
Thanks to the new Knife Steel Nerds Patreon supporters! Fikes Lee, Dennis Toland, mlknhny, Immenreiner, Robert Pearce, Andrew Lakey, and Scott Amstutz. It is thanks to your support that I can do experiments like the ones you find in this article.
YouTube Video
Here is a video version of the following information:
Composition and Effect of Nickel
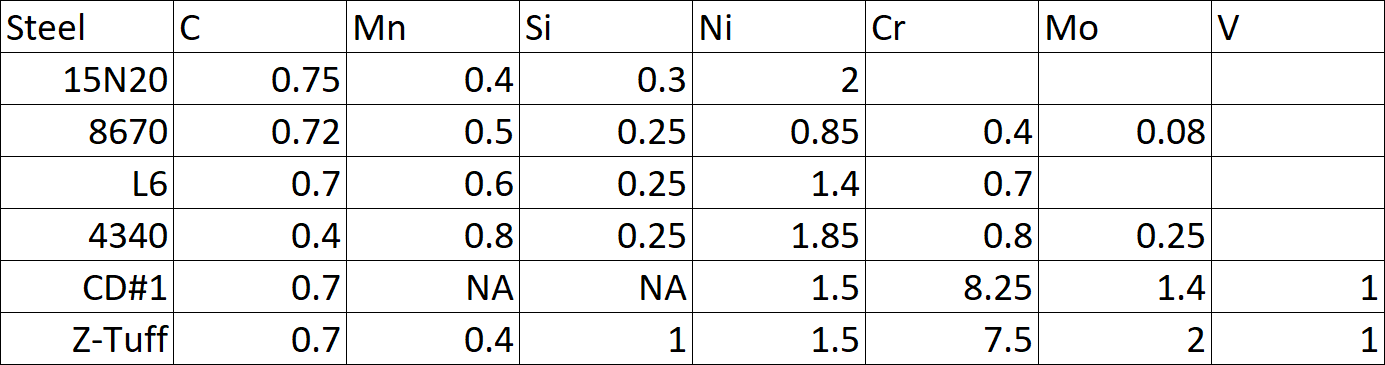
Knife steels with significant nickel additions are surprisingly rare, though there are a few key steels, especially “low alloy” steels typically used for forging and pattern-welded Damascus. The most common are 15N20, 8670, and L6.
The reason for the nickel additions is an increase in toughness. What nickel does to steel increase toughness takes a while to explain because I have to explain what “dislocations,” “ductile to brittle transition temperature,” and “cross slip” are, and people already complain about the articles being too long. But I did explain those terms and what nickel does in this article on cold temperature toughness. So you can go read that if you are curious.
Based on that we might assume that the steels with the highest nickel will have the highest toughness. But it is not quite that simple. Z-Tuff, for example, has much more alloy than the other steels but also is made with powder metallurgy. The 4340 has much less carbon than the other steels, and carbon is the most important element for toughness. Presumably things are simpler for 15N20, 8670, and L6, which are all low alloy steels with similar carbon content but varying nickel content. But even those I could not have predicted the eventual ranking of toughness for the three grades.
15N20
I did a new set of coupons testing the toughness of 15N20. I obtained the steel from New Jersey Steel Baron. Their 15N20 is made by Buderus [1], while 15N20 is originally a product name from Uddeholm [2]. Buderus and Uddeholm have the same parent company but being produced in different facilities means the processing is different. So perhaps the two sources may have somewhat different properties. Because this steel is so frequently forged, and to eliminate any prior microstructure differences between Buderus and Uddeholm, I did a series of treatments to give it my own preferred microstructure:
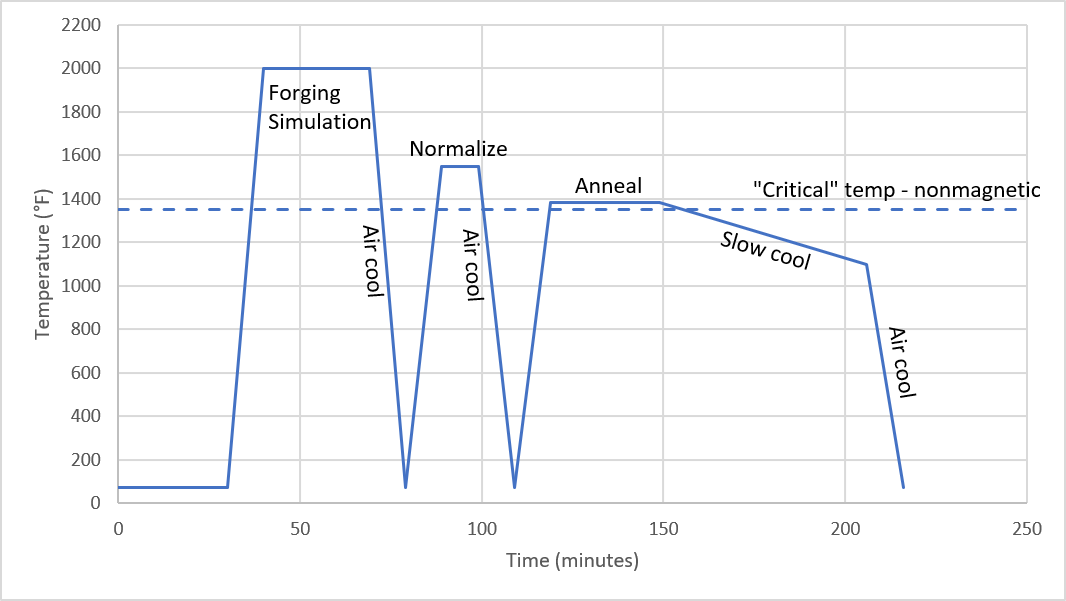
Thermal cycling performed for the experiments in this article.
Forging simulation: 2000°F (1095°C) for 30 minutes, air cool. This blows up the grain size like it would during forging and then forms whatever phases occur during air cooling. It may be slightly different than forging because I didn’t do any deformation at temperature.
Normalize: 1550°F 10 minutes, air cool. This decreases the grain size from forging and forms an even pearlite microstructure.
Anneal: 1385°F 30 minutes, 300°F/hr to 1100°F, furnace cool. This further decreases grain size and forms a “spheroidized” carbide structure which is ideal for machining, drilling, grinding, and furnace heat treating.
The hardness of the annealed steel was 11 Rc. This is somewhat harder than the as-received steel which was in the single digits, meaning the annealed microstructure from the factory was coarser than mine. Better for machining, but less responsive for heat treating. My annealed steel was extremely easy to bandsaw cut at only 11 Rc, however, so I am not worried.
I then austenitized the 15N20 at 1475°F for 10 minutes and quenched in room temperature Parks 50 oil. I tested the “as-quenched” hardness as well as samples that were tempered at 300, 350, 400, and 450°F. Each was tempered twice for 1 hour each time. There were three specimens from each tempering temperature because I machined those to impact toughness specimens which were 2.5 x 10 x 55 mm.
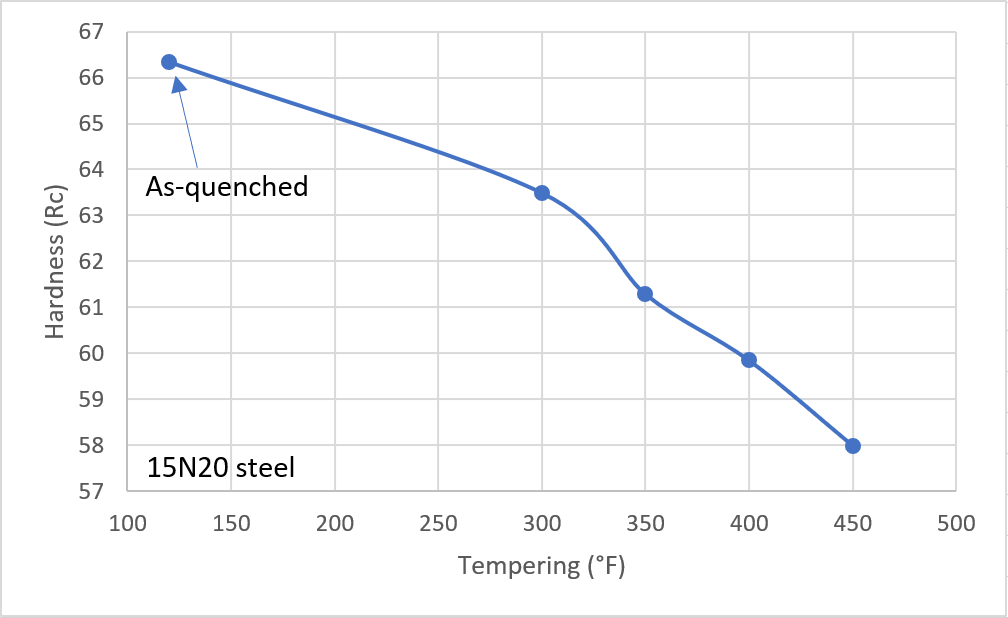
The as-quenched 15N20 was roughly 66 Rc. Perhaps it would have even been slightly harder with cryo but it is most typical for bladesmiths to heat treat without cryo so I didn’t use it. After two 1 hour tempers at 300°F the steel was still quite hard at ~63.5 Rc, and dropped to 58 Rc with a 450°F temper.
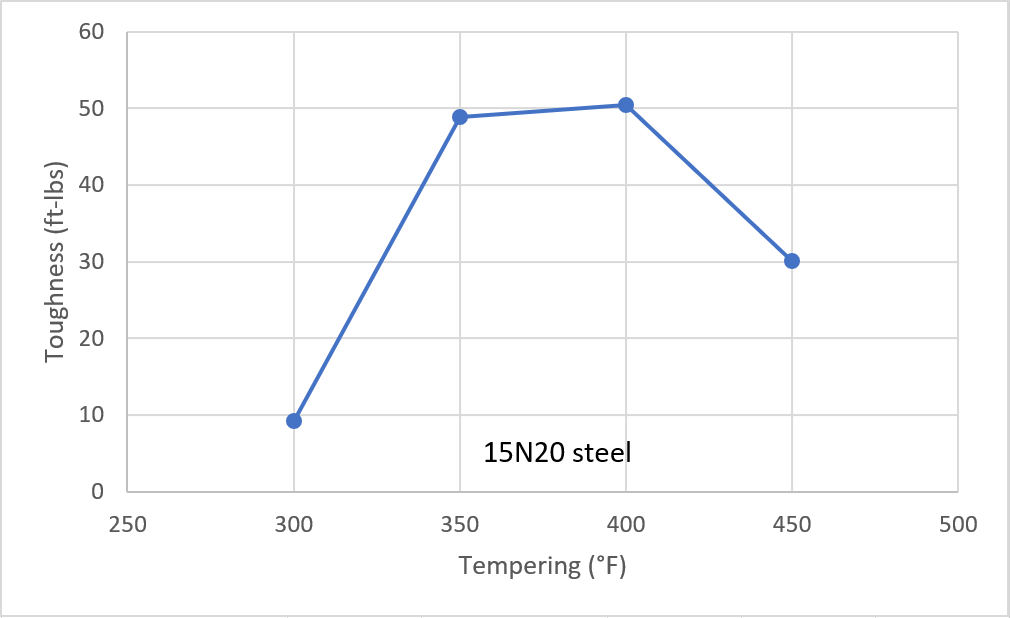
The toughness is relatively low when tempering at 300°F at about 9 ft-lbs. I saw a huge increase in toughness by tempering at 350°F instead, and then a small increase up to 400°F. This was similar to results we got with 5160 steel, though in that case we needed a minimum tempering temperature of 375°F. It seems that high toughness steels have sharper jumps beyond certain minimum tempering temperatures than medium or low toughness steels. Compare with 80CrV2 or 26C3, for example, which did not see such sharp increases. The drop in toughness by tempering at 450°F may be puzzling to some because the hardness was reduced by tempering higher than 400°F, but yet the toughness was lower. This is a phenomena called “tempered martensite embrittlement” where coarse carbide particles form at the higher tempering temperatures. If tempering high enough the toughness will again increase but typically the hardness is then below typical knife values. The steel doesn’t become brittle or useless when tempering at 450°F, but there is a measurable drop in toughness, so it is pointless to temper in that range if you could have both higher hardness and toughness by tempering at 350-400°F. The temperature where TME is first seen has varied by steel, with 5160 also showing TME at only 450°F, while 80CrV2 and 26C3 showed the drop at 500°F.
8670
8670 has been a somewhat puzzling steel. In tests of the steel from Alpha Knife Supply, it had chart-topping toughness values of 40-51 ft-lbs. But in a test of Pops Knife Supply 8670, the toughness values were somewhat lower. Neither company reveals the source of their 8670 so I am not sure what steel companies are making the two different versions. We previously published a study of extensive heat treating variables with the Pops 8670 which you can read here. One thing I noted in that article was that the direction of the grinding marks were in an unfavorable direction in the specimens that Pops had machined for testing. When I heat treated and machined my own specimens from their steel with the orientation of grinding changed, there was an increase in toughness from ~17 ft-lbs up to ~27 ft-lbs, but not quite to the level of the AKS material. Because of the difference in toughness between the two materials I did a couple more studies.
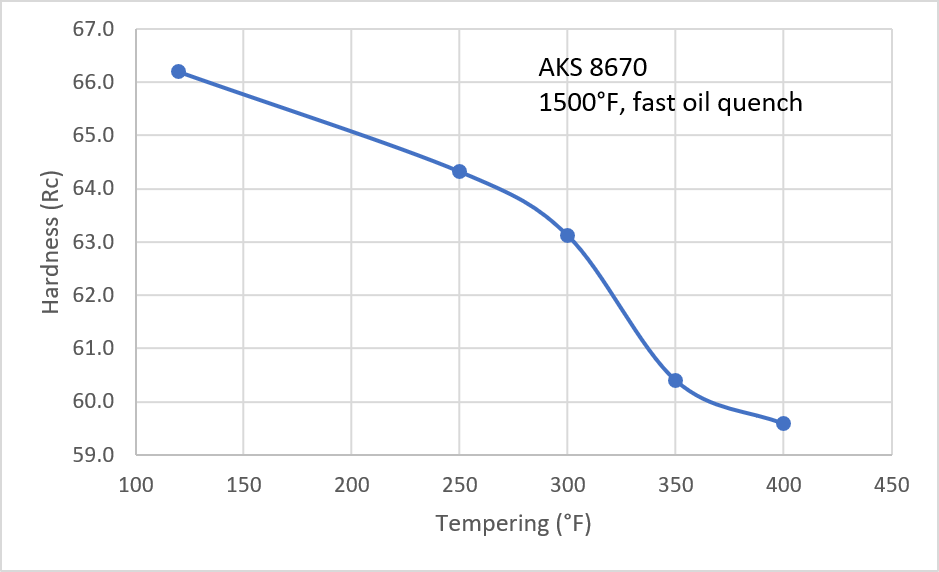
1) With knifemaker Warren Krywko we heat treated a new set of Alpha Knife Supply 8670 to make sure the original wasn’t a fluke. They were heat treated “as-received” (no thermal cycles) at 1500°F for 10 minutes, fast oil quench, and tempered between 250 and 400°F.
2) I took a piece of the Pops material, performed the same cycling steps as the 15N20 (2000°F, 1550°F, 1385°F anneal), and then heat treated with 1500°F for 10 minutes, Parks 50 quench, and temper at 400°F.
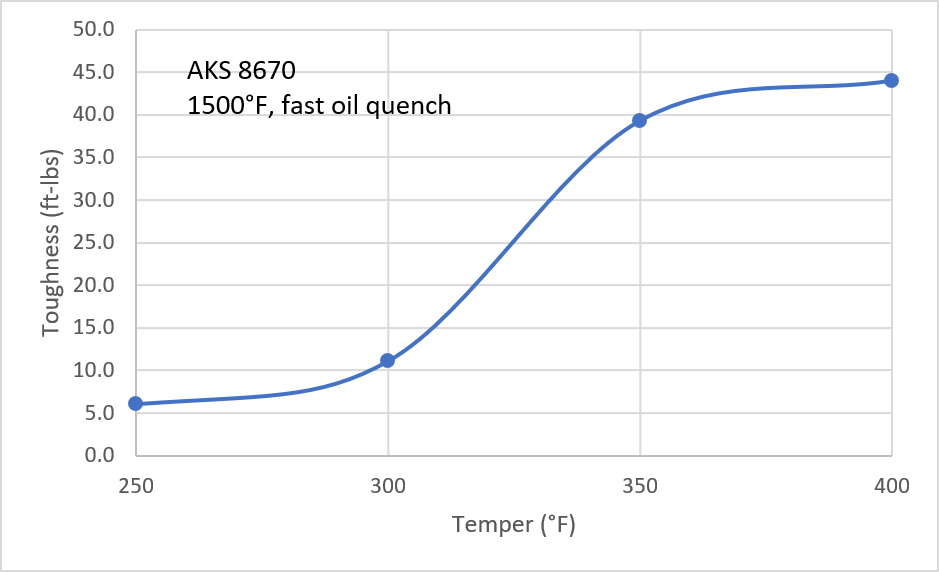
We didn’t temper beyond 400°F so unfortunately we can’t see if TME showed up at 450°F. But we did see a similar trend to 15N20 where there was a huge jump in toughness by tempering at 350°F rather than the lower 300°F. the 400°F temper resulted in ~44 ft-lbs, which is slightly below our original value of 51 ft-lbs but still in the ballpark. There is always a statistical variation in specimens tested. Using 3 specimens gives us a good average, but of course the more specimens used the less variation there is. Another factor to consider is that the higher the toughness the more scatter in values there is. For example, a steel with only 5 ft-lbs varies 0.5 ft-lbs or even less between specimens. A steel at the 50 ft-lb level can vary 10 ft-lbs between specimens. This ultimately isn’t that big of an issue because the toughness differences are on something close to a “log scale.” Meaning that the difference between 5 ft-lbs and 10 ft-lbs is much, much greater than the difference between 50 and 45 ft-lbs. You can think of doubling as being a closer approximation. Meaning 5, 10, 20, 40 ft-lbs are significant jumps in toughness but worrying about 40 vs 45 ft-lbs is probably pretty meaningless.
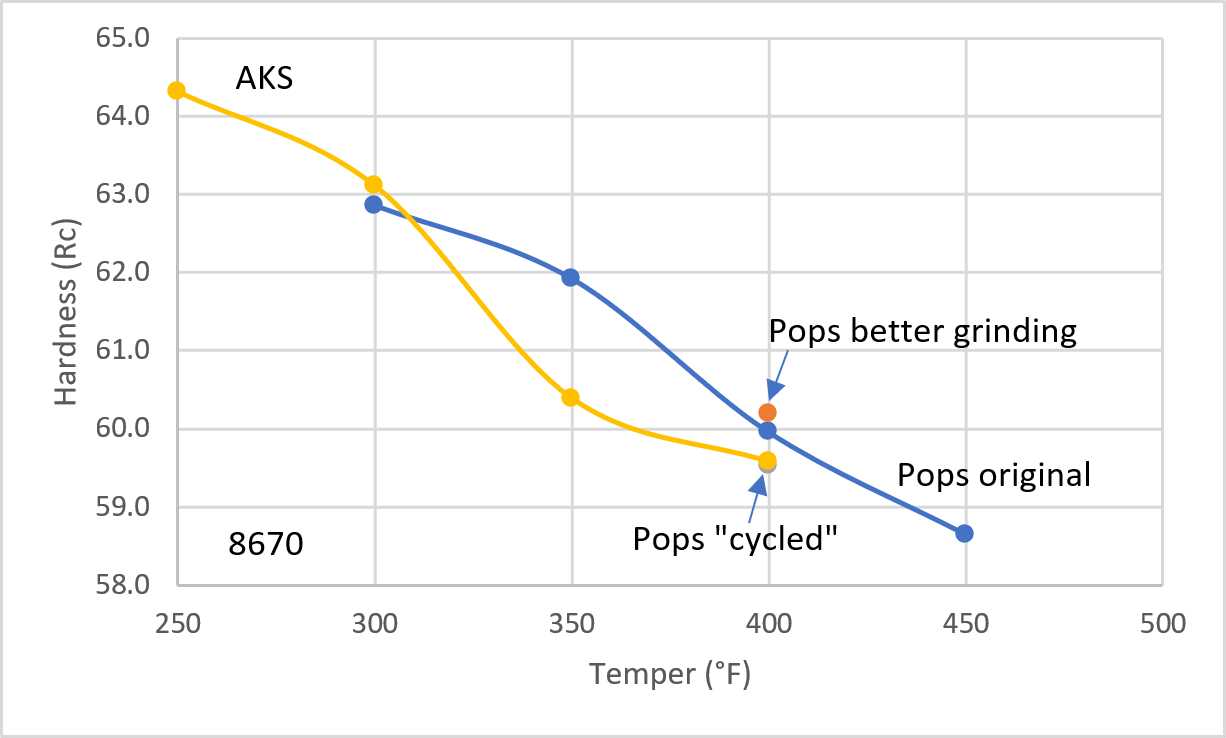
Hardness is basically the same between the different sources and cycling. It looks like the AKS 8670 tested a bit low in hardness from the 350°F temper and the Pops “original” material tested a bit high. I won’t bore you with another discussion of statistical variability. Otherwise pretty similar.
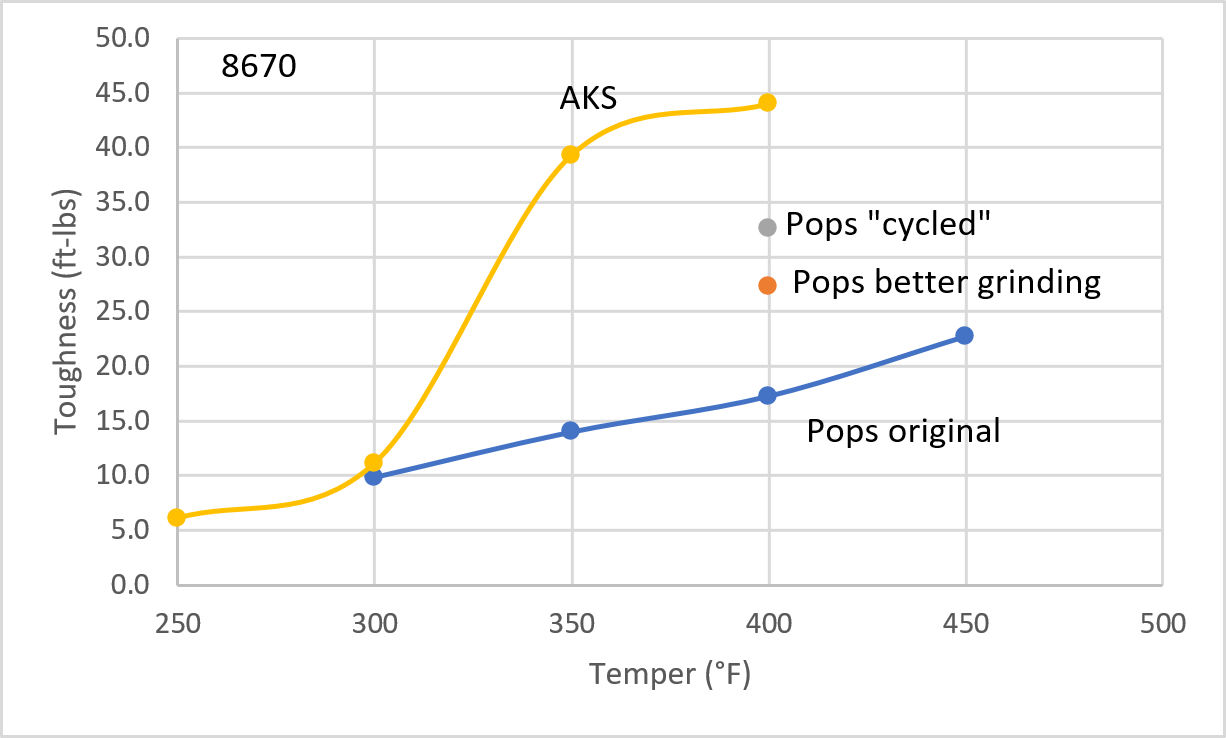
My thermal cycling had little effect on the toughness of the Pops specimens; the better grinding had the biggest effect on improving toughness vs the original specimens. Plus the “cycled” samples measured somewhat lower in hardness which may be enough to explain the difference anyway. It is interesting to note that the 300°F temper resulted in similar toughness whether using the Pops or AKS material. It is after tempering at 350-400°F range that the divide shows up. Perhaps the brittle behavior with such low tempering washes out any effect of the grind marks. My processing did not improve the Pops material so it appears that the as-received condition is good to heat treat from.
L6
Warren Krywko also heat treated some L6 specimens that I machined and tested some time back. At the time there was some pushback from L6 fans saying the values of toughness were lower than they expected. However, I was not too surprised because both Crucible [3][4] and Latrobe data [5][6] for L6 showed it having “good” though not spectacular toughness.
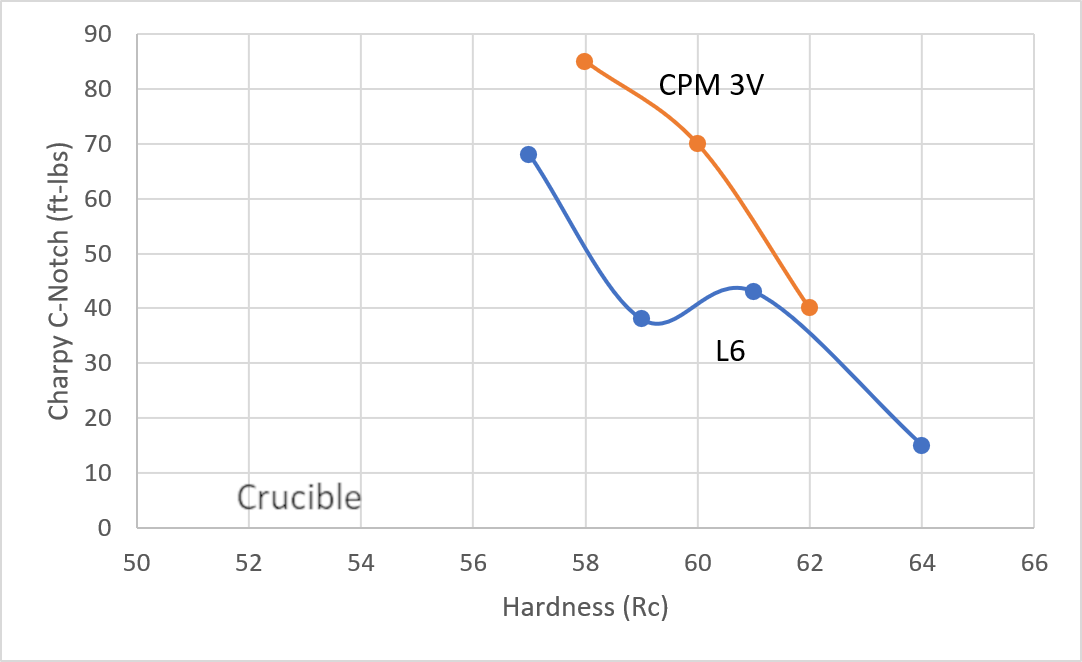
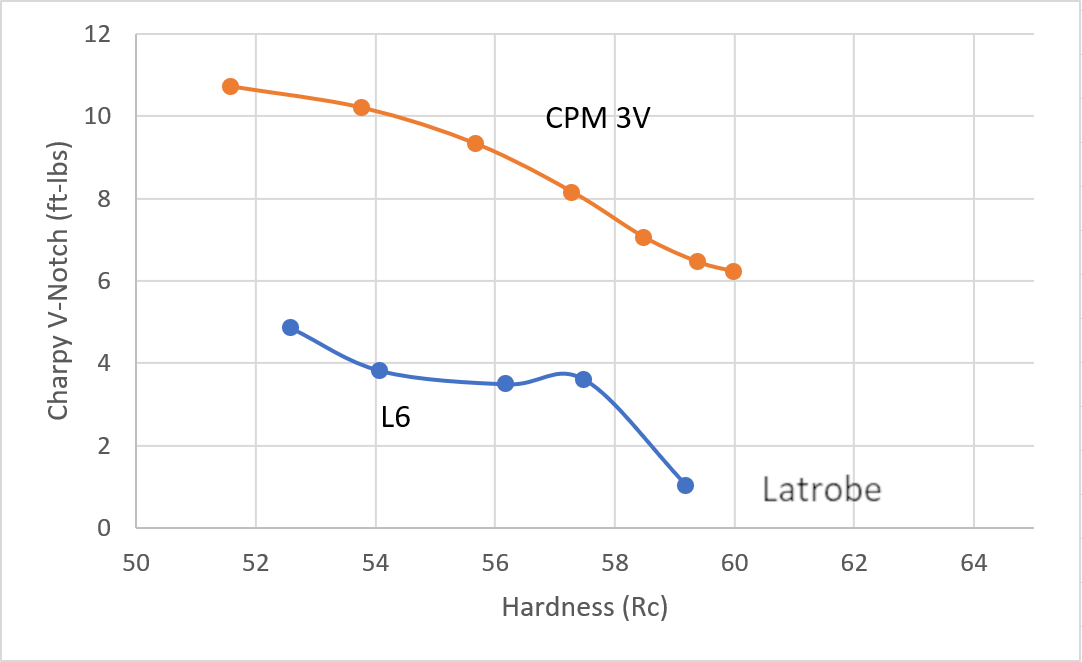
Note that Crucible and Latrobe used two different types of toughness tests, and different than the one I use. You can’t compare results between different types of toughness tests. Which is why it is so difficult to compare toughness between different manufacturers, if they have data at all. Another thing to note is that the L6 showed “tempered martensite embrittlement” in both sets of tests though at somewhat different hardness values, ~59 Rc for Crucible and ~57 Rc for Latrobe. However both occurred with a tempering temperature of 500°F.
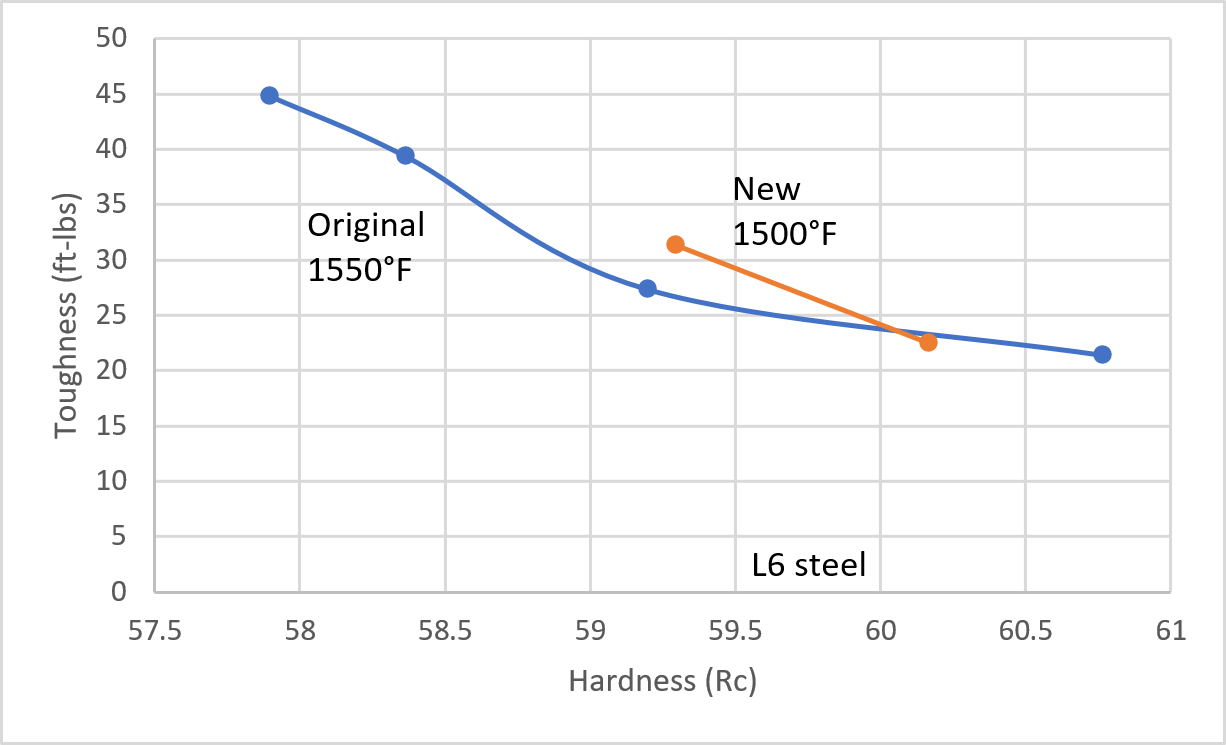
So the L6 toughness tests showed around 25-30 ft-lbs in the range of 59-60 Rc. This is similar to what the Pops 8670 got but lower than the AKS 8670 or the Buderus 15N20. It also seems to be roughly in line also with values from Latrobe and Crucible already discussed. But you will also notice that I have a “new” test also shown. One of the criticisms of the original test was they claimed the 1550°F austenitize was too high and would therefore lead to grain growth. Crucible recommends 1500-1550°F, Latrobe recommends 1450-1500°F, and the ASM Heat Treater’s Guide recommends 1455-1555°F. So for the new coupons I used 1500°F, which also lines up with the best properties achieved in the Pops 8670 study. I also put the steel through the same “cycling” described above with the forging simulation at 2000°F, normalization at 1550°F, and annealing from 1385°F.
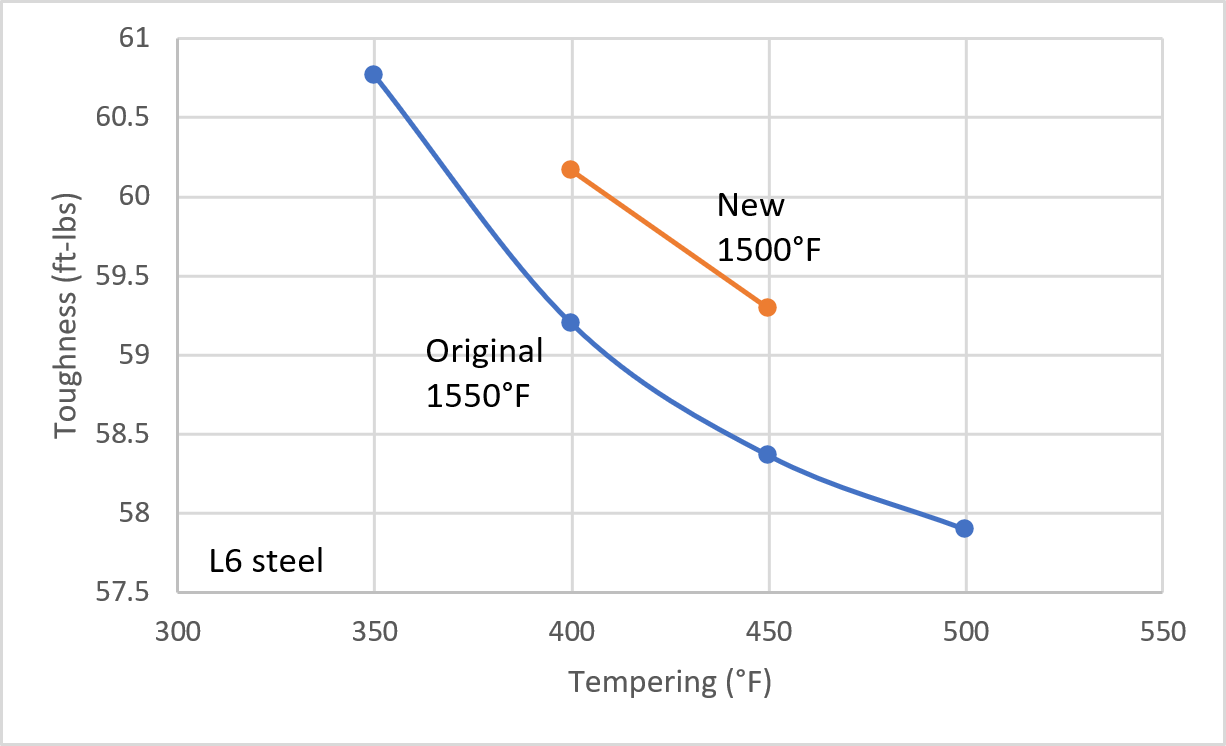
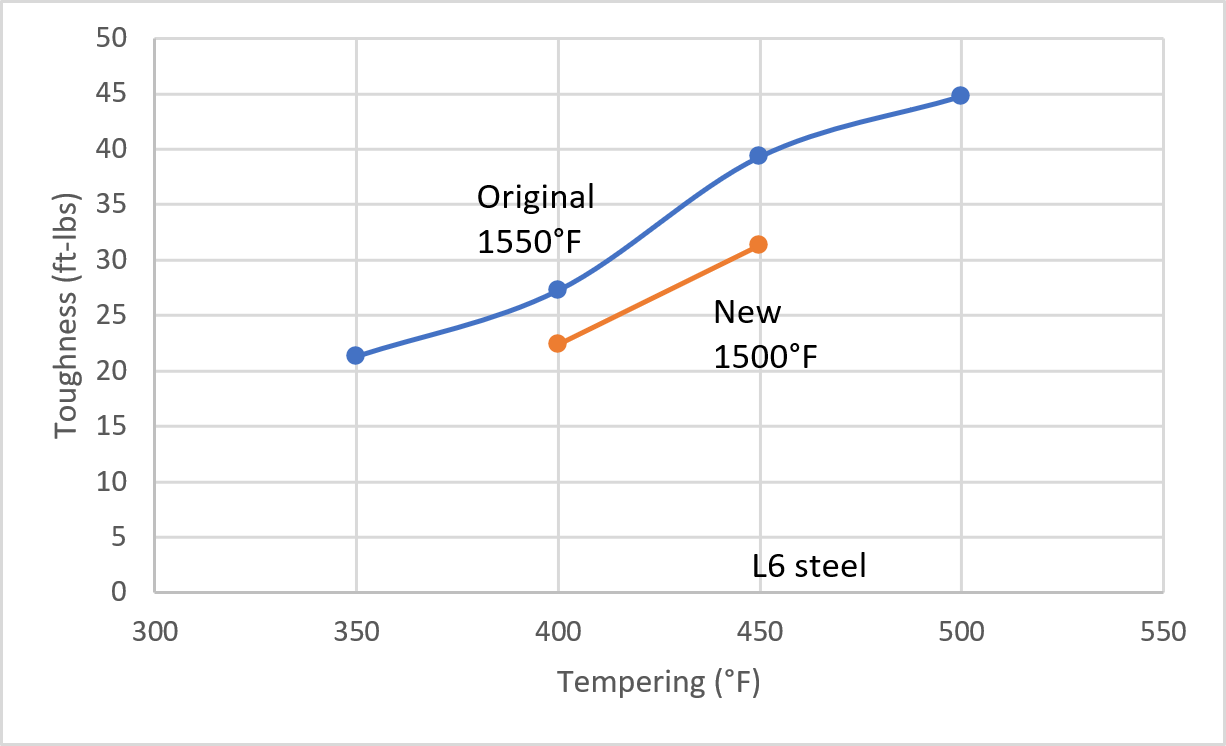
The cycling, including the new anneal, resulted in somewhat higher hardness after tempering, despite the fact that the austenitizing temperature was reduced. But the toughness was also slightly reduced from the higher hardness. So the “hardness-toughness balance” ended up basically identical even though the prior microstructure and austenitizing temperature was changed. This is also the only low-alloy steel I have tested where TME was not observed even with a 500°F temper. There are certain alloying elements which help delay TME such as silicon and chromium, but what about this L6 that is delaying it past 500°F I don’t know. It is especially confusing since both the Crucible and Latrobe data did show TME with a 500°F temper. So this is somewhat mysterious. Maybe there is some difference in the composition of the L6 tested.
4340
Some time ago I tested the toughness of 4340, the lowest carbon low-alloy steel I have tested. I didn’t have anything in particular to do with this data but it’s a nickel steel so I can throw it in here. I austenitized at 1550°F for 15 minutes and quenched in Parks AAA. I got 59.2 Rc as-quenched and 54.3 Rc after tempering at 400°F. The resulting toughness was 59.5 ft-lbs. So even higher than the ~0.7% carbon nickel steels though not as much extra toughness as I had hoped.
Comparing Low-Alloy Nickel Steels
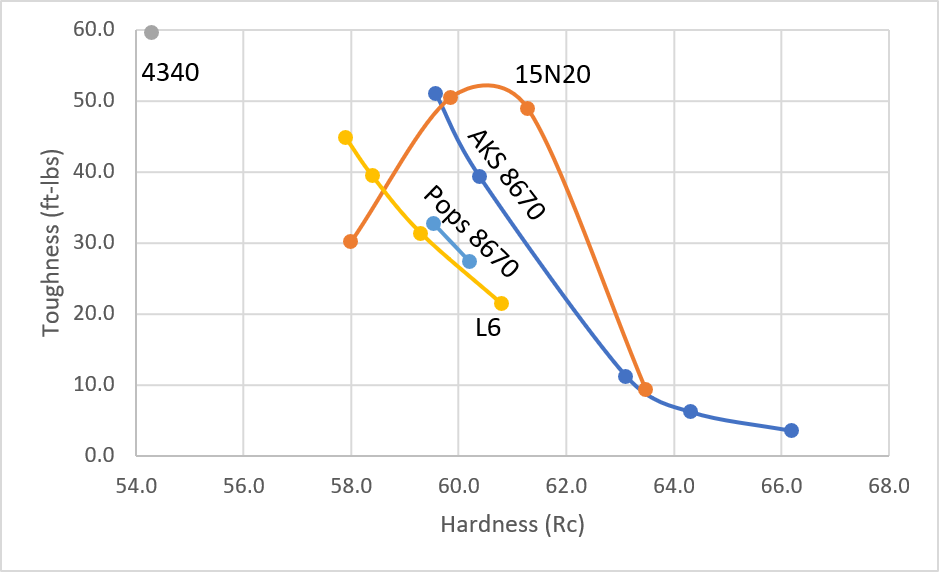
15N20 comes out on top here, though the AKS 8670 is close behind. The tiebreaker is that the 15N20 still maintains very high toughness with a 350°F temper, giving it ~61 Rc while maintaining the ~50 ft-lbs achievable. The Pops 8670 and L6 are quite similar. So the Pops 8670 is quite good for toughness though the AKS 8670 is somewhat higher in toughness (Joey Berry of Pops does tell me that in reports of edge retention they have found their 8670 to have superior wear resistance, perhaps the reason for the difference in toughness). 4340 is in a different category with just over 54 Rc because of its relatively low carbon. Perhaps it is useful for swords, axes, or other blades with outstandingly high toughness requirements but high hardness/strength is not as necessary.
Comparing Low-Alloy Nickel Steels to Others
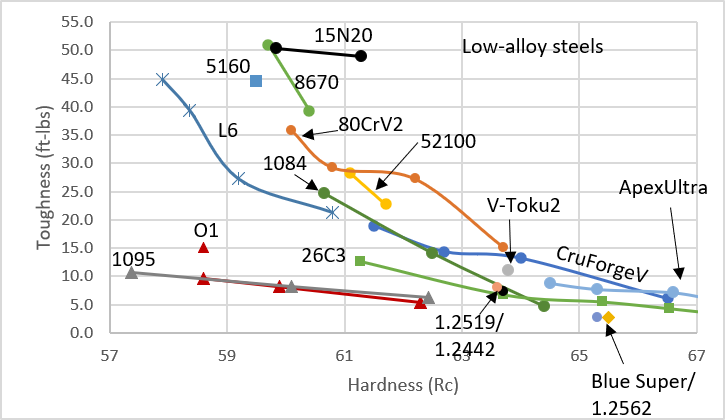
For ~59-61 Rc, 15N20 and 8670 are only matched by 5160. 5160 gets close in toughness in part due to its lower carbon of 0.6%. Perhaps it is the nickel addition that allows 15N20 and 8670 to maintain similar toughness to 5160 while also having higher hardness. L6 looks somewhat less special, with less toughness than 80CrV2, it tested very similar to 1084.
High Hardness with Nickel Steels
I have seen a somewhat common heat treating approach from some knifemakers where they are targeting 63 Rc or even higher with 15N20 or 8670. However, the data above shows this is not an optimal hardness for these steels. There is a significant drop in toughness when heat treating to higher than above about 61 Rc.
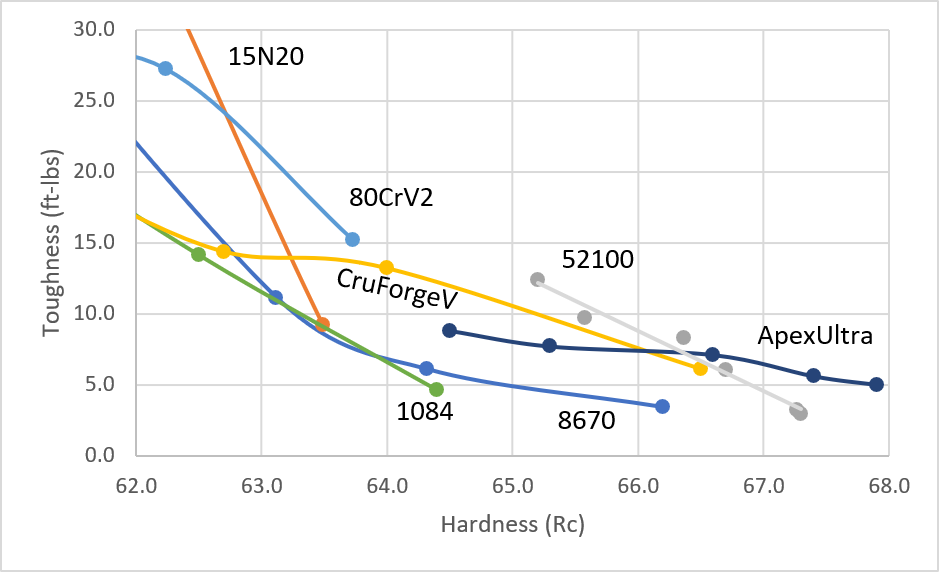
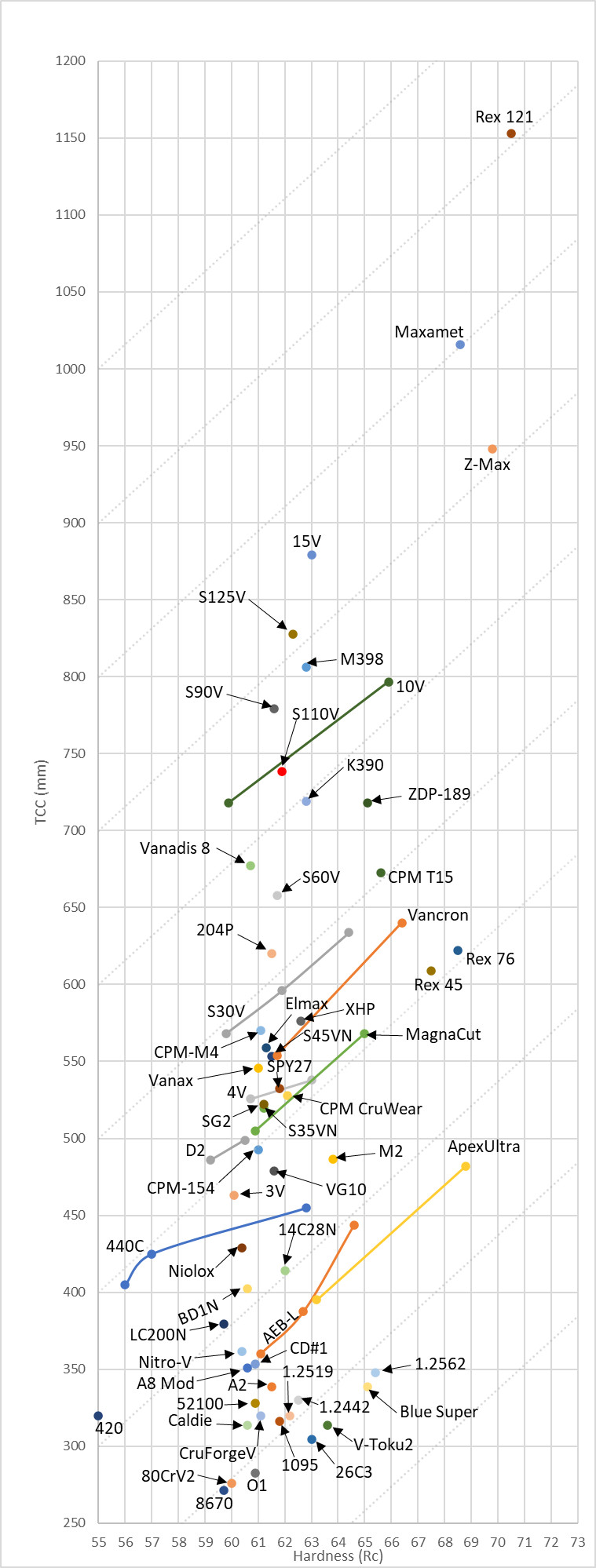
I have a limited selection of alternative steels in the 63+ Rc range from previous tests that I have done. 80CrV2 maintains its good toughness up to ~63.5 Rc. It seems that the higher carbon of 80CrV2 (0.8%) is useful in allowing it to achieve a higher hardness-toughness balance in this range of hardness. Above 63.5 Rc it is better to switch to a steel with 1% or more carbon. This includes steels like CruForgeV, 52100, and ApexUltra. Though the higher carbon also means these steels can be more difficult to work due to lower forgeability, grindability, and finishability. But they also have the benefit of higher wear resistance and slicing edge retention. ApexUltra especially shows its prowess above 66 Rc where it still maintains better toughness than steels like 52100 which show a greater drop-off. And ApexUltra has significantly higher wear resistance than 52100. I have heat treatment guides on how to achieve these high hardness levels for 80CrV2, CruForgeV, and ApexUltra (click on the individual steels for the articles). I do not have an article on high hardness heat treatments of 52100. I will have to do that another time.
Carbide Structure, Wear Resistance and Edge Retention
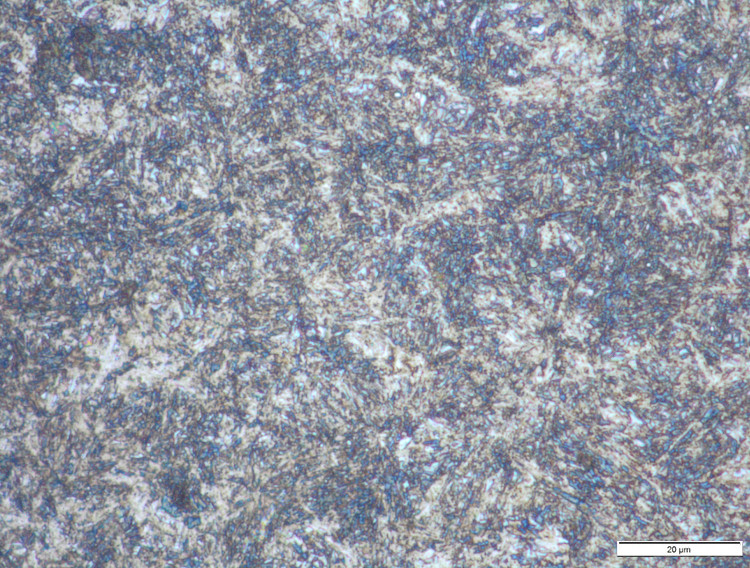
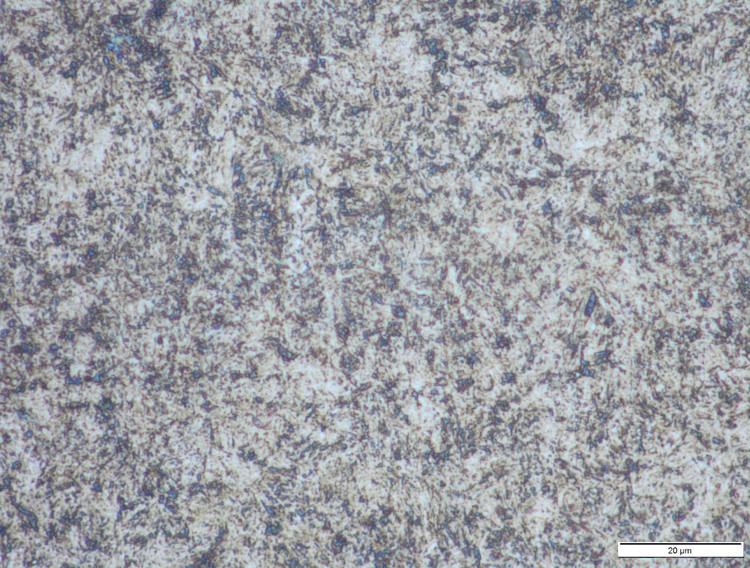
4340, 8670, 15N20, and L6 are relatively low in carbon and have almost no carbide after heat treating. For example, see 8670 and L6 micrographs below in comparison with a higher carbon steel, 26C3 (1.25%) where many more white particles (carbides) are visible.
L6 steel – 0.7% carbon
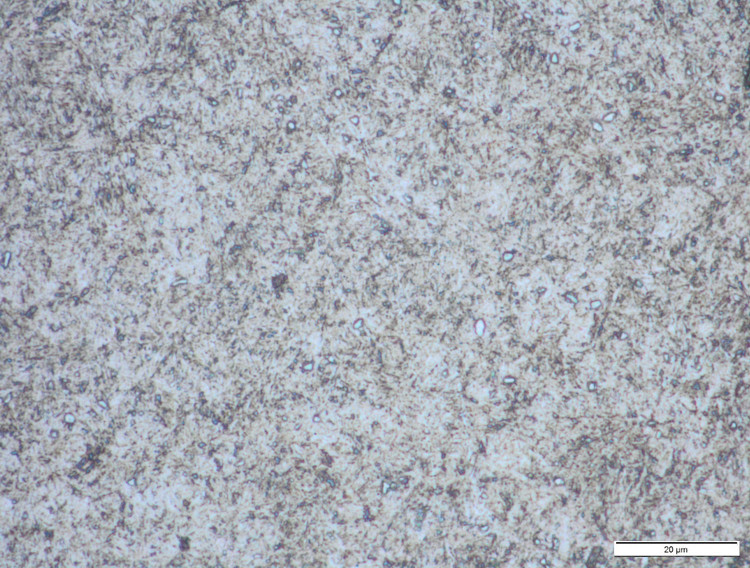
8670 steel – 0.7% carbon
15N20 – 0.75% carbon
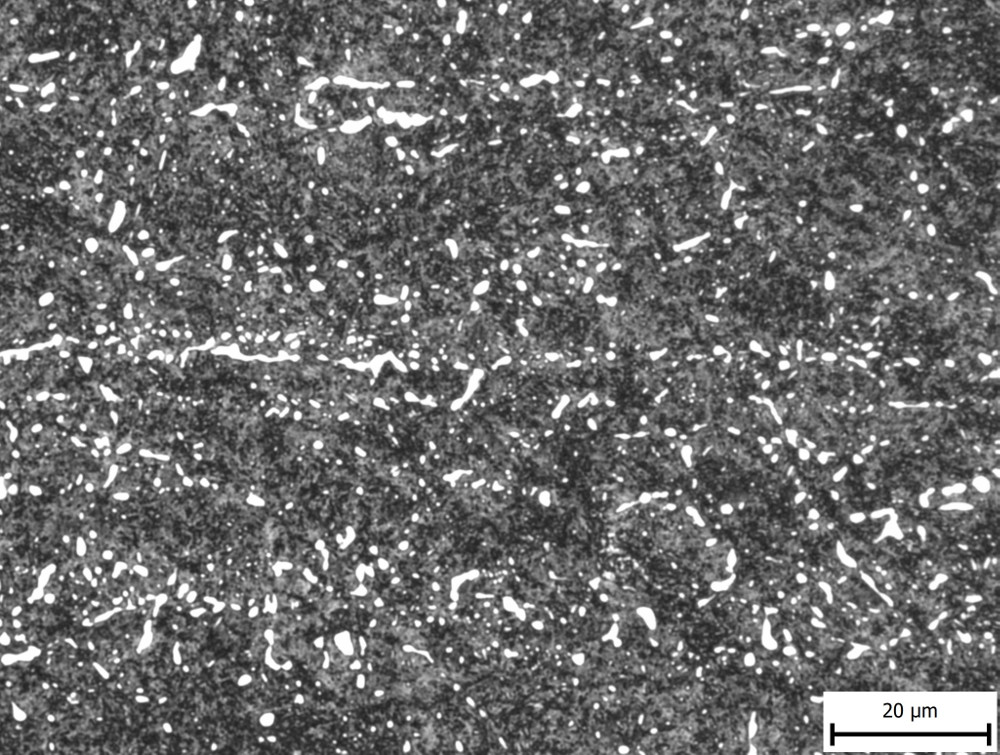
26C3 steel – 1.25% carbon
The only steel I tested with CATRA was 8670, which you can see is the very lowest value on the chart. This is a combination of the unspectacular hardness (~59.5 Rc) along with almost no carbide. Adding more carbide or higher hardness means higher edge retention. 52100 and CruForgeV are good intermediate steels with “good” toughness and edge retention. ApexUltra has much higher wear resistance than the other low alloy steels and therefore scores significantly higher in the CATRA test.
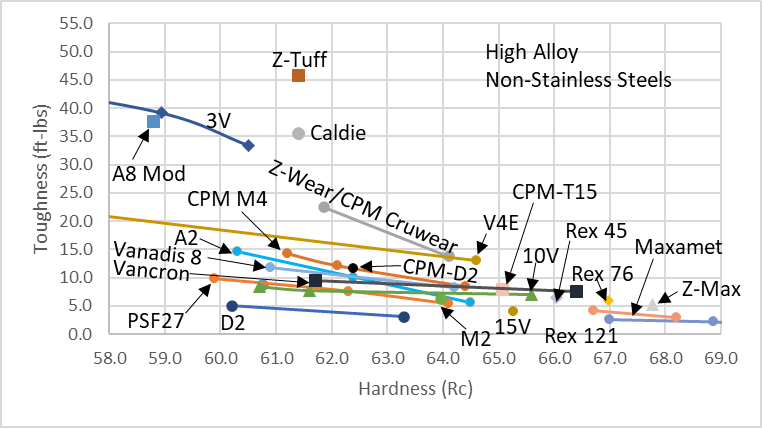
Z-Tuff and CD#1
Z-Tuff and CD#1 with their high alloy content, vanadium carbides, and air hardening, are quite different than the other steels discussed above. I have a separate article on these steels which you can read here. Z-Tuff is the highest toughness high alloy steel I have tested, however, which makes them similar, in a way, to the low alloy steels discussed here. The vanadium carbides also means its wear resistance is greater than the low alloy steels which you can see in the CATRA chart shown earlier.
Why Not More Nickel Steels?
With the positive effects of nickel you may be wondering why nickel isn’t added to more steels. There are two primary factors:
1) Nickel reduces the temperature at which steel transforms to austenite. This is known as the “critical” or A1 temperature. This becomes an issue because during annealing the steel has to slowly cool below A1 to form soft ferrite/pearlite. When the A1 temperature is very low annealing becomes very difficult.
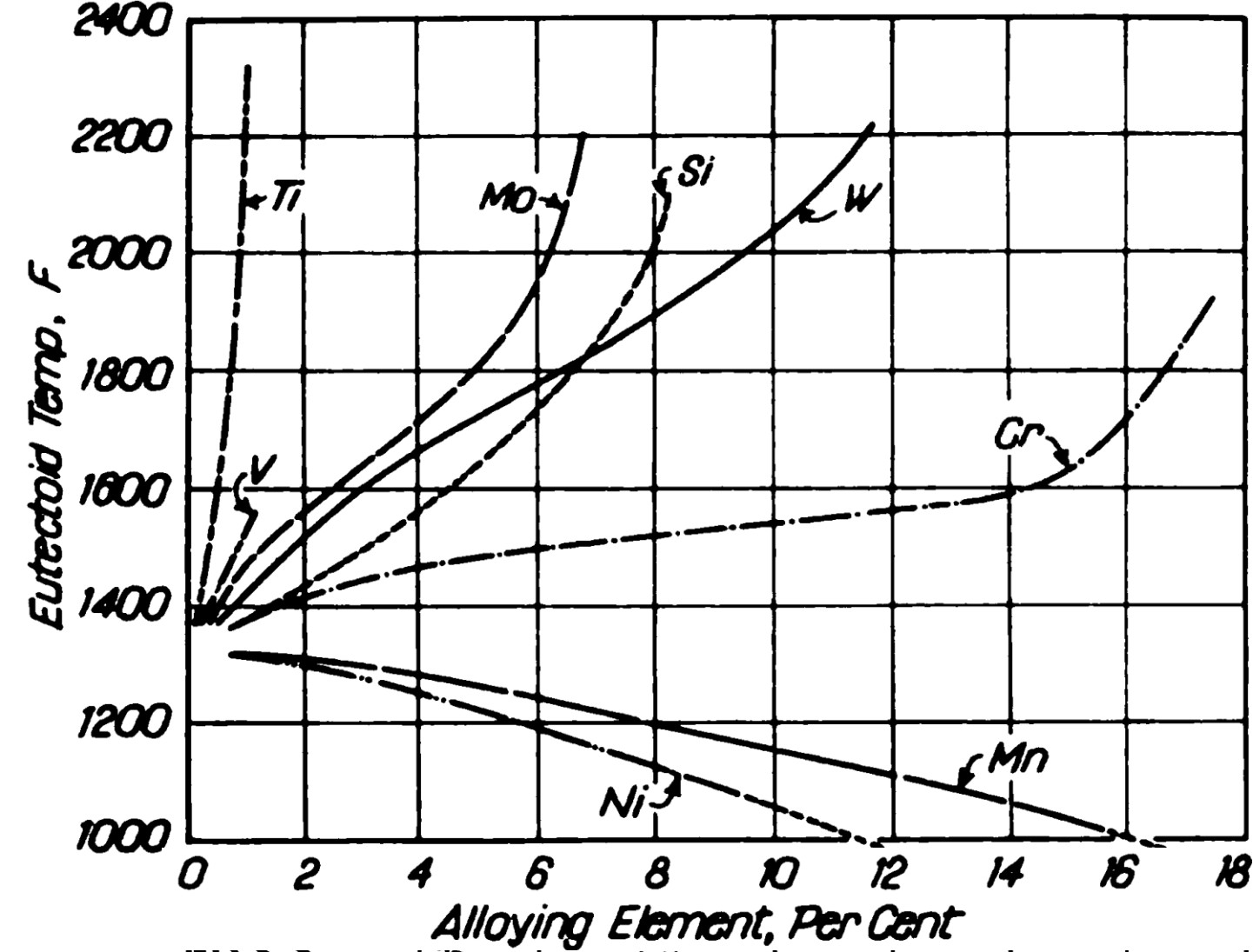
Effect of different alloying elements on the A1 temperature [7]
2) Nickel also reduces the temperature at which martensite forms, the hard phase that forms during quenching. This can be somewhat mitigated through cryogenic treatments. Read about changes with martensite formation temperatures with different steels and heat treatments in this article on liquid nitrogen vs dry ice vs freezer for cold treatments.
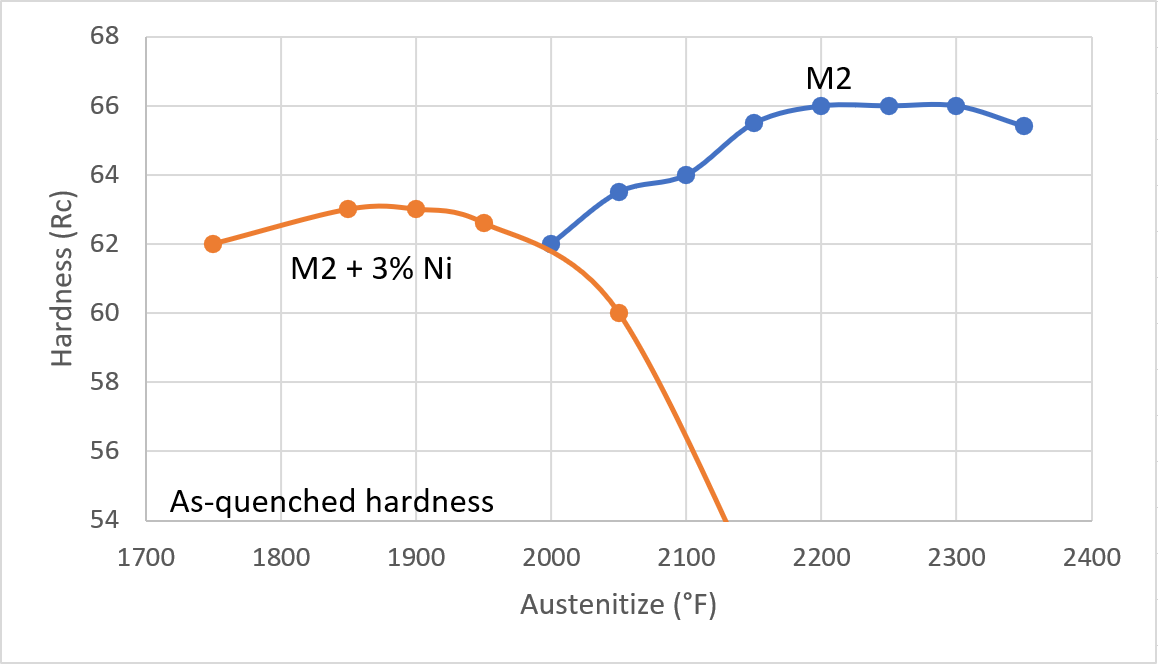
For steels with only 0.7% carbon and not much alloy this is not such a big problem. For high alloy steels with high carbon it becomes more of a problem. For example, see below for data showing “as-quenched” hardness for M2 high speed steel with and without a 3% nickel addition [8][9]. The 3% nickel dropped the maximum obtainable hardness from 66 Rc down to 63 Rc.
So for example for many stainless steels like Vanax or LC200N they are limited in hardness because of the high “chromium in solution” which leads to low martensite formation temperatures. They max out around 61 Rc. Some stainless steels can reach 64 or even higher levels of hardness. Adding 1-2% nickel would drop the maximum achievable hardness of these steels. Perhaps there would still be scenarios in certain steels where nickel in relatively small amounts could be beneficial.
Summary and Conclusions
Nickel improves toughness of steel. 15N20, 8670, and Z-Tuff are the highest toughness steels I have tested and each has a nickel addition. Though of course they are also helped by the fact they have relatively low carbon (~0.7%) and also low volume of carbide. These are good choices where a combination of 59-62 Rc with very high toughness is desired. At 63 Rc or above it is better to move to higher carbon steels.
Heat Treating 15N20, L6, or 8670 with a Forge
The above tested heat treatments all used a PID furnace for consistent results and controlled changes to different heat treating variables. My recommendations on how to heat treat steel with a forge instead are somewhat different. You can read previous articles I wrote:
1) How to “Thermal Cycle” knife steel – includes information on thermal cycling with a forge
2) How to heat treat in a forge – includes the best thermal cycling to use prior to forge heat treating. And my “foolproof” method for getting consistent results with forge heat treating
One of the steels I tested with the forge heat treating method I developed was 8670 where I achieved very similar results to the furnace heat treating:
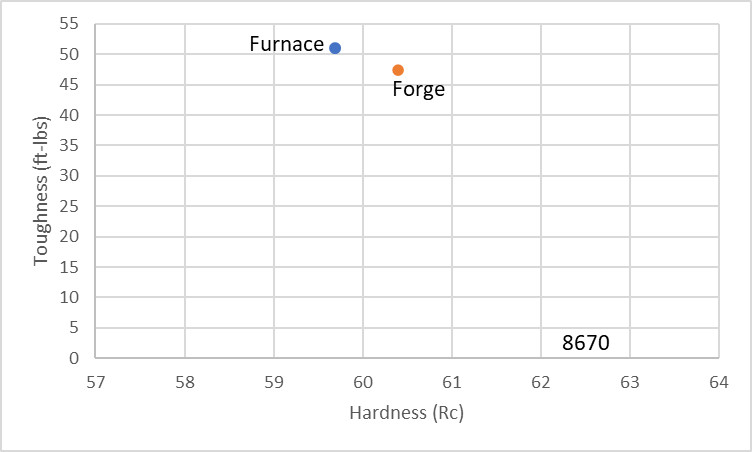
In summary, you normalize the steel by heating to ~1600°F and air cooling. You check the temperature with a tempilstik or laser thermometer (it doesn’t have to be 100% precise). Optionally you can add a grain refinement step by heating to nonmagnetic and air cooling. Only do one of these. Then heat to nonmagnetic and quench in fast oil. Temper at 350-400°F. This heat treatment is designed so that it is ready to quench from nonmagnetic and no hotter. The most common mistake with heat treating by eye is overheating prior to quenching.
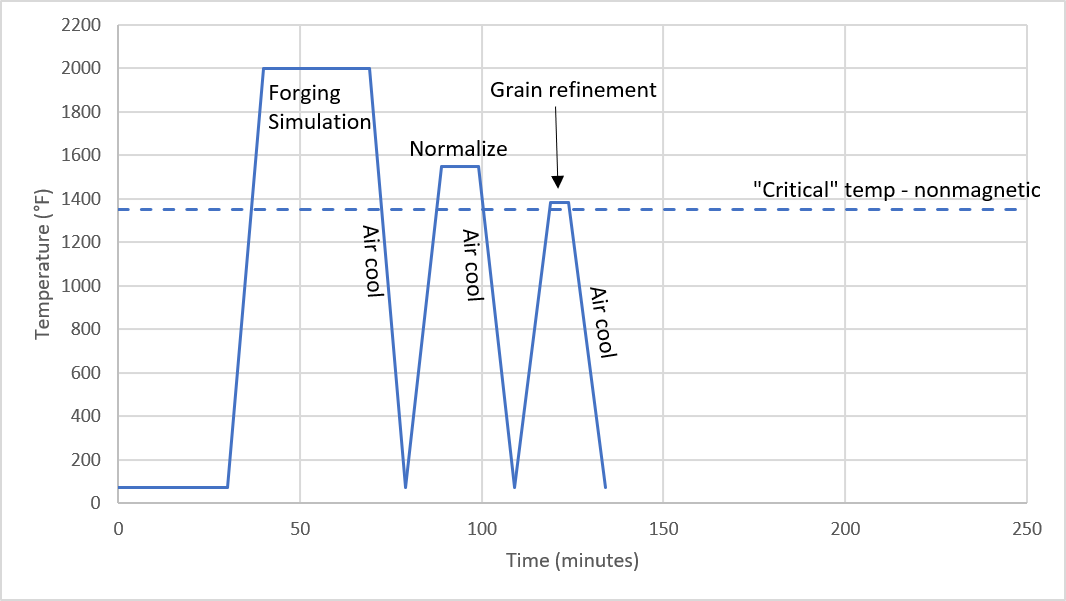
“Thermal cycling” for a forge heat treatment. Followed by a “quench and temper” treatment.
Heat Treating 15N20, L6, or 8670 with a Furnace
Normalize at 1550-1600°F for 10-15 minutes followed by air cooling. The steel is done transforming when it is fully magnetic again.
Annealing at 1385°F for 30 minutes followed by slow cooling to 1100°F. I used 300°F/hr in the experiments in this article. Once it has cooled to 1100°F it can be furnace cooled or cooled in air, doesn’t matter.
Austenitizing and Quenching: Hold for 10 minutes followed by quenching in fast oil. 1500°F for L6 or 8670 and 1475°F for 15N20. The higher temperature is for the two steels with chromium additions (chromium slows things down).
Cryo: Cold treatments are optional and I didn’t test any with these steels.
Temper: Perform two tempers (air cooling in between) for 1-2 hours each. 350-400°F gives the optimal balance of high hardness and toughness.
[1] https://newjerseysteelbaron.com/wp-content/uploads/2020/11/15N20.065.Tag544.pdf
[2] https://www.uddeholmstrip.com/products-brands/uddeholmstrip/wood-band-saw-steel/perfect-material-selection
[3] https://www.crucible.com/eselector/prodbyapp/tooldie/champloy.html
[4] https://www.crucible.com/eselector/prodbyapp/tooldie/cpm3vt.html
[5] https://www.carpentertechnology.com/hubfs/7407324/Material%20Saftey%20Data%20Sheets/L6.pdf
[6] https://diamondmetals.com/wp-content/uploads/2020/06/DMDcpm3V_email.pdf
[7] Roberts, George Adam, J.C. Hamaker, and A.R. Johnson. Tool steels. ASM international, 1962.
[8] https://babel.hathitrust.org/cgi/pt?id=uc1.b4418480&view=1up&seq=670
[9] https://archive.org/details/sim_chiltons-iron-age_1958-12-25_182_26/page/52/mode/1up
Perhaps a good future discussion might be the relative compatibility of the nickel steels with carbon steels for forge welding. The quenching behavior is stated as one very important factor. Hence the use of L6 with steels like O1 i suspect. Although we still hear horror stories about L6 even when used with a compatible steel, Adam Desrosiers supposedly that he was not happy with the ultimate performance of the CruForgeV/15N20 combo and that L6 worked better. I would probaky be inclined to listen to a guy who tests relatively high hardness knives by beating on moose antler. LOL. With that said, that might be a slightly cantankerous mix from what I have read. Better have your process down. We know that 15N20 works like w charm with shallow hardening steels like 10XX steels and the Hitachi steels and the German low alloy shallow hardening tungsten steels. The conventional wisdom is that 8670 has insufficient nickle to creat a good “silver” look in the etch.
The Japanese steel, SKS51 used in Silky Nata and Silky Ono tools (HRC 58) is a very tough steel. How does it compare to L6 and others of the nickeled steel family of alloys?
SKS51 tool steel-JIS G4404 standard
Chemical composition
JIS C(%) Si(%) Mn(%) P(%) S(%) Cr(%) Ni(%)
SKS21 0.75~0.85 ≤0.35 ≤0.50 ≤0.030 ≤0.030 0.20~0.50 1.30~2.00
Heat treatment of JIS Tool Steel SKS51
JIS SKS51 tool Steel Forged
Heat to 1038°C for forging but not forging below 816°C.
Annealing for JIS steel SKS51
Slowly heat to 788°C, Keep enough time, ensure heat thoroughly. then cool in furnace slowly, A hour less than 4 °C Down.
Tempering of SKS51 JIS tool steel
Tempering at 177-260°C, realize Rockwell C hardness 56-62 HRc.
It is in the same ballpark as 15N20, L6, or 8670 but doesn’t quite fit into any of those. Maybe it is closest to 15N20 but with chromium added.
Some L6 has no moly. Carpenter make some.. I have a round bar of that stuff from Hudson Tool Steel. It doesn’t get as hard as Crucible Champaloy or other L6 that has moly. Think like 57-58 with the 1500-400 recipe as opposed to 60-61 with Champaloy. I bought it because I heard that it wasn’t quite as finicky as the moly bearing stuff. Nope. It will still air harden.
Friend of mine was quite proud of his 4340 axes with an 1/8th inch piece of 15N20 forge welded in the center. They were superior ax heads, but he didn’t sell many with Husqvarna selling a HRC 59-60 axe at $60 until pictures started showing up on Amazon with ax heads split in two. His $120 Hudson Bay axes did a brisk business as they were in the same hardness range.
Now Larrin what does the addition of Silicon do as in S5 shock steel?
I have a separate article on that: https://knifesteelnerds.com/2018/10/22/silicon-additions-for-improving-steel-toughness/
I remember cts-xhp also containes nickel around 0.4%. How much effectivness do you expect for small nickel contents on powder steel with high carbon contents?
The vast majority of tool steels are made with recycled steel and many have something like 0.2%. So the 0.35% listed in the datasheet for XHP may not be enough to differentiate it from other steels with “0” nickel.
Minor typo – you have a hardness plot with toughness in the y-axis label. It is something like the 9th plot
I am a professional Blacksmith/Bladesmith, you cannot simulate forging through heat cycling. You are missing a VERY VERY important variable. The forging process compacts the crystalline structures in the steel. Even after multiple normalizing cycles the crystalline structures in the steel are still compacted. This is why anything that has been forged has higher toughness and hardness than cast or milled. To accurately study this material you will have to put hammer to steel. I would love to see you repeat this study after forging the steels. I recommend getting a 3/4″ round bar and forging it to a flat bar. That will give you a nice even forging of the material. You will notice that every single one of these steels will perform completely different after firing. Great experiment but your forging simulation is flawed because as stated above it really does not accurately influence the forging process of steel. This experiment, though useful and informative, does not give accurate information. I hope you take this to heart and correct the process flaws. Your experiment will greatly benefit from correcting the process and will give everyone who doesn’t know about steel better information. This experiment only applies to stock removal, but not forging.
Thank you,
Daniel Price
That whole “edge, packing” thing has been debunked repeatedly. In the forging process, you’re more likely to do damage to the steel than any kind of refinement. We do the thermal cycling to correct what we have screwed up.
There indeed can be differences between high temperature with and without deformation, but “the crystalline structures” still being “compacted” was not one of my concerns. To achieve what are normally called “pancaked” grains from forging requires very low forging temperatures in combination with a fine distribution of carbides, such as vanadium or niobium carbides. At high temperature the steel grains will “dynamically recrystallize” meaning they reform and will be round. Plus with the high forging temperatures bladesmiths typically use in combination with the relatively small amount of deformation means 99% of the time the grain size will be bigger than you started, not smaller. My goal with the “forging simulation” was to mimic this growth in grain size that typically occurs. After heat treating the fracture grain size was silky smooth which means that the processing I used after the forging simulation was effective.
Thank you for this article, exactly what i was looking for ,15n20 is relatively unknown steel with little information online.
This made me wonder; do you think it would be possible to design a higher toughness steel at around 63rc? Like 80crv2 with greater toughness
I doubt it would have any commercial viability, but could be interesting in the enthusiast kitchen knife area. Hard enough to take a thin edge without rolling, but less likely to chip
How necessary is the thermal cycling before HT for 15n20? Would we expect very different results in toughness? If thermal cycling is necessary, what all steps are required if only using stock removal; maybe skip the forging simulation and just normalize and anneal? Thank you!
I did not test it without the thermal cycling so can’t say definitively of course. The heat treatment response may be somewhat different from the anneal. Meaning you might get slightly lower hardness and toughness.
Dr. Thomas, are there heat treatment and tempering updates to your book Knife Engineering that we can print and add to our book? I appreciate all the effort you put in to help this industry. I am a hobby knife maker and have come to rely on your Knife Engineering book as my go to. It has never failed me.