Thanks to Dan Pierson, Steve R. Godfrey, Bryan Fry, and Timothy Becker for becoming Knife Steel Nerds Patreon supporters!
History
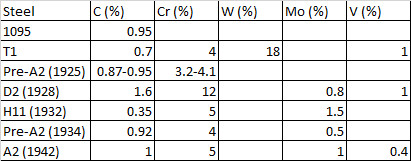
A2 steel is quite old, though determining the exact year it was released is a bit difficult. A2 steel was developed in the early 20th century during the explosion of tool steels that occurred after the discovery of high speed steel which was first presented in 1900. You can read about that history in this article: The History of the First Tool Steel. During the development of the first high speed steel included the switch from manganese to chromium as the primary hardenability element, and most high speed steels had about 4% Cr. That high chromium content was primarily for “hardenability” which is the degree of cooling required to achieve full hardness. A “water quenching” steel has low hardenability and must be quenched very rapidly from high temperature, and an “air hardening” steel can be left in air and it will fully harden. You can read more about hardenability in this article on quenching. The first high speed steel came to be known as T1, which had 4% Cr and 18% W (tungsten). The earliest record I have found of a precursor A2-type steel is in a summary of tool steels in 1925 [1], while summaries of tool steels from 1910 [2] and 1915 [3] do not have any similar steels. Therefore these types of steels probably arose sometime between 1915 and 1925.
Update 7/22/20: I found these precursor A2 steels available in 1916 in Machinery journal volume 22, no. 6 in a list of brand names of current tool steels. The steel was available as CYW Choice from Firth-Sterling and Vasco Choice from Vanadium Alloys Steel Company (Vasco). I couldn’t find anything earlier so I’m not sure which came first.
(Note: none of the above steels were known by these names until later)
A2 likely came out of the high speed steels like T1 since those steels generally had ~4% Cr steels. The tungsten was removed because “hot hardness” is not a requirement of these steels. High speed steels are used for cutting operations at high speed that build up heat, while die steels are made for stamping operations that do not. The carbon was increased to the level of other simple die steels like 1095 or O1, for high hardness and wear resistance. The high chromium content relative to 1095 and O1 means that the steel could be hardened in air for less distortion and cracking of dies.
Sometime between 1925 and 1934 [4] a version of these steels was produced with a molybdenum addition. Molybdenum was being found to greatly improve hardening response in air with high chromium steels. In other words, to improve hardenability. Chromium in such high amounts contributes greatly to hardenability, but for very thick parts hardenability was still insufficient. It was found that the addition of molybdenum to these steels made even larger parts possible with full hardness. One example was with D2 which was patented in 1928 with a 0.8% Mo addition, read more in my article on D2. However, it’s not clear if Comstock, the inventor of D2, knew that the molybdenum contributed to air hardening. In the patent he says that the molybdenum allows the use of lower carbon for hardness, and that tungsten could be used instead except that the tungsten would make the steel more difficult to anneal. Tungsten does not contribute to hardenability so if he viewed it as a replacement then the molybdenum was likely not used for that purpose. It’s not that molybdenum was unknown as an element that contributes to hardenability at that time, but it was not yet known that adding molybdenum to a steel with greater than 3% Cr would lead to excellent air hardening properties.
In 1932, hot work die steels were patented by James Gill which had 5% Cr and 1.5% Mo [5], and the molybdenum was specifically added because of its contribution to air hardening leading to low distortion in heat treatment. Those steels have relatively low carbon (~0.35%) but that discovery was likely the reason Mo was added to A2, and perhaps the popularity of those hot work die steels led to the increase in Cr to 5% with A2. James Gill was a very influential metallurgist who I wrote about in this article.
The earliest record of A2 I have found is from 1939 in an advertisement from Universal-Cyclops steel who claim to have developed it, named Sparta steel [6]. By 1944 [7][8], the modern version of A2 was being sold by most of the major tool steel companies. This version had a further increase to Cr (~5.0%) and Mo (~1.0%) as well as a small vanadium addition for grain size control. The increased amounts of Cr and Mo were likely for increased hardenability and wear resistance. The extra Cr would lead to the formation of more chromium carbides. Another reason for higher Mo is probably for secondary hardening (high temperature tempering) which can provide some hot hardness for applications where that is required. Also, high temperature tempering leads to the transformation of retained austenite. Retained austenite is sometimes undesirable because if the austenite transforms during operation of the part that can lead to small dimensional changes.
Use in Knives
A2 has been used in knives for many years because of its ubiquity as a tool steel. I found claims that Harry Morseth began using A2 in the 1930’s [9][10], but I found this somewhat questionable because A2 would have either been brand new or non-existent at that time. David Sharp and John Larsen helped me investigate the claim by providing me information from a book about Morseth [11]. Morseth used worn out planer blades for his early knives starting in the 1920’s prior to switching to laminated steel. The A2 steel claim comes from the belief that planer blades were commonly made from A2 at that time. However, I believe that this is a case of misidentified steel. For one thing, only the precursor A2-type steels existed until the late 1930’s, which is around the point when Morseth stopped using the planer blades. Second, even the precursor A2-type steels were, “almost wholly used for tools involving the shaping of metal while hot” in 1934 [4]. The planer blade industry would likely be large enough to qualify as a caveat to that statement. The precursor A2 steels were replaced by lower carbon hot work die steels like H11 and H13, and the eventual A2 was used primarily as a cold work die steel early on [7]. A2 would not have been named such until the 1950’s, so the person identifying the planer blades as A2 would have to have done so much later than the time that Morseth actually made them. It is most likely that the person who did so was mistaken about the common planer blade steel of the time. Therefore I think it is unlikely that Morseth actually used A2.
I called Ron Lake and asked him when he started using A2 because he is known for having used it early on. He told me that he started using it with his first knives in 1965. He had used A2 and D2 as die steels in “model making” (prototyping) work he did for his profession. At the first Knifemaker’s Guild show in 1971, he said that he didn’t find any other makers using it at the time, and in fact almost no one else had heard of it apart from Bob Loveless. Most makers at the time were using recycled steel and commonly the maker did not know which steel(s) they were using. Ron also told me that George Herron started using A2 at a similar time and he doesn’t know if that was due to Ron’s influence or if he began using it independently.

Ron Lake folder from the early 1970’s. Image from [12]
It is possible that someone else used A2 in knives earlier than Ron Lake because it was a common die steel at that time. However, it is likely that the popularity of A2 was built in part from the influence of knifemakers like Lake and Herron. By the 1970’s other knifemakers like Vernon Hicks [13] and Bill Davis [14] were using A2. The steel is available in many knives today such as those produced by Bark River Knives.
Microstructure
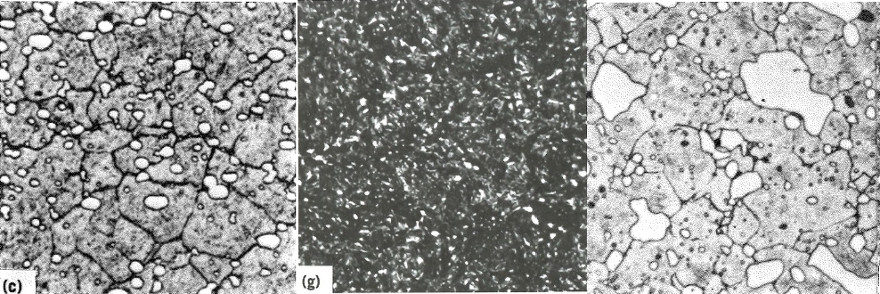
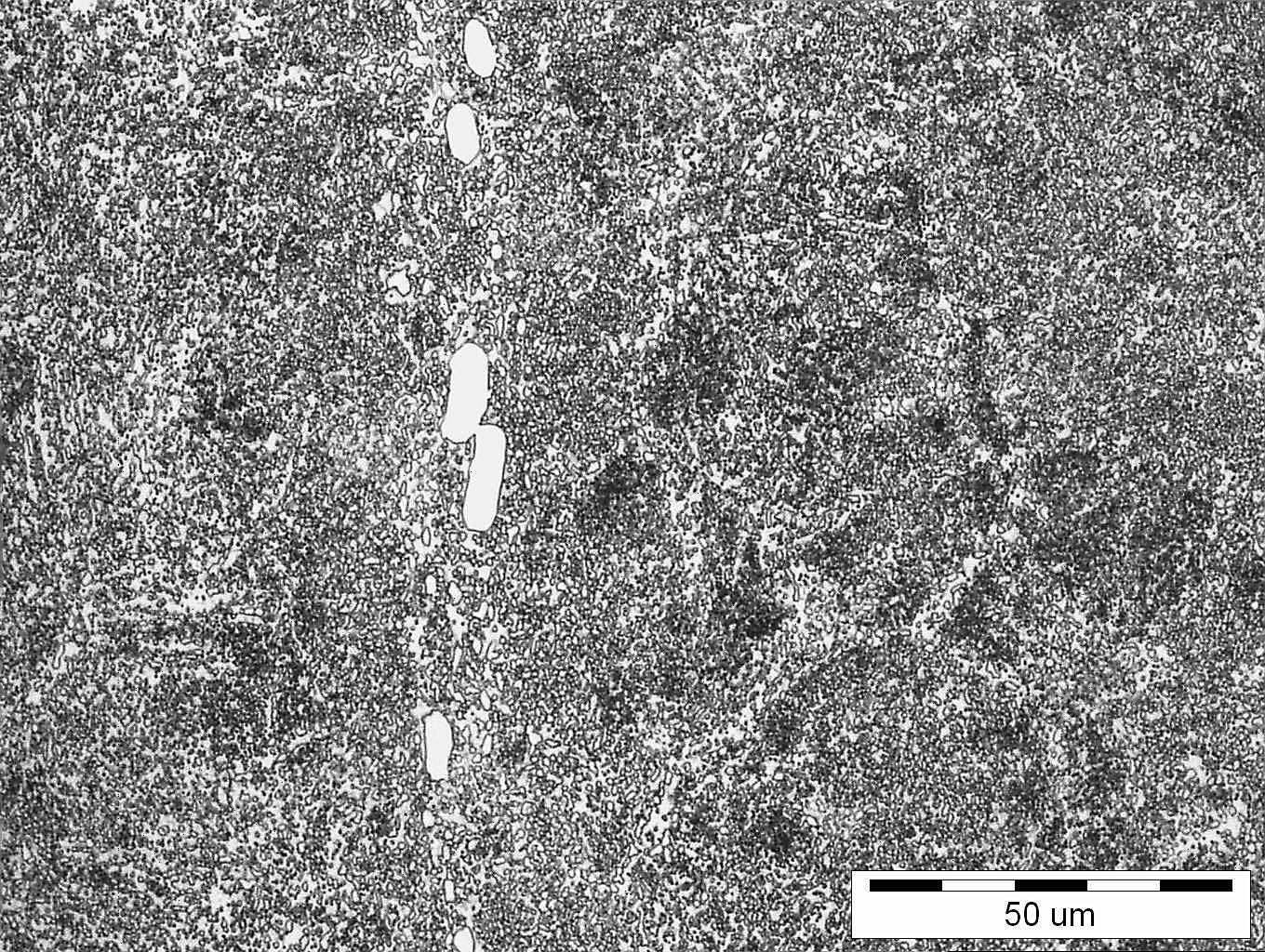
The microstructure of A2 is somewhat coarser than simple steels like 1095 and O1, but finer than a steel like D2. D2 has a large amount of large chromium carbides that gives it very good wear resistance but somewhat poor toughness. Therefore A2 is typically used in applications where D2 has insufficient toughness. Below you can see the relative carbide size (all at 1000x) where the carbides are the white particles.

O1 micrograph [15]
A2 micrograph [15]
D2 micrograph [15]
Toughness Testing
I have quite a bit of toughness data to share on A2. First of all, we did a recent set of toughness experiments with different heat treatment parameters. Thanks to Michael Drinkwine for heat treating and machining the specimens for these experiments. A surprise with our earlier 5160 experiments was that it was very sensitive to heat treatment parameters, unlike previous results with CruForgeV, AEB-L, and Z-Wear. So I was interested to see how A2 behaves. We used austenitizing temperatures from 1725-1800°F and tempering temperatures from 300-500°F. Each was soaked for 20 minutes at the austenitizing temperature, plate quenched, held in liquid nitrogen for 6 hours, and then tempered twice for two hours each time. We tested using a subsize unnotched charpy specimen, the specifications of which are shown on this page.
Unlike with 5160, in no case was there a big dropoff in toughness by overaustenitizing, undertempering, or from tempered martensite embrittlement:
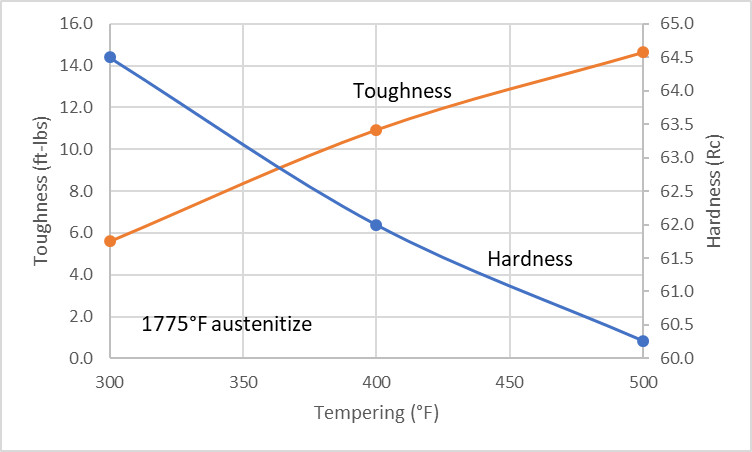
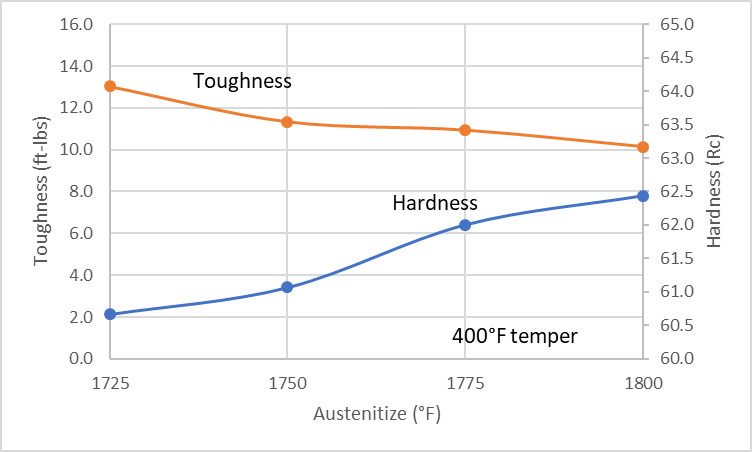
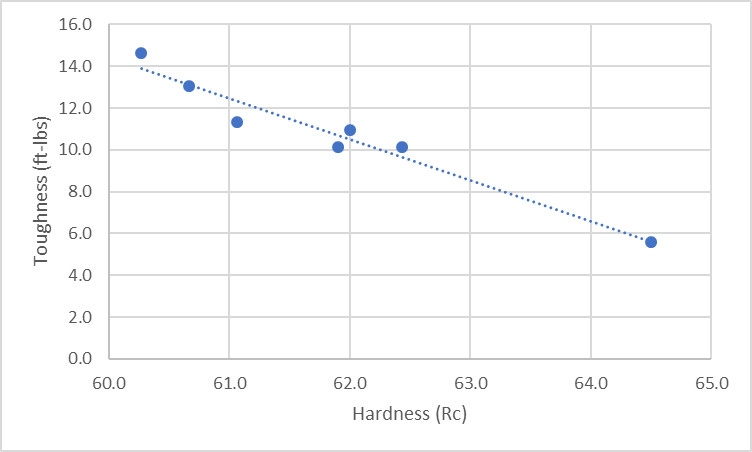
There are a few reasons why A2 is less sensitive to austenitizing and tempering compared with a simple steel like 5160. For one, even with an austenitizing temperature of 1800°F, there are still chromium carbides present which keeps the grains to a reasonable size. The carbides “pin” the grain boundaries. If the grains grow then toughness goes down. 5160 has very little carbide and so overaustenitizing leads to no more carbide for pinning grains, the grain size grows, and toughness decreases. In terms of tempering, the toughness of 5160 went down between a tempering temperature of 400 and 500°F, which is known as “tempered martensite embrittlement.” This embrittlement occurs because large carbides form within the martensite which are detrimental to toughness. Different elements can delay the formation of these carbides, most famously silicon. However, in large enough amounts chromium will have the same effect which is why A2 does not see this phenomena with a 500°F temper. You can read more about tempered martensite embrittlement in this article. Because we did not see any major embrittlement mechanisms, there is a good correlation between toughness and hardness. In other words, higher hardness means lower toughness:
We also did a single condition with a prequench from 1700°F. You can read about prequenches in this article. It is a form of multiple quenching to decrease the grain size in high alloy steels. In toughness testing of AEB-L, a small improvement in toughness was found. However, in testing of A2 no improvement was found. If it did work for decreasing the grain size, this did not result in a large improvement in toughness.
Toughness Compared
A2 has good toughness, which is why it has seen so much use as a die steel over the years. It compares favorably with higher wear resistance steels like D2. However, there are low alloy, low wear resistance steels like 8670 and 5160 with better toughness, and there are more expensive powder metallurgy steels which also have superior toughness:
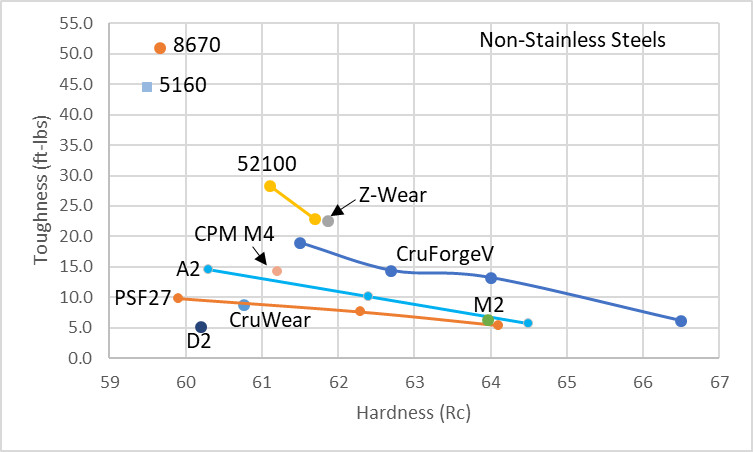
These results for A2 compared with other steels line up favorably with reported toughness from Carpenter (Unnotched izod) [16] and Crucible (C-notch charpy) [17]. You can read about the different types of toughness testing in this article.
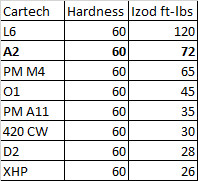
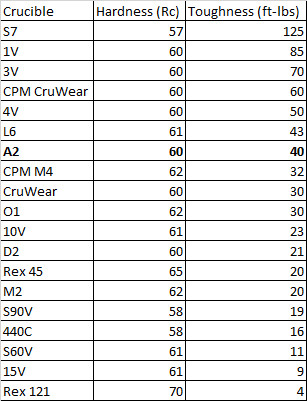
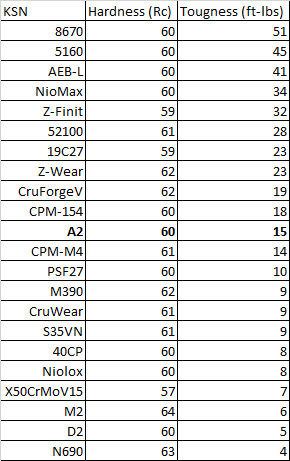
In the charts above, 10V and PM A11 are the same, and 420CW and S90V are the same. CPM-M4 and PM M4 are also the same of course. Below is the Knife Steel Nerds toughness data in table format for a better comparison with the above tables. Z-Wear is the same as CPM CruWear, PSF27 is a “sprayform” D2, 40CP is a powder metallurgy 440C.
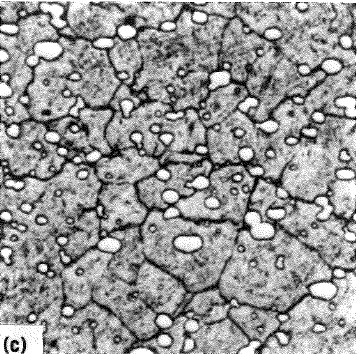
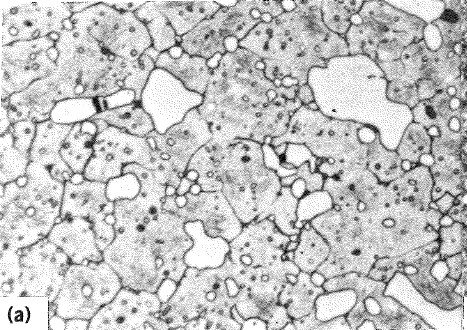
The toughness of A2 relative to other steels may be somewhat surprising, in that we might expect it to be higher with its relatively low volume of carbide (~6-8%). And the carbides are relatively fine as shown in the micrographs previously. However, lower magnifications micrographs of commercially produced A2 steel sometimes show larger primary carbides on the order of 8-15 microns which were not removed through prior processing. These large carbides act as crack initiation points which can reduce toughness. I do not know if there is commercial A2 available which is processed in such a way to avoid these larger carbides. Steels like AEB-L and 13C26 are famously given special processing to eliminate these large carbides for use in razors.
A2 micrograph showing some larger primary carbides. Image from [18].
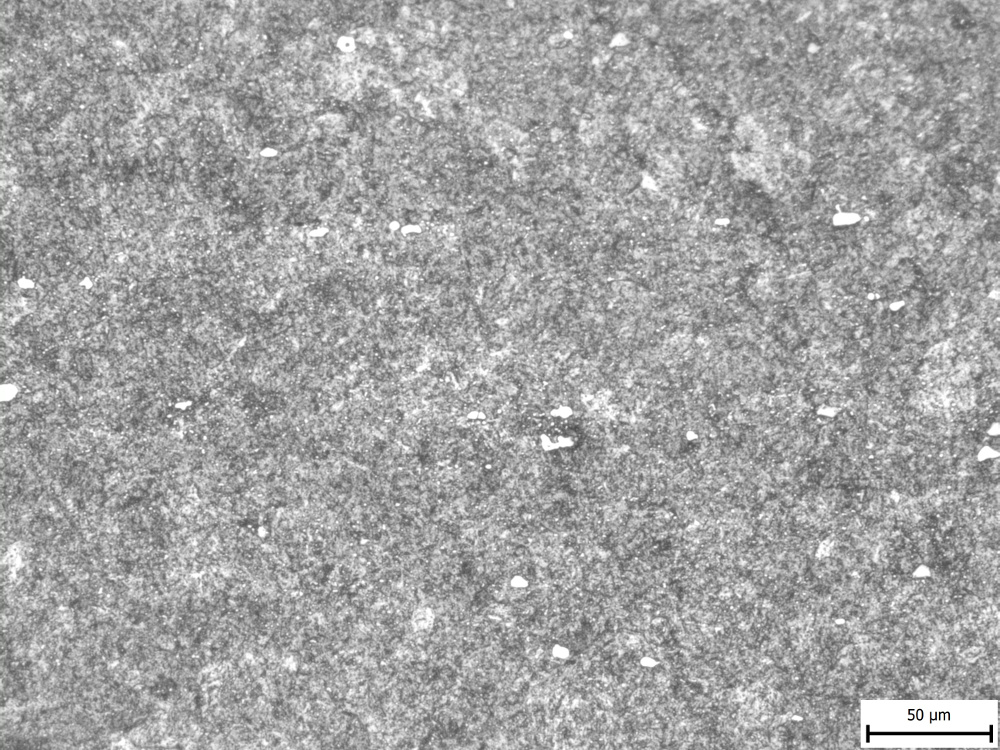
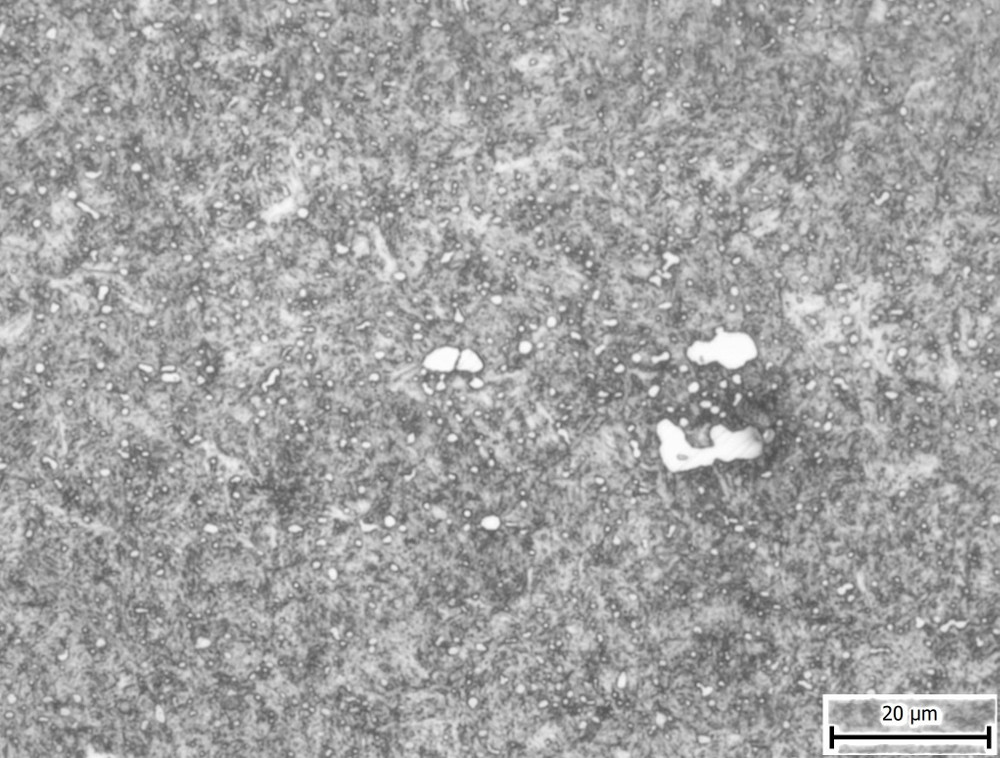
Edit 10/15/2019: Micrographs of the A2 that we tested confirmed larger carbides present in the microstructure. There is not a high density of them but they are scattered throughout the microstructure. I have micrographs at two different magnifications below to see them:
Edge Retention
I am aware of one CATRA test with A2, where it was compared with O1, M2, and T15 steels. The test was with leather paring knives which are single bevel. They were sharpened to 14-16°. The test was commissioned by Jeff Peachey [19].
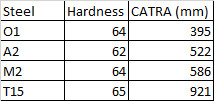
Despite being at lower hardness than O1, it still had clearly superior edge retention. This is likely due to larger amount of harder chromium carbides, when compared to the softer iron carbides (cementite) in O1. The A2 had marginally worse edge retention than M2 despite being 2 Rc lower, while the high wear resistance, 5% vanadium T15 had significantly better edge retention than the others. You can read about the controlling factors for slicing edge retention in this article on CATRA testing.
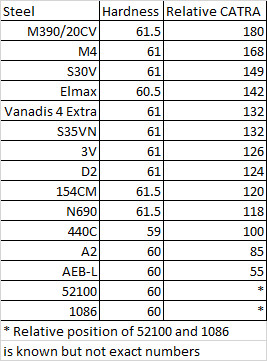
Using this result, plus the predictive equation from the CATRA article, the edge retention of A2 can be estimated relative to 440C to compare with other knife steels from testing of Bohler-Uddeholm and Crucible. With its 6% chromium carbide at 60 Rc, I estimate the edge retention at 85% of 440C at 58-59 Rc.
Edge Retention-Toughness Balance
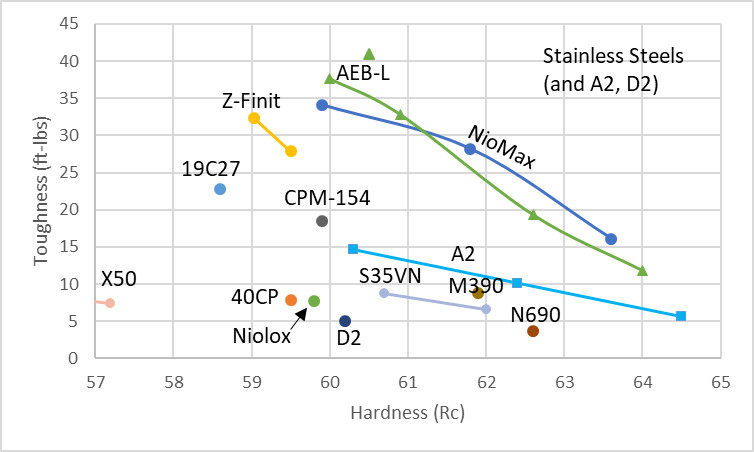
For the steels that I have both CATRA and toughness data that is shareable, I have plotted toughness vs edge retention to show the approximate position of A2 compared with other steels:

Some steels I do not have CATRA data for but likely are superior for both toughness and wear resistance, like CPM CruWear or 3V. However, those are more expensive because they are powder metallurgy steels.
Grinding, Polishing, Sharpening, and Cost
The relatively low volume of chromium carbide makes A2 much easier to grind, polish, and sharpen than the common high wear resistance steels used in many knives. This also reduces time and cost in production of knives. A2 is a very common steel and is therefore relatively inexpensive and easy to obtain.
Recommended Applications
A2 is in a bit of a weird spot, since it is not used by forging bladesmiths because it is air hardening, but also not used by many stock removal knife makers because they tend to use more powder metallurgy tool steels and stainless steels. A2 has good toughness, better than many high wear resistance steels. It also offers great ease in grinding and polishing for the knifemaker, and ease in sharpening for the end user. It offers a little bit of stain resistance when compared with simple carbon steels, but is not stain resistant to the degree of a stainless steel, of course. It does have some versatility, so heat treated to 64 Rc it would offer very good wear resistance and edge stability, while at 60 Rc it has good toughness. And combinations of those properties in between.
Conclusions
A2 is an old standby as a die steel because of its good toughness and wear resistance. Pre-cursor steels have been in existence since at least 1925, and A2 itself since the early 1940’s. It was a very popular die steel and continues to be used with regularity today. A2 has been in use in knives since at least the 1960’s and is still used in knives. It is relatively forgiving in heat treatment and can accommodate a range of austenitizing and tempering temperatures to target different hardness levels for different combinations of properties. While there are powder metallurgy steels which have a superior combination of toughness and wear resistance, A2 still offers advantages in terms of cost, grindability, and sharpenability.
[1] Gill, J. P., and M. A. Frost. “The Chemical Composition of Tool Steels.” Trans. Am. Soc. Steel Treat 9 (1926): 75-88.
[2] Becker, Otto Matthew. High-speed steel: the development, nature, treatment, and use of high-speed steels, together with some suggestions as to the problems involved in their use. McGraw-Hill book company, 1910.
[3] Hibbard, Henry Deming. Manufacture and uses of alloy steels. J. Wiley & sons, inc., 1919.
[4] Gill, James P., Tool steels: a series of five educational lectures on the selection, properties and uses of commercial tools steels presented to members of the ASM during the 16th National Metal Congress and Exposition, New York City, Oct. 1 to 5, 1934.
[5] Gill, James P. “Steel alloy.” U.S. Patent 1,938,221, issued December 5, 1933.
[6] “Die Steel with High Wear Resistance.” Machinery 46 (1939): 137.
[7] Gill, James Presley, et al. Tool steels. American Society for Metals, 1944.
[8] Bredenbeck, Richard. “New Developments in Die Materials.” The Iron Age 60 (1944): 60-66.
[9] https://agrussell.com/encyclopedia/a
[10] https://en.wikipedia.org/wiki/Morseth
[11] Beall, James R. and Gordon Morseth Sr. The Keen Edge of Perfection: A History of the Morseth Knife. 2007.
[12] https://metalmuseum.pastperfectonline.com/webobject/9090EEEC-9407-4E17-A98B-299879309566
[13] The Muzzleloader 3-4 (1976): 37.
[14] Tarrant, Bill. “Ladies Only.” Field & Stream December (1977): 119.
[15] Chandler, Harry, ed. Heat treater’s guide: practices and procedures for irons and steels. ASM international, 1994.
[16] http://www.cartech.com
[17] http://www.crucible.com
[18] Večko Pirtovšek, T., I. Peruš, G. Kugler, R. Turk, and M. Terčelj. “Hot forming of AISI A2 tool steel.” Metalurgija 47, no. 4 (2008): 307-311.
[19] https://jeffpeachey.com/2009/01/18/results-of-testing-steel-types-for-leather-paring-knives/
Thanks for your posts on the history of metals. I’ve found them very helpful!
Wow! Very thorough and well written. I have to give a presentation on A2 tool steels tomorrow at school, and I am grateful for your contribution to my learning. Thank you!
What school requires presentations on A2 tool steel?
The kind of school I’d like to send my kids to. We need future Larrins.
Larrin awesome article, may it digest well into wisdom and insight. There is much to learn, thank you for teaching.
I’ve loved A2 for 25+ years. Love the feel. The sound it makes when sharpening. The feel of sharpening it. The patina it takes. Thank you for such a great article.
Finally read this article. It’s a shame this isn’t a more popular steel choice by knifemakers. So many that still cling to 1095 or some variant would be wise to switch to A2. I don’t think it would cost THAT much more. Imagine ESEE knives made of A2 instead of 1095. I would think the lower warranty costs alone would justify the change, and the users would get a vastly better steel that could still be sharpened in the field.
Check esee website, they announced a A2 knife.
Funny you mention, they have an A2 knife out now!