Thanks to Damion for becoming a Knife Steel Nerds Patreon supporter!
How a Magnet Helps in Heat Treating
It is somewhat common for knifemakers to heat treat low alloy steels in a forge or with a torch, two methods where tight temperature control is not possible, and the temperature is frequently not even known. A magnet is often used to check the temperature of the steel because the point at which the steel becomes nonmagnetic is near the temperature at which the steel should be quenched to achieve high hardness. How does steel magnetism work? How reliable is checking the steel with a magnet?
Steel Magnetism
Pure iron is magnetic at room temperature. This may not be a surprise to you, as you have probably tested a magnet on some iron or steel yourself. Iron and steel is “ferromagnetic” which means that the “magnetic moments” of the iron atoms become aligned and are attracted to a magnet:
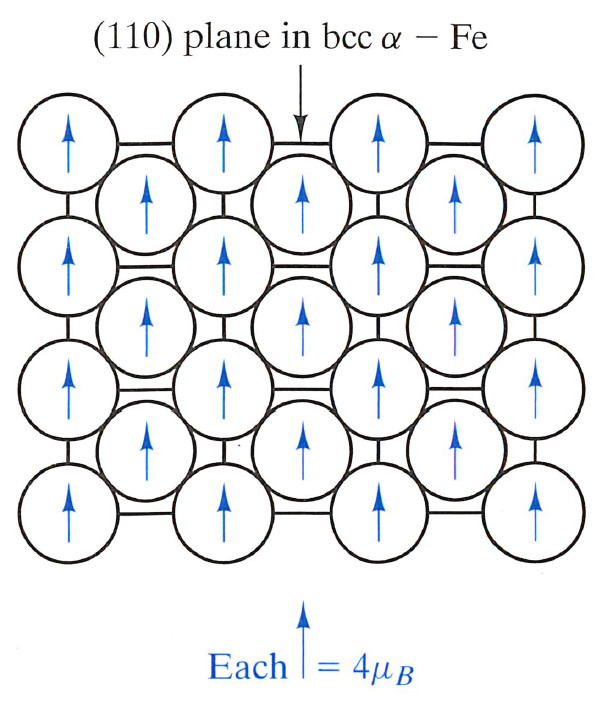
This image from [1]
A bulk material is made up of many magnetic “domains” with their own “moment” which all have to be aligned to be attracted to a magnet:
This image from [2]
Iron is not the only metal which shows this behavior, nickel and cobalt also exhibit “ferromagnetic” properties and are attracted to a magnet. Each of these metals has a “Curie temperature” where it is no longer attracted to the magnet. The Curie temperature, or Curie point, is the temperature at which enough energy is in the metal to break up the long range order of the magnetic domains. The Curie temperature is different depending on the metal, being about 770°C (1420°F) for iron, 1127°C (2060°F) for cobalt, and 354°C (670°F) for nickel. So heating up any of these metals to the Curie temperature means that it will spontaneously change from magnetic to non-magnetic.
Austenite
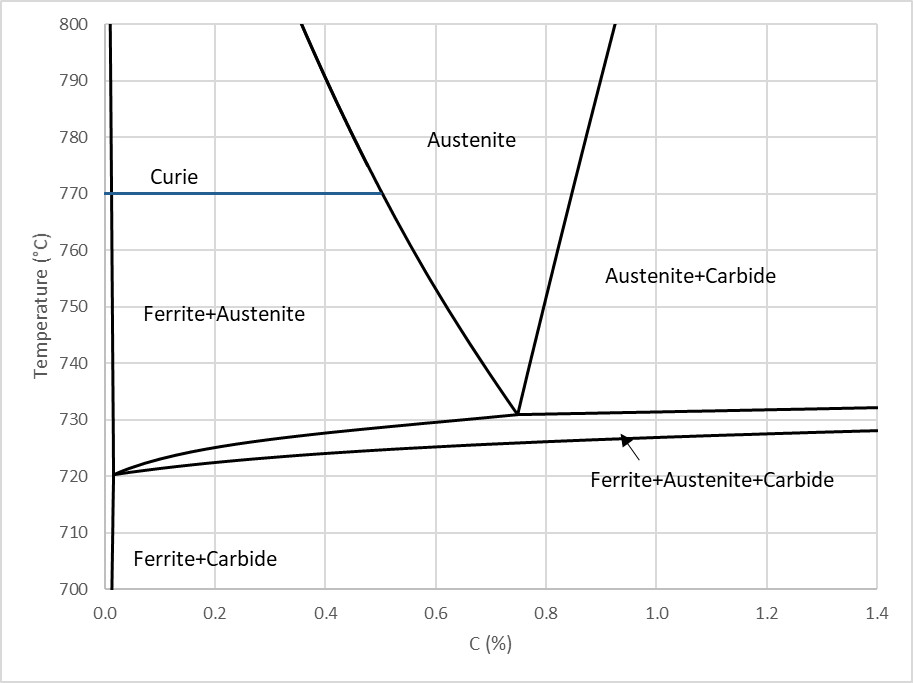
The Curie point is not the only way that steel can lose its magnetic properties, however. The above discussion is related to “body centered cubic” ferrite which refers to the way the iron atoms are arranged in the steel. Steel can also have another arrangement of atoms called “face centered cubic” austenite which is a nonmagnetic phase of steel. There are steels which are designed to be austenitic at room temperature such as “austenitic stainless steels” and therefore those steels are nonmagnetic even at room temperature. You may very well have a stainless steel sink or refrigerator which a magnet won’t stick to. Austenite is also relevant to knife steel, however, as some steels transform to austenite before they reach the Curie temperature. An easy example would be a “eutectoid” steel such as 1075/1080 where it transforms to austenite around 727°C (1340°F):
![]()
Lower carbon steels do not transform immediately from ferrite to austenite, but enter a “two phase region” where different fractions of ferrite and austenite are present at the same time. This means that the steel can be partially magnetic. However, when the steel crosses the Curie temperature then the remaining ferrite will also be nonmagnetic. I will illustrate this further with the following diagram:
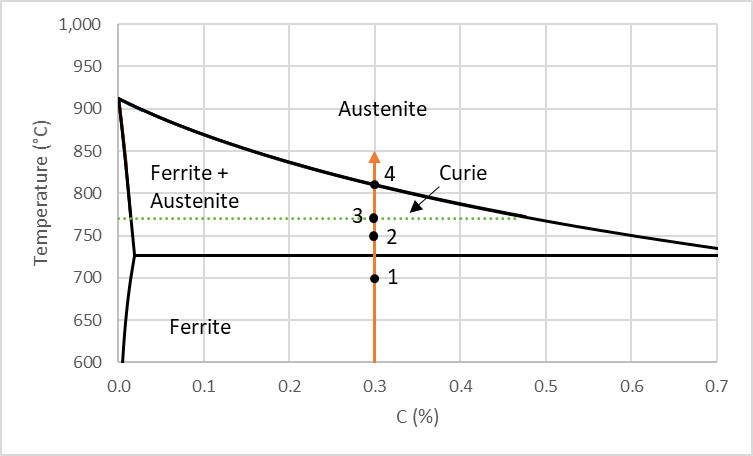
At point one the steel is at 700°C in the ferrite+carbide region where the steel is still magnetic. At point 2 the carbide has been replaced with austenite, and the steel is now somewhat less magnetic because it is a combination of magnetic ferrite and nonmagnetic austenite. The steel continues to partially replace the ferrite with austenite as the temperature increases. At point three the steel reaches the Curie point and so the remaining ferrite is no longer magnetic and the bulk metal as a whole is no longer attracted to a magnet. At point four all of the ferrite has been replaced with nonmagnetic austenite.
The Curie point does not come into play at higher carbon contents, on the diagram about 0.45% carbon and above:
![]()
For the 0.5% carbon steel above, the behavior is initially similar to the low carbon steel. At point number one the steel is magnetic, once it crosses the two phase boundary then some austenite forms and the steel becomes less magnetic. And at point 3 where it has fully transformed to austenite it is no longer magnetic. Because the steel transforms to nonmagnetic austenite before reaching the Curie temperature, the transition of ferrite from magnetic to nonmagnetic is not a factor.
High carbon steel also crosses into a two phase region but instead of ferrite+austenite it is austenite+carbide. The carbide does not greatly affect how magnetic the steel is, as is known because the room temperature steel contained ferrite+carbide and was still magnetic. So the steel transformation to nonmagnetic austenite is not as gradual as low carbon steel, and occurs when the steel reaches the austenite+carbide field. This is similar to the eutectoid steel described above where it transformed straight from magnetic ferrite to nonmagnetic austenite.
![]()
So the high carbon steel above is magnetic at point one where the microstructure is ferrite, then nonmagnetic austenite at point two, and remains nonmagnetic at point three where all of the carbide has dissolved.
Realities of Composition
The above diagrams are for an idealized steel with iron and carbon only. Real steels have small amounts of other elements like manganese and silicon. These extra elements insert another two phase region, where ferrite, austenite, and carbide are all present:
So you can see now that with eutectoid and high carbon steels that it does not immediately transform from ferrite to austenite but does have a relatively narrow transition where it changes from ferrite to austenite. For the eutectoid steel around 0.76% carbon that transformation starts around 726°C and ends around 731°C. These austenite transformation temperatures are known as A1 (start) and A3 (finish):
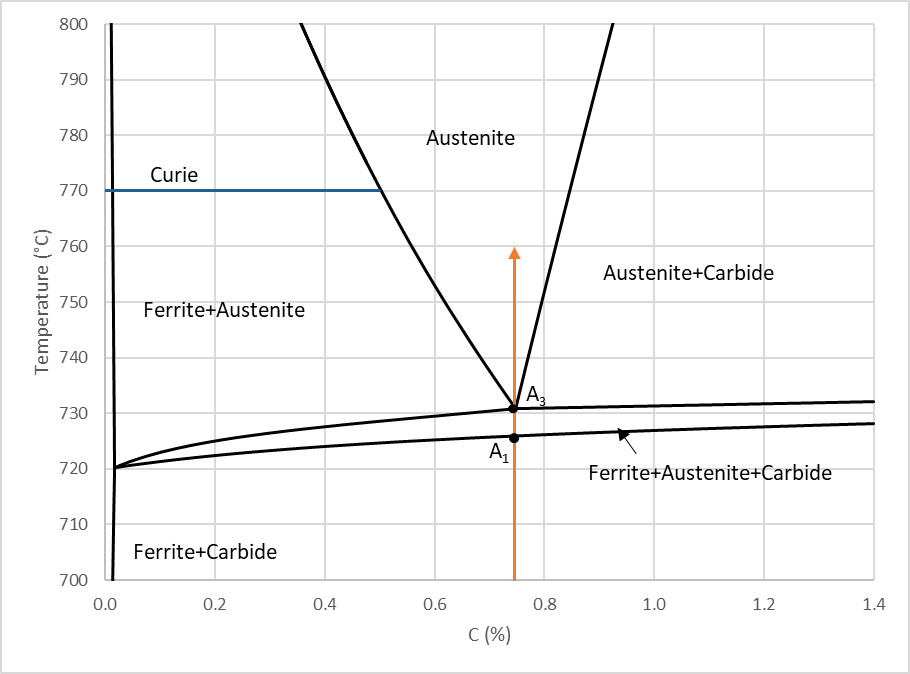
On heating the temperatures are known as Ac1 and Ac3, and on cooling they are Ar3 and Ar1. Why not use “h” for heating and “c” for cooling? Because the terms come from French chauffant (heating) and refroidissant (cooling) and the French language makes everything worse. Therefore when heating from room temperature Ac1 is when the steel begins the transformation to austenite and Ac3 is when the transformation to austenite is complete.
Reality Strikes Again
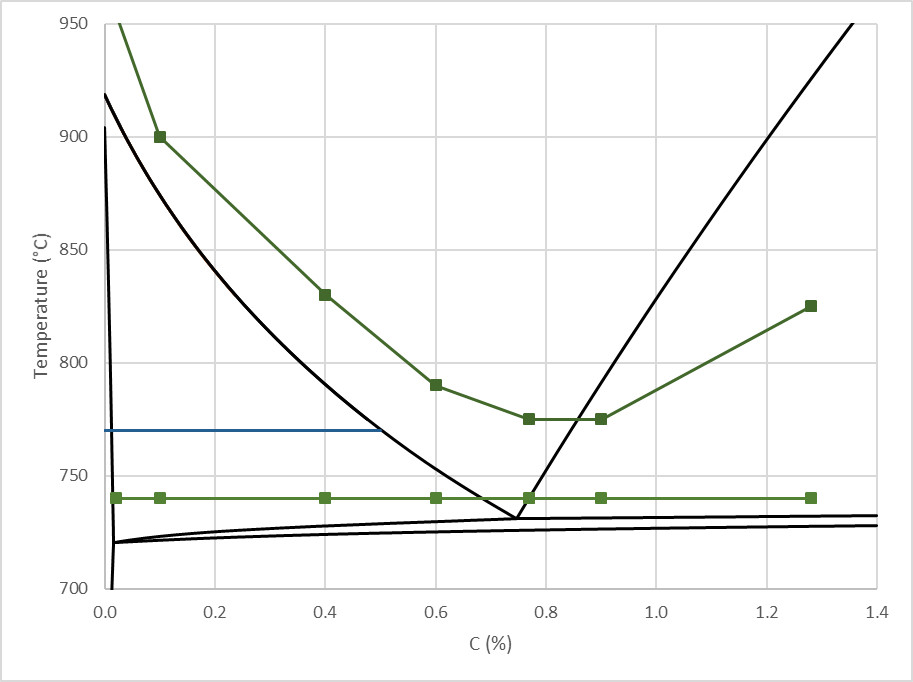
The above discussion relates to “thermodynamic equilibrium” which assumes that the steel has been held at temperature for an infinite amount of time. In reality we do not hold steel for an infinite amount of time, of course, so the diagrams are not a perfect representation of the transformation the steel will see. Instead we heat the steel at some rate and then hold for a specified amount of time, and never reach true equilibrium. The amount of time it takes for the steel to transform is known as “kinetics.” Kinetics is controlled by different factors, the most obvious of which is the rate of diffusion. Transformation from ferrite to austenite requires the diffusion of iron and carbon atoms, so it occurs more rapidly at higher temperatures where diffusion is faster. The other factor is the “driving force” for transformation. For example, if the steel was heated to the A1 temperature on the diagram above, it would take a literal infinite amount of time for it to start the transformation to austenite. However, with very slow heating there is a more practical Ac1 which would be a few degrees higher than the true A1 temperature. Heating to higher temperatures both the driving force for transformation and diffusion is faster so the higher the temperature the more rapidly the steel will transform to austenite, as expected. The faster the steel is heated, the higher the Ac1 and Ac3 is because of the delay in transformation from limited time for diffusion. Below I have plotted Ac1 and Ac3 when the steel is heated at a rapid rate of 180°F/second (green) relative to the equilibrium phase diagram [3][4]:
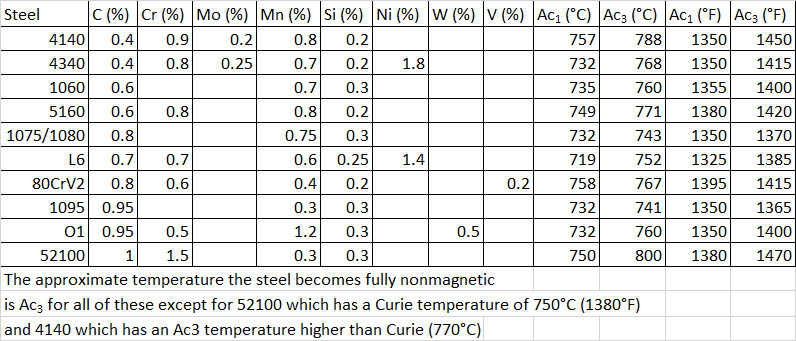
Low Alloy Steels
Below I have a table of low alloy steels which may be used by knifemakers to heat treat it in a forge along with a magnet to check the approximate temperature. The Ac1 is the temperature where the steel begins to form austenite and therefore becomes increasingly nonmagnetic as the temperature increases beyond that point. At Ac3 the steel is fully austenite and therefore nonmagnetic. The Curie point does not apply to the magnetic transition for any of them except for 52100 which will be explained more fully further on in this article. The Ac1 and Ac3 temperatures are measured using slow heating.
Time-Temperature-Austenitization
If we focus on a eutectoid steel (1075/1080) then we can look at the effect of heating rate on the steel transformation. Heating rate can be a little difficult to estimate when we are talking about putting a piece of steel into a hot forge or furnace. And if the steel is slowly heated as a furnace ramps up then the heating rate is obviously slower. However, the heating rates on the right side are much more realistic for heating in a forge or furnace:
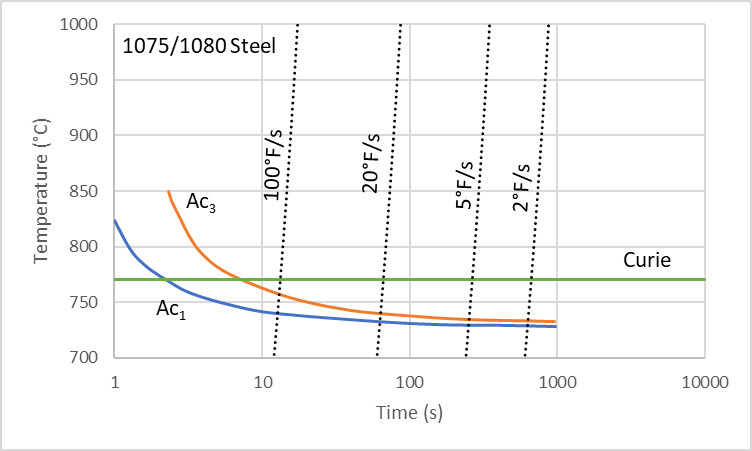
Adapted from [5]
This diagram is called a Time-Temperature-Austenitization (TTA) diagram. Rather than a cooling transformation diagram like a CCT or TTT, this diagram is for heating into austenite from room temperature. At a rapid heating rate the Ac1 and Ac3 temperatures are higher, while with slow heating those transformations are close to the equilibrium phase diagram. The Curie temperature, however, is essentially not affected by heating rate and it remains the same. With typical slow heating with a 1080-type steel the transformation to austenite is complete well before the Curie temperature has been reached. I have heard some say that when the steel is nonmagnetic that means the Curie point has been reached and so you know the steel is at 770°C (1420°F) or higher. However, the diagram above shows that this is not usually the case. The same is true for the majority of simple steels that are typically used in heat treatment where temperatures are checked with a magnet, including 5160, 1060, 1084, 1095, and O1. This may not always have a big effect on how the steels need to be heat treated, but it is better to understand that when the magnet is no longer attracted to the steel it is an indication that the steel has transformed to austenite, not because of the Curie transition.
Effect of Alloying Elements on Austenite Transformation
There are steels where the Curie point is still a factor, however, and not just low carbon steels which are not typically used in knives. Chromium additions, for example, raise the austenite transformation temperature so that it is higher than the Curie transition. This affects air hardening tool steels and high speed steels which typically have 3% chromium or more, and martensitic stainless steels which typically have at least 12% chromium.
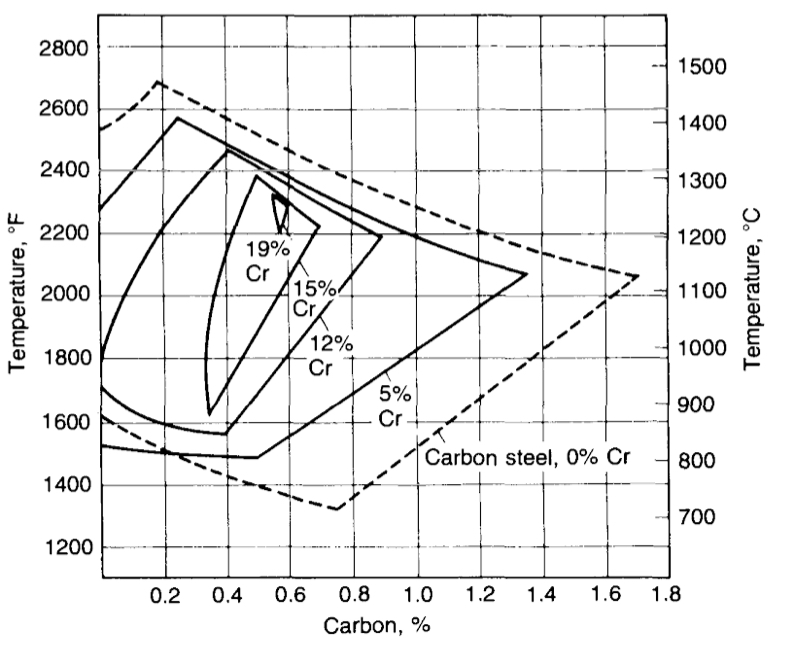
Image from [6], chromium additions raise the austenite transformation temperatures
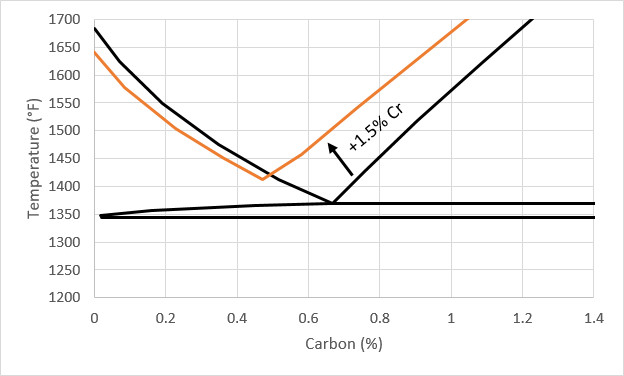
There are steels which have smaller amounts of chromium which are still heat treated in a forge along with a magnet to indicate temperature by some knifemakers. One common one is 52100, with 1.5% Cr. I previously showed the effect of the chromium addition on the austenite transformation temperatures:
Effect of Composition on Curie Temperature
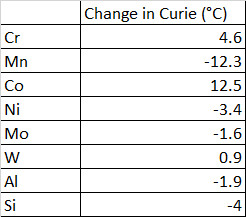
The Curie temperature can also change with composition, though not to the extremes of the austenite transformation temperatures. These changes are relative to the base Curie temperature of 770°C as in pure iron. Chromium increases the Curie temperature up to about 780°C with 3%, then decreases it down to 660°C with 19% chromium [7]. Below is a table summarizing the change in Curie with different alloying additions, each is the change for 1 wt% of the element [8]:
Back to 52100
The Curie temperature of 52100 has been reported to be lower than the typical 770°C [9]. This seems unlikely due to the alloying effects described above where chromium in small amounts tends to raise the Curie temperature rather than lower it. I have a feeling they extrapolated the Curie temperature based on Ac1 rather than the actual Curie temperature. However, even if the actual Curie temperature is closer to 770°C, the Ac3 temperature is still significantly higher than the Curie temperature. This means that the steel must be further heated beyond nonmagnetic to a greater degree than many other low alloy steels:
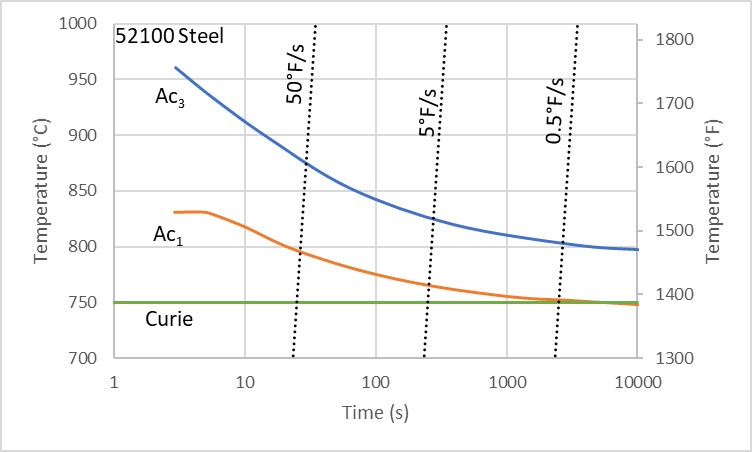
Adapted from [9]
5160 is closer to eutectoid than 52100 but also has a chromium addition so Ac3 can be relatively close to the Curie transition. Ac3 is about 765°C (1410°F) for 5160 [10]. The Ac3 of chromium-containing 80CrV2 is reported to be 780°C (1436°F) but that is likely too high when considering it has higher carbon than 5160 [11]. So I estimated the true value in the earlier table for 80CrV2.
Reality Part III – The Return of Further Complexity
Another factor that affects the formation of austenite is the prior microstructure. The more evenly distributed the carbon is, the faster the austenite transformation will be. Martensite has carbon throughout the matrix, pearlite has the carbon located in bands of cementite, and annealed steel has spheroidized carbides. That is also the order for austenite formation kinetics, where martensite is faster than pearlite is faster than spheroidized carbide.
Martensite – evenly distributed carbon
Pearlite – Carbon is in the cementite bands
Spheroidized Carbide – Carbon is in round carbides
The effect of prior microstructure on the austenite transformation kinetics can be seen in this TTA diagram for 1095 steel, where the solid line is fine pearlite and the dashed line is annealed (spheroidized carbide). With heating rates slower than 20°F/s, the transformation is not affected by prior microstructure and the transformation temperature is flat around 750°C (1382°F).
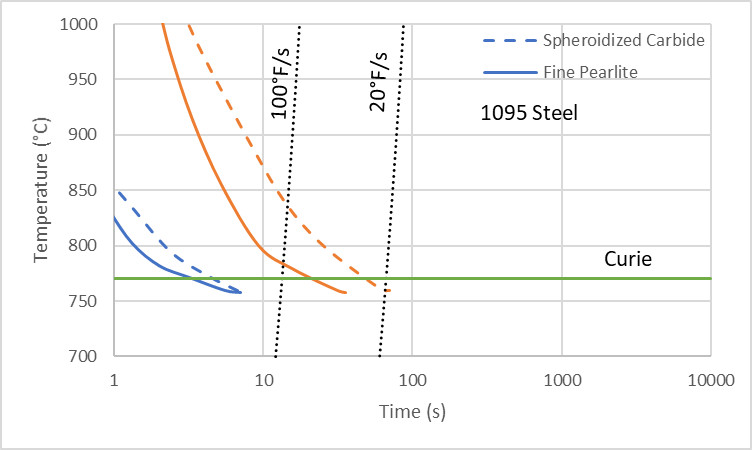
Adapted from [4]
Regardless of the prior microstructure, the austenite transformation is complete prior to the Curie temperature even with the relatively rapid heating rate of 20°F/s. However, there is still a significant effect and this difference should be kept in mind when heat treating with the help of a magnet rather than with a thermocouple.
Hold Time
When heat treating knife steels the transformation to austenite is not the only necessary transformation. For eutectoid and hypereutectoid (>0.75%C) steels there is typically some amount of carbide that also needs to be dissolved to achieve the desired hardness. You can read more in Austenitizing Part 1 and Part 2. For example, a typical recommended austenitizing temperature for 52100 is 840°C (1545°F) where it has transformed from ferrite to austenite with reasonably slow heating. However, depending on the prior microstructure it will take different lengths of time to reach full hardness after quenching:
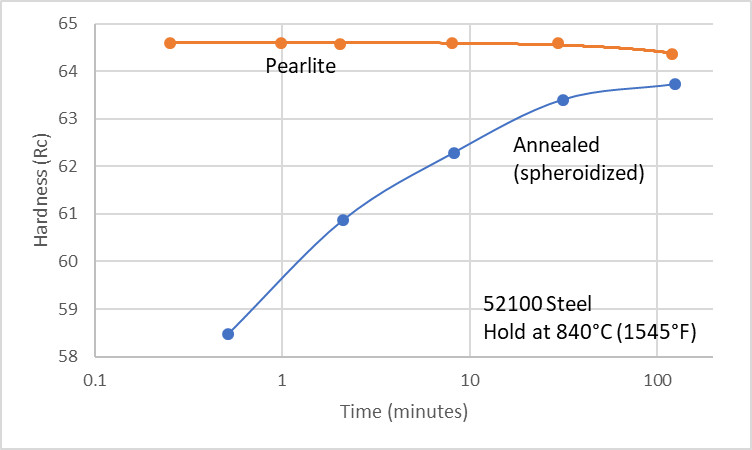
Adapted from [12]
This is why some recommend transforming steel to pearlite prior to the final austenitize and quench when heat treating with a forge or torch, because the transformation time is much shorter when starting from pearlite. This change to pearlite is performed with a normalization treatment, typically from heating to 1600°F and air cooling. When using a PID-controlled furnace, however, an annealed structure allows the dialing in of hardness and the amount of carbide that is dissolved while avoiding grain growth or excessive carbon in solution. 52100 with its high transformation temperatures and chromium additions is one of the slowest to transform among the low alloy steels which some try to heat treat using a forge instead of a furnace.
1075/1080, with its low alloy content and eutectoid composition transforms to austenite and dissolves cementite relatively rapidly, and the steel will fully harden even when near the temperature the steel is no longer magnetic. When held at the austenite transformation temperature, the carbide is fully dissolved within 15 minutes. Below is 1080 steel (slightly hypereutectoid) held at 730°C (1345°F) for 9 seconds (a), 9.5s (b), 10s (c), 11s (d), 12s (e), 60s (f), 300s (g), and 900s (h), where you can see the white ferrite being replaced by the dark austenite:
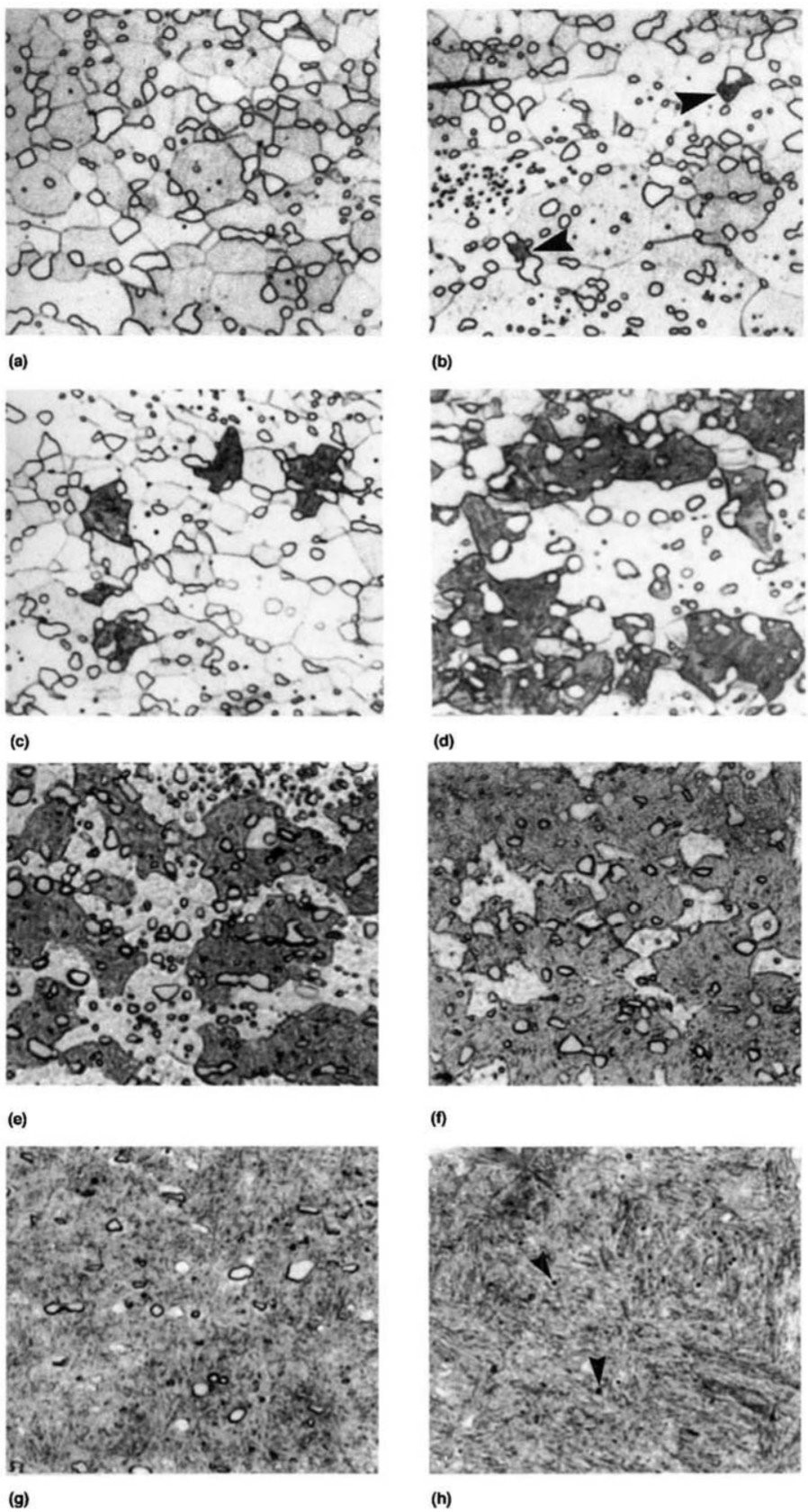
Images from [13]
Above you can see that the ferrite has been replaced by austenite within 5 minutes, and the carbide is almost entirely dissolved at 15 minutes. The temperature chosen is just barely above the austenite transformation temperature so the kinetics are relatively slow. If heated to a marginally higher temperature (1400 or 1450°F), the austenite transformation and carbide dissolution occurs much more rapidly. Once the steel has become nonmagnetic (austenite), only a small fraction of carbide needs to be dissolved for full hardness (some carbide can be retained). This means that the required hold time at nonmagnetic temperature or the necessary extra temperature above nonmagnetic is relatively small. Therefore, 1075/1080 is well suited for heat treating with the help of a magnet because it is not as necessary to guess how much extra time or temperature is needed above nonmagnetic when compared with steels like 52100.
Even 52100, however, can be heat treated without a long hold time if it is heated to a sufficient temperature. Below is 52100 in either a “fine spheroidized” or “coarse spheroidized” annealed structure. The steel was heated at different rates (fast to slow) to the indicated temperature without a hold time (0 seconds at temperature), quenched, and the hardness measured. The difficulty in heat treating it without a temperature controlled furnace is that achieving full hardness requires temperatures significantly higher than when the steel is nonmagnetic.
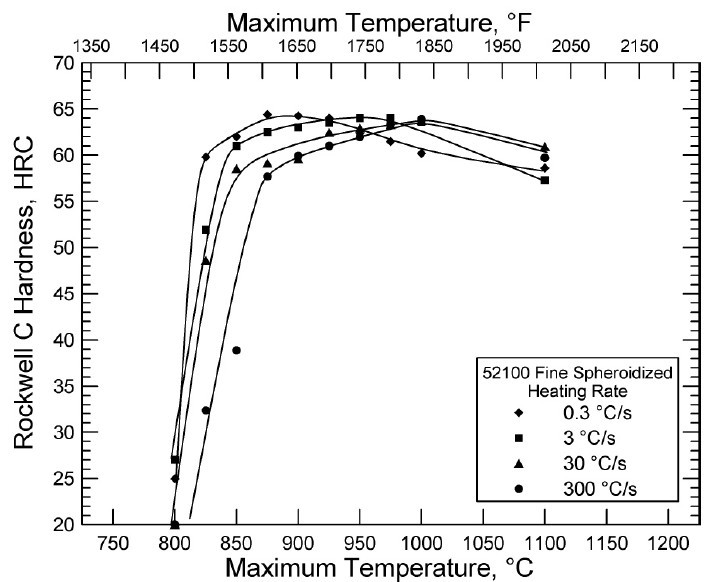
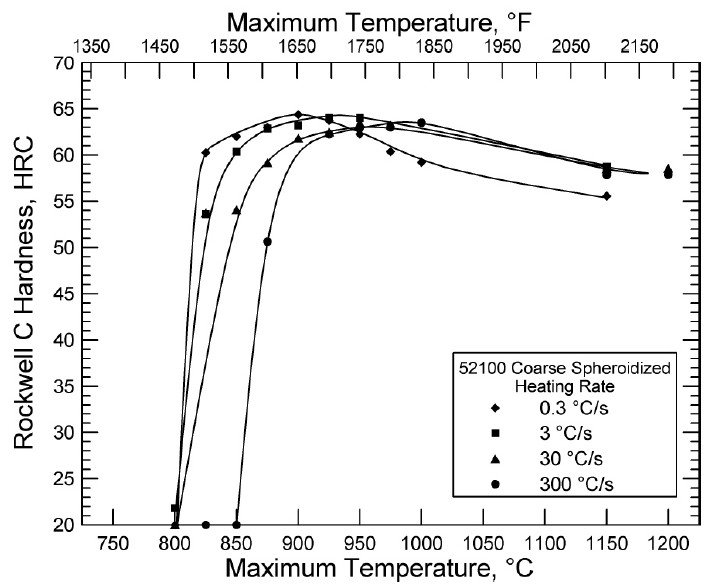
Images above from [14]
Hypoeutectoid steels (<0.75% carbon) dissolve carbide more readily because the carbide is replaced by austenite at lower temperatures, and less overall carbide is present. This means that less hold time at temperature is required for achieving good hardness after quenching. So 1060 is relatively well suited to being heat treated when checking temperatures with a magnet.
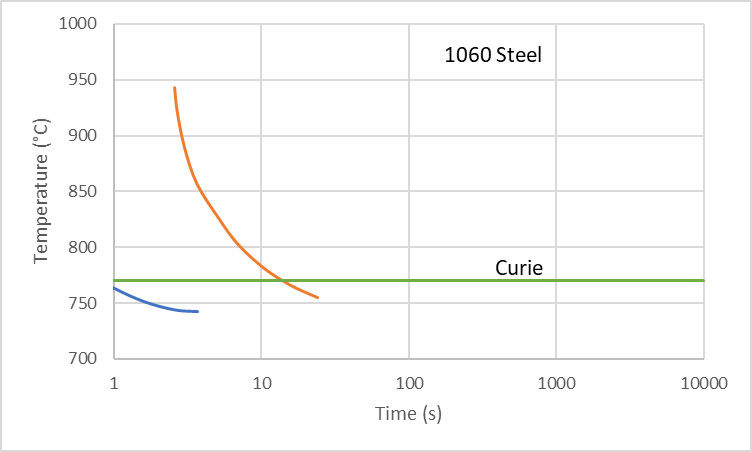
Adapted from [3]
When Steel Becomes Magnetic Again
As discussed above, the steel becomes nonmagnetic when it transforms to austenite. And it becomes magnetic again when it transforms to ferrite, pearlite, bainite, or martensite, which are all magnetic phases of steel. The temperature at which it transforms to one of these phases is controlled by the cooling rate and the hardenability of the steel. You can read about hardenability and how to read CCT curves in this article. The temperature where the steel has transformed back to a ferritic phase is almost always significantly lower than the Curie point so just like with heating to austenite the Curie point is not really a factor here. Below is a CCT curive for W2 which is a very low hardenability steel (it transforms easily to pearlite on cooling). The pearlite transformation start temperature is the top line that is about 700°C with slow cooling and about 680°C for the pearlite transformation finish. Those lines decrease in temperature with faster cooling rates.
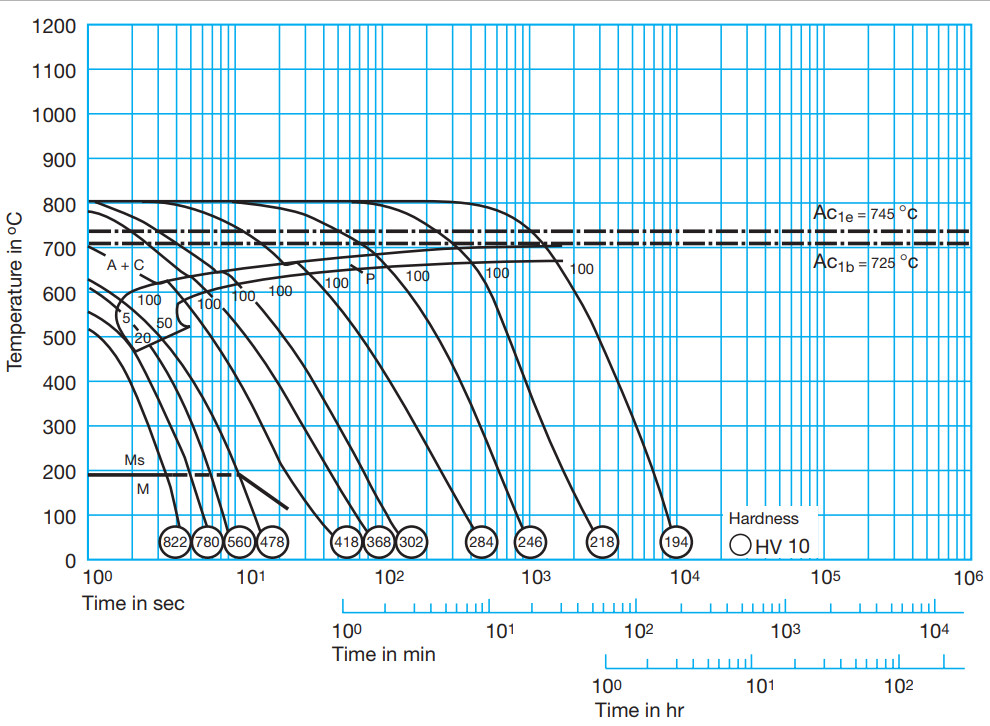
Image from [11]
You can see above that the pearlite transformation completion drops to as low as 590°C or so with the fourth fastest cooling rate. With faster cooling rates the transformation to pearlite is incomplete and some martensite is formed. With the fastest two cooling rates the steel does not transform at all until it begins to form martensite at just under 200°C. Therefore, the steel remains nonmagnetic until it nearly reaches room temperature. The low hardenability of W2, however, means that it can be air cooled relatively rapidly and still transform to pearlite; according to the CCT diagram it can reach 590°C within only a few seconds and fully transform, becoming magnetic. This means that cycling of the steel can also be performed pretty quickly. On the other side is high hardenability steels where they need to be cooled more slowly to ensure the transformation to pearlite, like the oil hardening O2 steel for example:
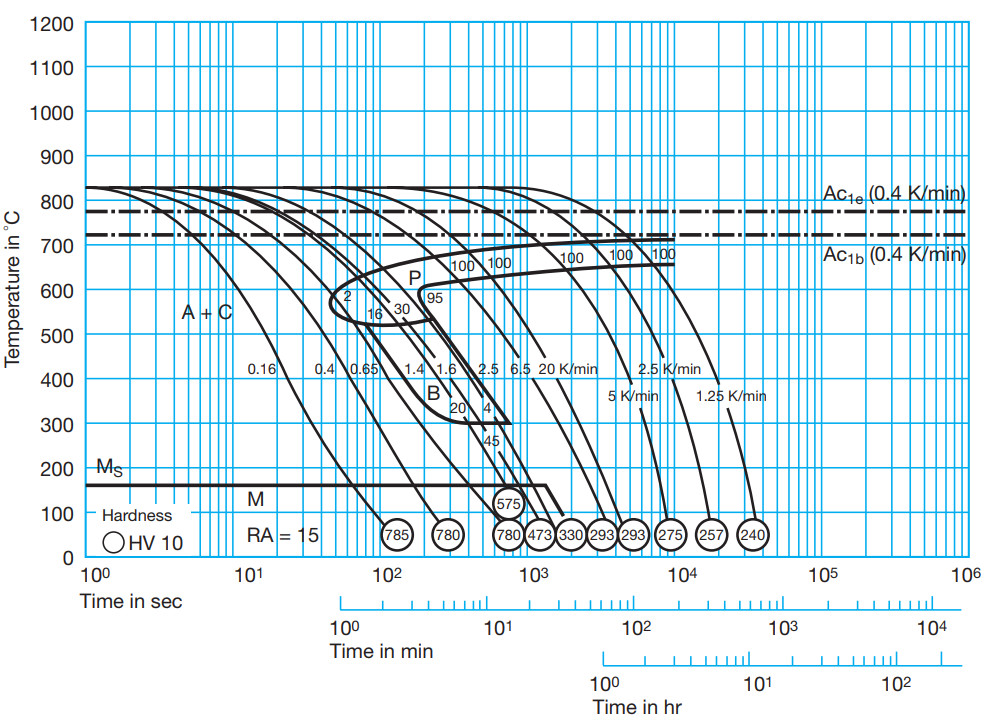
Image from [11]
Even with very slow cooling rates (1.25°C/min), pearlite formation is complete around 660°C, a little bit lower temperature than W2. The minimum required cooling rate for achieving full pearlite formation is significantly slower than for W2. The steel needs at least 200-300 seconds of slow cooling to fully transform to pearlite at around 600°C. Sometimes oil hardening steels form some martensite even in air and need slower cooling such as in vermiculite. An air hardening steel like D2 needs even slower cooling rates to transform to pearlite and is likely not possible without furnace cooling.
Summary and Conclusions
Steel can become nonmagnetic in two ways: 1) transformation to austenite or 2) reaching the Curie point. Transformation to austenite is the more common reason for becoming nonmagnetic with low alloy tool steels that are often heat treated with a forge or torch without good temperature control. Heating rate can also affect this transition as heating rapidly will lead to delayed austenite transformation so that the steel reaches the Curie point prior to the austenite transformation. Some alloy additions, like chromium, raises the austenite transformation temperatures so that the Curie point is reached first and therefore the steel becomes nonmagnetic significantly below its optimum austenitizing temperature. A pearlitic starting microstructure transforms to austenite more rapidly than an annealed microstructure and is therefore easier to heat treat without good temperature control. Steel becomes magnetic again when it transforms to pearlite, bainite, ferrite, or martensite. The temperature at which it transforms to one of those magnetic phases depends on the cooling rate and hardenability of the steel. Personally, I greatly prefer heat treating with a furnace, as you can be much more sure about the consistency in your heat treatment. That allows you to dial in the temperature and time required for the best properties to a greater degree than by eye or with the help of a magnet. I understand that heat treating furnaces are not free, and that some prefer more “traditional” methods for heat treatment. However, I still recommend a heat treating furnace instead.
[1] Shackelford, James F., and Madanapalli K. Muralidhara. “Introduction to materials science for engineers.” (2005).
[2] http://hyperphysics.phy-astr.gsu.edu/hbase/Solids/ferro.html
[3] 三輪敬之, and 小野秀隆. “炭素鋼の TTA 曲線 (恒温オーステナイト化曲線) について.” 日本金属学会誌 41, no. 9 (1977): 851-855.
[4] Owaku, Shigeo, and Hideo Akasu. “Time-Temperature-Austenitization Diagram of Hypereutectoid Steel.” Transactions of the Japan Institute of Metals 4, no. 3 (1963): 173-178.
[5] Sakuma, A. “Kinetics of diffusional phase transformation during heating and cooling processes and its application to simulation of welding process.” Transactions of the Japan Society of Mechanical Engineers 60, no. 575 (1994): 1624.
[6] Roberts, George Adam, Richard Kennedy, and George Krauss. Tool steels. ASM international, 1998.
[7] Samal, P., and J. Newkirk. “Properties of Powder Metallurgy Tool Steels.” (2015).
[8] Stoelinga, S. J. M., A. J. T. Grimberg, R. Gersdorf, and DE VRIES. “Experimental investigation of the influence of impurities on the Curie temperature of iron.” Le Journal de Physique Colloques 32, no. C1 (1971): C1-330.
[9] Orlich, Jürgen, and Hans-Joachim Pietrzeniuk. Atlas zur Wärmebehandlung der Stähle: Zeit-Temperatur-Austenitisierung-Schaubilder, 2. Teil. Verlag Stahleisen, 1976.
[10] Dossett, J., and G. E. Totten. “Heat Treating of Low-Alloy Steels.” (2014).
[11] https://www.schmolz-bickenbach.com/fileadmin/user_upload/public_images/Brochures/Cold_work_tool_steels_GB.pdf
[12] Stickels, C. A. “Carbide refining heat treatments for 52100 bearing steel.” Metallurgical Transactions 5, no. 4 (1974): 865-874.
[13] Samuels, Leonard Ernest. Light microscopy of carbon steels. Asm International, 1999.
[14] Clarke, Kester. The effect of heating rate and microstructural scale on austenite formation, austenite homogenization, and as-quenched microstructure in three induction hardenable steels. PhD Thesis, Colorado School of Mines, 2008.
Hello Larrin,
Again a great interesting article that helped me out.
“[…]and the French language makes everything worse” made me laugh, as Frenchmen.
It happens that I played a lot around with induction heating in the last year and had to give up. My intend was to heat partially the blade to produce in a fast and repeatable manner a selective edge quench (like Lauri 80CrV2 blades in https://www.youtube.com/watch?v=1xOIilY9r0I).
So I played a lot with a chinese ZVS PCB fed by 36 V 20A and a liquid cooled copper pipe coil.
It took me some time to understand that this system was passive. I can monitor the current and it lowers with increasing temperature until reaching a sweet spot/steady state. I figured it was the Curie point where the inducted current is no more producing heat.
So I searched a lot about Curie points and found a lot of things. Your article allowed me to understand there is Curie point but also the austenite transformation point.
I made quench trials with forged 75Cr1 (a kind of 1075 with 0.25Cr), forged 52100, forged 1095 (from a file, so 1095 is a guess but it should be hypereutectoid) and forged 56Si7 (typical european coil spring steel).
In steady state, none was picked up by a magnet, but just barely (my IR thermometer is too unprecise as the emissivity is hard to guess right) and though I quenched them all in water in the latest trials, I was not able to get the steel hard (max 53 HRc as best educated guess by comparison with other known hardness parts I have).
I also made trials with quite long soak times, up to 10 min (all had about 2 mm thickness) without success.
Strangely though, with each test quench, the point was going up more and more (leading me to estimate that martensite was created in the edge area).
I gave up as with hypo, eut. and hypereutectoid, I was not able to get a satisfying hardness, not being able to get more heat generated in the blade.
The speed of heat up is quite impressive with induction so your remark about that factor was also a great help to better understand what happens. I have some XC75 (approx 1075), UHB20C (approx 1095), 135Cr3, C130 (approx. 10130) left. Would you have a recommendation of a last steel I should try?
Thanks for sharing all this knowledge.
Hi Olivier,
Induction heating is a good example of where many of these ideas are important to understand. Because induction heating is much faster when the steel is magnetic and heating rates in general can be quite fast (shifting up the transformation temperatures). If induction heating was more common among knifemakers I may have described things in terms of induction heating rather than just a forge and a magnet.
If you were to try some more heat treating with your induction heater the XC75 would be my choice for the reasons described in the article about eutectoid steel. Start with the easiest steel and get that to work first before trying something else.
I might not be understanding well what you are saying , but as far as i thought I knew, induction forges don’t need magnetic matérial as it uses foucault currents.
And, for other thing i think i undestood : As the heat is generated inside the matérial itself, the heat rise quicker on the spine of the blade than on the edge (far more matérial) . But the higher the frequency, the more the heat is concentrated on the surface of the part .
Maybe with these parameters you’ll find the solution to your problem Olivier
Hey,
both are true. Induction heating tends to use any and all effects it can get. Magnetism is great because many metals have high hysteresis losses, so changing the direction of magnetic domains takes a significant amount of energy. So heat input could decline with nonmagnetism, but i am not even sure about the extent because this is not a common consideration in mainstream electric engineering, the fact that domains do not stay aligned might not mean that they do not move and waste energy….but the flux will be lower without alignment so you will loose quite a bit of heating and also flux density to do induction…. Induction heating also works via induced eddy currents, thats why it’s called induction heating after all. But this is a non trivial matter as well due to impedance matching. Aluminum and Copper are really hard to induction heat. Their conductivity is essentially the same as that of the heating coil, so it is impossible to achieve good efficiency and proper energy transfer. That is why induction suited Al pots and pans have a stainless steel mesh,sieve or sector structure in the bottom. Electrical conductivity is a sister property of thermal conductivity, both are mostly caused by the ability of electrons to move. In other words, stainless steel may be nonmagnetic but it is a really bad conductor of electricity and therefore works like an induction fed kathal heating element. You get a good impedance ratio and your stove will be efficient. Now with an orange hot steel workpiece, well, temperature also causes resistance to increase and maybe, depending on system design, the resistance also increases beyond the maximum power transfer point, which would also decrease power output. This could all be measured and tested but youd need a big oscilloscope and a high speed current sensor and stuff and then create a map of the reflected impedance presented to the power conversion system….
Then as a final effect keep in mind that heat loss scales to the 4th power of temperature in the incandescent range. Not only are you loosing heating power to nonmagnetism and possibly a growing impedance mismatch, but also due to the fact that heating to incandescent heat takes way more power than to black if done in open air without a furnace cavity to reflect and retain the heat.
Hi Larrin,
Great article, highly appreciated!
It is not easy for me to understand why ferrite is ferromagnetic and austenite is not. One of the reasons should be that atoms in austenite are more widely spaced than atoms in ferrite lattice. This causes smaller exchange effects among electrons.
Sorry my knowledge of electromagnetic properties of materials is not good enough to answer your question.
Brilliant article!
This is the first one that I’ve read that explored the kinetic effect on heat treating. By the way, I have your book, it has helped me a LOT with some issues I had. Congrats!
I’m glad to hear it!
Hi Larrin:
Enjoyed reading the article..very informative.
I’m curious about the Ac3 temperature when the ferrite to austenite transformation is complete.
Is there a sure fire way to determine the Ac3 temperature for each steel (including high alloy steels) or does one have to just do the “trial and error” method ? Unfortunately, most spec sheets don’t include the Ac3 temps for their steels.
The graphs you show are very helpful, but is there a formula that can be applied, to at least get in “the ball park” for each steel type and work it out from there ??
Thanks again for the good article
Clay
I started knife making with a charcoal forge and a magnet. lol
My knives improved immensely when the engineer at work told me to try Tempil Sticks to check my temperature. They come in graduations of 50 degrees up to 1800 F. Beat the heck out of magnets.
If one is forging tools with iron and steel laminated together, I’d like to point out that the magnet can still be of help. If like you say, for low carbon steel the curie point is reasonably accurate at telling you 770C, this is a great help in finding the right temperature for austenitizing if you check the magnet on the iron or mild steel part of the tool or blade. 1095, for example, is often austenitized at temperatures around 780–800C.
Hi . I am completely new to forging knife making so there is a lot to learn. Much of this article i dont fully understand.
I have built a homemade gas forge and tried to anneal some old farriers rasp files to practice on. I have heated to cherry red/ orange and some beyond that with some to bright orange but, they loose their magnetism when hot but even when cooled slowly in perlite or wrapped in refractory blanket they all became magnetic again. What am I doing wrong.
You don’t want it to remain non-magnetic because that would mean it is still austenite. Slow cooling for annealing the steel transforms to magnetic, soft pearlite/ferrite/carbide. When quenching rapidly it transform to magnetic, hard martensite.
Thank you so much for clearing that up. Everyone tells you to heat to non magnetic then heat soak and cool slowly to anneal but, I’ve not seen anyone say it will then be magnetic when cool. Sooo much to learn!
So hopefully I haven’t ruined the files. Is there a way to tell if property annealed? Thank you again.
If it is soft enough to drill and cut with a bandsaw it is annealed.
Hello Larrin,
Great article. We are having a issue with D2 Steel (BE2379). After doing heat treatment it is loosing its magnetic properties as it’s not getting attracted on the electromagnetic bed for surface grinding. It has still some magnetic property left within but not enough to hold firmly during grinding process.
Please suggest why its happening and the counter measure to overcome this issue.
Thanks in advance!!
You’re austenitizing too hot before quenching and you’re not using cryo.
Okay, thanks for your time and response!!
I’m a bit more confused and at the same time more curious to know it in little detail (if you can please help).
So, does it mean that once the D2 is heated too much and cooled in air will have this issue? (i.e., excessive heating more than 1020 degree C temp. and more than defined time due to uncontrolled process, 1020 degree C temp is our std temp for HT Process of D2).
In the article, I could read that after attaining the room temp. the austenite phase again converts back to martensite phase which shows magnetic property but still after the heat treatment, our D2 has very weak magnetic property which is not as strong as martensite (there was very strong magnetic attraction before heat treatment)?
Kindly clear the doubt and suggest the remedial action please.
Thanks.
If it is greatly overheated (higher than 1020°C) before quenching then the austenite does not transform to martensite and is therefore less magnetic. You need to check your steel to make sure it is D2 and your thermocouple to make sure it reads correctly.
Hello Larrin,
Can I use immersion “water quenching” process to hard the L3 material (low alloy tool steel) up to 62 HRc? What should I keep in mind while doing so to get the required hardness without excessive distortion and breakage of work piece? Please advise and help with your technical expertise.
Thanks.
I’m curious in the effects of pressure on the Curie temperature of iron and various metal alloys in general and in relation the iron core and the earth’s magnetic field
Atmospheric pressure and the earth’s magnetic field are weak enough to not worry about. 99% of all metallurgy testing is done at atmospheric pressure and small changes like with elevation don’t have a significant difference.