Thanks to Chad Kelly, Isaiah Schroeder, and mflgrmp for becoming Knife Steel Nerds Patreon supporters!
Background Information and CATRA Curves
Make sure you read Part 1 first so that you understand all of the background information for this article.
Below I have another Youtube video of CATRA testing so that you can see how the curves are generated during testing.
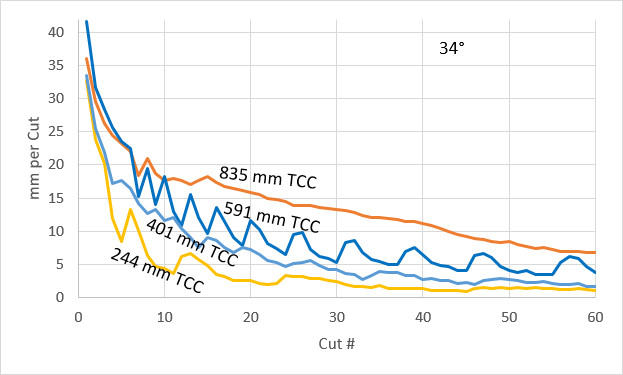
You can get a feel for how differently these steels cut by plotting a few of them together with the same edge angle. The top curve is a high wear resistance steel which cut 835 mm of cardstock after 60 cuts, which is the TCC value (Total Cardstock Cut). The 244 mm is a medium-low wear resistance steel which shows much more sharpness loss than the higher wear resistance steels.
Edge Radius During the CATRA Test
I’m not sure where in the test the average person would decide that the knife needs to be resharpened, but I would guess that it is before cut 60 because the CATRA test wears the edge pretty significantly. In CATRA tests performed by Verhoeven [1] the edge radius was reduced from ~0.5 micron all the way to 3-5 microns after only the second cycle (note he calls the cycles strokes):
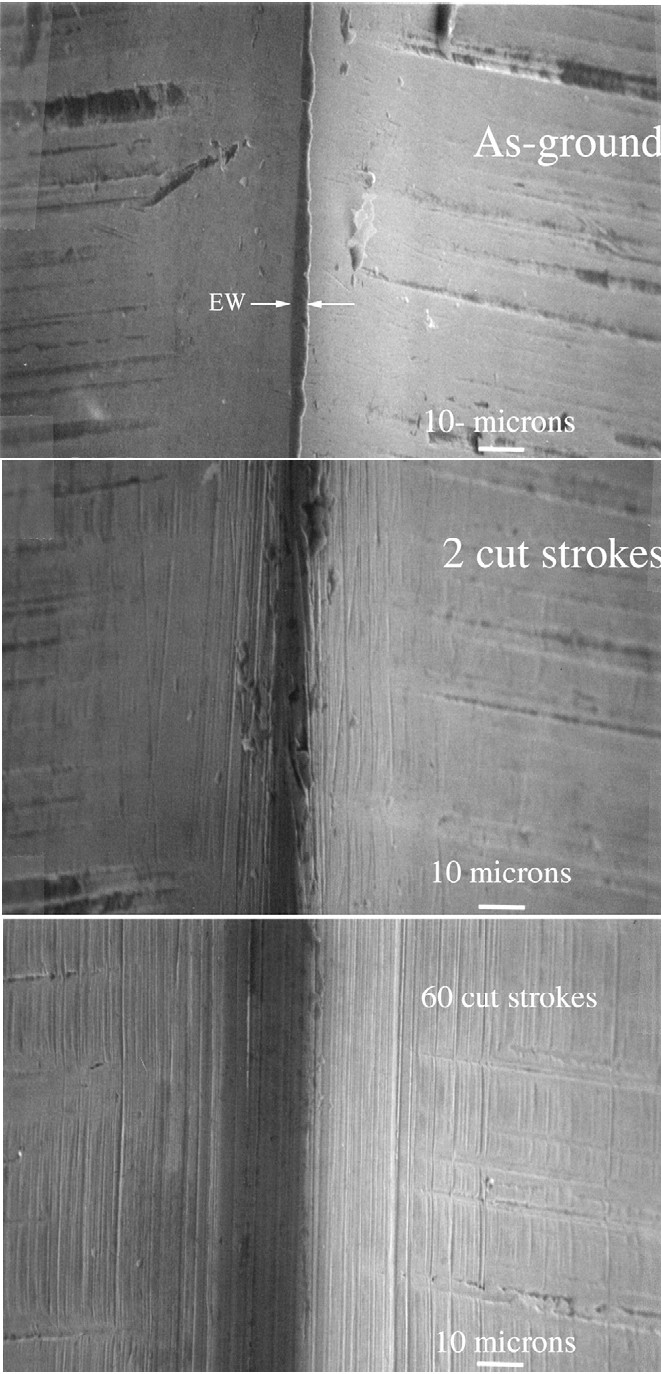
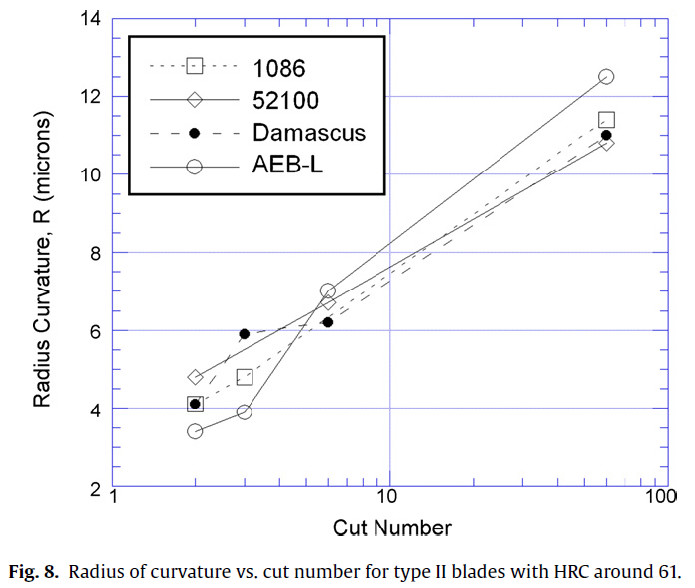
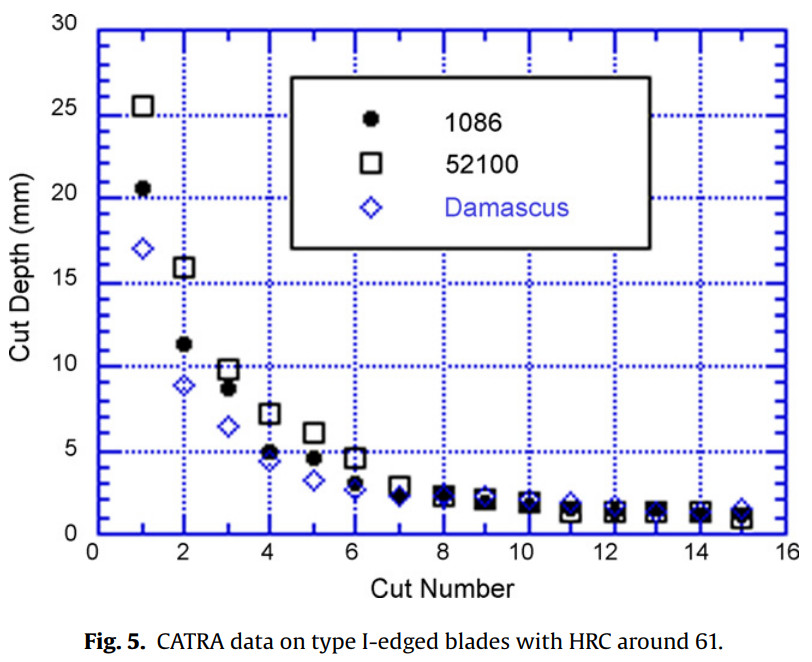
The tests performed by Verhoeven were with low wear resistance steels (AEB-L, 52100, 1086, and Wootz) but it still shows the relatively significant wear that occurs with the CATRA test. In the CATRA article on 154CM, it was found that the edge width (rather than radius measured by Verhoeven) was increased to 23 microns with a 20° edge angle and the 50° edge to 17 microns, which is quite dull. A ten micron edge width has been reported previously as a dull edge that needs sharpening [2].
Regression Factors Analysis
In part 1 I described the process by which we calculated the relative factors that affect edge retention which resulted in the equation below. CrC is a general term to refer to either Cr7C3 or Cr23C6 chromium carbides. CrVC is a general term to refer to M7C3 where M can be either Cr or V; when vanadium is added to a high chromium steel the chromium carbides are enriched with vanadium which increases the hardness of the Cr carbides. MC can refer to either vanadium carbides (VC) or niobium carbides (NbC). MN can refer to either vanadium nitrides (VN) or niobium nitrides (NbN). CrN refers to chromium nitrides. The formation of these particles is controlled primarily by the composition of the steel and secondarily by processing and heat treating. The equation below and the tables in Part 1 and here in Part 2 come from journal articles and books that have reported the carbide fractions after heat treatment.
TCC (mm) = -157 + 15.8*Hardness (Rc) – 17.8*EdgeAngle(°) + 11.2*CrC(%) + 14.6*CrVC(%) + 26.2*MC(%) + 9.5*M6C(%) + 20.9*MN(%) + 19.4*CrN(%)
Carbide Hardness
Taking an average value of the hardness of each carbide type we can compare between carbide hardness [3][4] and the calculated coefficient. Below I have plotted the carbide hardness in vickers (Hv) on the x-axis vs our calculated coefficient in the equation above for the relative contribution to edge retention for each carbide type. We get a very good correlation, demonstrating that carbide hardness strongly controls the effect of a carbide on slicing edge retention:
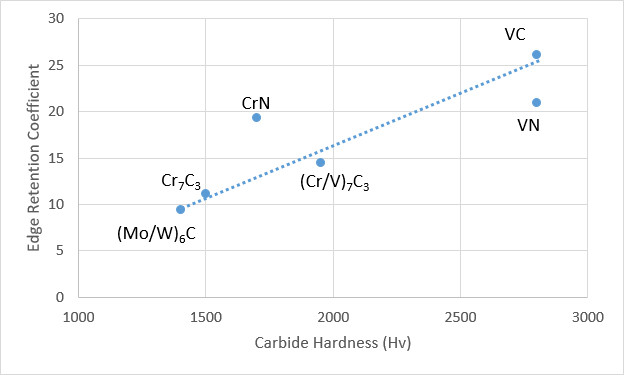
The coefficient for VC (listed as MC in the equation) is somewhat higher than the nitrogen version (VN or MN) despite their reported similar hardness [4]. Either the VN is actually somewhat softer or this is due to the VN coefficient being based on only two CATRA tests on one steel (Vanax 35). Either way it appears to be qualitatively accurate. Another possibility is that there may be some formation of V2N or chromium carbide/nitride which is lower in hardness than VN. The value for CrN also falls off the trend line of the others but that value comes from only one steel, Cronidur 30, and would likely change if further tests were performed. The M6C value is based on only two steels, CPM-M4 and M2, which both get wear resistance from VC so the accuracy of the M6C coefficient could definitely be improved with other high speed steels. No simple carbon steels with Fe3C cementite were tested which would be nice to add to the regression. Due to the low hardness of cementite it would be expected to have a relatively low value. This is confirmed by the Verhoeven study comparing 52100, 1086, and AEB-L where AEB-L with chromium carbides had superior edge retention to 52100 and 1086 with cementite [1]. If we extend the trendline in the plot above to the hardness of cementite we would estimate a coefficient of 5, or about half of chromium carbide. Experiments would be necessary to confirm that. Another interesting set of tests would be on the low-alloy tungsten steels such as the Blue series, V-Toku series, F2, O7, etc. The tungsten carbides in those steels are reported to be the very hard WC so it would be nice to know if that carbide improves edge retention to the same extent as VC. They are relatively niche steels so they have not received as much study as many tool steels and stainless steels. I wrote about these low-alloy tungsten steels in an earlier article on this site. In conclusion, harder carbides contribute more strongly to edge retention and more carbide provides more edge retention.
Steel Hardness
The coefficient for hardness of 15.8 means that the regression predicts an increase in ~16 mm TCC for each point of hardness (Rockwell C). If this holds true across all steel types (perhaps a big if) that would mean that low wear resistance steels would get more of an increase percentage-wise than a high wear resistance steel. In other words, an increase from 200 to 232 TCC with a 2 Rc increase is more significant than from 800 to 832. There were some cases due to test variability where there wasn’t much difference in TCC with hardness. Here are a couple examples with clear trends:
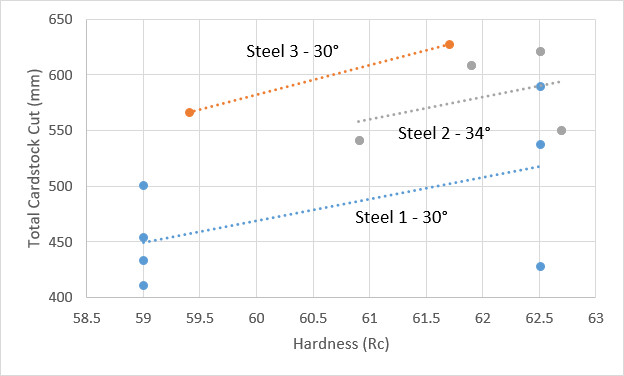
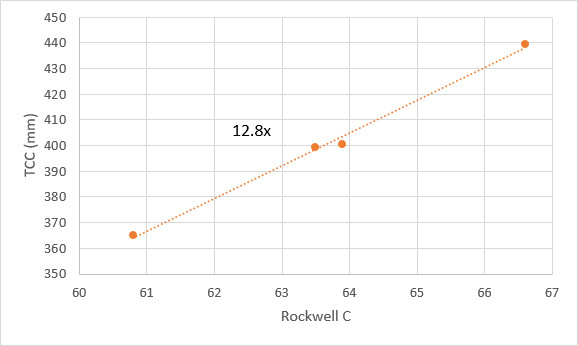
There aren’t enough significant hardness comparisons in the data to say much else definitively. I would imagine that the improvement in TCC with increase in hardness would be greater with low edge angles since there is a larger spread of values among steel types with low edge angles. But quantifying that is difficult with the current dataset. The increase of 15.8 mm per Rc is also within range of another independent study performed with CPM-M4 [5]. Ignoring one potential outlier, the increase with hardness was 12.8 mm per Rc.
 The CATRA test uses a fixed load and has little lateral stress on the edges of the knives. In “normal” cutting by humans there are larger stresses on the edges which can lead to edge rolling or chipping, especially with thin and low angle edges. Those effects are largely not seen with CATRA and therefore this measured effect of hardness is largely due to an increase in wear resistance. In cutting by humans or in cutting of hard materials there may be a stronger effect of hardness due to other mechanisms like edge rolling.
The CATRA test uses a fixed load and has little lateral stress on the edges of the knives. In “normal” cutting by humans there are larger stresses on the edges which can lead to edge rolling or chipping, especially with thin and low angle edges. Those effects are largely not seen with CATRA and therefore this measured effect of hardness is largely due to an increase in wear resistance. In cutting by humans or in cutting of hard materials there may be a stronger effect of hardness due to other mechanisms like edge rolling.
Initial Edge Wear
There is a common theory that steel with high carbide content lose their initial sharpness quickly (see the article on edge stability). Therefore I thought it would be interesting to see if that was seen in the CATRA test. There are two common proposed mechanisms:
1) Side loads of the edge lead to chipping out around brittle carbides until the edge has reached a “stable” geometry.
2) The edge wears from the high sharpness radius until it reaches the approximate size of the embedded carbides. In other words, if the average carbide size of the steel is 5 microns and the initial edge is 1 micron, there are very few carbides at the very tip of the edge, and therefore that small volume of steel lacking in carbides wears quickly until there are sufficient carbides to slow the wear of the edge. In contrast a steel with very small carbides like AEB-L or 52100 may have better initial wear resistance due to more carbides at the tip of the edge.
Wear in Cut One
When plotting TCC vs the amount of cardstock cut in the first cut you get a convincing trend, meaning the length of card stock in cut one is a strong predictor of the TCC after all 60 cuts. This indicates that the initial wear of high edge retention steels is less than low edge retention steels.
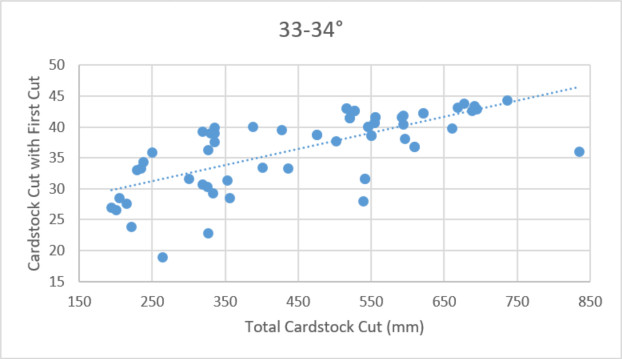
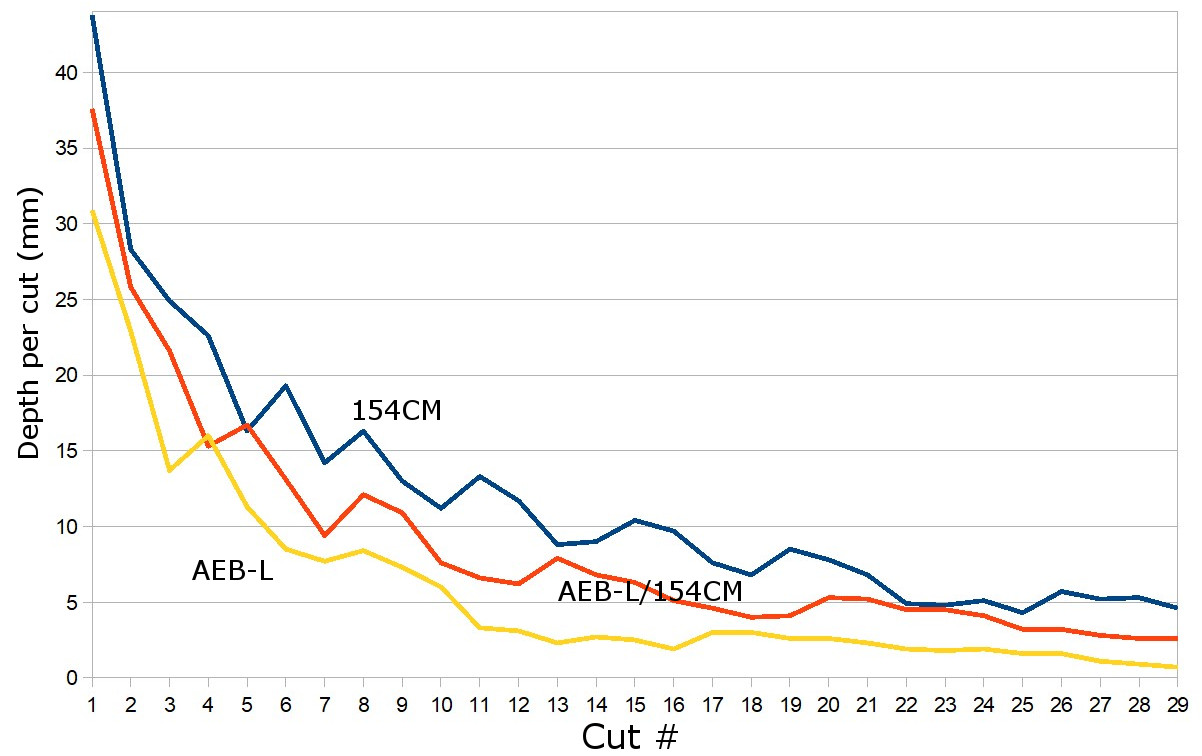
As described earlier in conjunction with the Verhoeven study and edge micrographs, the CATRA test wears the edge quite rapidly. In fact, the effect of edge wear shows up in the result of the first cut. In other words, high wear resistance steels cut more cardstock in the first cut than low wear resistance steels. This is somewhat surprising as I would expect the wear to show up in cut two after the edge passes over the cardstock not during the cut. If this was only on a few isolated tests I would think that this unusual behavior was due to inconsistency in sharpening. However, it is seen consistently across the dataset here as shown in the plot above, and was also seen in our test comparing AEB-L, 154CM, and AEB-L/154CM damascus and in the Verhoeven study on 52100, 1086, and wootz Damascus [1]:
So to investigate this mysterious behavior I re-watched the CATRA test videos some more to figure out what is going on. I have observed CATRA tests personally but only a few of them and it has been a few years. I watched the video at the top of the article and counted 68 cuts and the display only showed 34 “cycles.” So I realized that the 60 “cycles” are actually both a forward and backward motion. Therefore the reason that steels with higher wear resistance have higher cutting ability in cut number one is because the edge is worn in the first “stroke” then it cuts again in the second stroke in the opposite direction, and the reported cardstock cut per cycle is from both strokes. I think it is a mistake that the CATRA tester does not report each stroke as that would provide a more complete picture of the wear behavior.
Initial Edge Wear of Low and High Wear Resistance Steels
Therefore the high wear resistance steels not only do not have faster initial wear, they actually hold their initial sharpness better than low wear resistance steels. There are several potential reasons for this:
1) It may require micro-chipping for the high carbide steels to lose their initial sharpness more rapidly than low carbide steels, which is unlikely to occur in the CATRA test.
2) The wear of the edge in the CATRA test may be too severe to capture the initial sharpness loss that is being described.
3) The average abrasive size may be large enough that the initial edge is worn more rapidly than in typical cutting. The average silica size in the cardstock is approximately 7.5 microns and 95% of it is smaller than 30 microns [1].
4) Because the initial edge loss occurs over a relatively short period of time compared to the total edge life, the user may perceive that a high wear resistance steel had little difference from a low wear resistance steel.
5) It may be that the knives were not sharpened to a sufficiently fine edge to show the difference between high and low carbide content steels. The most common sharpening information in the data is “180 grit” which would provide a pretty coarse edge.
6) The difference in initial edge loss may not happen with slicing (as opposed to push cutting).
Cutting Ability Loss During Testing
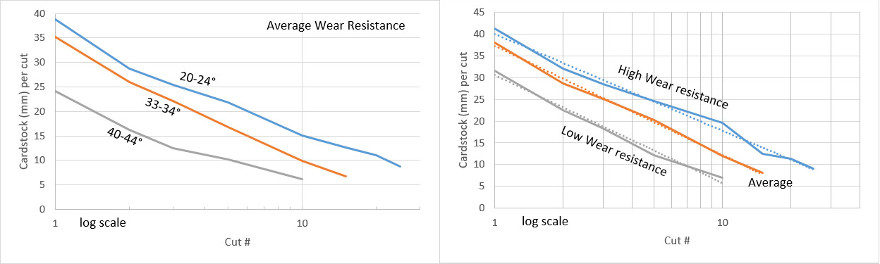
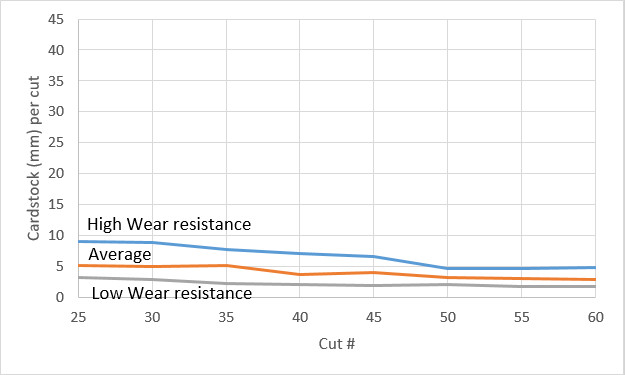
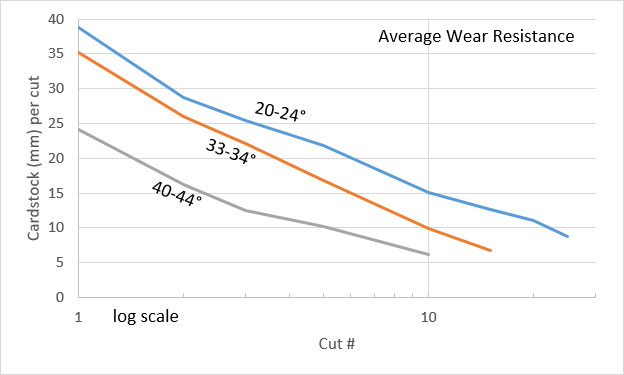
Interestingly the change in cutting ability after the first cut with different levels of wear resistance is very similar. In other words, the primary difference in wear resistance is seen in the first cut rather than future cuts. I have shown averaged CATRA curves for high, medium, and low wear resistance steels with the same edge angle (33-34°). Using averages from several tests removes some of the noise from the tests and makes comparisons easier. The high wear resistance curve is 676 mm TCC, average is 474 mm TCC, and low wear resistance is 284 mm TCC. Below that I plotted the CATRA data on a logarithmic scale instead where it is apparent that the slope is similar regardless of the relative wear resistance of the steel:
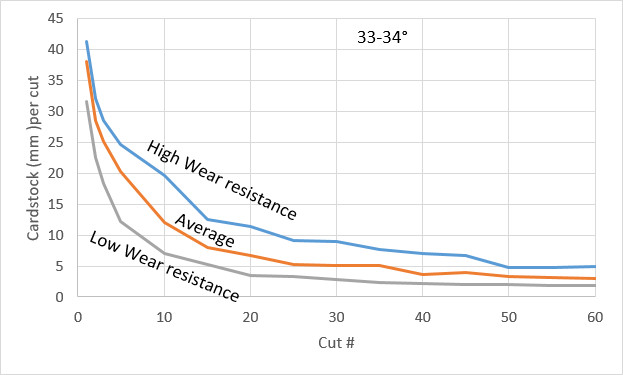
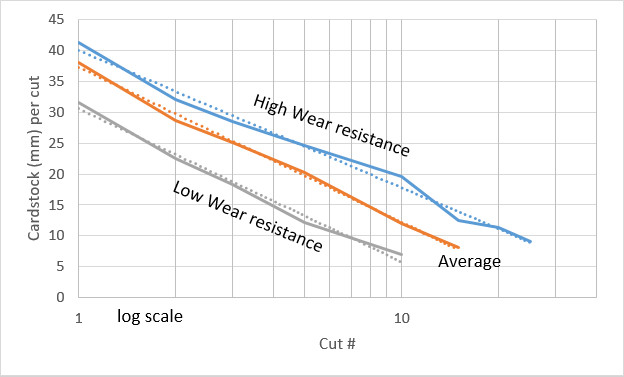
Those averaged curves makes it easy to see how wear resistance affects the wear of the edge. The biggest difference is in the first cut; more wear resistant steels lose less cutting ability in the first stroke (half-cycle). From then on the reduction in sharpness is very similar between steels, each is in a “steady state” period. The reduction in sharpness per cut decreases as the test continues which is why the behavior appears linear on a log plot. Therefore the most significant wear of the edge occurs during the first cuts.
After the steady state period the edges reach a “leveling off” period where the edge loses sharpness more slowly. The number of cuts necessary to reach this point is higher with greater wear resistance. While the slope of the “steady state” edge loss period is similar for all three wear resistance levels, the level of sharpness where the edge wears more slowly is different. The higher wear resistance steels maintain higher sharpness during the slow sharpness loss period. Perhaps this is why high wear resistance steels are known for holding a lousy edge for a long time. It may be that the larger amount of carbide means that the high wear resistance steels are able to maintain somewhat sharper edges.
Therefore we have three periods of sharpness loss in the CATRA test:
- Cut number one where lower sharpness is seen with low wear resistance steels due to the “cycle” including both a forward and backward stroke. High wear resistance steels lose much less sharpness in the first half-cycle.
- Steady state sharpness loss which is similar regardless of the level of wear resistance
- Slow sharpness loss after the edges reach a relatively low level of cutting ability. Higher wear resistance steels maintain a higher cutting ability during this period.
The wear mechanisms that led to these three periods of sharpness loss have not been studied on a microscopic or microstructure scale. That is certainly an area of potential future research.
Constant Wear Resistance with Different Edge Angle
I also looked at different edge angles each with “average” wear resistance resulting in different TCC values. The average TCC values are 643 mm for 20-24°, 395 mm for 33-34°, and 243 mm for 40-44°. The comparison overall looks similar to when looking at different wear resistance levels with the same angle:
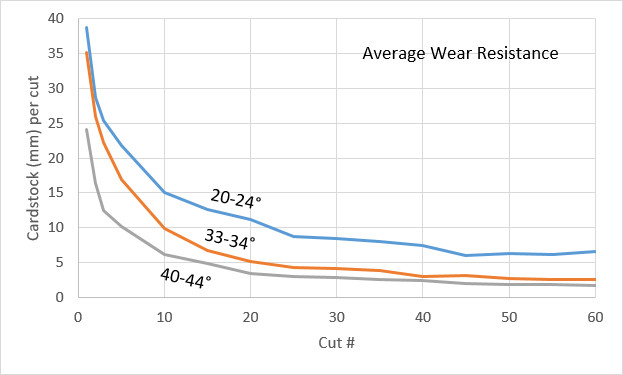
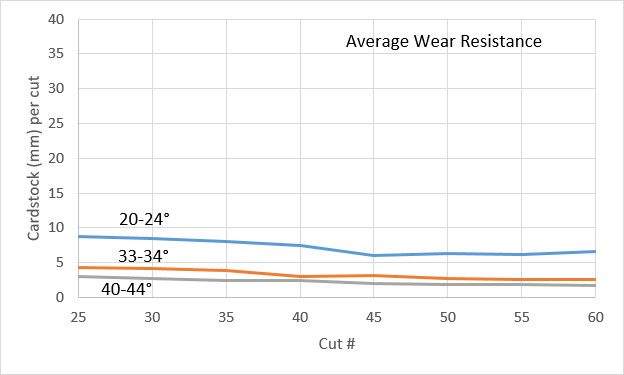
In this case it is not wear resistance but the superior cutting ability of a lower angle edge that leads to the higher value for the first cut. The steady state period is also, surprisingly, similar regardless of the edge angle. The cutting ability in the slow sharpness loss period also correlates with edge angle, where a more acute edge is at a higher cutting ability. Based on the micrographs of the 154CM edges it appears that the sharpness may be higher for the more obtuse edge (edge width is narrower) but the overall cutting ability is higher for the more acute edges (based on cardstock per cycle).
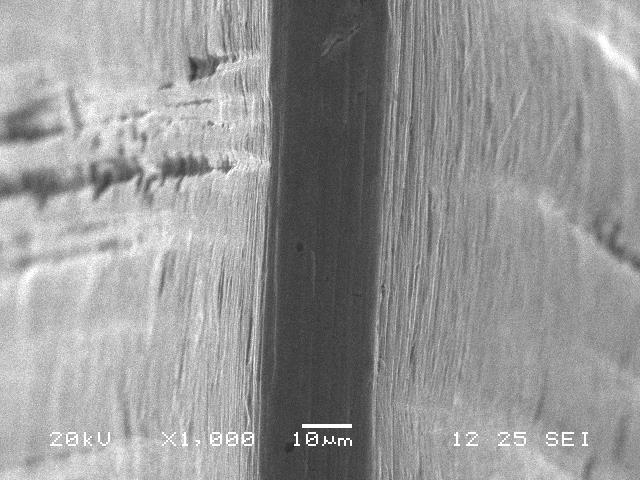
20° edge angle after CATRA – 23 micron edge width
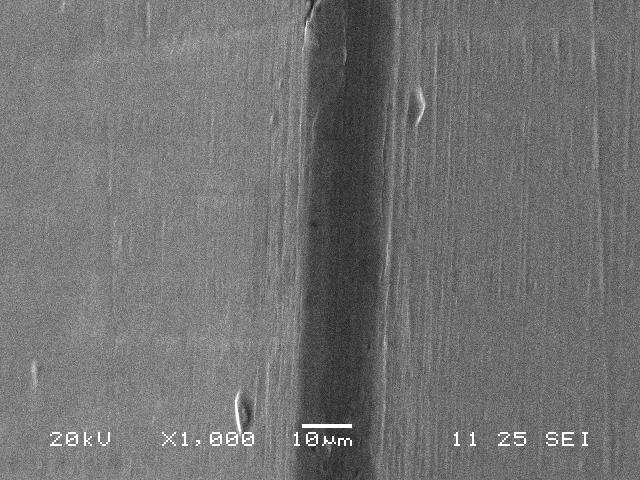
50° edge angle after CATRA – 17 micron edge width
Constant Edge Retention with Different Edge Angles
To some extent it is possible to match the TCC of a high wear resistance steel by using a lower wear resistance steel with a more acute angle. I was curious how the cutting ability loss CATRA curves compare when maintaining the same TCC with different edge angles. This means that the more obtuse edge angle curves are averages of higher wear resistance steels, and more acute edge angles are from low wear resistance steels:
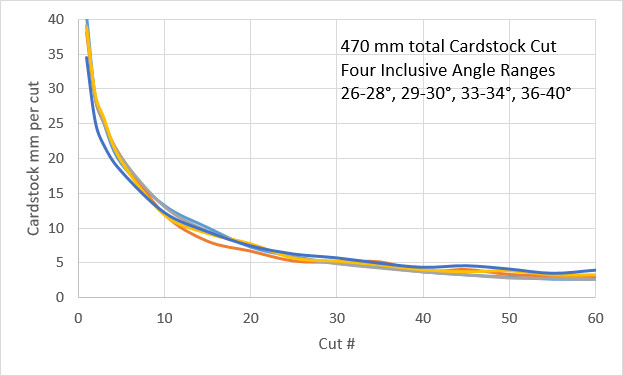
The curves are largely the same regardless of the edge angle, with perhaps the 36-40° having a slightly lower value for the first cut. The slightly different behavior of the 36-40° edges may just be because of the smaller amount of data available in that edge angle range because very high wear resistance steels are required to match the same TCC values. The very similar curves of different edge angles with the same TCC is somewhat surprising because we would expect progressively lower cutting ability with more obtuse edges. Also, the more acute edge angles have to reach a lower level of sharpness to have a similar level of overall cutting ability. If I had guessed beforehand I would think that a more obtuse edge would start out with lower cutting ability but then maintain a higher cutting ability with extended cutting. However, because initial sharpness loss is seen even in cycle number one, the initial cycle is very similar. That is followed by the steady state period where all steels are the same, and each then ended up with a similar level of cutting ability in the slow sharpness loss period.
Initial Cutting Performance (ICP)
CATRA uses a number referred to as ICP to represent “the cutting ability (sharpness) of the blade as supplied” [6] which is the sum of the first three cycles on the CATRA tester. The above discussion shows that ICP is not a good representation of initial cutting ability. While they do somewhat distinguish between cutting ability and sharpness by including sharpness in parentheses, it is a test of cutting ability only and not sharpness. Therefore sharpness can only be compared when the edge angle is identical. Even cutting ability cannot be compared because the edge wears during the first three cycles and therefore the ICP value is highly controlled by wear resistance. Even the first cycle cannot be used as a measure of ICP because it includes both the forward and backward stroke and is therefore affected by wear resistance because the first stroke wears the edge. The ICP shows initial wear of the edge but does not represent “the cutting ability of the blade as supplied.” Perhaps CATRA could update the software of their testers to show the amount of cardstock cut in the first stroke only rather than the full cycle to better represent ICP. But their current ICP is misleading as it is not a measure of cutting ability alone.
Serrated Edges
There were also a few comparisons between a serrated and a “plain” or non-serrated edge. The serrated edges are typically at lower edge angles to improve their cutting ability relative to plain edges. The serrations mean the edge wears much more slowly than plain edges; the CATRA test is often performed with 200 cuts rather than the standard 60 because the edge wear is so much slower. The initial cutting ability of a serrated edge is significantly lower than a plain edge but after a sufficient number of cuts the serrated edge keeps going while the plain edge has dulled. Below I have a comparison with the same steel, one with a plain edge at 26° and the serrated with a 22° edge angle.
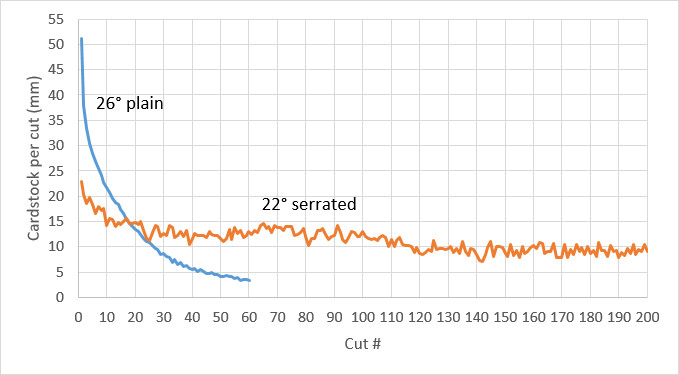
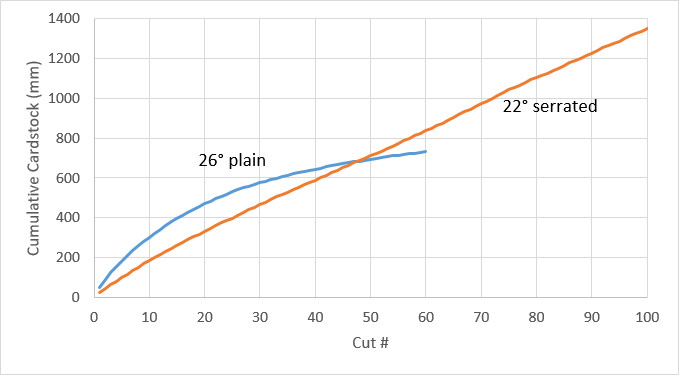
There is a crossover in cutting ability at about 18 cuts, while the total cardstock cut crossed over at about 47 cuts. After the 60 cut standard test the plain edge cut 732 mm TCC and the serrated edge got 837 TCC. However, the plain edge comparison here is more obtuse (26 vs 22°) so it is not a perfect 1:1 comparison. I suspect that if both were at 22° that the TCC at 60 cuts would be similar. Using our regression equation, 732 + 17.8*(26-22) = 803 TCC which is close to the 837 TCC of the serrated knife. The cutting ability of the plain edge would likely still reach a point lower than the serrated edge at some point in the test. It is impressive how little wear the serrated edge saw between cuts 120 and 200; it is essentially flat. If a user is willing to accept a moderately low cutting ability along with the more saw-like cutting of a serrated edge the blade will keep cutting for much longer than a plain edge.
What the CATRA Test Does Not Tell Us
All of this analysis is related to one test – CATRA edge retention. It is a slicing edge retention test that is primarily controlled by wear resistance (higher is better) and edge geometry (thinner and lower angle is better). It is a significant part of knife performance but is only one part. High CATRA values do not necessarily correlate with other properties. High wear resistance often correlates with poor toughness, for example, because a higher carbide volume fraction reduces toughness. Chopping hard materials or cutting into a cutting board may lead to loss in sharpness due to other mechanisms such as chipping or edge rolling rather than wear like in a slicing test. Corrosion of edges is controlled by corrosion resistance and whatever corrosive environment a knife might see and so certainly CATRA would not predict corrosive wear to an edge. Outside of edge retention concerns, there are some cases where high wear resistance is not desirable such as to improve ease in grinding or polishing for the knife producer or to improve ease in sharpening for the end user. However, I think that slicing edge retention tests are important. When we establish the controlling factors for different types of individual tests where we limit the number of confounding factors then we can bring them all together to offer a broader picture.
Summary
The harder the carbide type the stronger the contribution to edge retention, and therefore less carbide volume is required to achieve the same level of edge retention as carbides with lower hardness. Higher hardness in the base steel itself also contributes to greater edge retention. High wear resistance steels cut more cardstock starting with the very first cycle, followed by a steady state period which follows a similar pattern after the first cut regardless of wear resistance, and finally a slow sharpness loss region follows where higher wear resistance steels maintain a higher cutting ability. A difference is seen in cycle one because each cycle includes both a forward and backward stroke. Because wear is seen in cycle number one, comparisons between different levels of wear resistance with the same edge angle look similar to comparisons between similar steels with different edge angles. Comparisons between different edge angles but the same level of wear resistance show a similar behavior where a more acute edge has higher initial cutting ability, steady state behavior is similar regardless of edge angle, and a more acute edge has a higher cutting ability in the slow sharpness loss period. When the TCC is held constant and the edge angle is changed the curves are almost identical. Serrated edges have poorer initial cutting ability but cut for much longer than a non-serrated edge. CATRA is a test of slicing edge retention only and does not necessarily correlate with other properties such as edge retention when chopping, toughness, or corrosion resistance.
Bonus Carbide Fraction Values
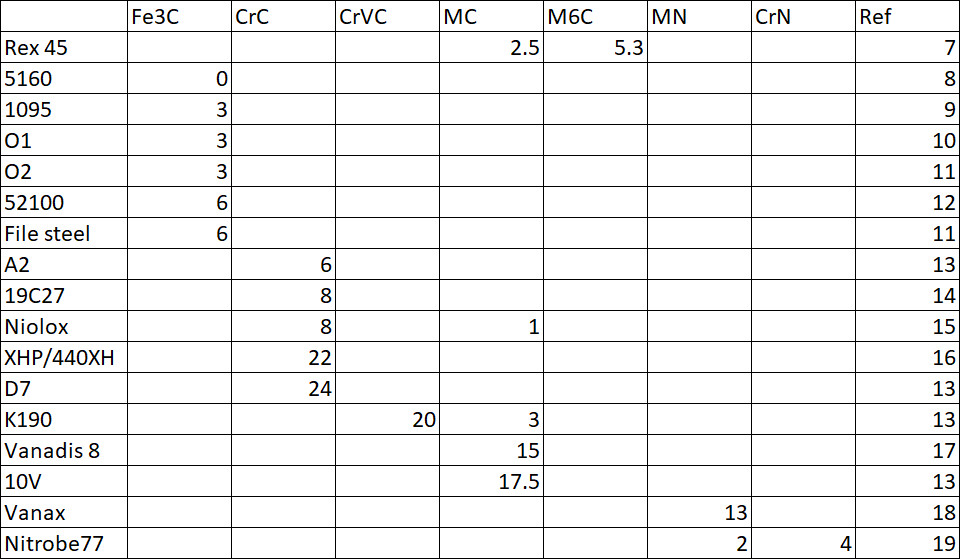
TCC (mm) = -157 + 15.8*Hardness (Rc) – 17.8*EdgeAngle(°) + 11.2*CrC(%) + 14.6*CrVC(%) + 26.2*MC(%) + 9.5*M6C(%) + 20.9*MN(%) + 19.4*CrN(%)
Here are some carbide fractions for other steels not present in Part 1 because they were not tested in the analyzed dataset (other than XHP which I found after publishing Part 1). This allows an estimation of relative edge retention of different steels, hardness levels, and edge angles. The file steel listed is a 1.45%C steel with 0.35% Cr. Some steels I have good guesses or Thermodynamic calculations for carbide volume but I am restricting this to experimentally reported values. S110V is reported to have 21.7% carbide volume in its patent but the breakdown between CrVC and MC was not given so it is not in the table. Many steels are sold under different names like Rex 45 being sold as Hitachi HAP40 or Erasteel 2030. To estimate the TCC of the carbon steels with cementite (Fe3C) use a coefficient of 5 though that has not been experimentally verified. If you find any other reported carbide numbers send them my way.
[1] Verhoeven, John D., Alfred H. Pendray, and Howard F. Clark. “Wear tests of steel knife blades.” Wear 265, no. 7-8 (2008): 1093-1099.
[2] Landes, R. “Messerklingen und Stahl.” Aufl. Bad Aibling: Wieland Verlag (2006).
[3] Theisen, W. “Hartphasen in Hartlegierungen und Hartverbundstoffe.” (1998).
[4] Ejnermark, Sebastian, Thomas Hillskog, Lars Ekman, Rikard Robertsson, Victoria Bergqvist, Jenny Karlsson, Petter Damm et al. “Corrosion and wear resistant cold work tool steel.” U.S. Patent Application 14/917,521, filed July 28, 2016.
[5] Lian, Sidi. “Heat treatment effects on CPM-M4 tool steel performance as edged blade material.” (2014).
[6] http://www.catra.org/pages/products/kniveslevel1/slt.htm
[7] Sohar, C. R., A. Betzwar-Kotas, C. Gierl, B. Weiss, and H. Danninger. “PM Tool Materials: Fatigue Behaviour of PM Tool Steels in the Gigacycle Regime.” In European Congress and Exhibition on Powder Metallurgy. European PM Conference Proceedings, vol. 1, p. 219. The European Powder Metallurgy Association, 2008.
[8] Chandler, Harry. “Heat Treater’s Guide.” ASM International, Geauga County (1995).
[9] https://matdata.asminternational.org/mgd/index.aspx
[10] https://knifesteelnerds.com/2018/03/29/is-blue-super-steel-actually-super-the-facts-about-tungsten-alloyed-steels/
[11] Landes, R. “Messerklingen und Stahl.” Aufl. Bad Aibling: Wieland Verlag (2006).
[12] Marcomini, José Benedito, and Helio Goldenstein. “Characterization of a New Fe-C-Mn-Si-Cr Bearing Alloy: Tempered Martensite Embrittlement Susceptibility.” Journal of materials engineering and performance 23, no. 3 (2014): 780-785.
[13] Pinnow, Kenneth E., and William Stasko. “Wear resistant, powder metallurgy cold work tool steel articles having high impact toughness and a method for producing the same.” U.S. Patent 5,830,287, issued November 3, 1998.
[14] Point counted from a micrograph from Sandvik
[15] https://knifesteelnerds.com/2018/03/16/micrographs-of-niolox-cpm-154-and-aeb-l/
[16] Peter, William H., Alan L. Liby, Wei Chen, Yukinori Yamamoto, and Peter J. Blau. Improved Processing of High Alloy Steels for Wear Components in Energy Generation Systems, Transportation and Manufacturing Systems. No. ORNL/TM-2012/520. Oak Ridge National Lab.(ORNL), Oak Ridge, TN (United States); Shared Research Equipment Collaborative Research Center, 2013.
[17] https://www.uddeholm.com/app/uploads/sites/54/2018/05/Tech-Uddeholm-Vanadis-8-EN.pdf.pdf
[18] https://www.uddeholm.com/app/uploads/sites/54/2018/05/Tech-Uddeholm-Vanax-EN.pdf.pdf
[19] Westin, Leif. “Martensitic chromium-nitrogen steel and its use.” U.S. Patent 7,700,037, issued April 20, 2010.
Do you think that carbide particle size and bonding (to their matrices) play a role in edge retention? Arc deposited wear resistant alloys like Stellite 6 and Triballoy T-800 far outperform conventionally cast versions of these alloys in pin on disk wear tests. This has been attributed to their much finer, more uniformly distributed hard phase fractions when compared their conventionally cast counterparts. Both of these alloys have a reputation for tightly bonded hard phases which seems to offset their relatively low hardness hard phases and matrices in wear tests.
There must be some relationship between CATRA test results and carbide size; at least the carbide size relative to the edge radius.
There is much more discussion of carbide size in part 1: https://knifesteelnerds.com/2018/11/19/steel-edge-retention/
which also summarized a study comparing a powder metallurgy and conventional stainless steel: https://knifesteelnerds.com/2018/06/18/maximizing-edge-retention/
To summarize, if there was a difference between CPM-154 and conventional 154CM it was very small.
Saw that, but 154 CM is a very hard, martensitic steel which appears to release its carbides during wear tests as the matrix brittle fractures due to its very low fracture toughness. Stellite 6K and Triballoy have a relatively soft cobalt matrix with high fracture toughnesses which tend to retain the hard particles (in 6K, carbides; in Triballoy, Laves intermetallics).
Both Stellite 6K and Triballoy have good reputations in cutting applications, over and above their reputation for wear resistance. Stellite 6K has had some usage in premium knives. I have never had to resharpen my Young Stellite 6K skinner, despite having cleaned out several elk with it.
Love your posts, just wondering whether there are other factors to edge retention beyond those at play in traditional martensitic knife steels – none of which have much fracture toughness.
It would be interesting to see the performance of some of the high-manganese wear resistant steels used in earth contact applications, while many have somewhat lower rockwell hardness they are known for extreme abrasion resistance. Many are initially soft but designed so the surface will work harden with particle impacts. Available either as solid ingot as used in rock crusher jaws and excavator teeth or as hard-facing welding rod. (each formulated for different conditions, 2 body abrasion, 3 body abrasion, metal to metal[railroad junctions], high impact, etc)
Since the wear resistance comes from work hardening it is not a good choice for knife edges. That means that its initial yield strength is low meaning it would easily deform as a knife edge. We need a lot of strength to maintain an edge.
Larrin
Thanks for a very informative article.
For your comments:
My informal testing with rope cutting suggests that the ratio of push cutting to “slicing” changes with cross sectional geometry and that a relatively blunt edge will still cut well as long as the geometry is favourable..
Cheers
John
Hi John, Are you saying that thicker geometry leads to more slicing?
Hi Larrin: Yes. In my exeperience one has to resort more to back and forth slicing for the same force applied to the blade.
Cheers
John
Is the angle the knife blade makes to the card stock set? I suspect some variability could come in there… but i like the test machine… i actually like the concept of the catra test more after i seeing that video…
The blade is held in a fixed position by the blade holder. I don’t know how much customization potential there is.
Andre raises a good question. Regarding one “cut” including both the forward and backward stroke, you stated:
“I think it is a mistake that the CATRA tester does not report each stroke as that would provide a more complete picture of the wear behavior. ”
Perhaps both strokes are included because of the curvature in most blade profiles (i.e., the “belly”). In the video above, it appears that most of the cutting occurs when the card stock is going “uphill” on the blade, for what I assume are obvious reasons. Therefore, one “cut” gives the average card stock cut from both the up and downhill strokes. The issue would be eliminated if only using straight profile blades (like in the testing from your previous article on CATRA testing) but as most knives have at least some curve, perhaps counting both strokes as one is required. Just a thought.
Btw, thank you for this site! It is awesome!!
That’s a good point; a straight profile is probably best to avoid that issue.
I’ll echo my comments here made in the predecessor to this article. Thank you very much for the work and for making this information available to us all.
Your formula is of high significance, honestly gives me a vertigo because of the amount of abstraction and generalization you’ve put into it.
TCC (mm) = -157 + 15.8*Hardness (Rc) – 17.8*EdgeAngle(°) + 11.2*CrC(%) + 14.6*CrVC(%) + 26.2*MC(%) + 9.5*M6C(%) + 20.9*MN(%) + 19.4*CrN(%)
By simply reading it, not even doing calculations, we can readily see that the better edge retention results from high hardness and low edge angle even more than from chromium carbides, while vanadium and niobium carbides and nitrides are the most significant contributors to the edge retention.
Regression equations help me to understand things more clearly. I’m glad it does for you too.
I found it interesting that Rex45/HAP40 had a relatively low carbide volume and, being a powder steel, those carbides should be small too. This matches nicely with HAP40’s reputation in kitchen knife fora for (relatively) high toughness even at very high hardness.
On the other hand, even at very high hardness, the low carbide volume would predict less than spectacular wear resistance. Yet these steels also have a reputation of great edge holding. Presuming that reputation is deserved (instead of being a psychological effect of using the latest and trendiest steel in non-controlled testing), it would have to be due to a lack of chipping (due to toughness) and/or rolling (due to high hardness/strength).
So, a specific example that seems to support your conclusions in this and other articles here.
Thanks for sharing your thoughts, Dennis. Using lower austenitizing temperatures can probably lead to somewhat of an increase in carbide volume, though even a few percent vanadium carbide can lead to pretty decent wear resistance, particularly when compared to steels like White #1. What I don’t like about Rex45/Hap40 is the cobalt addition which reduces its toughness. The non-cobalt M3:2 has better toughness at equivalent hardness and wear resistance. M3:2 is sold under many names, though you can compare it to HAP40 here as HAP10: https://www.hitachi-metals.co.jp/e/products/auto/ml/pdf/yss_tool_steels_d.pdf
That reputation is marketing by the same folks selling an entire line of knives in that steel. IMO people in the community would do well to stop getting their info about things from the same folks selling those things. They’re basically the one ones in the world who sell kitchen knives in that steel btw. Hmmm I wonder why the promote it that way? My best guess is they couldn’t get access to easily superior SG2/R2 and the zdp they wrongly like to compare it to is just too expensive.. So they’re like well, there’s another steel that has decent toughness, high hardness and is right on the edge of what maybe can be maintained with a normal Japanese waterstone.. Also its readily available, dirty cheap to buy, and no one else is using it so it’s unique. And thus the myth of “voodoo steel” was invented. In reality if you look at Larrins data, when you normalize for hardness this stuff doesn’t even have the wear resistance of SG2. It’s got 75% less than zdp, or another way to say that is zdp has 35% more.. that’s a whole other ball park. And yet zdp can easily be maintained with normal Japanese waterstones whereas hap40 being a weight high cobalt high speed steel, one with LESS carbon than SG2/R2, does not take great edges without diamonds or cbn. Maybe I’m sensitive because I bought a $200 knife from those guys and if I knew then what I know now, I wouldn’t have made that purchase. Maybe just maybe there’s a reason none of the majors are using this stuff in kitchen knives. It’s true that it’s somewhat unique for it’s ability to achieve very high hardness (65+ rc) without a very high carbide content. But then again it’s also a cobalt high speed tool steel that has less edge retention than even SG2 yet unlike SG2 doesn’t play nice with Japanese water stones, and can absolutely rust. And obvious that’s just the “theoretics.” The reality is the selection of actually existing kitchen knives made of steel are very limited, and imo at least with my sample of size of one unit, not something I would consider purchasing again. Why? The steel itself was grossly misrepresented to the customer, the knife itself wasn’t very well designed, the cladding steel is a very mild barely stainless stainless steel that will scratch up and corrode if you look it funny, and most of all for me, a performance and ergo oriented user, the eros were bad and the grind was nowhere near thin enough to justify the additional downsides of the core steel choice. I reground it myself and I’m happy with how that turned out. Afterall it is 65 rc and does have a bit more toughness than say zdp would. The actual edge characteristics and maintenace/sharpening are nothing like zdp but in such a slicey grind it works well.
I wonder if changing the test to use less aggressive non-silica card stock for the first cycle would significantly improve the estimate if initial cutting ability.
Or really just a less aggressive card stock overall may be more appropriate for something like acute-bevel kitchen knives, this aggressive silica card seems like it will abrade the edge faster than it could roll or microchip.
It may also be interesting to stretch out the x axis of low wear resistance tests so that they visually approximate the final performance of the high resistance tests. In other words, the high resistance hit 5mm/cut at 60 cycles and the low hit 5mm/cut at 15 cycles, then stretch the X scale for the low resistance by x60/15 and see if the curves match. If they do match then the wear has a direct multiplier 1stroke on low resist blades = 4 strokes on high resist blades.
I would also like to see some #1 and #2 white paper blades along with #1 #2 and super blues to see if that bit of extra alloy is worth its cost, especially if the Mo in super ends up making M6C rather than the WC that I expect in blue#1.
Since this article I got my own CATRA tester and was able to modify the test data collection so that you get every stroke rather than every two strokes combined into one data point. That allows the measurement of the initial cutting ability.
I also tested Blue Super, though not White #1, the closest comparison would be 26C3 that I tested. https://knifesteelnerds.com/2020/05/01/testing-the-edge-retention-of-48-knife-steels/
Scientific tests are excellent. And none of them reflect real-life reality. A knife made of medium steel loses its edge easily and sharpens very quickly. A knife made of super steel lasts longer, sometimes chips, and is difficult to sharpen.
A fair test is to cut as many objects as possible, constantly sharpening the knife. I wouldn’t be surprised if the softer knife comes out on top. And all the expensive super steels will steal your time sharpening. And in terms of overall time and cost, the average 440C steel will take first place.
To achieve a useful balance between cost and durability, completely different tests are needed. People of the past used moderately hardened tools for a reason. Although they could have afforded to harden carbon steel very hard, they didn’t.