Thanks to Larry Corsa and Gene Kimmi for becoming Knife Steel Nerds Patreon supporters!
Why Anneal?
There are three primary goals of annealing steel:
- Make the steel machinable so that it can be easily cut, drilled, and ground.
- Setup the steel for austenitizing and quenching (hardening) so that is has good heat treating response
- Provide the best possible properties in the final heat treated product
The above goals are not always 100% compatible, but we would like to offer the optimal combination based on our priorities. However, to know what the trade-offs are we need to know how annealing works first.
Normalizing
Normalizing is typically the process that is performed prior to annealing and it is important to know how normalizing works to understand annealing. At a high level, normalizing is heating steel to high temperature to dissolve carbide followed by air cooling to form pearlite. I first wrote about pearlite formation in this article on hardenability of steel. I won’t cover again all of the details but I will explain it a little more briefly here. Pearlite is actually made up of two phases: ferrite and cementite. Ferrite is the typical phase of room temperature steel which is very low in carbon (<0.02%), and cementite is iron carbide which has a very high carbon content (~6.67%). Austenite is enriched in carbon, depending on the steel composition and temperature (like 0.75% in 1075). Both phases form at the same time in alternating bands called “lamellae” which is what pearlite is: a “lamellar” structure. This is simplest in a eutectoid steel like 1075 where only pearlite forms (rather than carbide or ferrite separately first).
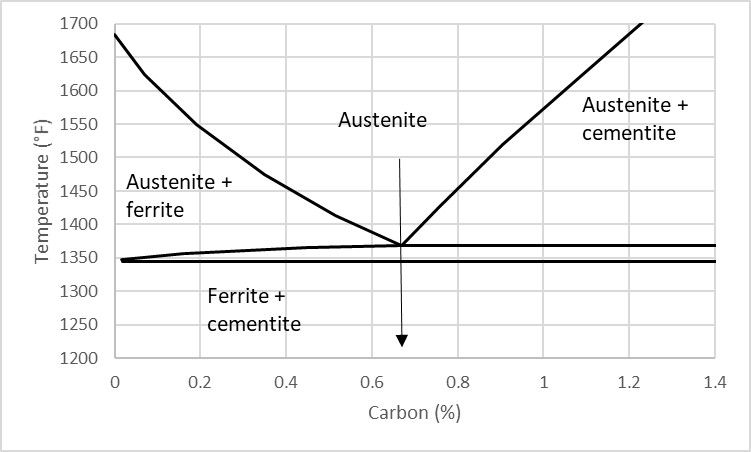
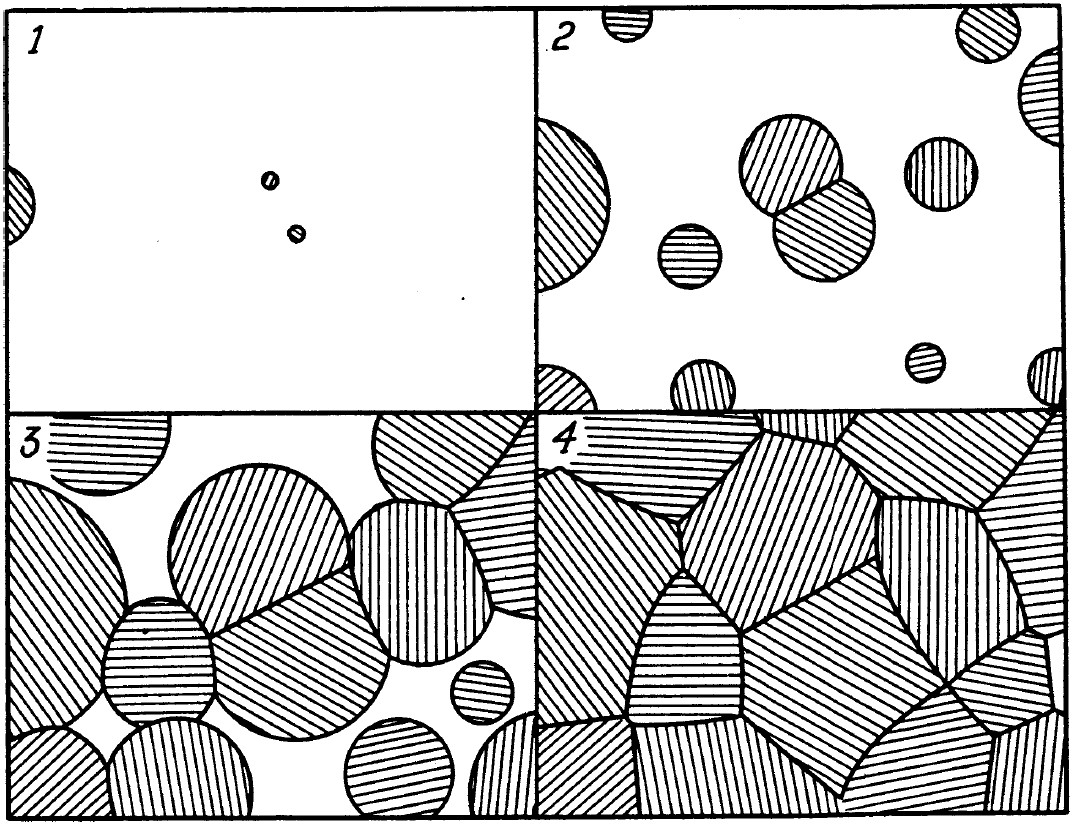
Image from [1]
Above you can see the process of pearlite nucleation and growth. The top left square 1 shows the nucleation phase where “nuclei” of pearlite have formed in the prior austenite. Square 2 shows a few more nuclei and also that the nuclei have been growing. Square 3 shows that the pearlite grains have begun to “impinge” on each other where growth is slowing prior to the completion of the transformation in square 4. More initial nuclei mean a smaller final grain size because the nuclei do not have to grow as much before impingement starts. Not shown in the above schematic is that the pearlite grains typically nucleate on austenite grain boundaries, as seen in the image below:
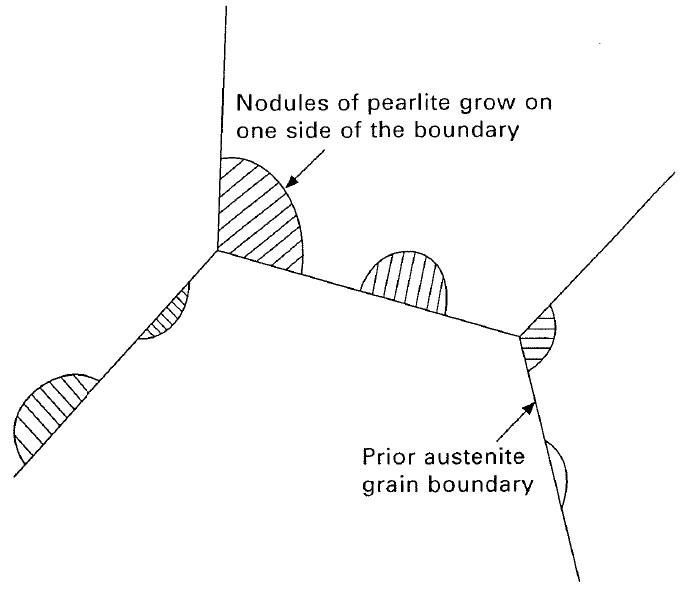
Image from [2]
Within those pearlite grains are alternating lamellae of cementite and ferrite. Those separate bands of cementite and ferrite form through short-range diffusion of carbon. Ahead of the growing pearlite the carbon diffuses away from the growing ferrite and toward the growing cementite:
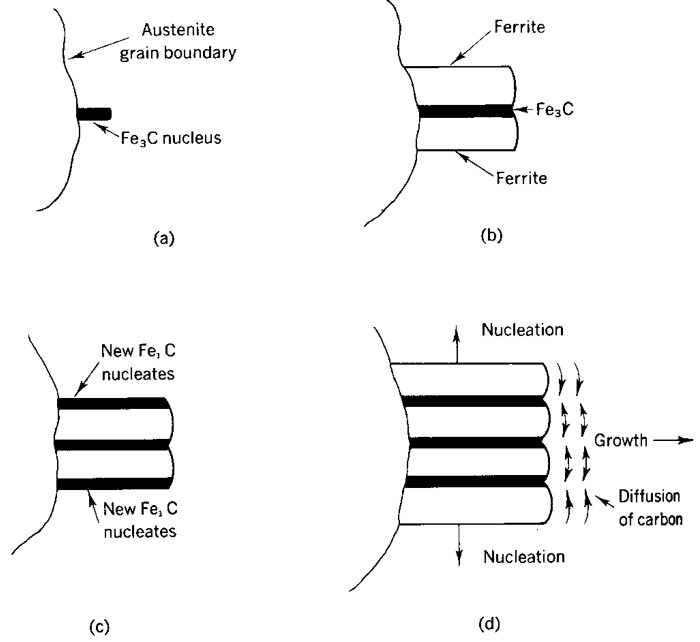
Image from [3]
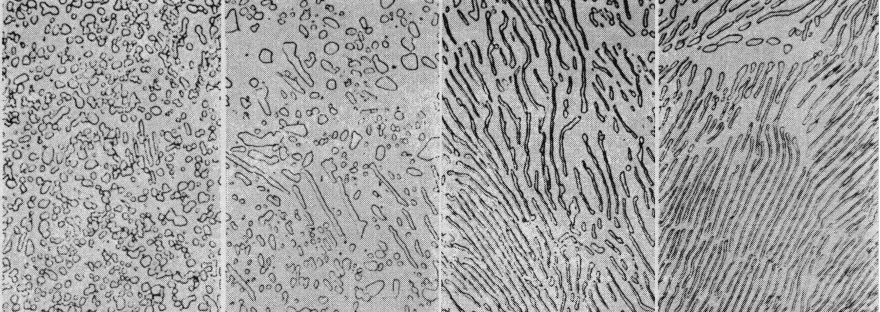
Therefore the growth of pearlite is restricted by carbon diffusion in simple carbon steels. With faster cooling rates the carbon is not able to diffuse as far leading to finer “lamellae” and the slower the cooling rate the coarser the pearlite is. Below you can see pearlite with increasing “fineness”:

Image from [4]
The coarser the pearlite, the lower the hardness. This leads to lower hardness with slower cooling rates. Here is a CCT diagram for W1 steel showing the hardness in Vickers with different cooling rates:
Image from [5]
And here I have converted that data to approximate cooling rates and hardness in Rockwell C:
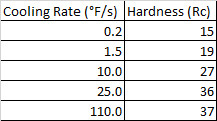
So when cooling at a sufficiently slow rate the pearlite is coarse enough that the hardness is quite low, likely sufficient for good machining (15-19 Rc). This can be replicated with a furnace cool or by placing the steel in an insulating material like vermiculite.
Subcritical Annealing
Pearlite can be quite soft, below 20 Rc which can be pretty easy to machine. However, “spheroidized” carbides lead to better machining characteristics than pearlite. One method for annealing is to do a “subcritical” anneal which serves to spheroidize the existing pearlite. Subcritical simply means at a lower temperature than where austenite forms (nonmagnetic phase). Spheroidization of the cementite lamellae naturally occurs at sufficiently high temperature. The more surface area of cementite there is the higher the “energy state” is of the steel. The surface area can be reduced by forming spherical particles, and then the particles gradually coarsen leading to lower and lower energy. So the steel is heated just below the critical temperature and held there for a sufficient amount of time to spheroidize the cementite:
However, spheroidization of pearlite microstructures is very slow. In spheroidization of 1040 steel at 700°C (1290°F), after 21 hours, some evidence of pearlite was still evident:
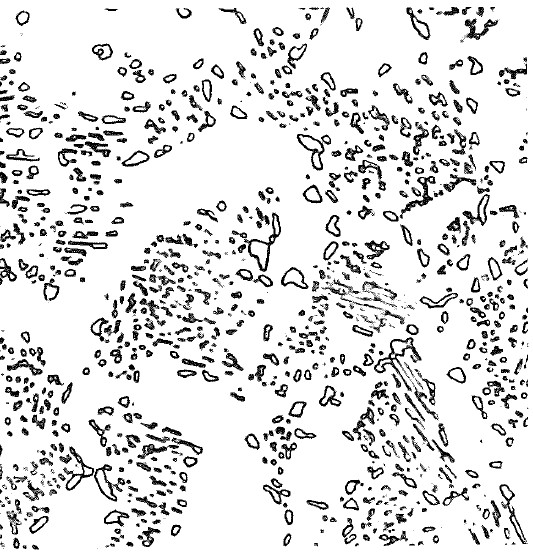
Image from [6]
After a full 200 hours, the steel was then fully spheroidized:
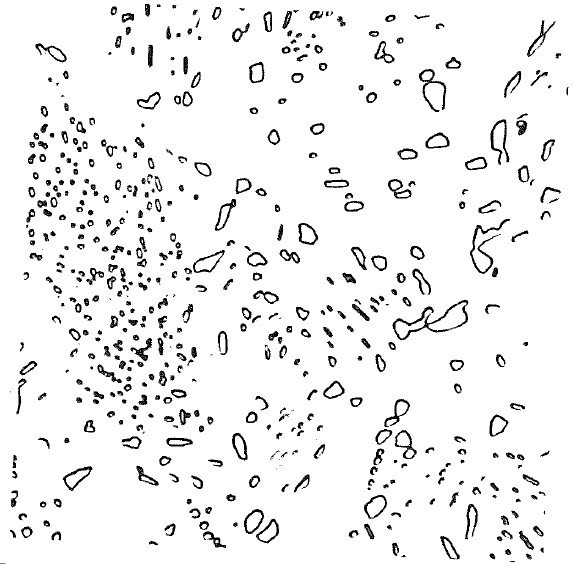
Image from [6]
The fully spheroidized steel has larger carbides than those seen in the steel annealed for 21 hours. The carbides coarsen through a process called “Ostwald Ripening.” Small carbides dissolve feeding carbon to the larger carbides that grow even larger. As this continues the density of carbides goes down and the average size of the carbides increases. This process lowers the energy of the steel by reducing surface area of the carbides. The interface between phases such as cementite and ferrite is a high energy region (interfacial energy).
Divorced Eutectoid Transformation – Transformation Annealing
Pearlite forms during slow cooling from full austenite. Normalization is done from relatively high temperatures to dissolve all of the carbide so that only (or at least primarily) the austenite is left and nothing else. Which is why, in part, normalization requires 1600°F or higher depending on the steel. The transformation on cooling changes when there are carbides present. This is easiest for high carbon (hypereutectoid) steels when there is a region where carbides are present in austenite no matter how long the steel is held at that temperature:
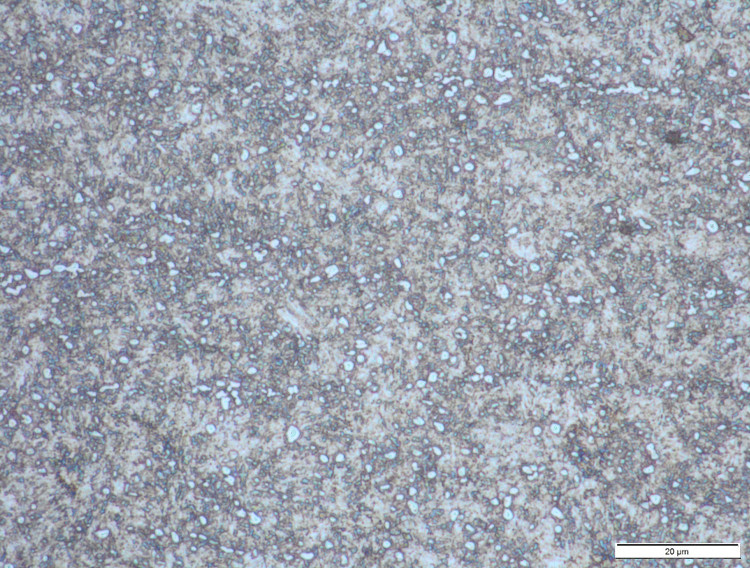
O1 after heating to 1475°F and quenched showing the carbides (round white particles)
When steel is slow cooled from the austenite+carbide region a transformation called “Divorced Eutectoid” (DET) can occur instead of pearlite formation. With enough carbide distributed throughout the steel, the carbon can diffuse into the existing carbides rather than forming new pearlite. There is always a certain amount of energy required to overcome the “nucleation barrier” of a new phase, which includes pearlite. Since the steel can diffuse into the existing carbides, no nucleation is necessary which removes the nucleation part of the equation. Here is a schematic showing the Divorced Eutectoid Transformation (right) compared with pearlite (left):
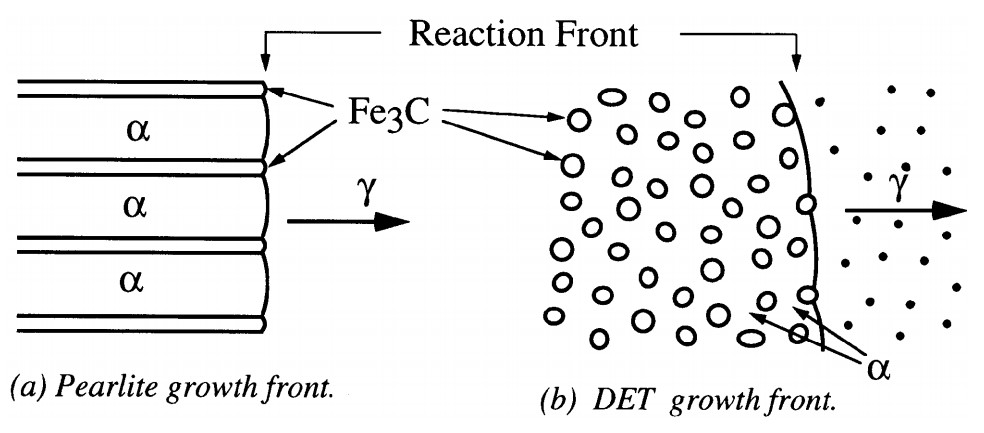
Image from [7]
The ferrite is labeled alpha (α), austenite is labeled gamma (γ), cementite/carbide is labeled Fe3C. The ferrite grows into the austenite, just like the formation of pearlite. The austenite is enriched in carbon so carbon must diffuse out to form ferrite. For DET, the carbon diffuses out of the austenite into the carbide as the transformation boundary passes through the carbides (carbon diffuses faster along boundaries). The carbides grow to accept that carbon, which is why the schematic shows small black dots turning into larger circles. This process can also be seen in micrographs, such as the one shown below:
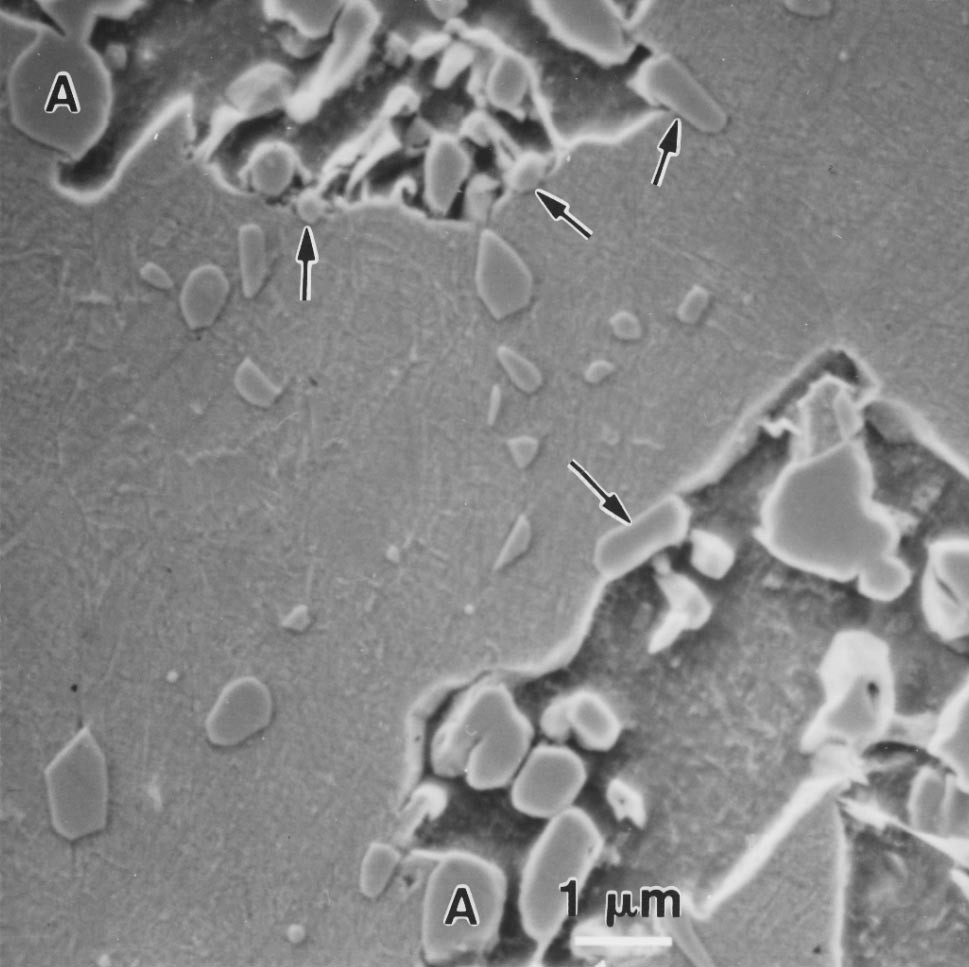
Image from [7]
The ferrite is the more “inset” phase because it was etched more. The austenite is now martensite after quenching which is raised and similar in color to the carbides. Carbides can also be seen along the ferrite-austenite boundary which are indicated with arrows. The ferrite was growing into the austenite leading to growth of pre-existing carbides as the carbon diffuses out of the austenite. Here is a lower magnification image showing a broader view:
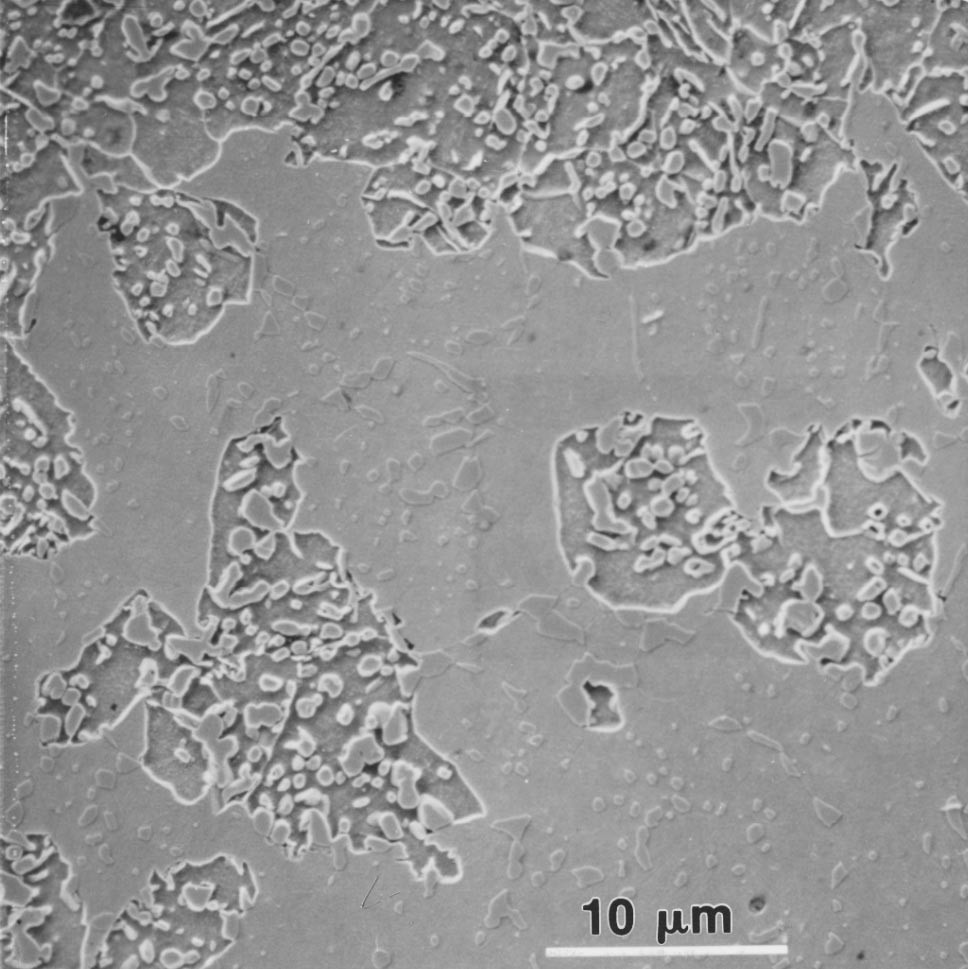
Image from [7]
Factors that Affect DET
Austenitizing Temperature
Since sufficient carbide must be present to ensure the DET occurs rather than pearlite formation, the temperature at which the steel is austenitized is important. If the steel is heated to too high a temperature, then pearlite will form instead. This is especially true in eutectoid steel where all of the carbide can easily be dissolved. Here are micrographs of a 1080 steel austenitized at different temperatures and then transformed to ferrite at 1340°F. The top image, (a) is from austenitizing the steel at 1385°F, (b) is 1450°F, (c) is 1600°F, and (d) is 1750°F. You can see that the 1385°F austenitize led to spheroidized carbides, some pearlite is visible when austenitized at 1450°F, the steel is almost entirely pearlite when austenitized at 1600°F, and the steel is fully pearlitic when austenitized at 1750°F:
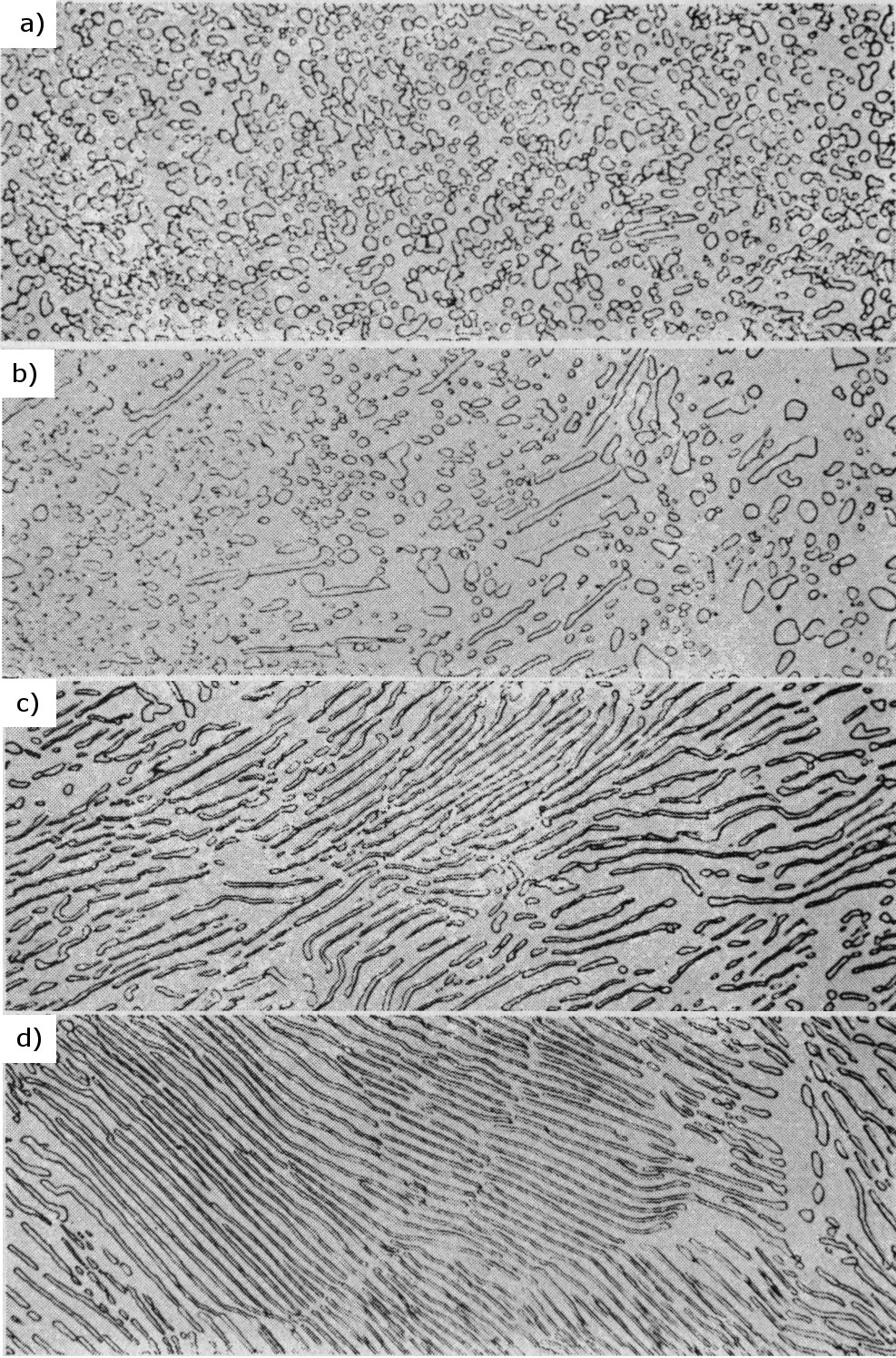
Image from [8]
Steels with higher carbon contents are less sensitive to the temperature that is chosen as they still have sufficient carbide for DET at higher temperatures. In 52100 steel, the Divorced Eutectoid transformation was found to occur when austenitizing between 795-828°C (1460-1522°F), a mixed pearlite-spheroidized carbide structure when austenitizing between 830-850°C (1525-1560°F), and primarily pearlite when austenitized higher. This is seen by looking at austenitizing temperature vs “arrest temperature” which is the temperature at which the transformation starts. The arrest temperature is seen to drop starting around 830°C which coincides with the point at which some pearlite is observed in the final microstructure. The arrest temperature then levels off at higher temperature where pearlite formation primarily occurs rather than DET:
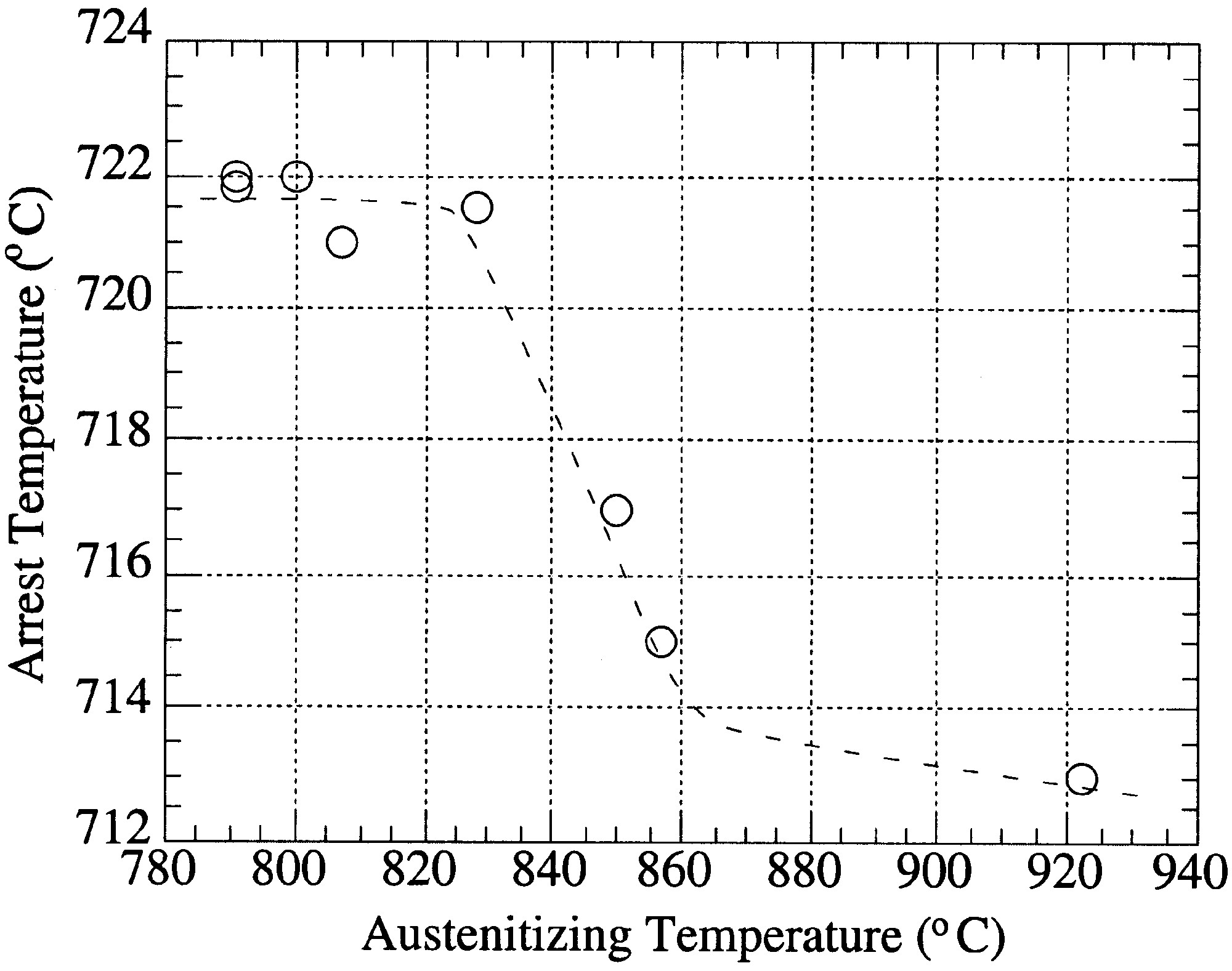
Image from [9]
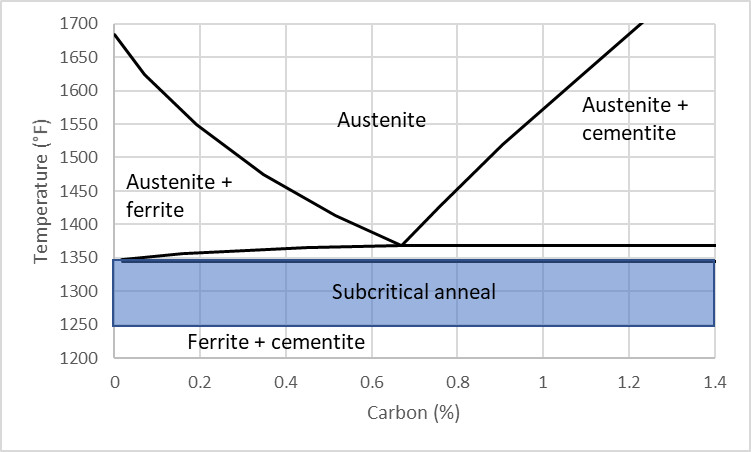
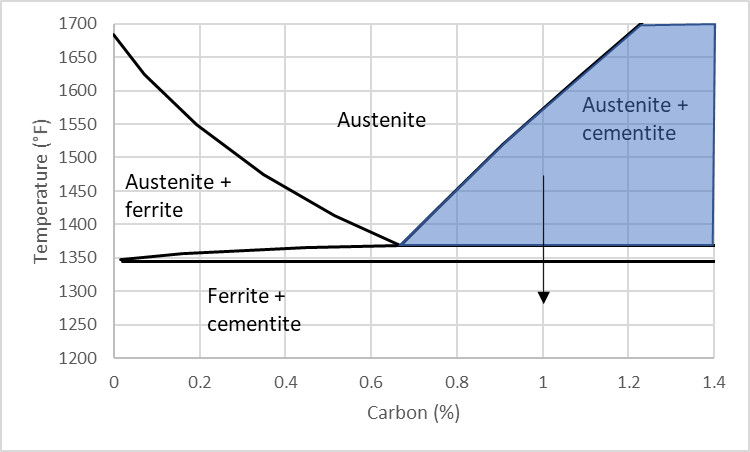
Payson in his book on annealing [8] recommends using an austenitizing temperature 100°F or less above the “critical,” or Ac1, temperature. The critical temperature is where the steel transforms to austenite (non-magnetic) when heated at very slow rates. A more extensive explanation of the critical temperature is in this article. 1385°F for 1080 and 1460°F for 52100 as shown above are both relatively close to the critical temperature, so in general annealing can occur from austenitizing temperatures that are relatively close to nonmagnetic. You can read more about the nonmagnetic temperature and how it relates to the critical temperature in this article. A summary of possible temperatures for annealing using DET are shown in simple carbon steels in this diagram:
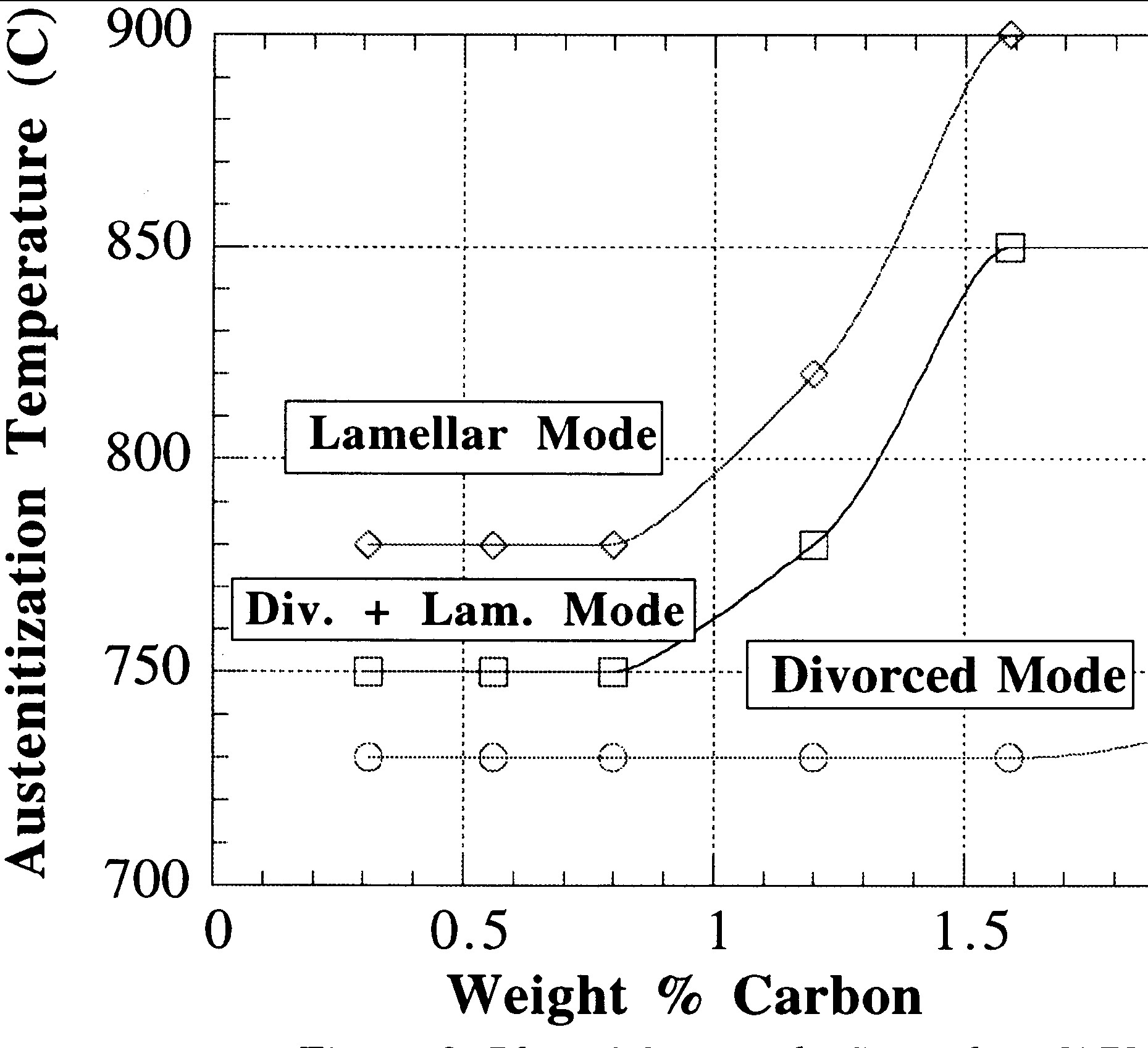
Image from [7]
With high alloy steels like D2, 440C, etc. there is a significant amount of carbide all the way up to the melting temperature. Therefore, DET occurs even at very high austenitizing temperatures. However, annealing still seems to work best from 100°F or less above the critical temperature. The critical temperature of these high alloy steels is typically higher than in low alloy steels.
Austenitizing Time
The longer the steel is held at the austenitizing temperature, the more the carbides will coarsen. The coarsening happens by the same mechanism described previously, “Ostwald Ripening.” In industrial annealing, they often use relatively long hold times, on the order of hours, to ensure that the carbides are coarsened sufficiently to lead to very soft steel. Here is 52100 with different hold times at 1410°F prior to annealing showing how much finer the carbides are with a shorter hold time:
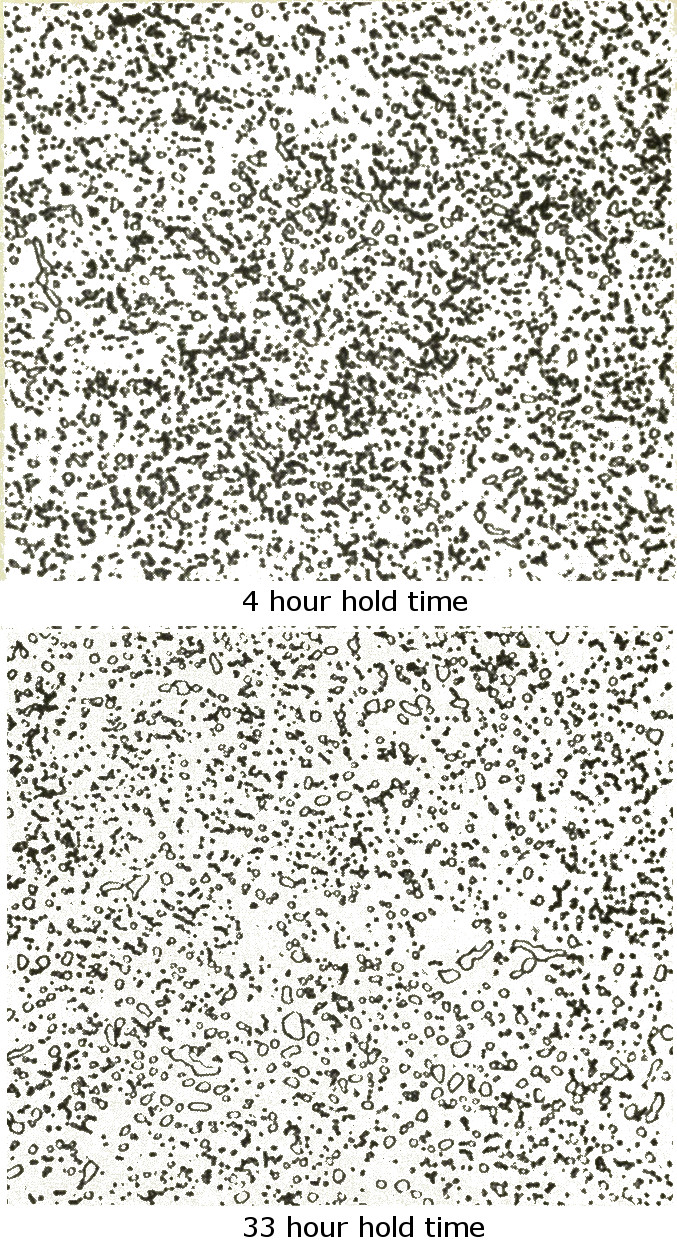
Images from [8]
However, if the carbides become too coarse then pearlite will form. In a study of 52100 austenitized at 795°C, increasing the hold time from 30 minutes to 5 or 12 hours led to only a slight reduction in hardness, but the 12 hour sample had some evidence of pearlite.
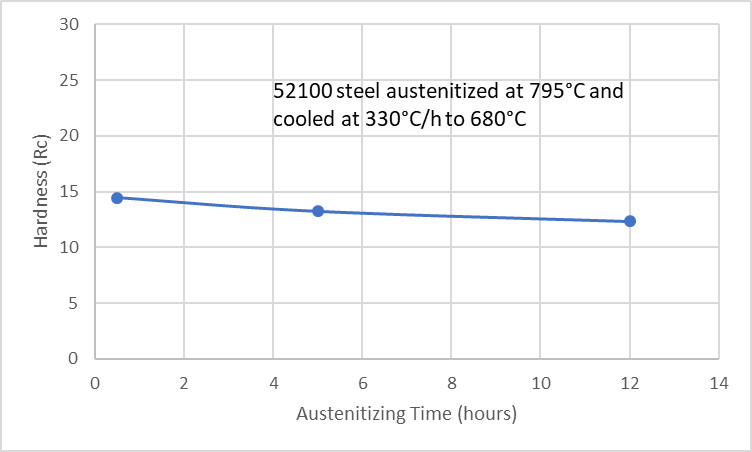
Data adapted from [9]
Cooling Rate
If the steel is cooled too rapidly then pearlite will form instead of the Divorced Eutectoid transformation. Apparently when the cooling rate is too rapid there is insufficient time for diffusion of carbon to the carbides and fine pearlite forms instead. That can be seen in this plot of cooling rate vs arrest temperature where the arrest temperature is flat up to cooling rates of about 500°C/h, and faster than that cooling rate leads to pearlite. Even faster cooling rates can lead to martensite formation, of course.
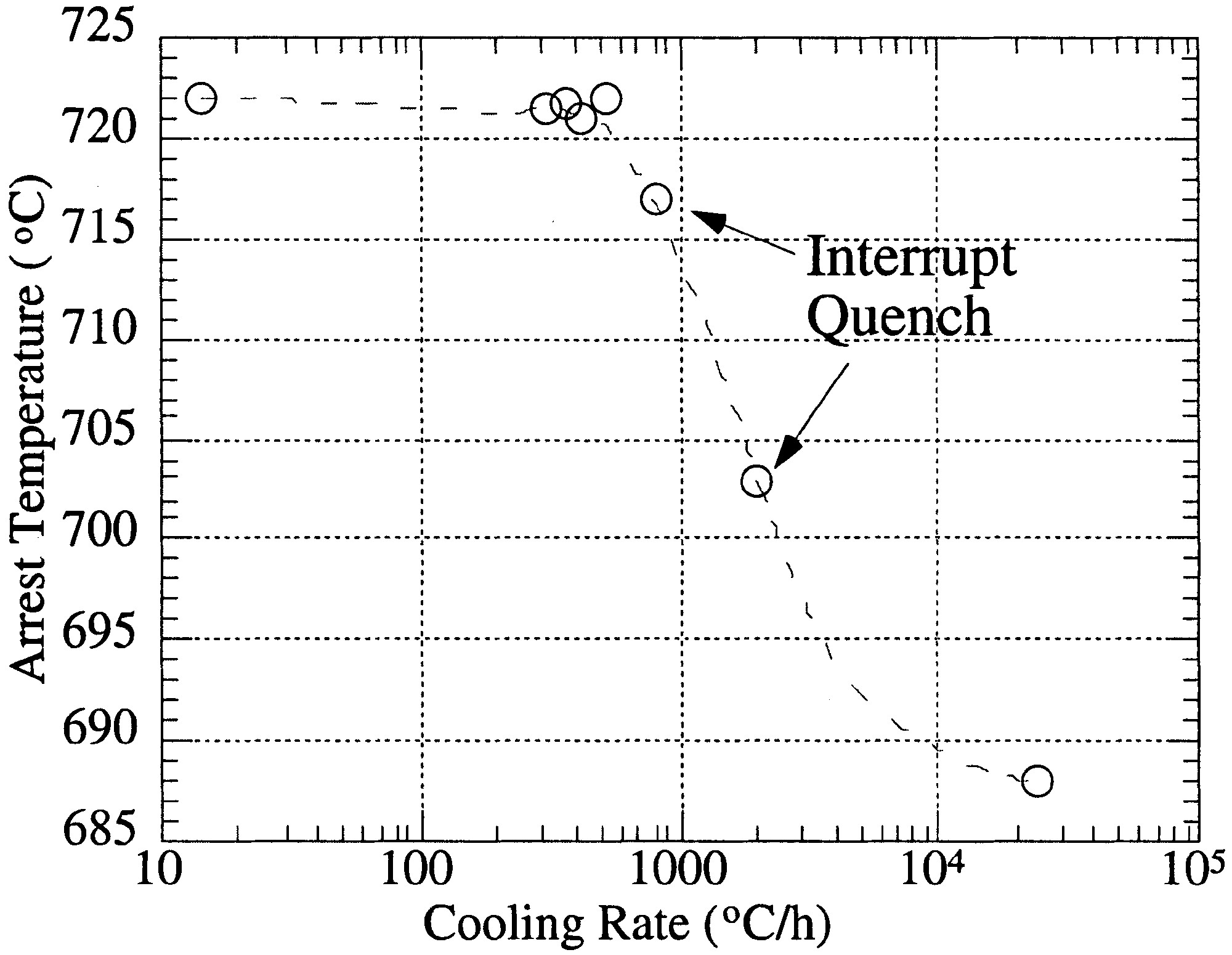
Image from [9]
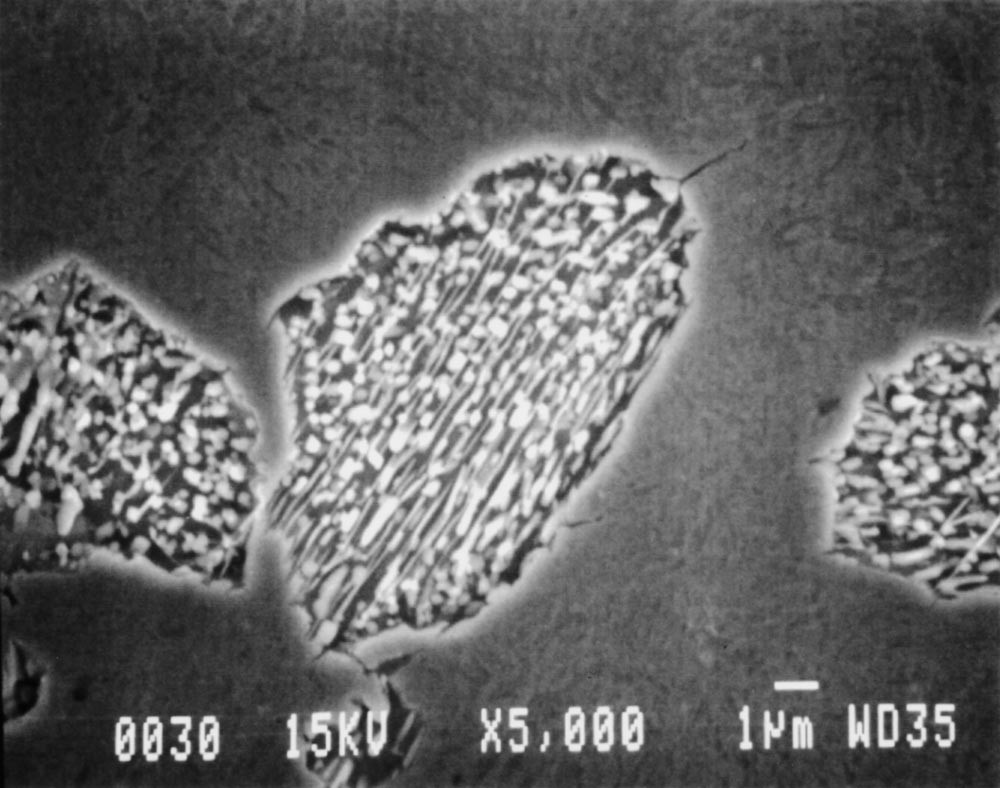
1,980°C/h cooling rate with 52100 annealing, quenched from a high temperature to show the process of the transformation. You can see pearlite has formed mixed in with some carbides. Image from [9]
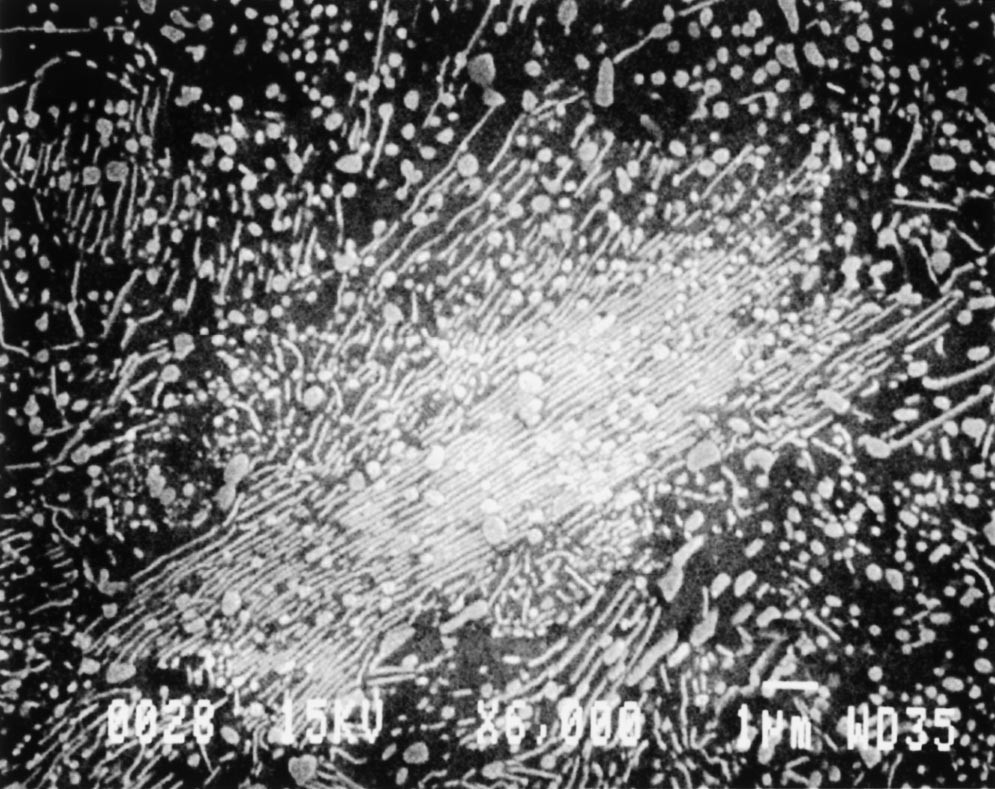
23,900°C/h cooling rate with 52100 showing pearlite instead of spheroidized carbides. Image from [9]
Slow cooling rates leads to somewhat coarser carbides and therefore somewhat lower hardness. Here is a a partial CCT diagram of O1 that was austenitized at 1450°F and cooled at different rates. Hardness values in Rc are also shown including values if the steel is quenched to room temperature rather than cooling to the end of the transformation (some hard martensite forms). Once the transformation has completed (reached the lower solid line), then it doesn’t matter how rapidly the steel is cooled from below that temperature because the steel is now soft ferrite. Therefore the steel could be removed from vermiculite or the furnace and allowed to air cool.
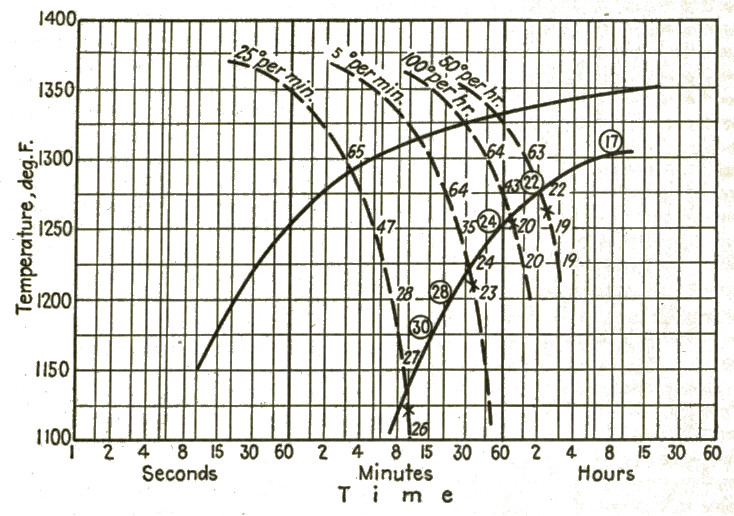
Image from [8]
And here is the hardness of 52100 with a range of cooling rates:
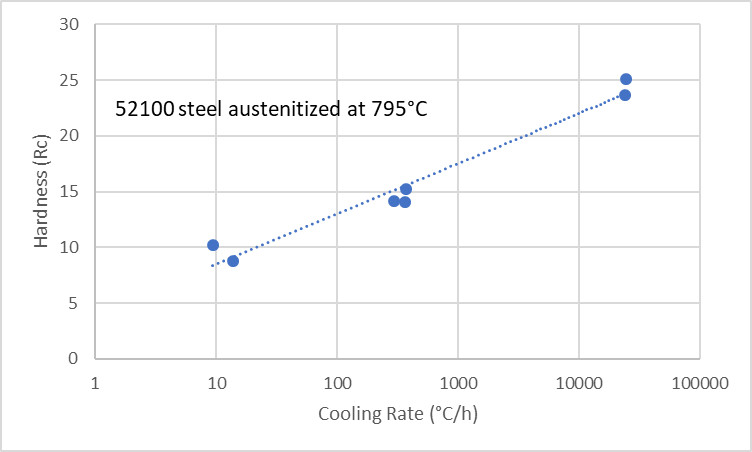
Data adapted from [9]
Therefore relatively rapid cooling rates can be used to achieve the Divorced Eutectoid Transformation as long as the right range of austenitizing temperature is used. This should allow the use of vermiculite or other insulating medium to achieve a fine spheroidized structure as opposed to only furnaces which can use very slow cooling rates.
Isothermal Holding
An alternative way of annealing is to cool rapidly from the austenitizing temperature to a temperature where ferrite will form and hold there, rather than to cool slowly through the tranformation. You can read about how to interpret these transformations through TTT diagrams in this article. This is particularly preferential with high alloy steels with high hardenability that may need very slow cooling rates to transform to ferrite. This is the annealing procedure often recommended in Crucible datasheets. Higher temperatures will take longer to anneal but lead to softer steel and coarser carbides. At high temperatures close to critical, the “driving force” for transformation is small because the temperature is so close to austenite, which is why the transformation rate is slow. Below the “nose” again takes longer because diffusion is slower, and some bainite may be forming rather than ferrite. The nose of the curve is the best balance of driving force and diffusion rate which leads to fine carbides though somewhat higher hardness than is obtained at higher temperatures. Here is a TTT for annealing of O1 that was austenitized at 1450°F, along with hardness values in Rc. The plot only goes down as low as the nose of the curve.
O1 annealing TTT, austenitized at 1450°F. Image from [8]
A high temperature held for a long time is roughly equivalent to a very slow cooling rate while holding at the nose of the curve is equivalent to a relatively rapid cooling rate. The same transformations occur just one occurs at a consistent temperature while one occurs during cooling.
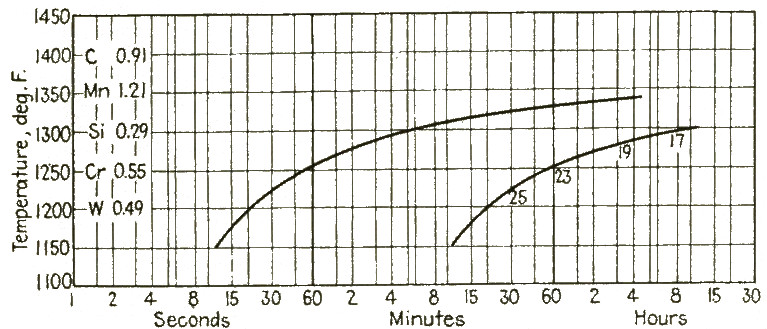
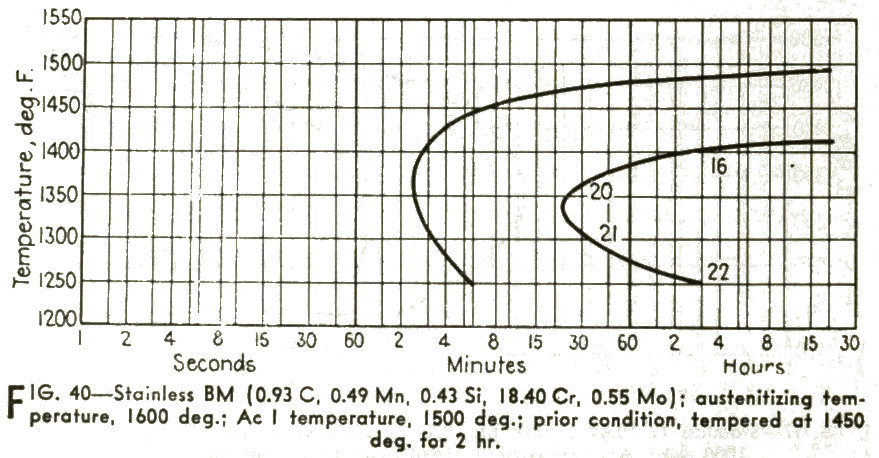
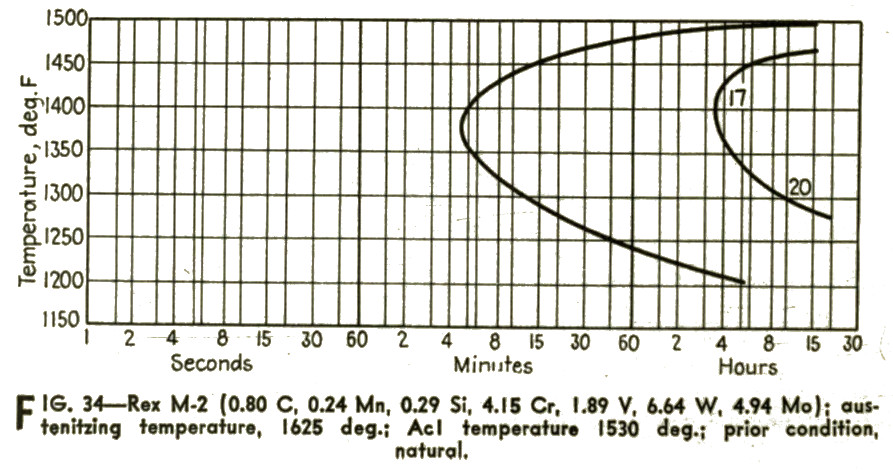
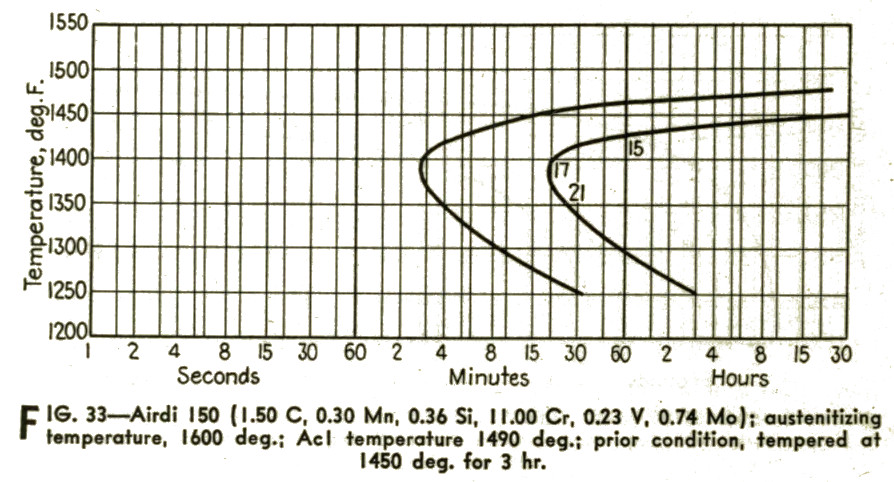
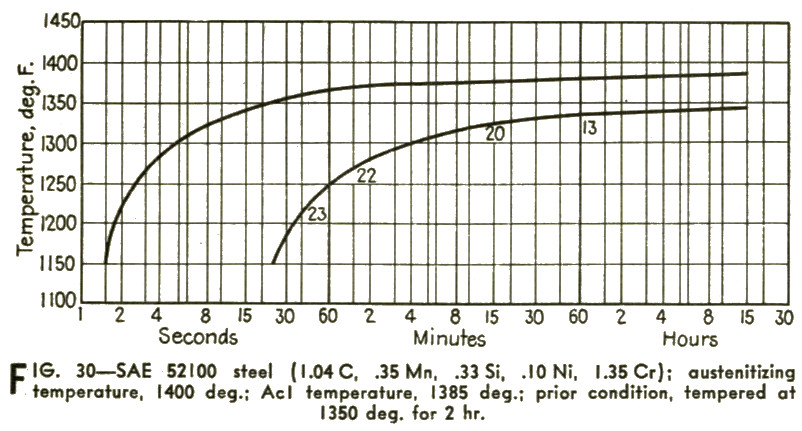
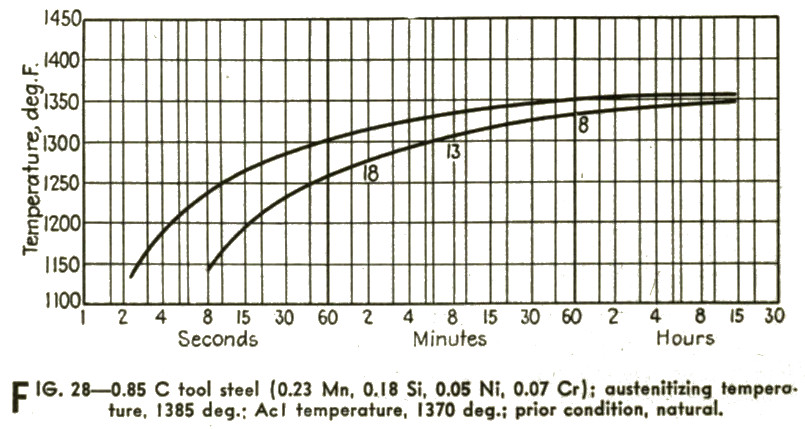
And here are some TTT diagrams [8] for a few other steels. Airdi 150 is D2 and Stainless BM is 440B.
Summary and Conclusions
This article covered the primary methods used for annealing, including 1) subcritical annealing and 2) Transformation annealing, also called the Divorced Eutectoid Transformation. Both methods lead to spheroidized carbides but get there through very different ways. The subcritical anneal uses pearlite formed during normalizing and then spheroidizes the cementite bands, which can take tens of hours. The DET anneal heats into the austenite+carbide region where spheroidized carbide is present, and then during slow cooling, or a subcritical isothermal hold, ferrite forms and the carbon leaves the austenite by diffusing into the existing carbides. The end hardness, carbide size, and machinability can be controlled through adjusting different annealing parameters including the austenitizing temperature, hold time at austenitizing temperature, cooling rate, isothermal hold temperature, and isothermal hold time. In Annealing Part 2 a couple more annealing methods are covered, I explained some of our previous toughness testing in terms of the anneal used, and I provided recommended annealing approaches for different classes of steel.
[1] Mehl, Robert F. “The structure and rate of formation of pearlite.” Metallography, Microstructure, and Analysis 4, no. 5 (2015): 423-443.
[2] Embury, D. “The formation of pearlite in steels.” In Phase Transformations in Steels, pp. 276-310. Woodhead Publishing, 2012.
[3] Porter, David A., Kenneth E. Easterling, and Mohamed Sherif. Phase Transformations in Metals and Alloys, (Revised Reprint). CRC press, 2009.
[4] Schaffer, James P., Ashok Saxena, Stephen D. Antolovich, Thomas H. Sanders, and Steven B. Warner. The science and design of engineering materials. Chicago: Irwin, 1995.
[5] https://steelselector.sij.si/html/steel_index.html
[6] Chandler, Harry, ed. Heat treater’s guide: practices and procedures for irons and steels. ASM international, 1994.
[7] Verhoeven, J. D., and E. D. Gibson. “The divorced eutectoid transformation in steel.” Metallurgical and Materials Transactions A 29, no. 4 (1998): 1181-1189.
[8] Payson, Peter. The annealing of steel. Crucible steel company of America, 1943.
[9] Verhoeven, J. D. “The role of the divorced eutectoid transformation in the spheroidization of 52100 steel.” Metallurgical and materials transactions A 31, no. 10 (2000): 2431-2438.