Thanks to Phil Zhou for becoming a Knife Steel Nerds Patreon supporter! I’ve started posting early test results for things like heat treatment experiments, retained austenite measurements, etc. on Patreon. The data will eventually be posted to this website, but if you want to see it as it comes then get on Patreon.
52100 History
52100 is a relatively simple steel with 1% carbon and 1.5% chromium, and small amounts of Mn and Si. 52100 steel has been in use since at least 1905 [1]. It was developed for use in bearings. High carbon steels (0.8-1.0% C) were primarily used until the late 1800’s or early 1900’s [2], after which chromium additions to bearing steels were being made. 1% Cr steels have been used in bearings since at least 1903 [1]. These early chromium-alloyed bearing steels were produced in Germany by Fichtel & Sachs and by Deutsche Waffen- und Munitionsfabrik [1]. French-produced chromium steels were also used in bearings in a similar time period [2]. 52100 continues to be the most used bearing steel [3], so the steel design has certainly stood the test of time. The steel goes by many other names such as 100Cr6, 1.3505, GCr15, En31, and SUJ2.
Update 5/8/2019: Nick Dunham posted the following about the history of the SAE designation of 52100 (the name came later than the steel, of course):
It appears that in 1919, the SAE Iron & Steel Division decided to replace 5295 with 52100 as part of their seventh report [1].
5295, in turn, was introduced as 52-95 in the third report (1912) [2], and dashes were removed in the fifth report (1913-1914) [3]. It was a bearing steel from the beginning – the third report says of 51- and 52- series chromium steels, “the use of this type of steel is restricted almost entirely to ball and roller bearings.” [2]
The third report was also the introduction of the two-digit series prefix [2]; in the first and second reports (1911), only two-digit codes were used, numbered 1-23 (including cast iron). No chromium steels were listed [4]. This is not to say that chromium steels did not exist yet, but merely that the SAE specifications did not exist yet.
[1] SAE Journal c1 v4 (1919) https://babel.hathitrust.org/cgi/pt?id=chi.42517057;view=1up;seq=454
[2] SAE Transactions v7 (1912) https://babel.hathitrust.org/cgi/pt?id=coo.31924058349105;view=1up;seq=75
[3] SAE Bulletin v5-6 (1913-1914) https://babel.hathitrust.org/cgi/pt?id=umn.31951d00031403a;view=1up;seq=638
[4] SAE Transactions v6 (1911) https://babel.hathitrust.org/cgi/pt?id=mdp.39015010782301;view=1up;seq=78
End Update
Ed Fowler is owed some credit in popularizing 52100 as a knife steel in modern times. He has produced many knives in 52100 and wrote extensively about its virtues in Knife Talk columns in blade magazine. Ed was introduced to 52100 in the form of ball bearings sent to him by Wayne Goddard [5], another influential knifemaker who regularly wrote for Blade magazine. Because bearings were a relatively common form of high carbon scrap steel, its use in knives extends back much further, of course. Knives produced as far back as the 1940’s in 52100 have been reported, including knives by William Scagel [6].
52100 Design
The obvious difference between 52100 and other high carbon steels used by forging bladesmiths is its high chromium content of 1.5%. The Cr addition is made for several reasons, which I have described below.
Quench Speed
One purpose of the Cr addition is for “hardenability,” a measure of how fast steel must be quenched from high temperature to achieve full hardness. A simple carbon steel such as 1095 requires a very fast water quench to fully harden, where a hard steel phase called martensite is formed. 1095 has nearly 1% carbon like 52100 but without the chromium addition. If quenched in slow oil or allowed to air cool, then some amount of “pearlite” forms which reduces the hardness of steel relative to full martensite. Pearlite is a combination of 0.02 wt% carbon ferrite and 6.67 wt% carbon cementite (Fe3C) that forms in alternating bands, so with a simple carbon steel the carbon must diffuse over a short distance for the bands of ferrite and cementite to form. Chromium is also enriched in the cementite, so in a chromium-alloyed steel the chromium must also diffuse into the cementite to form pearlite. Chromium is a much larger atom than carbon so it diffuses more slowly. Therefore with a chromium addition pearlite formation is suppressed and hardenability is increased.
This hardenability effect can be seen with a Time-Temperature-Transformation (TTT), also called Isothermal Transformation (IT) graph where the “nose” of the transformation (labeled as ferrite+carbide) is pushed to longer times in 52100 relative to 1095. This allows bearings to be fully hardened so that they have sufficient strength and therefore resist deformation during use. The core of a bearing cools slower than the surface during quenching, so the higher hardenability allows larger bearings to be used. 52100 is still not a high hardenability steel, however, and is not considered a true “oil hardening” steel like O1 (as opposed to water hardening). For large bearings requiring higher hardenability, modified versions of 52100 were developed. A higher Mn version was introduced in the mid-1930s, and a Mo-alloyed version after WWII [7]. However, neither of those versions have seen significant use in knives.
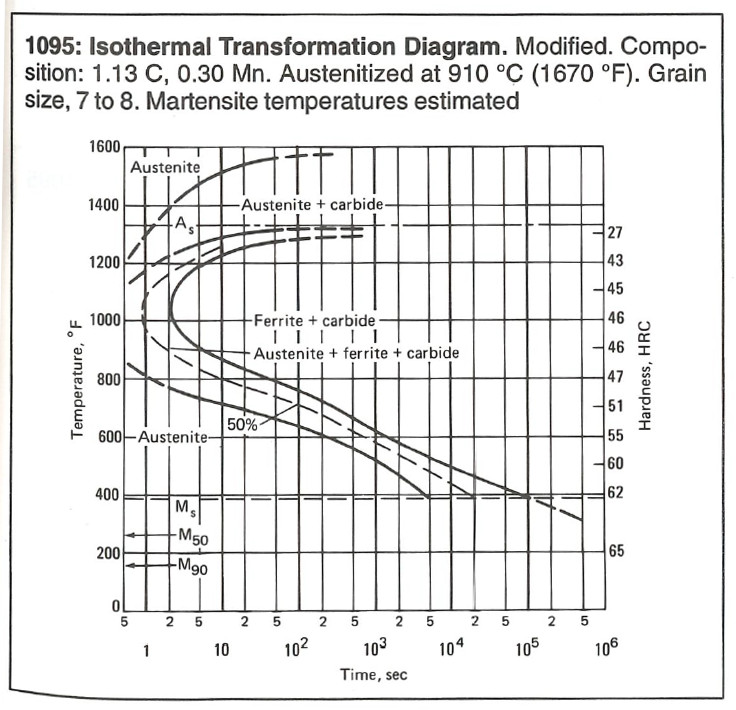
The “nose” of the curve in the TTT for 1095 actually extends off the chart because the time is so short. Very fast quenching is required to avoid soft pearlite
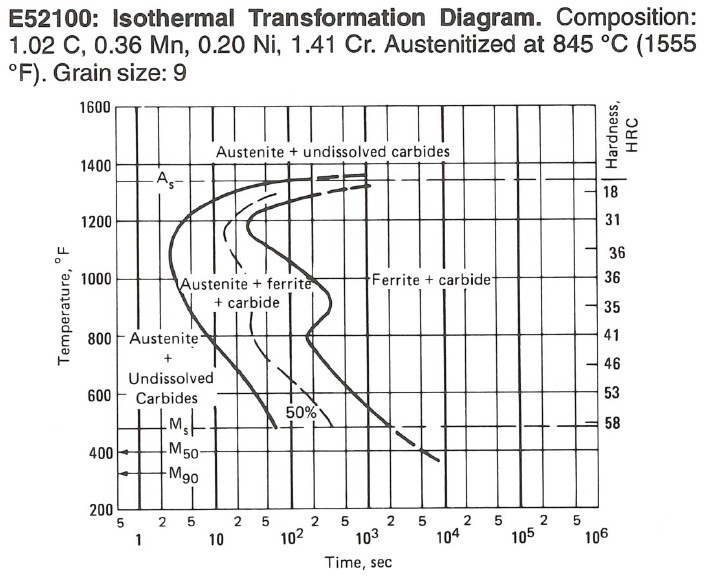
The “nose” of the 52100 TTT is at about 3 seconds, allowing less severe quenching to achieve full hardness
Effect of Chromium on Carbide Size
Carbides are hard particles in steel that improve wear resistance but reduce toughness or resistance to cracking. Therefore, greater amounts of carbides are desirable for applications that require high wear resistance. Applications requiring high toughness usually need the carbides to be as small as possible and to have a small volume fraction of them. A typical high carbon steel like 1095 forms hard particles of iron carbides called cementite, with three iron atoms for every carbon atom: Fe3C. High chromium steels form a chromium carbide such as Cr7C3 or Cr23C6. Some erroneously believe that 52100 forms one of those chromium carbide types. However, it does not have sufficient chromium to form those types of carbides. Some of the chromium is instead enriched in the cementite, forming M3C where M can refer to either iron or chromium. The cementite in 52100 contains about 9 wt% chromium [8].
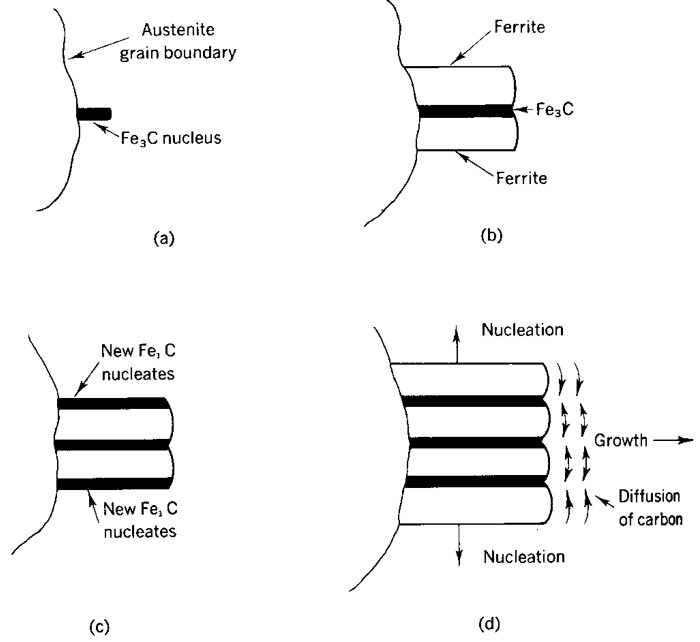
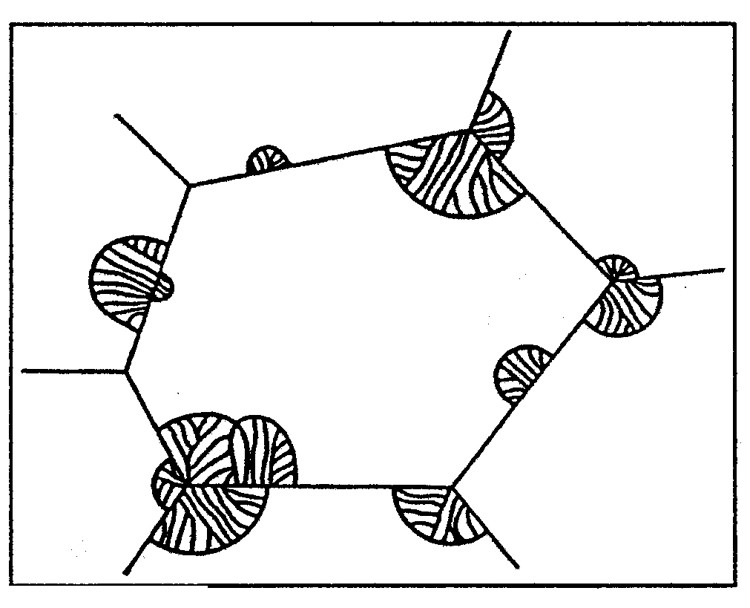
The addition of Cr helps to reduce the carbide size. Smaller carbides means better toughness and resistance to fracture. 52100 is known for its very small carbide size and high density of carbides, even when compared to other carbon and alloy steels like 1095. The carbide size is reduced by a similar mechanism to the increase in hardenability. Prior to delivering steel to the end customer, the steel is annealed to be soft for machining and to set it up for final heat treating. One method for annealing is to slow cool the steel from high temperature to form pearlite, followed by an intermediate temperature treatment where the pearlite structure is “spheroidized” to form small round carbides [9]:
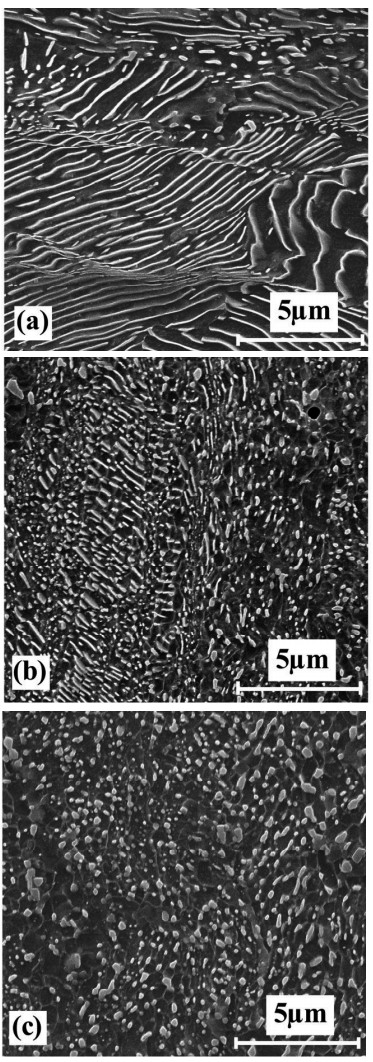
Because Cr is part of the carbides which diffuses more slowly than carbon, the spacing between cementite in pearlite is smaller, and then the rate of “spheroidization” and growth of the round carbides is reduced. Here are images [10] comparing 52100 (top) with 1095 (bottom), where the white particles are carbides. The 1095 is quite fine, but the 52100 has a greater density of carbides and the maximum carbide size is smaller than 1095.
52100
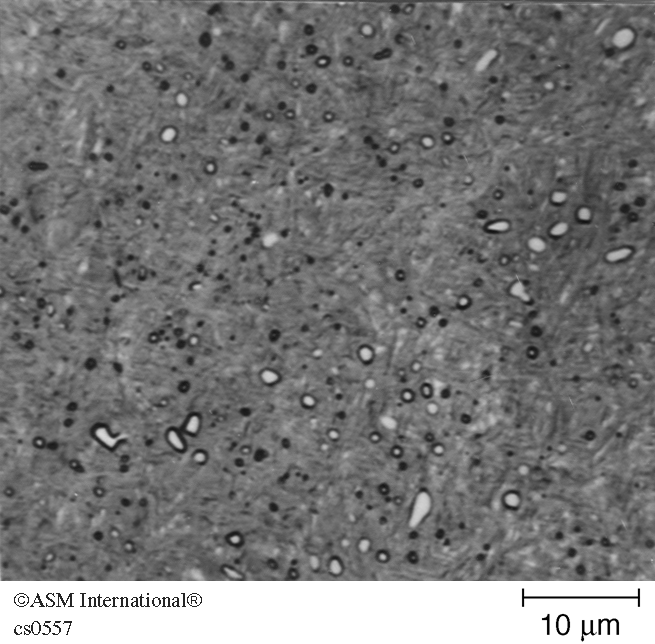
1095
Carbide Fraction and Carbon in Solution
When comparing steels at the same high hardening temperature but with increasing carbon content, the amount of carbon in solution remains constant but the amount of carbide increases. You can see that by looking at the iron-carbon phase diagram below; the black circle on the line represents the carbon in solution which does not change with increasing carbon content. However, with higher carbon the line extends further into the “austenite + cementite” field indicating that more cementite is present.
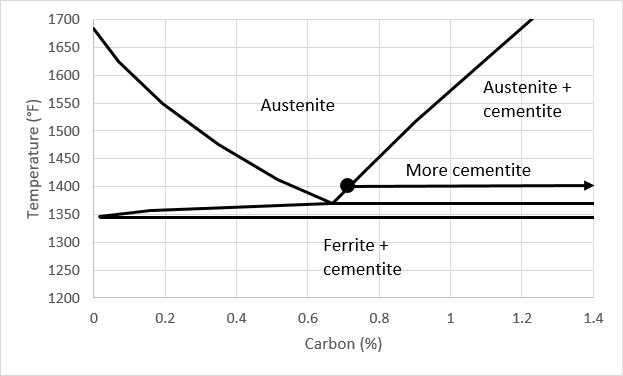
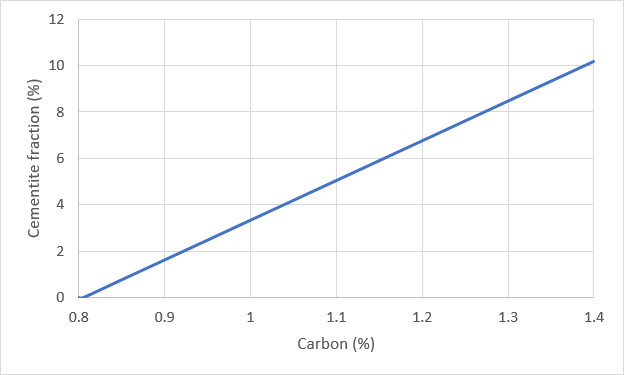
The phase diagram represents the microstructure of steel at different carbon contents and temperatures. At a temperature of 1400°F, at a carbon content between about 0.55-0.7% the steel is in the “austenite” region where no carbides/cementite is present. If quenched from that temperature the final microstructure is hard martensite without carbides. If the carbon content is increased above 0.7% then carbides are present at the high temperature, resulting in a final microstructure of martensite with carbides. The carbides contribute to wear resistance. The more carbon is added above 0.7% the higher the amount of carbide is present:
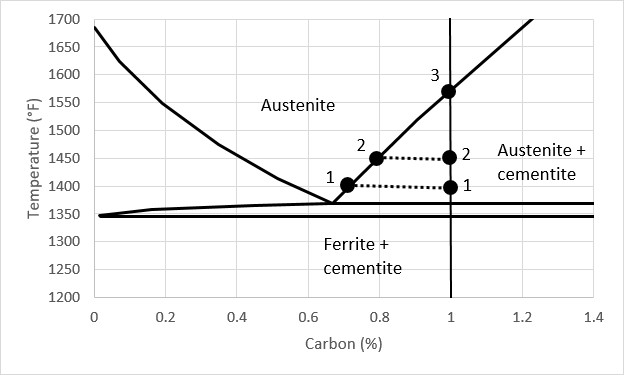
The amount of carbon “in solution” to contribute to hardness remains the same at a fixed temperature despite the increasing bulk carbon content, because the carbon is contributing to carbide formation. However, if the temperature is increased then the carbon in solution goes up along the line. If we look at a 1% carbon steel at 1400°F (point 1) there is the same 0.7% carbon in solution as a steel with any other steel with carbon greater than 0.7%. Dotted lines show the carbon in solution vs the bulk composition of the steel. At 1450°F there is 0.8% carbon (point 2), and 1% carbon in solution at about 1570°F (point 3). The length of the dotted line shortens with increasing temperature indicating that the amount of carbide is decreasing, until point 3 where no more carbide is present and it has reached the “austenite” field:
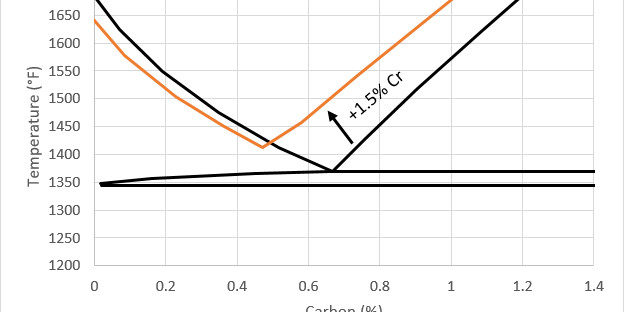
The addition of 1.5% Cr shifts the position of the iron-carbon phase diagram, to higher temperatures and lower carbon contents:
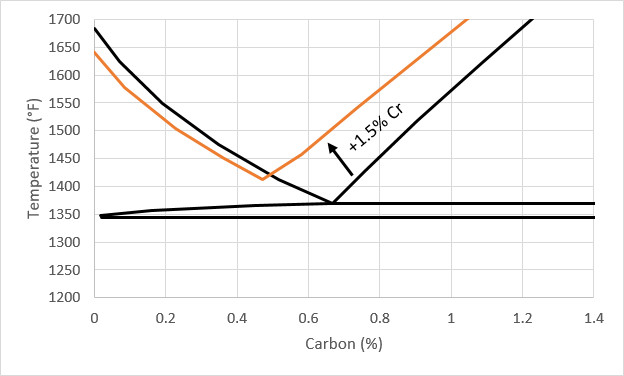
The shift in the phase diagram means that for the same bulk carbon content, there is less carbon in solution and a greater volume fraction of carbide. This is why the recommended hardening/austenitizing temperatures of 52100 is higher than 1095, usually 1550°F rather than 1475°F. The reduction in carbon in solution vs 1095 helps improve toughness, as carbon above about 0.6% in solution leads to plate martensite which reduces toughness. Experimentally, 52100 has about 0.63% carbon in solution with a hardening treatment from 1550°F [11] which provides maximum hardness without forming plate martensite. Lower hardening temperatures further reduce the carbon in solution for better toughness. You can read more in this article about the hardness of steel. The increase in carbide fraction also improves the wear resistance of 52100, where heat treated 52100 has around 6-10% carbide volume [12], and 1095 has approximately half that.
Ease in Forging, Quenching, and Heat Treating
With its low chromium content relative to air hardening steels like A2 or D2, 52100 is a good choice for forging. It does not have carbides present at forging temperatures like those air hardening steels which means it moves more easily under the hammer. Its medium-low hardenability also makes it a good choice. The low hardenability of 1095 means water or very fast oil is required for quenching, while 52100 is more forgiving with slower quenches. Slower quenches reduce the risk of warping and quench cracking. A more hardenable steel like O1, or air hardening steels, are very forgiving from this standpoint, but that makes them difficult to anneal without a controlled temperature furnace. Those steels are also difficult or impossible to normalize as they will harden when cooled in air, rather than forming the desired pearlite. High hardenability steels are also more likely to crack when forging at lower temperatures, or simply when cooling to room temperature after forging. Therefore, the level of hardenability in 52100 is a good compromise for flexibility in quenching while still being possible to normalize and anneal with simple cycling. The increased temperature and time required for austenitizing relative to simple carbon steel, however, makes austenitizing more difficult when heat treating in a forge or with a torch rather than a PID-controlled furnace.
Heat Treatment of 52100
We now have a separate article about how to best heat treat 52100.
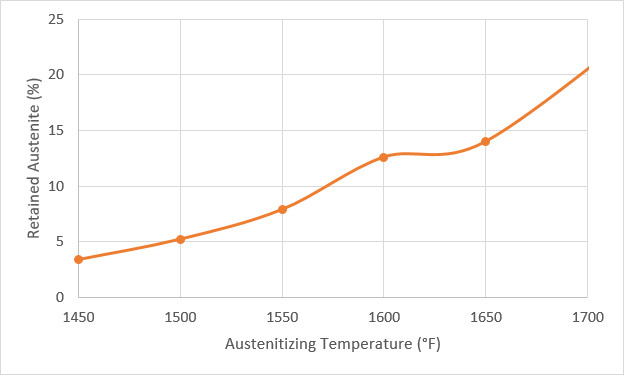
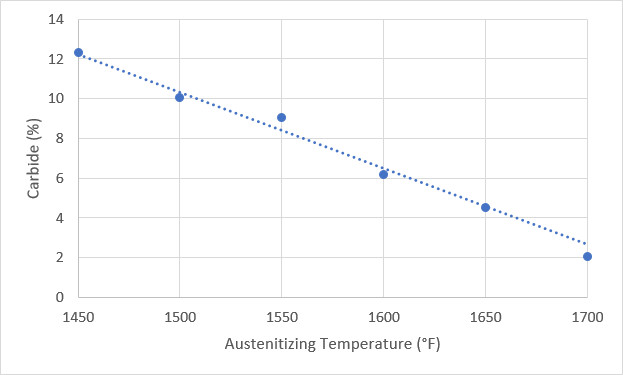
As discussed above, increasing the hardening/austenitizing temperature of 52100 leads to an increase in carbon in solution and a decrease in carbide fraction. That is seen experimentally as well, though numbers are somewhat different than those predicted by the phase diagrams, as those predictions are for an infinite hold time at temperature, as opposed to the 10-30 minutes used in heat treating. As the carbon in solution increases, the amount of retained austenite after quenching also increases. You can read about why in this article about cryogenic processing of steel. The peak in hardness comes from an austenitizing temperature of about 1650°F; above that excessive retained austenite forms which reduces hardness. Here is retained austenite and carbide volume vs austenitizing temperature [8]:
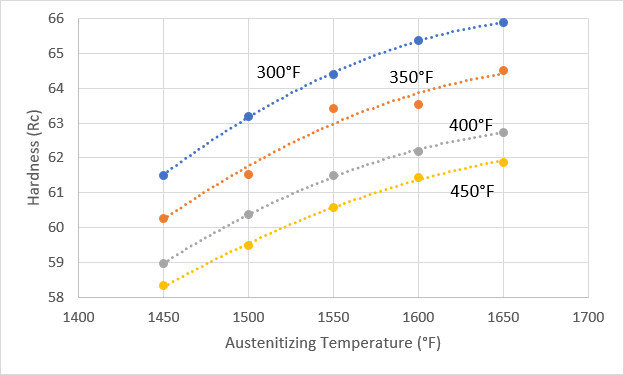
With lower tempering temperatures and higher austenitizing temperatures, hardness is increased. Using 1650°F and 300°F results in approximately 66 Rc [8], though that condition likely also leads to relatively low toughness. A typical heat treatment of 1550°F austenitizing and 400°F tempering results in about 61.5 Rc. Many knifemakers use 1475°F and 400°F, which would lead to about 59.5 Rc. I’m not exactly sure why they use 1475°F, perhaps it comes from copying recommended heat treatments from 1095. Knifemakers, like many other people, like round numbers, so an austenitizing temperature that leads to the round number of 60 Rc after a nice round number temper of 400°F is probably appealing.
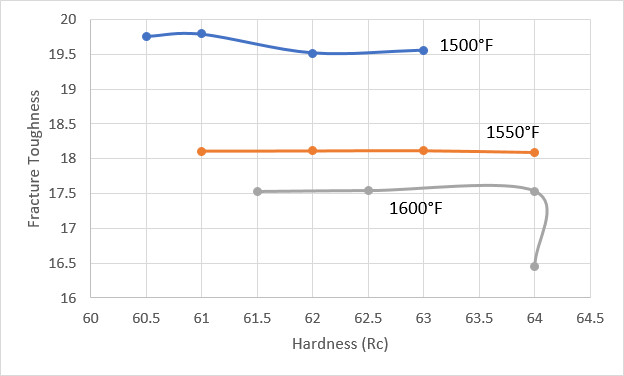
Using lower austenitizing temperatures can lead to improved toughness, which you can read about in this article on austentiizing. Typically, it is better to reduce both the austenitizing temperature and the tempering temperature, rather than to maintain the same austenitizing temperature and increasing the tempering temperature. One reason is because the carbon in solution is reduced when the austenitizing temperature is lower, as described above. Another concern is the “tempered martensite embrittlement” (TME) range when tempering too high, you can see a drop in toughness in the figure below when using a tempering temperature of 230°C (450°F) You can read more about TME in this article on silicon additions, an element that minimizes embrittlement. You can see the improved toughness of 52100 with lower austenitizing temperature in this figure [11]:

Increasing the austenitizing temperature also increases hardness, but even when the toughness is plotted vs hardness, the improvement with lower austenitizing temperature still holds. I removed the as-quenched and 230°C tempered conditions because those conditions had poor toughness:
Triple Quenching
Ed Fowler also popularized “triple quenching” of 52100, a process by which the steel is austenitized and quenched multiple times for grain refinement and improved toughness. 52100 isn’t particularly any more well suited for triple quenching than other low-alloy steels but 52100 is often connected to it so it is worth mentioning. I wrote about how multiple quenching works and its potential benefits in this article. We also performed triple quenching on CruForgeV and tested its toughness but did not find an improvement, which you can read about in this article.
Austempering and Bainite
52100 is relatively well suited for austempering to form bainite, as opposed to forming martensite with a quench and temper heat treatment. Austempering involves quenching to an intermediate temperature, such as 500°F and holding there for minutes or hours, which leads to the formation of bainite which is a phase that is similar to tempered martensite but with somewhat different properties. There is some evidence to indicate that bainite has greater toughness than tempered martensite. You can read more about bainite and some experiments that have been performed on 52100 in this article on austempering. When steels have high hardenability, austempering takes too long to be feasible. To reach high hardness levels, relatively high carbon content is necessary with austempering. So 52100 has a good combination of high carbon and medium hardenability for ease in austempering.
Toughness of 52100
Despite all of the studies on 52100, it is somewhat difficult to find good comparisons in terms of toughness relative to other steels. Many of the studies focus on 52100 itself, as it is the starting point being the most commonly used bearing steel. Tool Steels [13] rates 52100 as a “4” out of 10, which is similar to A2, and higher than O1, M2, and D2, and lower than L6 and shock resisting steels, according to the book. We will be testing a sample of 52100 soon to compare with our current toughness dataset. And if someone knows any good published comparative toughness numbers please send them to me. Using the Tool Steels ratings we can position 52100 within other steels with reported toughness values from Crucible [14][15][16][17]:

Edge Retention of 52100
Edge retention of 52100 is not particularly high, similar to other carbon and low alloy steels. The relatively low volume of carbide, plus the low hardness of cementite, means there are other steels with much higher wear resistance and slicing edge retention. In CATRA tests by Verhoeven [18], 52100 was found to have superior edge retention to 1086 and Wootz damascus, though not as good as AEB-L, a stainless steel. 1086 is a lower carbon steel for lower carbide volume, and AEB-L has harder chromium carbides, so the result makes sense. You can read more about how good the slicing edge retention of 52100 is in relation to other steels in the articles on CATRA edge retention: Part 1 and Part 2.
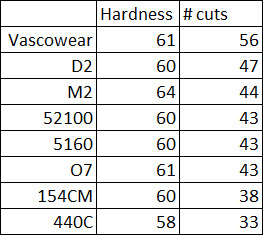
In rope cutting tests by Wayne Goddard [19], 52100 was found to have similar slicing edge retention to other 60 Rc steels; there was less effect of steel in his testing and hardness was the primary factor, though Vascowear (CruWear) was somewhat better:
Summary
52100 was developed in the early 1900’s, and first used in 1905. It was developed for use in bearings. It has been used in many knives, in part due to its good properties in forging and in part because bearings are an easy source of scrap steel. The chromium addition improves hardenability, and decreases the carbide size for an improvement in toughness. The chromium addition also means that 52100 requires higher austenitizing temperatures, and has a greater volume of carbide relative to a simple carbon steel for improved wear resistance. The combination of reduced carbide size but increased carbide volume fraction gives 52100 a good combination of toughness and wear resistance relative to other carbon and alloy steels. Lower austenitizing temperatures lead to improved toughness. The medium hardenability of 52100 means it is well suited for forging, and also a good candidate for austempering to form bainite.
[1] Hengerer F., “The History of SKF3,” Ball Bearing Journal 231, no. 1, pp. 2- 11.
[2] Stribeck, R. “Ball bearings for various loads.” Trans. ASME 29 (1907): 420-463.
[3] Yuki, Hiroshi, Miyu Sato, and Chikara Ohki. “Influence of Induction Heating Conditions on Quenched Structure of SUJ2 Steel.” ISIJ International 58, no. 9 (2018): 1735-1741.
[4] https://www.bladeforums.com/threads/question-about-52100.259561/
[5] Fowler, Ed. Knife Talk: The Art & Science of Knifemaking. Iola, WI: Krause Publications, 1998.
[6] https://www.bladeforums.com/threads/question-about-52100.259561/
[7] Cappel, Jürgen, Matthias Weinberg, and Rheinhold Flender. “The metallurgy of roller-bearing steels.” Steel Grips 2 (2004): 261-268.
[8] Stickels, C. A. “Carbide refining heat treatments for 52100 bearing steel.” Metallurgical Transactions 5, no. 4 (1974): 865-874.
[9] Nutal, Nicolas, Cedric J. Gommes, Silvia Blacher, Philippe Pouteau, Jean-Paul Pirard, Frédéric Boschini, Karl Traina, and Rudi Cloots. “Image analysis of pearlite spheroidization based on the morphological characterization of cementite particles.” Image Analysis & Stereology 29, no. 2 (2011): 91-98.
[10] https://matdata.asminternational.org/mgd/index.aspx
[11] Santiago, Rescalvo, and Jose Antonio. Fracture and fatigue crack growth in 52100, M-50 and 18-4-1 bearing steels. Diss. Massachusetts Institute of Technology, 1979.
[12] Stickels, C. A. “Carbide refining heat treatments for 52100 bearing steel.” Metallurgical Transactions 5, no. 4 (1974): 865-874.
[13] Roberts, G A, and Robert A. Cary. Tool Steels. Beachwood, Ohio: American Society for Metals, 1980.
[14] https://www.crucible.com/eselector/prodbyapp/tooldie/ketos.html
[15] http://www.crucible.com/PDFs/DataSheets2010/ds3Vv1%202015.pdf
[16] https://www.crucible.com/eselector/prodbyapp/tooldie/champloy.html
[17] http://www.crucible.com/PDFs/DataSheets2010/Data%20Sheet%204V.pdf
[18] Verhoeven, John D., Alfred H. Pendray, and Howard F. Clark. “Wear tests of steel knife blades.” Wear 265, no. 7-8 (2008): 1093-1099.
[19] https://sharpeningmadeeasy.com/edge.htm
I have a simple (and peripheral) question, but it’s always been something I’ve wondered about: when the term “ball bearing” steel is used does that include the races of the bearing or only the balls themselves? Thanks, in advance.
Many bearing races are also made from 52100 but of course do not have to be.
Thanks Larrin. That helps but, more specifically, what I was wondering is when a knife maker uses “ball bearing steel” salvaged from bearings (rather than purchasing 52100 directly from a steel supplier) does he/she typically use both balls and races or just balls?
Could be either.
Thanks again. That should satisfy my curiosity.
As always your discussion of these rather basic steels leads to a greater understanding of fundamental metallurgy for us… thanks so much!
Thanks, Andre. This was a pretty good sweet spot in terms of being uncomplicated but having relatively interesting metallurgy to explain.
Is 52100 magnetic ?
At room temperature it is.