Thanks to Lev Serebryakov for becoming a Knife Steel Nerds Patreon supporter!
52100 Steel
I previously wrote about the history and properties of 52100 in this article. The steel has been around since 1905, has been known as 52100 since 1919, and has been used in knives since at least the 1940’s. It was developed for bearings and its common use in bearings meant it has been a ready source for knife steel for decades. It is known for its fine carbide size and good toughness. The chromium addition compared with the chromium-free 1095 means that it has somewhat higher hardenability so it is easier to harden in oil and obtain full hardness. The chromium also helps keep the carbide size small. The chromium also shifts up the temperatures required for hardening.
Heat Treatment of 52100
The typical recommended heat treatment for 52100 is a 1500-1550°F austenitize for 10-30 minutes followed by an oil quench and a temper from 300-500°F [1]. Some knifemakers have recommended a 1475°F austenitize. There are also several different recommendations for “thermal cycles” to be performed prior to the austenitize and quench either for the purpose of refining the carbide structure or the grain size. To study the heat treatment of 52100, two knifemakers helped me: Warren Krywko and Devin Thomas.
Divorced Eutectoid Transformation Anneal
I’m not going to go too much into the details of the DET anneal, but it has been recommended by Dr. Verhoeven [2], who is known as a metallurgist who has done much for knifemakers. It is designed to be a relatively quick annealing treatment and to result in a fine carbide size. Devin first normalized the steel by holding at 1700°F for 20 minutes followed by an air cool. The steel was then given a grain refinement treatment by holding at 1460°F for 30 minutes followed by an air cool. The DET anneal was 1460°F for 30 minutes followed by a furnace cool to 1260°F (natural cooling of furnace), followed by an air cool. Dr. Verhoeven recommends 500°C per hour or slower for the furnace cool, the primary cooling rate used for his study was 370°C (665°F) per hour.
Austenitizing
After that prior processing, the effect of austenitizing and cryo was studied with a constant tempering temperature of 400°F. Each was austenitized for 15 minutes at 1450, 1475, 1500, 1525, and 1550°F and quenched in Parks 50. Half were given a cryo treatment in liquid nitrogen for 30-60 minutes. All were tempered at 400°F twice for 1 hour. As expected, higher austenitizing temperatures led to higher hardness, and the cryogenic process led to higher hardness. Cryo leads to higher hardness by converting retained austenite to martensite.
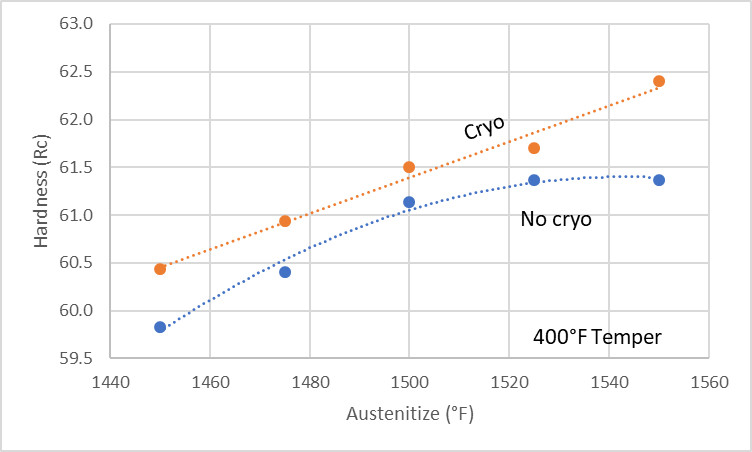
These hardness values line up relatively well with a tempering vs hardness chart I showed in the previous 52100 article that came from a journal article:
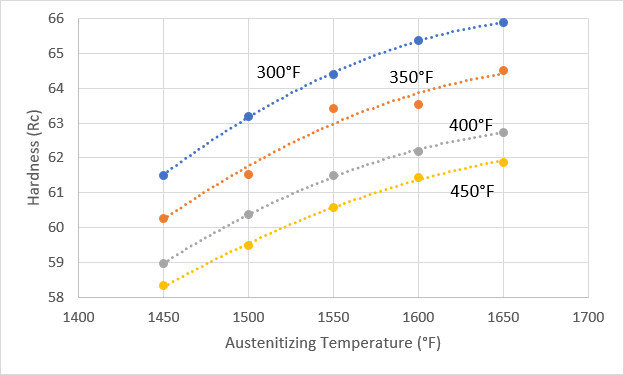
Adapted from [3]
I measured the retained austenite in the specimens and they also lined up with the journal article:
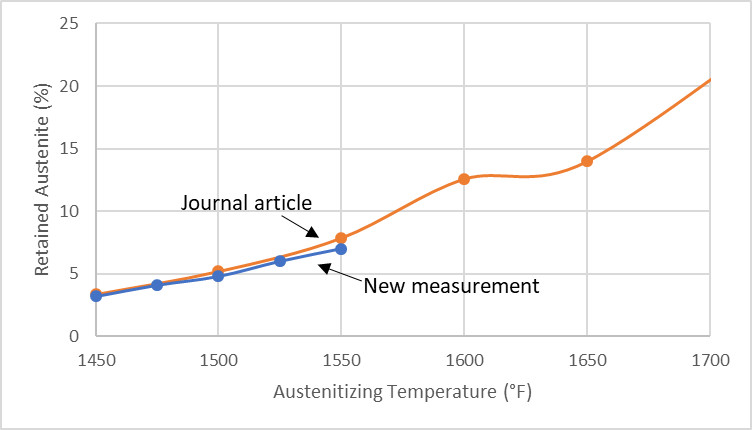
The retained austenite content is relatively low even with 1550°F. The samples that were given a cryo treatment all read as zero retained austenite. Retained austenite decreases hardness somewhat, but also improves toughness because of the high ductility of the austenite. As expected, the cryo-processed steel had reduced toughness relative to the non-cryo samples. Somewhat surprisingly, there was a peak in toughness around 1500-1525°F austenitize:
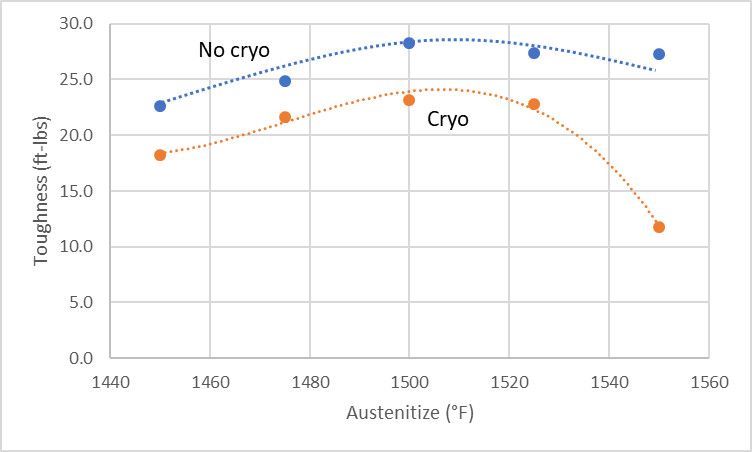
With the non-cryo samples, high toughness was also maintained at 1550°F, but with the cryo version the toughness was reduced. Higher austenitizing temperatures means more carbon in solution which reduces toughness. Perhaps the retained austenite in the non-cryo version is able to counteract the negative effects of higher carbon, while the cryo sample did not have that benefit. Higher austenitizing temperature also leads to grain growth, but a previous study on 52100 [4] indicates that as high as 1600°F austenitize does not lead to significant grain growth.
The reason for the peak in toughness at 1500°F is somewhat more difficult to explain. Typically lower austenitizing temperature is better for toughness because of the reduction in carbon in solution. The increase in retained austenite may explain the improvement in toughness, but the cryo samples without retained austenite showed the same trend. Perhaps the reduction in carbide volume with higher austenitizing temperatures led to an improvement in toughness. It has been reported that 1500°F austenitize results in 8% carbide, while 1550°F gives 6% and 1600°F 5%. More carbide leads to reduced toughness but typically higher carbon in solution drowns out the effect of carbide within a given steel. Comparisons between different steels generally show the bigger effect of carbide. In this case of 52100 it appears that the optimum combination of properties is achieved in the 1500-1525°F range which results in a fine grain size, good hardness, and sufficient carbide for wear resistance and edge retention.
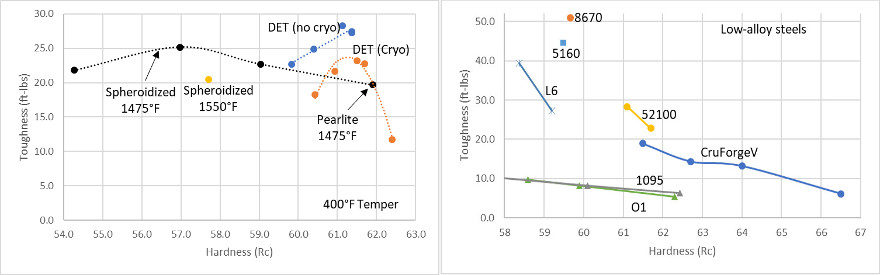
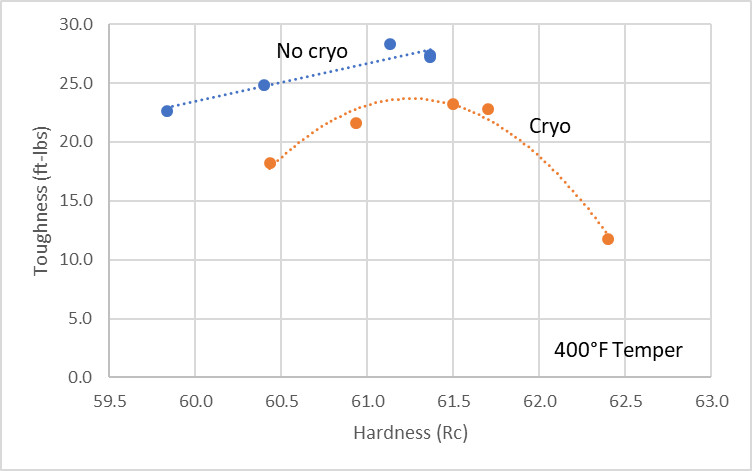
Since the cryogenic processing led to increased hardness, it is hard to tell based on the previous chart whether the toughness has been reduced for a given hardness. However, if we plot toughness vs hardness we can see that without cryo toughness was higher:
Pearlitic or Spheroidized Starting Microstructure
Warren used two different starting microstructures with his heat treatments and sourced steel from two different places. One sample came from 52100 steel purchased from New Jersey Steel Baron and was thermal cycled prior to heat treatment. The other samples came from steel purchased from Alpha Knife Supply, which is the same Bohler 52100 that Devin used. The steel as-received from Bohler would be spheroidized carbide. Warren did not perform an anneal on the thermal cycled samples prior to the austenitize and quench, so the microstructure was pearlite and carbides rather than spheroidized carbide. Pearlite can be seen in (a) and spheroidized carbides in (c):
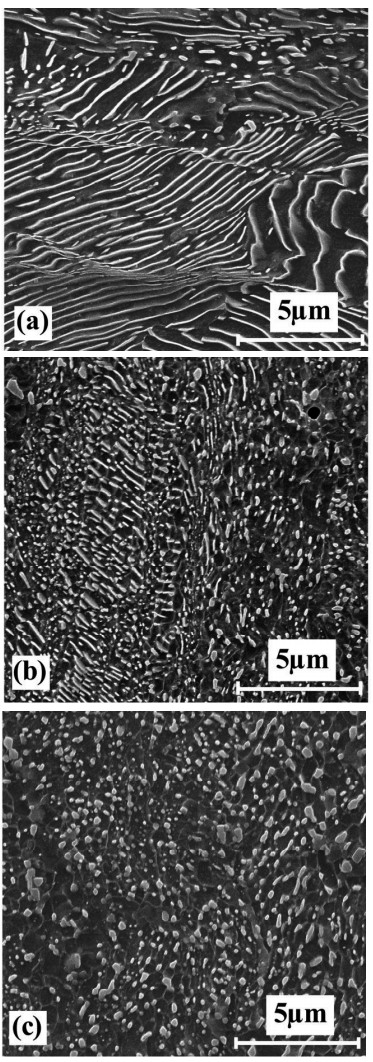
Image from [5]
Typically, pearlite dissolves more readily than spheroidized carbide during austenitizing, you can read why here. Therefore it may be that a pearlitic starting microstructure would provide a peak in toughness and hardness at a lower austenitizing temperature than the annealed steel. Warren normalized at 1650°F for 10 minutes followed by an air cool to magnetic, then 1550°F for 10 minutes followed by an air cool, and then 1450°F for 10 minutes followed by an air cool. I typically don’t recommend the intermediate (1550°F) cycle because normalizing has already dissolved carbide and made the grain size more uniform, and from that point lower temperature cycles are more effective for refining the grain size. However, the intermediate cycle hasn’t necessarily made the steel any worse.
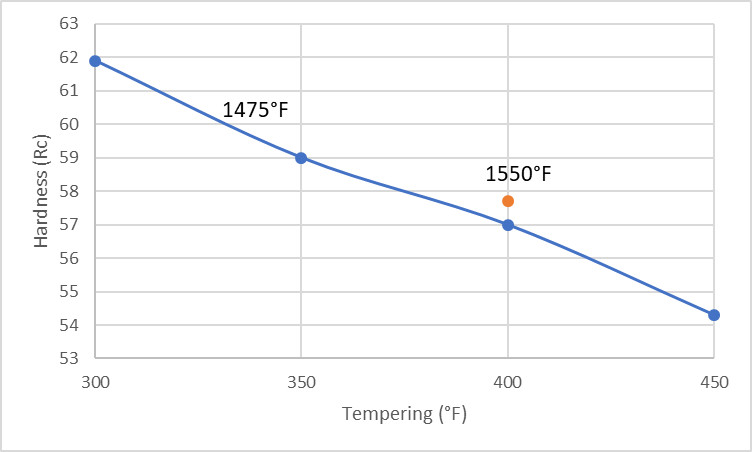
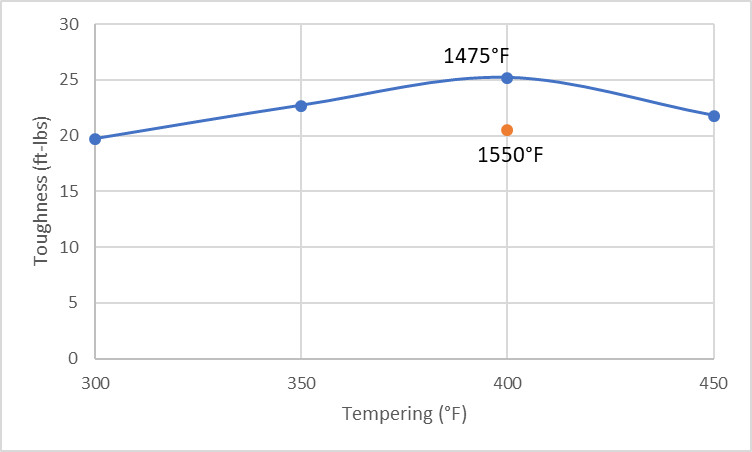
The steel was then austenitized from 1475°F or 1550°F for 10 minutes followed by a quench in DT-48 oil. The thermal cycled, pearlitic steel was austenitized at 1475°F and tempered at 300°F. The as-received steel austenitized at 1475°F was tempered at 350, 400, or 450°F, and the 1550°F samples were tempered at 400°F. Surprisingly, the 1475-300 sample fits the same trend for hardness as the higher tempering temperatures used with the spheroidized steel. This is surprising because the pearlitic starting structure was expected to lead to better heat treatment response. The 1550°F austenitize did lead to slightly higher hardness, as expected. The hardness in general was lower than the DET samples. Perhaps the shorter hold time (10 vs 15 minutes) contributed to the difference.
Lower tempering temperature led to reduced toughness, as expected. Again the 300°F temper fits the same trend line as the rest of the samples, so the thermal cycling does not seem to have affected toughness. Tempering at 450°F led to a slight reduction in toughness because of tempered martensite embrittlement. The 1550°F austenitize led to a reduction in toughness relative to the 1475°F. No major dropoff in toughness was observed by reducing the temper below 400°, unlike what was seen with 5160.
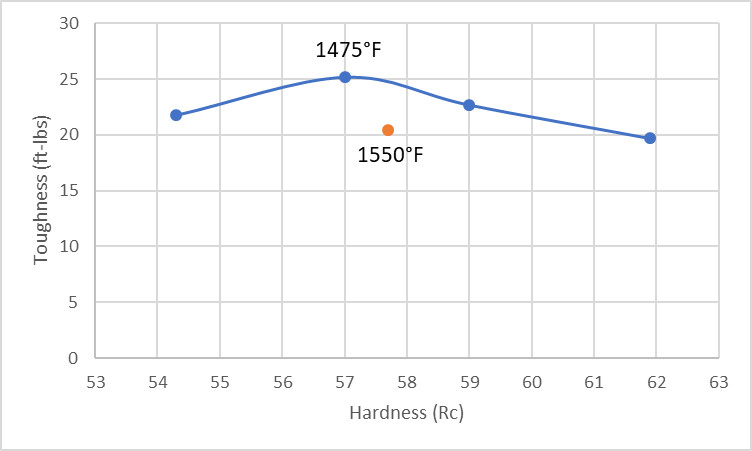
Plotting toughness vs hardness instead shows that the best hardness-toughness balance was obtained with the 1475°F austenitize and tempered between 300-400°F. The thermal cycled sample doesn’t look out of place with the rest. The 1550°F austenitize led to somewhat worse hardness-toughness balance.
Comparing DET and Pearlitic Starting Microstructure
Plotting hardness vs toughness for the two sets of samples shows superior toughness-hardness balance with the DET samples:
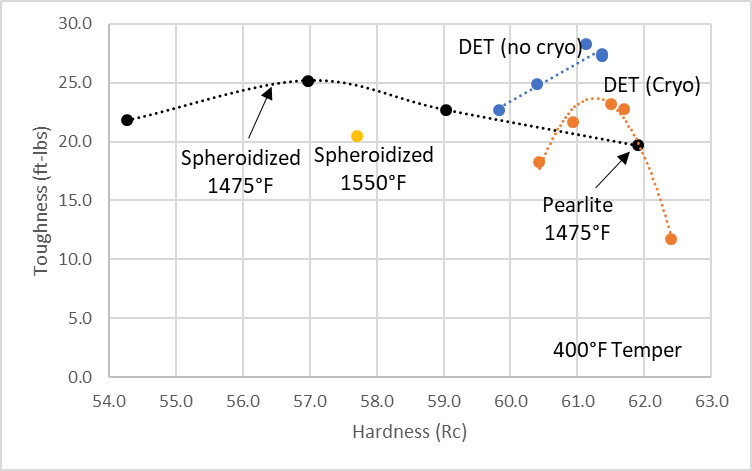
The reason for the superior behavior of the DET prior microstructure samples is not fully known. It could be that the DET anneal led to finer carbides in the final heat treated steel. However, the DET sample austenitized for 15 minutes at 1450°F has a similar hardness-toughness balance to the 1475°F 10 minute conditions. This may indicate that the lower austenitizing temperature and hold time contributed to the reduced toughness, for the same reason of more carbide discussed before. Apart from the 1475-300 condition, both knifemakers used Bohler 52100 so the “cleanliness” of the steel is likely not a factor. Warren tells me he plans on heat treating some samples with the 1500-1525°F for 15 minutes heat treatments to see if similar properties can be obtained without the DET anneal.
Future Studies
The DET samples which showed the best properties had a single grain refinement cycle prior to the anneal. It is relatively common to do multiple grain refinement cycles in an attempt to further refine the grain size. And some do a “triple quench” by austenitizing and quenching multiple times with the same goal. It is unknown if the grain size could be further refined with more cycles or shorter cycles, and if successful if that would lead to a further improvement in toughness. A triple quench with CruForgeV did not lead to improved toughness, for example. The DET samples were quenched in Parks 50, and Warren’s samples in DT-48, and those oils may be faster than necessary. 52100 has medium hardenability so it straddles the line between water/fast oil and medium oil. It may be that a slower oil or a marquench could lead to higher toughness. Salt pot heat treatments for a bainite microstructure would also be interesting to test. And as mentioned before, tests will be done with the same 1500-1525°F austenitize used with “as-received” steel to see if the DET anneal is necessary for better properties if the steel is being used for stock removal.
Toughness Comparison with Other Steels
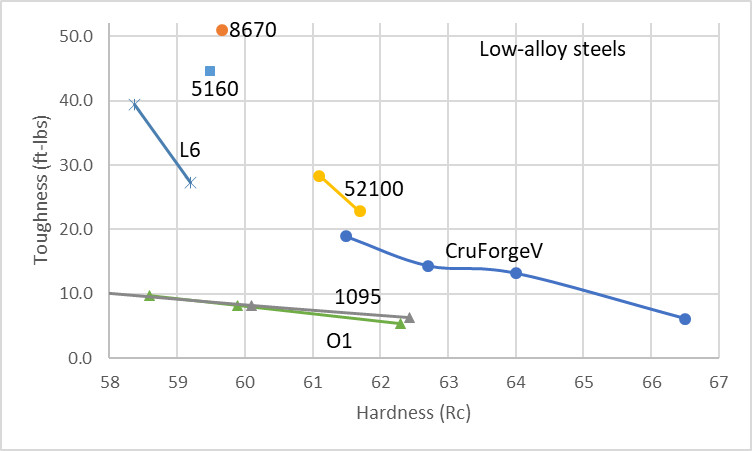
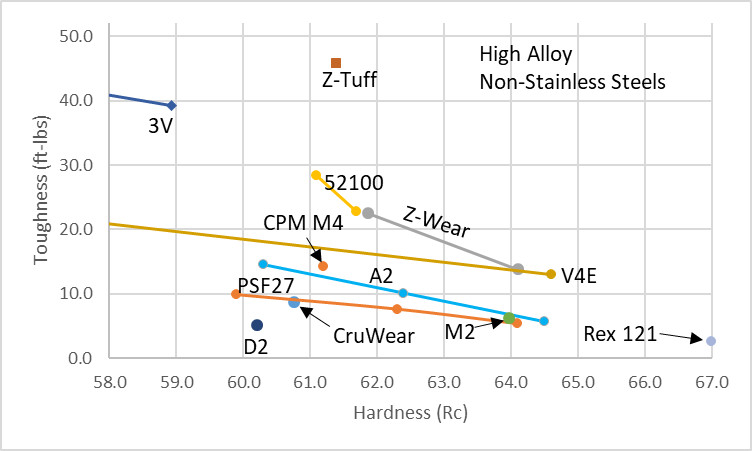
52100 shows good toughness when compared with other low alloy steels, showing superior values to 1095 and O1 that we have also tested. 5160 and 8670 show higher toughness but that is expected since those steels have significantly lower carbon content. It is not entirely clear why 52100 would be tougher than O1 and 1095, since those steels also have a small volume of carbide for high toughness. I believe that the lower carbon in solution with 52100 from the chromium addition gives it better toughness. Alternatively, it may be that the larger amount of carbide in 52100 and CruForgeV provides better resistance to grain coarsening.
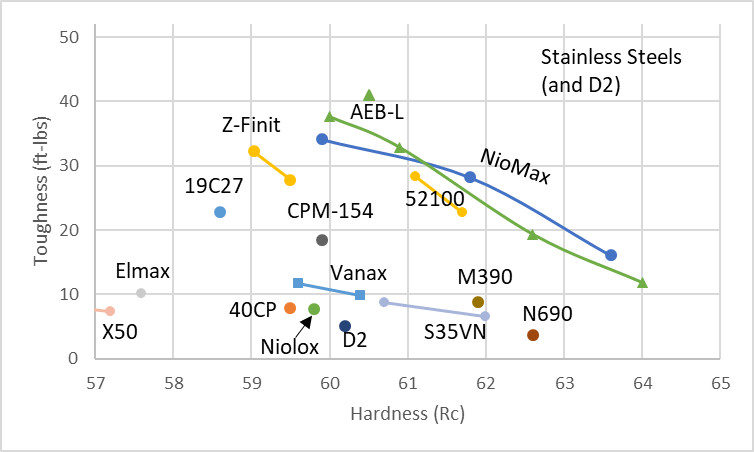
When compared with high alloy steels and stainless steels, 52100 also looks good where toughness is concerned; it has sufficient toughness for many applications.
Conclusions and Recommended Heat Treatment
The best hardness-toughness balance was achieved with a DET starting microstructure, which was achieved with the following prior processing:
1700°F for 20 minutes, air cool
1460° for 30 minutes, air cool
1460° for 30 minutes, cool at 670°F/h to 1260°F, air cool
Austenitize at 1500-1525°F for 15 minutes followed by a fast oil quench, medium speed oil may also work depending on thickness. Temper between 300 and 400°F, with the lower end for higher hardness and the higher end for better toughness. A cryo treatment can also provide about a 0.5 Rc increase for applications requiring maximum strength.
With this recommended heat treatment I am not claiming that it is the absolute 100% best possible heat treatment. I am also not making any claims about modified versions of it, it is relatively likely that using other anneals (or using steel as-supplied from the manufacturer) would lead to similar properties with the same 1500-1525°F austenitize. However, the above heat treatment worked well based on the variables that we tested and I know it provides good properties.
[1] https://www.crucible.com/eselector/prodbyapp/carbon/52100.html
[2] Verhoeven, J. D. “The role of the divorced eutectoid transformation in the spheroidization of 52100 steel.” Metallurgical and materials transactions A 31, no. 10 (2000): 2431-2438.
[3] Stickels, C. A. “Carbide refining heat treatments for 52100 bearing steel.” Metallurgical Transactions 5, no. 4 (1974): 865-874.
[4] Santiago, Rescalvo, and Jose Antonio. Fracture and fatigue crack growth in 52100, M-50 and 18-4-1 bearing steels. Diss. Massachusetts Institute of Technology, 1979.
[5] Nutal, Nicolas, Cedric J. Gommes, Silvia Blacher, Philippe Pouteau, Jean-Paul Pirard, Frédéric Boschini, Karl Traina, and Rudi Cloots. “Image analysis of pearlite spheroidization based on the morphological characterization of cementite particles.” Image Analysis & Stereology 29, no. 2 (2011): 91-98.
We stock TONS of 52100 at Sullivan Steel, mainly in round bars and tube. We have a lot of excess drops that we would prefer to sell than to scrap. If anyone is interested, we probably have close to 2000 lbs of assorted drops we could sell at a very attractive prices.
jalthouse@gensullivan.com or 609-955-4235
Hello Larrin,
Thanks again for such an interesting and applicable article in the daily life of the amateur knifemaker and bladesmith.
What was the sample size (especially cross section) of the 52100 samples used by Warren and Devin?
Best regards!
Sample specifications are on this page: https://knifesteelnerds.com/how-you-can-help/
Hello,
Very interesting post. Would like to see how tough is 80crv2 compare with others low alloy steel.
Thanks.
What temperature was the parks 50 oil for the Quench?
Room temperature
When does the Park50 is too hot to play its role versus Room temperature. I am asking if I want to run 10 knives one after each other in the same 4inch x 4inch x 24 inch park 50 bucket that will get warmer and warmer.
The datasheet says 50-120F is the recommended range.
You mention 52100 having good hardenability i.e. suited for medium speed oil, but doesn’t that decrease quite a bit when grain size is minimized? I’ve heard of one guy who has taken that mechanism to the extreme where 52100 is quenched in super quench.
The finer the grain size the lower the hardenability. I have a whole article on hardenability: https://knifesteelnerds.com/2019/02/25/how-fast-do-you-have-to-quench-hardenability-of-steel/
Yeah… and 52100 is a bearing steel so in its regular application, which I assume would be refered to when it comes to typical hardenability, the carbides will be left bigger than we want them for knives. So the question is, after normalizing 3-6 times, is this steel still in the medium speed oil quench category? This is important since a suboptimal quench will also net suboptimal hardness – the guy I mentioned said he gets (at 3-5 micron grain size) 65 HRC with SQ, 62 with brine and failed quench/perlitic structure with parks 50 oil. He didn’t mention how many normalization cycles that required.
If the grain size was very refined, fast oil plus partially ground bevels may be necessary. Sometimes a bit higher austenitizing temperature is also required.
This may seem a silly question, but regarding the heat treatment, air cool to what temperature? Just sub 1350°F or “room temperature”. I apologise if you’ve covered this elsewhere.
How low a temperature it needs to reach depends on the cycle being performed. A normalize or grain refinement needs to get below 900F or so. Once it is fully magnetic again the transformation is complete. After furnace cooling to anneal the transformation is done and so the instruction to air cool is simply a convenience rather than having to continue in the furnace.
When you say in your recommendation that medium oil may be used depending on the thickness, do you mean that a medium oil may work for thinner material? For example a 3/16″ blade DET Anneal with the bevels ground to around 0.04″, would AAA or slightly faster be a safe option to use and still obtain optimal conversion?
Most likely
I have used this heat treat on about 30 knives now, most of them fine edged very hard use bushcraft and survival knives. it is a very time consuming process compared to alternative heat treats, but im hooked on it now and have great feedback from customers. Thanks you very much also your book Knife engineering is great.
That’s good to hear!
“comparing det and pearlitic starting microstructure”:
you say, the pheriodized samples show superior toughness/hardness balance. looking at the graph, however, it seems to be the other way around. what am i missing?
Hi Larrin! I must say I really enjoy your articles, and particularly this one I read a lot!
I started to forge small carving knives as a business one year ago, and around here, in Brazil, 52100 is a steel that I have better access to.
Let me ask you something, maybe you have an insight or something… my knifes (hooks, sloyds, etc…) are small and thin… and they have very low angles (24 up to 27 degrees, the hooks sometimes have even lower, depending on the radius of the hook). I forge them from 52100 round stock (8mm up to 12 mm)
I pre-grind the bevel always, since the least I have to grind after HT, the better the control of temperature during grinding, to avoid overheating… i always use new belts, etc… but I’ve burned some knife tips already…
My question is: since they are small… do you think this time 20min / 30 min / 30 min / 15 min could be reduced? I’m always scared of decarb since I do a pre-HT grind, leaving sometimes less than 1mm on the edge.
Would love to hear your toughts!
Gui (@guisiqueira at Instagram)
The only high temperature process after grinding would be austenitizing where you can use an anti-scale coating like ATP-641 to help minimize decarb.
Because I typically do grain refinement just before quenching I also somehow got it in my head that the normalize-refine-det-quench would be a single process.
After a bit of thought it’s obviously only the austenitise that happens after grinding, the rest is to make grinding easier.
So it sounds like if i want a very hard razor to see how that goes, harder than O1… and have some toughness, in 52100… i need to get Liquid nitrogen, and temps upwards of 1550… with det anneal. RA in a very acute edge sounds like a bad idea…macro toughness good, but on a thin edge, less strength should be worse than a bit of added toughness…micro chips are sharper than micro rolls…or wait for apex ultra
It seems that with the freezer i should stick to 1500, 1526 and 1550 as an experimenr
Hi
I would be very curious to know the results of Warrens further tests – “Warren tells me he plans on heat treating some samples with the 1500-1525°F for 15 minutes heat treatments to see if similar properties can be obtained without the DET anneal.”
Knowing whether there is any advantage to starting with a spheroidized vs pearlitic structure would change things rather drastically… Did he ever conduct these experiments?
I don’t believe that Warren has completed those. You can get some more information on the effect of prior microstructure here: https://knifesteelnerds.com/2021/08/28/how-to-thermal-cycle-knife-steel/
HI Larrin, so how would I use this knowledge to go from bearing to knife? Or from stock to knife? There’s alot of info here, I will restudy, but am curious.
If you’re having a hard time learning the nuances, you can skip to the end titled “Conclusions and Recommended Heat Treatment” and follow the step by step instructions. Those instructions work whether the knife is forged or stock removal.