Thanks to George Walton, Josh Perdue, Bill Fitzgerald, and Donovan Phillips for becoming Knife Steel Nerds Patreon supporters!
Podcasts
I appeared on two podcasts this past week, Knife Perspective and Mark of the Maker. Knife Perspective I had been on before so we mostly focused on MagnaCut and other topics. Mark of the Maker was a full interview asking about my background before discussing my book, website, and CPM MagnaCut. So listen to one or the other or both depending on what you’re in the mood for.
8670 Steel
8670 is a nickel-chromium alloyed steel which has high toughness and easy heat treatment. The low alloy content also makes it a good choice for forging. The relatively low wear resistance means great ease in grinding, finishing, and sharpening. It is a great choice for knives requiring high toughness and for beginning knifemakers and bladesmiths.
![]()
The Experiment
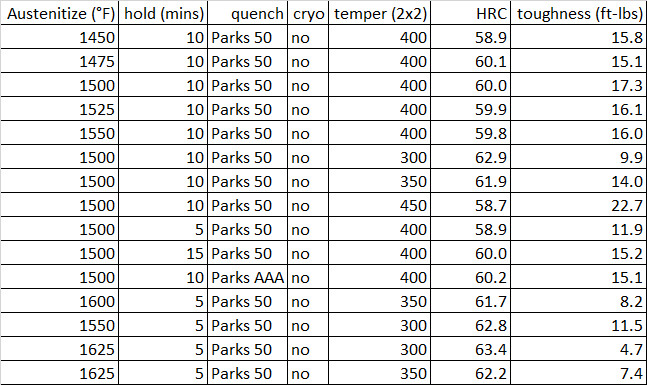
Pop’s Knife Supply contacted me about doing a set of experiments on their 8670 steel. We talked about different heat treating variables we might test and Joey Berry of Pop’s heat treated and ground the coupons. I measured the hardness and toughness of each condition and I am providing the analysis of the results below. We used my standard 1/4 size unnotched charpy impact specimen you can read about here. Below you can see the different heat treatments that were tested:
Tempering Temperature
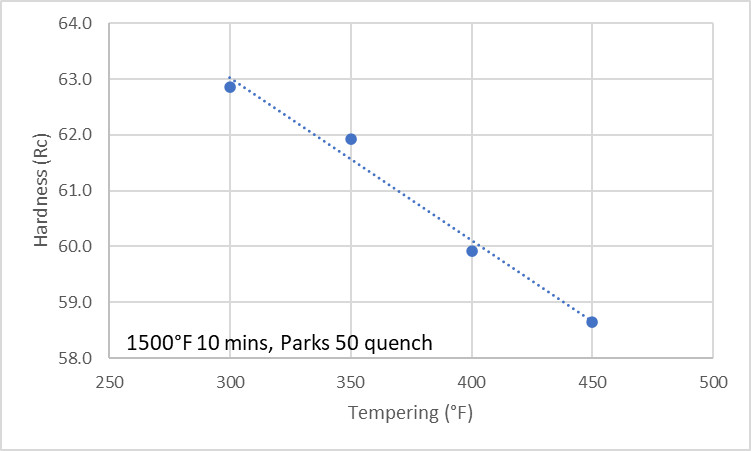
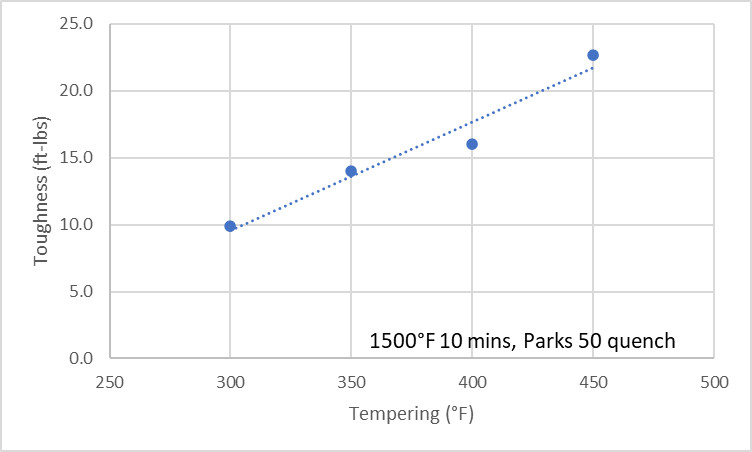
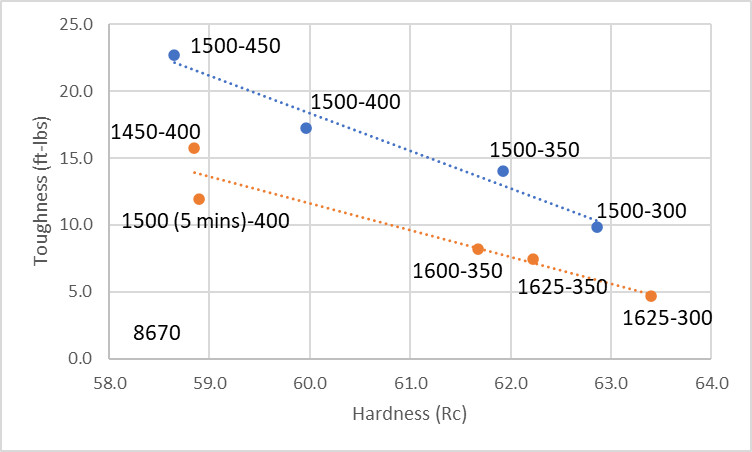
As expected, as the tempering temperature increases, the hardness goes down while toughness goes up. However, in certain cases we have seen a steep drop in toughness below certain tempering temperatures, such as with 5160. Some steels also start to see tempered martensite embrittlement at 450°F but this was not seen with 8670. In this case as long as the tempering temperature is between 300 and 450°F, there is a linear trend with hardness and toughness. So choose the tempering temperature according to what the desired combination of toughness and hardness is.
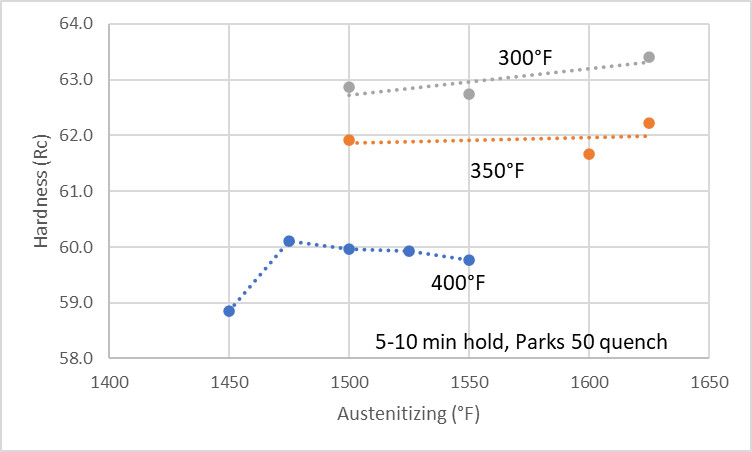
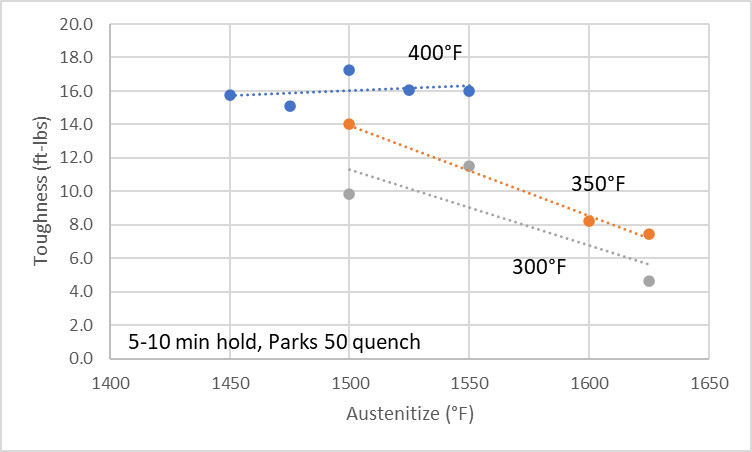
Austenitizing Temperature
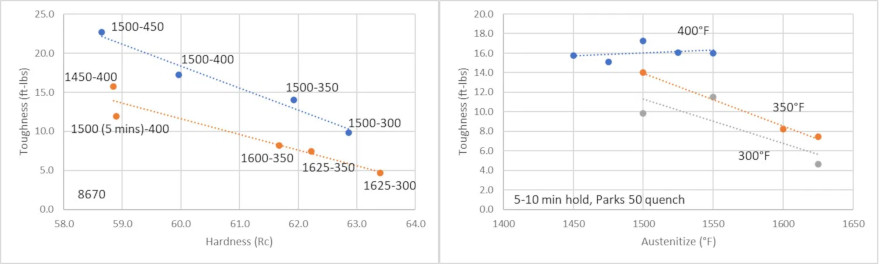
We looked at a range of austenitizing temperatures from 1450 to 1625°F. Different datasheets can have a pretty wide range of recommendations on the best hardening temperature for this steel. In this case 1450°F led to reduced hardness and toughness when compared with 1475-1550°F. Using 1600-1625°F led to reduced toughness without an improvement in hardness. The consistent results over the relatively wide range of 1475-1550°F is what makes this steel easy to heat treat. The sweet spot seems to be about 1500°F.
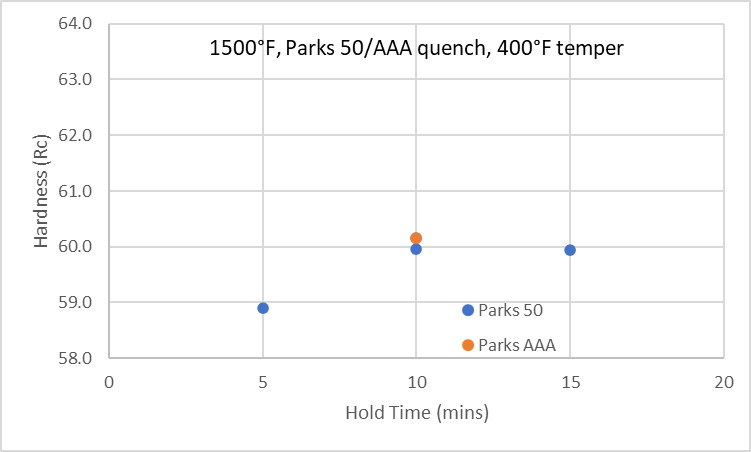
Austenitizing Time and Quench Oil
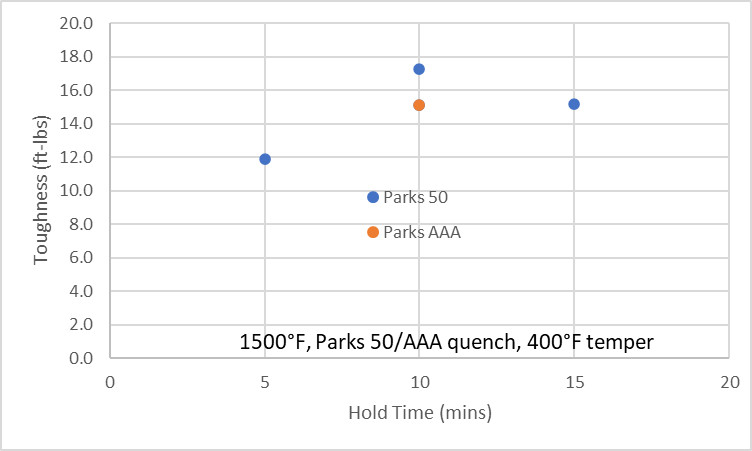
Some knifemakers are overly afraid of excessive hold time during austenitizing because they think it will lead to grain growth. If the austenitizing temperature is selected appropriately then holding longer than necessary does not lead to deleterious results. However, holding for too short a time can lead to insufficient hardness and even toughness in some cases. Using a time that is a bit longer than strictly necessary also means you can count on consistent results even for different size knives that may need a bit different hold times. In this case we see an improvement in toughness and hardness by austenitizing for 10 minutes rather than only 5 at 1500°F. Using an even longer hold time of 15 minutes results in the same properties.
Another concern that some knifemakers have is quenching too rapidly, worried it will lead to microscopic quench cracks or other bogeyman. And while I would be cautious when quenching anything in water, every steel that we have heat treated with Parks 50 has resulted in excellent toughness regardless of the hardenability of the steel. The benefit of a high hardenability steel is that you can use a slower quench oil and therefore reduce the chance of warping. 8670 has sufficient hardenability to use Parks AAA or even somewhat slower oils as AAA straddles the line between a fast and medium oil. But using Parks 50 results in toughness just as good as AAA. In fact in this case the toughness was better with Parks 50 but that is likely just statistical chance, especially since the 15 minute hold time with Parks 50 resulted in the same toughness as the Parks AAA for 10 minutes.
Hardness vs Toughness and Final Recommendations
Below I have a chart summarizing the best and worst hardness-toughness combinations from the studied heat treatments. Using 1500°F for 10-15 minutes followed by an oil quench and tempering between 300-450°F led to the best properties. Using either Parks 50 or AAA led to similar results. Select the tempering temperature based on the desired hardness-toughness combination. Underaustenitizing by using 1450°F for 10 minutes or 1500°F for 5 minutes both resulted in reduced hardness and toughness. Overaustenitizing at 1600°F or above led to reduced toughness for a given hardness.
Forging, Normalizing, and Annealing
For stock removal 8670 is ready to go for austenitizing, quenching, and tempering. However, for those that are forging here are some recommendations on temperatures to use. The ASM heat treater’s guide recommends a forging temperature of 2190°F for 8660; the slightly higher carbon content of 8670 likely means that temperature needs to be slightly lower as well. Certainly 2150°F would be safe though you will have less decarb and grain growth from lower temperatures. Normalize from 1550°F for at least 10 minutes. Grain refining cycles can be done from 1450°F. Anneal by heating to 1380°F for 30 minutes, cool at 500°F per hour to below 1200°F and then air cool. That sets up the steel to be drilled, ground, and given the final austenitize, quench, and temper.
Previous 8670 Results and Comparisons with Other Steels
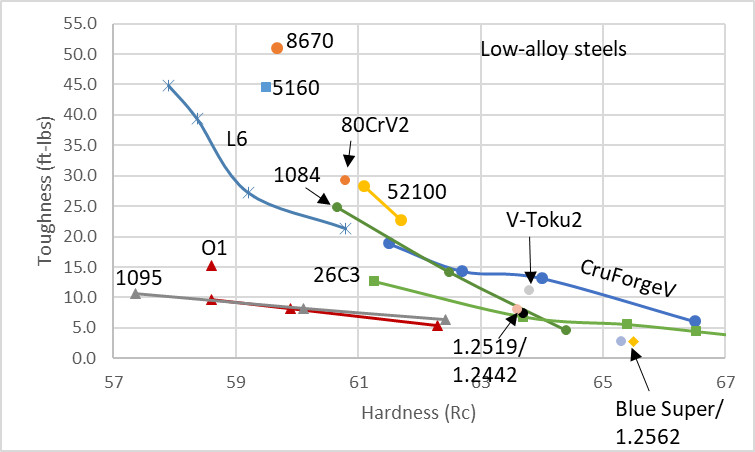
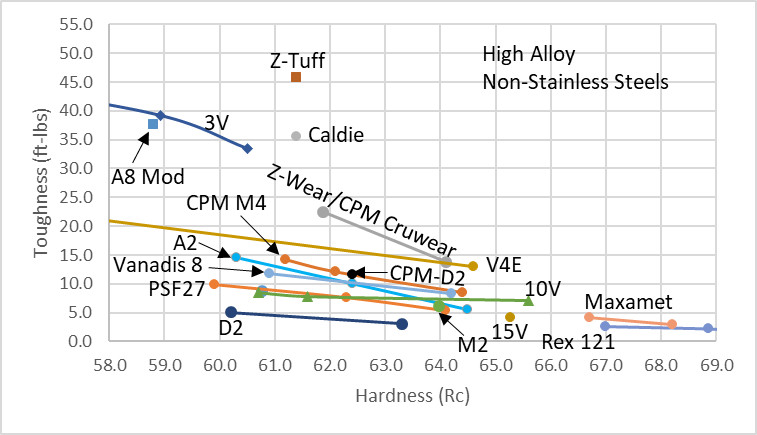
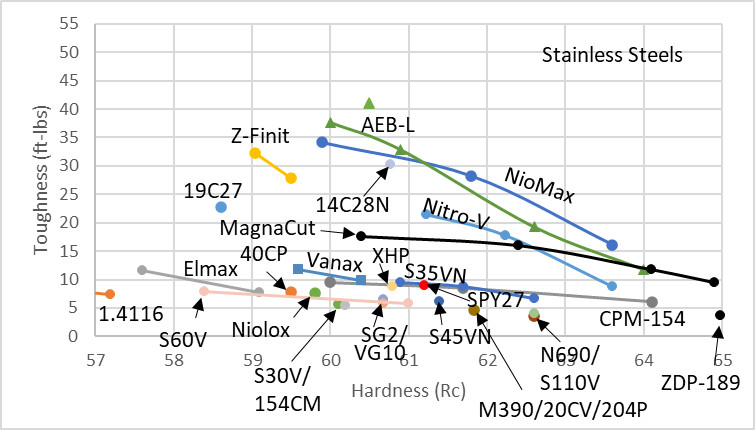
We had a previous specimen of 8670 that tested higher than those above, testing at about 50 ft-lbs at 59.7 Rc, using steel from another supplier. This specimen was austenitized at 1525°F for 10 minutes, quenched in fast oil, and tempered at 400°F. The specimens machined for this study had a rougher surface finish and the grind marks were along an unfavorable orientation for crack initiation. So I heat treated specimens from Pop’s with a different machining method and got somewhat higher results. I used 1525°F for 10 minutes followed by Parks 50 and tempering at 400°F. My specimens were 27.4 ft-lbs, higher than those in the rest of this study using the same steel. So it didn’t quite reach the high of the previous specimens but it explains some of the difference. However, the trends are still good for the specimens we tested and I think these heat treatment recommendations can be used for any available 8670. 27.4 ft-lbs is quite high, better than most high alloy and stainless steels as shown in the charts below.
Summary
8670 is very easy to work with and it is forgiving in heat treatment. It has very good toughness as well. My recommended heat treatment is 1500°F for 10 minutes, quench in fast or medium oil, and temper between 300 and 450°F depending on the desired hardness. This article also has recommended forging, annealing, and normalizing temperatures and some guidance on heat treatments to avoid such as underaustenitizing or overaustenitizing.
I think a mention of the low edge holding capabilities of 8670 compared to other common knife steels would have completed the article.
8670 at 64+ HRC has excellent edge retention compared to almost any other steel and in most cases at least twice the toughness
Sorry but that is not correct. Larrin’s edge holding table clearly shows that 8670 (at RC 60) is the worse at edge holding of all the common knife steels. Even at Rc 64 (which is likely with little or no tempering) would not help much. Simply put 8670 does not have enough carbides for good edge holding (Larrin’s words not mine). 8670 is an excellent steel for toughness, and we all know that an excellent steel for toughness is never an excellent steel for edge holding. And inversely, any steel which is excellent for edge holding is never an excellent steel for toughness. You can never have “excellent” at both.
I don’t care for anecdotal info. Don’t argue with me, argue with the data. Data in the link below.
https://knifesteelnerds.com/2021/10/19/knife-steels-rated-by-a-metallurgist-toughness-edge-retention-and-corrosion-resistance/
Hi Larrin
Thanks for your results and your time for these results,I am currently making a few knives from 8670,HT in a even heat kiln and tempered in a oven with pod control to recommended temperatures.
As I have gone through the sanding process and got up to around 600/800 grit,I have noticed under LED lighting that I can see what I can only describe as like water drops deep in the steel,I have had to go back to 150 grit to remove some of them,I can only think it’s decarb?
My heat treatment follows I apply condurazol 1000 /ATP64 put the steel in the even heat kiln and ramp up to desired temp,and hold for 10/15 minutes,then quench in parks 50 .
I then remove decarb and HRC test on my Rockwell tester to confirm from my test pieces to make sure I am on track for final desired HRC, then clamp if any warping and temper to desired HRC for the knifes application.
So this water marks have happened three time on the knives I have made,can it be I am over heating the steel ? because it’s in the kiln from the start of the HT cycle.
And one last thing I also put in the freezer for 2hrs will this ruin the HT?
Regards
Davy Thomas
That does sound like it could be decarb. As long as your furnace thermocouple is accurate “overheating” would not be the issue. But you can get more decarb from being in the furnace longer. You can preheat your furnace to the desired temperature and then put in the blade. That will minimize the time spent in the furnace. Either way you should plan on removing some material after heat treating.
Putting the blade in the freezer after quenching will not ruin the heat treatment.
I get my 8670 from AKS, for stock removal I heat to 1600 and hold for 1 minute on a very accurate PID controlled furnace and quench in parks 50. I’ve never experienced pitting like he’s talking about.
Are there any advantages of using 8670 over 80CRV2? I saw the initial 50lbs toughness which would of been great if this study had backed it up, but am I right in thinking it’s now the same toughness at the same Rockwell as 80crv2 but with less edge holding? Are there any attributes that would give a maker a reason to swap?
Great run down as usual especially as you write in a way that’s easy for a layman like myself to digest 👍
At a higher Rockwell, 63+ after temper. 8670 will have very slightly less edge retention because 80crv has vanadium but a noticeable improvement in toughness at the same HRC as long as it’s above 63. I can make a zero grind chefs knife at 64+ HRC in 8670 that will outperform 80crv in everything.
I’m making a 22″ machete in 8670. I’m wondering what a 500 degree 2X2 temper would do to the RC hardness?….58RC at 450 degrees seems a bit on the hard side for a impact tool like a lengthy machete. Any input would be appreciated.
A 500F temper would likely lead to tempered martensite embrittlement, meaning both lower hardness and lower toughness. If the hardness is too low you will start to get edge deformation anyway. If chipping is really an issue it would be better to find a lower carbon steel than to temper higher.
Okay, thanks for the input. Do you think a 22″ overall machete (17″ blade roughly) made in 8670 at about .100″ thickness with the 1500 degree soak, 450 2X2 temper would result in a tough enough machete? Assuming it’s right around 58 HRC? It will be used modestly on wrist sized tree limbs and such.
Should be good
What are your thoughts about 8670 for a chefs knife?
Should work fine
Looking to use 8670 for the spring in my new slip joint knife and I’m wondering how to make the 8670 spring-like. What would you recommend?
Temper it down to the mid to high 40s Rc.
Thanks for the thorough testing of 8670, I have some of this myself about to heat treat and this guide is invaluable. But I wonder why you did extensive testing then failed to include any of the results in the final graph of 8670 vs other steels? Seems your results show 8670 averaging around 15 toughness, but instead you show only a single point result of some other 8670 test showing over 3 times that value of ~50? Seems a little suspect. Maybe the different suppliers do vary this much, but you’ve chosen to show only the best results which seems deceiving.
The summary chart indeed only shows the best results. If I showed every result of every steel the chart would be a giant blob. All of the information is shown in the article; nothing is hidden.
It’s still a huge difference and I am quite interested to know why that happend. Was it really the same 8670 in the tests or did a charge get quite a different composition? Was it the HT? Did some testing parameters change? With the toughness values from this test, 8670 would be in the range of normal carbon steels and be nothing special anymore.
As the article stated it was two different sources/manufacturers of 8670. I never said it was the same exact steel, just the same composition.
Hello Larrin, thanks for the reply!
I get you and the contents of the article, but measuring only a toughness of 1/3 as before still baffles me and it makes me question the high rating it got before.
Think about concrete, if you mix it it according to the instructions and get only 1/3 of the compressive strength they stated or other people get, you would question it, too.
Don’t get me wrong, I love your book, the articles and your videos, such a huge difference just makes me very curious and I don’t blame you, but I am very interested how that happened.