
Thanks to Ed Schempp, Matus Kalisky, and Chin Lim for becoming Knife Steel Nerds Patreon supporters! Your support allows us to fund CATRA studies.
CATRA
Update 1/6/2020: I have since written more articles about CATRA looking at the effect of steel type: Part 1 and Part 2
Cutlery and Allied Trades Research Association (CATRA) makes an edge retention tester that measures slicing of cardstock impregnated with 5% silica (sand). You can see a video of what the test looks like here:
The tester uses a fixed load, test speed, and stroke length. A typical test for a plain edge steel knife is 60 cuts with 50N load at 50 mm/s, which takes about 15 minutes [1]. The test is often used to compare different steels to determine the edge retention potential of each. However, the CATRA tester is not necessarily a device that compares steels; it compares knives. What I mean by that is that the edge angle, how the blade was sharpened, etc. all affect the measurement. Only if all of those variables are kept the same can steels be compared. Even then there is the possibility that with a different set of variables two steels may behave differently. In other words, a knife with a very thin finely polished edge may show Steel A is better than Steel B, but that may be reversed with a thick edge that has a coarse finish. We won’t know for sure until we do the test.
The Study Summarized in this Article
In 2012 a set of edge retention tests were performed by Wister Hill who commissioned the manufacture of a set of knives in 154CM and CPM-154. Though the tests were completed in 2012 the results have never been published. You can read an article about 154CM here: 154CM – Development, Properties, Use in Knives, and Legacy. These steels have the same composition but 154CM is produced by conventional ingot metallurgy and CPM-154 is produced by the powder metallurgy process. The use of powder metallurgy leads to a very different carbide structure, as the powder metallurgy version has much smaller and more evenly distributed carbides. The carbides are very hard particles that greatly contribute to wear resistance of steel. Based on their smaller size and better distribution we might expect the powder metallurgy version to do better in a thin edge. Here are micrographs taken from the steel used in the CATRA study:
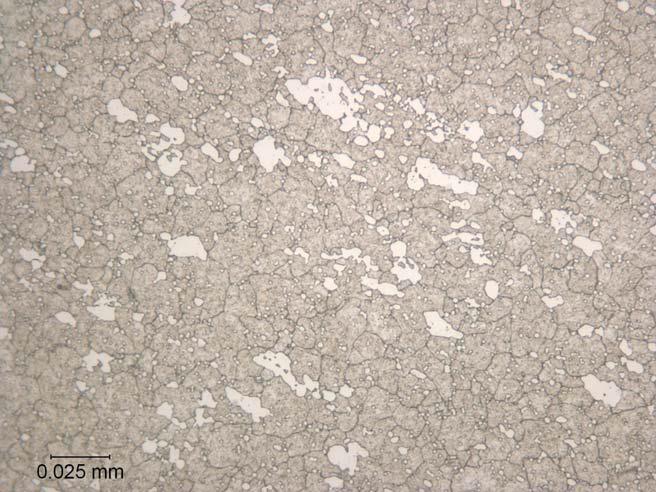
Conventional 154CM
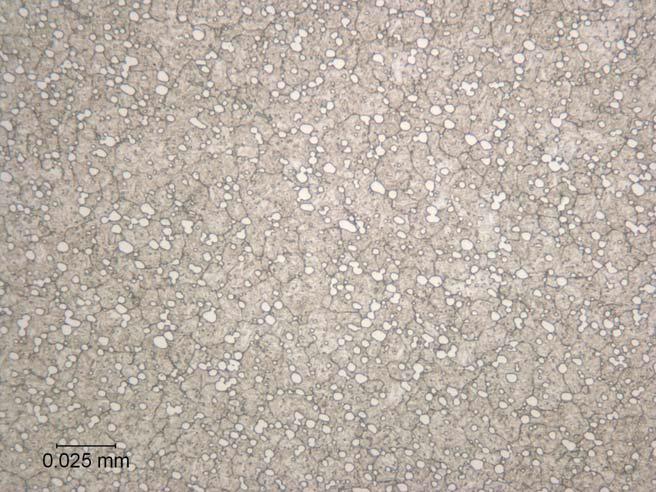
Powder Metallurgy CPM-154
Niagara Specialty Metals donated the steel, the blanks were then cut out and rough hollow ground, then heat treated by Peter’s Heat Treating. Knifemaker Butch Harner then did the final grinding of the blades. The blades were sharpened by Jason Bosman using DMT diamond plates of 325, 600, 1200, or 8000 grit with a DMT angle guide. The knives were given different edge angles of 56, 50, 34, 27, and 20° total (half of that per side). The final angle of the edges was then tested with a CATRA geniometer. The knives used a flat profile designed to work easily with the CATRA tester:

Sharpened Edges
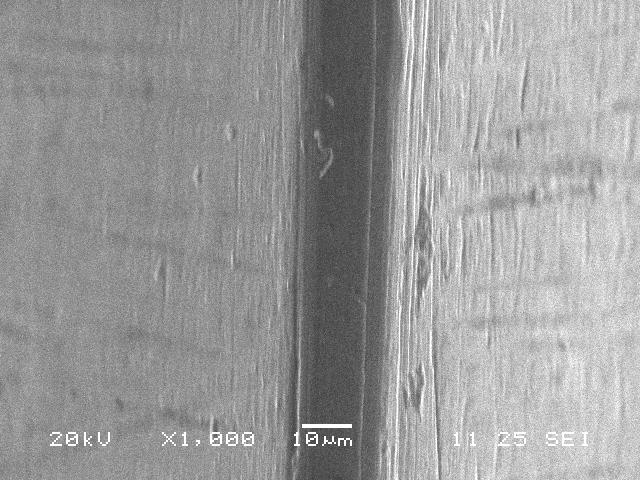
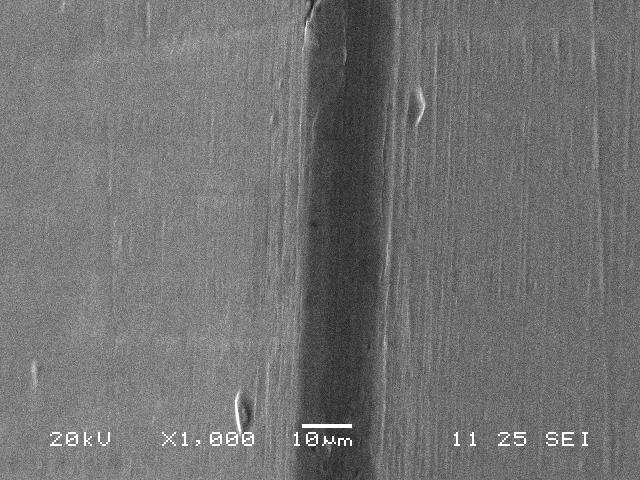
Here are two edge-on micrographs of the CPM-154 and 154CM knives. I believe these were sharpened to 8000 grit as the scratches are all under 3 micron. If I get confirmation of what the edges were resharpened to prior to the micrographs I will update this article. The edges are approximately 1.5 microns at the apex. however, there are “holes” in the 154CM edge which are about 4 microns wide which may be evidence of “carbide pullout” where a large carbide or string of carbides is lost during sharpening.
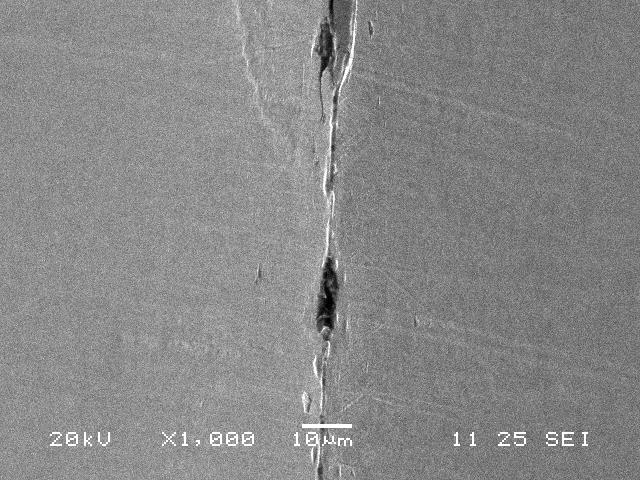
Ingot 154CM
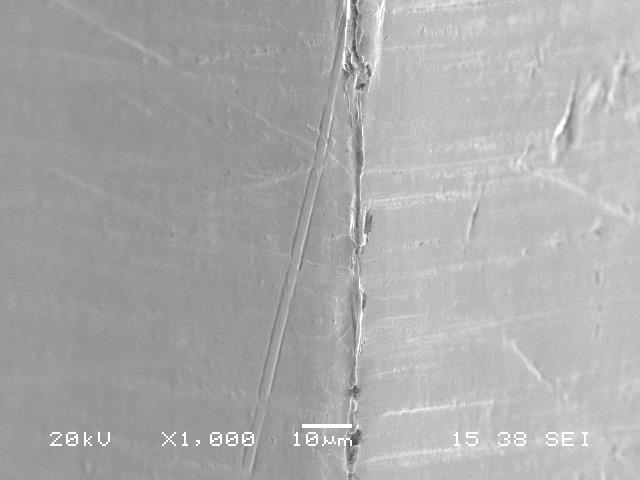
Powder Metallurgy CPM-154
Effect of Edge Angle
With a fixed edge thickness the height of the final edge increases with lower angles:
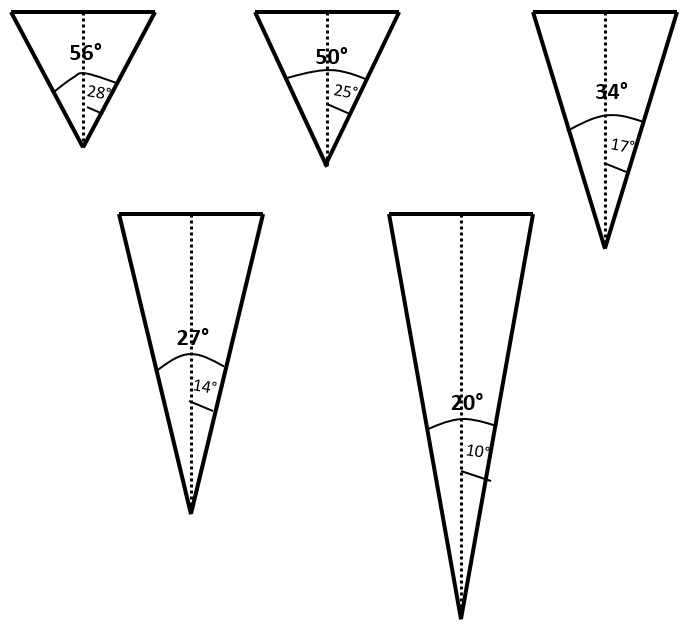
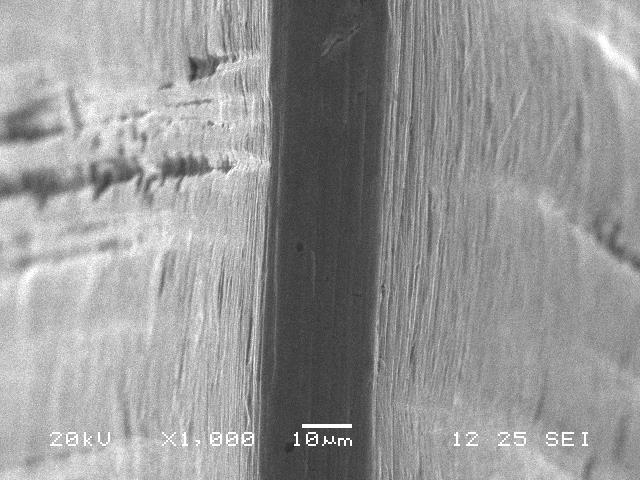
Micrographs taken of the profile of the edges show that the target angles were achieved:
50°
34°
20°
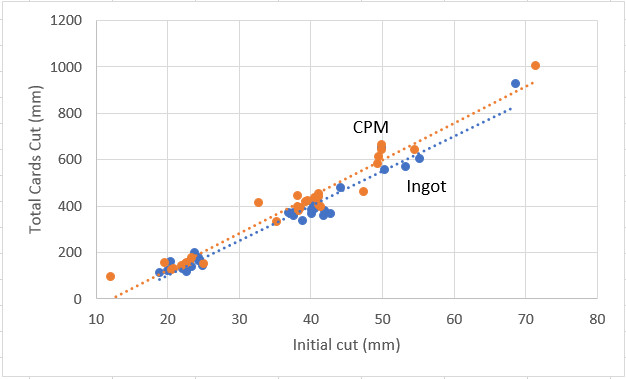
Edge angle had by far the strongest effect on edge retention, much stronger than other effects such as PM vs ingot and the finish it was sharpened to. Here are graphs showing the performance of 20, 34, and 50° vs cut length for an individual cut and also for total card cut in mm:
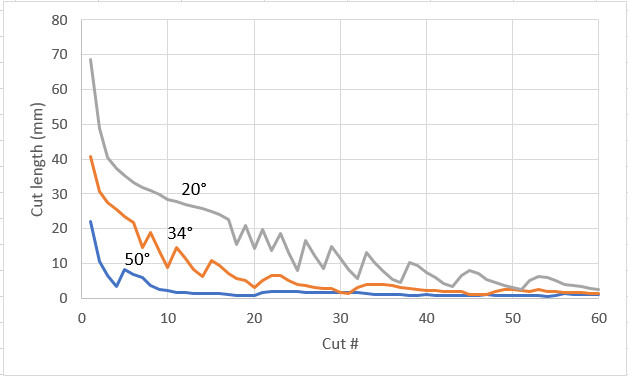
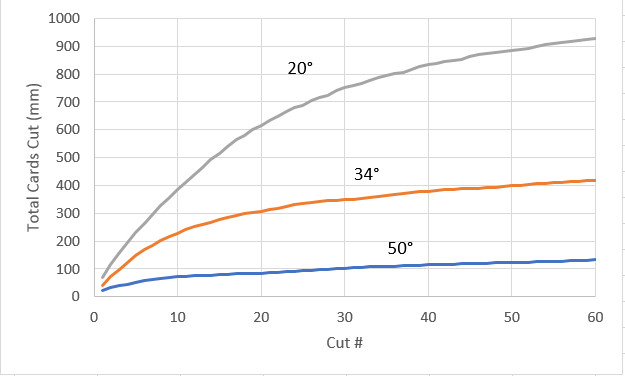
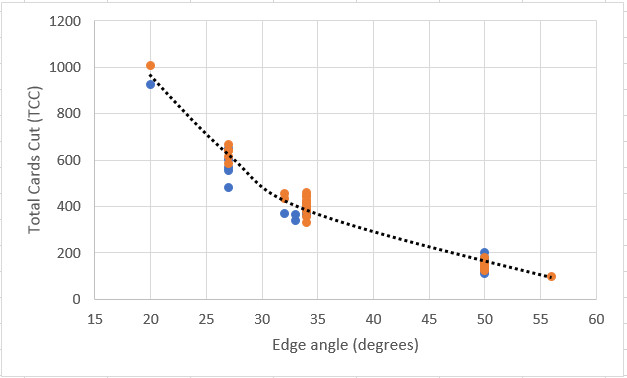
You can see that the initial cut length with a smaller angle is considerably higher and that the difference holds basically to the end of the test. This finding is significant because some have speculated that lower angle edges start out sharper but a more obtuse edge lasts longer [2]. And with the high wear that occurs in the CATRA test it isn’t likely that the situation would reverse with even further cutting. The initial blunting rate is relatively rapid regardless of angle and it then begins to level out. The highest TCC measured was over 1000 mm with an angle of 20°, and this decreased all the way to under 100 mm with 56°. In a CATRA study by Bohler-Uddeholm [3] with a range of steels, but unspecified edge geometry or sharpening, 154CM was measured at 547 mm, and M390 was measured at 959 mm. The 547 mm value would be with an edge angle around 30° in this study if other parameters are similar. So if the edge angle of a 154CM knife is reduced from 30° to 20° then it can match or exceed a steel with 75% greater wear resistance.
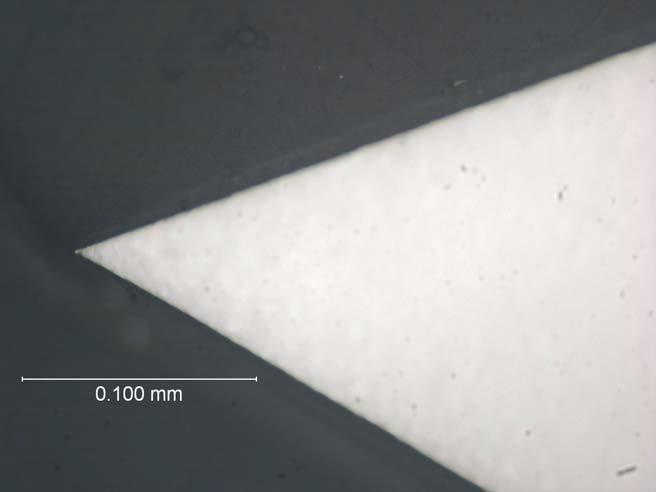
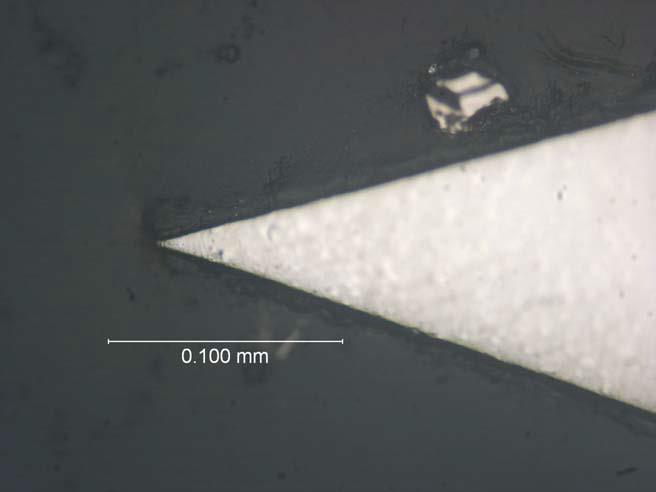
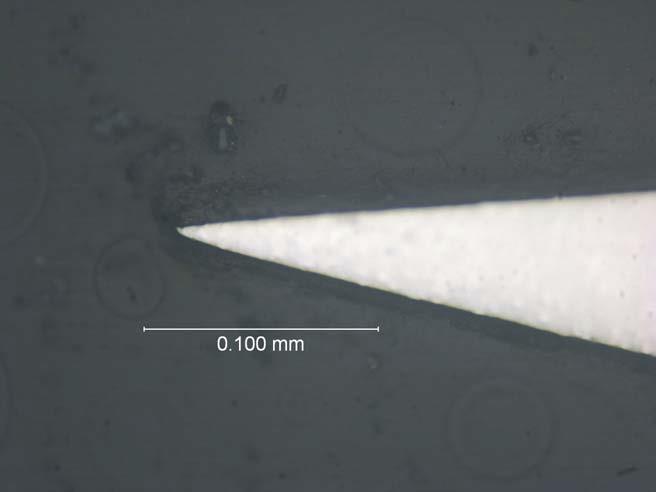
There was a difference in final thickness of the apex of the edge after the knives were run through the CATRA test. The 20° edge was about 23 microns after the test, 34 degrees led to about 19-20 microns, and the 50° were around 16-17 microns. All of these images are of the ingot 154CM steel. So it appears that with a lower angle edge it can wear down to a larger apex and still maintain better cutting ability than a higher angle edge.
20° worn edge (23 microns)
34° worn edge (19 microns)
50° worn edge (17 microns)
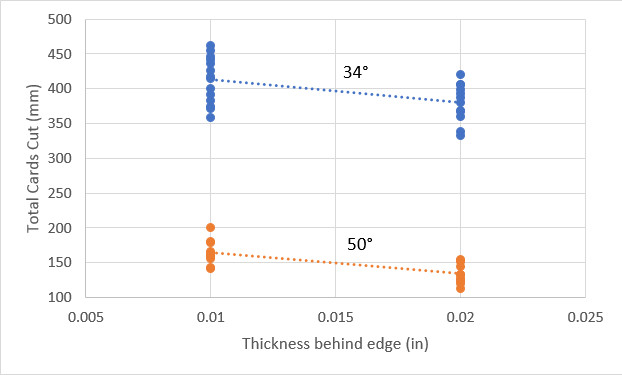
Effect of Thickness Behind the Edge
Half of the knives were ground to a thickness of 0.010″ and half to 0.020″ prior to sharpening the final edge. Because the knives were ground by hand there was some variation in thickness both between the knives and along the edge of an individual knife. However, these variations were not recorded. Thinner edges, regardless of final edge angle, did have a small advantage in edge retention, as shown in the figure below. This is consistent with previous studies using a fixed angle but different edge thickness [4].
Effect of Sharpening Finish
The DMT grit that the knives were finished to does not show as strong an effect as was shown with edge angle:

The only test performed with 120 grit was with the 20° edge angle so that finish cannot be compared with the others. With only two tests performed with 1200 grit it is also hard to tell where it fits with the others. Otherwise it appears that 600 grit did marginally better than 320 or 8000 grit. In the past some have proposed two basic scenarios, either: 1) a coarser finish leads to superior slicing due to “micro-serrations” or increased surface area, or 2) finer finishes start out sharper and maintain that sharpness to cut overall longer. This study seems to indicate instead a peak finish of 600 grit, or approximately 25 micron finish. However, there are a couple potential complications to point out. In the blog Science of Sharp, micrographs are shown from different DMT finishes which demonstrates that the finer finishes did not lead to a smaller radius edge and instead the edges were more ragged with 8000 grit [5]. Perhaps that is what we are seeing in this particular study. The author defended his sharpening skill and proposed a mechanism for why diamond plates at high finishes do not sharpen as well as softer stones. No sharpness tests were performed on the untested blades of this study so it is not known whether higher sharpness was achieved with the higher finish. The images taken of the edges of this study were taken from different angles so there is no 1:1 comparison with the Science of Sharp blog, so it’s hard to tell if they have the same level of unevenness.

600 grit DMT finish [5]

8000 grit DMT finish [5]
Conventional Ingot vs Powder Metallurgy Steel and Hardness
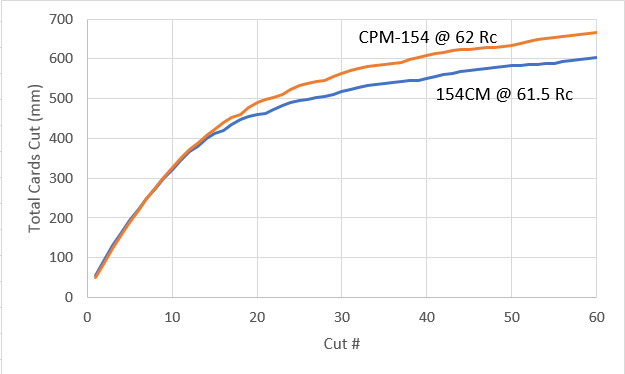
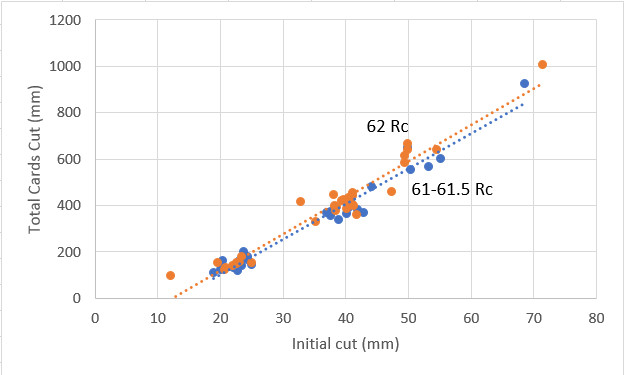
In an article published by representatives of CATRA, they reported suspiciously round numbers of 500 mm TCC for ingot M2 steel and 1000 mm for PM M2, both tested at the same hardness of 63 Rc; in other words, powder metallurgy led to double the edge retention [6]. That result was not confirmed in this study. The effect of powder metallurgy CPM-154 vs the conventional 154CM was much smaller than the effect of edge angle. Because of the superior response to heat treatment, the CPM-154 was marginally harder with an average hardness of 62 Rc vs the 61.2 Rc of 154CM. All of the CPM-154 was tested at 62 Rc while the 154CM tested between 61 and 62 Rc. Therefore separating the effect of processing vs hardness is difficult, but some analysis can be performed by focusing on the 62 Rc 154CM. The small difference in hardness between ingot and PM is probably sufficient to describe the small difference in edge retention observed between the PM and ingot steel, which was around 8-10%. The initial cut (mm) was approximately equal between the two steels, which makes sense with a similar finish and edge angle. The carbide pullout observed in the micrographs of the edges doesn’t seem to have affected the initial cut. Despite the very similar initial cut, the CPM-154 usually pulled away by a small amount with further cutting due to its higher hardness:
The harder PM steel was not better in every case though, the 8-10% improvement would not be possible to estimate without a sufficiently large dataset. The difference is small enough that it would be difficult to perceive without rigorous testing. You can also see that the 50° tests (~20mm initial cut) did not reveal a difference between 154CM and CPM-154. This may be simply because the total amount of cutting is so small that a difference is not perceptible, though another intriguing hypothesis would be that with a sufficiently large edge angle that the edge is better able to handle the larger carbides of the ingot steel. However, considering that the difference between them is more likely explained by the small hardness difference rather than the carbide shape/size this might be a reach. Indeed, if a plot is made comparing 62 Rc to 61-61.5 Rc it is almost identical to the PM vs ingot figure. There would probably be more separation due to hardness if we had a 2-3 Rc difference rather than 0.5-1.0Rc.
Effect of Cryogenic Processing
Half of the knives were given a snap temper at 300°F for one hour prior to a cryo process at -300°F for 4 hours. A snap temper helps reduce the possibility of cracking during cryo but also stabilizes some of the austenite making cryo less effective. All were then given an upper temper at 960-1000°F, with the difference tempering temperature to maintain hardness regardless of the cryo process. The average hardness with cryo was 61.7 Rc and without cryo was 61.5 Rc, so the compensation by tempering was effective for maintaining similar hardness. The high temperature temper also helps convert retained austenite which makes cryo less necessary. Some have proposed that cryo only leads to an increase in wear resistance with lower tempering temperatures because of a theory involving eta carbide precipitation that would be lost with an upper temper. However, there are several fantastical studies out there claiming extreme improvements of wear resistance or tool lifetime with cryo processing (82.5 times the tool life!), seemingly regardless of how it was done [7]. So the comparison with and without cryo is interesting on its own:

Surprisingly the steel without cryo had slightly better edge retention, though the difference is small. The reason for the small difference is difficult to guess, perhaps it is just statistical noise. It may be that with removal of the snap temper, extended cryo time, or the use of low temperature tempering would lead to an improvement in edge retention from cryogenic processing. However, we can conclude that the use of cryo will not lead to an automatic improvement.
Conclusions and Further Testing
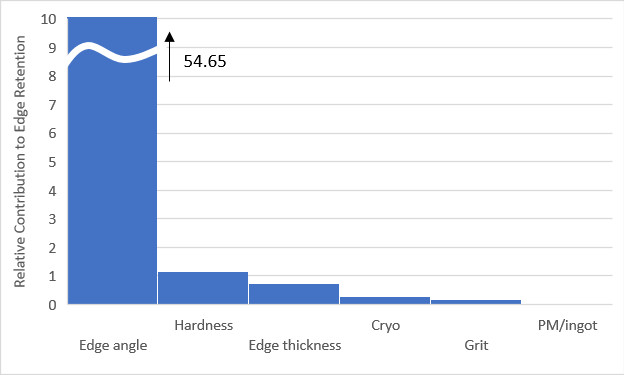
The figure above is the calculated “relative contribution” to a regression model in terms of impact on R2, a statistical measure of how well a model fits experimental data. The relative contribution was calculated by Minitab. From this study it should be apparent that lower edge angles lead to superior cutting performance. PM vs ingot, cryo, and edge finish appear to be minor factors; Minitab analysis seems to put the contribution to edge retention solely on hardness rather than the PM/ingot difference. Hardness and edge thickness have less effect than edge angle but are still important. It may be interesting to compare a steel with lower carbide volume between its ingot and PM version to see if any difference is perceptible between those. It would also be a good study to look at another type of sharpening stones to see if it was indeed an effect of diamond plate sharpening that led to the peak behavior at 600 grit. I would also like to compare a wider range of edge thicknesses and hardness to get a better idea of those effects since they were over a narrow range in this study. More tests with different types of cryogenic processing would also be interesting. In future articles on edge retention I will compare CATRA testing with other reported edge retention tests, and also cover CATRA testing of different steels with (hopefully) consistent edge angle and sharpening finishes to see what steels are best for edge retention.
[1] http://www.catra.org///pages/products/kniveslevel1/slt.htm
[2] Diéguez, José L., Javier Martínez, José E. Area, Alejandro Pereira, and José A. Pérez. “STATE OF THE ART IN THE PROCESS OF DEBONING AND SLICING OF MEAT IN THE FOOD INDUSTRY.”
[3] http://www.bucorp.com/media/CATRA_Test2.pdf
[4] Verhoeven, John D., Alfred H. Pendray, and Howard F. Clark. “Wear tests of steel knife blades.” Wear 265, no. 7-8 (2008): 1093-1099.
[5] https://scienceofsharp.wordpress.com/2015/03/01/the-diamond-plate-progression/
[6] Gregory, G., and R. Hamby. “Sharp edge cutting technology-a review of hand held and machine knives/blades and their sharp edge retention.” Surface engineering 16, no. 5 (2000): 373-378.
[7] http://www.pangas.ch/internet.lg.lg.che/de/images/Subzero_Treatment_of_Steels_en553_116014.pdf
Very very nice visualization at the end about the contributing factors.
For many may be interesting to see You to try to estimate how change of some of them will influence other tool properties.
Surprisingly thick edges as sharpened especially if they went to such high grits if it isnt thin enough high grit loses its point, Wish they forgot about snap temper.. But it is what it is. Could be more rigorous but interesting read.
Thanks Jozef. No study is perfect, but I think this one was very well done. The cure to questions remaining from one study is to do another one!
Time to make our studies 🙂 Perhaps once I know something
– I apply it to the process,
but I am almost never motivated to write it black on white.
Cliff Stamp did an analysis and found that high grit diamond sharpening was detrimental. Worth a look based on this study. Another interesting point would be to find out if silicon carbide is as effective at removing steel as CBN and diamond and whether natural diamonds, mono diamonds, or poly diamonds perform better when sharpening knives.
Thanks I will look it up.
Important thing to note about the high grit sharpening that Cliff did, was on the highest grit DMT Plates. Diamond height above the plate was too variable, as well as diamond size. Resulting in micro scratches and a ragged cutting edge.
Todays high end resin bonded diamond stones are an entirely different animal. The diamonds are submerged in the resin, leaving a MUCH smoother surface in the higher grits. They polish extremely well.
Extremely interesting. Nice work to all involved!
Our hats are off to Knife Steel Nerds and your patrons for the effort, time and expense invested in this study. Anyone in the knife industry who makes a solid attempt, as you have, at reducing speculation to fact has our gratitude and appreciation. Really very well done!
Wister deserves most of the credit for this study, though I’m happy I was able to do my part.
I recently had a discussion with a person who claimed using a lower edge angle as a base and than sharpening in a higher angle to form a “micro edge” when it gets dull instead of just redoing the low angle improves blade longevity. Is there any truth in this claim?
What you are describing is typically referred to as a “microbevel” and there are many discussions about it on the various forums if you do some Googling. The argument is that having the more acute angle on the base edge that you get some cutting benefits of the more acute edge but adding a small, more obtuse angle at the very edge gives greater strength/toughness/stability with less of an impact on cutting performance relative to having that more obtuse angle throughout the edge. Another aspect of this is that sharpening time is reduced because only the microbevel needs to be resharpened until the “base angle” has been used up and reprofiling is required. I am not aware of any quantitative tests with microbevels in terms of cutting ability and strength.
Great article!! I have a question about the cryo. What is the temperature of the cryo in this test? I ask this because I read a paper about cryo DC53 before. It states that if the temperature is not low enough to create refinement effect, the tool won’t have much improvement.
-300°F for 4 hours
This is such a wealth of information – how are there not more comments? Interesting, I was looking at the Cedric & Ada data this morning and his results generally support this. If you look at this edge angle graph, it’s very clear that 90% of the time the lowest angle has the best edge retention.
Pete’s trend isn’t perfect, which I think can be explained due to variables. Sharpness wasn’t consistent: a sharper 15 degree edge may have done better than a less sharp 13 degree edge. Plus blade geometry and hardness differences between different knives with the same steel. So there are some exceptions.
It clearly demonstrates (to me, at least) that even outside a controlled environment we get more edge retention with a lower angle. I think we all assume this equate to less edge stability on harder materials, but I’m not sure this has been clearly demonstrated.
Thanks David. I agree, edge angle and edge thickness are extremely important. Steel nerds like me sometime want to blame all performance differences on steel when sometimes a “lesser” steel could outcut a more expensive steel if just given a couple degrees difference.
It would be fascinating to have a more scientific way to measure apex stability for comparing the relative angle they could hold, but it’s multifactorial and ultimately up to your use case. The angle I’d put on a knife of someone that tosses it in with cutlery in the dishwasher would be very different than mine. Because the dulling from chipping and rolling outdoes that by abrasion.
Thanks for writing this up, Larrin.
I think there can be different meanings to the term “edge retention.” On one hand, it is the feeling of the user that their edge remains sharp; on the other, it is the actual condition of the edge geometry as it resists, and inevitably fails, to hold its original shape. One definition refers purely to the application of the edge, while the other describes the edge itself.
I wonder I’d there isn’t more to sharpness than measuring card cut under a fixed load, where the resistance of the material laying on the bevel appears to play such a huge part in allowing the edge to cut or not. My mind goes immediately to woodworking tools–say, plane blades–where the material lies primarily on one side of the edge only, and a paper thin, flexible shaving is produced on the other. Resistance to cutting induced by using more degrees per side on the blade also may be something hardly noticeable when the blade is fixed into a heavy cast iron plane body that must also be propelled.
I would be interested in knowing how the data would have looked if the action had been cut initiation parallel to the surface of a body (raising a shaving), rather than “through the middle.” The square centimeter off cuts from the CATRA tester actually -dont- look like they offer much resistance, but maybe looks are decieving.
I think that the thinner 17 micron edge on the 50 degree blade post testing would cut better than the thicker 23 micron edge on the 20 degree blade -In Some Situations, Maybe-.
However, possibly completely rendering my argument invalid, isn’t the 50 degree blade in better shape because it cut less abrasive card? If the load hadn’t been fixed, the knives could have been forced through the same amount of media, at which point you might find that an equal volume of steel would be missing from all edges. Maybe, even, that the 20 degree blade would have a thinner edge at that point because the base of the triangle that formed the abraded volume of steel was lesser than the more squat 50 degree blade? (Slightly unsure of the geometry of this.)
If the last paragraph is true, I think the takeaway is that thinner is better, until your edge can no longer take the torsion or impacts of real world application. And a crappy heat treat process can rob you of having a thinner, more easily cutting knife.
Hi Leroy,
I commented on a lot of those points in this article on sharpness vs cutting ability, even your speculation about the 50 and 20 degree edges: https://knifesteelnerds.com/2018/08/06/sharpness-vs-cutting-ability/
All testings are biased as they test one situation. Woodworking and butchery are complete opposites. Woodworking relies on hardness and small carbides (if any) while butchery relies on toughness and big carbides.
But to address the 20deg vs 50deg edge thickness issue. Papers are thicker than the edge width. 50deg acts as a wider wedge and more force goes into splitting than with the 20deg edge. Because it’s not a splitting test, that force is lost due to sliding friction. 20deg edge will cut more and get thicker until the force required for the cut equalizes with the 50deg one. Educated guess would be more than double, possibly triple. Dependent on the media, even more. So, there is big advantage in slim edges…in food industry and where controlled cutting is dominant.
Why do you only have two observations with a 20 degree edge angle in your data set?
I think they were added in last minute to try to max out the edge retention.
Yes, wasn’t part of the original plan. But they were able to get through the planned angle and grit combinations with some time left over.
Just when you start to think that a knife is a simple tool…
There is so much good data on this website. I appreciate how well-documented both the tests and the setups are. A lot of heavy-lifting and research has obviously gone into all this. I feel that the biases are out in the open for everyone to see, so the data can be interpreted with respect to each his own personal uses.
I started to want to nit-pick the fact that the “wedge” force for the different angles was affecting how much paper would be cut with a constant force applied, as well as the amount of wear on the edge you would see at the end of the test. But there are going to be short-comings with any test setup, and I see that you discussed these short-comings and defended your choices well enough. I would be curious to know if the test were “stopped” when the edge was worn to a certain thickness (i.e. 20 micron) then would the thickness behind the edge really matter? But that’s not really feasible to know until you take the knife out of the machine, so would not be an easy test.
Thank you all for collecting this information and testing, and for providing it for free to everyone who is interested (or mildly obsessed). I have learned a ton by reading through the articles here. I’ve also become very impressed by the amount of science behind creating these different knife steels.
I came here looking for a “what is the best knife steel” answer, but I left with so much more than I would have hoped for. I now have my own excel spreadsheets of different steels and their properties that I can sort through and compare, and my knowledge of steel went from a 1 to at least a 2 (=D). Keep up the good work.
The constant force and set number of cutting strokes is the standard catra protocol. It was followed to see how each configuration performed under equal effort from the machine. There was no attempt to maximize one configuration over another. This test was set up to examine claims made by the knife community, about how different factors are supposed to affect edge retention. One of the biggest was the idea that a more obtuse edge would last longer than one more acute, after the initial cut. To claim that, first we must agree on what it means for an edge to “last.” Since people generally rely on the amount of force needed and the difficulty of cut, I thought it was reasonable to stay with the constant force and constant cut stroke. If one were to insert a knife and run the spine across the test media, it wouldn’t result in any cutting, but the spine would also “last” a very long time as there’d be basically no perceptible change to it’s shape. But we typically aren’t directly concerned about changes in edge geometry, we’re usually concerned with changes in effort to make cuts that are caused by those changes in edge geometry. So I didn’t feel that reaching a certain edge radius was as important as seeing how much cutting work was done at a given amount of effort.
The micrograph of the edge contour is obtained by what method and looks very clear?
SEM
These results should have a dramatic impact on knife making:
For example, how would a high edge retention steel at a higher edge angle compare to a high toughness steel at a smaller angle in relation to edge retention? So wouldnt the lower edge angle high toughness 3V steel at 20 degrees outperform a high edge retention let’s say S90V steel at 37 degrees even in the edge retention category? If so – comparing toughness of 3V to S90V – wouldn’t the 3V win that as well?
Or could a low edge angle high toughness knife be the holy grail delivering high edge retention and toughness at the same time?
So much detailed information, research and elaborated conclusions. Thank you very much.