Thanks to Mark McKinley and Alfredo Faccipieri for becoming Knife Steel Nerds Patreon supporters!
CATRA Testing
I previously wrote an article on what CATRA testing is and what it is revealing from a set of tests on 154CM: Maximizing Edge Retention. The CATRA edge retention test uses the slicing of 5% silica-impregnated cardstock and therefore tests slicing edge retention. A standard test uses 60 cuts with a fixed load and slicing length and the amount of cardstock cut per slice is recorded. The edge retention is then often reported as the total cardstock cut with all 60 cuts, and given as TCC (total cardstock cut) in mm. I shared this same CATRA test video in the earlier CATRA article to see the test in action:
Slicing Edge Retention and Wear Resistance
Slicing edge retention is greatly controlled by wear resistance and therefore we would expect the steel with the highest wear resistance to have the best result. However, it is always possible that there will be surprises based on the specifics of the test. For example, does it make a difference that the wear is occurring on a very small edge? Furthermore, different wear resistance tests provide different results and it isn’t necessarily known which test of wear resistance would best correlate with slicing edge retention. Some factors that control wear resistance:
1. Hardness. Harder steels have better resistance to wear. Softer materials are easier to gouge or scratch.
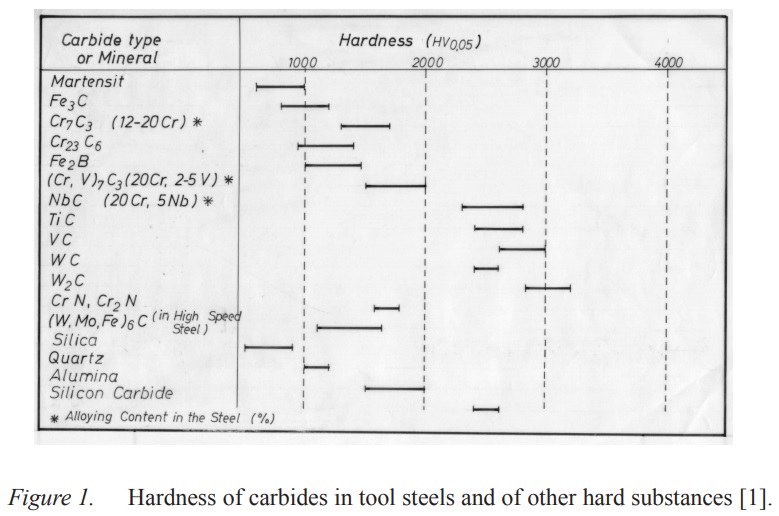
2. Carbide hardness. Harder carbides, just like harder steel, are more resistant to wear. Here is a chart showing different steel carbide types with their range of hardness. Low hardness carbides include iron carbides (Fe3C cementite) in simple carbon steels, intermediate hardness carbides include chromium carbides (Cr7C3 and Cr23C6) and molybdenum and/or tungsten carbides in high speed steels (M6C where M is either Mo or W), and high hardness carbides formed from vanadium, niobium, or titanium (MC where M is V, Nb, or Ti).
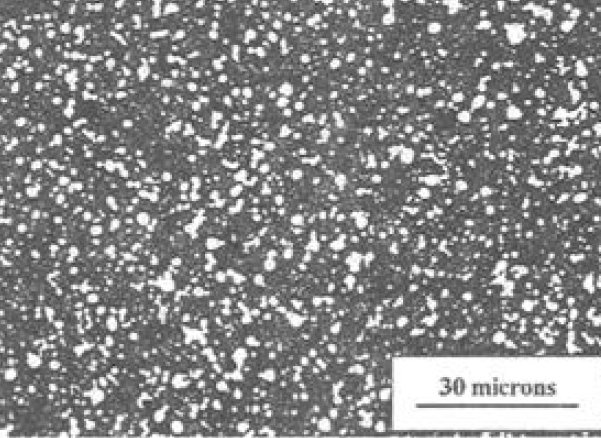
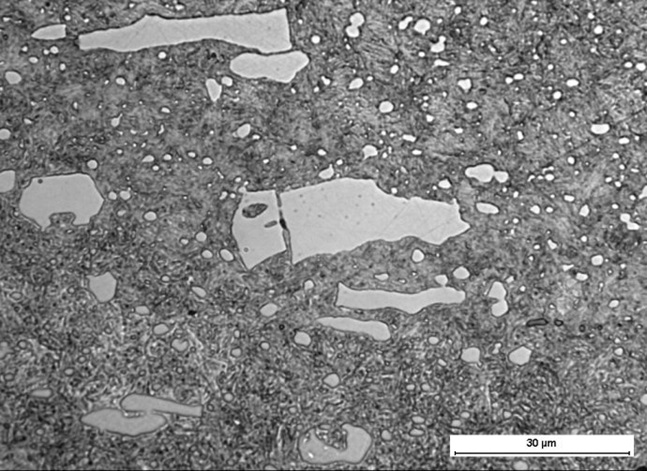
 3. Carbide volume fraction. A larger volume of carbides means better resistance to wear. On the extreme end you can think of 100% carbide where the very hard carbide would be highly resistant to wear versus 100% (relatively) soft steel. The carbides act like bricks in a brick and mortar road. More carbides means there is less wear to the overall steel. Here are images of AEB-L (~6% carbide volume) and CPM-154 (~17% carbide volume) showing the difference in volume fraction:
3. Carbide volume fraction. A larger volume of carbides means better resistance to wear. On the extreme end you can think of 100% carbide where the very hard carbide would be highly resistant to wear versus 100% (relatively) soft steel. The carbides act like bricks in a brick and mortar road. More carbides means there is less wear to the overall steel. Here are images of AEB-L (~6% carbide volume) and CPM-154 (~17% carbide volume) showing the difference in volume fraction:

AEB-L
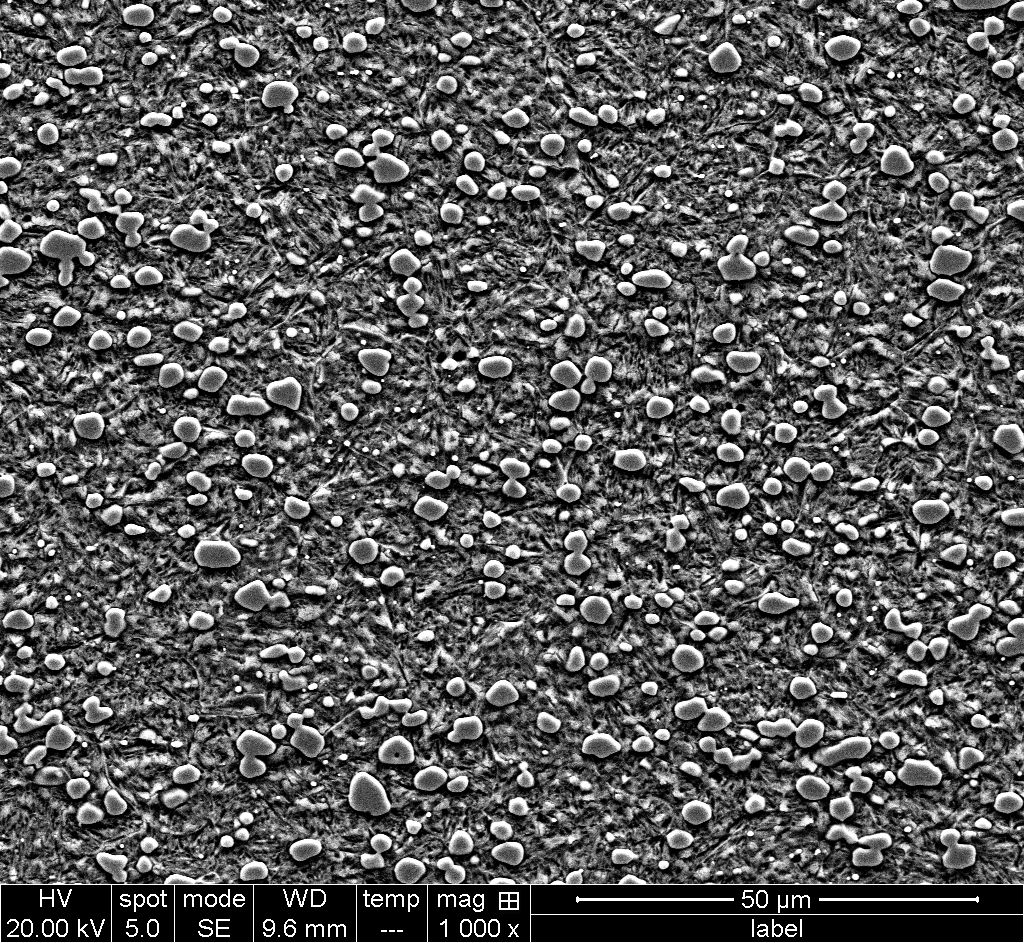
CPM-154
4. Carbide size. Larger carbides mean better wear resistance when the abrasive is large and small carbides mean better wear resistance with fine abrasive or in sliding wear tests where two surfaces are rubbed against each other.
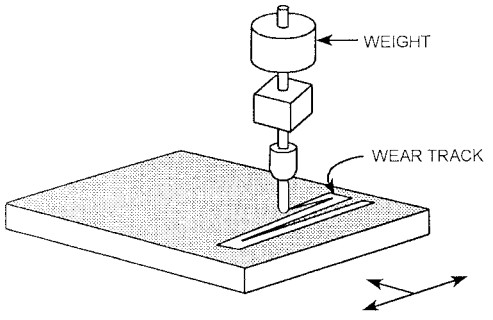
Pin-on-table wear test
Vanadium-alloyed steels are known for their high wear resistance because of the very hard vanadium carbides. However, they do not show superior behavior in every wear test. For example, in a pin-on-table test reported in the S90V patent [2], D2 showed better wear resistance than S90V despite the high vanadium content in S90V. The D2 at 60 Rc lost 48.6 mg while S90V at 59.5 Rc lost 53.7 mg in the test. The fact that vanadium carbide is much harder than garnet did not help it provide better wear resistance than D2. The superior behavior of D2 is because of its larger carbides (>20 microns) while S90V with powder metallurgy generally has carbides that are less than 5 microns. The large abrasive size of the garnet (~100 microns) means the large carbides of the D2 led to superior wear resistance.
This image taken from [3]
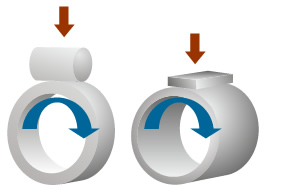
In the patent they also reported the result of a crossed-cylinder wear test, where a cylinder of steel is worn on a cylinder of tungsten carbide. The S90V shows much better wear resistance than D2, with a result of 12-17 psi*10^10 for S90V and only 1.7 for D2. So the question is: which test better correlates with slicing edge retention? The crossed-cylinder wear test which shows S90V being an order of magnitude more wear resistant than D2, or the pin-on-table test that shows D2 as being slightly superior? Or neither?
Edge Geometry
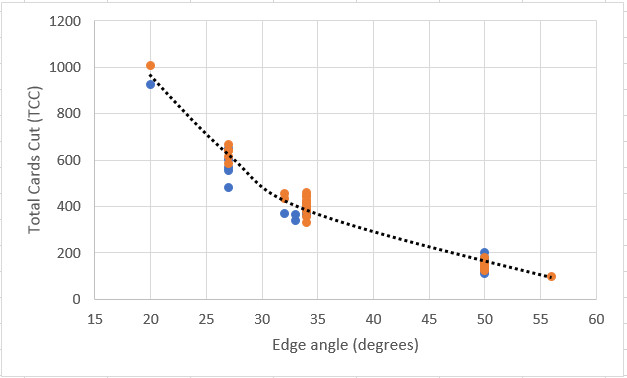
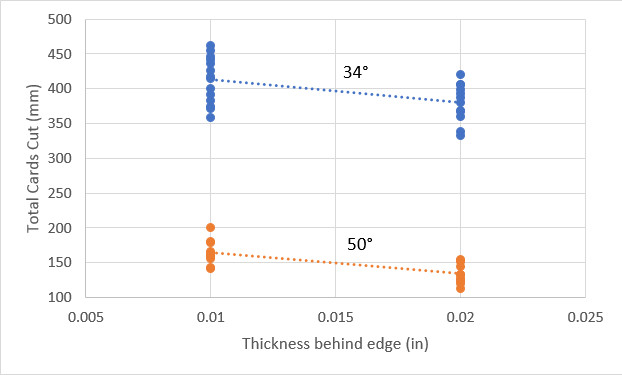
As described in the earlier article on CATRA testing of 154CM, CATRA is not a test of steel alone, but of knives. The edge geometry, including the thickness behind the edge, the angle of the edge, the sharpening of the knife, etc all affect the result. One very strong controlling factor for cutting ability and edge retention is edge angle, which was shown in the earlier CATRA article, with a secondary effect of thickness behind the edge:
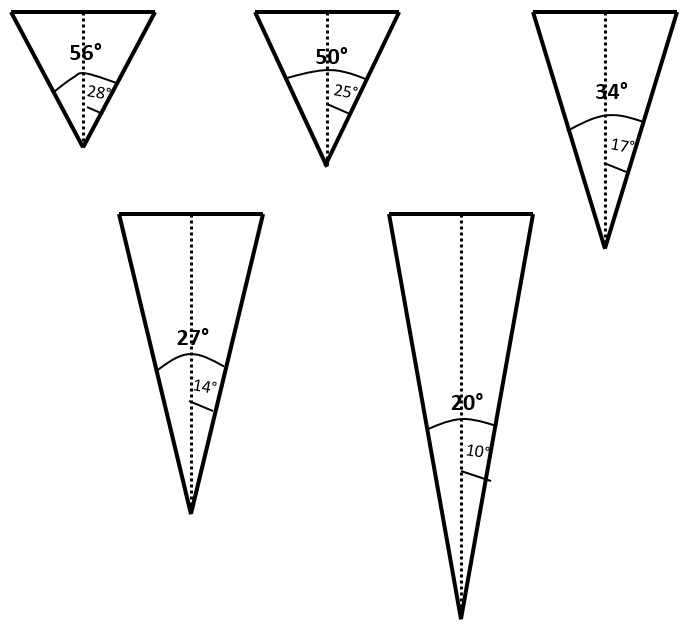
Changing Edge Angle with the same thickness behind the edge
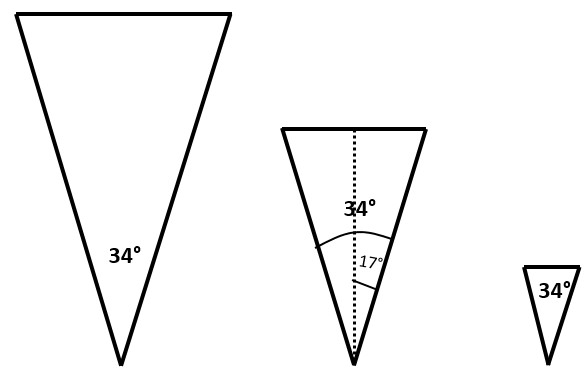
Changing thickness behind the edge with the same edge angle
Cutting Ability vs Sharpness
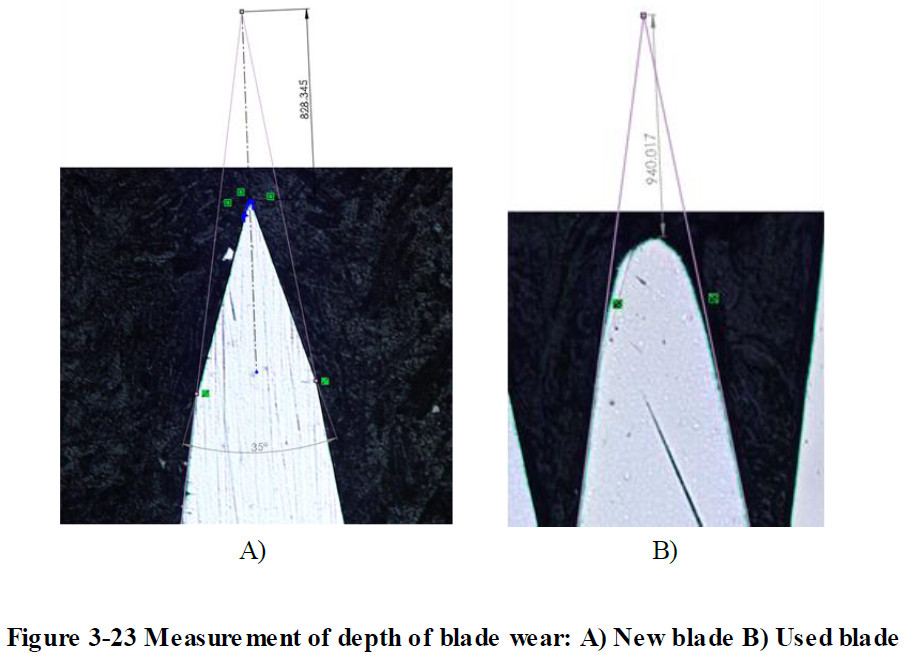
Cutting ability is the overall energy required for completing a cut, while sharpness is the energy required for cut “initiation” which correlates strongly with the edge tip width or radius. Higher sharpness increases cutting ability. Lower edge angle or thickness behind the edge increases cutting ability independent of sharpness. You can read more in this article on sharpness vs cutting ability. The CATRA edge retention tester measures cutting ability, not sharpness. So while the cutting ability is reduced throughout the test by a reduction in sharpness, it is not actually measuring sharpness. This is important when comparing tests with different edge angles as the cutting ability is different independent of sharpness. You can see the change in edge tip radius/width with sharpness loss below [4]:
CATRA Test Data
A major knife company with a CATRA tester recently agreed to send me a large amount of their test data. They performed tests on a wide range of steels, including, but not limited to:
410, 420, 440A, 440C, 9Cr18Mo, AEB-L, ATS-34, ATS-55, AUS-6, AUS-8, AUS-10, BD1, BD30P, BG-42, S30V, S35VN, S60V, S90V, S110V, S125V, CPM-M4, Cru Wear, CTS-204P, CTS-20CP, Elmax, Maxamet, 20CV, VG-10, Vanax 35, CTS-XHP, ZDP-189, 154CM, CPM-154, Cronidur 30, H1, 12C27, and D2.
They tested steels with hardness values from 46-69 Rc and edge angles from 20-61°. There is a dizzying amount of data and not all of the tests can be easily compared with each other. All of the test reports include the steel type, most of the tests included the edge angle that it was sharpened to, about half of the data includes the hardness of the steel, some of the tests included the sharpening procedure (such as the grit of the sharpening medium), and none included measurements of the thickness behind the edge. The tests were performed over many years and there isn’t one edge geometry and sharpening procedure that goes across all tests that allows one to create a simple ranking for steel types. Therefore, due to those sources of variability and incomplete information, along with the company’s desire to keep some of the benefits of very expensive and time consuming testing proprietary, I will not be listing a simple ranking of the steels that were tested. They have been using a standard test mule and sharpening procedure since March 2016 which makes recent data more consistent.
Edge Angle
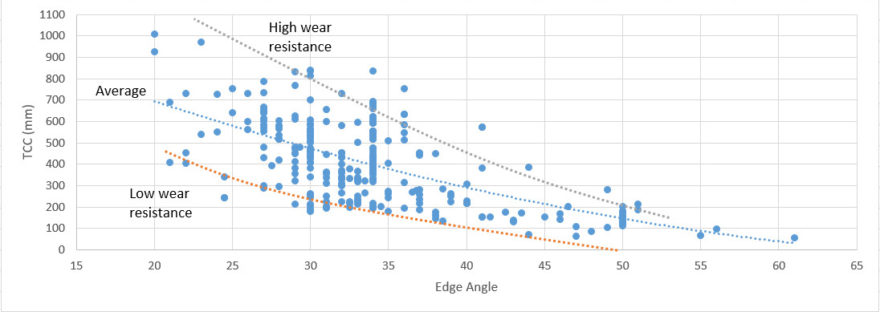
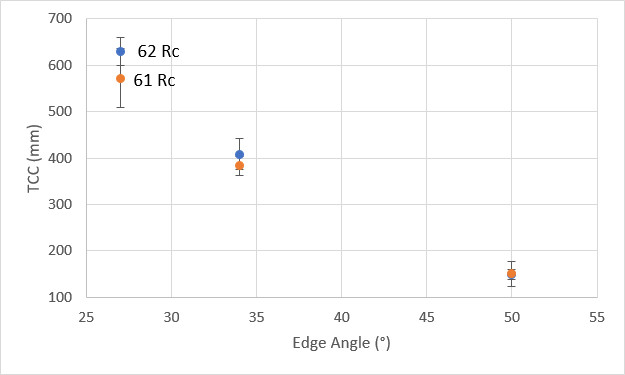
Similar to the previously published 154CM study, a strong effect of edge angle was also seen in this broad set of tests:
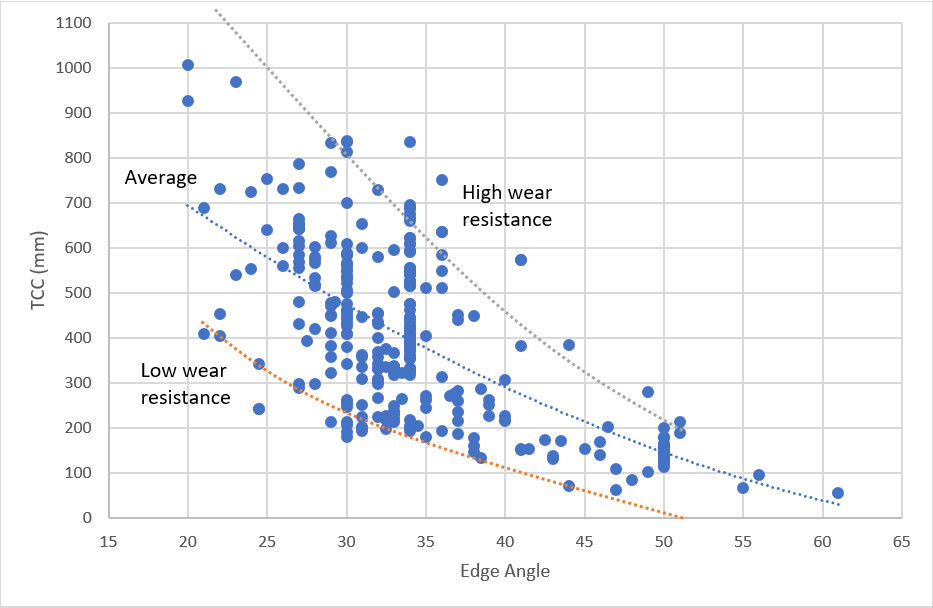
While it isn’t possible to compare tests on one steel with a 55° edge angle with another that has a 20° angle, within a give edge angle there is certainly an effect of steel and/or heat treatment. For example, looking only at 30°, there is a range of total cardstock cut (TCC in mm) from about 180 all the way to 850. It is apparent that the difference between the high wear resistance and the relatively low wear resistance steels increases with lower edge angles. In other words, if a very obtuse edge is used then even the “super” steels don’t cut very much cardstock.
Microstructure Features
Carbides
As discussed earlier, the volume fraction of carbide is important for overall wear resistance. Unfortunately, the volume and type of carbides present in a heat treated steel is not always known. In many cases there are values reported in different journal articles or datasheets but this is often for only one heat treatment. However, what experimental values are available is better than nothing, and is at least qualitatively useful if not 100% accurate to the heat treatment and specific steel composition utilized in whatever testing was performed. I used all values of which I am aware for the steels that were tested from a variety of sources [3,5-16]. It is also possible to calculate carbide fractions with Thermodynamic software like JMatPro or ThermoCalc but I have restricted this article to the discussion of experimentally reported carbide content. Using the calculated carbide fractions allows a comparison between all of the steels but experimental values are more accurate.
Carbide Volume
Many stainless steels were tested which is probably expected as corrosion resistance is common in typical consumer knives. Many stainless steels contain primarily chromium carbide with little others so analysis on the effect of carbide volume fraction can be relatively simple. Another good comparison is with steels that have a combination of chromium carbide and vanadium carbide. Here is carbide volume versus TCC for 34° edges using experimentally reported carbide volume:
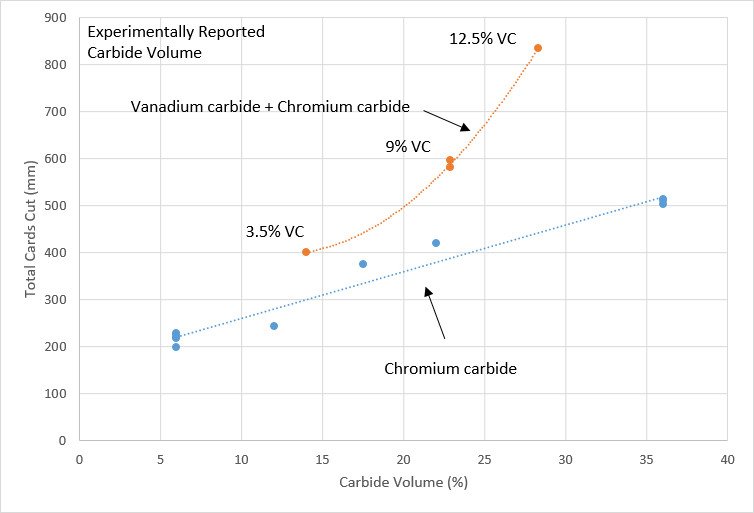
As expected, as the volume of chromium carbide increases the TCC increases due to the superior wear resistance that comes from the greater amount of hard carbides from a steel with very low volume of chromium carbides up to a steel with a high volume of chromium carbides. We get a fairly linear increase in edge retention with chromium carbide volume.
Carbide Type
Unfortunately there wasn’t a clean set of tool steels with vanadium carbide alone for a similar analysis with vanadium carbide. A similar progression with 3V, 4V, 10V, and 15V would provide a similar trend but show the effect of vanadium carbides instead. However, there is a range of vanadium containing steels with both Cr-carbides and V-carbides to see that the harder vanadium carbides are better at contributing to slicing edge retention than Cr-carbide.
The label next to the datapoints indicates the amount of vanadium carbide (VC) while the x-axis overall carbide volume includes the additional Cr-carbides. As is clear from that image, vanadium carbides are more effective at improving slicing edge retention than chromium carbides in the CATRA test. It requires a much higher overall carbide volume of chromium carbide to match a steel that contains a significant amount of vanadium carbide. It is obvious that the higher hardness of vanadium carbide leads to superior wear resistance in this test.
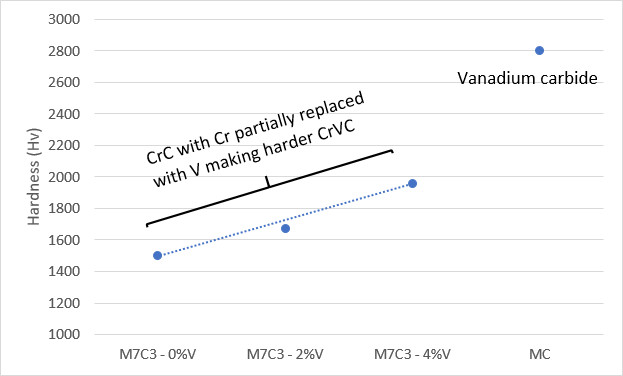
Another important factor that is difficult to plot on a simple chart is the effect of other elements on certain carbides. For example, when vanadium is added to a high chromium steel, instead of a simple Cr7C3 carbide, some of the Cr is replaced by V and M7C3 carbide is formed instead where the M can be either Cr or V. I refer to these as CrC and CrVC in this article for simplicity though those are not technical terms. When the Cr is partially replaced by V then the hardness of the carbide is increased though not to the extent of a “pure” VC carbide. The chart below shows the change in hardness of CrC (M7C3) with vanadium content of 0, 2, and 4% where the hardness of M7C3 increases with vanadium content. This is important with steels like S60V, Elmax, or M390 where the very high chromium content means very little actual VC carbide is formed but the vanadium increases the hardness of the chromium carbides. Here is a figure showing the effect of vanadium on the hardness of chromium carbides [17]:
Carbide Size
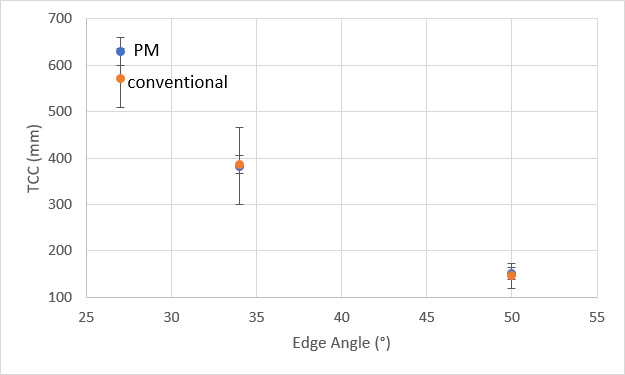
There was a relatively extensive comparison between conventional and powder metallurgy steels in CATRA between 154CM and CPM-154 in our previous article on CATRA testing. There was a slight advantage to the powder metallurgy version but primarily because the hardness was slightly higher for the CPM version. In the CATRA test at least there does not appear to be an advantage for powder metallurgy steels.
Regression Analysis
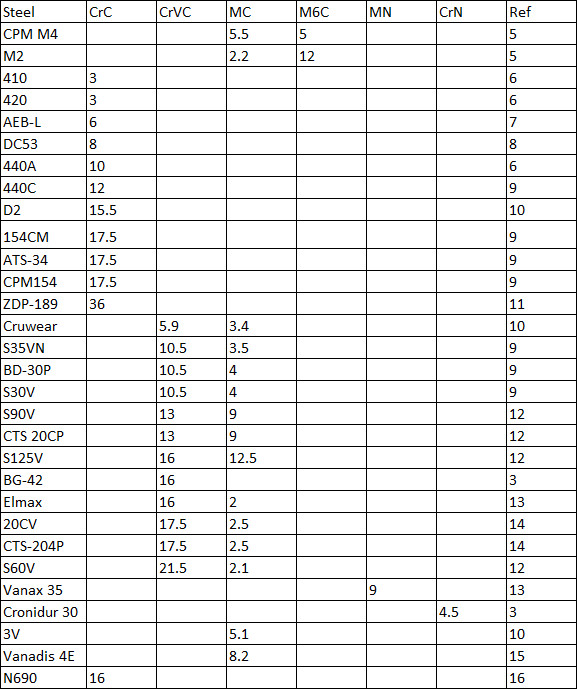
Using the entire dataset a simple linear regression can be created which is an equation that predicts the TCC of a given steel given a set of parameters. I used carbide volume of each carbide type, hardness, and edge angle. I simplified the two chromium carbide types (Cr7C3 and Cr23C6) into a single carbide labeled as CrC, but did differentiate with steels that have >1% vanadium and labeled those vanadium-enriched chromium carbides as CrVC. M6C refers to high speed steel carbides where the M can be Mo, W, etc. MC is generally vanadium carbides (VC) though the M can also refer to Nb, Fe, etc. MN is usually vanadium nitrides though can also be niobium nitrides. In the chart below “Ref” is short for reference and each number corresponds to the source cited at the bottom of the article where the carbide information came from. The calculated equation is as follows:
TCC (mm) = -157 + 15.8*Hardness (Rc) – 17.8*EdgeAngle(°) + 11.2*CrC(%) + 14.6*CrVC(%) + 26.2*MC(%) + 9.5*M6C(%) + 20.9*MN(%) + 19.4*CrN(%)
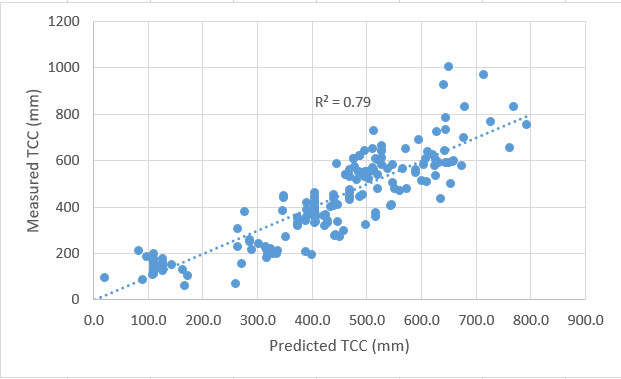
The regression does a good job at predicting the TCC based on the carbides, hardness, and edge angle. The regression achieves a very good R2 of 0.79. R2 is a statistical measure of how well a line is fitting a dataset where 1.0 is perfect and 0.0 is no correlation. Those handful of datapoints that are in the 900-1000 range that are above the others are knives with very low edge angles, which is likely due to a non-linear effect of edge angle; the effect of edge angle becomes stronger at low angles so the effect is better captured with a curved line. When using a non-linear coefficient for edge angle R2 improves to 0.83.
Testing the Regression
A good test of a regression equation is to use it on an independent dataset, so here I plotted the predicted TCC for each of the steels tested by Bohler-Uddeholm [18] compared with the reported values:
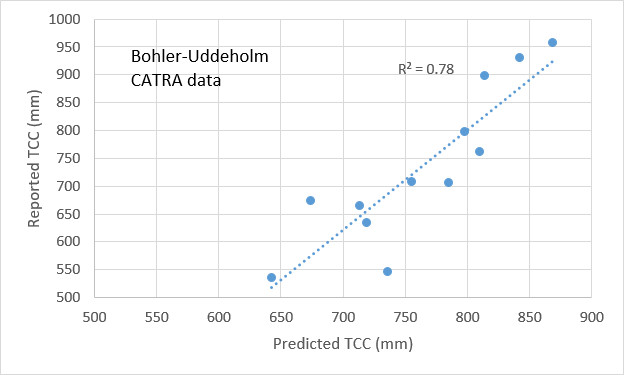
The Bohler-Uddeholm tests included several steels that were in the analyzed dataset but also N690, Vanadis 4 Extra, and 3V which were not. I used an edge angle of 15° since Bohler-Uddeholm didn’t report edge angle and that value seemed to be the closest. That is a lower edge angle than anything in the dataset analyzed in this article but it appears that the regression still predicted TCC based on steel and hardness well. Alternatively they could have used a higher edge angle but a very thin edge leading to somewhat higher TCC values than in this dataset. Regardless, the regression is predicting edge retention based on steel and hardness well. The biggest outlier was the 154CM/ATS34 steel which underperformed relative to its expected edge retention. That is likely due to experimental variability as in the dataset analyzed in this article 154CM performed better relative to 440C than in the Bohler-Uddeholm study.
Which Steel Has the Best Edge Retention?
To answer the question at the top of the article I have to use the calculated regression, because the potential answers were not tested in this dataset. The regression allows us to make comparisons between steels as long as we know the carbide fractions. As we see in the regression, to maximize edge retention (with a constant angle), we need to maximize hardness and vanadium carbide volume. In the table below I have included predicted edge retention for maximum edge retention stainles steel (S125V), tool steel (15V), and high speed steel (Rex 121). This is not including certain steels which have been published in patents but never produced for sale like 18V.
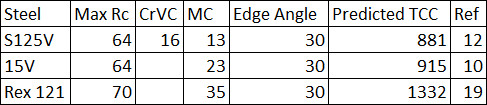
Rex 121, with its very high hardness and incredibly high MC carbide fraction, has a very high predicted TCC value. Despite having “only” 9.5% vanadium in Rex 121, the high Mo and W reportedly increases the MC fraction, forming a complex Mo-W-V carbide [19]. When the answer to any steel-related question is Rex 121 I start to wonder why I was asking the question in the first place. The grindability, toughness, sharpenability, etc. of Rex 121 are all incredibly poor, because those properties are generally inversely correlated with edge retention. That is why this article (and Part 2) focuses primarily on what controls edge retention. When we understand what variables control different properties, then we can design or select steels with the right balance of properties for our intended use. Edge retention is just one of those properties. I’m not sure I personally care which steel has the very highest edge retention but I did promise an answer to the question so here it is.
Update 6/11/2019: Since the publication of this article I took my own micrographs of Rex 121. I calculated 32% carbide volume which is less than the 35% from the article I cited above. Also, ThermoCalc estimates 24.5% MC and 6% M6C, rather than all MC like was claimed in that journal article. Based on those two pieces of information I think my original predicted TCC is too high for Rex 121, I would adjust my original calculation to 1135 mm instead.
Summary
The CATRA test tells us the loss in cutting ability during slicing of highly abrasive media. It is highly affected by edge geometry and therefore we can’t necessarily simplify the test to a comparison of different steel + heat treatment combinations without maintaining all other variables the same. Reducing the edge angle (20° edges cut longer than 50° edges) strongly improves cutting ability and the CATRA TCC values indicating higher overall edge retention. There is a stronger difference between high and low wear resistance steels at low edge angles than at high edge angles primarily because with high edge angles the knives cut much less cardstock. With a fixed edge angle of 30° there were steels that cut from 180 mm all the way to 850 mm TCC, showing that steel also has a strong effect on edge retention. The steel with the highest slicing edge retention has the maximum amount of vanadium carbide and it is heat treated to a high hardness. Therefore among available knife steels we would expect a steel like 15V or Rex 121 to have the best slicing edge retention because of the high MC carbide volume. Next is Part 2 where we will analyze the edge loss behavior that we see in the CATRA test and why we get the values that we do in the calculated regression equation.
[1] Theisen, W. “Hartphasen in Hartlegierungen und Hartverbundstoffe.” (1998).
[2] Pinnow, Kenneth E., William Stasko, and John Hauser. “Corrosion resistant, high vanadium, powder metallurgy tool steel articles with improved metal to metal wear resistance and a method for producing the same.” U.S. Patent 5,936,169, issued August 10, 1999.
[3] Kajinic, Alqjz, Robert B. Dixon, and Brian A. Hann. “Wear and corrosion resistant PM tool steels for advanced bearing applications.” In Bearing steel technology. ASTM International, 2002.
[4] Adamovsky, Michael Francis Anthony. “The Effect of Cutting Blade Geometry and Material on Carbon Fiber Severing as Used in High-Volume Production of Composites.” (2015).
[5] Roberts, George Adam, Richard Kennedy, and George Krauss. Tool steels. ASM international, 1998.
[6] https://matdata.asminternational.org/mgd/index.aspx
[7] https://knifesteelnerds.com/2018/03/16/micrographs-of-niolox-cpm-154-and-aeb-l/
[8] Chiu, Liu Ho, Huan Chen Liao, Shou Chi Lin, Yeong Tsuen Pan, and Horng Yih Liou. “Carbide distribution effect on wear behavior of cold work tool steels.” In Advanced Materials Research, vol. 567, pp. 240-243. Trans Tech Publications, 2012.
[9] https://www.crucible.com/PDFs%5CDataSheets2010%5CdsS35VNrev12010.pdf
[10] Pinnow, Kenneth E., and William Stasko. “Wear resistant, powder metallurgy cold work tool steel articles having high impact toughness and a method for producing the same.” U.S. Patent 5,830,287, issued November 3, 1998.
[11] Shen, Weijun, Bo Nan, Weilin Wang, Linping Yu, Qiankun Zhang, Yuehui He, Xiaolin Huang, and Guozhu Yuan. “In situ synthesis and strengthening of ultra high-carbon martensitic stainless steels in addition of LaB6.” Journal of Alloys and Compounds 738 (2018): 363-371.
[12] Pinnow, Kenneth E., William Stasko, and John Hauser. “Corrosion resistant, high vanadium, powder metallurgy tool steel articles with improved metal to metal wear resistance and a method for producing the same.” U.S. Patent 5,936,169, issued August 10, 1999.
[13] Almström, Linda, and Camilla Söderström. “Alternative materials for high-temperature and high-pressure valves.” (2010).
[14] Gornik, Christian, and Jochen Perko. “Comprehensive wear study on powder metallurgical steels for the plastics industry, especially injection moulding machines.” In Materials science forum, vol. 534, pp. 657-660. Trans Tech Publications, 2007.
[15] Sandberg, Odd, Lennart Jönson, and Magnus Tidesten. “Cold work steel and manufacturing method thereof.” U.S. Patent 7,909,906, issued March 22, 2011.
[16] I used the “point counting” method to determine the carbide volume fraction using a micrograph supplied by Sandvik.
[17] Wilmes, S., and G. Zwick. “Effect of niobium and vanadium as an alloying element in tool steels with high chromium content.” The Use of Tool Steels: Experience and Research 1 (2002): 227-243.
[18] This Bohler-Uddeholm CATRA data is no longer available on the bucorp website. I have attached it here: Bohler-Uddeholm CATRA Data.
[19] Aisman, D., K. Rubesova, and B. Masek. “Semi-solid processing and its as yet unexplored potential.” In IOP Conference Series: Materials Science and Engineering, vol. 118, no. 1, p. 012020. IOP Publishing, 2016.
So
crossed-cylinder wear test
Has better correlation
I think both have problems with correlating with edge retention. Cross-cylinder wear test shows too much improvement with vanadium carbides, and pin-on-table abrasion resistance doesn’t show enough.
A tremendous amount of data analysed and clearly explained, one of the best readings on the topic I can remember – thank you so much Larrin.
Thanks!
Thanks to you and your contributors for making this work available to us Larrin.
Hi,
According to “carbide-hardness.jpg”
Alumina matches Chromium-Vanadium carbides ?
Thanks
Yes.
Super interesting.
Does more wear resistance means better edge retention?
Yes, unless the knife is chipping