Thanks to Peter Bruno for becoming a Knife Steel Nerds Patreon supporter!
Stress Risers/Concentrations
In an ideal world when a force is applied to a knife, that stress is distributed evenly across the piece. There can be certain features to a design, however, that leads to a stress “concentration” where the stress is locally higher than the rest of the piece. Stress is load divided by cross section, so a very simple way stress is concentrated is by having a locally smaller area of a part.
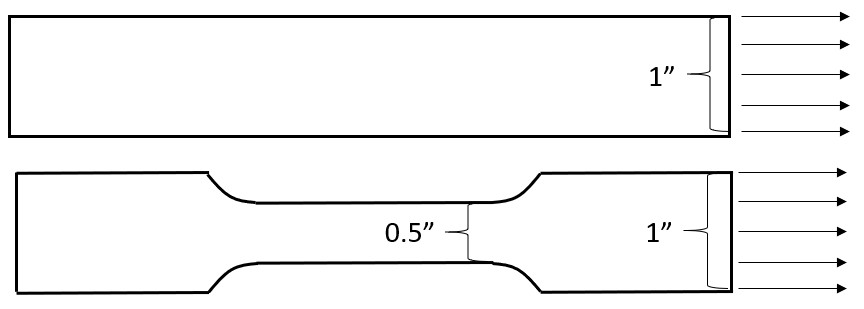
If above we are pulling on those bars of steel with a load of 10 lbs, with a 1″ cross section, the stress is 10 psi. However, with a reduced cross section of 0.25″ (0.5 x 0.5) then the stress has increased to 40 psi. In other words, the bar of steel is going to break in the reduced section because it experiences a greater stress. Stress concentrations can be in a much smaller area. A common one is a 90° angle in a part.
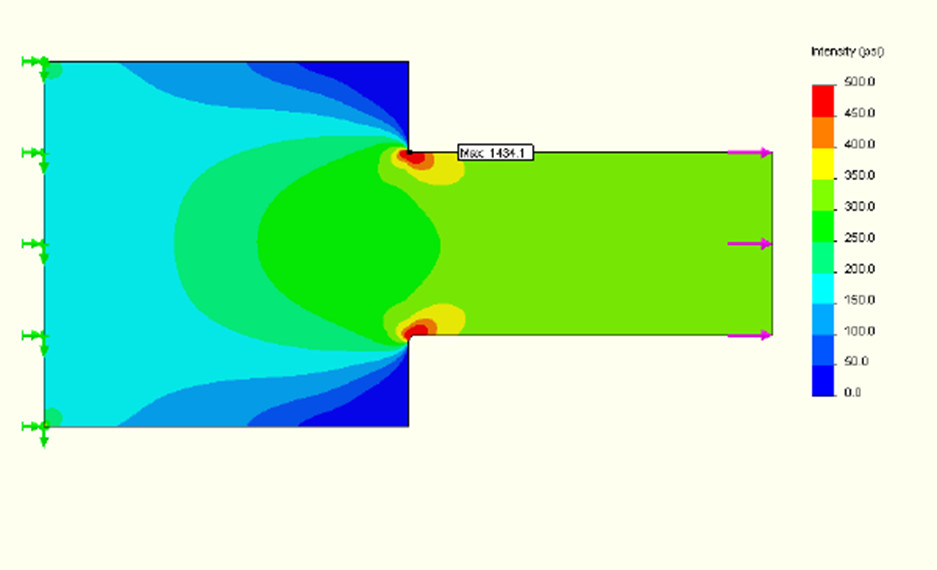
Image from [1]
The image above is a computer simulation of a part with sharp corners. The colors represent the level of stress the part observes at any given location, where red is high stress and dark blue is very low stress. You can see that the thinner portion to the right sees a lower stress (green) than the thicker portion to the left (blue). However, the corners where the transition is sees very stress as is seen by the small red areas. That means that the part will break at those corners, and if the corners were more “rounded” then the stress would be much lower there and would be more evenly distributed.
Knives with Corners
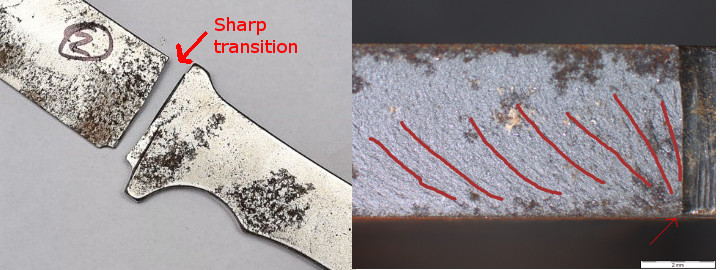
Patrick Brewster of Flying Steel makes throwing knives. He contacted me for help in analyzing broken blades that have been returned by customers over the years. Some he had a pretty good idea about what the problem was, at least in retrospect, and some were more mysterious. As in all such cases, it is difficult to assign a pure “cause” of a broken blade because it is unknown exactly what the customer did to it and if that would be considered typical, or acceptable, use. However, we can learn some things by analyzing them regardless. One knife he sent me had a good example of a sharp corner:


![]()
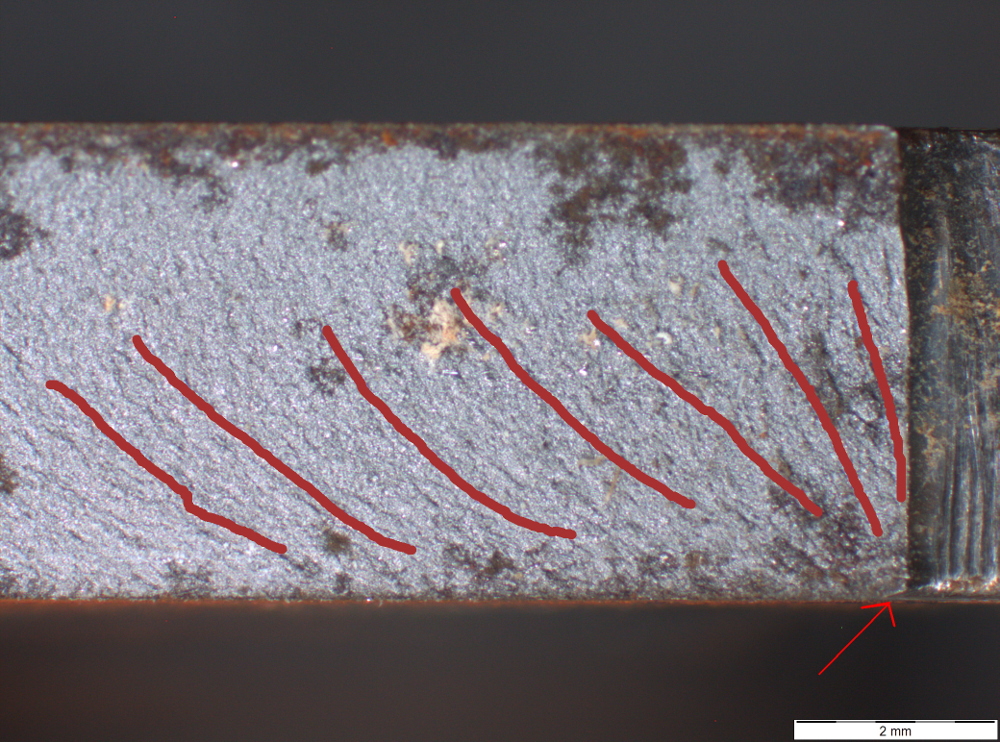
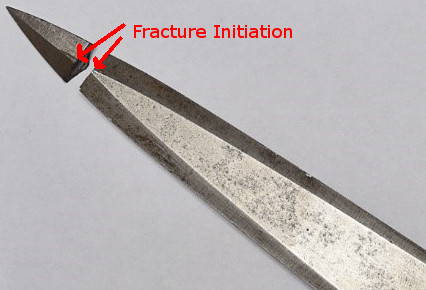
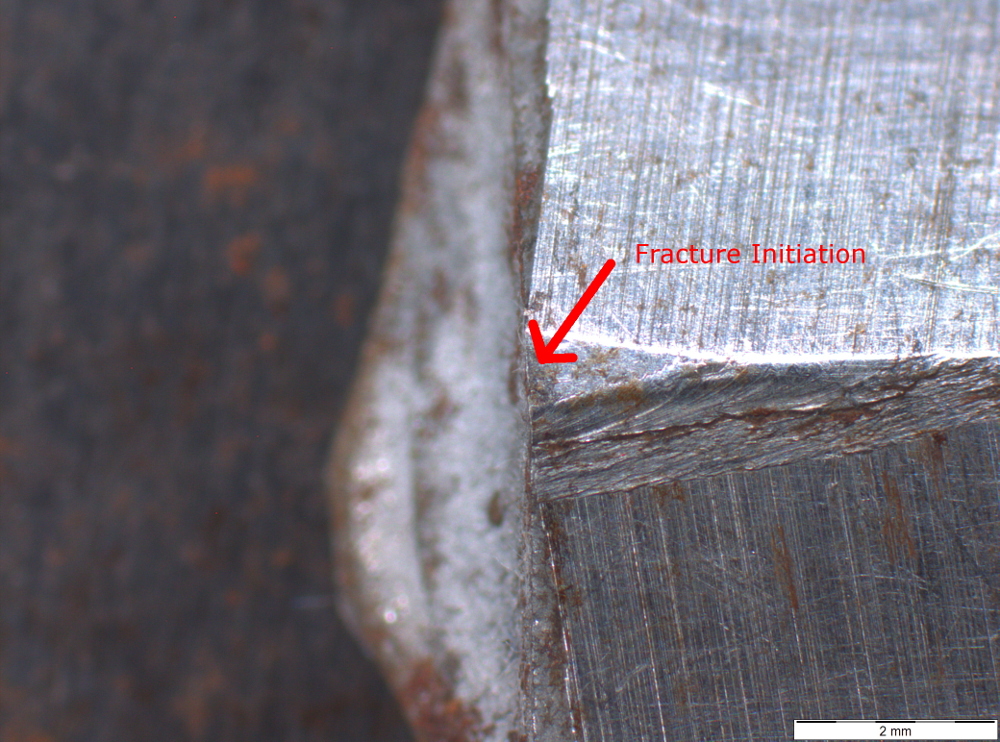
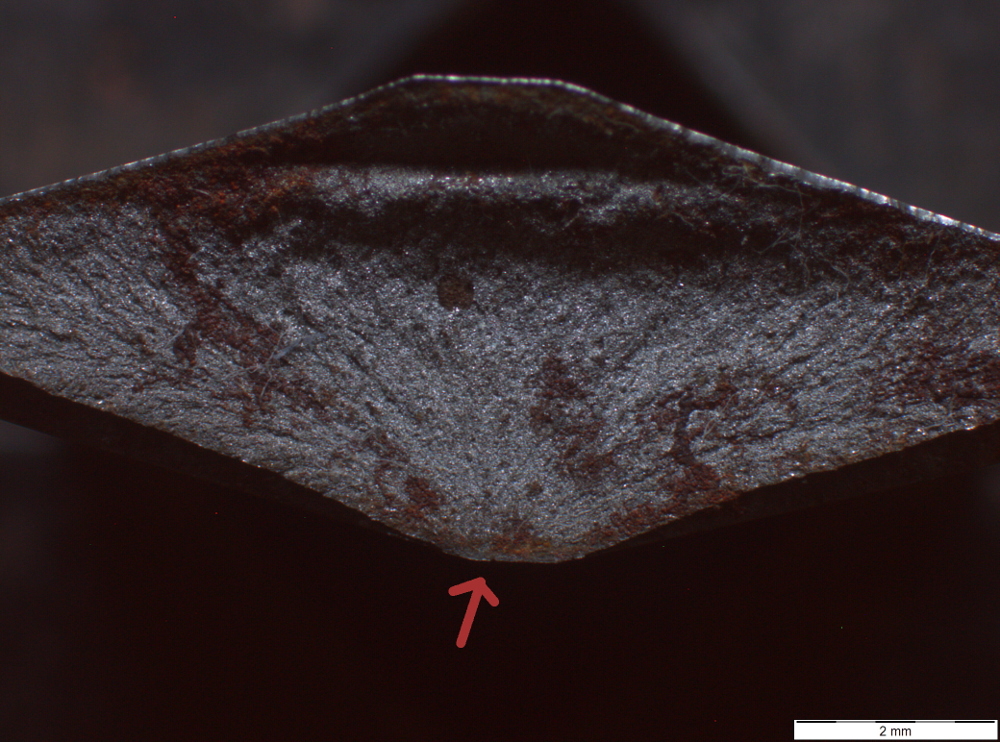
However, the fact that the sharp corner is there doesn’t necessarily confirm that is where the fracture occurred. It is a locally reduced cross section there with the sharpening choil. And perhaps the fracture occurred at the choil, for example. To know for sure we have to analyze the fracture surface of the cross section:
![]()
In both images above I have a red arrow which points to the point where the fracture “initiated,” which happens to be at the sharp corner of the knife, not the choil. You may be wondering how I can tell where the fracture initiated. There are often telltale signs in the fracture surface that tell us. There are characteristic lines called “radial marks” that point back to the initiation point, which I have shown below:
Makers Stamp
There were other knives that broke at the stamped logo on the knives (he has since changed his stamp):


The fracture occurred along the left edge of the “F” in Flying Steel:


And analysis of the fracture surface confirms that the fracture initiated at the stamp:
The three broken blades at that same location appear to confirm the potential danger in a makers stamp, depending on the type of knife, the depth and shape of the logo, and the location of the stamp. Knives that are used for pure cutting operations are likely not in danger with a stamp. However, heavy choppers or other knives that see large shocks like these throwing knives may be susceptible.
Holes in Blades
Holes in blades also act as stress concentrations for the reasons described above. The volume of material is smaller around the hole. This leads to the “internal forces” being locally higher around the hole, such as illustrated here:
Image from [2]
This means that if a blade with a hole in it is broken, the chances are very high the fracture will occur at the hole. A knife user had his M4 knife re-heat treated to a higher hardness (64 Rc) and it broke with relatively little lateral force. The “cause” for this fracture is not really known as the hole is only one of the symptoms of the blade breaking. Perhaps the heat treatment was poor, such as a small crack forming at the hole, the knife was insufficiently tempered, overheated during austenitizing, etc. However, the knife broke at the hole because of a stress concentration which was exacerbated by the heat treatment.

Image from [3]
Effect of Steel
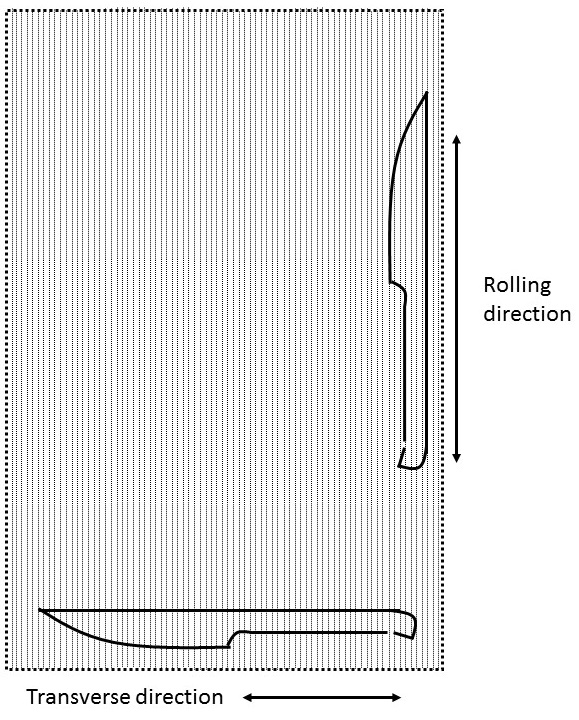
Using steel with high toughness does reduce the possibility of a broken blade, independent of knife design. High toughness steels are generally those with a low volume of carbides and impurities. You can read about what controls toughness in this article. The orientation of the knife relative to the rolling direction of the steel also matters, as that leads to the carbide stringers and impurities being preferentially oriented along a certain direction. When stress risers are oriented along these carbide stringers and/or impurities, fracture can be particularly likely.
Effect of Heat Treatment
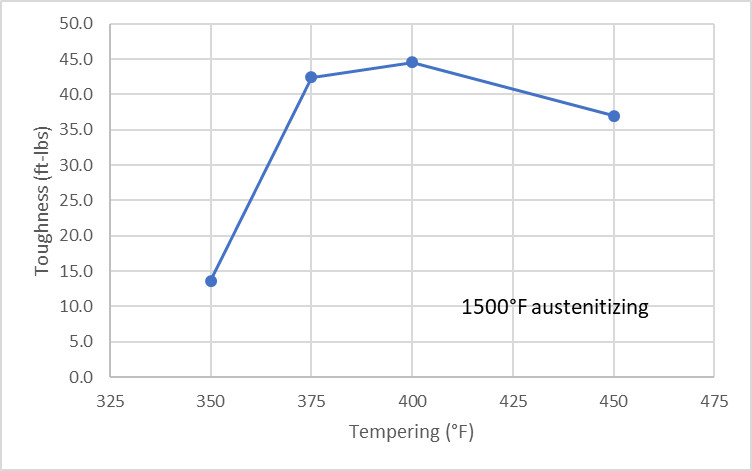
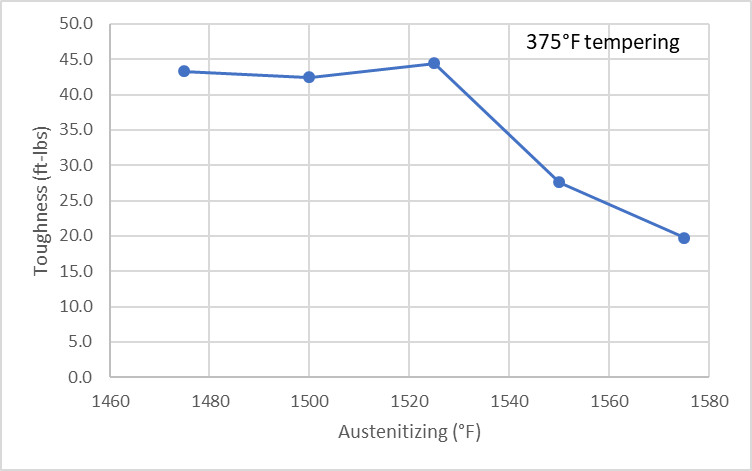
Heat treatment should be performed in such a way that common embrittlement modes are avoided such as overheating during austenitizing, insufficient tempering, or tempered martensite embrittlement. Those three articles discuss the effects of those heat treatment issues on toughness. Here are charts from the 5160 toughness article showing how drastically different toughness can be with relatively small changes to heat treatment:
Knife Design
However, the knife design is the most important factor for reducing the possibility of fracture. After all, a 1″ square bar of steel is difficult to break even it is made of 70 Rc Rex 121 steel (very low toughness). Thickness of steel has the greatest effect on the strength of the knife. The broken throwing knives sent to me are significantly beefier than knives I typically work with. All were produced with 6150, 8670, or S7, all known for very high toughness. And all were heat treated to the low 50’s Rc apart from the S7 knife which was 57 Rc. So it is surprising to me that someone broke them at all. This highlights the importance of understanding stress risers and also the intended use of a knife. In other words, the more abuse a knife will see the more important it is that the design will eliminate easy failure modes. Even in knives that will not see heavy use, stress risers increase the chances of cracking and warping during heat treating.
Importance of Testing
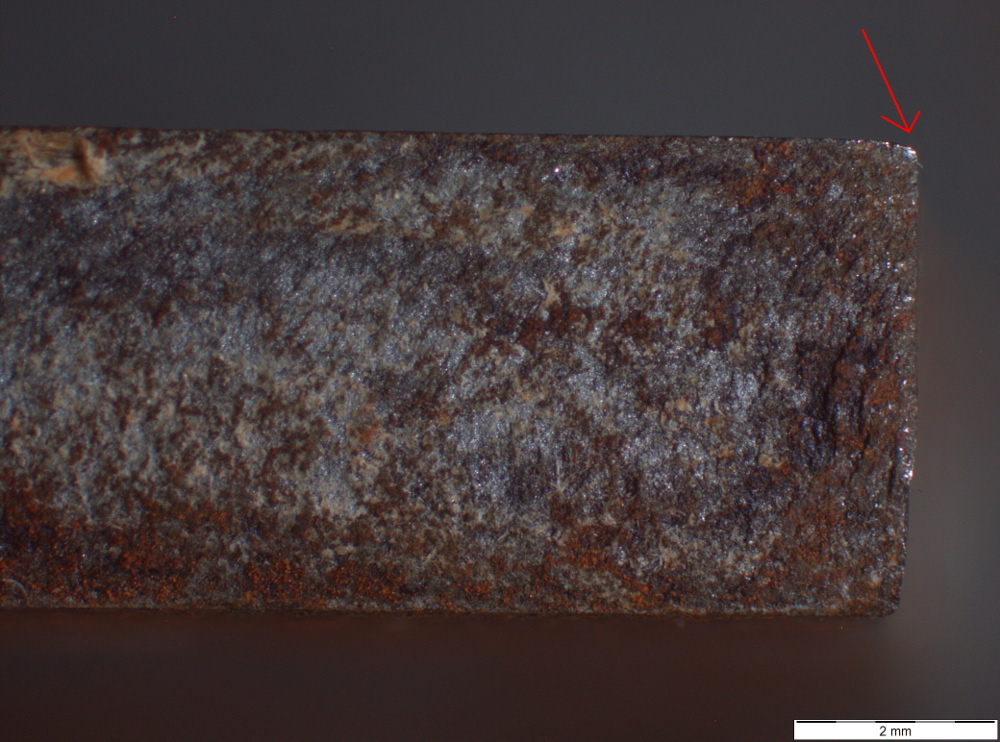
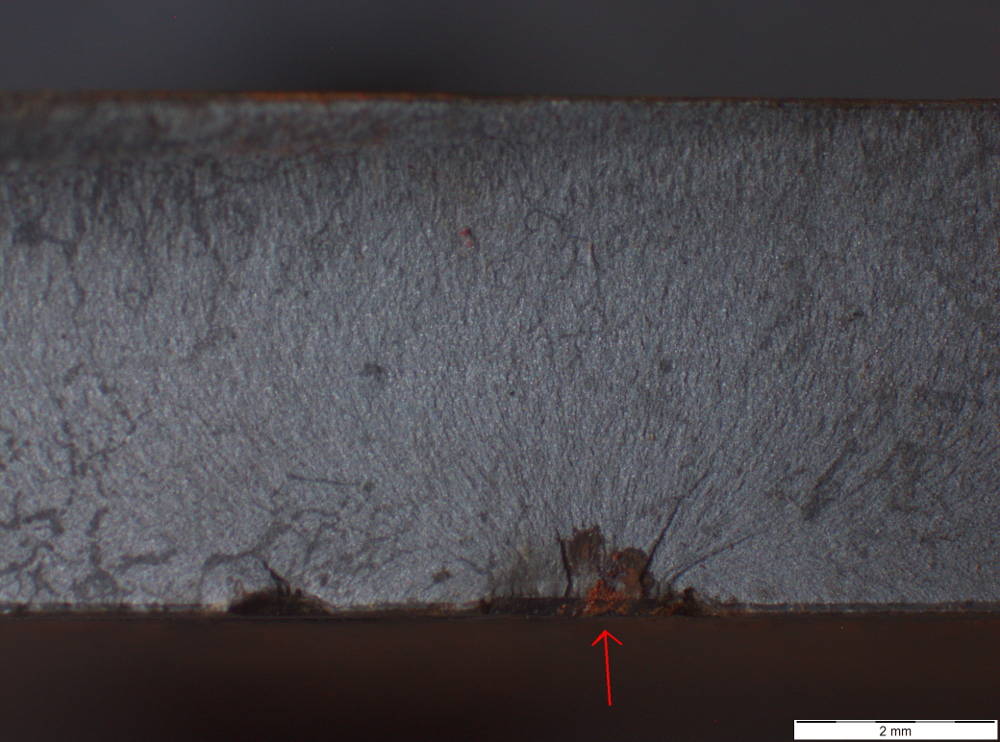
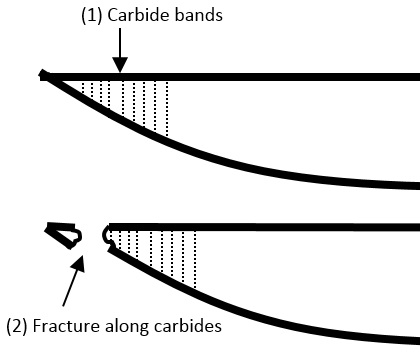
Sometimes stress risers are unknown or difficult to predict without testing a knife first. One of the throwing knives sent to me broke at a somewhat unusual location:


Upon analysis of the fracture surface, it is apparent that the fracture began at the “flat” that ends near the tip:
The fact that the fracture occurred there doesn’t necessarily mean there is a problem with the design. Perhaps the user stuck the knife into something and pushed on it laterally at that point. However, it may be worth testing a couple modifications of the tip design and seeing if the position where the tip breaks, or the difficulty of doing so, changes.
Summary
Stress risers are areas that see a locally higher level of stress than the rest of a piece and are therefore the points where fractures occur. Stress risers include areas of smaller cross section or sharp corners and should be avoided where possible in knife design. Stamps, holes, corners, plunge lines, and other areas are common sources of stress risers and should be carefully designed. Using steels with good toughness, heat treated correctly, and used with an understanding of directional properties also helps in preventing fractures. Controlled testing of knives is the best way to determine if there are any poor design choices.
[1] https://pveng.com/home/fea-stress-analysis/fea-methods-blog/#MeshNearDiscontinuities
[2] https://en.wikipedia.org/wiki/Force_lines
[3] https://bladeforums.com/threads/my-fault-m4-blade-64rc-breaks.753066/
This has me thinking lots about less drastic failures… it makes sense that more acute edges might be more prone to rolling or bending and less acute edges be more prone to chipping…
That strange tip failure is a case in point, it is deep enough that the tip is truly stuck, and the tip has made the transition from flexible to stiff… but less obviously so than normal stress risers… so it would break in that area, but you wouldnt normally see the specific stress riser
Yes edges are the big focal point for knife design. Go thinner for better cutting or thicker for better toughness/strength.
Larrin,
Do you think that the design of the Medford “USMC Fighter” knife is a step in the right direction for hilt strength? I bought one, and may buy a second as a heavy duty user or a gift to my brother. It seems well thought out.
https://www.medfordknife.com/product/usmc-fighter/
It’s probably better if I don’t evaluate individual knives. I’m sure it’s fine.
Hi Larrin,
Will skeletonized tang cause knife failure (for heavy duty/rough use knife)?
I found many skeletonized tang chopper around nowadays?
Thank you.
I worked in aerospace for many years and in machine shops and deburring all edges was a necessity. Especially aircraft parts could have no sharp corners, not even holes. I saw mil-specs that required every edge to be broke .030 and if so much as a hole was chamfered inspection rejected it. Stone vibration would be used to deburr hundreds of small parts.
Cracks will start in even a nick on the side of a high stress part.
Aerospace is it’s own class of spec. I doubt the sharp corners specified are to avoid stress risers, as thin edge outside corners do not truly produce stress risers as can be seen from the crack initiation and propagation pictures above.
Blades do not have a stress riser on their edge at all. It is more a region of low structural strength due to less material present. But the stress experienced is not much higher than everywhere else.
I suspect the “break all edges with specified radius/chamfer” is more to avoid wear or cutting of critical parts during assembly and to avoid the creation of a true stress riser if the thin sharp and rather frail corner is hit nicked or bumped.
So much as a hole WASN’T chamfered.