Thanks to Mikolai Kawai and Tyyreaun for becoming Knife Steel Nerds Patreon supporters!
I have now published two CATRA edge retention testing updates to Patreon for those that want a preview of testing before a full article will eventually be written.
Background Information on 154CM
I already have an article about the history of 154CM and CPM-154 and the general properties of those steels. 154CM dates back to about 1959 and was developed by Crucible Steel for bearings that require both corrosion resistance and “hot hardness” to be able to run at higher speeds where heat is built up. The steel gained traction in knives when Bob Loveless promoted it in the early 1970’s. Bob Loveless later began importing Hitachi ATS-34 which was identical in composition. Damasteel introduction RWL-34 in 1995 which is a powder metallurgy version of 154CM. Crucible released their powder metallurgy version, CPM-154 around 2005.
CPM-154 is known for its ease in finishing combined with good all-around properties including good potential hardness, edge retention, and toughness.
CPM-154 Heat Treatments
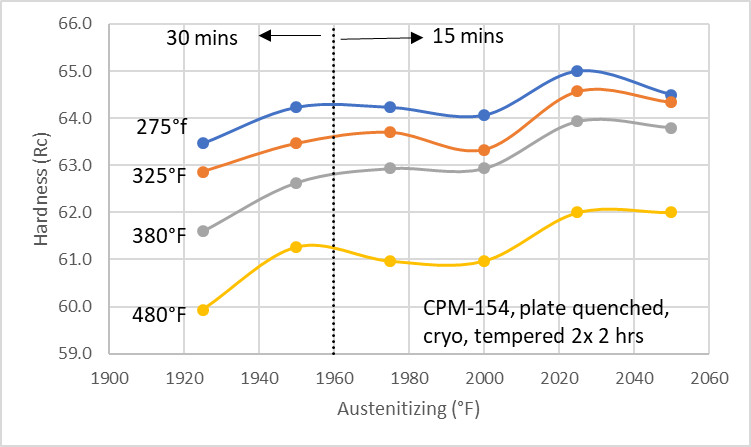
I recently did a range of experiments heat treating CPM-154 to learn more about its optimal heat treatment. I wrapped coupons of CPM-154 in stainless foil and austenitized at a range of temperatures followed by a plate quench between aluminum plates, then into liquid nitrogen for a cryo treatment, followed by tempering twice for two hours each time. I used a 30 minute austenitizing time for temperatures up to 1950°F, and 15 minutes above. This is half of the time recommended by the Crucible datasheet, as it recommends 1 hour up to 1950°F, and 30 minutes above. This change in austenitizing time led to a levelling off of hardness above 1950°F until it increased at 2025°F. The hardness then dropped slightly when using 2050°F, presumably due to excess retained austenite.
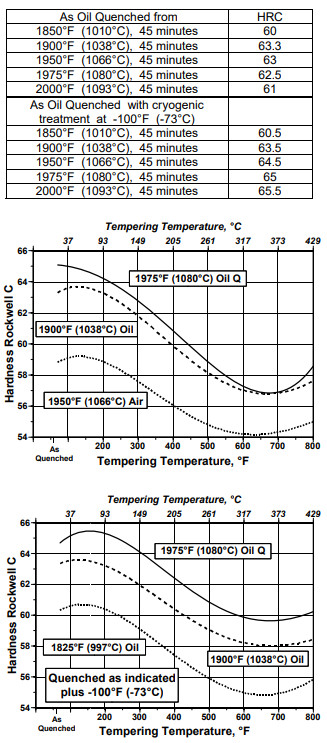
These measurements were somewhat higher than those reported in the Crucible CPM-154 datasheet:
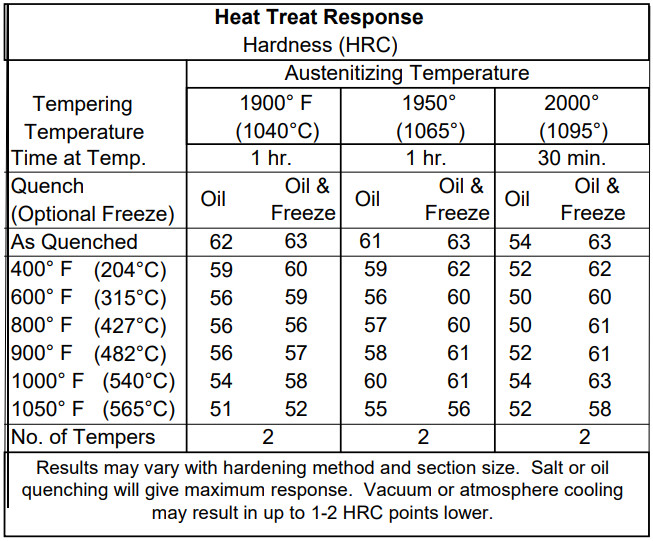
My values show some significant differences from the Crucible data, including some odd reported values for as-quenched hardness by Crucible, where they found hardness was 63 Rc with a cold treatment regardless of the austenitizing temperature. So I compared my hardness values against those from Crucible, Hitachi ATS-34, and Latrobe 14-4CrMo:
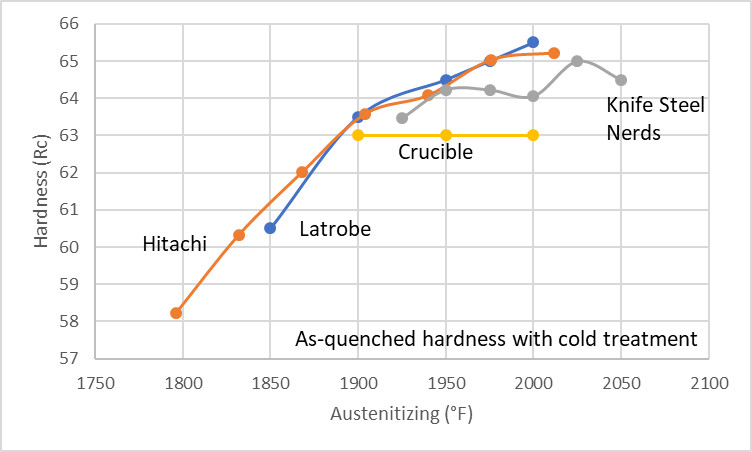
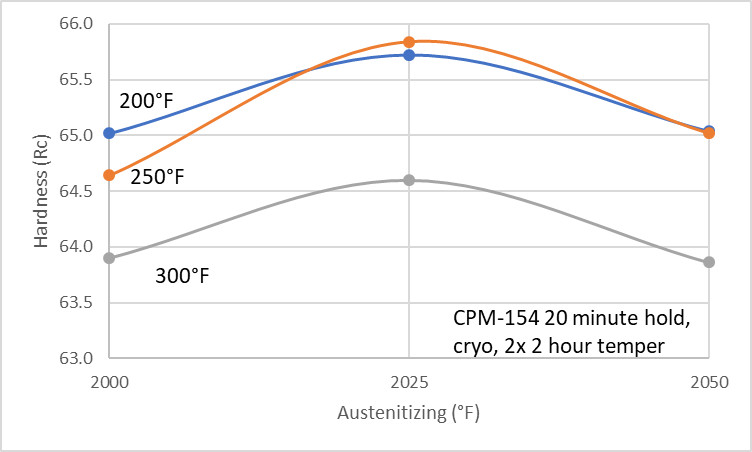
The Hitachi and Latrobe numbers are very close to each other, and largely agree with my measurements. Both Hitachi and Latrobe used a longer austenitizing time than I did which probably explains the small deviation. So I would recommend using the Latrobe datasheet rather than Crucible’s for heat treating 154CM and CPM-154. You can see the Latrobe datasheet here: 14-4CrMo Datasheet. And here is the data for as-quenched hardness and tempering from Latrobe:
High Hardness Heat Treatments
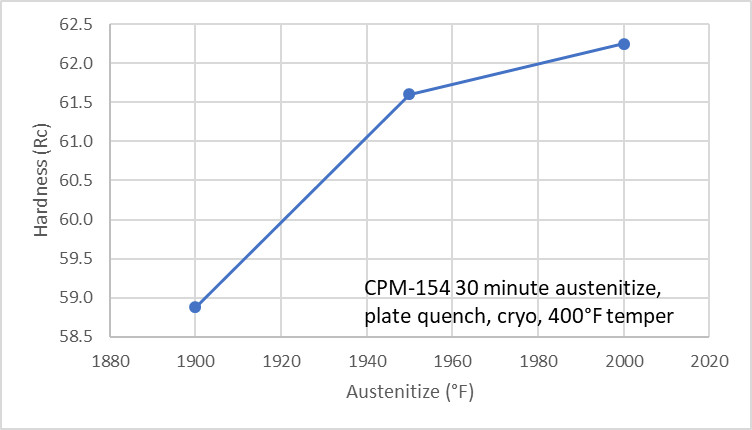
I also performed some heat treatments to specifically target maximum hardness for CPM-154. These experiments were done in my study on ZDP-189 to see if any steels could be used as an alternative to ZDP-189 because of its poor corrosion resistance. For these heat treatments I used a constant austenitizing time of 20 minutes along with the plate quench and cryo treatment. And I used low tempering temperatures to maximize hardness:
2025°F was still found to be the peak in hardness. I normally don’t recommend lower than 300°F tempering but that temperature still resulted in over 64 Rc, which is high enough for most any knife. I also did a toughness test using the 2025-300 heat treatment which will be described in the toughness section below.
Toughness Measurements
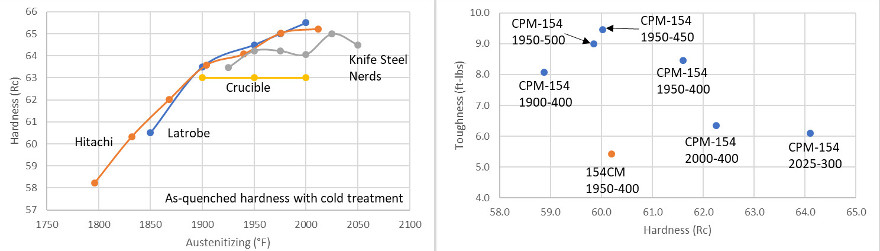
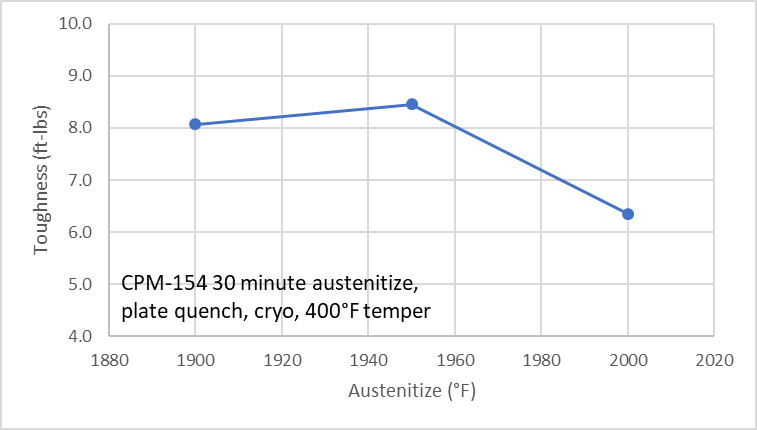
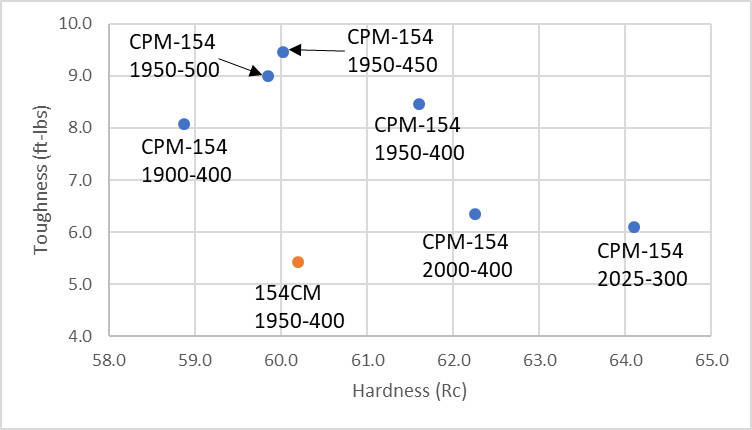
I also performed toughness measurements using a range of heat treatment parameters, including austenitizing temperatures from 1900-2025°F, and tempering from 300-500°F. I used the standard toughness test we have been performing with 2.5 x 10 x 55 mm unnotched specimens. A few of these were machined by knifemaker Mike Pierce so thanks to him for helping. First I measured the effect of austenitizing temperature with 1900, 1950, and 2000°F by austenitizing for 30 minutes, plate quenching, cryo, and tempering 2x for 2 hours each time. Each of those was tempered at 400°F. Hardness was increased with higher temperature, but there was a peak in toughness when using 1950°F. Higher austenitizing temperature can lead to a reduction in carbide content for an improvement in toughness as was seen with S35VN, but with higher temperature there can be a danger of too much carbon in solution leading to brittle plate martensite or grain growth. You can read more in this article on Austenitizing.
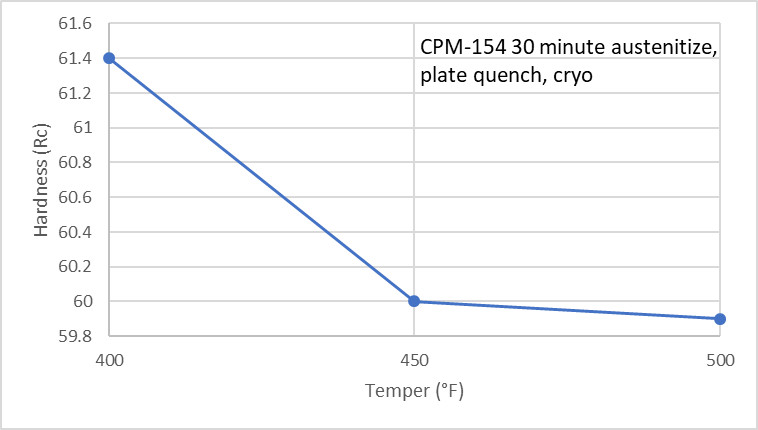
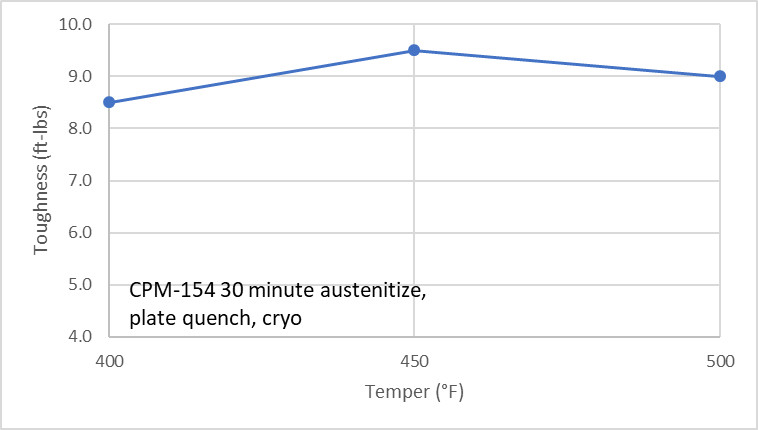
I then used the 1950°F peak toughness and tried tempering temperatures of 450°F and 500°F to see if toughness could be further increased. An improvement in toughness was seen with 450°F but a small drop when using 500°F. This is consistent with many other steels we have looked at, likely due to “tempered martensite embrittlement” when tempering too high. Some steels have shown a drop when tempering even at 450°F so it is an important test to conduct when finding the maximum tempering temperature. The combination of a decrease in both toughness and hardness when tempering at 500°F is unlikely to lead to horrible properties but it does mean that it has a sub-optimal hardness-toughness balance when compared with tempering at 450°F.
As mentioned previously, I also did a heat treatment using 2025°F austenitize and a 300°F temper for a maximum hardness heat treatment. Surprisingly, the toughness was only slightly less than the 2000-400 heat treatment. Perhaps the shorter austenitizing time helped with the higher temperature. Or maybe the drop in toughness by tempering at 300°F simply didn’t have that much effect at such high hardness. Regardless, the toughness ended up pretty good relative to the high hardness. I have also shown on this chart the result of 154CM which was heat treated with 1950-400. The toughness is significantly less than CPM-154 as expected by the coarser carbide structure:
CPM-154 Toughness Compared to Other Steels
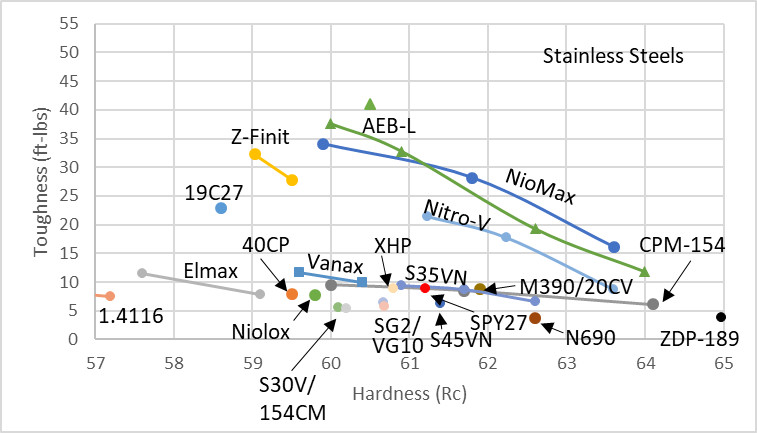
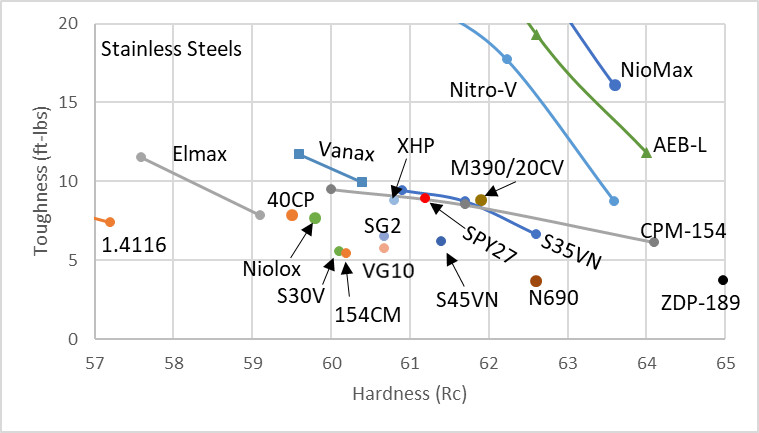
Taking the best toughness results and plotting them vs other stainless steels shows that CPM-154 compares favorably to other PM stainless steels, similar to S35VN and better than steels like Elmax, Super Gold 2, and S45VN:
Previous CPM-154 Toughness Measurement
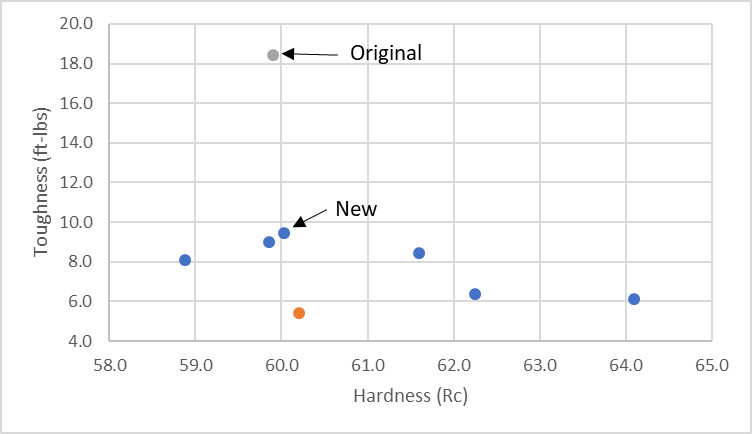
Eagle-eye Knife Steel Nerds readers will notice that these toughness values for CPM-154 are lower than one that has been on previous stainless toughness charts. That original heat treatment used 1950°F austenitize and a 450°F temper, and resulted in similar hardness to these new measurements. The originals were heat treated and machined by Devin Thomas. However, the toughness is nearly double of the newly tested specimens:
That value has been looking suspiciously high for some time now, however, which is part of what spurred on this study. When we originally measured the toughness we had fewer results, of course, and the CPM-154 seemed to be in line with expectation:
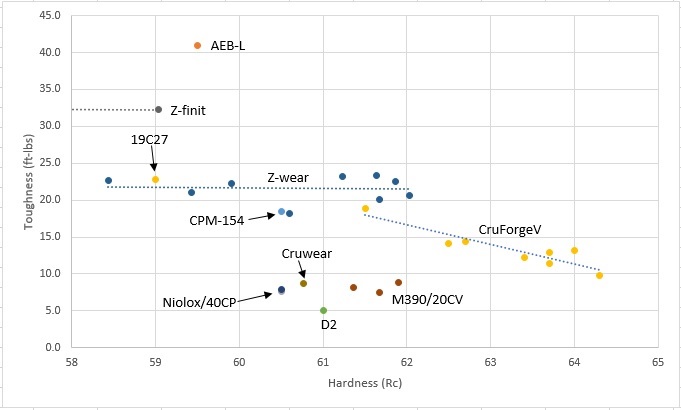
So the CPM-154 had superior toughness to conventional steels Niolox, D2, and CruWear (non-CPM). And better toughness to the much higher carbon M390. But it had lower toughness than AEB-L which has significantly less carbide. So it seemed to fit. However, as we added more and more stainless PM steels none of the others were really reaching beyond 10 ft-lbs as can be seen in the other chart. CPM-154 has as much carbide as those other PM steels so its value looked more and more questionable:
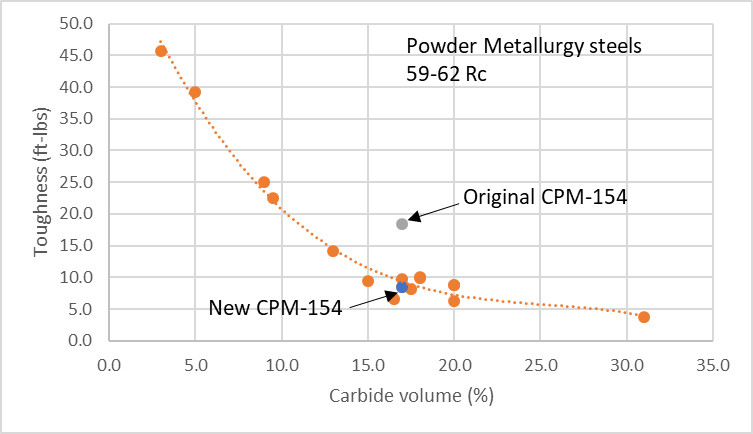
You can see that when looking at the carbide content the original CPM-154 measurement just looked too high. Every other steel with a similar carbide content was maxing out around 10 ft-lbs while the original measurement was significantly higher. And there was no clear reason why CPM-154 would manage such high toughness. It does have higher Mo content, but other high Mo grades like Super Gold 2 with its 3% did not approach CPM-154. And looking at the microstructure of CPM-154 its carbides are no smaller than other steels, such as this comparison between S35VN and CPM-154:
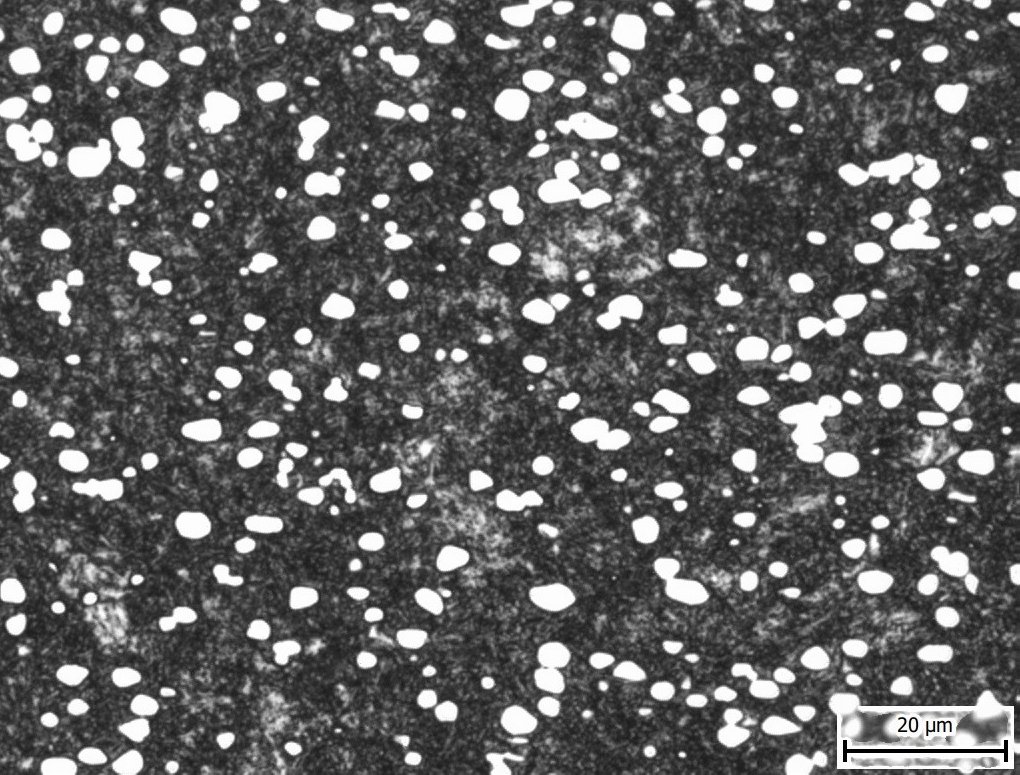
CPM-154
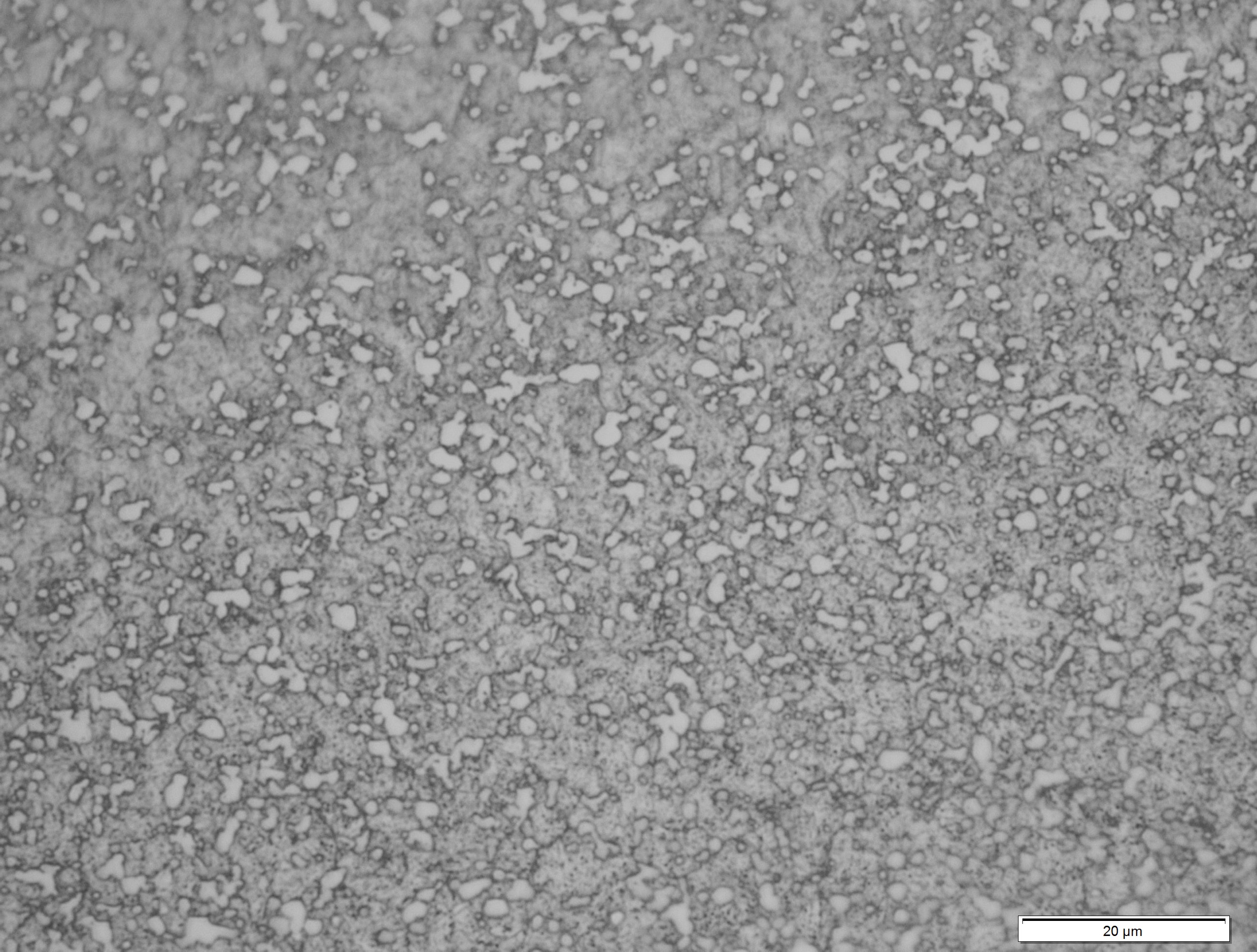
S35VN
So this is why I ran all of these CPM-154 experiments to see if I could replicate the original result and I was unable to. So I next did several tests on the original broken specimens to see if I could determine what the difference could be.
Investigation of Original Broken Specimens
My first concern was that perhaps there was a wide range of scatter in the toughness measurement of the original specimens. Maybe there was one outlier value that raised the average. However, the three values for toughness were 18.5, 16.8, and 20 ft-lbs, all within a reasonable range for the resulting average of 18.4 ft-lbs. So an outlier was not seen in any of them. I measured the specimens, the thickness was dead-on at 2.5 mm though the width was out of spec at 10.127 mm vs the target of 10 ± 0.075 mm. However, I don’t think it is far enough out of spec to explain a doubling in toughness.
I was concerned with a steel mixup so I took a micrograph of CPM-154 but it definitely looks as expected, it is the micrograph that I showed above. I was worried maybe it was another steel that just looks a lot like CPM-154 so I measured the composition of the broken specimen with x-ray florescence but the steel was measured as roughly 14% Cr and 4% Mo so it was confirmed to be CPM-154.
I was concerned maybe there was decarb that was not removed at the edges of the specimens where the crack initiates. That would lead to low hardness, perhaps improving ductility and therefore increasing the energy required for energy initiation. However, hardness measurements of the edges of the specimens resulted in an average hardness of 59.4 Rc, compared with 60.5 Rc for the new specimens. So decarb does not appear to have been an issue.
I measured the retained austenite in the specimens with magnetic saturation and found that the original specimens had about 4% less retained austenite, perhaps indicating a faster quench or getting the samples into liquid nitrogen more quickly. However, more retained austenite typically helps with impact toughness as long as it is not excessive. Therefore I do not think that is the reason for the discrepancy.
The CPM-154 used in the original specimens is relatively old, from the first few heats that were available for purchase. However, even if it was some kind of super clean heat with low impurities, excellent processing, etc. we would still expect the carbide volume and size to be the limiting factor for toughness and micrographs confirmed the carbide structure appears as would be expected.
So I am at a loss for why the original specimens tested so high. Maybe the secret to super heat treatments exists in these specimens but more likely it is some kind of outlier/fluke. I wish I knew what the issue was with the original specimens. This is why doing toughness measurements with a range of heat treatments is preferred, of course, to ensure that the trends are fitting expectations.
Summary and Heat Treatment Recommendation
Hardness comparisons with different 154CM-type steel datasheets found that the Latrobe datasheet is closer to heat treating experiments than the Crucible datasheet. Optimum heat treating of CPM-154 was found to be 1950°F for 30 minutes with a plate quench and cryo. Then tempering between 300-450°F depending on desired hardness. A maximum hardness heat treatment (~64 Rc) with decent toughness was 2025°F for 20 minutes with a plate quench and cryo followed by a 300°F temper. If skipping cryo, data from Latrobe and Hitachi seems to show a maximum austenitizing temperature in the 1900-1925°F range but I did not test that. So these heat treatments should not be assumed to work without cryo. Dry ice rather than liquid nitrogen would likely work similarly. But if using no cold treatment or a freezer the peak ausenitizing temperature is likely lower than 1950°F. I would make an austenitizing temperature vs hardness curve and see where the peak hardness is if I wanted to go that route. In this article I also made a comparison with a former CPM-154 toughness measurement which was too high, but was unable to determine why the previous tests were higher.
For my rwl34 heat treat I use 1950 for 20 minutes I believe. Then quench plates with air blown between the plates and immediatety into my freezer. I temper at 975 twice at 2hrs each time. I hardness tested them at my college machine shop with results of 61.5 and 62. Have you tried any cpm 154 with the higher tempering temperatures? If so I’d be interested in your results.
Thanks
Dave
I don’t have much interest in the high temper because of the reduction in corrosion resistance. In our testing of CPM CruWear/Z-Wear a low temper had superior toughness.
Based on what you posted for sv45N I tried some higher temperatures on similar non pm steels. It does seem to dissolve more carbides to useful effect. And of course loads of ra. Will do some more experiments in my hodgepodge way. There is an uddeholm article (white paper) that points to what you might expect, but I ended up using your temps. So thanks! Is the long and short of it, but no we aren’t building pm steels out of ingots yet
It’s definitely important to avoid excess RA. Never austenitize higher than peak hardness.
I would have to do lots before I knew what that was. I tried a 925 C pre quench and a 1050C and oil and -20C after all that and it did become a knife again. As opposed a brittle mess. Which was no worse in carving hard stuff than my datasheet best possible heat treat and it sharpened well will see what happens with LN and a few temps
It’s not too bad, just make small coupons and heat treat in 20-25°C increments plus cold treatment. Then measure the hardness on the coupons.
That is the plan i just always doubt everything. Can I ship them to you for testing
So that makes 24 times however many temper treatments I have… I guess one can batch the different main temp groupings then it would amount to less oven time. Probably makes more sense to break it down in different experiments
You have addressed tempering temperatures up to 500F. The tempering data show a local minimum between 600 and 700F, after which the hardness rises again. Some makers use the higher temperature region. In Don Robinson’s book “Slipjoints my Way”, he tempers CPM-154 at 950F (after austenitizing at 1950, doing a flash temper at 350F, then dry ice cryo overnight). Bob Terzuola does something similar with ATS-34, and he claims there are two advantages to using the high tempering range. He writes: “First, the steel does not develop its maximum toughness and is very prone to chipping and breakage. This I have tested extensively and found to be true, particularly with very thin edges. Second, if a blade is heated above its temper point, say while grinding or sharpening, and the steel tums shades of brown or even blue, the temper will be compromised and become uneven along the edge. This is especially important for those of us who grind or finish blades in the hardened state. If the blade is tempered at the high end of the curve, however, (950 degrees), You can grind the blade blue and beyond without affecting the temper. ”
What are your thoughts for using the high tempering range for CPM-154?
I don’t like using the upper temper for stainless steels because it reduces corrosion resistance, and CPM-154 isn’t exactly stellar in that department to begin with. That plus our testing on Z-wear which found better toughness with a 400F temper than 1000F. So I prefer the low temper.
A lot of the things you describe about brittleness makes sense, due to the flash temper that will stabilise retained austenite, even though at 1950 it should be fairly low. So in thin cross sections ra can behave brittle due to a few reasons. The high temper will tend to fix that by removing the ra. However better toughness can be had if you do other things to reduce retained austenite and use low temper. High temper makes for higher carbide volume and larger carbides, which will tend to lower toughness as well as a few other aspects of how and where the carbides look. Larrin has several articles up that disscuss these, very interesting reading
Something I remembered as I reread this article the other day… I believe your dad forged those first samples to almost size… maybe the dynamic recrystallization did something afterall… not sure it is possible… but hey…
Hello Larrin. In your opinion why there is a so big difference in soaking time from Crucible CPM154 and Damasteel RWL34 (30/60 minuts vs 8 minutes)? Thank you
Difference in philosophy of heat treating, not the grade
So their philosophy is wrong to presume? Why in your tests never use lower soaking times? I would love to see testing this steel with 15 minutes soak,i think that is the reason the toughness was lower on your tests 30 minutes seem to much for this steel.
Reading about CPM154, I can’t find anywhere that specifies the cryo (LN) time. Is 30 minutes good or is it more like N690 with a 3-4 hours?
Cryo time doesn’t change with steel. For any steel it just needs to reach the temperature of the liquid nitrogen; 30-60 minutes is fine.
That’s interesting. As I was searching for N690 heat treat info, the cryo time listed on alpha knife supplie’s site called for -95° for 3-4 hours.
As I was reading your latest article today about the effects of cryo relative to temperature and time, as was thinking as much.
Guess I didn’t have to cryo that N690 neck knife for 3 hours. Lol
I am probably going to use 154MC steel that measures 36″ long x 4″ wide x 3/16″ thick for making some K-blades for sale. I read that it takes 30 minutes at 1950 degrees F to properly heat treat this metal for my purpose. I want to have a very good quality blade and I need to know if I can heat treat at a lesser time and still have a good high quality blade steel? I am also going to use an electromagnetic induction system to heat the metal and cool the metal in used canola oil and a conveyor for the tempering process. Your expertise would be much appreciated.
Trying to get an exact heat treatment each time with an inductor that can’t hold the piece at a specific temperature would be difficult. If it were me I would send to a heat treating service until you can get a furnace.
Thanks. As I am a novice at this I am trying to find the most effective way to produce a quality blade in the most efficient manner. Again your expertise and recommendations is appreciated.