Thanks to David Suitor, Drakopoulos Stelios, and Maxim Bellehumeur for becoming Knife Steel Nerds Patreon supporters!
Vanax
Vanax is an interesting steel because of its good combination of toughness, wear resistance, and corrosion resistance. I wrote about Vanax along with other nitrogen-alloyed steels in this article, to describe how the steel is designed. While the datasheet shows it being capable of 59-61 Rc, I was curious about how hard the steel can go. The steel may be good for kitchen knives, for example, where very thin edges and high hardness is common. And kitchen knife users may appreciate the excellent corrosion resistance of Vanax in the presence of water, salt, and acidic foods.
What Controls Hardness?
Before I get into my small heat treatment study, I am going to give some background on what controls peak hardness. In its most basic terms, I wrote about the hardness of martensite in this article. Carbon is the best element for improving hardness:
This image from [1]
Retained Austenite
You can see that for two of the datasheets above, the hardness peaks with a carbon content around 0.9% and then decreases above that carbon content. The other studies used liquid nitrogen (cryo) after quenching to increase hardness. Martensite formation is controlled by temperature; lower temperature means more martensite until the transformation is complete. With increasing carbon, the temperature at which martensite begins to form (Ms) is decreased. This also decreases the temperature at which martensite finishes (Mf) its transformation:
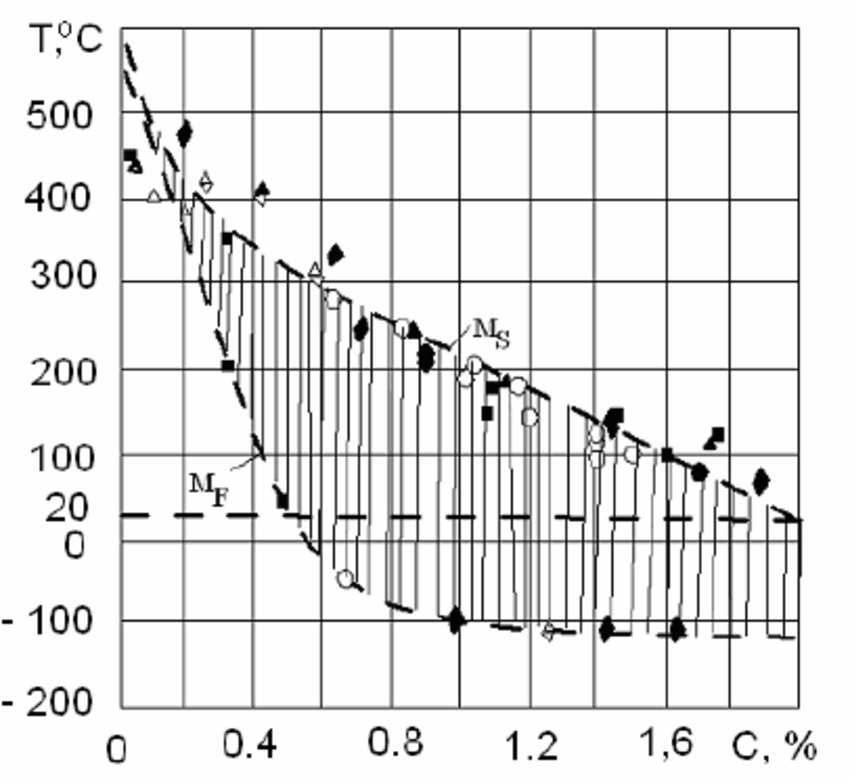
This image from [2]
You can see that the martensite finish temperature can be below room temperature (~20°C) meaning that when the steel is quenched to room temperature the transformation to martensite is incomplete. When the transformation is incomplete there is some amount of “retained austenite” which is a much softer phase and therefore when there is a sufficient amount of retained austenite the bulk hardness of the steel is reduced. This amount of retained austenite is typically in the range of 15-20% where peak hardness is achieved:
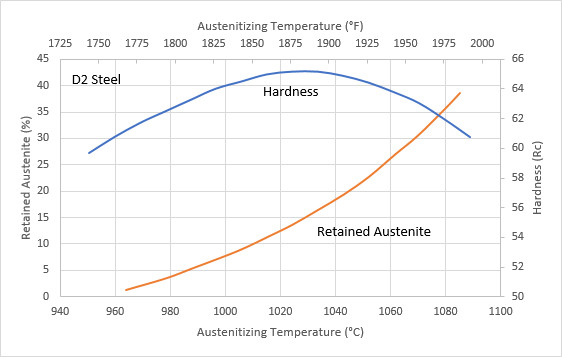
Adapted from [3]
You can read about retained austenite and how cryogenic processing helps reduce it in this article. Carbon is not the only element that reduces the martensite transformation temperature and therefore increases retained austenite, but it is the most significant. Martensite start is reduced by about 423°C per 1% carbon, the next most important is manganese at about 30°C per 1% Mn. With stainless steels like Vanax, however, chromium can be a significant factor. While it decreases Ms by about 12°C per 1% chromium, stainless steels typically have 10% or more chromium in solution for corrosion resistance. And Vanax, with its excellent corrosion resistance, has even more chromium. Here is a general equation for Ms with different alloying elements [4]:
Ms (°C) = 539 – 423*C – 30.4*Mn – 12.1*Cr – 7.5*Si – 7.5*Mo
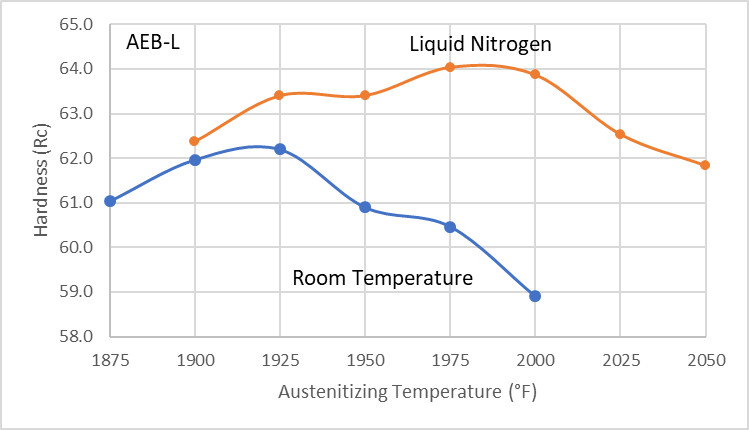
To give one more example before we get to Vanax, I will give a short description of AEB-L using data previously presented in this article about AEB-L. I heat treated AEB-L with different austenitizing (hardening) temperatures followed by plate quenching, and some of the samples I put in either my freezer or liquid nitrogen. I am going to focus on the room temperature and liquid nitrogen conditions here to simplify things. Just like in the D2 chart above, there was a peak in hardness, which was seen with both room temperature and liquid nitrogen conditions:
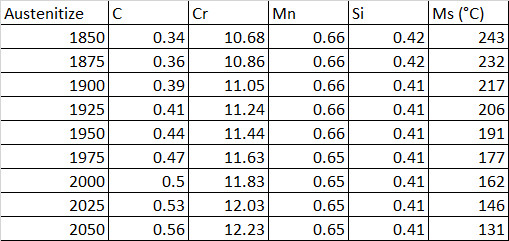
As the austenitizing temperature increases, more carbide is dissolved putting more carbon and chromium “in solution” to contribute to hardness, corrosion resistance, and the martensite formation temperatures. I have calculated the different alloying elements in solution using JMatPro along with the estimated Ms temperature:
The estimated martensite start temperature correlates well with the retained austenite that I measured with the steel:
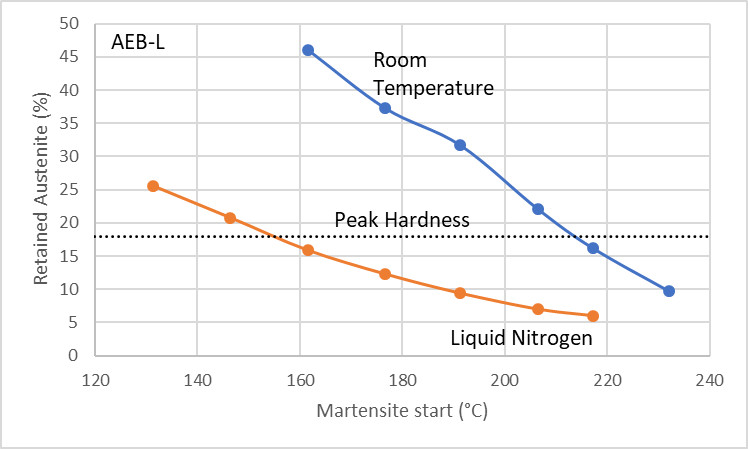
You can see that liquid nitrogen was effective at reducing the retained austenite but did not fully eliminate it. However, a higher austenitizing temperature can be used (and a correspondingly lower martensite start) to acheive higher hardness. The martensite start at which peak hardness is achieved is reduced from about 210°C to 170°C:
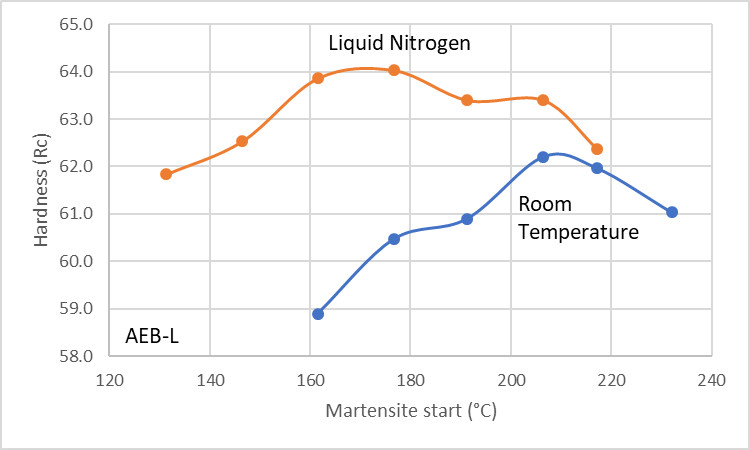
The hardness achieved is also higher with liquid nitrogen because the peak hardness was reached with a calculated carbon in solution of about 0.47-0.5% (1975-2000°F) while only about 0.41% carbon was in solution with a 1925°F austenitize when quenched to room temperature. Therefore we can effectively get more carbon in solution to contribute to hardness when using liquid nitrogen because the retained austenite is reduced so that it does not affect hardness to the same extent.
Nitrogen vs Carbon
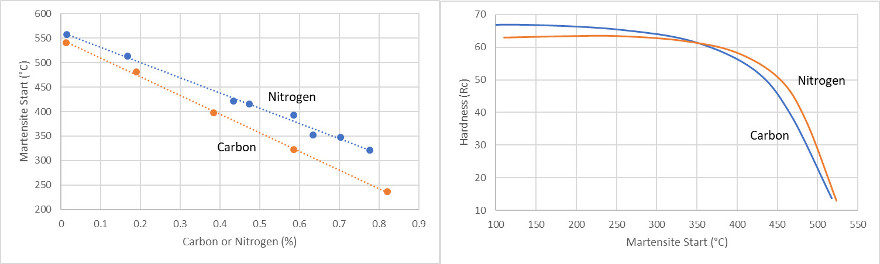
Vanax doesn’t only get its hardness from carbon, however, it also gets it from nitrogen. Nitrogen increases hardness in steel in a similar way to carbon, which I also described in the previously linked nitrogen-alloyed steel article. However, nitrogen is not quite as effective as carbon for increasing hardness. I have overlaid some hardness data from two nitrogen studies on the carbon vs hardness chart previously shown:
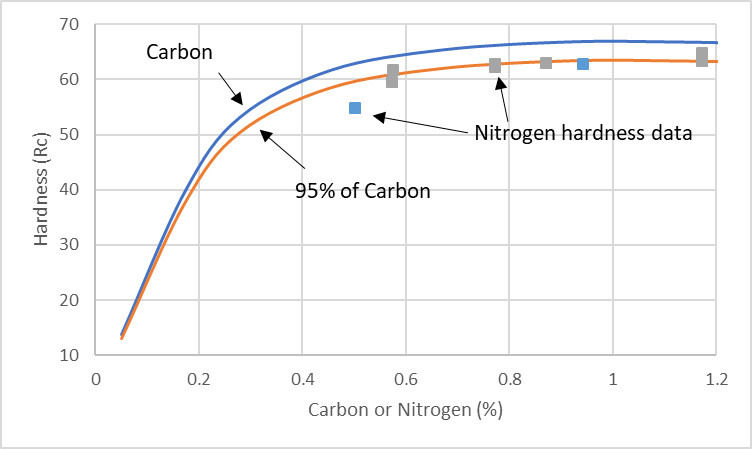
Adapted from [1][5][6]
I also included the orange line which is the carbon line but multiplied by 0.95 (95% of the height of the carbon line). That 95% line seems to fit the nitrogen data well. So nitrogen is marginally worse than carbon for contributing to hardness. Whereas carbon topped out close to 67 Rc, the nitrogen steels reached about 63.5 Rc. And to achieve 60 Rc, you need about 0.51% nitrogen versus only 0.41% carbon.
When it comes to decreasing martensite start and therefore increasing retained austenite, however, nitrogen does not contribute as strongly:
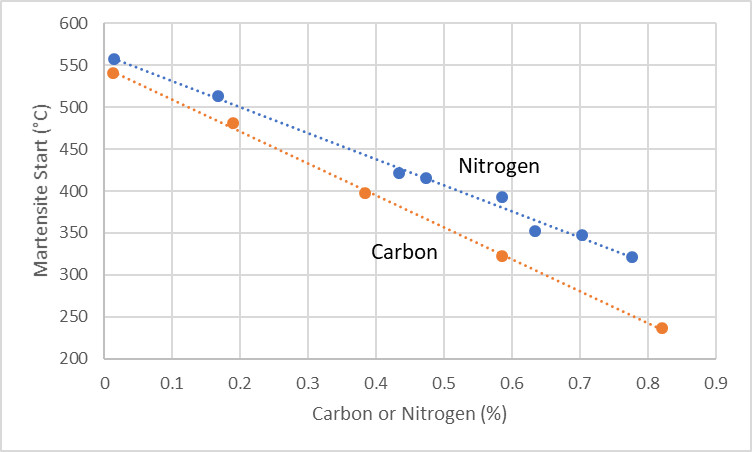
Adapted from [7][8]
I calculate the slope of the nitrogen line above at -311°C per 1% nitrogen, which is lower than the value of carbon mentioned earlier at -423°C. If we plot the martensite start vs hardness for both nitrogen and carbon we can determine which will result in higher hardness when accounting for retained austenite:
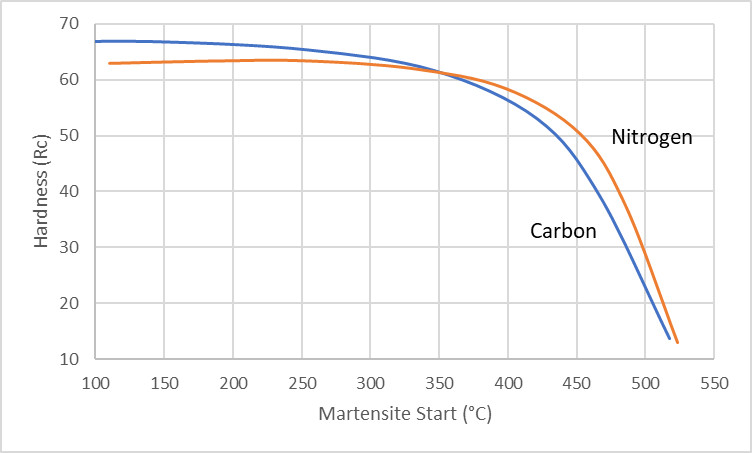
Nitrogen is able to provide more hardness for a given reduction in martensite start up to about 61 Rc, after which carbon overtakes it because of its greater contribution to peak hardness.
Vanax
OK. We made it to Vanax. The recommended austenitizing temperature for Vanax is 1080°C (1975°F) along with a cold treatment. So I calculated the alloy in solution at different temperatures using both JMatPro and ThermoCalc:
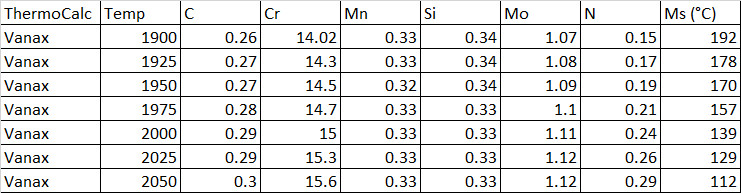
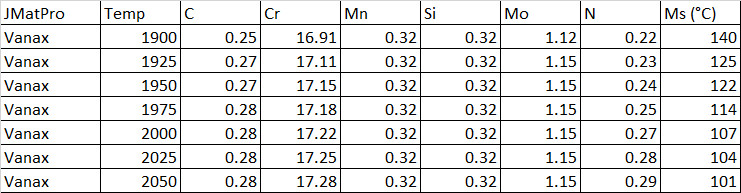
The Ms temperatures calculated using JMatPro alloy in solution are significantly lower than ThermoCalc. JMatPro calculates more nitrogen and chromium in solution than ThermoCalc does. With AEB-L we got peak hardness when using cryo with an Ms around 160°C, which is higher than any of the calculated values from JMatPro. Therefore I think that ThermoCalc is more accurate as its estimated Ms with 1975°F is around 157°C which is in line with what we would expect for peak hardness. Using our carbon and nitrogen hardness information from earlier, we can estimate the maximum potential hardness using the carbon and nitrogen in solution:
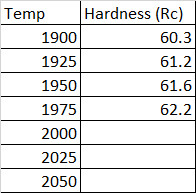
So we expect a peak hardness of about 62 Rc, which is substantially lower than used in many kitchen knives with 63 Rc or even 65+. I heat treated Vanax using my Evenheat furnace with steel wrapped in foil, held at the austenitizing temperature for 30 minutes, plate quenched, and then dipped in liquid nitrogen for 30-60 minutes:
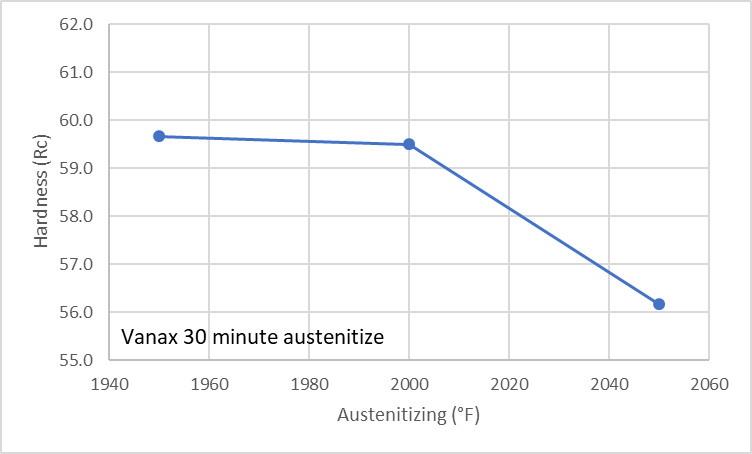
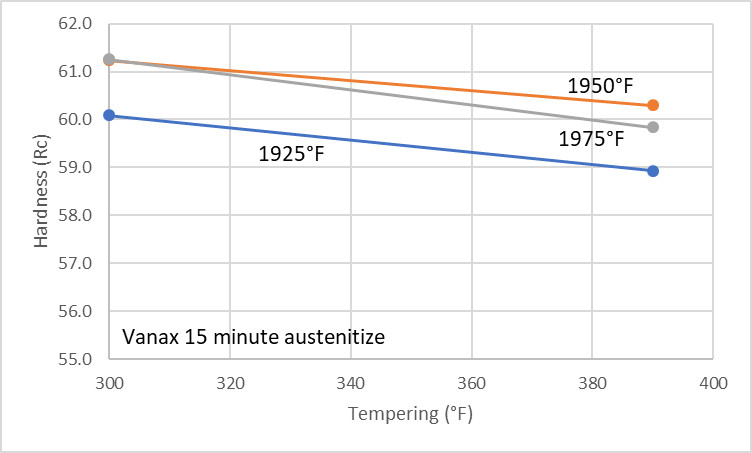
I did not achieve even 60 Rc. Hardness peaked in the range of 1950°F which is consistent with the calculations shown above, but there we estimated 61.6 Rc. 2050°F austenitize is clearly too high and led to reduced hardness due to retained austenite. Based on the relatively low hardness achieved and concerns that nitrogen is lost at high temperature, I reduced the hold time at the peak temperature to 15 minutes, narrowed the range tested to 1925-1975°F, and tempered everything at 300°F:
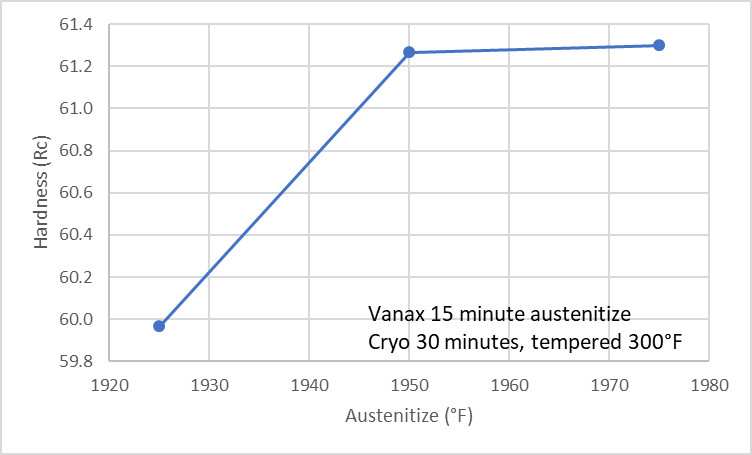
Hardness was identical with 1950 and 1975°F, indicating that that is about the peak austenitize for hardness. We got just over 61 Rc which is an improvement relative to the non-tempered samples, and close to the predicted 61.6 Rc for 1950°F. I am not sure if the hardness was higher here because the low temper increased hardness somewhat (learn why this might occur in this article), or if the as-quenched hardness was improved as well with the shorter austenitize. I was particularly interested in the low 300°F temper because the Vanax datasheet only shows information from 200°C (390°F) tempering and higher. And I tried the 2050°F austenitizing temperature before because only 1050 and 1080°C are shown in the datasheet:
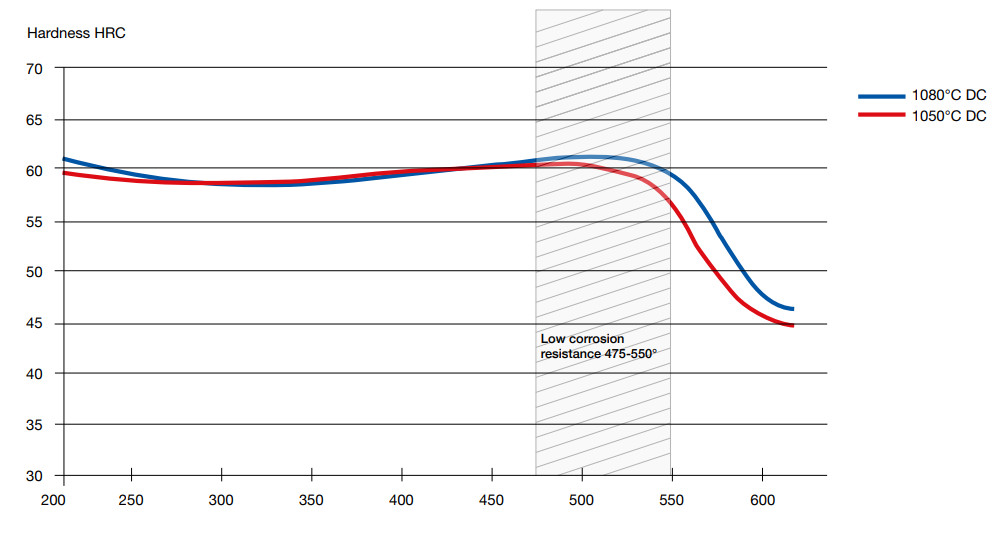
Image from [9]
Interestingly, the hardness is shown to be as high as 61 Rc with a 200°C temper in the tempering curve, but with the same heat treatment for their toughness testing they show only 59 Rc:
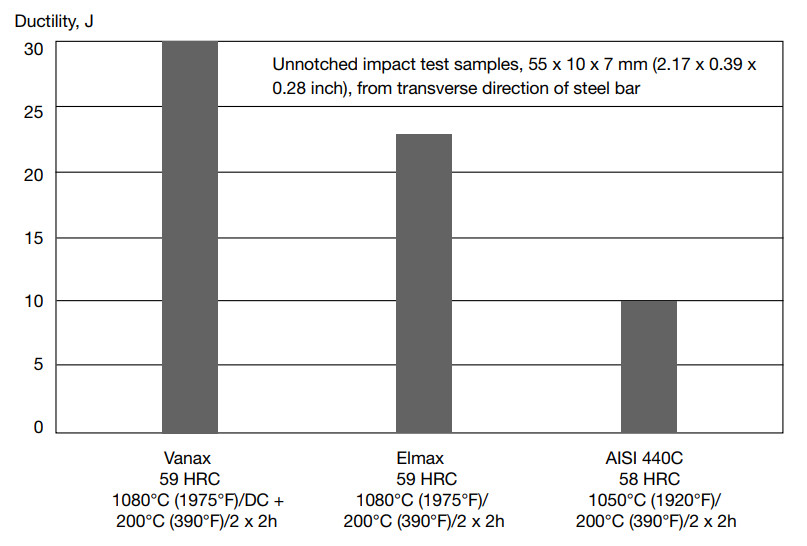
Image from [9]
With a similar heat treatment I split the difference with about 60 Rc:
Why Only 60 Rc?
The high chromium in solution reduces martensite start, and nitrogen does not contribute as strongly to hardness as carbon. However, Vanax has about an even split of carbon and nitrogen, and if calculating the steel with 13% Cr in solution instead of 15%, the steel would reach about 63 Rc, and with 12% Cr about 63.5 Rc. So it still wouldn’t reach the same level of hardness as some other stainless steels, but this is not only because of nitrogen but because of its high chromium in solution. You can see how much chromium is in solution for other stainless steels in this article on corrosion resistance. Many popular stainless steels have only 10-12% chromium in solution, so we would expect Vanax to have significantly better corrosion resistance. However, that excellent corrosion resistance is also what limits its maximum hardness because of the effect of chromium on martensite start.
High Temperature Tempering
Another way to reduce retained austenite is to use high temperature tempering. This can be effective to eliminating retained austenite even in cases where liquid nitrogen doesn’t. Here is an example of the reduction in retained austenite using high temperature tempering with Vanadis 4 Extra steel:
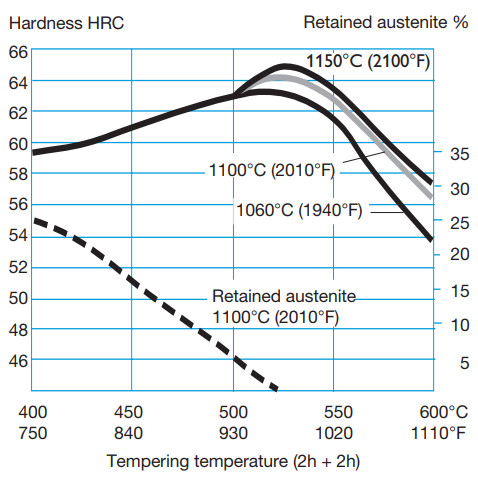
Image from [10]
You can see that Vanax is shown to have another peak in hardness with a tempering temperature around 500°C:
This peak in hardness occurs due to precipitation of carbides such as molybdenum, tungsten, and chromium carbides. Molybdenum and tungsten are the most effective but Vanax has only about 1.1% Mo, which isn’t enough to get the very high peaks seen in steels with 4% Mo or more like 154CM or high speed steels. Sometimes higher austenitizing temperatures are recommended for high temperature tempering because it puts more Mo, Cr, and C in solution for more carbide precipitation, and also because the retained austenite is partially or totally eliminated during the tempering step. However, the tempering chart above also says “low corrosion resistance” over that tempering range, because losing Mo and Cr to carbide precipitation means that corrosion resistance is reduced. Here is an example of the effect with S90V, S110V, and 440C:
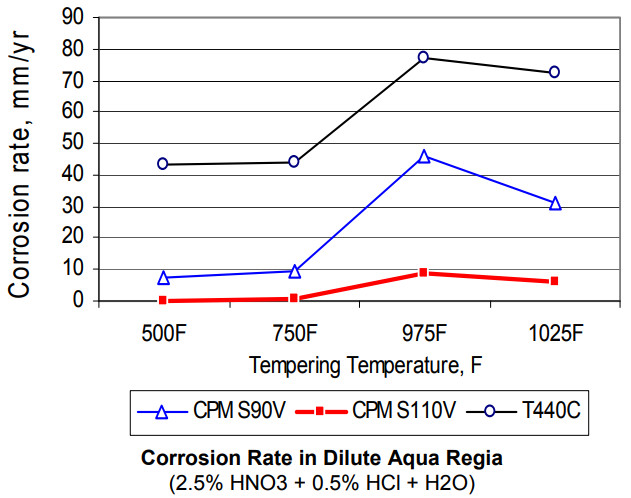
Image from [11]
However, you can also see in the chart above that S110V still has quite good corrosion resistance with high temperature tempering, better than 440C. Perhaps with Vanax the corrosion resistance would still be very good if we temper at a high temperature. And regardless, I wanted to see if we could bring the hardness yet higher with such a tempering treatment. So I austenitized at 2000, 2025, and 2050°F and tempered at 950 and 1000°F followed by measuring the hardness:
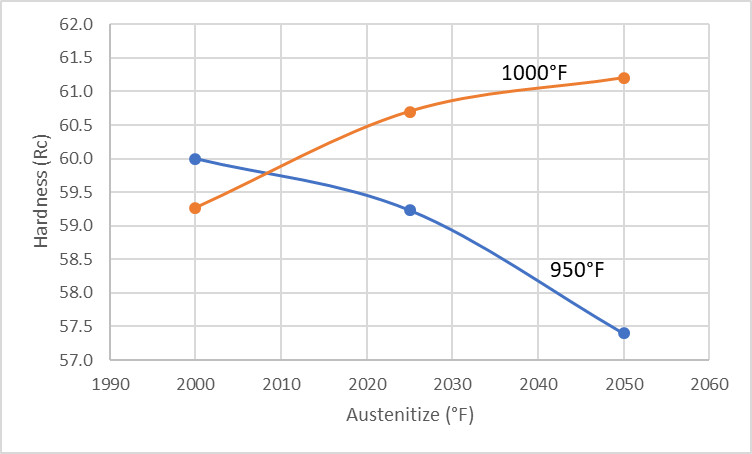
With a 950°F temper the hardness goes down above a 2000°F austenitize, probably indicating that the temper was not sufficient to transform retained austenite. With 1000°F, however, the hardness was highest with a 2050°F austenitize. However, the hardness still topped out just above 61 Rc. So not really an improvement versus what we got with low temperature tempering. After these results I tried 2100°F and 2150°F along with a 1000°F tempering treatment but the hardness dropped to the low 40’s. Perhaps a yet higher tempering temperature is required to transform the retained austenite after such high austenitizing temperatures.
Summary and Conclusions
Hardness of martensite increases with more carbon or nitrogen, though nitrogen contributes slightly less to hardness. Hardness reaches a peak when so much austenite is retained that it reduces hardness. Higher carbon, nitrogen, chromium, and other alloying elements also increase the amount of retained austenite. The high chromium content for more retained austenite, and use of nitrogen which is less effective for increasing hardness, means that the hardness of Vanax is limited to about 61 Rc when maxed out with tempering. Maximum hardness is achieved with an austenitizing temperature of about 1950-1975°F when performed in combination with a cryo treatment. Decreasing the tempering tempreature from 390 to 300°F will slightly increase hardness, though I don’t know what effect that has on toughness. Using a high austenitize (2050°F) with a high temper (1000°F) can also maximize hardness with about 61 Rc, but corrosion resistance is likely reduced somewhat.
[1] Krauss, George. “Martensitic transformation, structure and properties in hardenable steels.” Metallurgical Society AIME,(1978): 229-248.
[2] Kobasko, Nikolai. “An explanation of possible Damascus steel manufacturing based on duration of transient nucleate boiling process.” In Proceedings of the 8th WSEAS international conference on fluid mechanics, 8th WSEAS international conference on Heat and mass transfer, pp. 81-86. World Scientific and Engineering Academy and Society (WSEAS), 2011.
[3] https://www.uddeholm.com/files/PB_Uddeholm_sverker_21_english.pdf
[4] Andrews, K. W. “Empirical formulae for the calculation of some transformation temperatures.” J. Iron Steel Inst. (1965): 721-727.
[5] Tsuchiyama, Toshihiro, Kurato Inoue, Katsutoshi Hyodo, Daichi Akama, Nobuo Nakada, Setsuo Takaki, and Tamotsu Koyano. “Comparison of Microstructure and Hardness between High-carbon and High-nitrogen Martensites.” ISIJ International 59, no. 1 (2019): 161-168.
[6] Chiba, Makoto, Goro Miyamoto, and Tadashi Furuhara. “Microstructure of Pure Iron Treated by Nitriding and Quenching Process.” Journal of the Japan Institute of Metals76, no. 4 (2012): 256-264.
[7] Greninger, Alden B. “The martensite thermal arrest in iron-carbon alloys and plain carbon steels.” Transactions ASM 30 (1942): 1-26.
[8] Bell, T. “Martensite transformation start temperature in iron-nitrogen alloys.” J IRON STEEL INST 206, no. 10 (1968).
[9] https://www.uddeholm.com/app/uploads/sites/36/2017/08/VANAX-Superclean-eng-1705-e1.pdf
[10] https://www.uddeholm.com/files/PB_Uddeholm_vanadis_4_extra_english.pdf
[11] http://www.crucible.com/PDFs/DataSheets2010/Datasheet%20CPM%20S110Vv12010.pdf
Hi Dr and thanks for the informative article.
I have recieved a piece of Vanax steel from the Udelholm agent in south africa and in the heat treatment specs he gave me it said that with a higher austenizing temprature 1080C it retains up to 15% Austentine even with cryo treatment.
I was wondering if that is too high/unstable for a knife edge and therfore do a higher temprature tempering in ordee to eliminate the RA, or that since a very high/complex allow it is acceptable to have that much RA.
Beyond 15-20% RA is where you really see issues. Though lower can mean somewhat higher yield strength for a given hardness. On the flip side some RA can improve toughness.
Hey Larrin, curious – did you ever test the corrosion resistance with the high temper to see how much of a difference there was compared to the low temper?
Yes, see this video around the 22:30 mark – https://www.youtube.com/watch?v=a5lzf8LA03o