Thanks to Gene Boyd and Dan Bidinger for becoming Knife Steel Nerds Patreon supporters!
26C3 Steel
26C3 steel is produced by Uddeholmstrip (part of Voestalpine Precision Strip) as a razor and scalpel steel. This steel is also known as 1.2002 using the German designation. I don’t know much about the history of the steel but the marketing literature says, “voestalpine Precision Strip AB has long experience and were the pioneers of both the high carbon (UHB 26C3) and the martensitic stainless steel (UHB AEB-L) razor strip grades” [1]. In the 1927 patent for AEB-H [2], reference is made to “the purest Swedish carbon steel with ‘1.05% C and 0.4% Mn'” and in a 1970 patent for a razor blade steel there is a reference to UHB 26C (the 3 is not on the end) which has the same approximate composition as the current 26C3 [3]. So I think there was probably some evolution of the composition despite the claims of the marketing material. The composition of 26C3 is shown below:
A common comparison point for 26C3 is Hitachi White #1 (Shirogami #1). Devin Thomas likes to call it “Spicy White.” They are both very high carbon steels with relatively low alloy. Both are advertised for their low impurity content (“cleanliness” of the steel). Impurities like phosphorous (P) and sulfur (S) can reduce toughness. Sulfur leads to the formation of elongated manganese sulfides (MnS) which lead to toughness of steel changing based on orientation. Hitachi lists the max P as 0.025% and S as 0.004% [4], Uddeholm lists max P as 0.02% and S as 0.011% [1], which are both low levels. The maximum on the specification doesn’t necessarily tell us what the average levels of impurities are, however. There are two different heats of 26C3 currently available from Alpha Knife Supply depending on thickness. One heat has P of 0.006% and S of 0.001% and the other has P of 0.003% and S of 0.001%. That is impressively clean steel. Whether looking at 26C3 or White #1 I wouldn’t get too focused on impurities, these two steel companies pride themselves on having very “clean” steel so they advertise it, but it isn’t necessarily controlling the properties to a greater extent than the carbides since these are such high carbon steels.
UHB 26C3 steel has somewhere around 6-8% cementite (iron carbide) to contribute to wear resistance. Though the carbon content is higher than 1095, that doesn’t necessarily translate to higher hardness if austenitized at the same temperature. I explained why in this article on 52100. The higher carbon instead contributes to more carbide for higher wear resistance. Learn about carbides here. Neither steel is known for particularly high wear resistance and edge retention, however, because of the relatively soft iron carbide. Uddeholm is also known for processing steel to have a very fine carbide structure. The steel is produced for razors and they put a heavy emphasis on having very small carbides in the final product for maximum sharpness in razors and scalpels. The high potential hardness and fine carbide structure makes 26C3 well suited for fine cutting knives like kitchen knives, thin bladed folders, and of course razors.
The slightly higher Mn and the Cr addition to 26C3 provides a little more “hardenability” when compared with White #1 for ensuring full hardness when quenching. That helps when quenching in fast oil like Parks 50 rather than water to avoid warping and cracking. A similar steel to 26C3 is also shown in that hardenability article. 26C3 is not a true “oil hardening” steel so it needs a fast oil to fully harden, similar to a steel like 1095.
The chromium doesn’t lead to the formation of chromium carbides but may help a little with keeping the carbides small. I don’t have any micrographs of the steel yet but considering who is producing the steel and for what (Uddeholm for razors) I imagine the microstructure is very fine. See the microstructure of other knife steels here.
Tests on 26C3 and Heat Treatment Recommendations
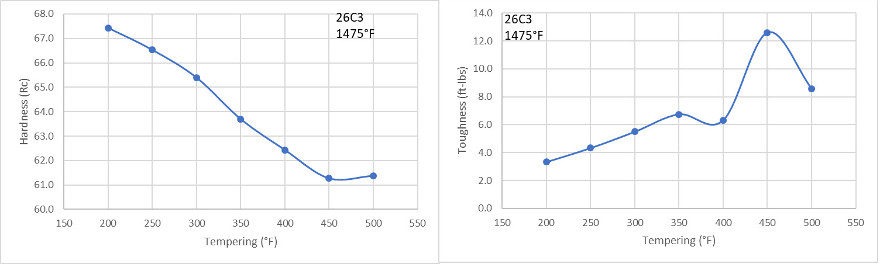
Alpha Knife Supply sent me a range of toughness specimens of 26C3 to test. They heat treated them with a 10 minute hold at 1475°F followed by a quench in Parks 50 oil, then tempered between 200 and 500°F. They machined 3 specimens per heat treatment, and machined them to our standard unnotched charpy specimen, 2.5 x 10 x 55 mm. You can read more about simple the toughness specimens we use here. We broke them using a charpy impact tester, recorded the energy absorbed by each, and averaged the three specimens. I also measured the hardness of each. Here is the change in hardness with tempering temperature:
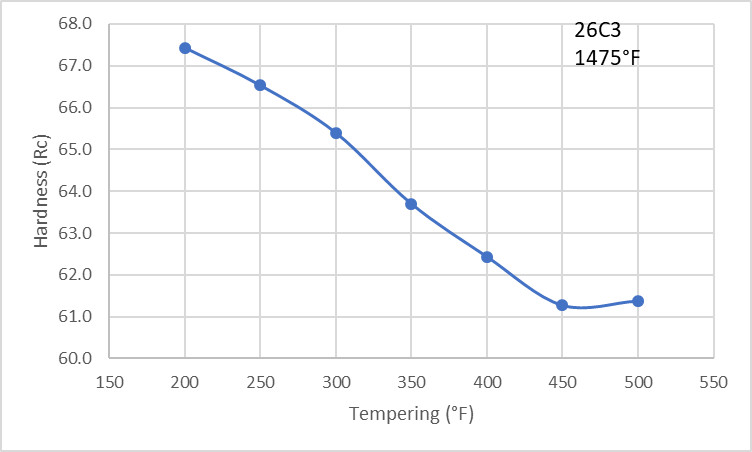
The leveling off of hardness between 450 and 500°F probably isn’t “real” but the result of normal surprising variation in testing. Perhaps another specimen would be lower in hardness. In general I think the hardness values look reasonable, however. Below I have shown the toughness that was measured:
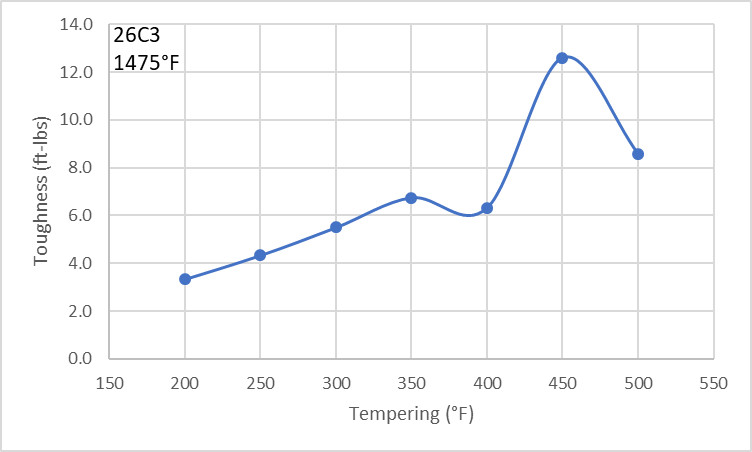
There is a pretty linear increase in toughness between 200 and 350°F. There is a small drop from 350 to 400°F, again I’m not sure if that is real or due to experimental variation. The 450°F temper showed a surprising increase in toughness, and then there was a drop in toughness with a 500°F temper. That drop in toughness at 500°F is due to “tempered martensite embrittlement” which is described in this article. A drop in toughness consistent with TME was seen with 5160 and 52100 at 450°F, for example, so it was somewhat surprising to see such a jump at 450°F with 26C3. Embrittlement was not seen with a 450°F temper of O1 or 1095 so perhaps those are better comparisons with 26C3, though neither of those saw a big jump like with 26C3. Perhaps the jump in toughness looks bigger than it is due to the noted lower than expected toughness at 400°F, perhaps further pointing at those values as being lower than they would be with more tested specimens.
I took out the 500°F embrittled specimen and plotted the rest comparing toughness vs hardness:
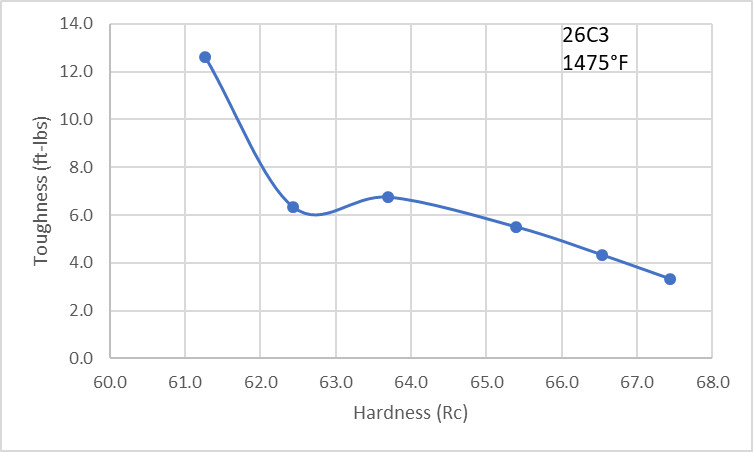
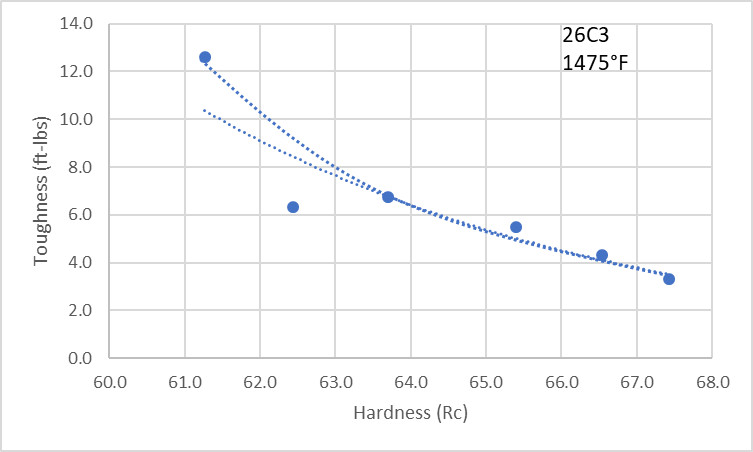
If I am right that the 400°F value would be higher with more tested specimens, the “true” behavior may be something like one of the following two fit lines:
Because there is no steep drop in toughness with decreasing tempering temperature, there is no clear minimum tempering temperature recommendation. I usually don’t recommend tempering below 300°F to ensure sufficient tempering for good toughness and to ensure that the “yield strength” is high which doesn’t always correlate with hardness. A 300°F temper led to over 65 Rc and also provided decent toughness. Increasing to 350°F provided 63.7 Rc along with an improvement in toughness. An increase in tempering to 450°F did provide the apparent jump in toughness along with just over 61 Rc for perhaps a bit more balanced properties. However, the real advantage of 26C3 is with fine cutting edges that benefit from high hardness so it seems a bit of a waste to temper that high. Using 52100 at 61 Rc instead would provide more toughness for general knives. So my general recommendation would probably be to temper 26C3 at 300-350°F. Temper at 200-250°F for even higher hardness for extreme knives and at 450°F for pushing 26C3 into more general knives. The 1475°F austenitizing temperature chosen by AKS is a good starting point. These high carbon steels are sensitive to austenitizing temperature in terms of toughness because they can easily have high carbon in solution for brittle plate martensite. So it is possible that even lower austenitizing could lead to better toughness. However, these low hardenability steels usually need some temperature to ensure sufficient hardenability. So I would probably stick with 1475°F without tests showing that another target is superior. The Parks 50 oil used is a good choice considering the level of hardenability of 26C3 though other fast oils could also work.
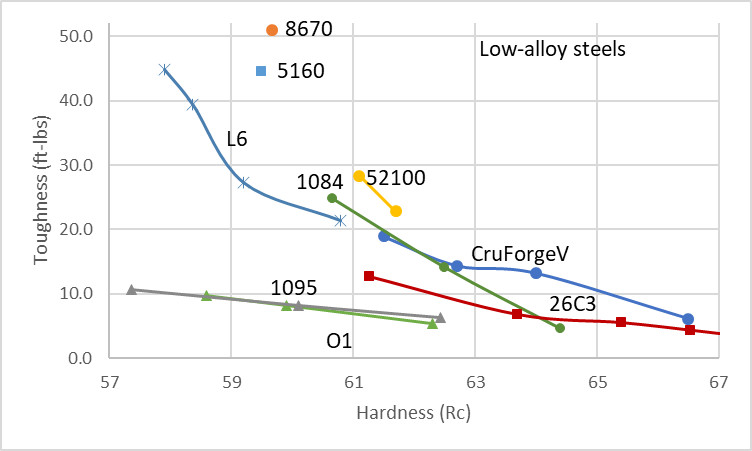
26C3 Toughness Compared with Other Low Alloy Steels
26C3 looks pretty good when compared with other low alloy steels. It has similar or better toughness to 1095 and O1 in our testing despite its higher carbon content. Perhaps that is due to the superior cleanliness and processing of Uddeholmstrip.
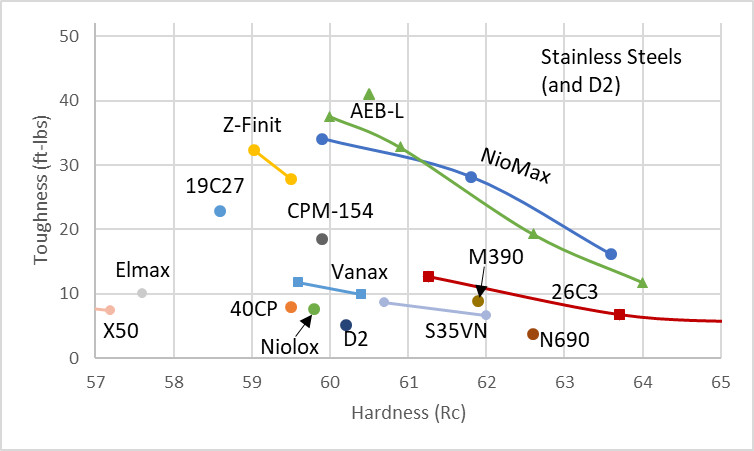
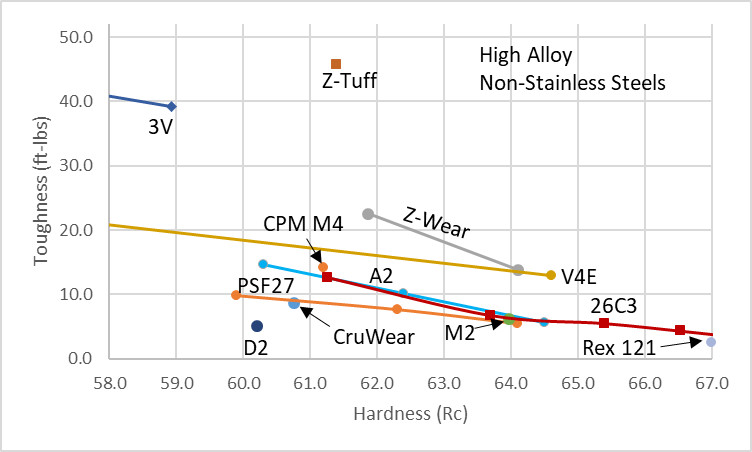
Compared with stainless steels and high-alloy non-stainless, 26C3 also compared pretty favorably, having similar toughness to PM stainless steels, M2, A2, and PSF27:
Summary and Conclusions
Uddeholm 26C3 is a good steel for fine cutting knives and razors due to its fine microstructure, low impurities, and high potential hardness. It also offers surprisingly good toughness compared to other steels considering its very high carbon content. Based on our toughness testing a heat treatment is recommended using 1475°F for 10 minutes followed by quenching in fast oil. The recommended tempering range is 300-350°F though both higher and lower is possible for certain knives. It is not recommended to temper above 450°F (tempered martensite embrittlement) or below 200°F (not tested).
[1] https://www.uddeholmstrip.com/files/va_folder_6sid_razorscalpel_high.pdf
[2] Veges, Arved Eduard Gaston Theo. “Manufacturing edge tools and special composition of steel for same.” U.S. Patent 1,644,097, issued October 4, 1927.
[3] Kylberg, B., and L. Wold. “Steel suitable for razor blades.” U.S. Patent 3,749,568, issued July 31, 1973.
[4] https://www.hitachi-metals.co.jp/e/yss/search/shirogami1.html
Sandvik 13C26 Razor blade and surgical scalpel steel is also used for high edge requirement hand held knifes. USA and Canada hobby makers can now buy samples direct from the Sandvik web shop
Any thoughts on a temperature for doing DET anneal?
Try 1435F, a bit lower than we used for 52100 since the high chromium in 52100 shifts temperatures up higher.
How would you heat treat San mai 26c3 with 410 ss outer layers?
Heat treat it the same way (for the 26C3).
Hi!
Do you now something about the normalisationtemp and stages for 20c3?
There should be recommended normalizing and annealing temperatures in my book Knife Engineering.
Hello Larrin – You’ve sure got a GREAT book with LOTS of good info.
My question is on 26C3 San Mia HT’ing. The questioned was asked before but enough info wasn’t given for you to provide a detailed answer. With a .040″ 26C3 core sandwiched between two layers of .062″ 410 SS, and the blade ONLY profiled. I can see a blade with bevels ground in which would expose 26C3 on the edge would HT/Quench the same as a blade of 26C3. BUT – with the blade only profiled with 410SS covering ALL the 26C3 (except for edges). Would that covering of 410SS not slow the quench some?
Hard to say since the 26C3 is between the soft 410SS there isn’t any way to do a Rc testing. I’m “assuming” Parks 50 is the correct stuff to use?
Thank you for any guidance and help,
KenH>
The 410 should conduct just as well as 26C3. They are diffusion bonded there is no gap or anything. If you tested a solid 26C3 piece you would know for sure what to expect.
Larrin, Thank you so much for the reply. Now you’ve explained it, I can see why the layers of 410 SS would really have NO effect on the 26C3 core HT’ing. Just treat it as if the blade was a single thickness of 25C3. I’ve got Parks 50 ordered for the quench.
Thank you again for all your help,
Ken H>
Hi Larrin,
Thank you for the amazing resources. I am ready Knife Engineering for the second time. I also re-read this article and there is something I must be missing. To normalize, the steel is fully austenitized to dissolve all the carbides… The recommended normalization temp for 26C3 is 927C (Table 18.2). However, the autenitization temperature prior to quenching is 801C. Why is the normalizing temperature so much higher than the austenitizing temperature prior to the quench? Is it because a full dissolution of the carbides is not required prior to quenching (as opposed to a full dissolution being required for normalizing).
I suppose, what got me looking into it is that the normalizing temp of 26c3 seems quite high compared to that of 52100 even though the later has substantially more chromium. Is it because of the additional amount carbon in the 26c3 (compared to 52100) increasing the amount of cementite, and at the end of the day it’s more carbides than 52100 with 1% carbon and the chromium?
Thanks so much!
Yes, in normalizing you dissolve all of the carbide while when we austenitize and quench we want to leave carbide for wear resistance and also have the right carbon in solution for hardness but not so much as to be brittle. The normalizing temperatures of 52100 and 26C3 are similar because 26C3 is very high carbon and 52100 is very high chromium.
Awesome! Thanks Larrin
Killer book. I am an engineer and starting a small forge. The material you put out there is so helpful for someone that wants to understand what’s actually happening.
I take it you don’t recommend your forge heat treatment method for this steel (more that usual). Or is there a slowing of carbon dissolution from pearlite above the eutectic point when heating to just nonmagnetic? Or would you put nearly all of that 1.25% C in solution and get an unusually brittle result?
Plate martensite would probably be pretty likely though maybe not more so than 1095. Would have to try I guess.
Hello sorry to bother you , i’m in france and currently use C125U steel which i couldn’t find good data on but the composition seems pretty close to 26c3 the seller advertising for : C 1.26 Cr 0.2 Mn 0.29 Si 0.19
Do you think i can use your 26c3 HT for it or the difference is to great to be sure?
Have a wonderful day and thank you for all you do
It would be roughly the same in terms of composition, yes. They would behave similarly assuming there aren’t big differences in prior microstructure.
Larrin – have you ever thought about comparing 125cr1 and 26c3? You are aware of my penchant for hand work, which probably is annoying to some, but I have made chisels and knives out of both. They get to the same hardness, but the feel of 125cr1 is entirely different when grinding or sharpening. Both like a brine quench assuming the object being quenched tolerates a fast quench, and the hardness bumps up a point over what’s on alpha knife supply as quench and tempered hardness figures, and without cold treatment. presumably, brine replaces some of the effect of cold treatment by leaving less RA.
Your article about changes in CPM154 triggered this thought – how different similar compositions can seem or feel at the same hardness (or in your case, very different toughness results). In tools, the edge life is near identical, so I suspect Catra would find no difference. I wonder if toughness is different.
An article finding the difference in RA between oil quenches and brine (plain water is out – too destructive), or comparing brine to oil+cryo would also be interesting.
It would also be interesting to compare 125Cr1 and 26C3 when quenched in straight water (@ 100F-37C). I’ve had some of my sanmais crack right down the middle of the core, but for the most part, I’ve had success with an austenitizing temp of 1445F-785C. I am getting a core hardness of over 65 (file test) after a 180C temper for both 26C3 and 125Cr1.
Thanks