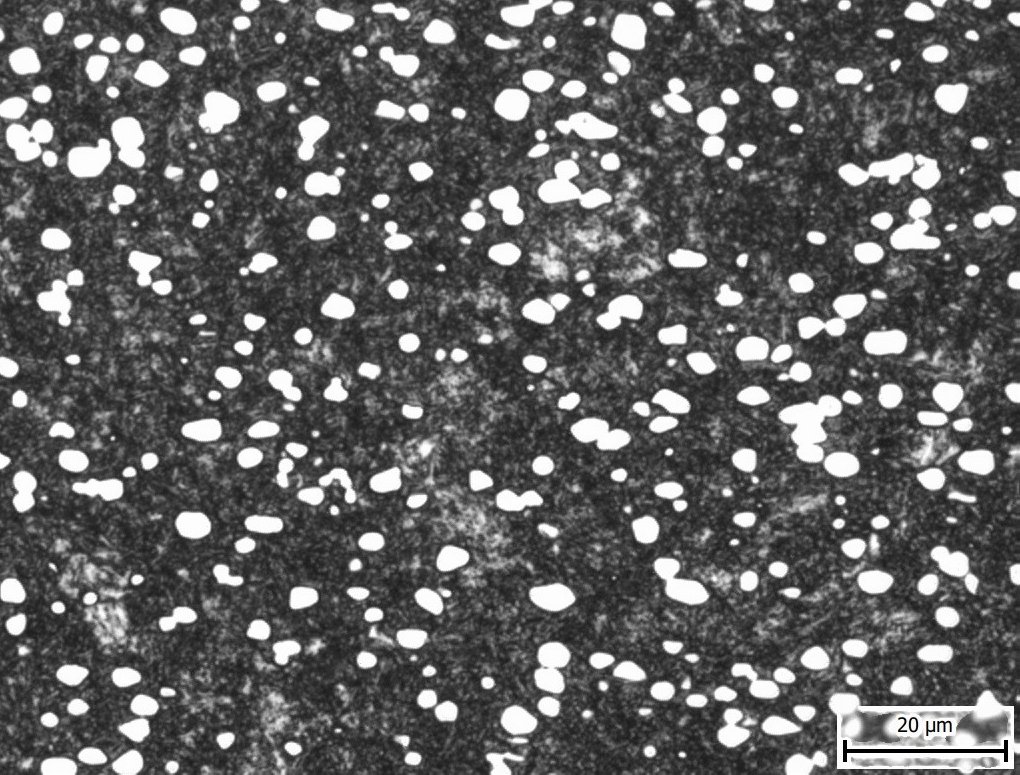
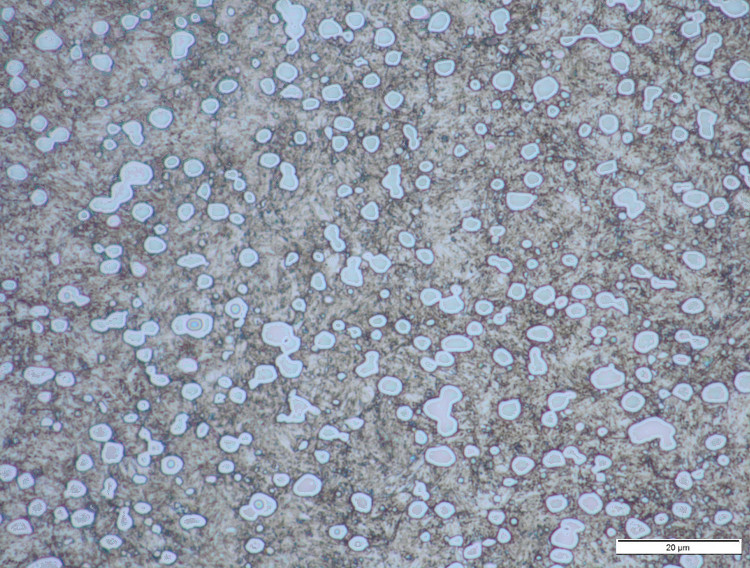
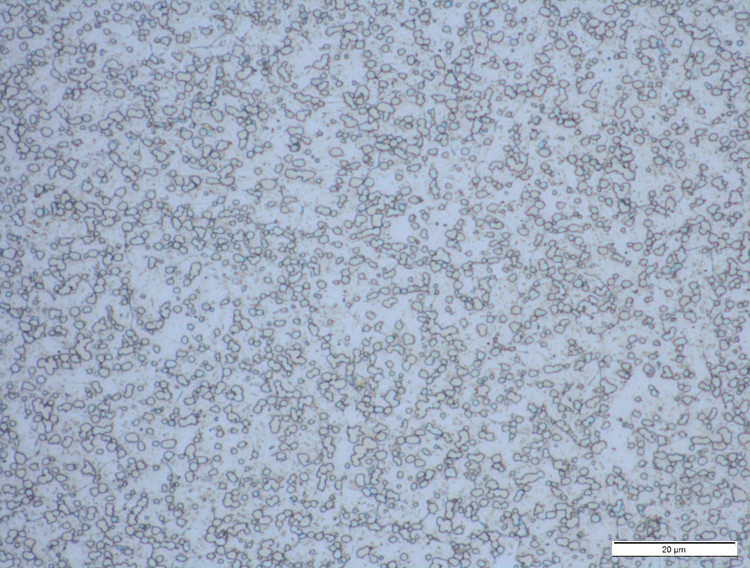
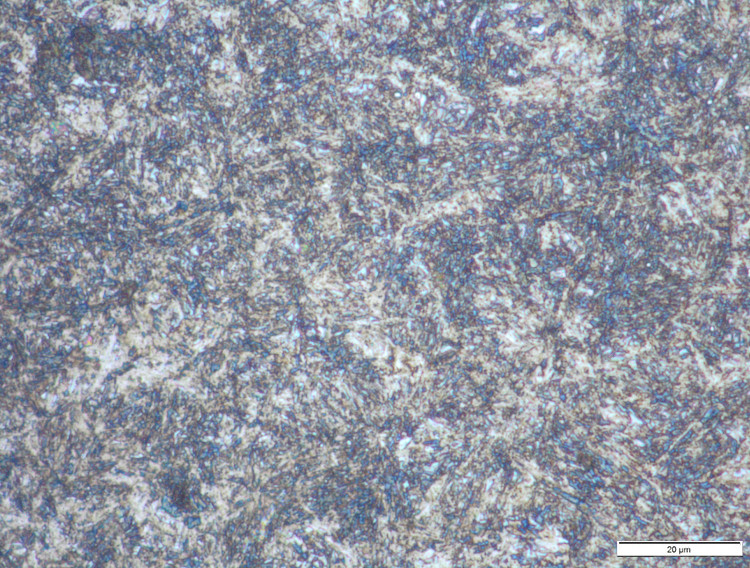
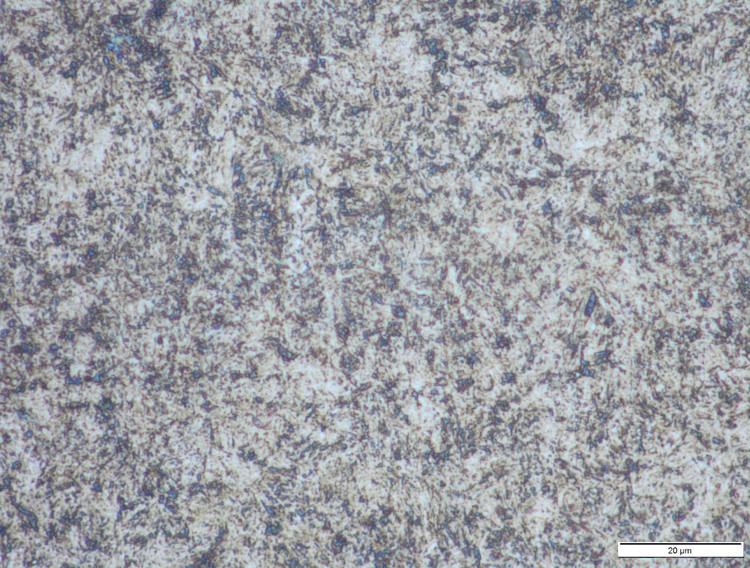
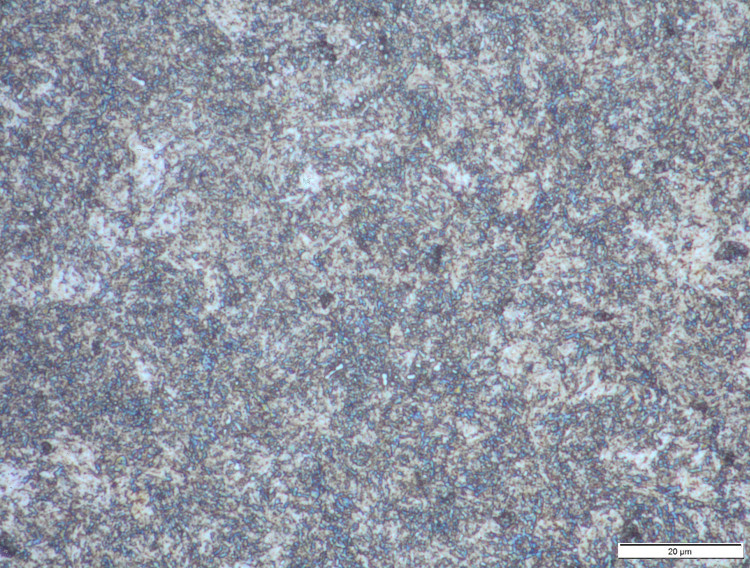
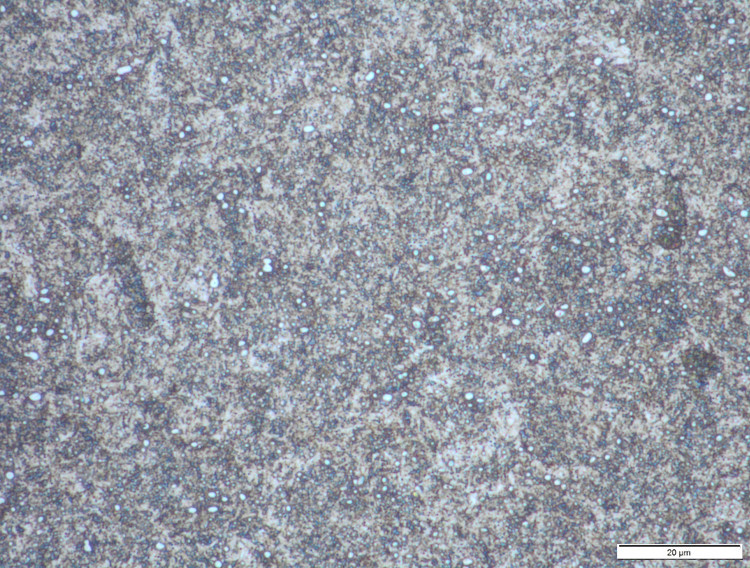
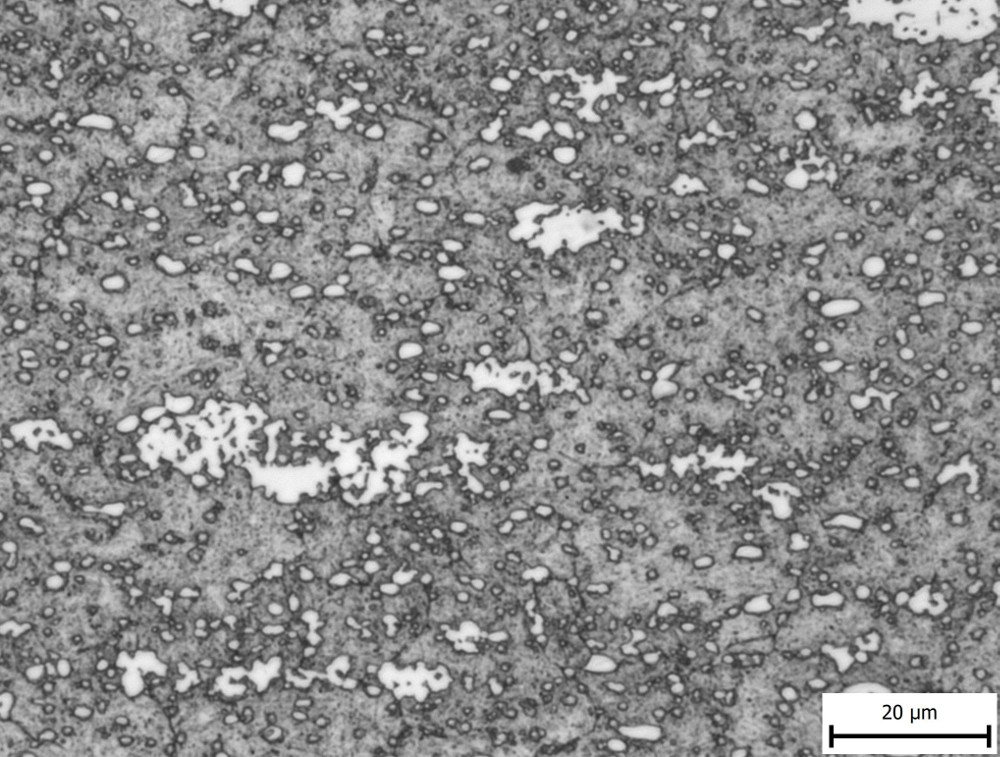
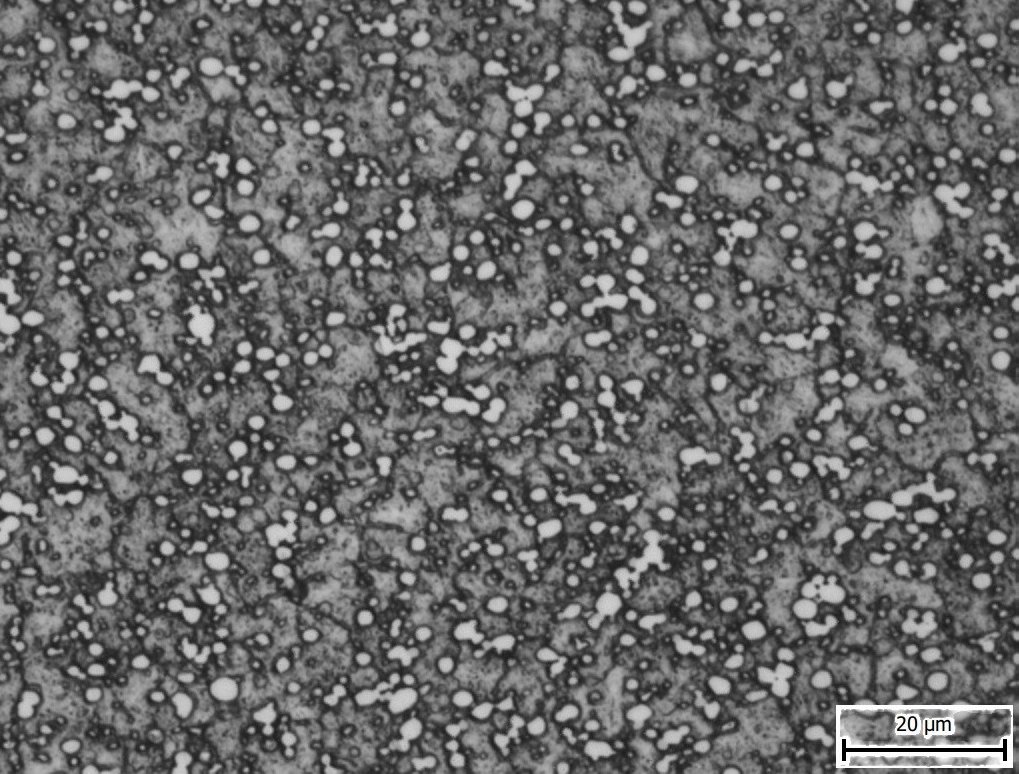
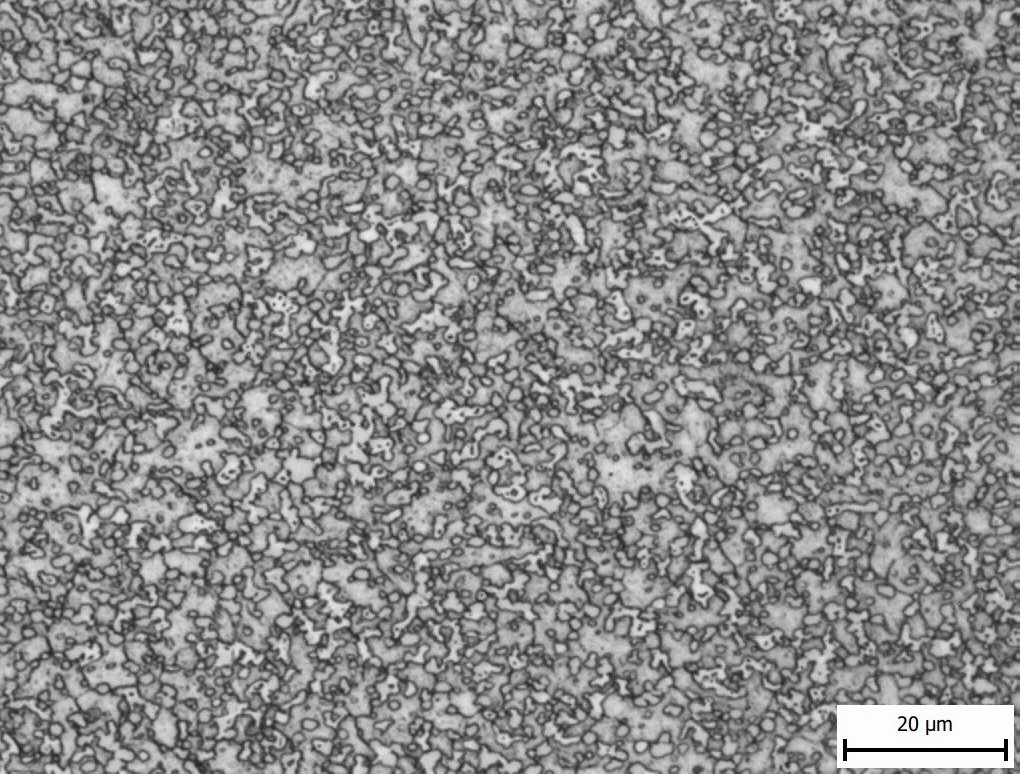
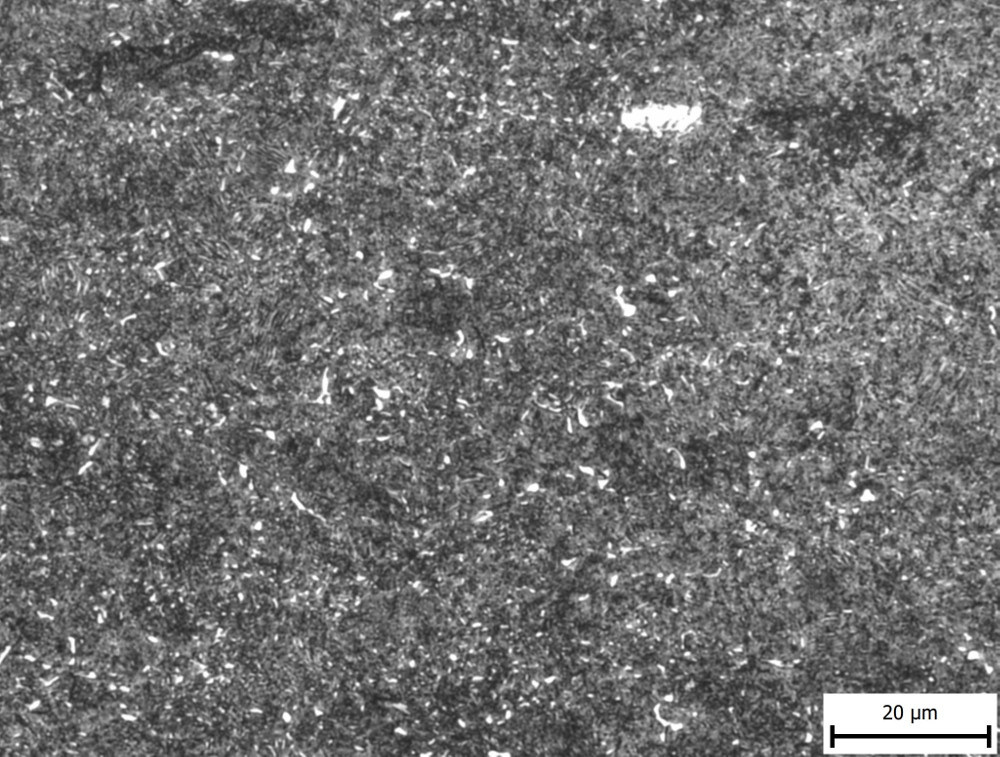
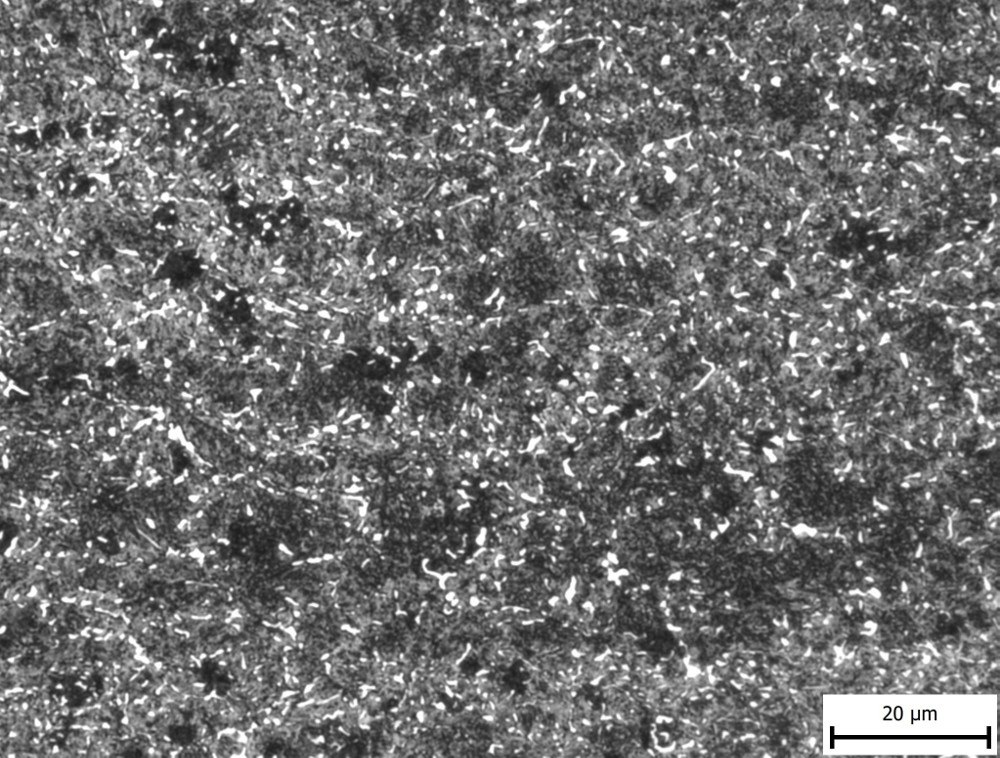
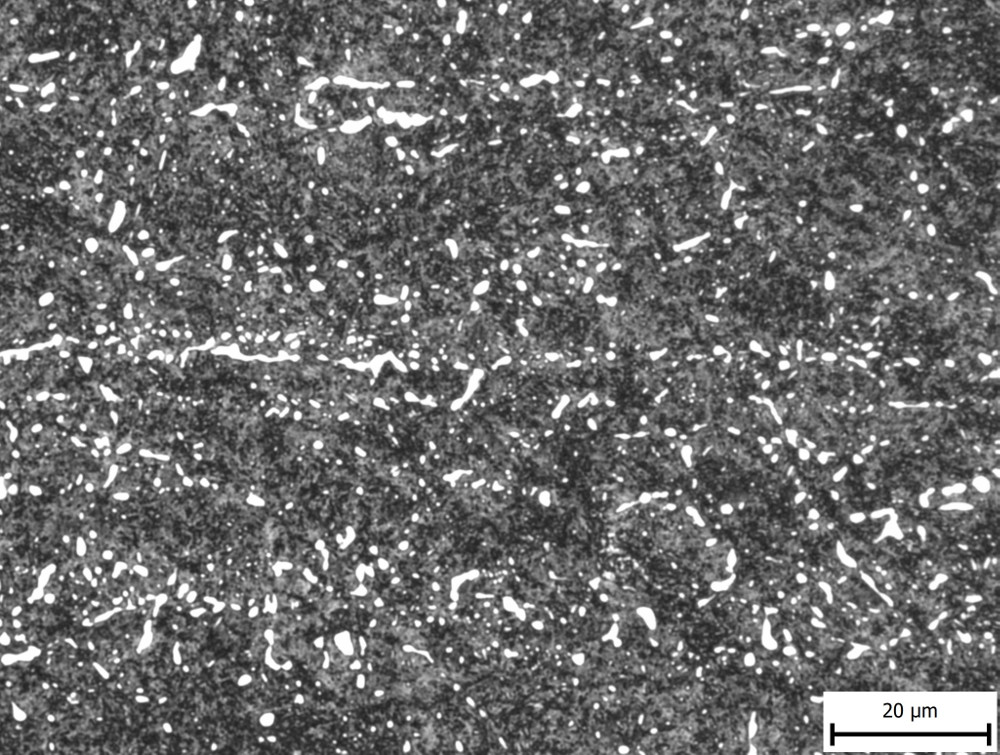
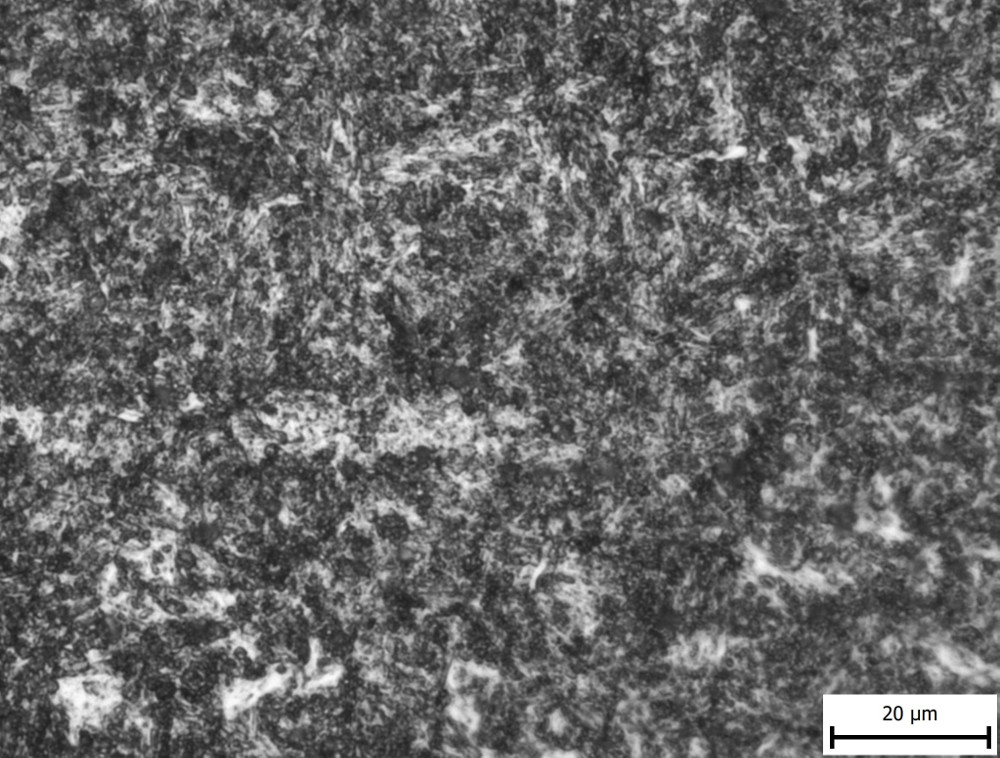
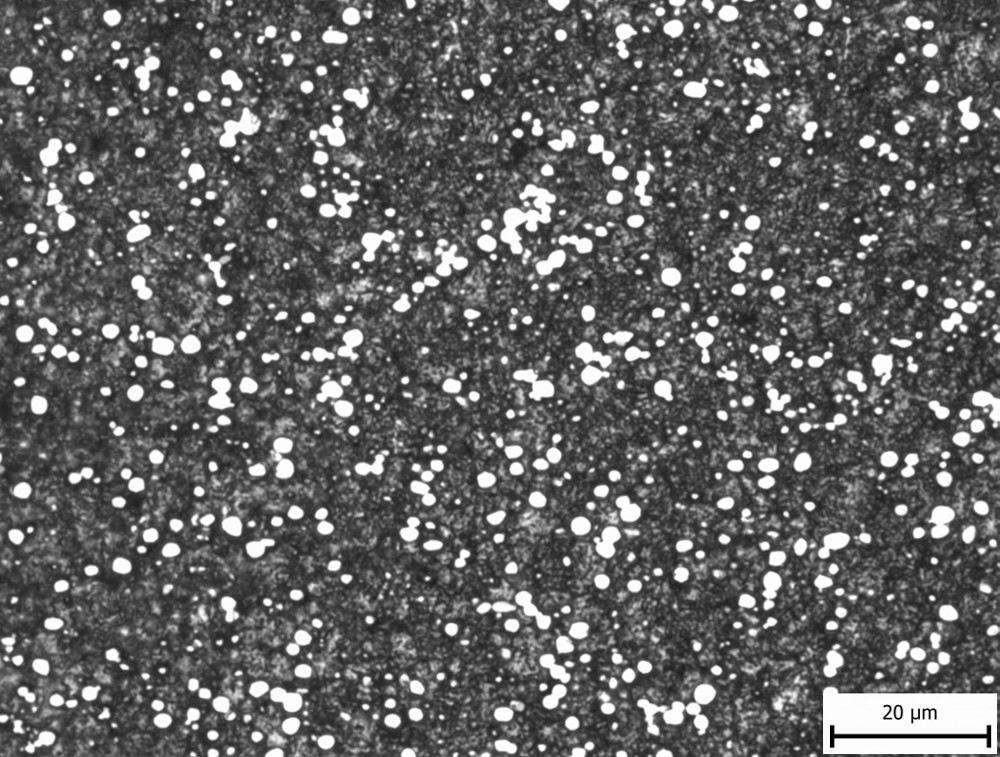
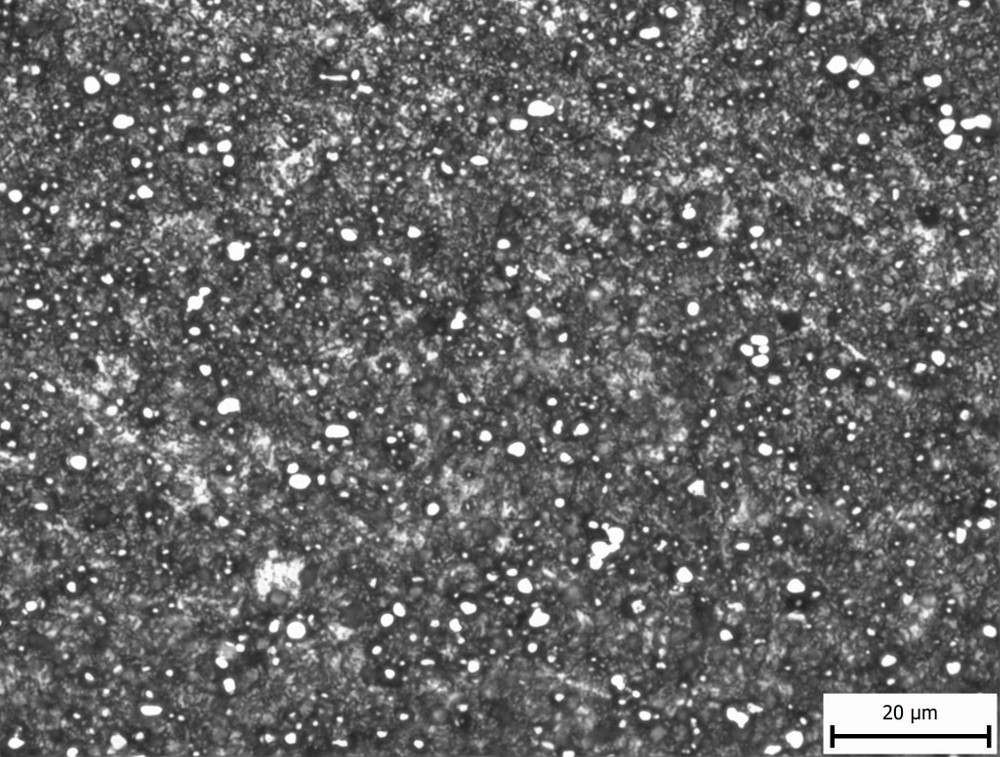
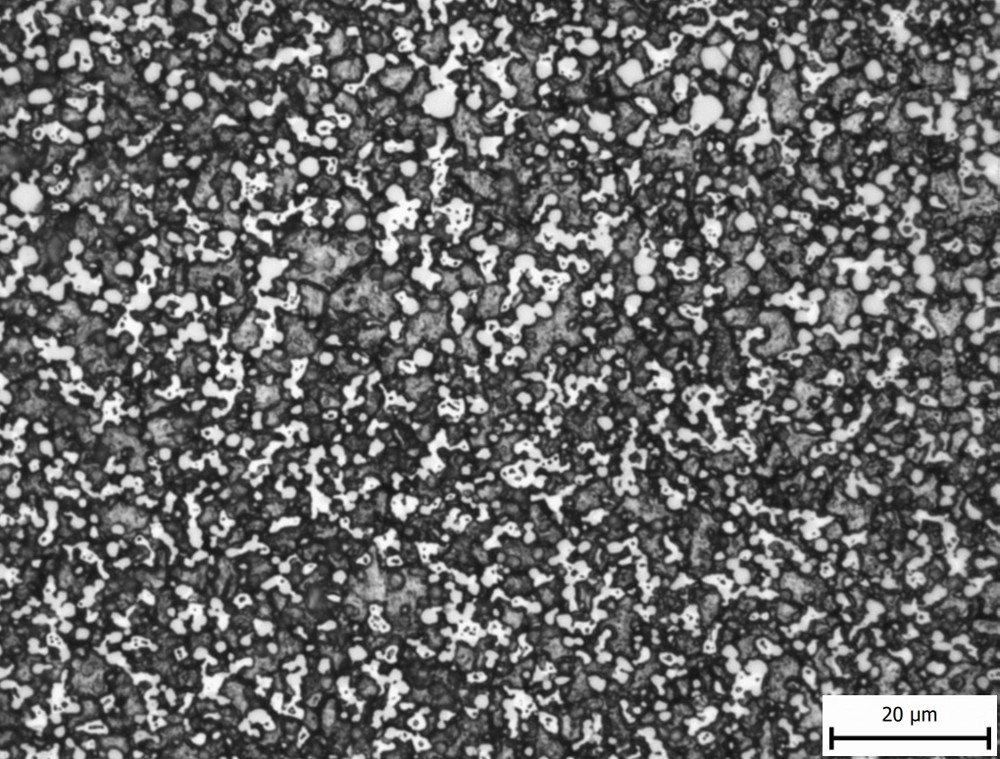
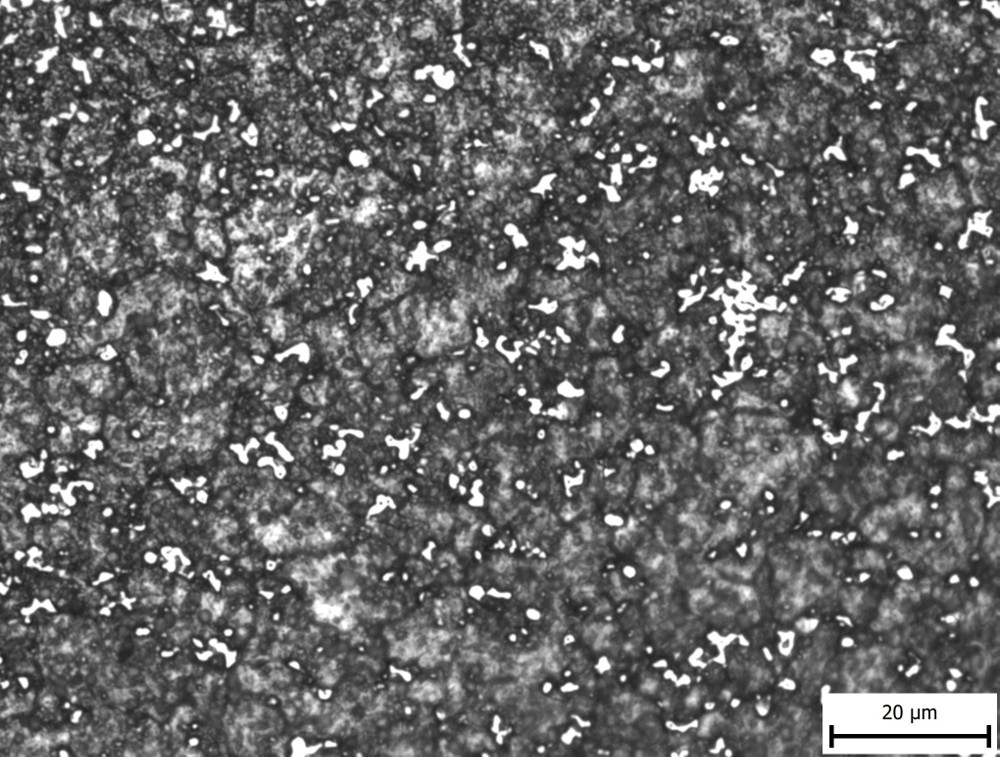
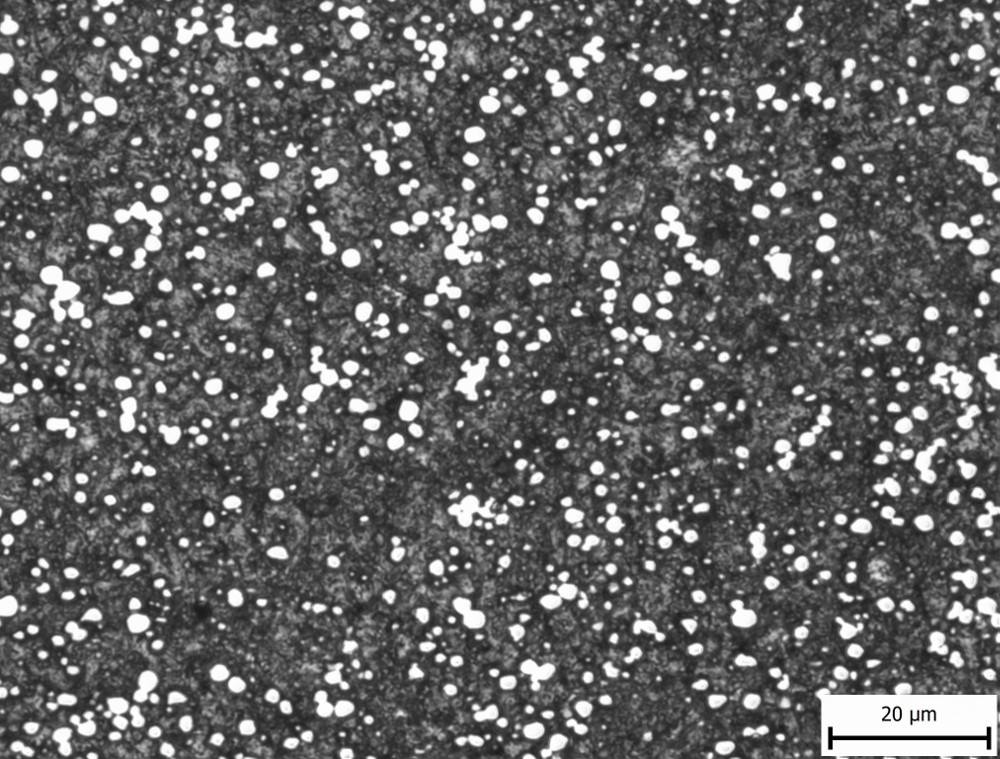
While powder metallurgy helps to keep carbides small and evenly distributed, the size increases with the total amount of carbide and carbide type. For each I have indicated the austenitizing temperature used in heat treating because that is the primary factor that affects the carbide volume in terms of heat treatment. Here is a comparison with increasing vanadium carbide content:
Z-Tuff (1925°F) = 3% carbide volume
3V (1925°F) = 5% carbide volume
4V (1975°F) = 8% carbide volume
10V (1800°F) = 16% carbide volume
15V (1900°F) = 23% carbide volume
Rex 121 (1925°F) = 32% carbide volume
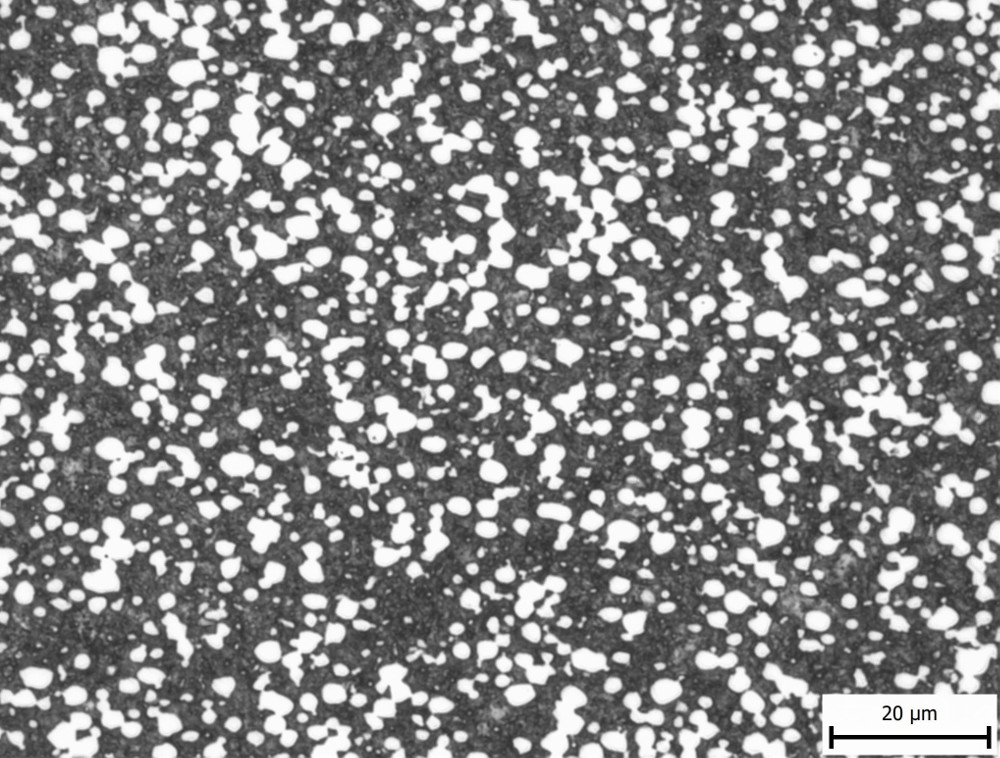
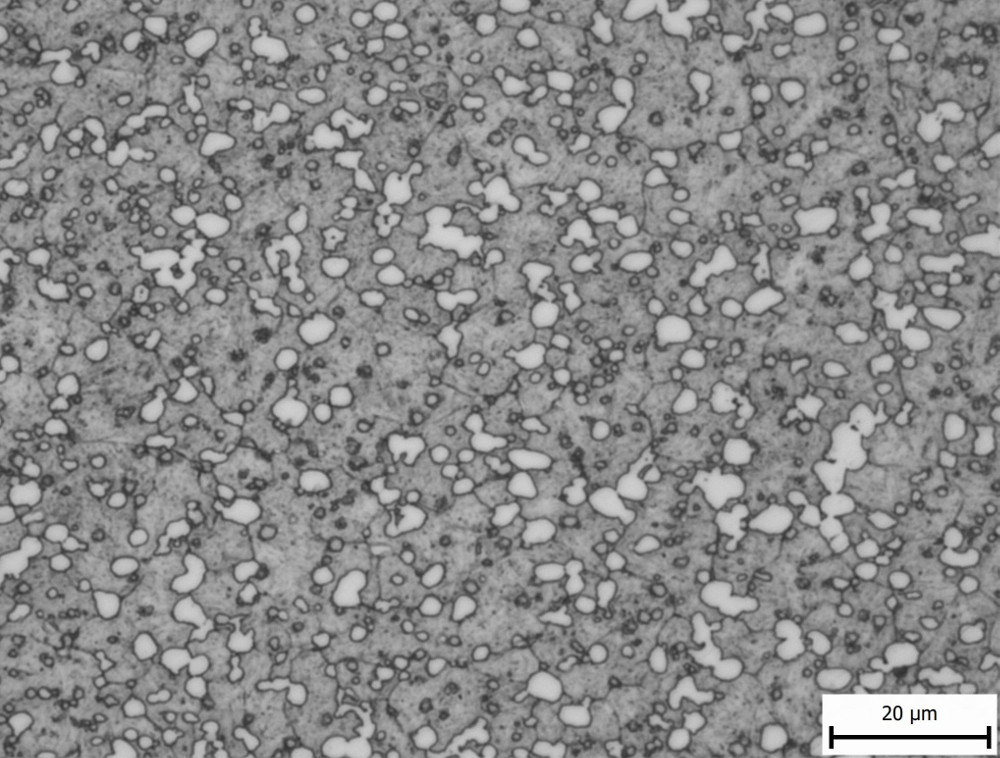
You can see that with increasing carbide content the carbides become larger and increasingly “clumpy” meaning they are touching each other. This increasing carbide content means that toughness is reduced but wear resistance is increased. Rex 121 has extremely high wear resistance while Z-Tuff has relatively low wear resistance. I don’t know where to insert Maxamet in this article so here it is:
Maxamet (1975°F) – 22% carbide volume
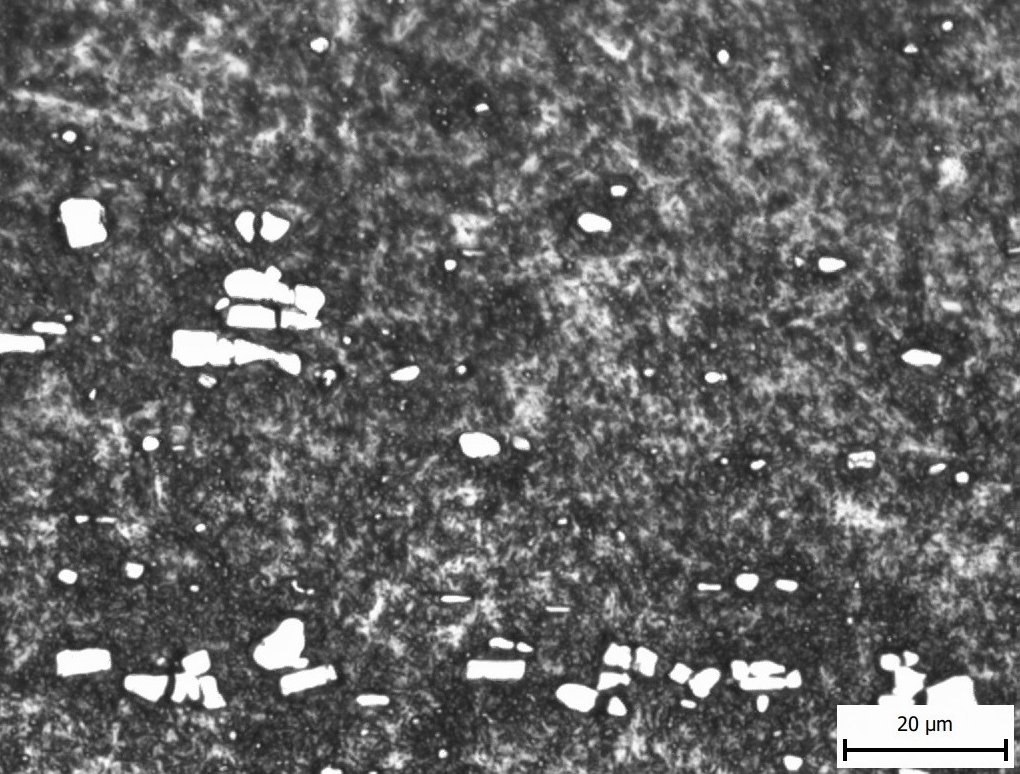
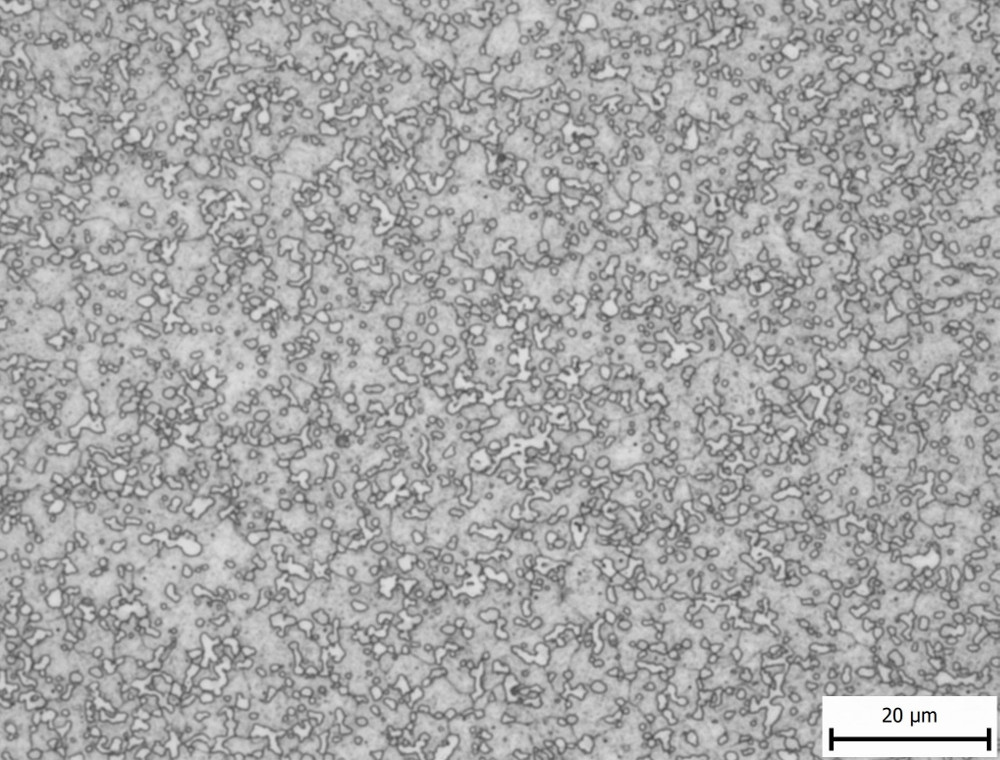
Effect of Manufacturing Method
You can read about how powder metallurgy works here. Powder metallurgy is effective at greatly reducing carbide size, as can be seen in this comparison of conventional ingot CruWear and the powder metallurgy version:
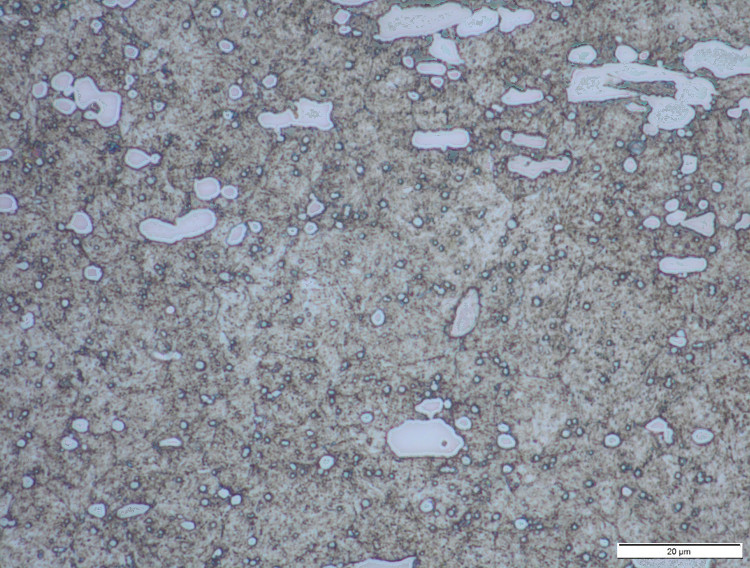
Conventional Ingot CruWear (1975°F)
Z-Wear/CPM-CruWear (1975°F) – 10% carbide volume
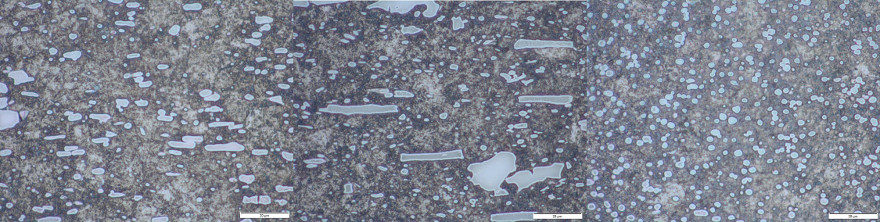
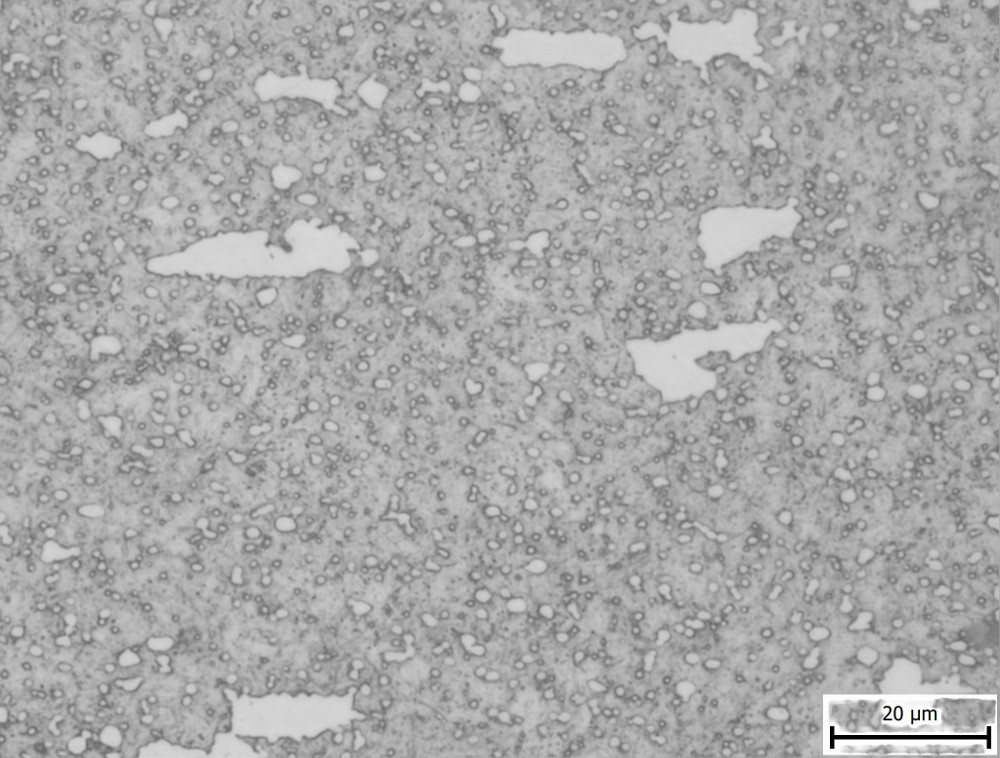
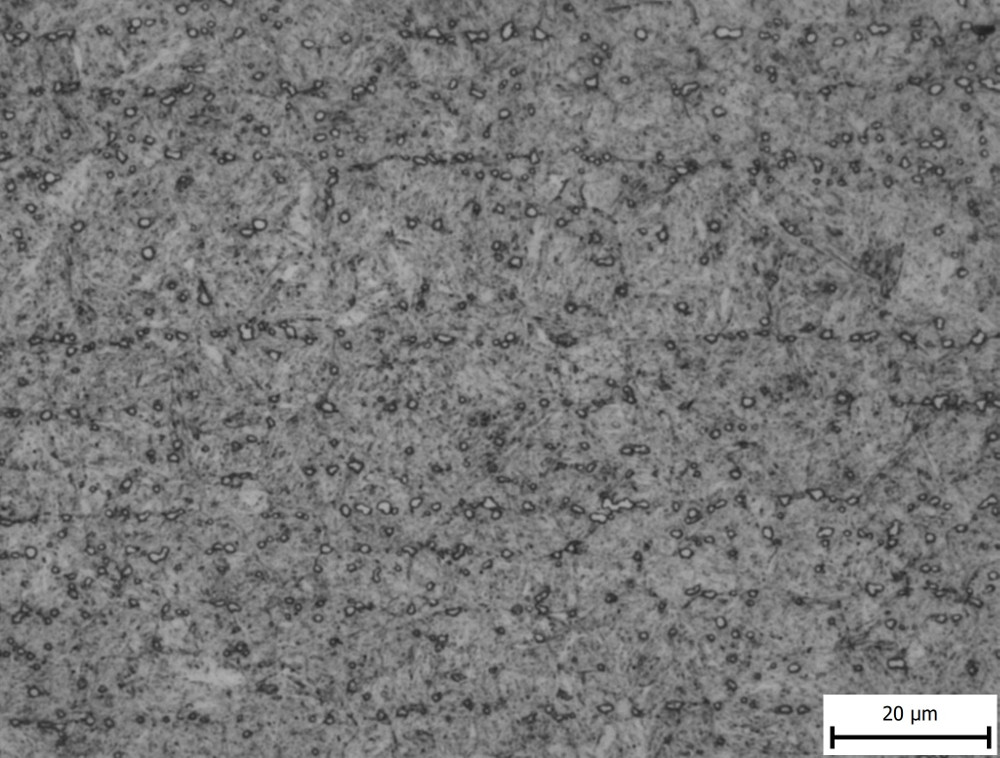
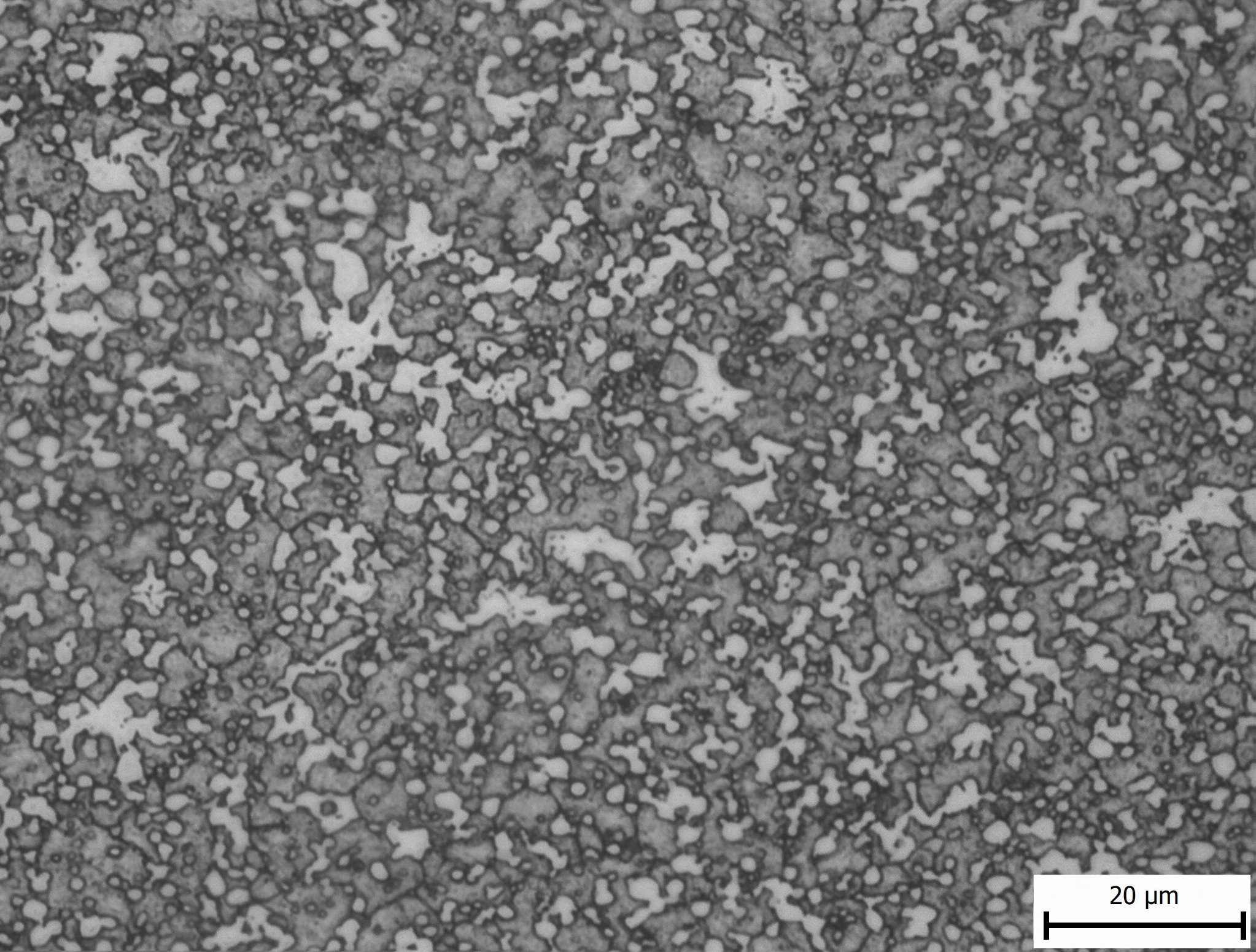
There is also an intermediate technology called “Sprayform” which is cheaper than powder metallurgy but leads to a carbide size in between powder metallurgy and conventional production. We can see a comparison between these three production methods by looking at conventional D2, sprayform PSF27, and CPM D2, all of which have the same composition:
Conventional D2 (1900°F)
PSF27 (1925°F) – Sprayform D2
CPM D2 (1900°F) – Powder Metallurgy D2 – 13% carbide volume
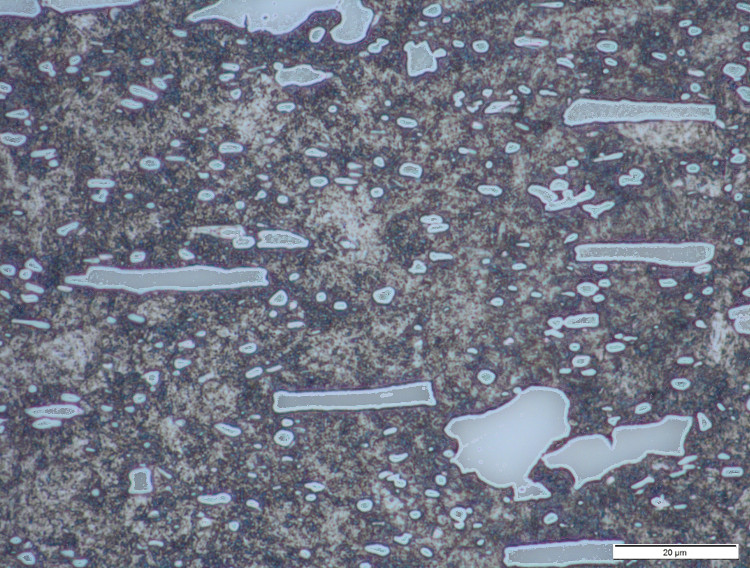
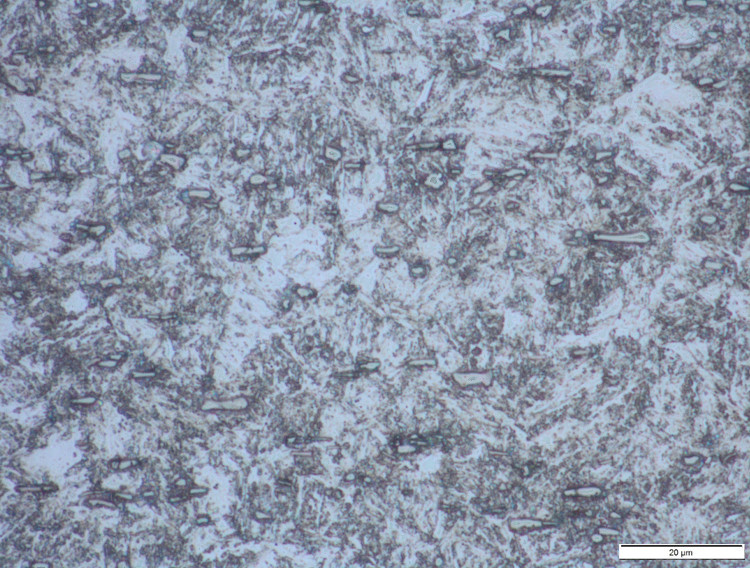
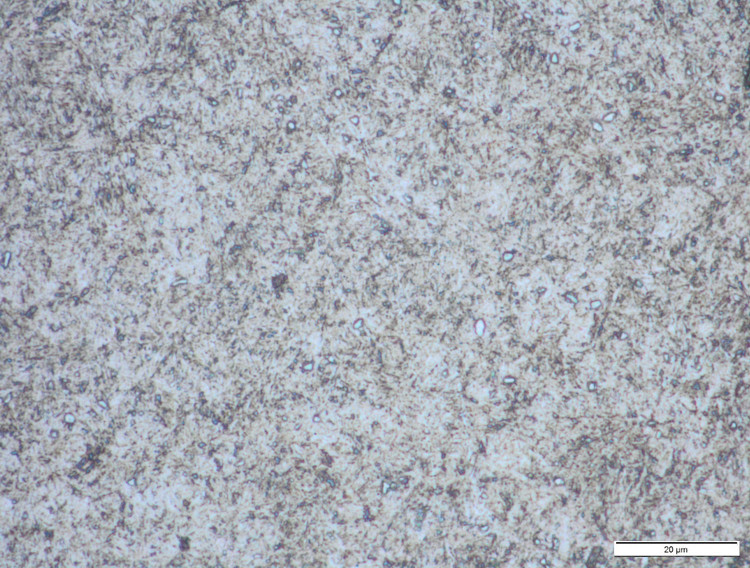
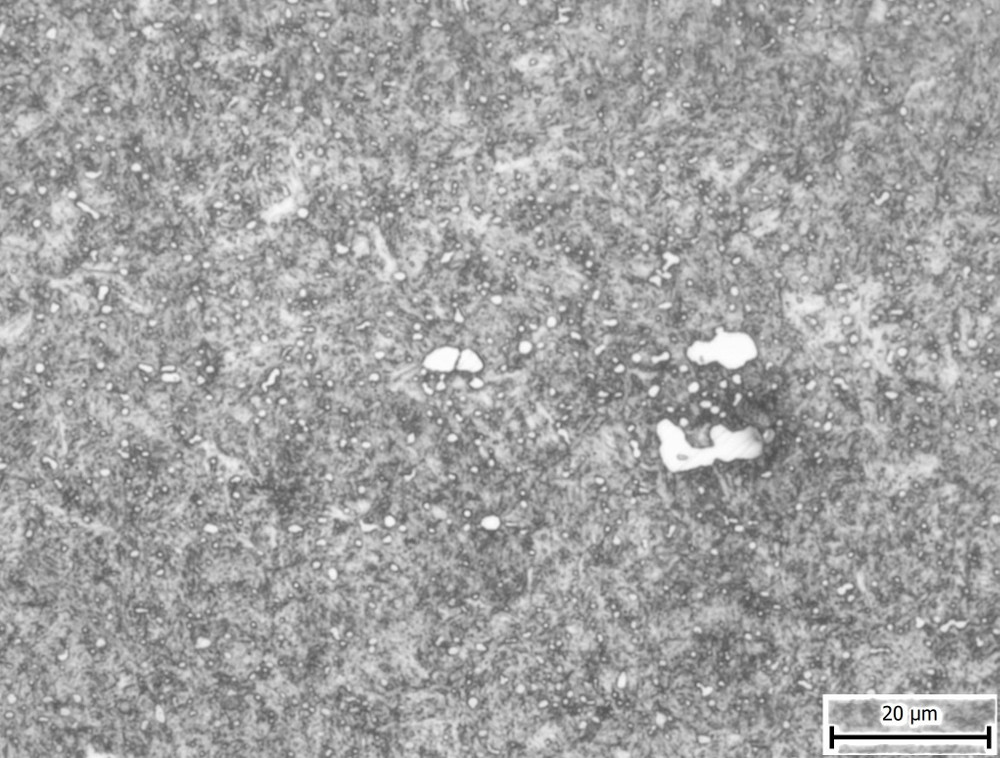
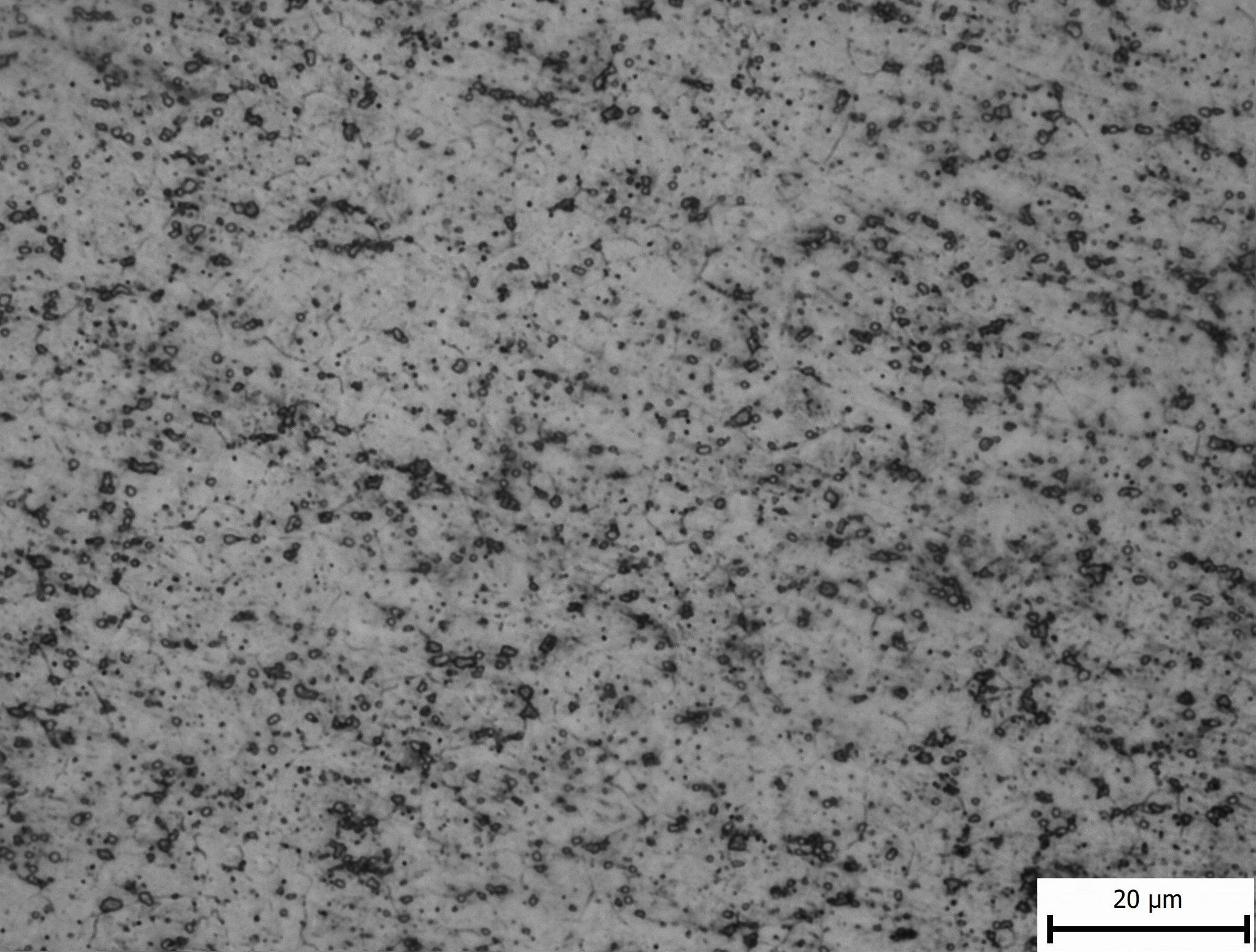
Not all conventionally produced steels have the same looking microstructures. It is highly dependent on the amount of carbide and the carbide type. M2 high speed steel has a finer and better distributed microstructure than the previously shown D2 or CruWear:
Conventionally produced M2 (2100°F)
Low Carbide Stainless Steels
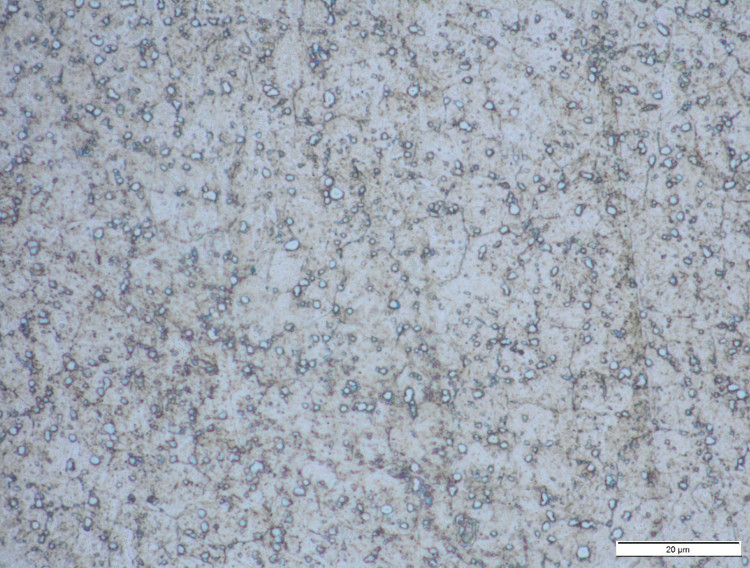
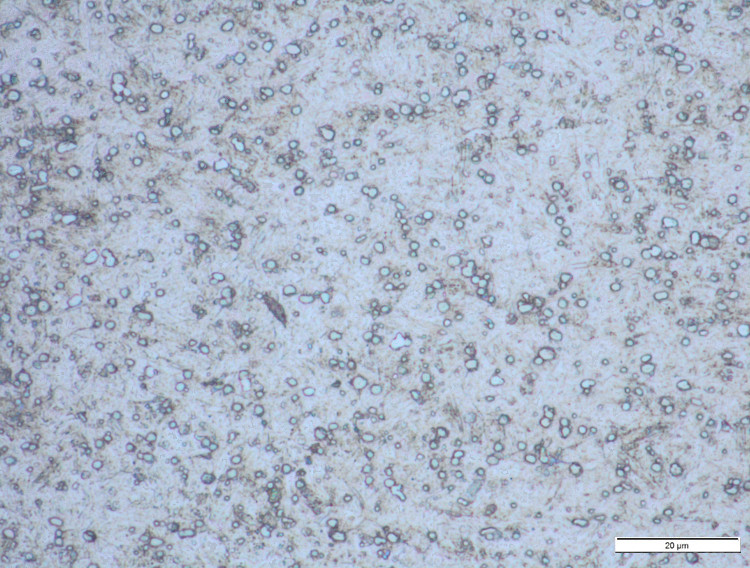
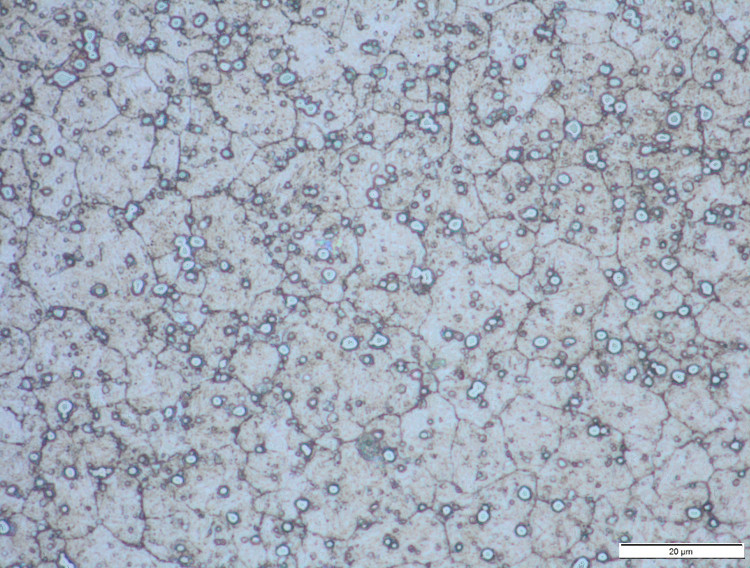
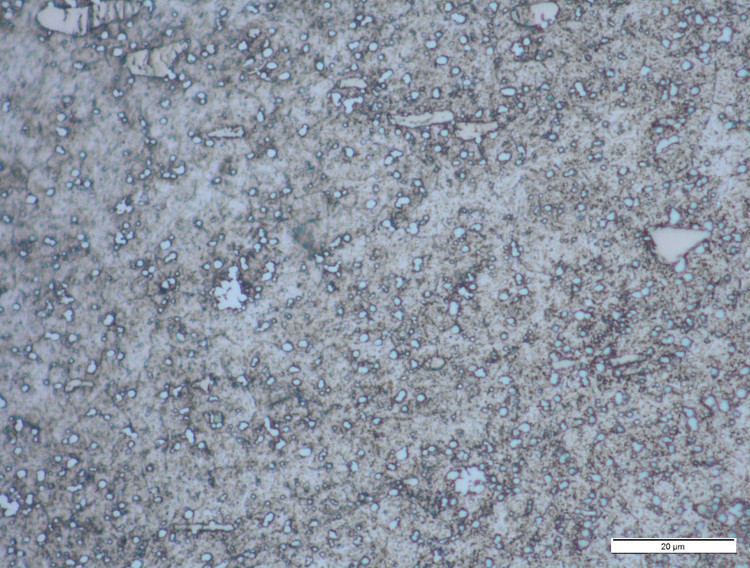
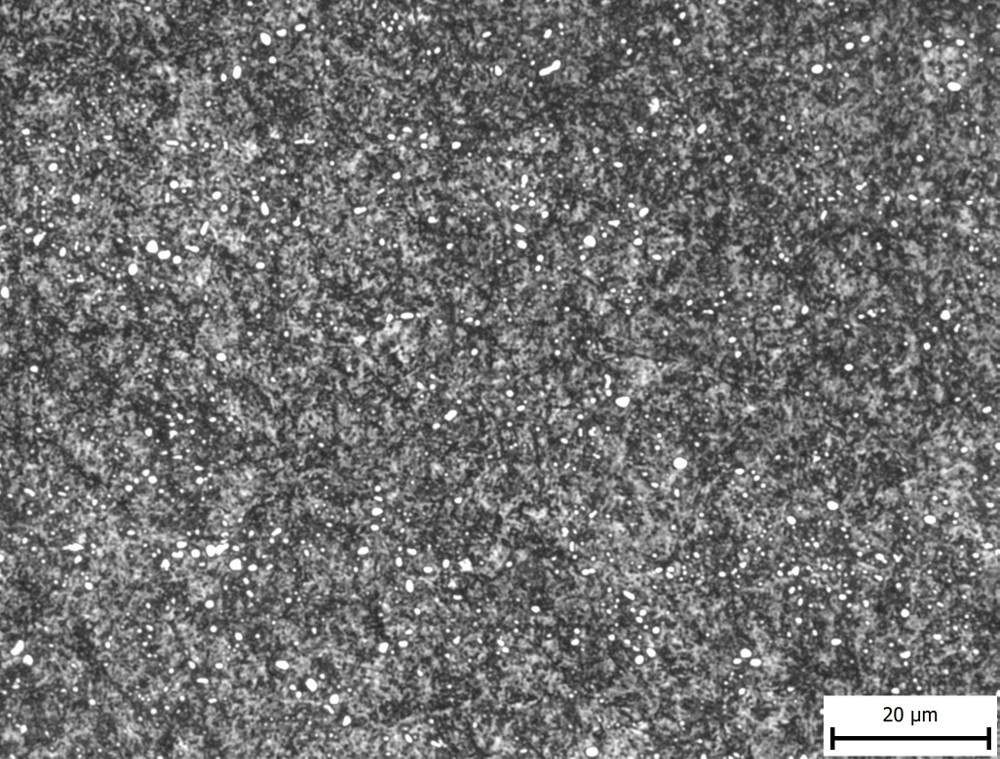
There is a general category of stainless steels which are carefully balanced to keep the amount of chromium carbide relatively small to keep the carbides small and the toughness high. All of these have 6% carbide volume or less. The classic example of these is AEB-L, but there are others available. Interestingly 14C28N has the coarsest carbides of any of these steels, but all of them have very fine microstructures.
AEB-L (1975°F)
LC200N/Cronidur 30/Z-Finit (1905°F)
Nitro-V (1950°F)
14C28N (1950°F)
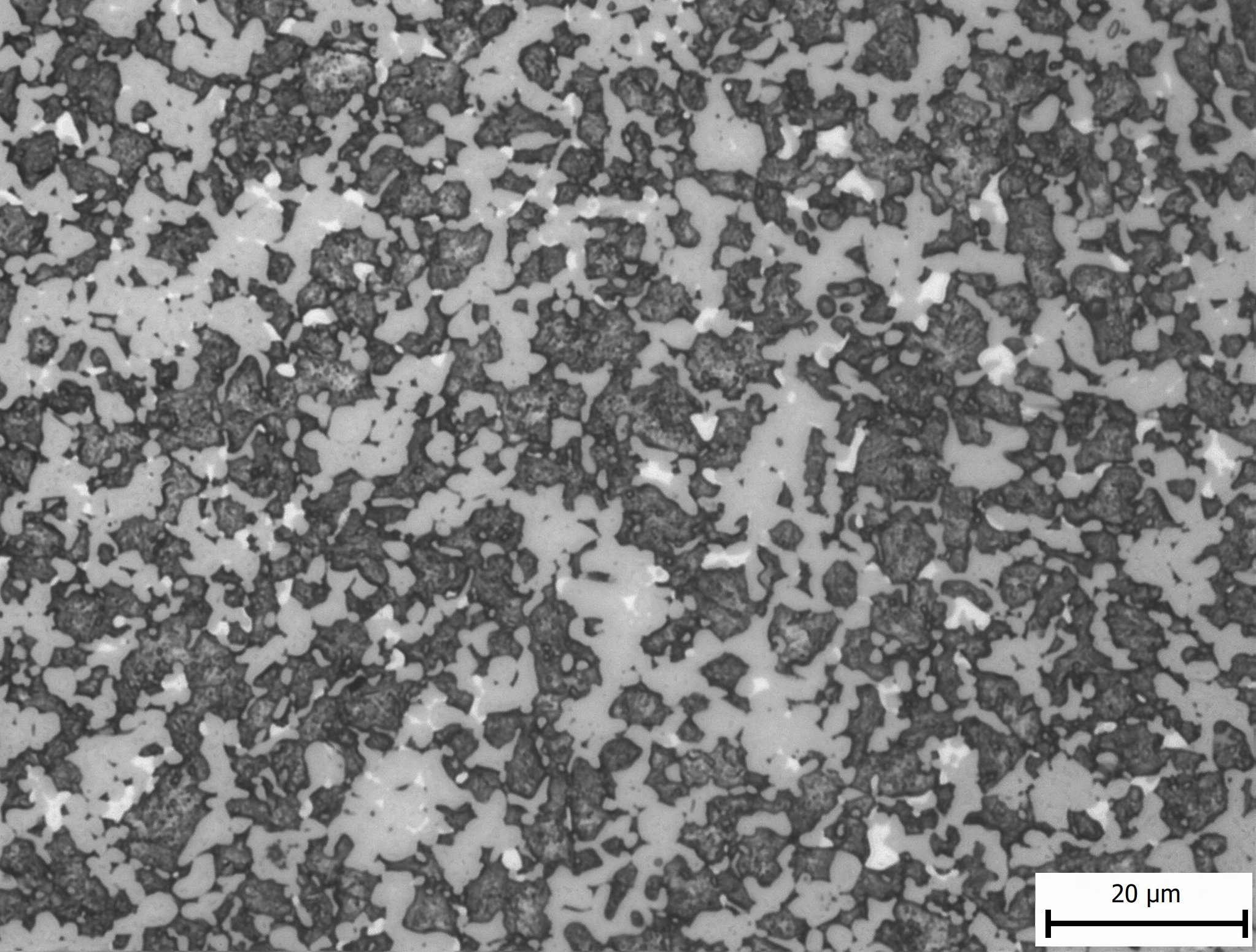
Medium Carbide Stainless Steels
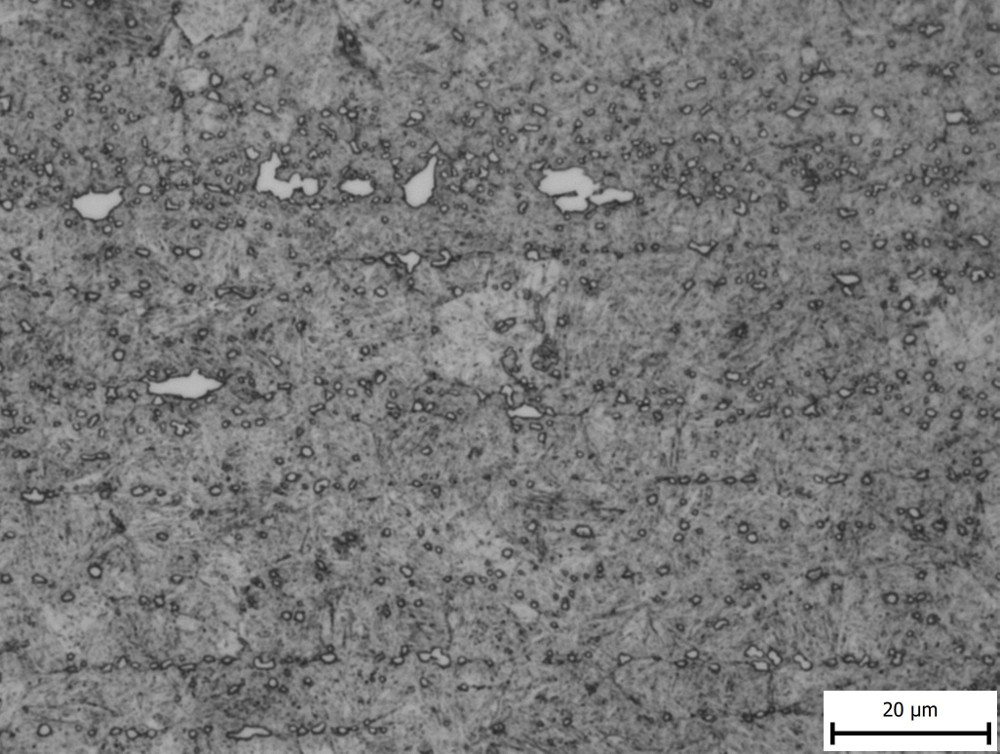
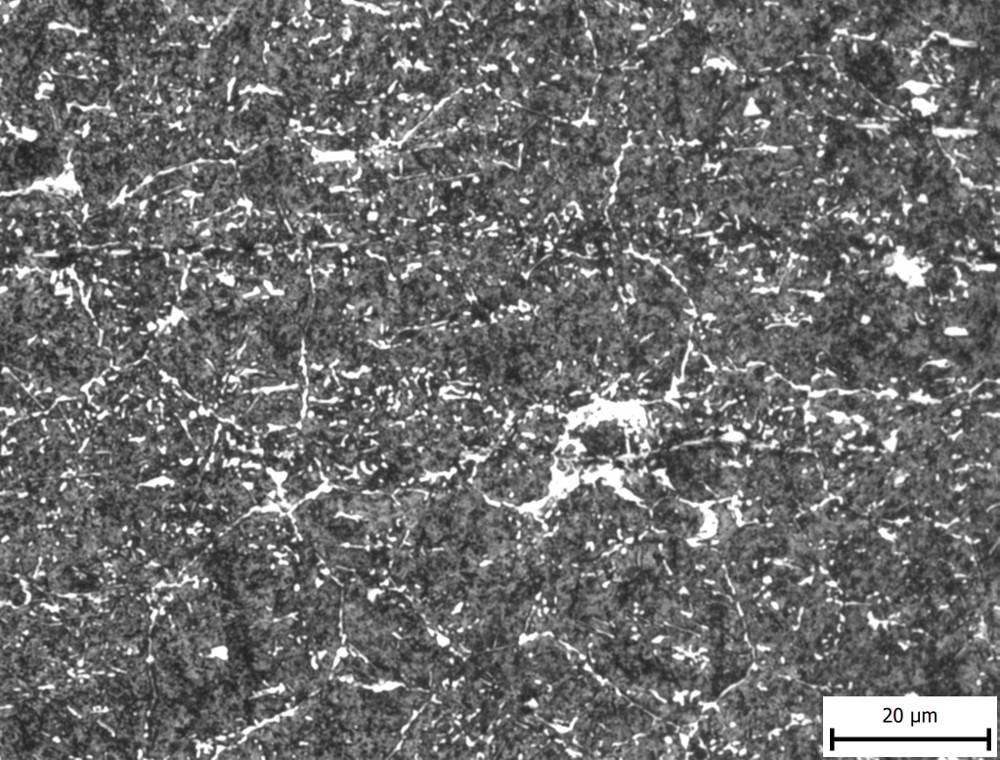
There are not many stainless steels with intermediate carbide contents. X50Cr15MoV (1.4116) has a usually fine microstructure but there are occasional large carbides which may be detrimental to toughness. The top image shows a region with fine carbides, and the second image shows a segregated region with a large carbide:
X50Cr15MoV/1.4116 (1925°F) – area 1
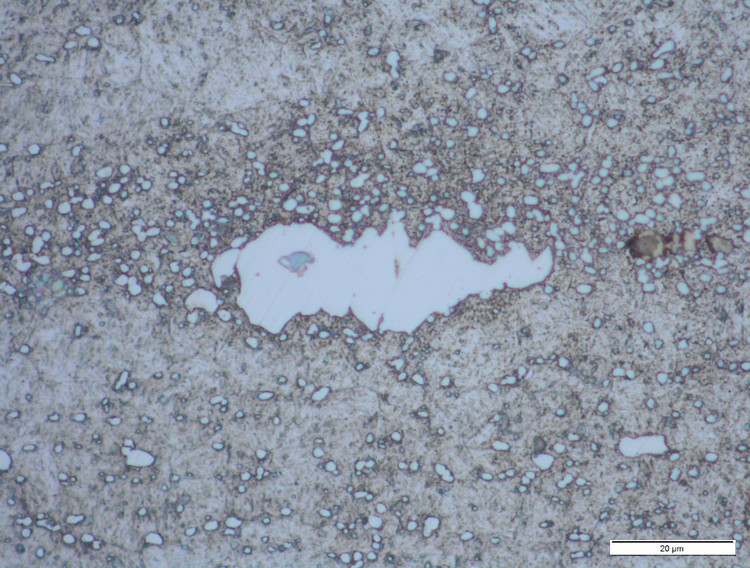
X50Cr15MoV/1.4116 (1925°F) – area 2
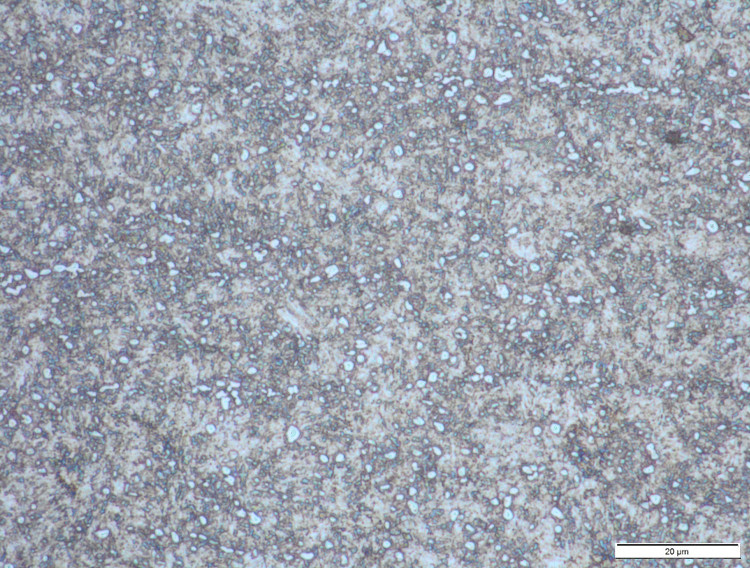
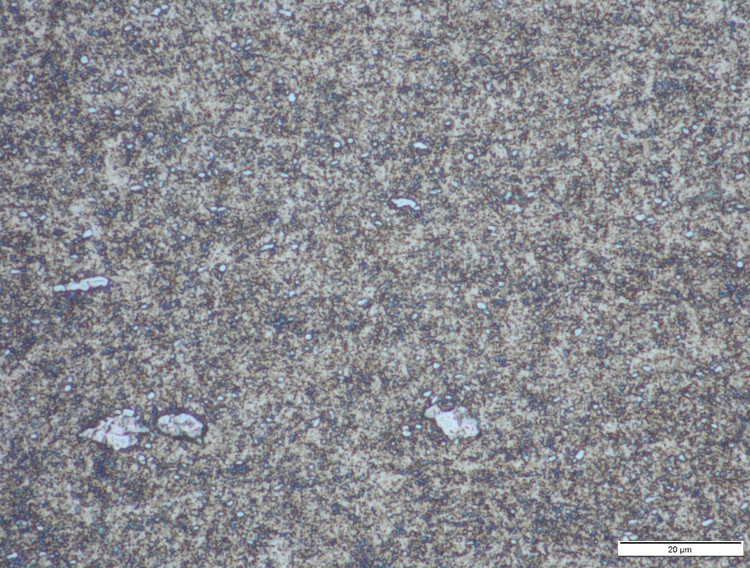
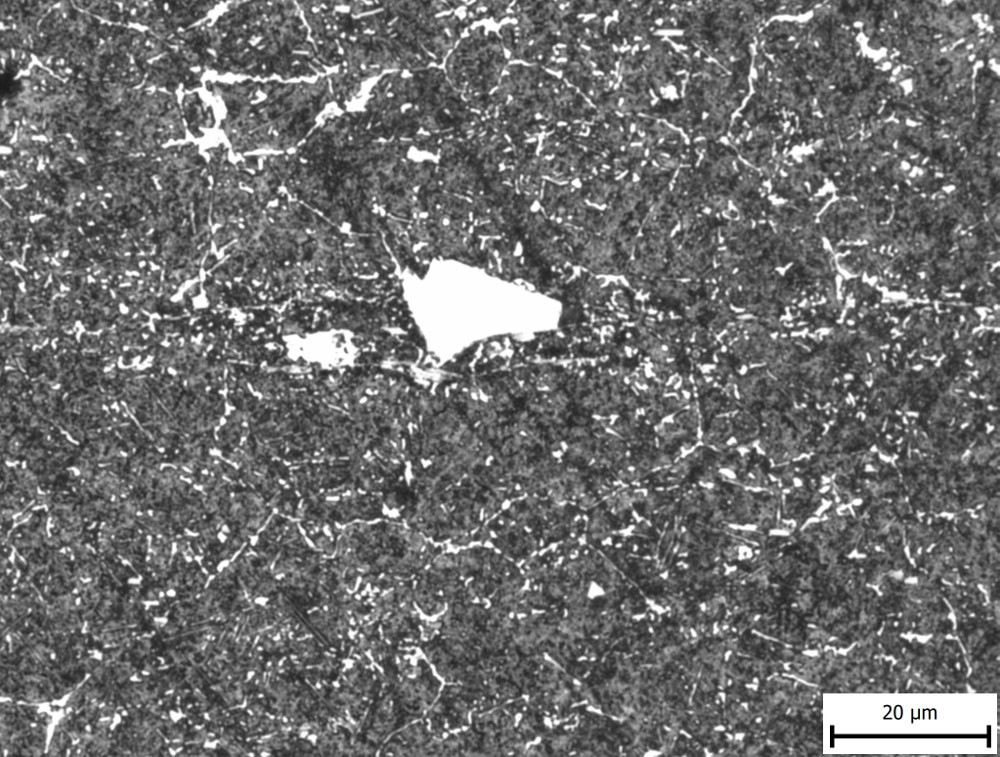
Niolox is another example of a steel with inconsistent carbide structure. Some areas are relatively fine with occasional larger carbides that are several microns across. However, there are relatively large segregated regions with large chromium carbides:
Niolox (1975°F) – area 1
Niolox (1975°F) – area 2
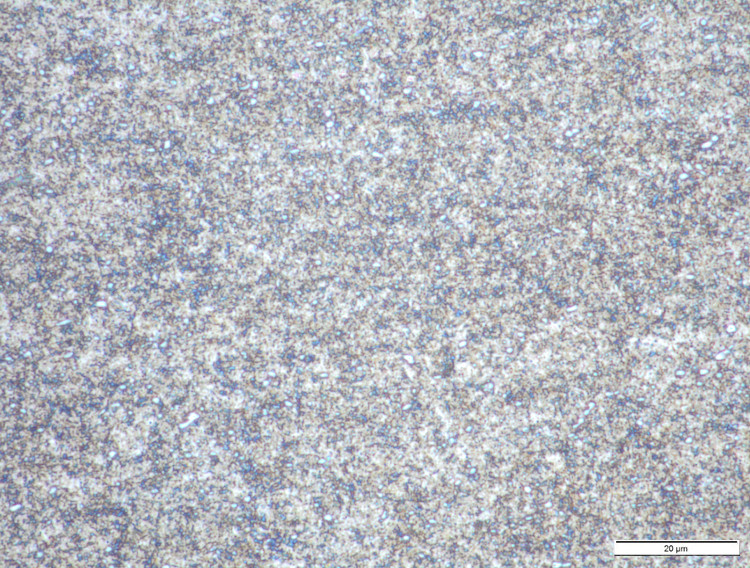
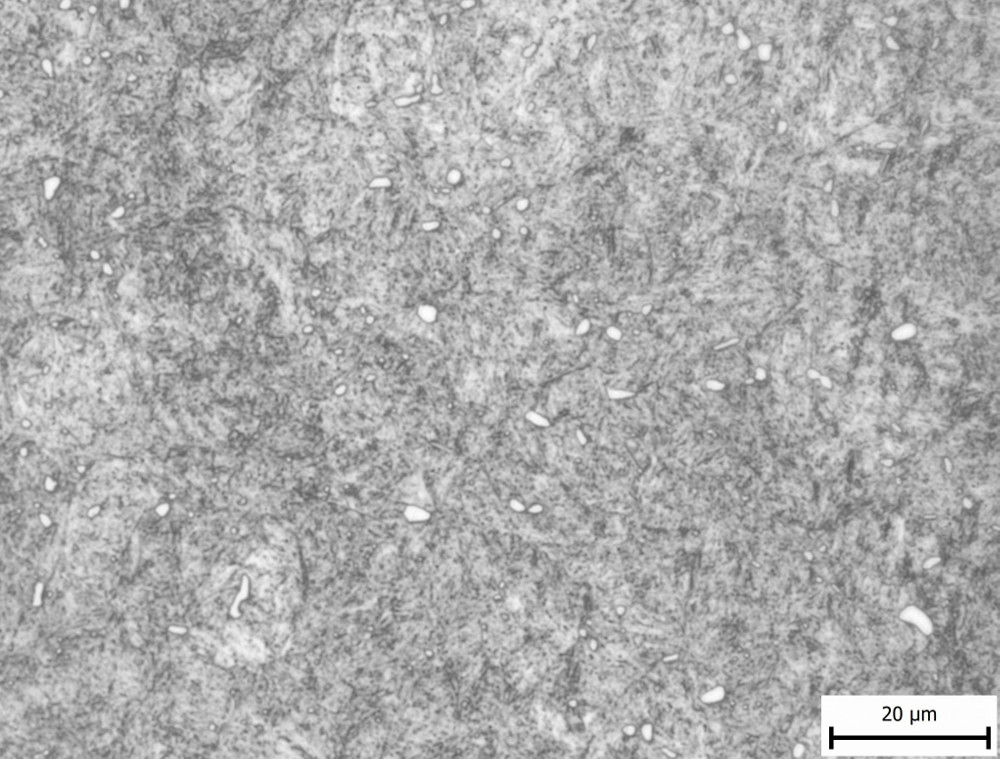
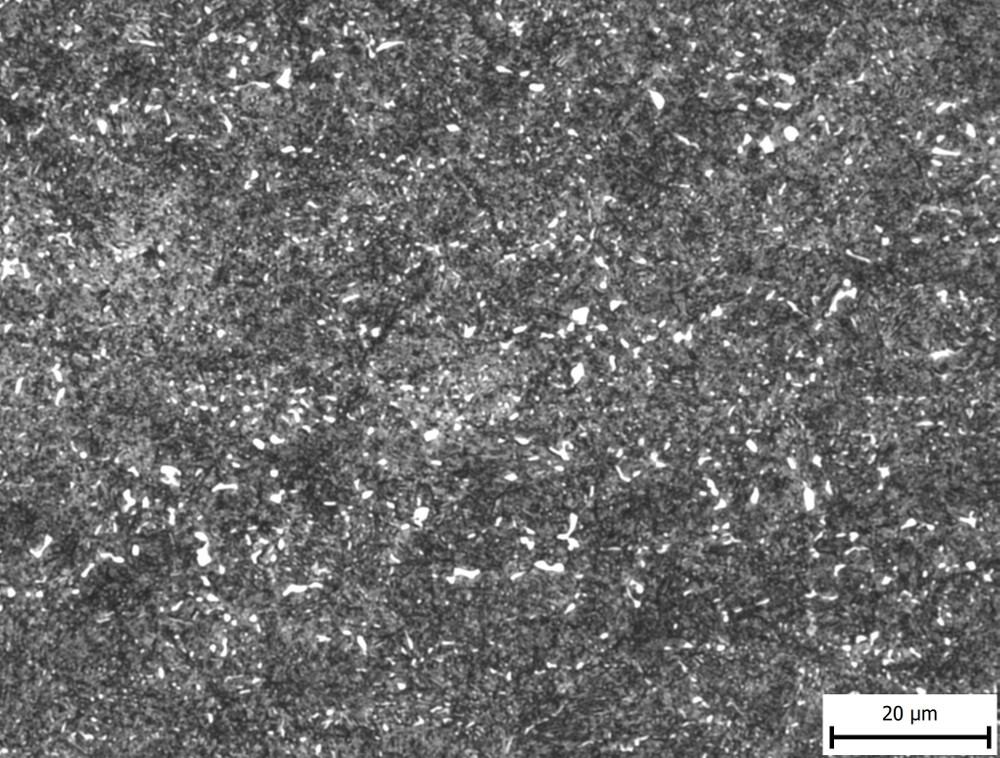
The in-development NioMax has a much more uniform microstructure. The carbide volume is small (<6%) but is made up of niobium carbides which are on the order of a few microns, similar in size to the more carbide-rich powder metallurgy stainless steels:
NioMax (2050°F)
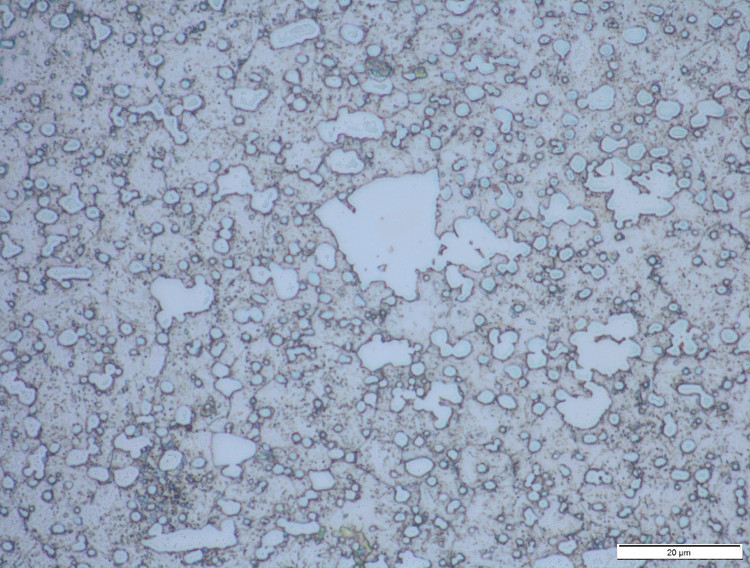
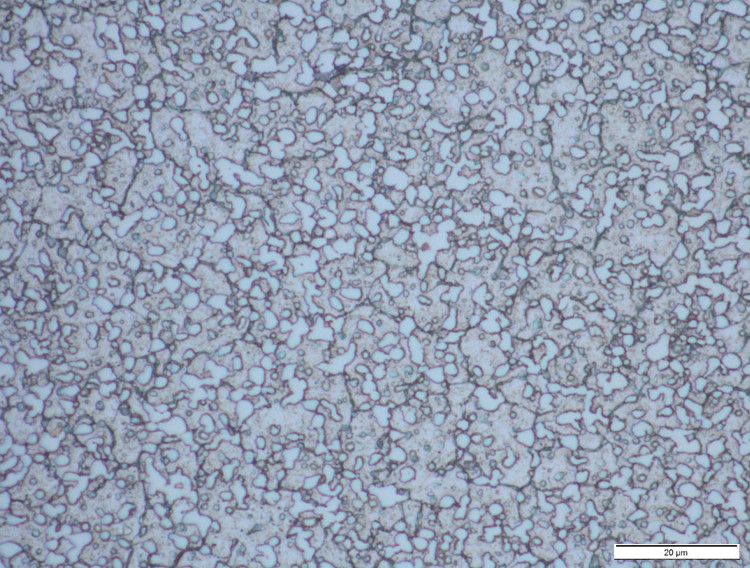
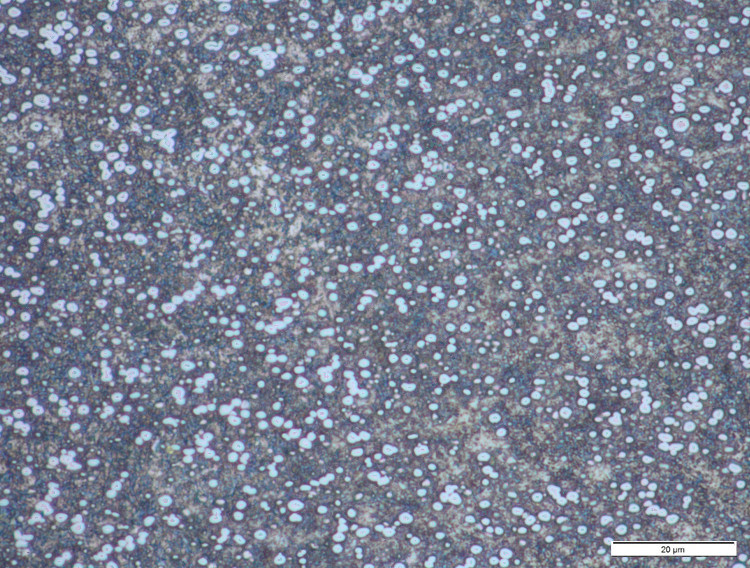
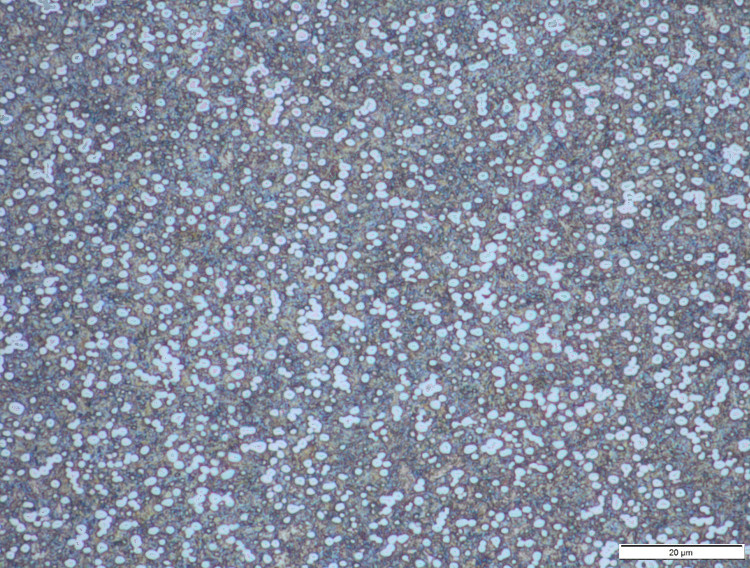
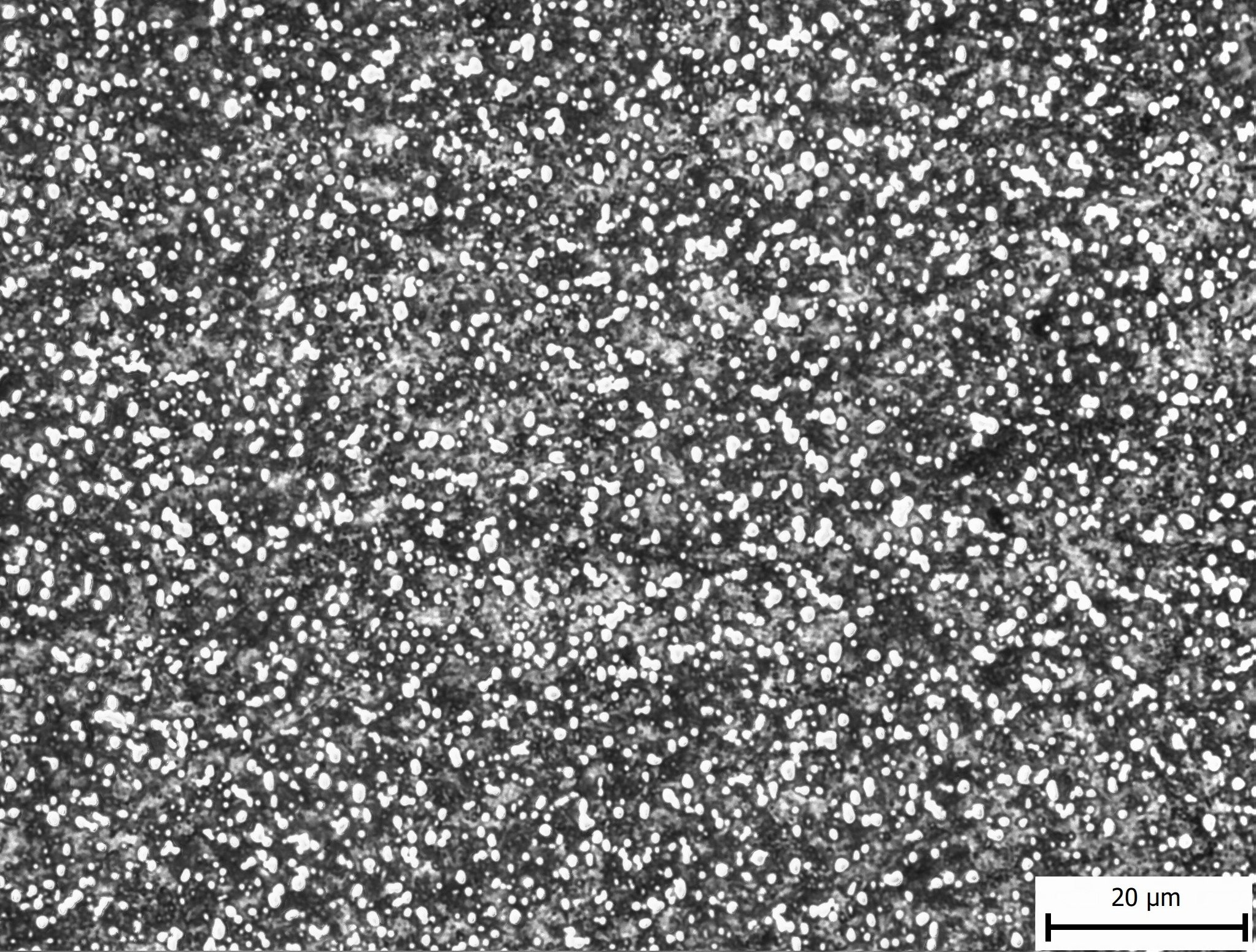
Powder Metallurgy Stainless Steels
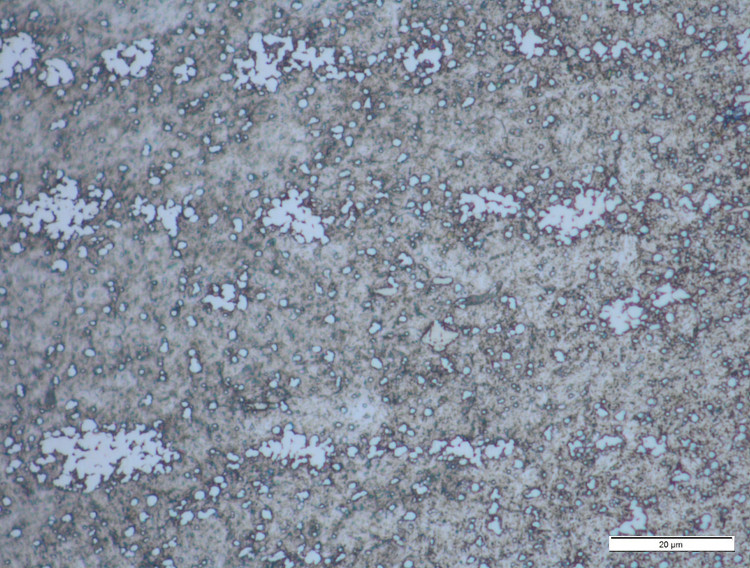
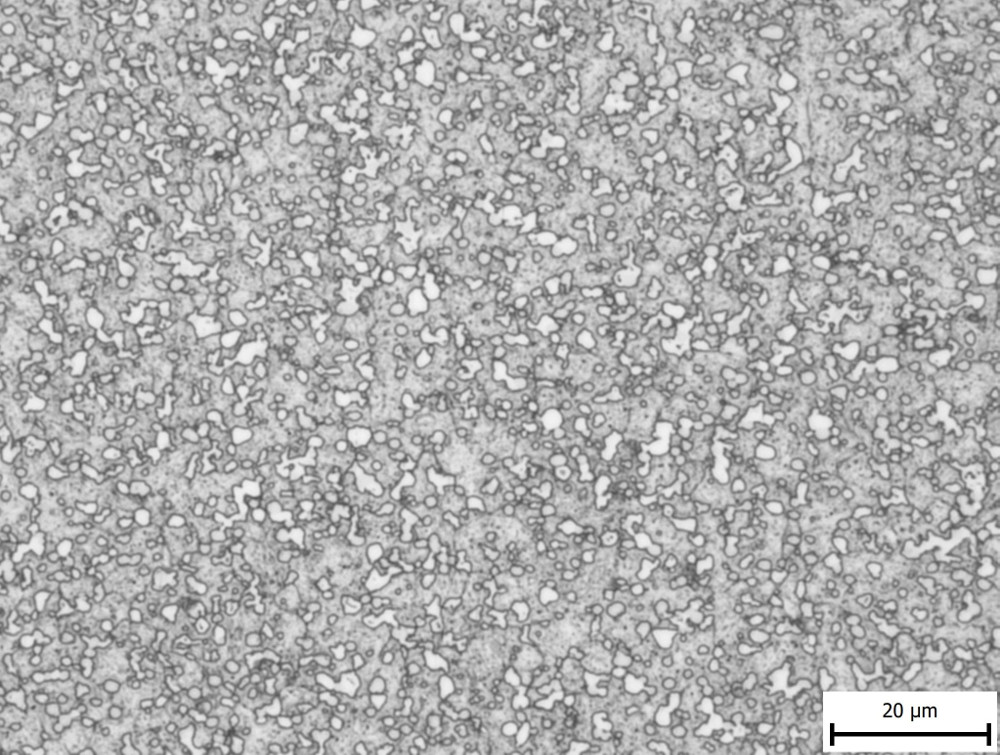
The powder metallurgy stainless steels all have relatively high carbide volumes, I have ordered them by carbide volume. I am not aware of any PM stainless steels with less than about 13% carbide volume. This is why there aren’t any high toughness Z-Tuff, 3V, 4V, or CPM CruWear type stainless PM steels, because the carbide volume is not low enough.
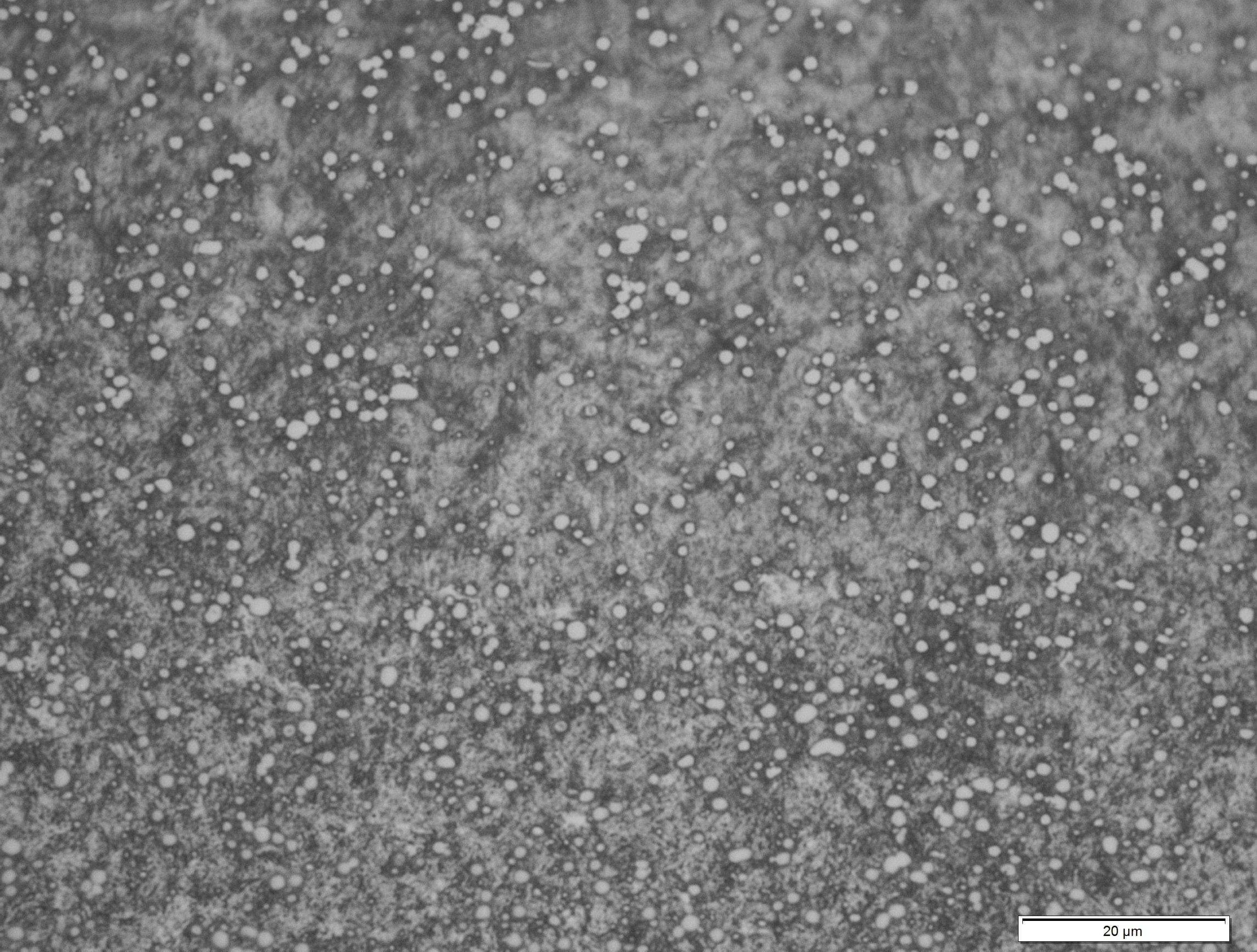
S35VN (1975°F) – 15% carbide volume
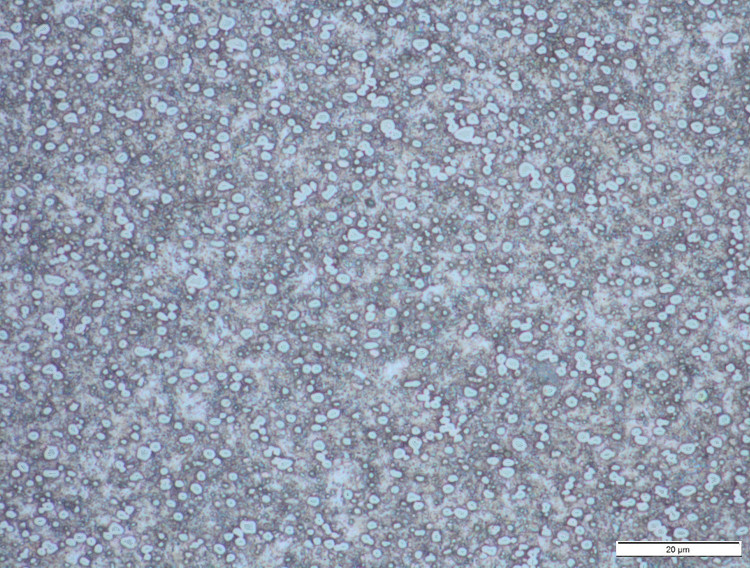
CPM-154 (1950°F) – 16.5% carbide volume
B75P (1975°F) – powder metallurgy BG-42
Vanax (1975°F) – 18% nitride and carbide volume
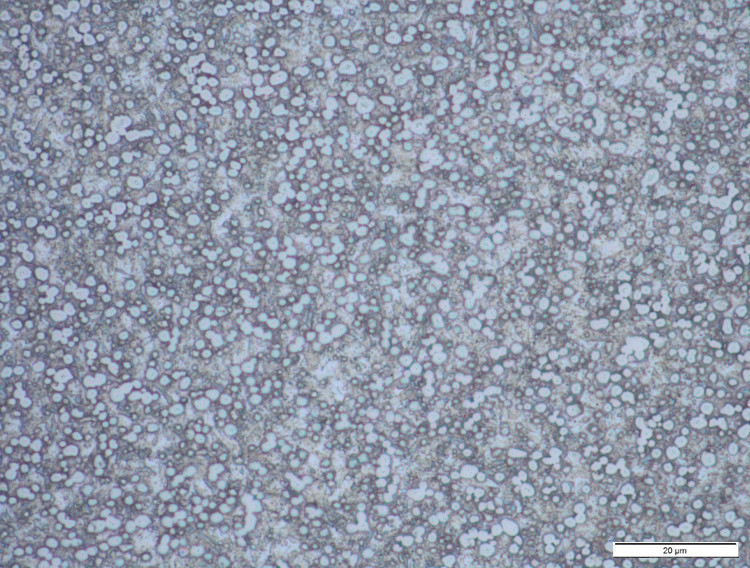
Elmax (1975°F) – 19% carbide volume
XHP (1950°F) – 21% carbide volume
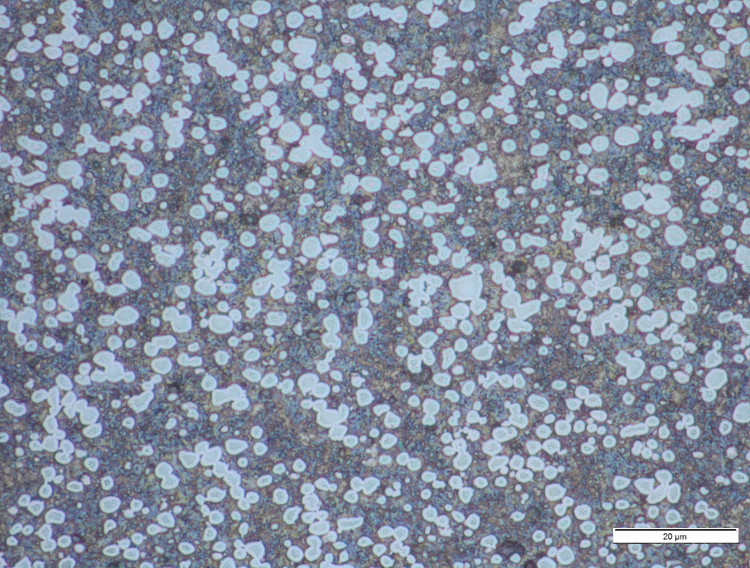
S90V (2050°F) – 21% carbide volume
20CV (2140°F) – 22% carbide volume
Effect of Carbide/Nitride Type
You can see that different compositions and even similar carbide volumes can lead to very different looking carbides. Compare Vanax with B75P or Elmax, for example, and you can see that Vanax has significantly smaller particles. This may be because of the method it is made, where Vanax is first atomized and then the powder is nitrided where the vanadium nitrides are then formed at a lower temperature than where atomization occurs. That lower temperature likely contributes to smaller carbides. This was also seen in steels that were carburized after atomisation. The carbides of CPM-154 and B75P are relatively large and very spherical when compared to S35VN, Elmax, or S90V. XHP also has relatively larger carbides than the similar carbide volume S90V. XHP, CPM-154, and B75P are all primarily made up of chromium carbides, while Elmax, S35VN, S90V, and 20CV have a combination of chromium and vanadium carbides. Also comparing with the vanadium carbide 10V the carbides are smaller than any of these stainless powder metallurgy steels. Therefore I believe that vanadium carbides are typically smaller than chromium carbides in powder metallurgy steels. In a modified version of 3V that has never been released, they alloyed with niobium instead of vanadium and found that it had finer carbides than the vanadium version. Niobium is a “stronger” carbide former than vanadium, and vanadium is a stronger carbide former than chromium. It looks like stronger carbide formers lead to smaller carbides in powder metallurgy steels. This is somewhat counterintuitive because with ingot casting of steel stronger carbide formers lead to carbides forming at higher temperatures where they grow larger. I will have to look into the “why” of this more in the future.
Conventional Stainless Steels
I only have a couple good examples of high carbide content conventional stainless steels. Adding 440C and 154CM would be good, though micrographs of those are available in other places. I do have BD1N, which is a nitrogen-modified version of 440B, and N690, which is a cobalt-modified version of 440C. The BD1N has a dragon head carbide which is fun. These types of steels can have very large and ugly carbide structures, similar to D2 and other conventionally produced high chromium steels.
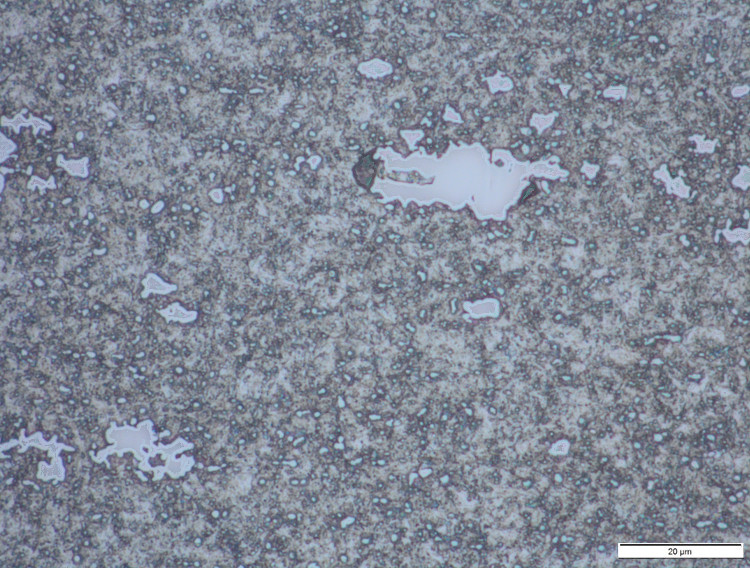
BD1N (1950°F)
N690 (1940°F)
Effect of Manufacturer
Bohler and Uddeholm often advertise their “3rd Generation” powder metallurgy technology, claiming better cleanliness and finer carbide size. Fortunately I have comparisons between a few steels that are identical in composition but produced by Bohler, Uddeholm, or Crucible. One is CPM 4V (Crucible) compared with Vanadis 4 Extra (Uddeholm). The other comparison is CPM 20CV (Crucible) against M390 (Bohler). There is no clear winner in terms of carbide size in either case:
Crucible CPM 20CV (2140°F)
Bohler M390 (2140°F)
Crucible CPM 4V (1975°F)
Uddeholm Vanadis 4 Extra (1975°F)
We have tested toughness for M390 and 20CV with the same heat treatment, and the difference was probably within the scatter of the test: 8.8 ft-lbs for M390 and 8.2 ft-lbs for 20CV. We have more comparisons between 4V and Vanadis 4 Extra coming, the only comparable test done so far were transverse toughness tests of both with the same heat treatment which resulted in approximately 64 Rc. The transverse toughness comparison is a good one because Uddeholm has claimed superior transverse toughness in some cases, and Crucible has claimed superior toughness in the transverse direction is the result of finer carbides (see the S30V datasheet). The toughness of 4V was 11.9 ft-lbs and Vanadis 4 Extra was 9 ft-lbs. The Vanadis 4 Extra was 0.6 Rc harder, though. But based on these limited comparisons there does not appear to be a big difference in toughness between the different manufacturers. We will see if anything changes with further Vanadis 4 Extra and 4V toughness tests.
Another comparison is between Crucible 10V, Bohler K390, and Uddeholm Vanadis 8. Each has a somewhat different composition to achieve the same thing – 15-18% vanadium carbide volume. Bohler and Uddeholm claim that their version is an improvement on the older 10V. I have not tested the toughness of them to compare, but the carbide sizes are relatively similar:
Crucible 10V (1800°F)
Uddeholm Vanadis 8 (1900°F)
Bohler K390 (1975°F)
From the micrographs it looks like 10V and Vanadis 8 have somewhat less carbide volume and smaller carbides than the Bohler K390. The 10V was austenitized at a lower temperature (1800°F) than the other two (1900 and 1975°F). Higher austenitizing temperature means more carbide is dissolved. It is difficult to know if there is a true size difference without a full statistical analysis. However, the bottom line is if any of the powder metallurgy steel companies have a carbide size advantage it is a minor one.
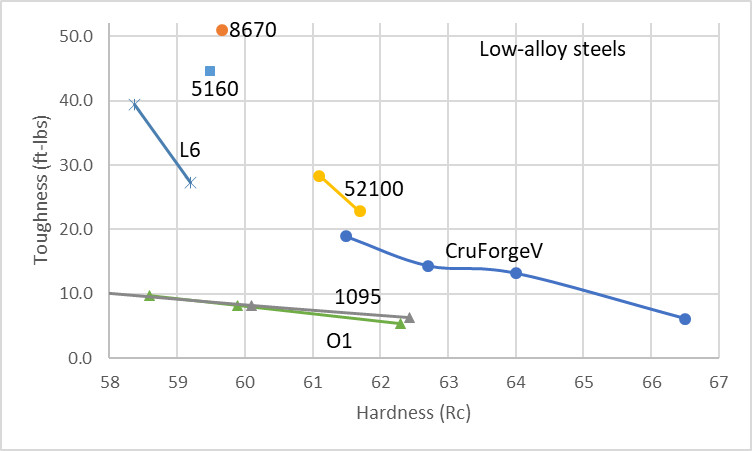
Low Alloy Steels
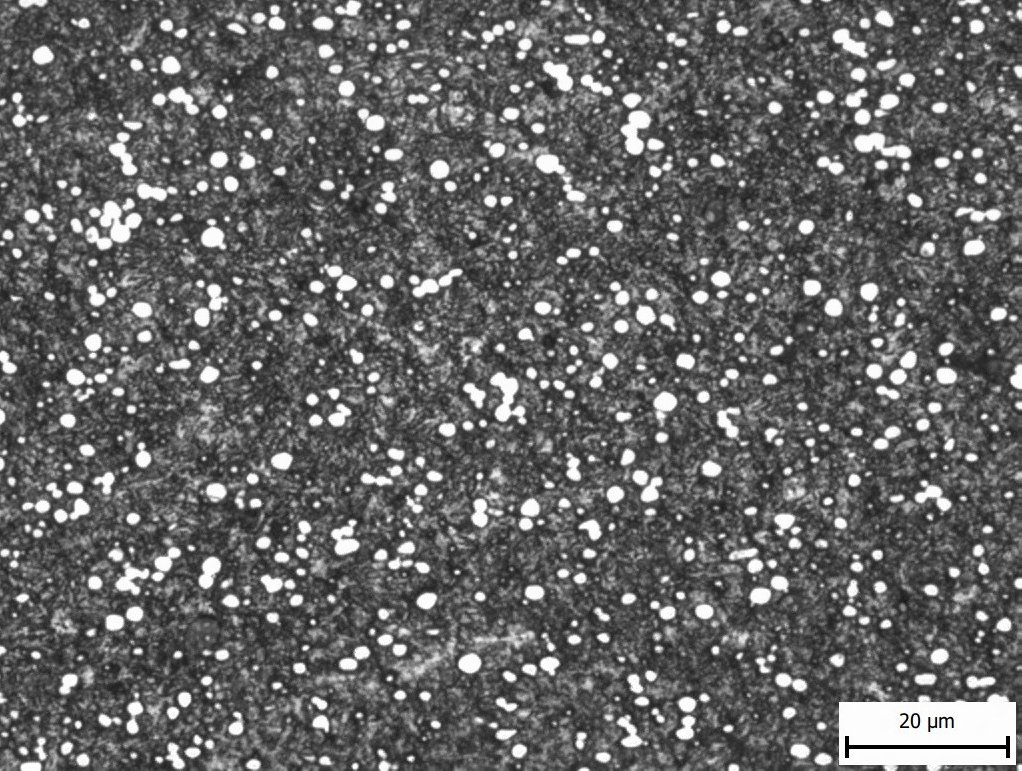
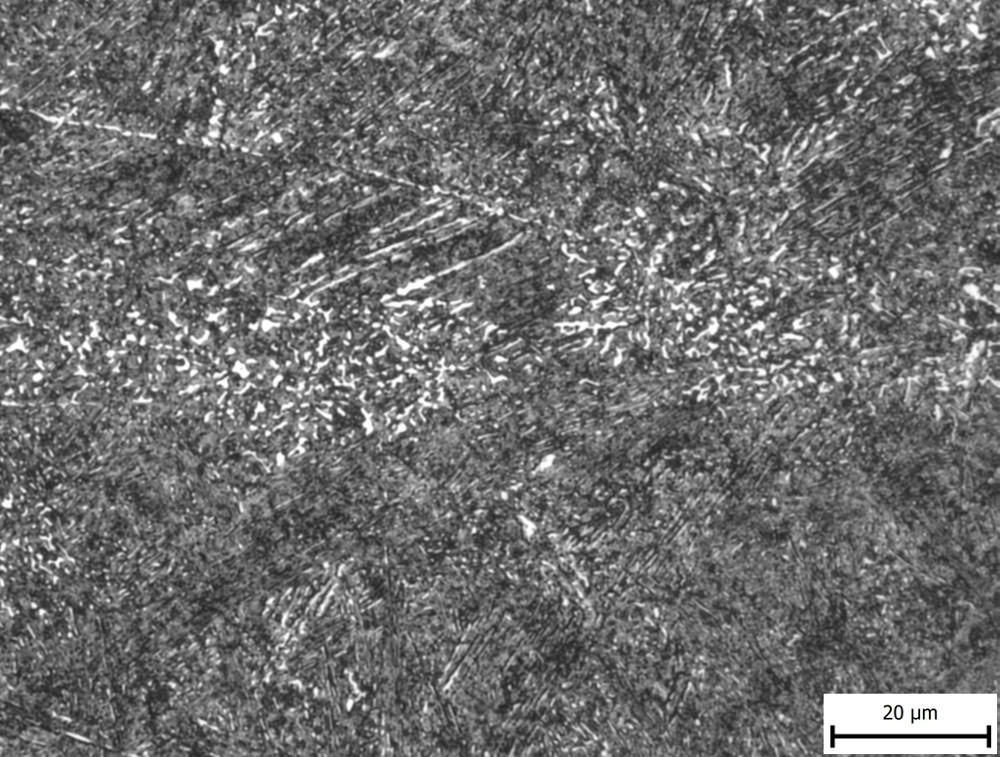
Low-alloy steels used in forging typically have relatively small amounts of carbide. For some reason I had a hard time removing scratches from these steels so there are stray scratches visible in some of the micrographs. The high toughness steels 5160, 15N20, L6, and 8670 barely have any carbide at all:
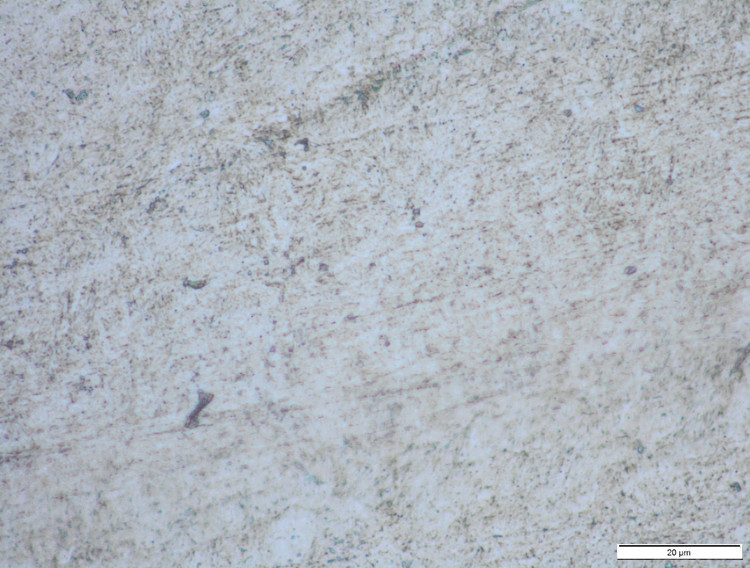
5160 (1525°F)
8670 (1525°F)
L6 (1550°F)
15N20 (1475°F)
The common high carbon steels 1095, 52100, and O1 have some carbide, still less than 6% or so. The carbides are, in general, very fine, though O1 has the largest carbides followed by 52100 and finally 1095. This surprised me because typically it is reported that 52100 has the most carbide, and ThermoCalc predicts over twice as much carbide in 52100 as O1. However, the smallest carbides are not well resolved by the microscope so determining the carbide volume is difficult without scanning electron microscopy.
1095 (1475°F)
52100 (1500°F)
O1 (1475°F)
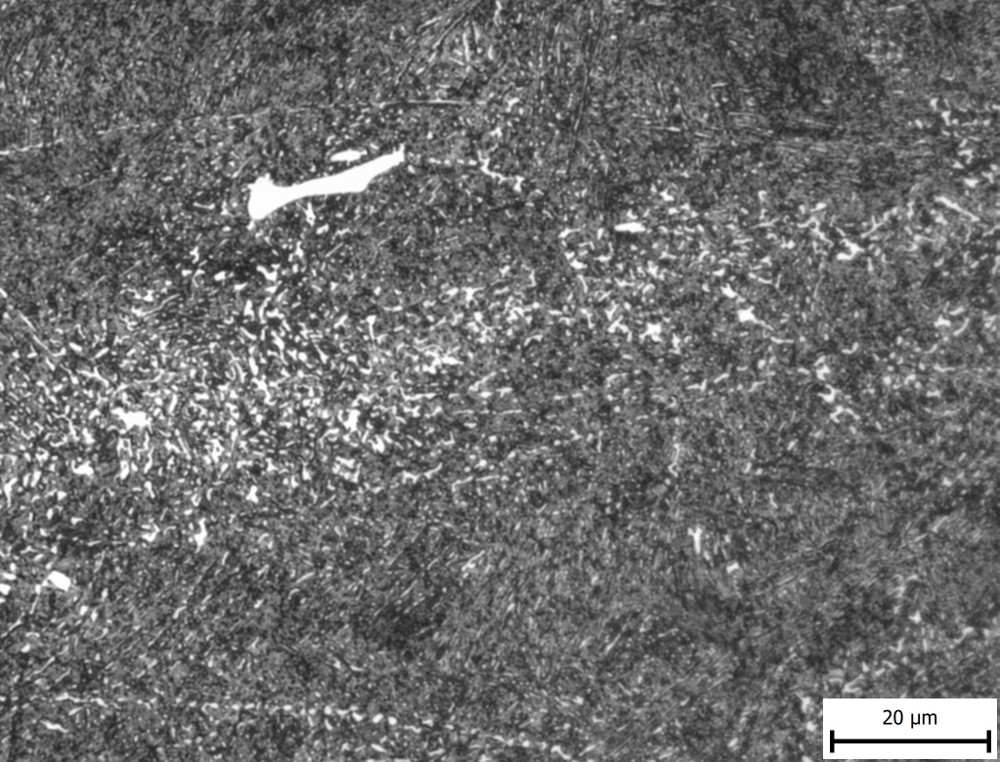
CruForgeV with its vanadium addition has a somewhat different microstructure. Most of the steel has a finely distributed carbide structure but there are occasional larger vanadium carbides which are a few microns across. The larger carbides are rare so there probably aren’t many in the edge, I think.
CruForgeV (1500°F) – area 1
CruForgeV (1500°F) – area 2
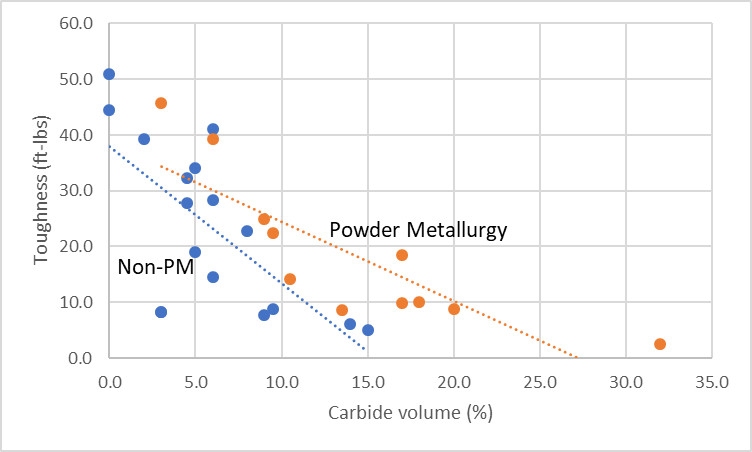
Comparing Carbide Structure with Toughness
We can now compare our toughness measurements with carbide structure. Larger carbides and more carbide leads to poor toughness. However, having a small volume of small carbides is not a guarantee of high toughness. A steel that is overheated in hardening and then tempered in the embrittlement range will have poor toughness nor matter what. But there are more subtle factors that lead to different levels of toughness even if heat treated “optimally.” We don’t always know how the different alloying elements and steel processing interact to lead to the final properties that we measure. High carbon in solution leads to brittle “plate martensite” which reduces toughness. Nickel additions can improve toughness, particularly at low temperatures. And silicon suppresses carbide formation in tempering to avoid tempered martensite embrittlement. Therefore the carbide volume of the steel can be thought of as the “upper limit” of possible toughness. A 30% carbide volume steel is never going to have the toughness of a well heat treated 8670 or Z-Tuff, but a 0% carbide steel can be just as brittle. Ideally we would like to use steels that have the best possible toughness and wear resistance for a given amount of carbide. Some steels seem to outperform their carbide volume, which would be an example of a steel with near-maximal toughness for that amount of carbide. And some steels seem to do poorly in toughness testing despite small carbides. I will discuss a few examples here:
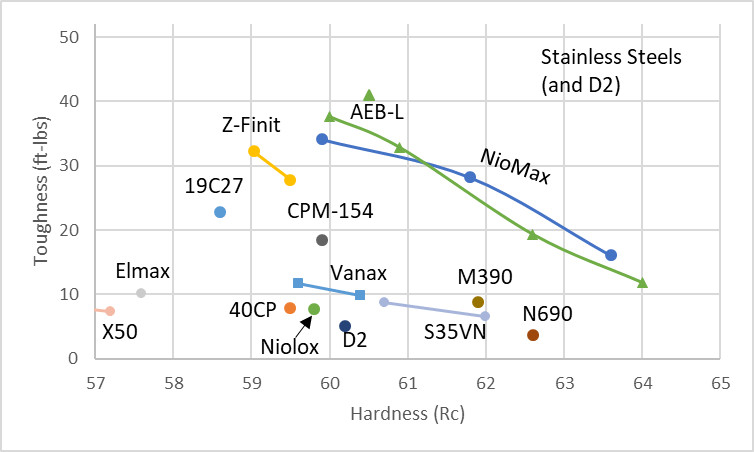
L6, 5160, 8670, Z-Tuff, 3V, AEB-L, NioMax, 52100, and Z-Finit all have a small volume of small carbides and that is reflected in their excellent toughness. Those steels show the benefits of a small volume of carbide. Steels with large carbides or a large volume of them include D2, Rex 121, and N690, and all of those have relatively poor toughness. The sprayform version of D2, PSF27, has roughly twice the toughness of D2 due to smaller carbides. I have not tested the toughness of CPM D2 yet. Z-Wear (CPM CruWear) also has double or better the toughness of conventional CruWear due to the powder metallurgy process. In those cases decreasing the carbide size while maintaining the same carbide volume improved toughness. The toughness of CPM-154 with 16% carbide volume was significantly better than Vanax, Elmax, or S35VN which have a similar amount of carbide. And that is despite CPM-154 having larger carbides than either of those steels. The reason for the better toughness of CPM-154 is not known to me. Perhaps the more “clumpy” carbides in Elmax or S35VN is detrimental to toughness. Or maybe the high molybdenum or CPM-154 leads to improved toughness. Vanax and Elmax have a similar amount of carbide/nitride, but the Vanax has smaller particles, which may explain why it has improved toughness in comparison to Elmax. M390 has slightly better toughness than S35VN despite having more carbide, and again I do not know the reason. It is probably due to more subtle alloy in solution or retained austenite differences which are more difficult to pin down. O1 and 1095 have small carbides and a small volume of them but both have significantly less toughness than steels like 52100 or AEB-L. My guess is that those steels are more likely to form “plate martensite” due to high carbon in solution but I can’t say for sure. I explained why 52100 has less carbon in solution in this article. The X50Cr15MoV steel has surprisingly low toughness, perhaps that is explained by the scattered large carbides that were seen in the micrographs. Niolox has a little bit less toughness than PM stainless steels like S35VN or Vanax which is probably also explained by the large carbides that are found in the steel.
I have correlated carbide volume versus toughness in the chart below, for hardness between 58-62 Rc, except for Rex 121 which was 67 Rc. It is clear there is a correlation between carbide volume and toughness but there is a significant amount of scatter for the reasons described above. 1095 and O1 in particular throw off the trend lines. Powder metallurgy in general shows better toughness for a given amount of carbide, but the difference is greatest for high carbide volumes. At small amounts of carbide non-PM steels can have similar or better toughness depending on the composition.
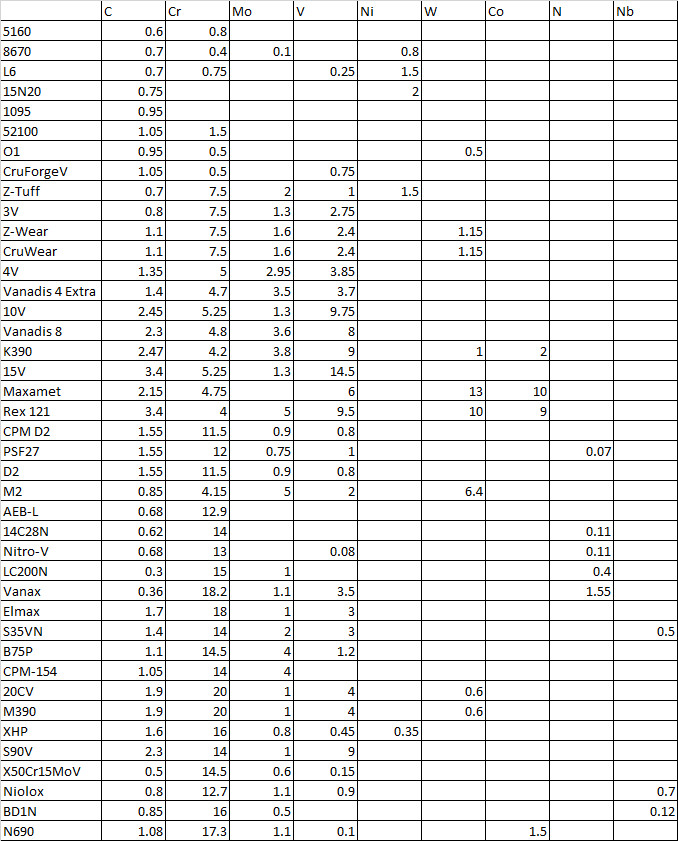
Edge Retention
I also have extensive articles on the effect of carbide on edge retention: Part 1 and Part 2. The type of carbides is much more important for edge retention while for toughness it is the size and volume of carbide that primarily matters. I also have tables in both articles that have experimentally reported carbide types and amounts for a wide range of knife steels which come from different sources, mostly datasheets, patents, and journal articles. The exact numbers may not line up perfectly with those reported in this article because I measured the carbide area myself from the micrographs. Vanadium and niobium carbides are the hardest and they contribute the most to edge retention. In order of decreasing hardness, next comes chromium carbides, then molybdenum/tungsten carbides found in high speed steel, and finally iron carbide (in low alloy steels). Therefore we would expect low alloy steels with iron carbide only to have significantly less wear resistance and therefore slicing edge retention. Read those two articles to learn all about it.
The Future
In the future I would like to add more steels. In particular I would like to do 440C, 154CM, ZDP-189, S30V, S60V, S110V, S125V, CPM-M4, A2, 19C27, Blue Super, Blue #1, 1.2519, and 1.2442. And any others I can get my hands on and find the time to polish and etch. I would also like to use the same polished samples to look at with scanning electron microscopy (SEM). The SEM can use “backscattered” mode which can be used to differentiate between carbide types (brighter or darker in the microscope). The approximate composition of the matrix in terms of chromium and molybdenum can also be measured with Energy-dispersive X-ray spectroscopy (EDS).
Summary
The carbide structure of knife steels is controlled by the composition and the production method of the steel. The microstructure has a strong effect on the final properties of the steel, though there are exceptions where the carbide type and size does not lead to the toughness that we might expect. The carbide content can be thought of as setting the “upper limit” of potential toughness. Powder metallurgy leads to smaller carbides, though with more carbide the particles are larger. I did not see a big difference in carbide size between Crucible, Uddeholm, and Bohler. The composition of the powder metallurgy steels made a much larger impact on carbide size than the manufacturer. Limited toughness testing comparisons between the manufacturers also did not reveal clear differences between them. Stainless PM steels generally have pretty large amounts of carbide which is why the carbides are larger and toughness is lower than some non-stainless PM steels like Z-Tuff, 3V, or 4V/V4E. Low alloy steels generally have a small amount of very tiny carbides which explains their relatively low wear resistance. The mid-carbon steels 8670, L6, and 5160 have the high toughness to match, while 1095 and O1 have only “OK” toughness given the small carbides. Some steels like Niolox and X50Cr15MoV have only a medium amount of carbide, but the presence of some large carbides reduces the overall toughness.
Additional Micrographs
154CM – 1950°F
440C – 1900°F
A2 – 1750°F
Caldie – 1850°F (3% carbide volume)
S30V – 2000°F (17% carbide volume)
VG10 – 1975°F
ZDP-189 – 1850°F (31% carbide volume)
Super Gold 2 – 2000°F (16.5% carbide volume)
CPM-M4 – 2050°F (8.5% carbide volume)
S60V – 2050°F (17% carbide volume)
S110V – 2050°F (27% carbide volume)
19C27 – 1950°F
S45VN – 2000°F
V-Toku 2 – 1475°F
Blue Super – 1475°F
Blue Super – area 2
A8 Mod – 1900°F
A8 Mod – area 2
1.2562 – 1475°F
1.2562 – area 2
1.2519 – 1525°F
1.2519 – area 2
1.2442 – 1475°F
26C3 – 1475°F
420HC
CPM-T15 – 2150°F
Rex 76 – 2150°F
S125V – 2150°F – 27% carbide volume
SPY27 – 2050°F
Z-Max/Rex 86 – 2150°F
M398 – 2050°F – 29% carbide volume
Nitrobe77 – 1975°F
WFN – 1975°F – 51% carbide volume
Vancron – 1975°F – 16% carbonitride volume
This is a fantastic article that knifemakers can use as a reference. I would only add also 1.2562 to the steel mix as it is becoming more available (especially in Europe).
Thanks, Matus. Which company is providing the 1.2562?
In comparison betwen xhp and elmax why xhp have more carbides (21% vs 19%) but elmax have more carbon, chromium and vanadium?
Good question, Alex. I don’t think there’s an easy answer. Elmax has slightly more carbon and chromium, that’s true. Vanadium doesn’t necessarily lead to more carbide but definitely changes the carbide structure. Perhaps the change with vanadium leads to the difference in amount of carbide. And the Elmax was austenitized a little higher. And in the end the two have pretty similar carbide volume, it’s not as if one has incredibly more than the other.
Slowly soaking up all the information on the sight, love it! Was looking forward to the graphs for 15N20 but it didn’t make it onto any of them. Wondering where and how it stacks up? Keep up the awesome work!
L6 is relatively similar but has some more alloy. I think we will test some at some point.
I am curious if YOU are curious about what the “best” damascus would look like in a micrograph. I am even more curious about how a meteorite would look- that is. An iron/nickel meteorite that might be put into damascus.
Just wondering how millions of years in space would affect crystal arrangement. Ideally, a sample from an asteroid that hasn’t gone through the atmosphere would look.
There’s at least a small possibility that in our lifetime we might be able to mine some in space and see the structure before the heat of entry through the atmosphere changes things.
Have you also considered looking into some of the original Wootz damascus to see what that might look like?
Maybe I am not getting the main point here, but nature usually does things pretty efficiently so it seems like it would be interesting to see how these crystals decide to arrange themselves.
Hi Frank, there is a whole portion of metallurgy and microscopy dedicated to studying meteorites. Maybe this will get you started: https://vacaero.com/information-resources/metallography-with-george-vander-voort/153771-metallography-of-iron-nickel-meteorites.html
Hello. I appreciate you presenting so much science here.
I am an amateur “knife nerd”. I have an idea for a tougher steel with good edge holding, while retaining corrosion resistance. Might it not be profitable for a steel of the type below to be developed, tested, and if truly substantially improved, used and promoted? Here are some chemically related competitors:
http://zknives.com/knives/steels/steelgraph.php?nm=cts%20b70%2C%20yushu%2C%20×15%2C%20lc200n%2C%20becut&hrn=1&gm=0
chemistry of new steel idea:
carbon .35
chromium 14.5 (slightly less?)
molybdenum 1.6
vanadium .6
nitrogen .5
niobium .32
nickel .7
manganese .8
silicon .6
copper .3
example usage scenarios:
Various knives (specifically with edge geometry thinner than average) from every day carry to industrial, fishing, and other marine uses.
Maybe I am wrong about this, but it seems worth exploring. I appreciate your time.
Hey larrin! i enjoy your work so much! please tell me, i love using xhp steel with a super toothy edge, lansky coarse dyamond with only leather stropping , stays very shaving , and cut very aggressive cardboard ! I love it! but I wanted a better steel for this super toothy finish, will the s110v is the best for me ? or maxamet be better? thanks from Portugal !!!
For slicing with a coarse finish you want high wear resistance. So both S110V and Maxamet would be good ones to try.
Hello,
I am new in the knife world and I in the first steps of discovering this large subjet.
I would like to know more about the influence of the manufacturing process, specially the pro and cons between the mills steels (sheet and bars).
For the same steel grade, according to my low understanding, I think the bars steel are better than the sheet steel, why is that? the carbides sizes are smaller?
The carbide size is improved by more reduction, so it depends on the size of the bars or sheet.
Here is another knife steel “recipe hypothesis”. I am just an enthusiast, and I am still learning, but as I learn about knife steels I can not help but get ideas. Please excuse any foibles; I appreciate the very helpful work that you do.
goals: high toughness balanced with good edge holding and stability (at lower edge angles); good corrosion resistance
I was inspired to make a guess at this recipe by this site and others, and the following steels: 3V (and 3V modified), LC200N, Becut, and B70P. I aimed to “make the most of” the least amount of alloy additions and minimize carbides for increased toughness. I aimed for the lowest percent I understand stainless to be commonly defined as by chromium percent, while seeking additional enhancements with the other elements. The listed “explanations” are not complete; I am just expressing some of my thought process.
element % notes
carbon .3 reduced carbon for better corrosion
resistance
chromium 10.1 corrosion resistance; this percent for
toughness balance, maybe this can
be even lower?
molybdenum 2 corrosion resistance; anti brittleness;
hardness; inspired mostly by Becut & B70P
tungsten .4 corrosion resistance; hardness; 3V inspired
vanadium 2 hardness; this percent for balance of
hardness, toughness, and grindability
nitrogen .5 corrosion resistance; hardness; LC200N
inspired
niobium .3 finer grain structure, toughness; hardness?
nickel .4 toughness; hot workability (Cu related?)
manganese .4 3V inspired percent
silicon .9 3V inspired percent; toughness
copper .5 corrosion resistance, strength, finer grain
structure? (do not exceed .75 for maximum
transverse toughness?)
Any thoughts?
Hi JKNerd,
I have a couple critiques of your proposed design. One is that the high nitrogen content of LC200N is from PESR which tops out around 0.5% and a target of 0.4% might be more realistic. I think the tungsten and copper are mostly unnecessary to the design, and possibly nickel as well. The chromium is of course a bit on the low side for a stainless steel. You may want at least 10.5 or 11%. If the rest of the design can be balanced to avoid chromium carbide after heat treating then the higher chromium will not reduce toughness. The biggest issue with the design is that I don’t think it will reach high enough levels of hardness. Most of the nitrogen is eaten up by niobium and vanadium leaving only the carbon for hardness and of course some of that goes to making carbides as well. In other words, your carbon+nitrogen is similar to LC200N but then you added 2% vanadium on top of it without any extra carbon to form vanadium carbides.
I wrote to you about using O1 with .20 vanadium addition and holding it at 1475 for 15 minutes instead of the old standard of 10 minutes for O1. O1v comes out a little tougher and harder as it makes a few more carbides. I was informed of this by Hinderliter Heat Treat company and I’ve noticed the difference. Kevin Cashen also recommends the 15 minute hold times as well I’ve been told. I wonder if the “Kevin” who I spoke too at Hinderliter was Cashen.
I always wondered why they added .50% tungsten as I don’t believe it makes carbides and now some are removing the W and replacing it with .50% molybdenum. I do not know the steel company that makes the O1, but two of my suppliers are selling it. Jantz Supply and Tool Steel Service of Bloomfield, IL.
My question Larrin is, what does tungsten at .50% accomplish in O1, is it a carbide inducer like chromium is and thus makes more ferrite? Also would Moly do the same instead of the tungsten? I always used to buy my O1 from Jantz, but I was stumped as to why they changed unless they buy it from Tool Steel Service as they do not divulge that information. I changed to Cincinnati Tool Steel where I used to get S5 from.
Kevin Cashen has, according to NJSB, gone to 20 to 30 minute soak times for O1 and I don’t know if it’s O1v or not, doesn’t say. That is putting knives into the oven at 1460-80 and then quench after soak. No preheat. It’s on a pdf.
https://newjerseysteelbaron.com/heat-treating/
It sounds like the person you should be asking these questions to is Kevin Cashen.
At the time O1 was developed it was thought that tungsten did contribute to hardenability but it was also used for wear resistance so it is hard to say exactly why it was added. If the O1 doesn’t have W in it then it isn’t O1 it is something else. Mo contributes more to hardenability than Mo, of course. It wouldn’t add as much to wear resistance as W probably.
Hey Larrin, thank you so much for creating this website and investing your time and money to make this content.
I have a burning question about carbide volume, type, and abrasives. Is it possible to draw a rough line as to when switching from traditional abrasives like water stones to diamond becomes almost necessary? Would it be around 6% carbide volume? More? Less? How much is grindability controlled by carbide volume vs type vs hrc? Currently all of my personal knives are high carbide stuff with S30V being on the low end and K390 and S90V on the high end. I am wanting to have a folding knife that I can effectively sharpen on water stones and ceramic instead of diamond and I am wondering how low in carbide volume I should aim? It’s hard to find a folder in 52100 other than some rare Spyderco sprints. What about magnacut? Would it make sense to sharpen or even reprofile on a set of water stones?
Typically people talk about carbide hardness being the difference between “requiring” diamond abrasives. But then some people do create a dividing line in terms of how much vanadium carbide is in the steel. There are no real cutoff points, and a traditional waterstone can sharpen steels like K390 and S90V. There are debates and studies on whether diamond/CBN abrasives lead to better performance in some way. But I wouldn’t say there are any definitive answers at this point.
Hey, Larrin, thank you so much for these graphs! I have a question, the SG2 looks quite a bit coarse than the S35VN but their composition is not that far apart, and you rate them pretty close. Is there a reason why SG2’s carbide is much larger? Thanks!
S35VN has less chromium plus higher vanadium and a niobium addition. So SG2 has a higher proportion of chromium carbides and they are larger.
Larrin – I saw the other day (while looking for toughness numbers on W1) that an old bladeforums post showed plans for someone to send you W1 and W2. W1 is wide spec, I guess, but a lot of it around is Precision rod, which is in a much tighter spec, and I guess W2 is exclusively NJSB – the two aren’t much different.
I see no micrographs here and nothing on the toughness results. I’m asking out of curiosity because it seems sort of like 1095 in terms of feel and look of snapped samples, but not identical.
Did I miss seeing them somewhere? If not, I could send you a couple of flat stock coupons in W2 unless it’s not glamorous enough to waste your time on. I have W1 only in rod and couldn’t easily make a coupon to test without forging, which would throw the results.
I don’t recall testing any W1 or W2.
Hello Larrin,
first, I want to thank you very much for this great article and information, quite a lot of work behind this.
I was somewhat surprised by the toughness of CPM-154 vs S35VN vs M390. In this very article + Toughness-Hardness graph (2019), CPM154 is indeed well above both S35VN and M390 which is even a little tougher than S35VN.
However, in the Stainless Steels Rating table (2021), toughness for those very steels are rated this way:
CPM154: 5
S35VN: 5
M390: 3.5
Is it because further toughness testing (after 2019) has demonstrated different results?
Thanks a lot!
Read this article: https://knifesteelnerds.com/2020/03/16/how-to-heat-treat-cpm-154-toughness-experiments/
Thanks a lot Larrin, sorry I hadn’t seen and read the suggested article before posting my question.