Thanks to Richard Patterson, Patrick Guignot, Aaron Lee, and David Richardson for becoming Knife Steel Nerds Patreon supporters!
Hardenability
How fast one must quench steel is controlled by its hardenability. Hardenability is not a measure of how hard a steel can get. Instead it is a measure of how fast you have to quench to achieve max hardness for a given composition. Therefore a steel with 0.2% carbon can have high hardenability without being able to reach a particularly high hardness; the steel can be allowed to cool in air and achieve more or less the same hardness as when it is quenched in water. On the other hand, a steel with very high carbon content that can reach very high hardness can have low hardenability, requiring a water quench to achieve its potential hardness.
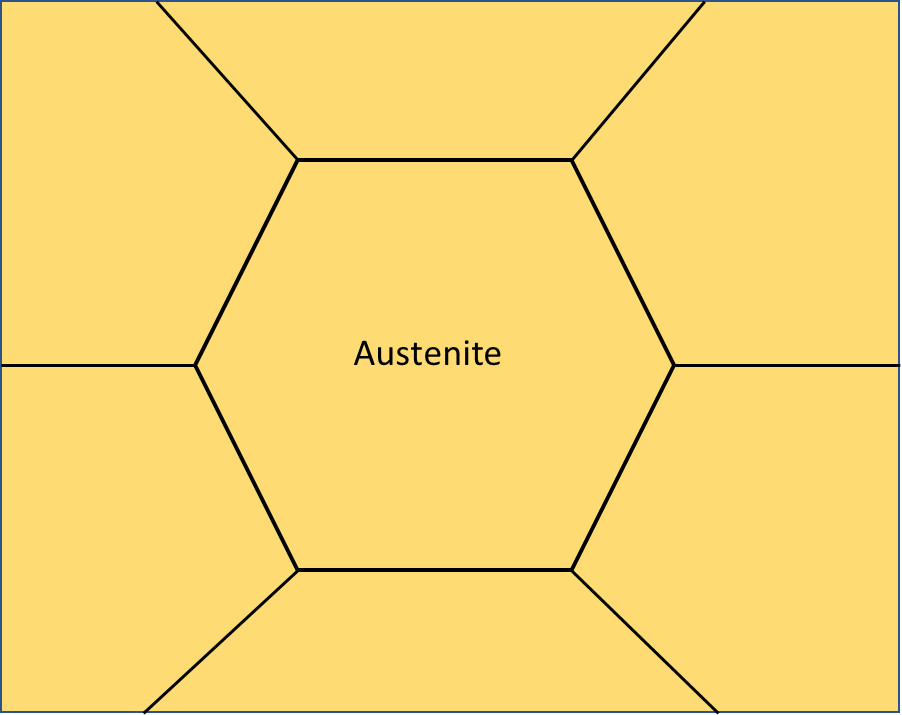
To achieve its maximum hardness a steel needs to form full martensite. At high temperature the steel is in the “austenite” phase, and when quenched rapidly it transforms to martensite. You can read about the formation of austenite in this article, and about martensite formation and why it is so hard in this article. When the steel isn’t quenched rapidly, carbides, pearlite, or ferrite forms instead which reduce hardness vs transforming to full hardness. I will now describe what happens during the transformation of those phases.
Eutectoid
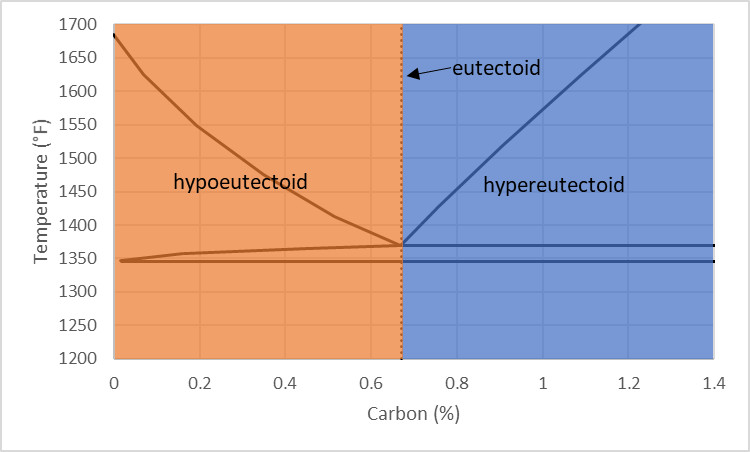
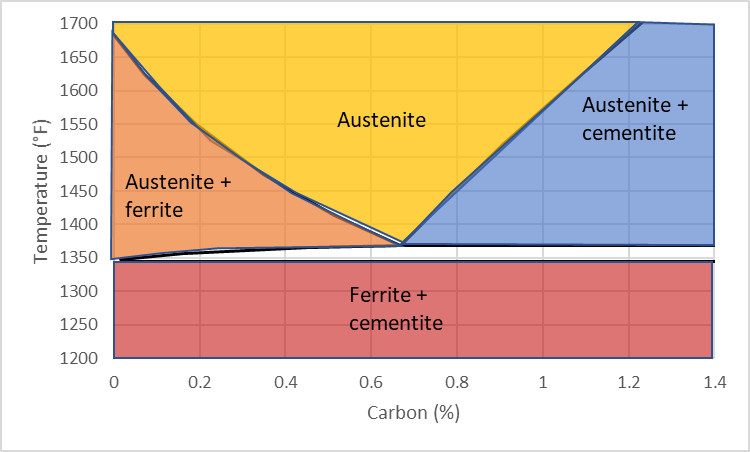
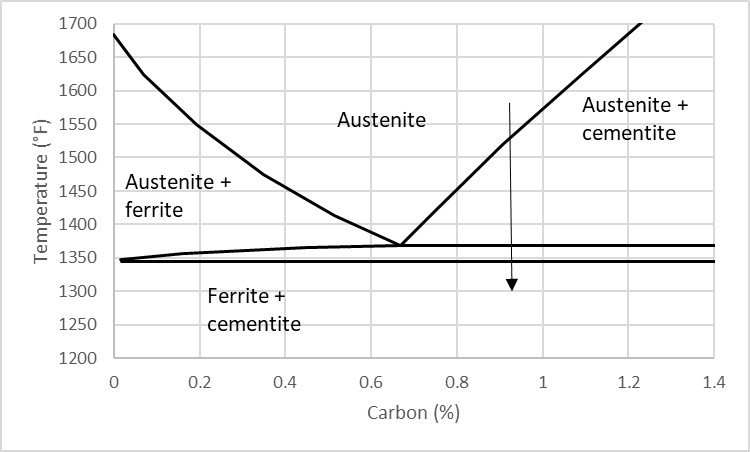
Low carbon steels are called “hypoeutectoid,” high carbon steels are called “hypereutectoid,” and at a perfect point in between the two, somewhere around 0.77% carbon, the steel is “eutectoid.” This is important for hardenability because it controls what phases form during slow cooling from austenite. At low temperature we have the normal low temperature phase of steel called ferrite, which transforms to austenite at high temperature. With low carbon hypoeutectoid steel there is a region where both ferrite and austenite are present. With high carbon hypereutectoid steels there is a region where both austenite and carbides are present. You can see that in the phase diagrams below:
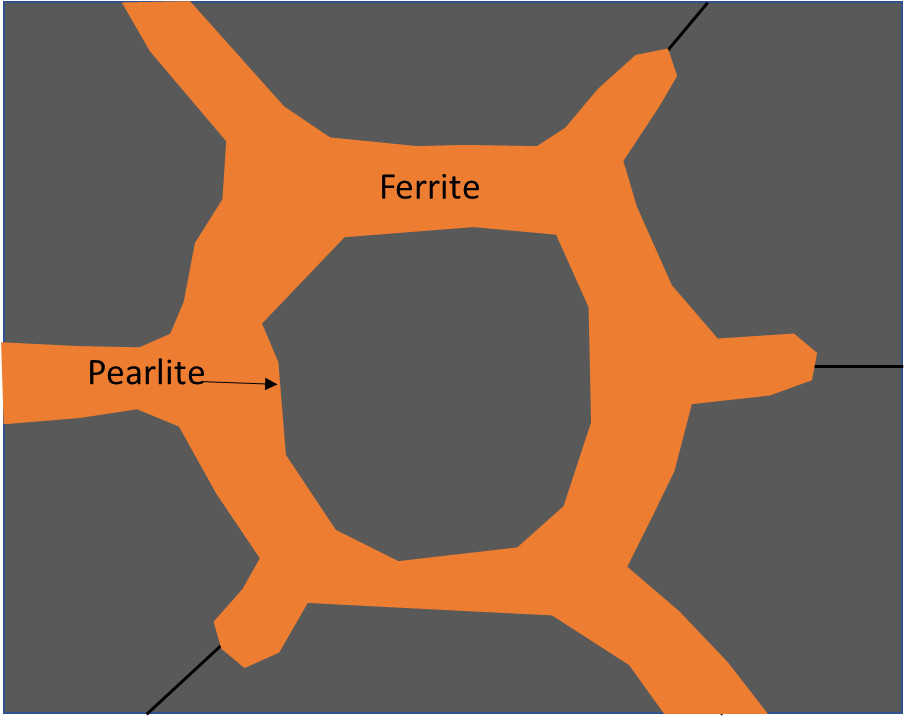
When slow cooling a eutectoid steel it cools directly from the austenite phase to “ferrite + cementite.” Therefore both ferrite and carbide has to form at the same time. This leads to a phase called pearlite which is alternating bands of ferrite and cementite. I wrote about pearlite briefly in this article on 52100. Cementite is iron carbide which is a high hardness phase that contributes to wear resistance.
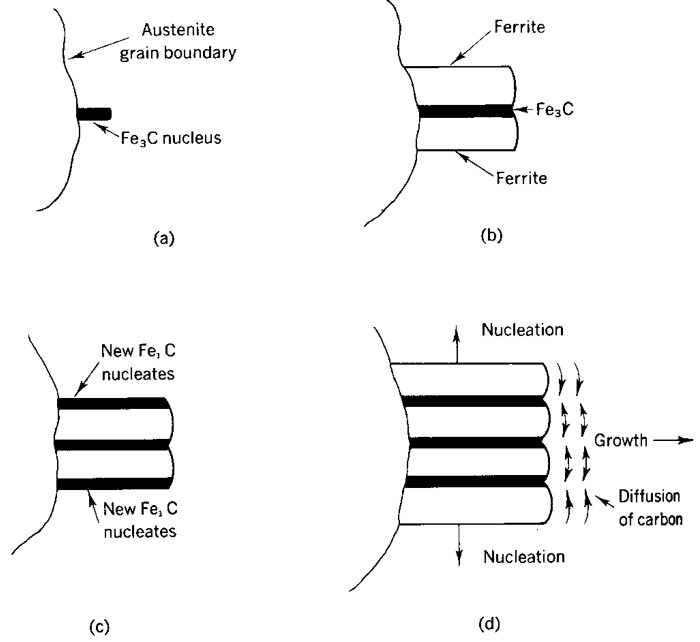
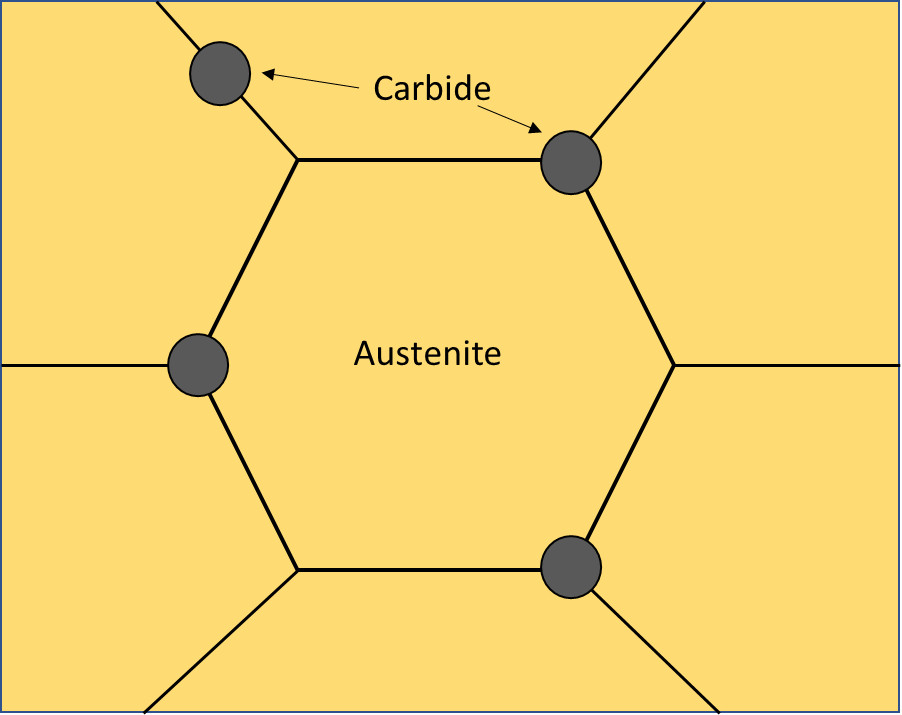
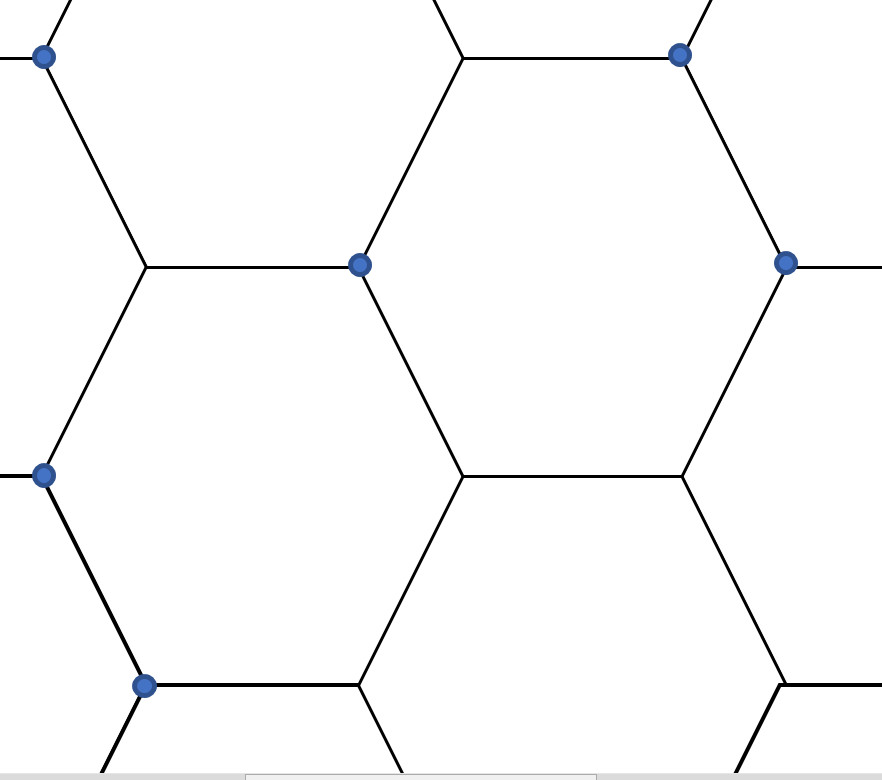
Pearlite forms from the grain boundaries of austenite. Grain boundaries are high energy regions that are preferential for the nucleation of new phases. Therefore when pearlite forms it is highly likely to grow from the grain boundaries:
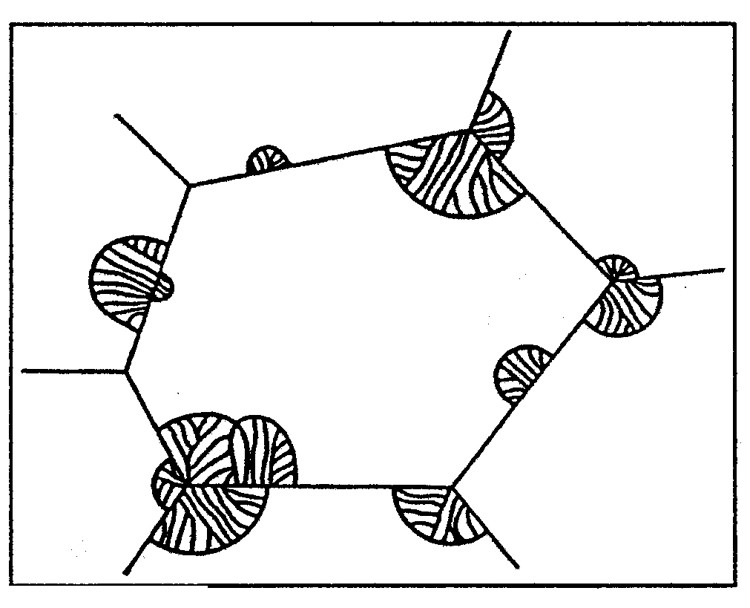
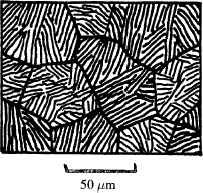
Those cabbage looking things coming off the grain boundaries are the pearlite, with the black lines representing the cementite and the white regions in between being the ferrite. The pearlite continues to grow until it has replaced the former austenite microstructure:
This schematic from [1]
This micrograph from [2]
Ferrite has a very low carbon content (~0.02%), and the cementite has a very high carbon content (6.67%) so during the formation of pearlite carbon has to diffuse over a relatively short distance so that it leaves the growing ferrite and enters the growing cementite:
Effect of Alloying Elements
Carbon isn’t the only element that is enriched in cementite. “Carbide forming elements” like Cr and Mo also diffuse into the growing cementite as pearlite is formed. And Mn is preferentially located within cementite rather than ferrite. On the reverse side, Si and Al are preferentially located within the ferrite so those elements diffuse in the opposite direction. Therefore, the growth of pearlite is slowed by the addition of these elements to steel.
Hypoeutectoid Steel
With low carbon hypoetuectoid steel, during cooling the steel passes through the “austenite + ferrite” region:
![]()
At points 1 and 2, the steel is fully austenite and the carbon content of the austenite is equal to the bulk composition of the steel, in this case 0.4%. As the steel cools it reaches point 3 where ferrite is forming:
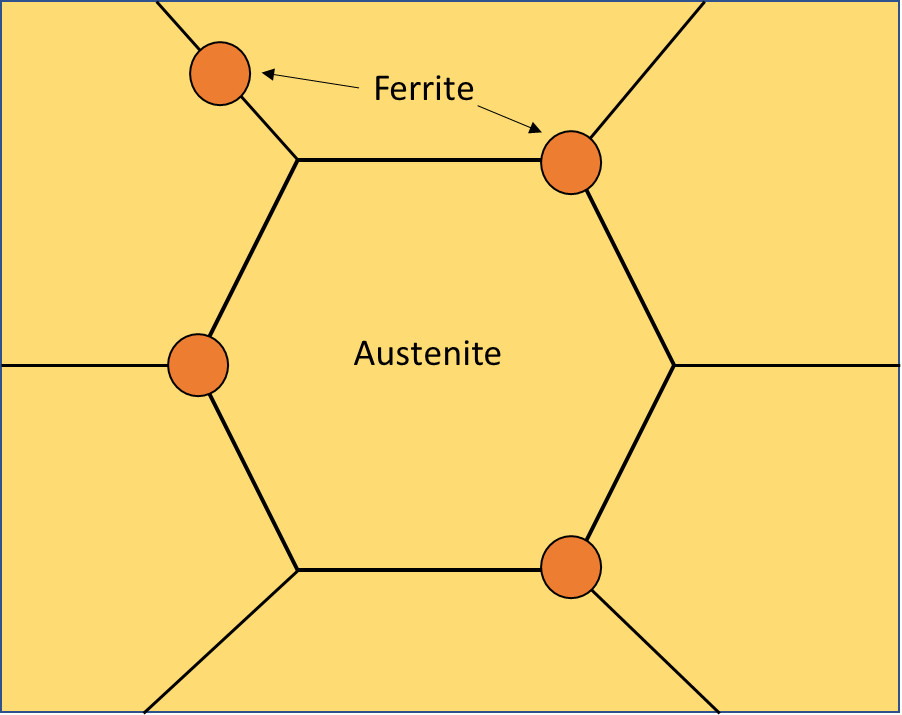
Just like with pearlite formation, ferrite contains very little carbon. Therefore, carbon diffuses out of the growing ferrite into the surrounding austenite. The carbon content of the austenite is shown by the orange circles on the phase diagram, following the line down and to the right.
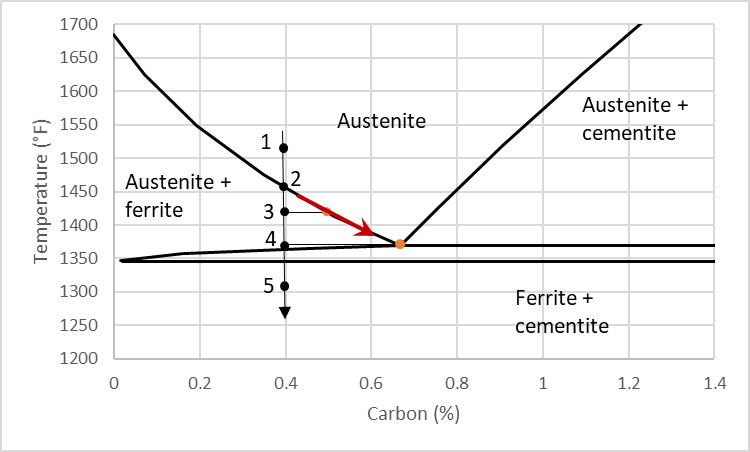
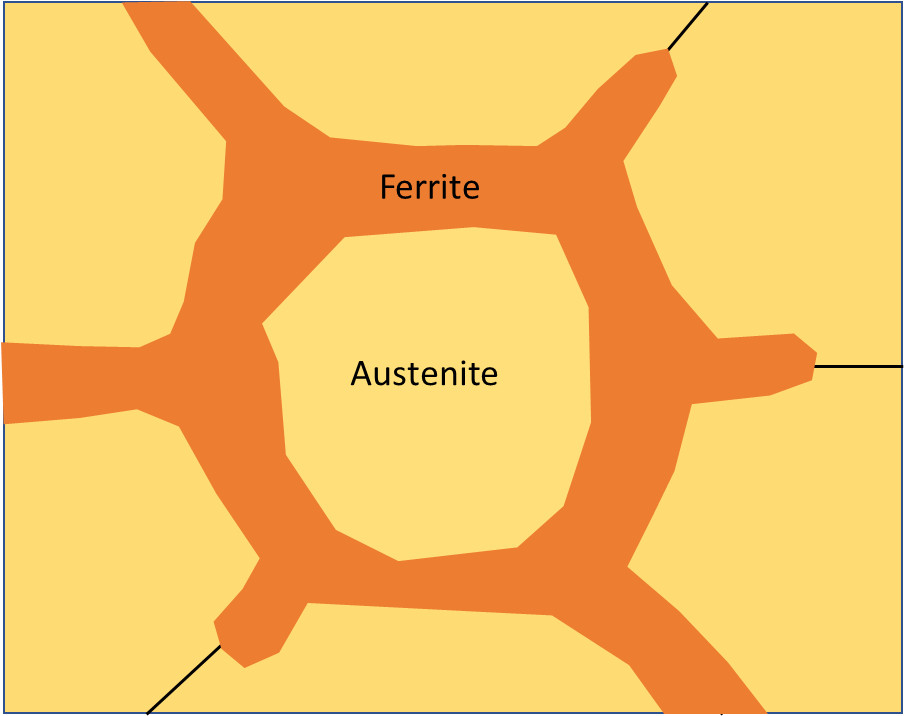
So the ferrite continues to grow and the carbon content of the austenite continues to increase until point four where the carbon content of the austenite has reached the eutectoid. Then with further cooling the austenite undergoes a pearlite transoformation as if it was a eutectoid steel, for a final microstructure of ferrite plus pearlite:
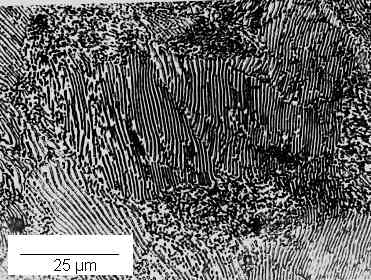
The above schematic diagram showing pearlite as a dark phase is also similar to what it looks like in an optical microscope where the alternating bands of ferrite and cementite are not easily visible. That leads to a micrograph where there is white ferrite and dark pearlite:
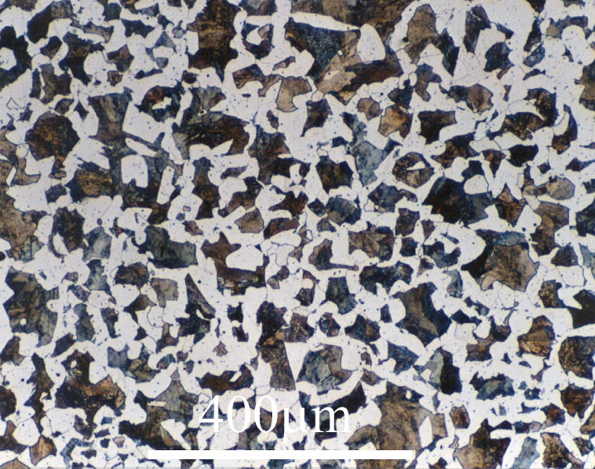
This image from [3]
Hypereutectoid steel
High carbon hypereutectoid steel is similar where it is also cooled through a two phase region, though austenite + cementite instead:
Once the steel has passed through the austenite + cementite phase field and carbides have formed, it reaches the eutectoid and the remaining austenite transforms to pearlite just like in a hypoeutectoid steel. Alloying elements affect carbide formation in the same way they affect pearlite formation. Carbide forming elements diffuse into the growing carbides which slows their growth. And vice versa for elements like Si and Al where they are not typically contained in carbides. With low carbon steel forming ferrite and high carbon steel forming carbides, the mechanisms that control hardenability are somewhat different. The majority of the published literature is focused on the hardenability of low carbon steel.
Effect of Carbon Content
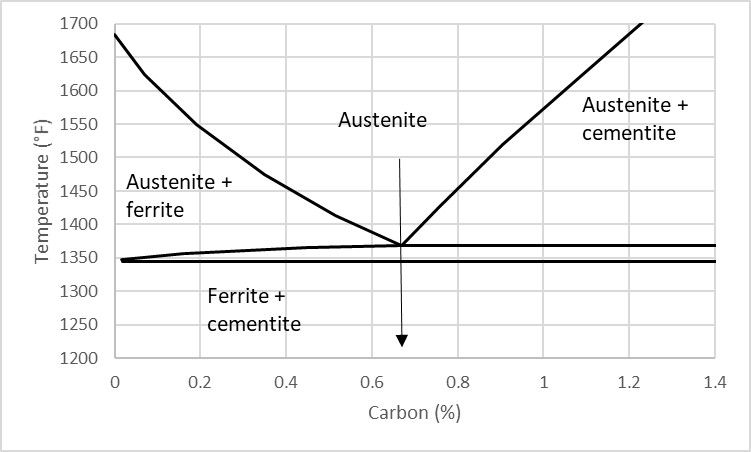
Carbon affects hardenability through the change in the temperature where ferrite or carbide forms:
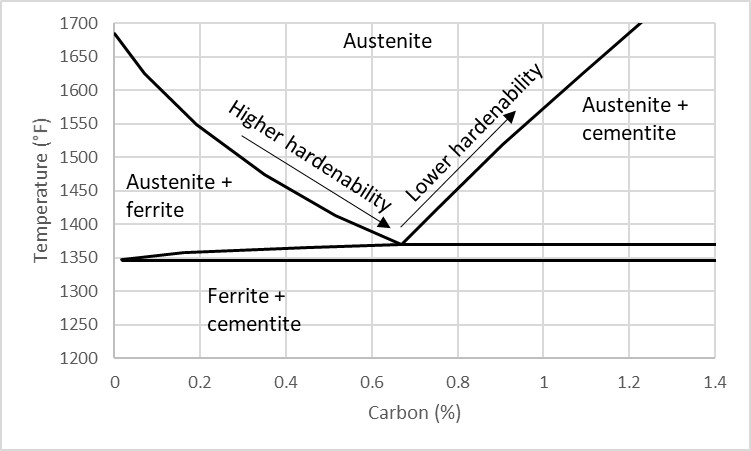
The higher the temperature where ferrite or cementite begins to form during slow cooling, the lower the hardenability is. This is relatively intuitive, as the steel “wants” to transform to the other phase at a higher temperature. And the more the temperature is reduced below that transition the stronger the “driving force” is for the transformation to cementite or ferrite. This leads to a peak in hardenability around the eutectoid composition:
Measuring Hardenability
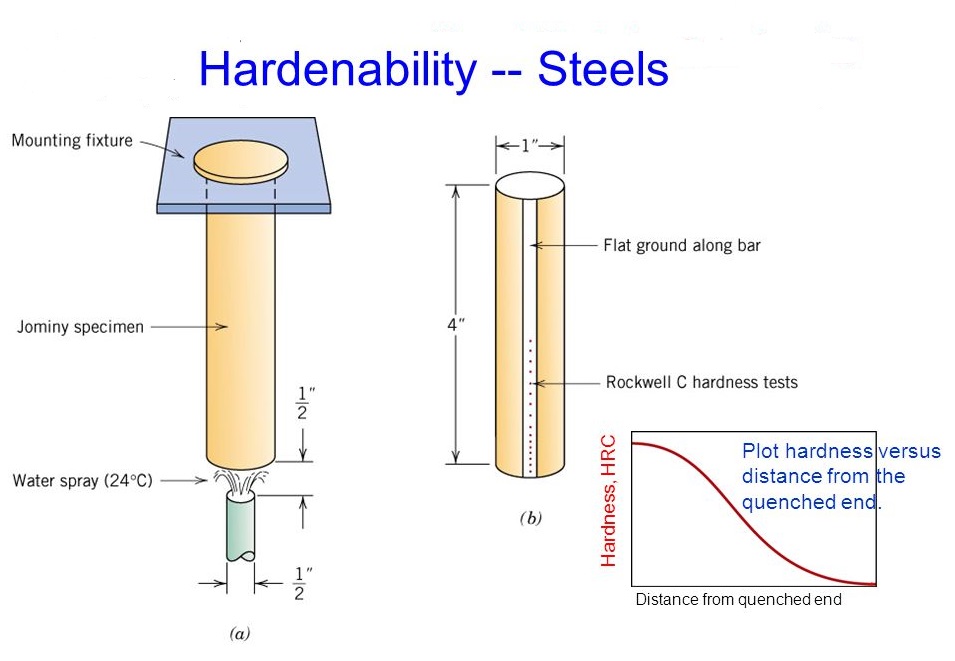
There are a few different methods for determining the hardenability of steel. One is called a Jominy test where a steel bar is heated to austenite and then sprayed with water on one end. The hardness is measured along the bar to see how slow the steel can be cooled while maintaining high hardness, or how thick a piece can be and still achieve full hardness at the core:
This image from [4]
In the bottom right corner it shows a Jominy plot with hardness vs the distance from the quenched end. Sometimes the Jominy specimen is sectioned and the microstructure is observed, to see if ferrite, carbide, or pearlite is detected.
Steel can also be cooled at different rates while measuring the size change of the steel, known as “dilatometry” because it measures the “dilation” of the specimen. Different steel phases, ie ferrite, austenite, pearlite, martensite, etc. have different densities, and therefore size changes can be observed during cooling. If no transformation was observed it would be a straight line. In other words, steel grows when it is heated and shrinks when it is cooled. However, if the steel transforms to a different phase then deviations are observed as the steel cools. Here is an example of a steel cooling slowly to form ferrite and the remaining austenite transforms to pearlite:
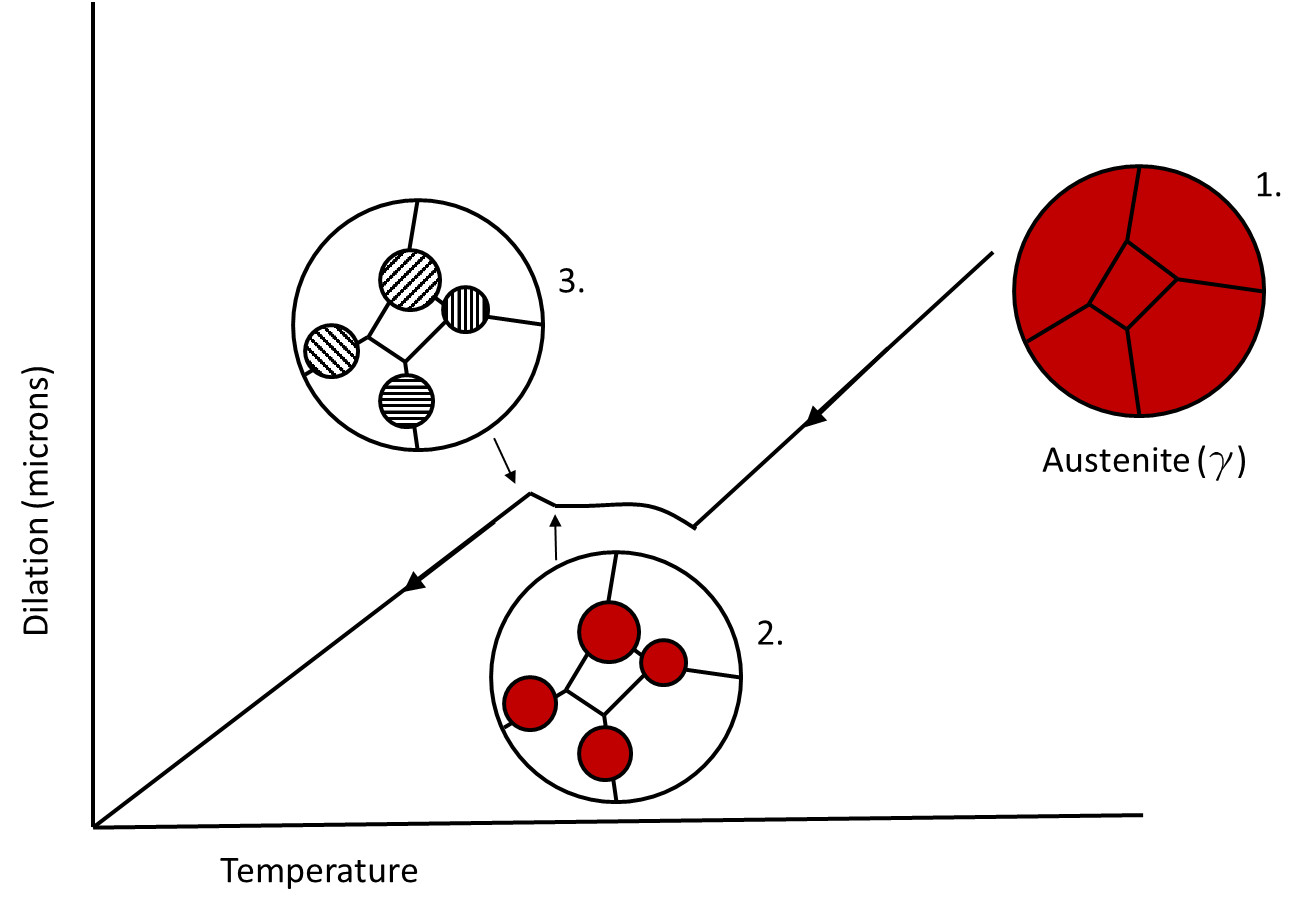
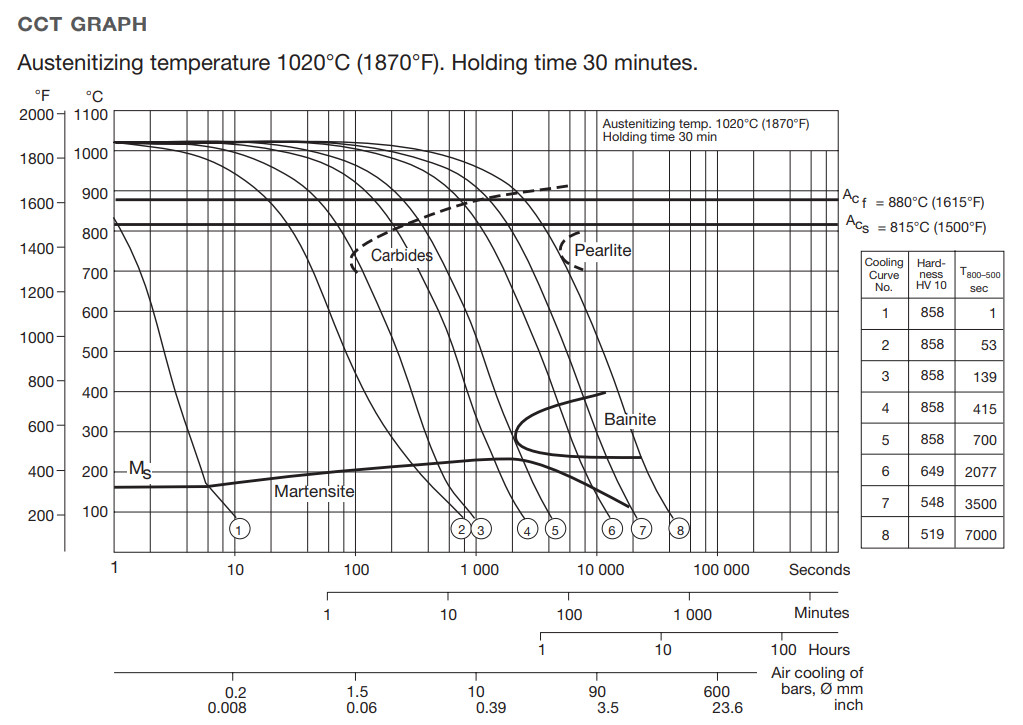
The points where the line deviates are the start and end of the different transformations, so those transformation temperatures can be determined with dilatometry. The experiment is repeated at multiple cooling rates and that information can be used to generate a diagram representing the temperatures at which different transformations occur and how fast a steel must be cooled to form martensite instead. These are called “continuous cooling transformation” (CCT) diagrams. Here is an example of one with a 5160-type steel:
This image from [5]
The diagram above has a range of cooling rates, from 0.04°C/s to 32.7°C/s. The two slowest cooling rates pass through the “P” field which represents pearlite. The three fastest cooling rates do not transform to any phases until they reach the “Ms” line around 230°C which represents martensite. At intermediate rates the steel also passes through the “B” field which represents bainite. You can read more about bainite in this article. At the bottom of each cooling rate there is a final hardness of the steel in Vickers (Hv). Interestingly, the 8.2°C/s cooling rate resulted in 743 Hv, which is lower than the hardness from 32.7°C/s (760 Hv), despite not forming any bainite or pearlite. This difference in hardness is probably due to “autotempering” which can occur when the steel cools sufficiently slowly. The martensite undergoes some tempering during cooling, whereas we normally think of tempering as being a separate step where the steel is reheated.
Critical Cooling Rate
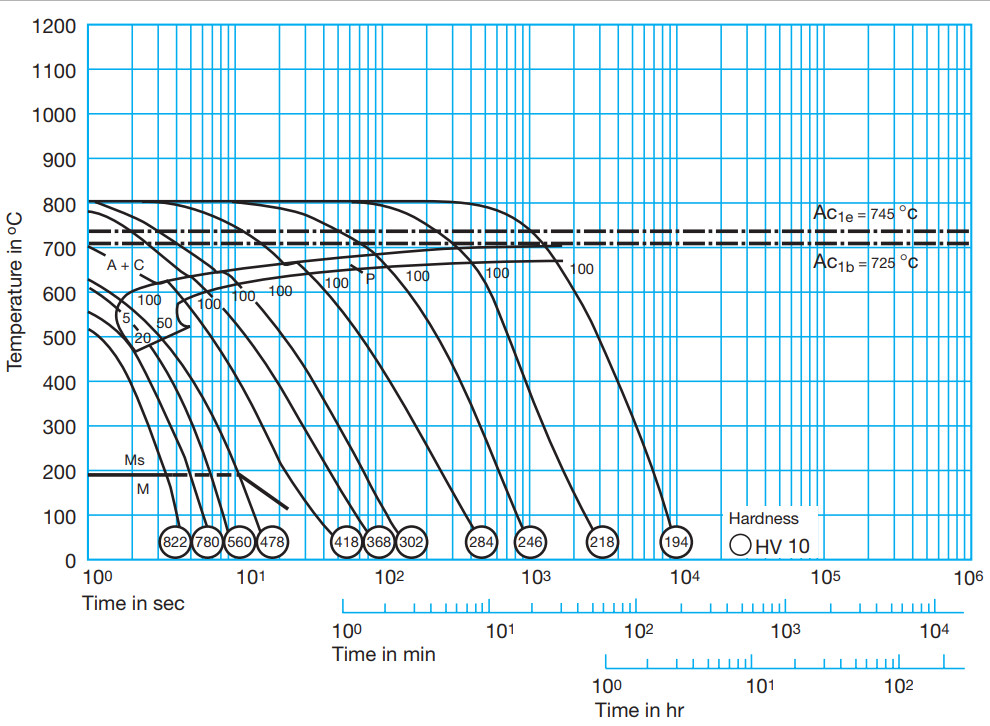
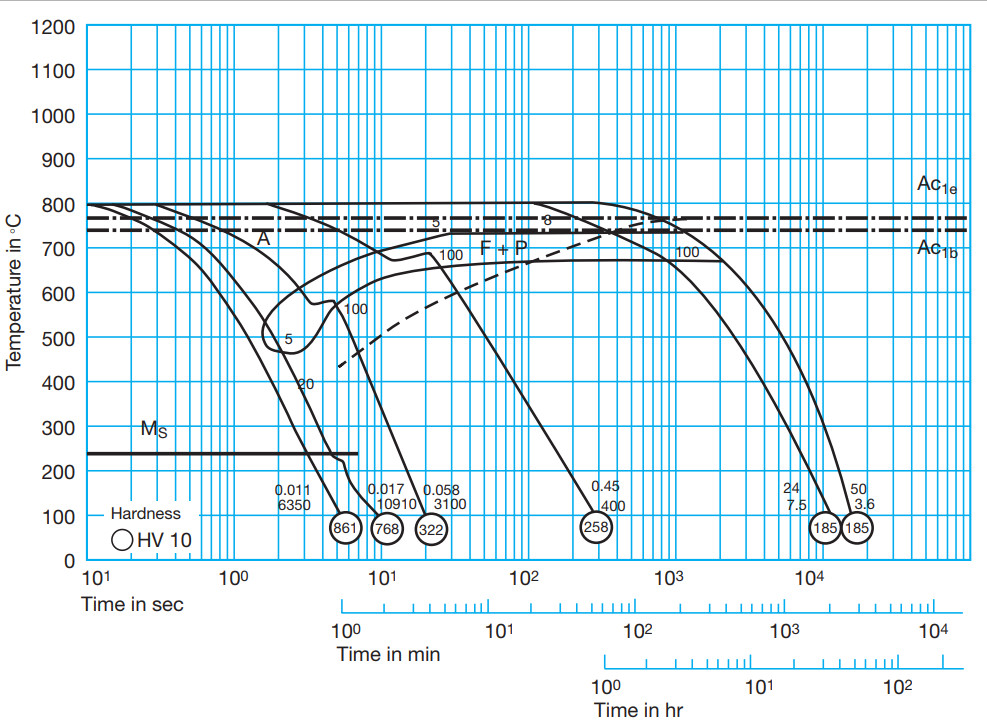
The critical cooling rate is the rate required to form full martensite. The critical cooling rate in the 5160 diagram above is somewhere between the 2.4 and 8.2°C/s cooling rates. Or if bainite is acceptable then somewhere between the 1.2 and 2.4°C/s cooling rates. Different steels have different critical cooling rates. For example, W1 or 1095 have low hardenability due to the high carbon content and low additions of hardenability elements, typically 0.3% Mn and Si. That leads to a CCT looking something like the following:
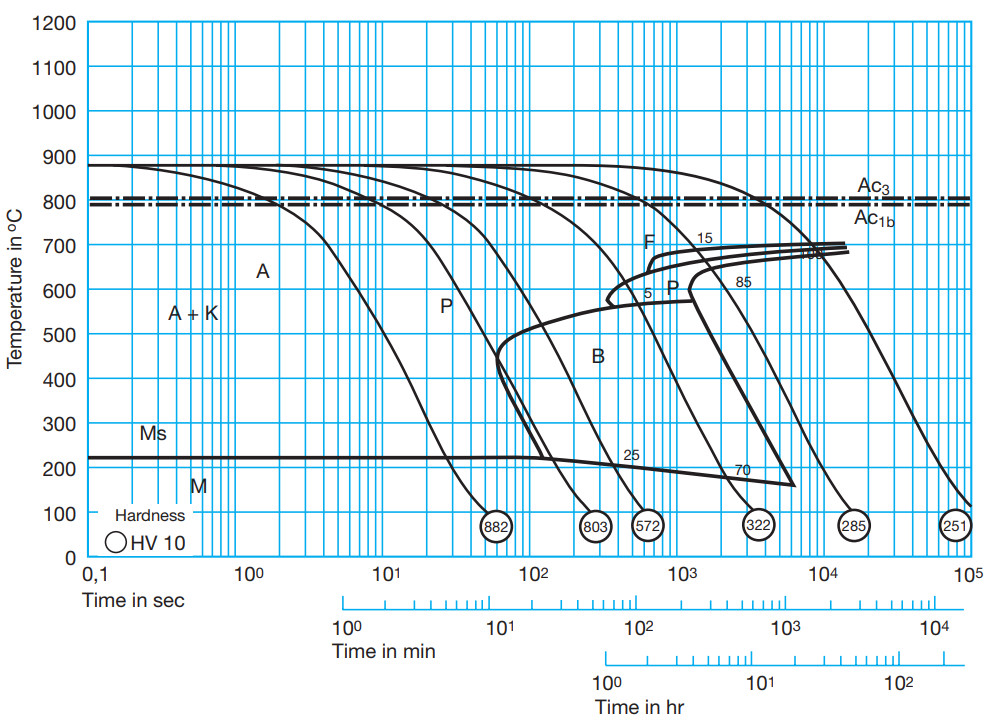
This CCT for W1 from [5]
This CCT has a field labeled as “P+K” where the K refers to carbides (CCT is German). This diagram goes down to 0.1 seconds because of the lower hardenability of the steel. Only the fastest cooling rate (reached 100°C in 2 seconds) achieved full martensite. Below the phase field there is a number listed which represents how complete the transformation was, so “100” means it fully transformed to pearlite and carbide. The second fastest cooling rate formed 2% carbide and the third fastest transformed to 15% carbide. The hardness is only marginally lower with the second fastest cooling rate (901 vs 914 Hv) showing that you can’t always tell that carbide formed during cooling based on hardness alone. The carbides that form during cooling can be detrimental to toughness, especially because they typically form on grain boundaries. The very high cooling rate required to achieve full hardness in 1095 and W1 is why they are called “water hardening” steels, because water cools steel very rapidly.
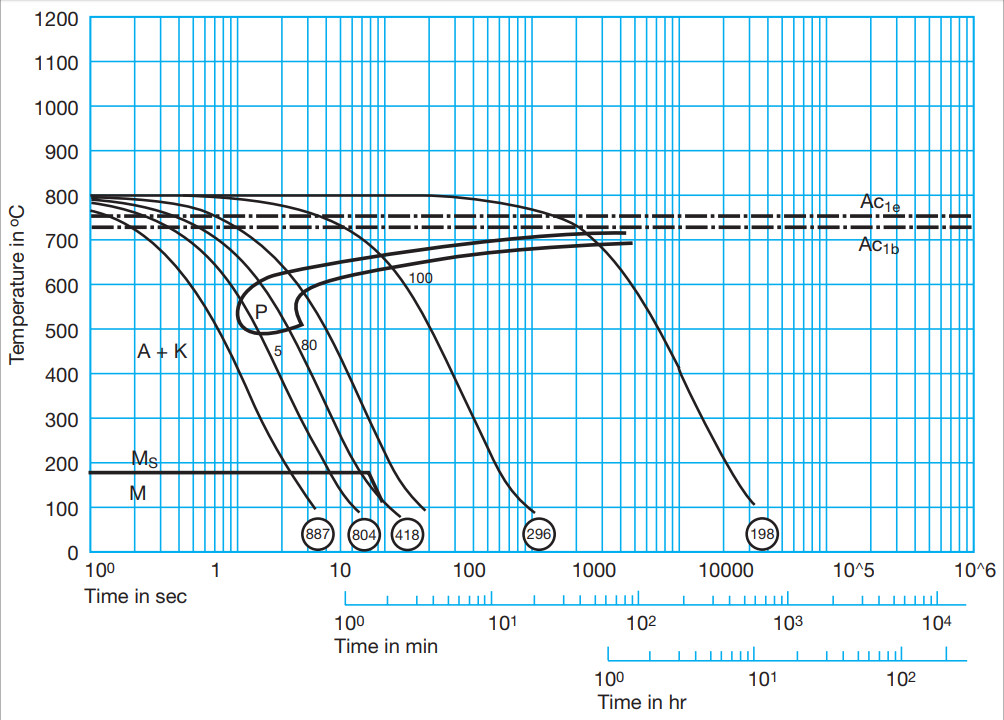
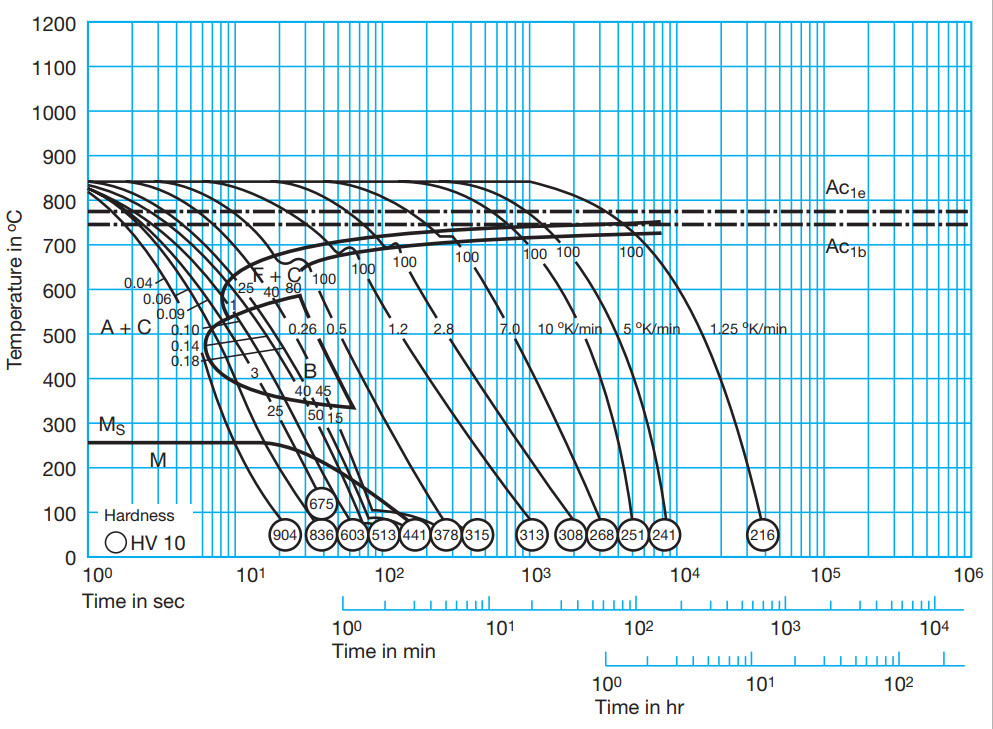
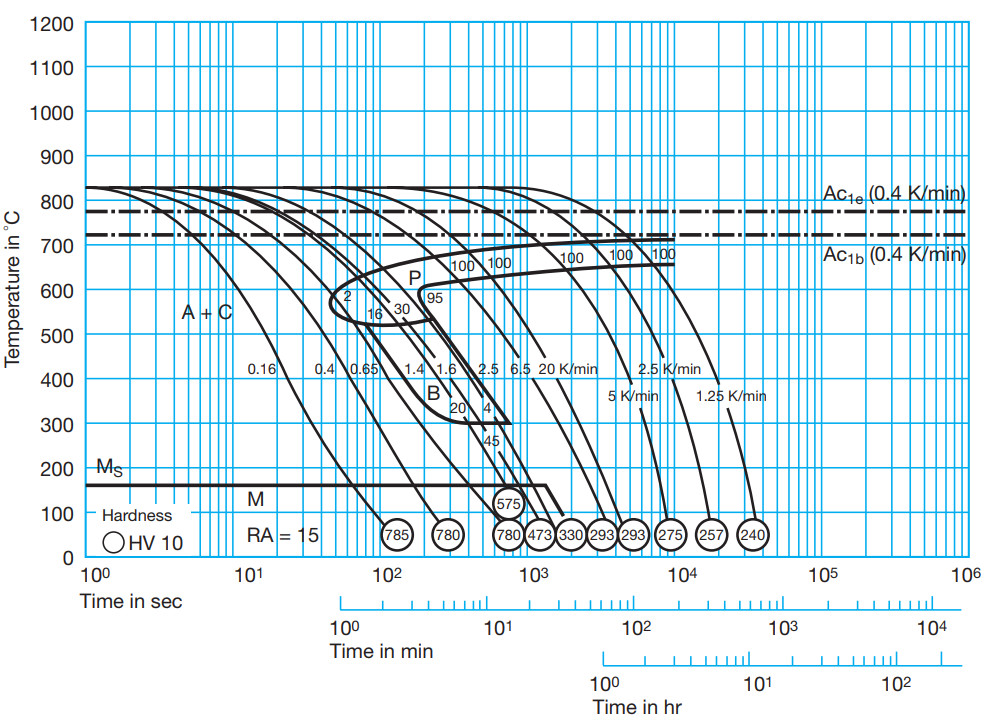
Oil hardening steels like O1 and O2 require a slower cooling rate. O1 has additions of about 1.2% Mn, 0.5% Cr, and 0.5% W. Tungsten contributes little to hardenability but the Mn and Cr increases hardenability by suppressing carbide and pearlite formation. O2 instead has around 1.6% Mn to have its relatively high hardenability. O1 has a critical cooling rate somewhere around 10°C/s:
O1 steel CCT [5]
CCT vs TTT
You may have come across Time-Temperature-Transformation (TTT) or Isothermal Transformation (IT) diagrams which look similar to CCT diagrams but the two should not be confused. When generating a TTT you quench to a single temperature and hold, such as quenching to 600°C and holding there until the transformation has completed. This process is performed for all temperatures of interest and then the TTT diagram is generated with the resulting transformation data. TTT diagrams may look similar to CCT diagrams but there are sometimes significant differences. CCT diagrams are preferred for looking at quenching or slow cooling processes. TTT diagrams are better for intentionally forming bainite or pearlite by holding at specific temperatures. I wrote about the use of TTT diagrams for bainite in this article. For very simple CCT and TTT diagrams, the CCT is typically at somewhat lower temperatures and longer times than a TTT, so in cases where only TTT diagrams are available you may still be able to get an idea of relative hardenability from a TTT (comparing one steel to another). This simple relationship is because a CCT with continous cooling can be thought of as many tiny time steps at each descending temperature. However, the diagrams can be significantly different because transformations that occur at higher temperatures can affect low temperature transformations. So a steel that is transforming to ferrite or pearlite at high temperature may mean that bainite transformation is not observed, such as in the W1 steel CCT previously shown. However, in a TTT for W1 the bainite transformation is a significant part of the diagram.
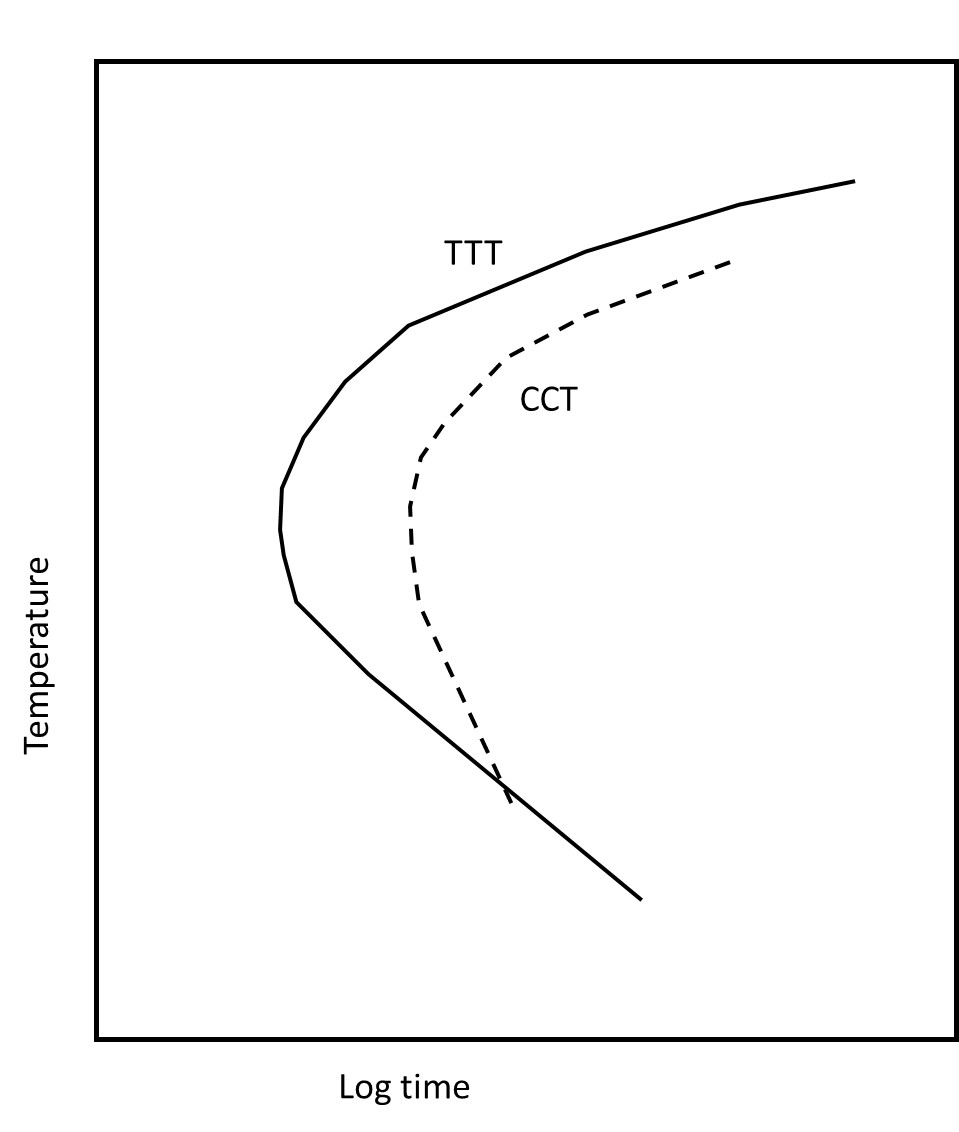
Simple schematic showing the general difference between a CCT and TTT
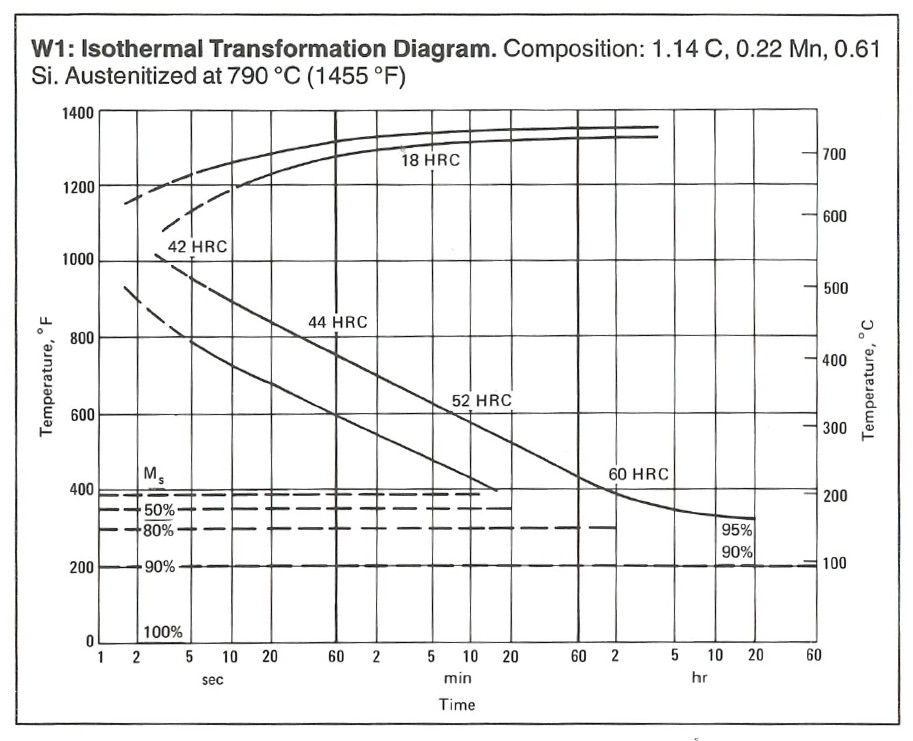
This TTT for W1 looks significantly different than the CCT shown previously because of the bainite transformation
Quenchants
Water Quench
This is probably as good a point as any to discuss the quenching medium. As mentioned previously, water is typically the fastest quenchant used, and it achieves very fast cooling rates, over 150°C/s:
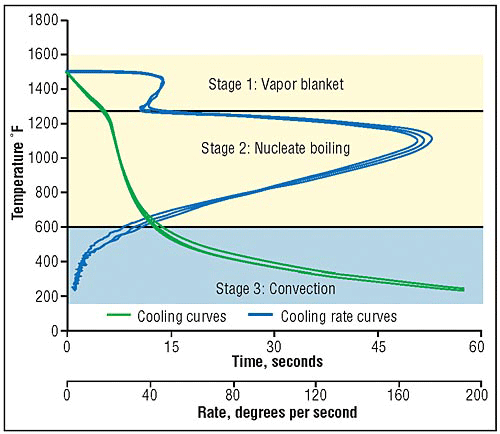
This image from [6]
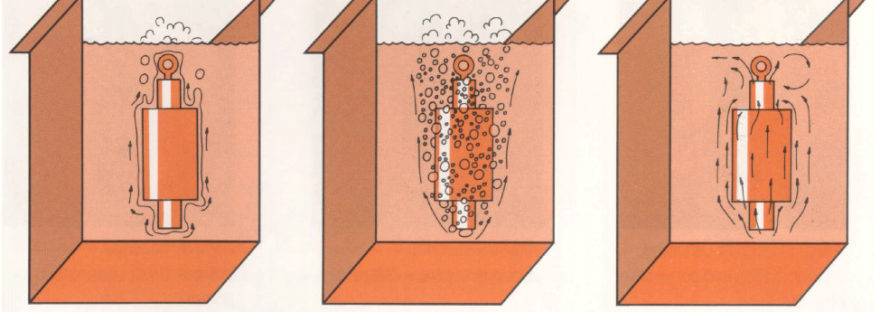
The chart above shows water cooling rate (blue lines) as well as the temperature vs time in green. During quenching into water, the water is vaporized and forms a “vapor blanket” around the steel which limits the cooling the steel experiences as the steam is a much poorer conductor than liquid water. The formation of a vapor jacket is reduced by agitating the water, but is not perfect, which is why the cooling rate increases from the quenching temperature (1500°F) to the peak cooling rate. Once the vapor blanket is broken there is more of a boiling action where the water boils and forms bubbles around the steel. The bubbles float away and the liquid contacts the steel again. Finally, the steel cools sufficiently that boiling no longer occurs, and cooling then occurs due to convection (the heated water rises and is replaced with cooler water). Here is another schematic diagram representing the process:
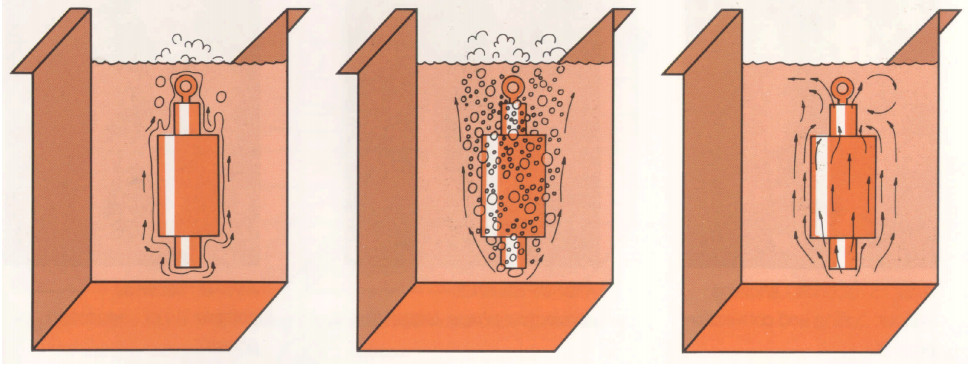
The left image shows the vapor blanket, the middle rapid boiling, and on the right in “normal” convection cooling. This image from [7]
The temperature of the water also affects the vapor blanket formation. The closer the water is to the boiling temperature the easier it is for the vapor blanket to form. This leads to a decrease in cooling rate due to the more tenacious vapor blanket:
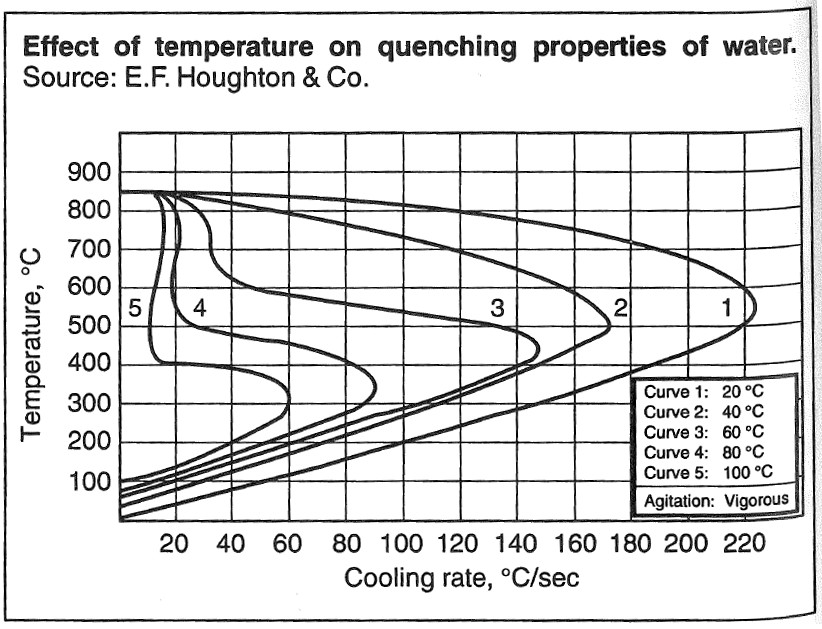
This image from [8]
Brine Quench
The addition of salt to water reduces the stability of the vapor blanket so that it is less of a factor. This is known as a “brine quench” and can be even faster than plain water. Tiny salt crystals deposit on the steel surface, where high temperature causes the crystals to fragment creating turbulence that eliminates the vapor phase [6].
Oil Quench
The principles of oil quenching are very similar to water quenching, but the quench rate is somewhat slower:
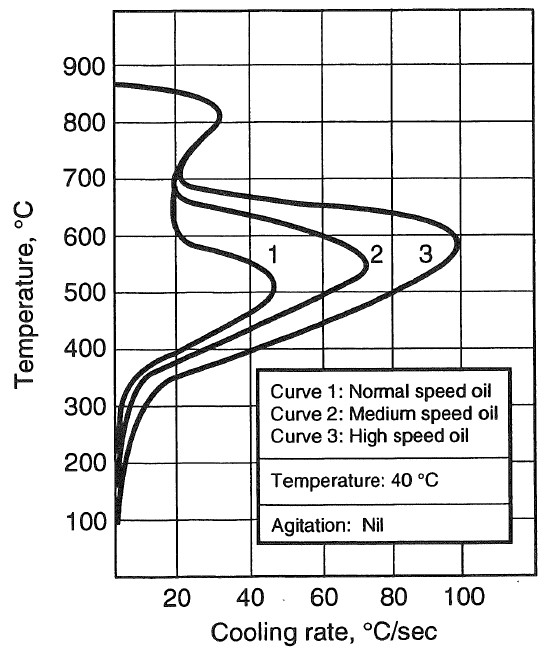
This image from [8]
High speed oil is for low hardenability steels or water quenching steels. A common high speed oil is Parks 50. Medium speed would be an oil like AAA. Oils cool more uniformly than water does, reducing the chance of warping and cracking. Some oils like AAA require heating to a certain temperature (~150°F) so that they have sufficient viscosity for good quenching. Oils have a “flash point” above which they will ignite. Marquenching oils have a higher flash point so that they can be heated to high temperatures (~500°F). Quenching to a higher temperature means that the transformation of martensite is slowed, but the quenching rate to avoid pearlite and carbide remains high. Slowing down the rate of martensite transformation reduces the chance of warping and cracking. The cooling rate naturally slows as it approaches the temperature of the quenchant, so as the oil temperature approaches the martensite start temperature, the cooling rate during martensite formation is reduced.
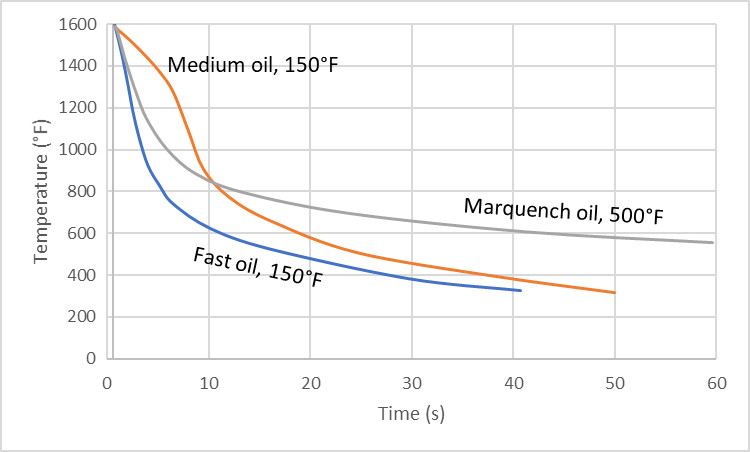
Data from [8]
Air Quenching
Even slower than oil quenching is air quenching. This can be performed under compressed air or in still air, and there is a big difference between the rates of these two options. Different gases can be used as well with compressed air such as hydrogen, helium, or nitrogen. In the home shop options for consistent compressed air quenching are not typically available. More common is to use “quench plates” where the knife is placed between two aluminum plates and the heat is drawn out through conduction, significantly faster than still air alone. Quench plates also have the advantage of helping to achieve good flatness without warping.
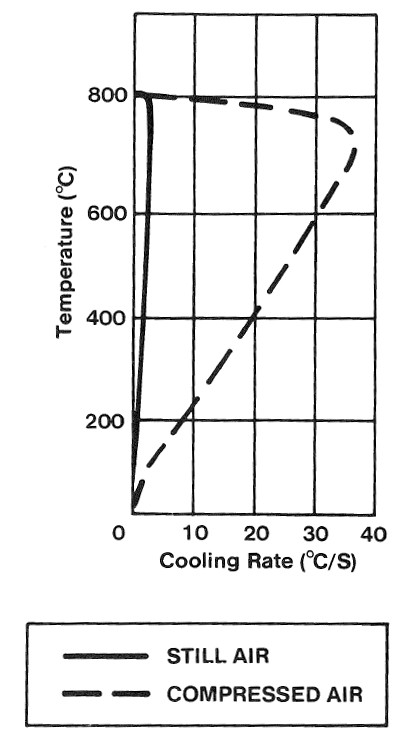
This image from [8]
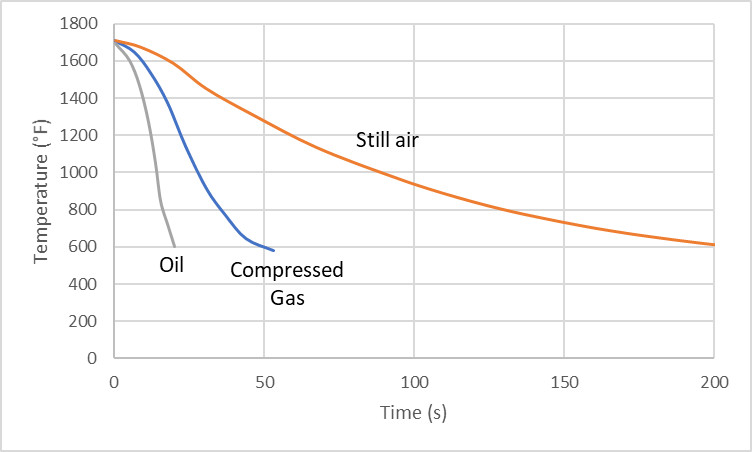
Data from [8]
Multiplying Factors for Steel Hardenability
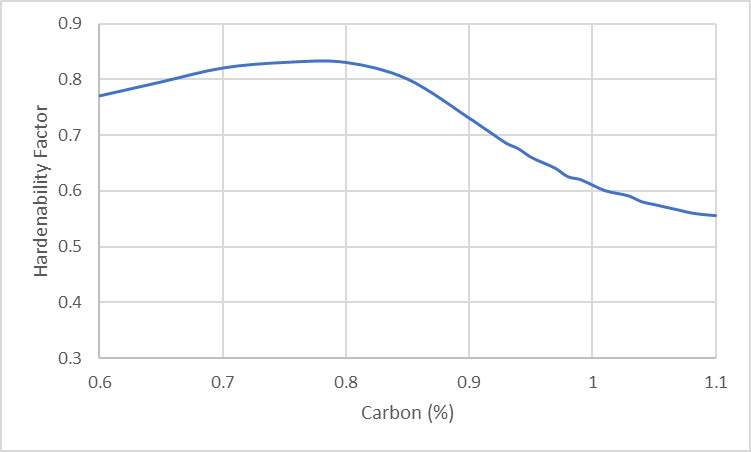
Tests have been performed to find the relative effect of different alloying elements on hardenability, such as carbon shown in the earlier plot:
Data from [9]
So for a carbon content of 1%, there is a multiplying factor of approximately 0.61. This multiplying factor for carbon can then be used with other alloy that is in the steel:
Data from [9]
So if the steel had 1%Mn the Mn multiplying factor would be about 1.75, and a factor for 0.5% Si would be about 1.22. Using the factors for C, Mn, and Si then, the factors are multiplied together: 0.61*1.75*1.22 = 1.3 which gives a relative, approximate value for hardenability. For example, I do not know about any CCT diagrams to estimate hardenability for CruforgeV, and we may want to know how it compares to a steel like 52100. For both, the carbon factor would be about 0.61. For 52100, the 0.3Mn, 0.3Si, and 1.5Cr would give factors of about 1.2, 1.2, and 1.45 for total hardenability of 0.61*1.2*1.2*1.45 = 1.27. CruForgeV with 0.75Mn, 0.5Cr, and 0.3Si would give 0.61*1.6*1.3*1.2 = 1.52 so we would expect CruForgeV to have higher hardenability than 52100. These estimates are not perfect but can give a general idea of relative hardenability.
As seen in the chart, Mo is the most effective hardenability element. Molybdenum is often added to air hardening steels like A2, D2, or 440C in amounts of 0.5-1% to ensure that they harden properly. And those steels have significant amounts of chromium in solution where we would expect them to have high hardenability. However, the addition of Mo ensures that steels with thick cross sections cooled in still air will still achieve full hardness. Some oil hardening grades are given Mo additions of around 0.3% to give higher hardenability.
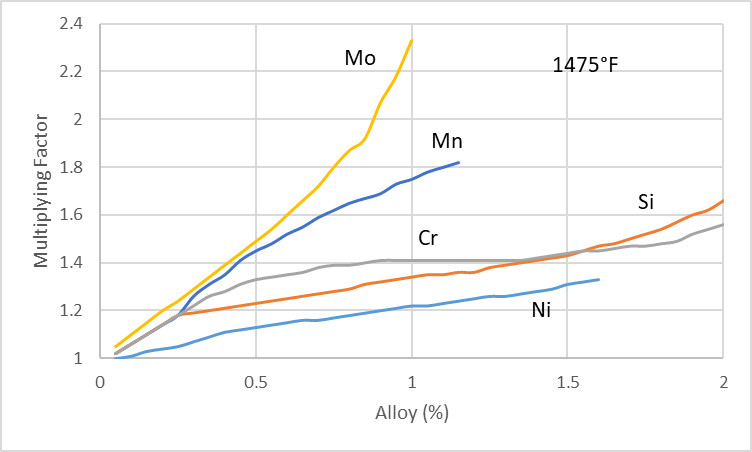
Austenitizing Temperature
Hardening temperature also affects how different alloying additions contribute to hardenability. This is because the carbides must dissolve for the alloy to be in solution to contribute to hardenability. This is especially evident with Mo where at 1700°F the multiplying factor is much higher than at 1475°F:
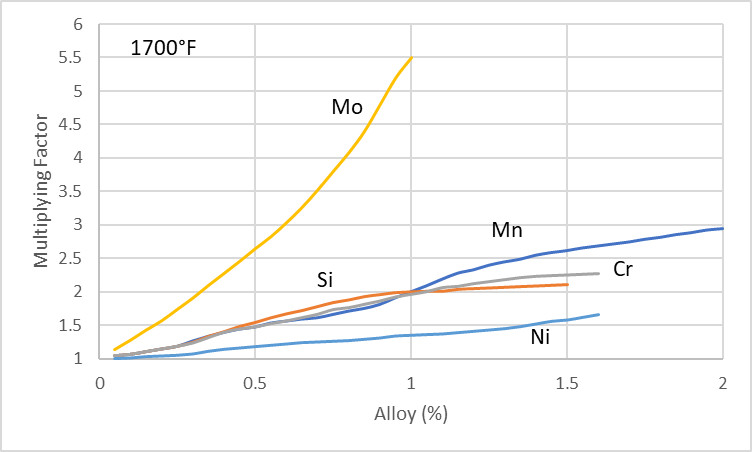
Data from [9]
Other alloying elements like Mn do not tend to increase the temperature at which carbides dissolve, so the effect of temperature on its multiplying factor is relatively flat. Here is a plot for the multiplying factor of each element with 1% across a range of austenitizing temperatures:
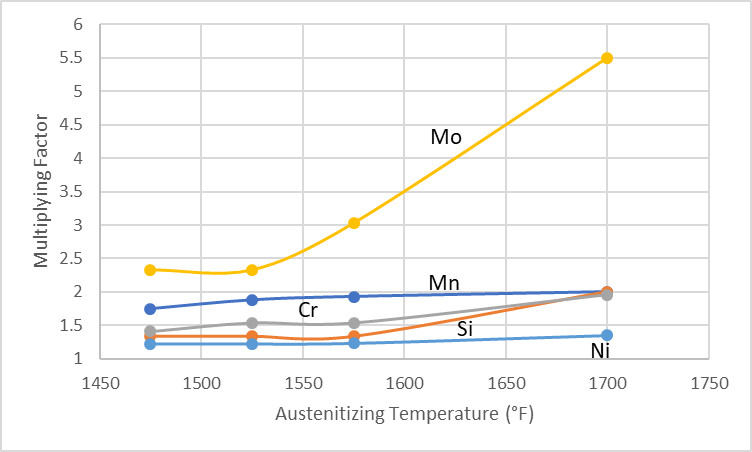
Data from [9]
Grain Size
While certain alloying elements may be more effective at higher temperatures, within a given steel the effects of austenitizing temperature can be somewhat more complex. As the temperature is increased, grain growth tends to occur. A finer grain size means more grain boundaries for nucleation of carbides and pearlite. With more boundaries for nucleation hardenability is reduced because a higher density of pearlite and carbides are formed. Therefore lower temperatures can sometimes mean lower hardenability due to the finer grain size. This is particularly true with hypoeutectoid and eutectoid steels. Grain pinning elements like vanadium can also decrease grain size and therefore hardenability. This is partially why W2 has such low hardenability, because of its vanadium addition.
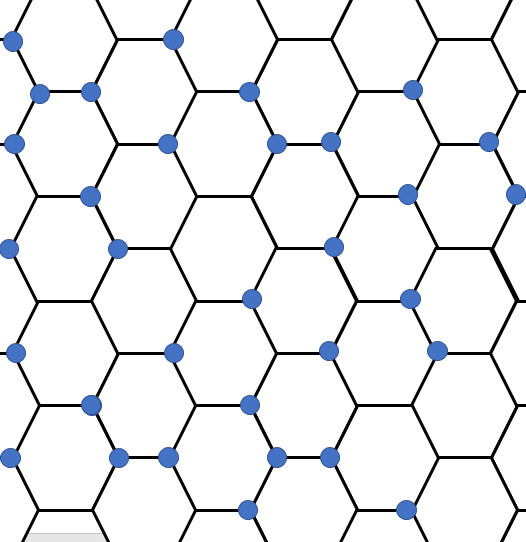
Fine grain size for many nuclei (blue circles) and lower hardenability
Coarse grain size for fewer nuclei (blue circles) and high hardenability
Hypereutectoid Steels
However, with hypereutectoid steels, higher temperatures puts more carbon and alloy in solution which increases the driving force for carbide formation during cooling. This can mean that using higher temperatures lowers hardenability because carbide formation is promoted. Here is an example with H13 steel where using a high austenitizing temperature led to carbide formation (marked “C”) at quite rapid cooling rates:
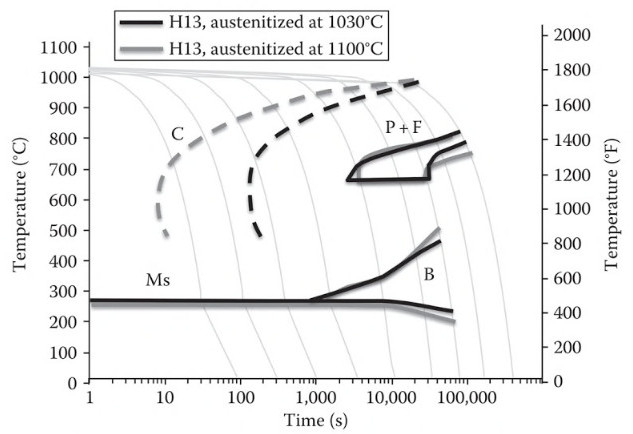
This image from [10]
Prior Microstructure
Prior to austenitizing and quenching, the steel can have a variety of different microstructures, including: 1) martensitic, 2) pearlitic, and 3) annealed. Those are in order of “coarseness” where martensite has carbon all in solution or very fine tempered carbides. Pearlite has its structure of fine alternating bands of cementite and ferrite. And an annealed microstructure has spheroidized carbides. How fine that microstructure is prior to austenitizing also affects how fine it is after austenitizing. During heating to the austenitizing temperature the martensite will precipitate out carbides and those will coarsen somewhat. The pearlite will also partially spheroidize. However, in either case the resulting spheroidized carbides will be smaller in general than a fully annealed steel. Therefore, the annealed structure will have a lower density of larger carbides than a prior martensitic microstructure. That leads to a difference in hardenability, in a somewhat similar way to grain size discussed before. The lower density of carbides leads to fewer nucleation sites so that hardenability is higher.
Effect of Cross Section
Most of the CCT curves and quenchant cooling rates are for the surface of the steel. The core of the knife will cool somewhat slower and therefore some safety factor is generally required for choosing a quenchant or required cooling rate for full hardness. Knives are almost always less than 8 mm which is pretty thin when it comes to heat treating predictions. That means that some steels called “water hardening” can be hardened in oil in a knife cross section, especially if partial bevels are ground prior to hardening.
A collection of CCT Curves
CCT curves are more available than ever, though you may not be able to find one for every available steel. There are good sources for them here [5] and here [11]. However, you can get an idea of relative hardenability for different steels and the effects of different alloying elements even when a CCT is not available. I have included only a few air hardening steels for comparison as I’m not sure they help anyone all that much in determining how to quench them. I have the CCT curves in roughly the order of increasing hardenability.
Water Quenching Steels
These steels need extremely fast quenches. Many knifemakers report success with using fast oil like Parks 50 or DT-48. May need a reduced cross section (partially ground bevels) for achieving full hardness at the edge.
W2 steel [11] – 1.0C-0.2Mn-0.2Si-0.1V – Very low hardenability, needs to be quenched in 3 seconds
W1 – 1.05C-0.25Mn-0.2Si – Very low hardenability
0.70C-0.25Mn-0.25Si [5]- 1070 though with lower Mn than normal (typically around 0.7Mn). The lower carbon gives it somewhat better hardenability than the “W” steels above. Needs to be cooled in about 5 seconds
Water or Fast Oil Steels
These steels are good candidates for fast oil like Parks 50, DT-48, or Houghto-Quench K
1.3C-0.3Mn-0.25Si-0.25Cr [11]- Very high carbon with a small Cr addition for slightly enhanced hardenability. Similar to UHB26C3. Needs to be cooled in about 10 seconds
1.2C-0.3Mn-0.3Si-0.7Cr-0.1V [11] – Similar to above but with even more Cr and a little V. Still needs to be cooled in 10-15 seconds
80CrV2 – 0.8C-0.4Mn-0.3Si-0.55Cr-0.2V [11]- Modified 1080 with Cr and V. Needs to be cooled in about 10 seconds
15N20 has a full 2.0% Ni, but low Mn (0.4%) and Si (0.1-0.3%) along with 0.75C. Its overall hardenability is likely similar to 80CrV2.
8670 – 0.7C-0.5Mn-0.3Si-0.4Cr-0.9Ni – With Mn, Cr, and Ni, 8670 likely has hardenability a bit higher than 80CrV2, close to 52100
52100 – 1.0C-0.35Mn-0.20Si-1.50Cr [11] – Chromium is definitely not as effective as Mn for improving hardenability. Even with 1.5% Cr 52100 still needs to be cooled in about 20 seconds
Medium Oil Steels
Most of these steels can also be quenched in fast oil but slower oil like AAA or Houghto-Quench G can be used instead to reduce the chance of warping or cracking. Where the transition is from fast oil to medium oil steels is not easy to specify, and some may put it in a slightly different position.
CruforgeV – No CCT curve available for CruForgeV but with its 0.75Mn-0.75Cr its hardenability is somewhere around here
1.2419 is an O7 type steel with 1.05C-1.0Mn-0.25Si-1.0Cr-1.15W [5] – Tungsten contributes little to hardenability. The 1% each of Mn and Cr means it needs to be cooled in about 50 seconds
1.2242 is a 5160-type steel with 0.6C-0.9Mn-0.3Si-1.0Cr-0.1V [11], similar to 1.2419 with nearly 1% Mn and Cr, but lower carbon, so can be cooled in 100 seconds to achieve full hardness
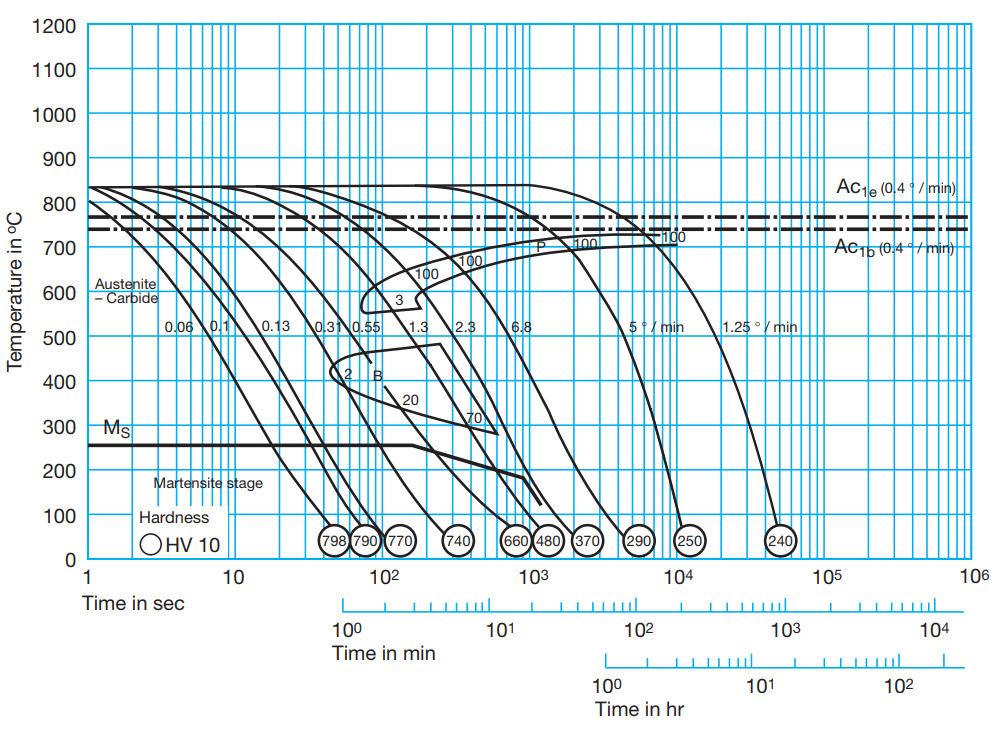
O1 – 0.95C-1.2Mn-0.25Si-0.5Cr-0.5W-0.15V [5] – O1 is the classic oil hardening steel. Needs to be cooled in about 100 seconds
O2 – 0.9C-2.0Mn-0.2Si-0.4Cr-0.1V [11] – This is the German O2 (1.2842). In the American version Cr is optional and the Mn is more typically 1.6Mn. Therefore the hardenability of the American version is somewhat lower and more similar to O1 above
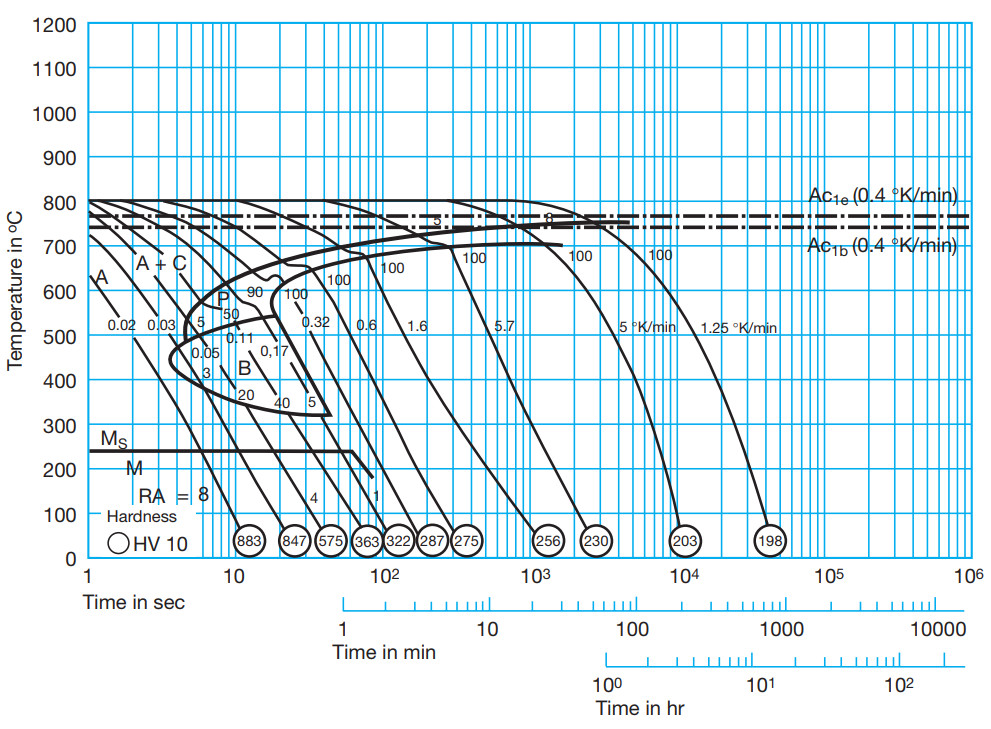
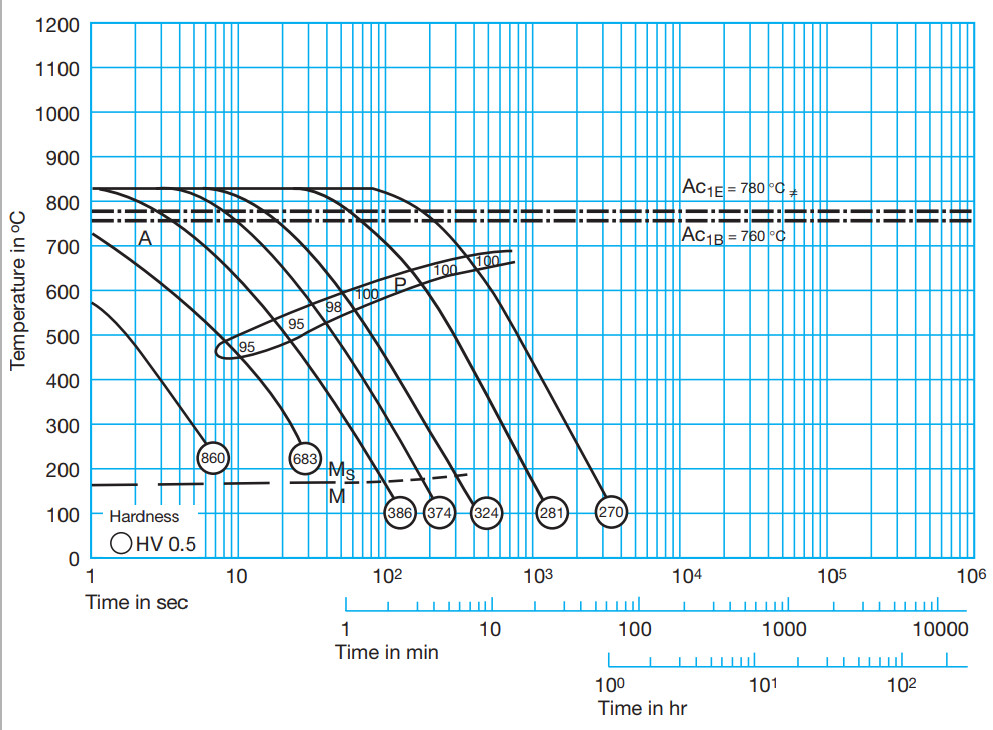
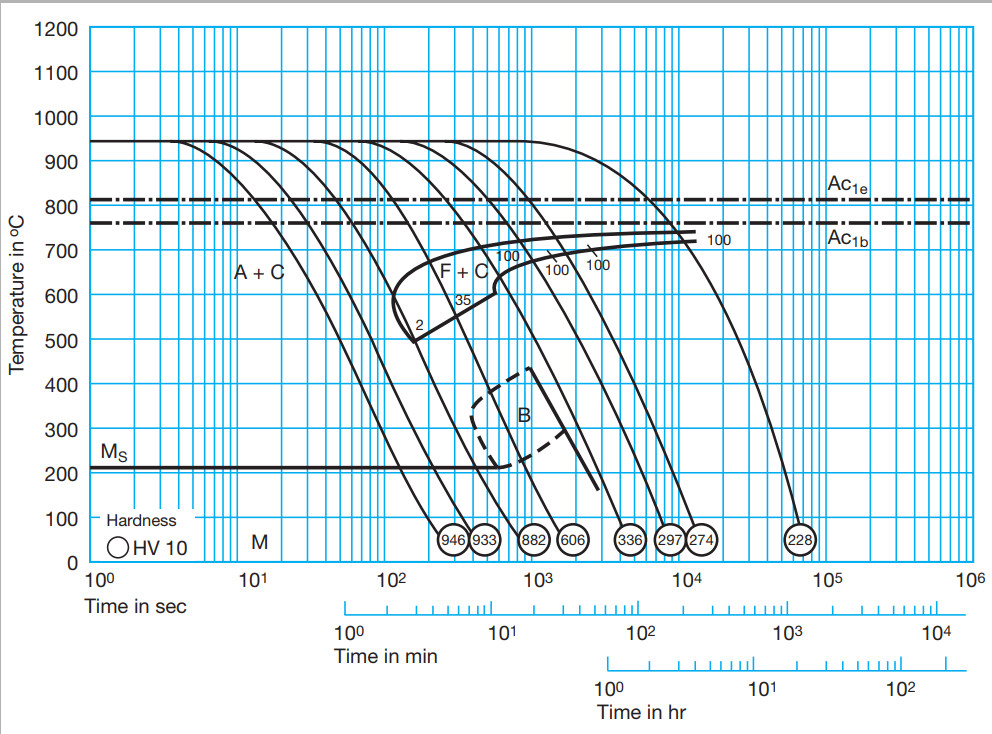
S2 – 0.75C-0.5Mn-1.2Si-0.55Mo-0.2V [11] – A good example of the effect of Mo, which has a strong effect on high temperature transformations (ferrite-pearlite) but has little effect on bainite, so medium cooling rates can lead to bainite formation. Still not 100% bainite, it shows the medium cooling rate leading to 25% bainite formation.
L6 Steel – There are two major versions of L6, one with Mo and one without. 0.75C-0.7Mn-0.25Si-0.8Cr-1.5Ni-0.3Mo or 0.7C-0.6Mn-0.25Si-0.7Cr-1.4Ni. With the wide variety of alloying elements the hardenability is pretty high, especially the Mo version.
Air Hardening Steels
Plate quenching is the recommended method for heat treating in small batches. That should provide cooling rates significantly faster than required while helping to maintain flatness
D3 steel – 2.0C-0.3Mn-0.3Si-12.0Cr [5] – Despite the high Cr, with high C and no Mo D3 is sometimes called an oil hardening steel, needs to be cooled in about 300 seconds
D2 steel – 1.55C-0.35Mn-0.3Si-12.0Cr-0.75Mo-0.96V [11] – The reduced C and the addition of Mo gives D2 much higher hardenability than D3. Can be cooled in 1000 seconds to achieve full hardness
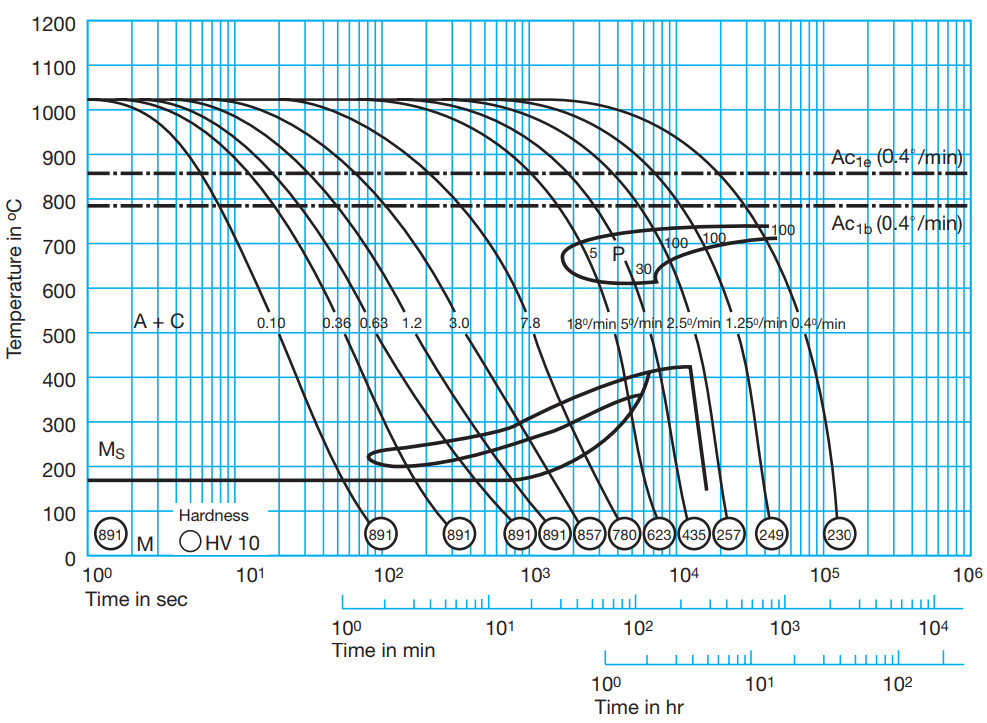
A2 – 1.0C-0.6Mn-0.25Si-5.2Cr-1.0Mo-0.2V [5] – A2 is another classic air hardening steel
Other common tool steels with 3%+ Cr and Mo additions – M2, M4, 10V, 15V, 3V, Vanadis 4E, K390, etc. are all air hardening steels. Above is Vanadis 4 Extra [12].
420HC – 0.45C-0.5Mn-0.5Si-13.5Cr [5] – Despite having no Mo, the relatively low carbon means this steel has similar hardenability to D2 and A2. AEB-L likely has slightly reduced hardenability relative to 420HC due to higher carbon and higher typical austenitizing temperatures
440C – 1.05C-0.5Mn-0.5Si-17Cr-0.6Mo [5] – The Mo addition helps make 440C an air hardening steel.
Other common stainless steels – 154CM, S30V, M390, Elmax, etc. are also air hardening steels due to the Mo additions plus high Cr. Above is Elmax [13]
Conclusions and Summary
When rapidly quenched, steel transforms to hard martensite. When cooled more slowly, the steel transforms to ferrite, carbides, or pearlite which reduces the final hardness. A steel can be made more “hardenable” by adding alloying elements like Mn, Cr, and Mo which means the steel can be cooled more slowly while still transforming to martensite. The most hardenable steels are “air hardening” steels which can be cooled in air, and in between are oil hardening steels which can be quenched in oil. Cooling more slowly reduces the chances of warping or cracking during quenching so these more hardenable steels can be desirable from that standpoint. CCT diagrams can be used to determine the quench rate necessary for hardening. Grain size and prior microstructure also affect hardenability. Austenitizing temperature can lead to complex changes because higher temperatures means grain size is increased but also that more carbon is in solution which promotes carbide formation during cooling. The CCT diagrams above can be used for determining which quenchant is necessary for different steels, and the alloy hardenability factors can be used to estimate hardenability for steels where no CCT is available.
[1] http://www-g.eng.cam.ac.uk/mmg/teaching/typd/addenda/eutectoidmicrostructure1.html
[2] http://threeplanes.net/pearlite.html
[3] https://www.phase-trans.msm.cam.ac.uk/2008/Steel_Microstructure/SM.html
[4] Marrow, James. “Understanding the Jominy end quench test.” Industrial Heating 68, no. 9 (2001).
[5] https://steelselector.sij.si/html/steel_index.html
[6] https://www.globalspec.com/learnmore/materials_chemicals_adhesives/industrial_oils_fluids/quenching_oils_heat_treatment_fluids
[7] https://www.houghtonintl.com/sites/default/files/resources/article_-_advances_in_quenching.pdf
[8] Chandler, Harry, ed. Heat treater’s guide: practices and procedures for irons and steels. ASM international, 1994.
[9] Jatczak, C. F. “Hardenability in high carbon steels.” Metallurgical Transactions 4, no. 10 (1973): 2267-2277.
[10] Mesquita, Rafael A. Tool Steels: Properties and Performance. CRC Press, 2016.
[11] https://www.schmolz-bickenbach.com/fileadmin/user_upload/public_images/Brochures/Cold_work_tool_steels_GB.pdf
[12] https://www.uddeholm.com/files/PB_Uddeholm_vanadis_4_extra_english.pdf
[13] https://www.uddeholm.com/files/PB_Uddeholm_elmax_english.pdf
Hi Larrin
Thanks once again for that wealth of information. It’s nice to finally have good solid material for the knife maker to base sound decisions on. Very helpful.
Keep up the good work
Best Regards
Clay Sterling/SS Knife Works
Thanks, Clay.
Thanks for publishing on one central point all those “standard steels” CCTs. One question remains to me (did I not see it?). I guess those CCTs are depending of grain size? If yes what is the grain size one can “guesstimate” for published CCTs? I ask because I often had hard time to get full hardness with fast oils with 52100 where I should have “plenty of time”. Being a bit focused on grain size and normalizing, I was thinking that ASTM 12 or 13 grain size (I wish it was 15 and better but I have no possibility to measure it) would explain my bad results in terms of hardness (reading between the lines of your publications here or Verhoeven’s book).
Addendum: before you ask, the thermocouple in my oven is calibrated and I can only stress out to other readers to not trust those things even if expensive, old or with a non encapsulated weld (lot of corrosion at HT). My first TC was 25K off at 600°C when new and after one year use (at 1000+°C for stainless steels) it was 35K at 600°C. (I use a TC calibrating oven at my job and its max temp is 600°C that’s why I am precising it; the delta is mostly linear across the range). I make average 25 to 40 knives per year, best case.
Congratulations and thank you for your good work. It is REALLY interesting.
The grain size for most CCT’s is going to be in the 6-10 ASTM range. It could be that very fine grain contributes to your low hardenability. It could also be decarb or some other factor.
The day you posted this I was taking a short test on hardenability at university. That helped to make this article 100% understandable, whereas I normally grasp the majority (but not all) of presented contents. Still, your articles always strike a good balance between scientific and layman explanations for me. I’m glad to have been shown this blog at a Polish knife forum.
I’m glad you were able to understand everything. Hopefully my writing improves so that you can understand 100% every time. Thanks for sharing the website with others!
would nanograined steels needs water or brine quenching regardless to alloying elements ?
would they are resistant to quench cracks ?
I read some research about nanograined H13 with 63 Rc hardness !!
Nicely done!
Just as I remember (or forgot) it from college. A strength of this article is that it isn’t strictly limited to knifemaking, it’s the straight dope.
thanks for that great informations !
the grain size point always made me confused ! there is no one talking about nanograined steels .
if you read this paper titled “Fabrication of Ultra-fine Grained Hot Work Tool Steels by Powder Metallurgy Process through Mechanical Alloying Treatment”
, I guess anyone will be surperised that although H13 have just 0.4% carbon it reached 63 HRc hardness just by decreasing the grain size to 300 nm !!
but decreasing grain size to that size can greatly detriorate hardenability for any steel , even deep hardening steels “i.e. M42 , A2 ,..” can suffer from this drawback .
can brine quenching be a solution for that case ? there are some salts can decrease the freezing point of water down to -50°C , so quenching in such extremely cold can cool the surface and core of steel part in the same time .
this “uniform cooling” should prevent cracks and insure hardening of even nanograined steels , right ?
Brine may be sufficient for quenching very fine grained steel, it would require experiments to be sure. Brine would not mean cooling the core and the surface at the same time though. No easy way to get around that.
Thanks very much!
Jim
Hi Larrin. Congratulations for your efforts and articles that give us, knifemakers, amateurs or professionals a more profound and specific knowledge.
I often see in youtube videos, especially from ex u.s.s.r knifemakers (russian-ukrainian) a quenching method for high alloyed steels such us M390, Elmax that is: quench in heated oil for a small period (10 to 15 seconds most of the times, blade within the stainless foil envelope) and then leave in plain air for the rest of the cooling. Uddelholm, on its heat treating recommendations for Elmax, for example, suggests, among others, “oil at 150 fahrenheit until the part is black, then air cool”. Will this be sufficient enough or aluminum plates is the only safe way to go with these modern steels; Personally, I had nothing but success with Elmax-quench plates and liquid nitrogen until now but if there is room for improvement…you know what i mean. Thank you very much!
Bill
As long as it is cooling quickly enough it doesn’t really matter how you quench it. But the stainless foil does insulate the blade from the quenchant. You might as well quench in water if you’re leaving it in the foil.
This website could be much better organized. It should include a sub-section including lists of categories of different steels, how metals are forged, different composition of steels, etc. This just has a ton of random things in random order that you have to swim through just to find a desired subject. It’s just constructive criticism, but since this site is meant to educate people, why not have an easy interface with a clear menu of different commonly desired topics? anyway, outstanding work on the detail and phenomenal scientific accuracy!
Thank you for all your incredibly interesting articles! One thing I would love to know is where pearlite structures land on toughness comparison charts. I don’t feel certain, but is it that pearlite is tougher than martensite (tempered) but more brittle / weaker than bainite? If it is tougher than tempered martensite, I wonder, around about by how much? I think this would be interesting information for people who do differential heat treatment. Thank you!
Hey! Been looking into what the best oil to use (with the steels i have) is and this article has brought me just that much closer to understanding. This, plus your article on comparing various oils and the length of time it takes for them to cool the steel have been a real asset. Thanks for the help and keep it up!
I’m glad it was helpful!