Thank you to all the new supporters on the Knife Steel Nerds Patreon! This type of research in heat treating wouldn’t be possible without all you supporters. Jim Ballard, Distal Steel, Max Vasilatos, Samuel Hicks, Gundam Iupus, Michael Brauer, Luong La, Chris Hancock, Todd Ellner, Brendon Novak, Yannis Hmade, Kyle Daily, Kenneth Proefrock, JRG, Jason Keen, Robert Johnson, Travis, C. Thomas Guething, Kevin Lavery, Zac War, Justin Smith, Jay Mwangi, Kiyoul Park, Luis Maian, Scott Maslowe, HK Knifeworks, James Hunsberger, Nicholas, Bruce Blake, Matthew Hutchinson, FOBOS Knives, Reiff Knives, Raphael Dall’Anese, Jonathan Shook, Tony Garcia, Dean Paxton, Carey A. Buckles, Pops Knife Supply, J. McConnell, and blank blank.
Video
The following information is also presented in video form on YouTube. I think video provides a good alternative way of learning the information.
What is 80CrV2?
80CrV2 is a low alloy steel with wide availability which has really exploded in popularity in recent years. It is relatively inexpensive and used by many forging bladesmiths. It may have taken over 1084’s crown as the most common steel for bladesmiths, and especially so for beginners. I have information about the properties of 80CrV2 and how best to heat treat it in this article so I hope you learn something.
Carbon

80CrV2 has 0.80% carbon just like 1080. The 0.80% carbon is a good amount for ease in heat treating because it is high enough to get high hardness (65+ Rc) but isn’t so high that the steel easily sees reduced toughness from “plate martensite.” Plate martensite leads to drastic reductions in toughness which I’ve written about here. This is why O1 and 1095 often have significantly lower toughness than 5160, 8670, 1080/1084, etc. Plate martensite often has “microcracks” within it that act to reduce toughness.
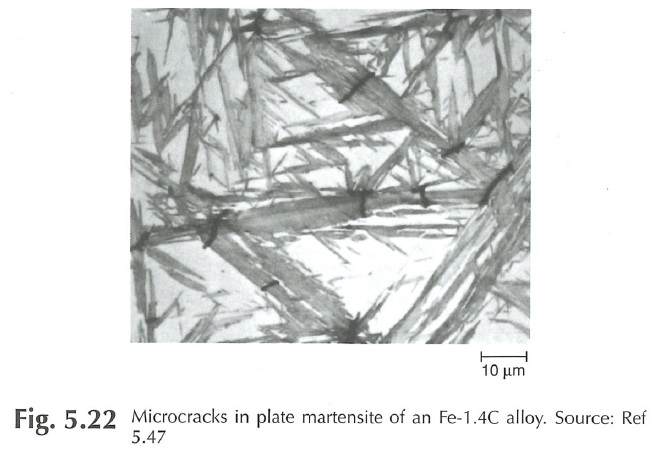
Image from [1]
Vanadium
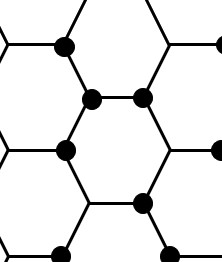
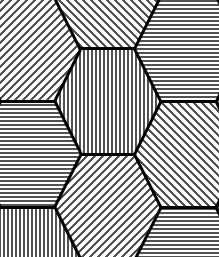
There are two key differences with 1080 in the chromium and vanadium additions. The vanadium addition is not for wear resistance as the amount is too small to significantly improve it. But the fine array of vanadium carbides helps to suppress grain growth by “pinning” the grain boundaries. This makes 80CrV2 less susceptible to overheating. Compare the following two simulations, one is grain growth without any secondary particles, the second is a material with particles that pin the grains and suppress grain growth:
Chromium
The chromium is for the purpose of “hardenability.” Hardenability is the measure of how slowly you can quench something and achieve full hardness. A steel with very high hardenability can be cooled in air from high temperature and fully harden. A low hardenability steel needs a water quench to achieve full hardness. 80CrV2 has 0.5Cr-0.4Mn as opposed to the 0.75Mn in 1080. Chromium has roughly half the hardenability contribution as manganese so the two steels are predicted to have similar hardenability. However, I have some results from oil quenching experiments with 80CrV2 where I have seen somewhat different behavior as will be explained later in this article. Chromium also affects how rapidly carbides are dissolved at high temperature when austenitizing which affects how it responds to heat treating. I will also provide some explanation of how that changes things in the quenching section.
Properties of 80CrV2
Toughness
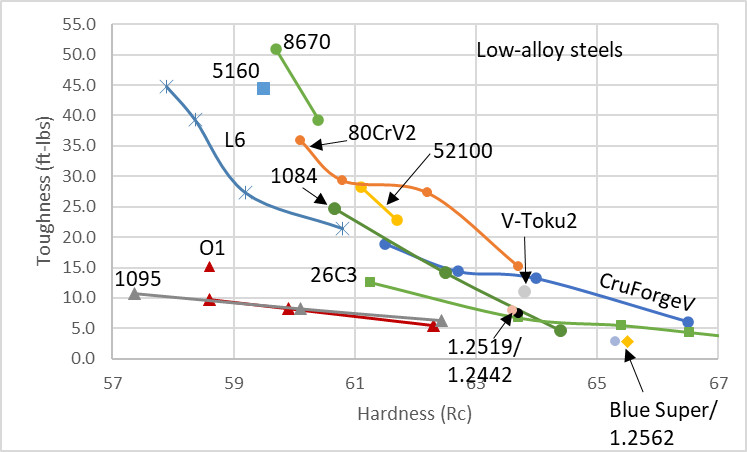
80CrV2 has quite good toughness; I have found slightly better toughness than 1084, in fact. That may be explained by the slightly lower carbon, the chromium addition further reducing carbon in solution (less plate martensite), and the vanadium addition to keep the grain size small. The only low alloy steels with better toughness are those with lower carbon such as 8670 and 5160.
Wear Resistance
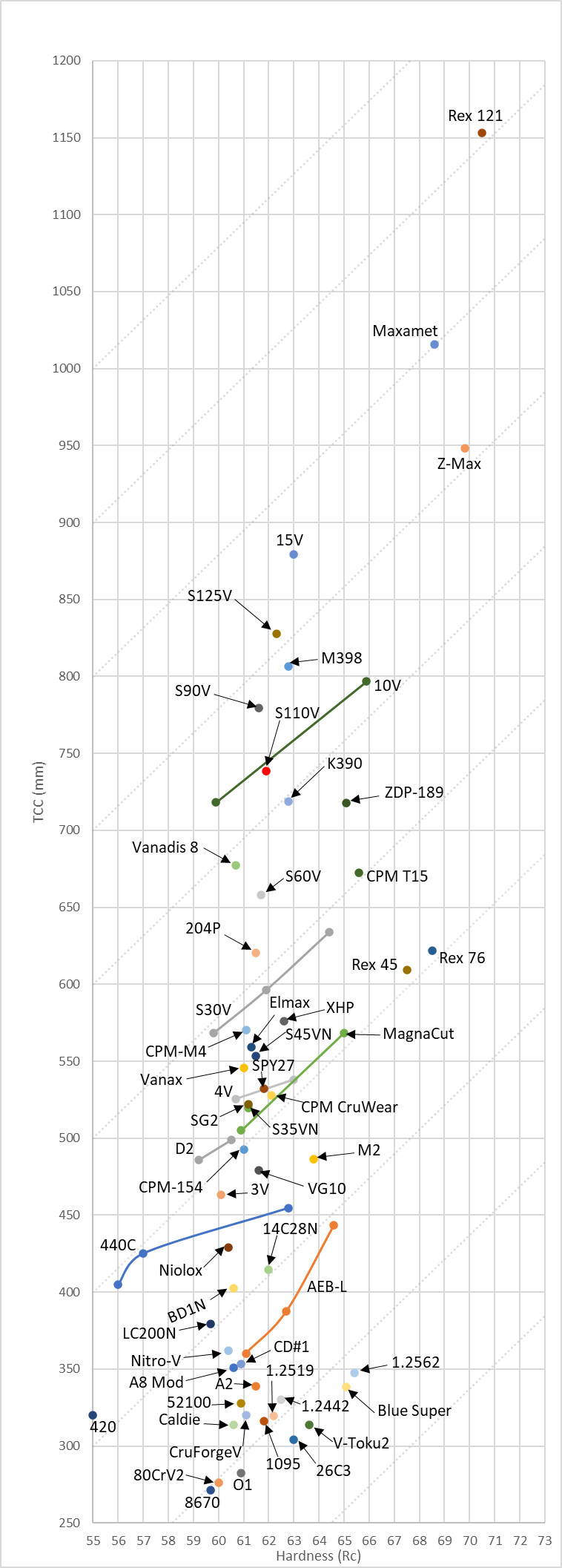
Given that 80CrV2 has almost no carbide in it after heat treatment, the wear resistance of 80CrV2 is controlled almost exclusively by its hardness. This means that its wear resistance as measured by a CATRA edge retention test is very low on the chart. Steels with more carbide can do much better when it comes to edge retention from abrasion. Read more about CATRA testing in this article.
Heat Treating 80CrV2
Before we get to all of the experiments and explanations of each step I have my general recommendations for heat treating 80CrV2. You don’t have to read everything to get the punchline but I recommend that you read it anyway to understand where these recommendations come from. The rest of the article also explains what to do in different scenarios such as forge heat treating rather than furnace heat treating, stock removal vs forging, etc.
Normalize at 1550-1650°F for 10-15 minutes and air cool.
Anneal at 1400°F for 30 minutes, cool at 600°F/hr to 1200°F, air cool.
Austenitize at 1525°F for 10-20 minutes depending on stock thickness, quench in oil.
Temper at 300-450°F to desired hardness.
The big picture
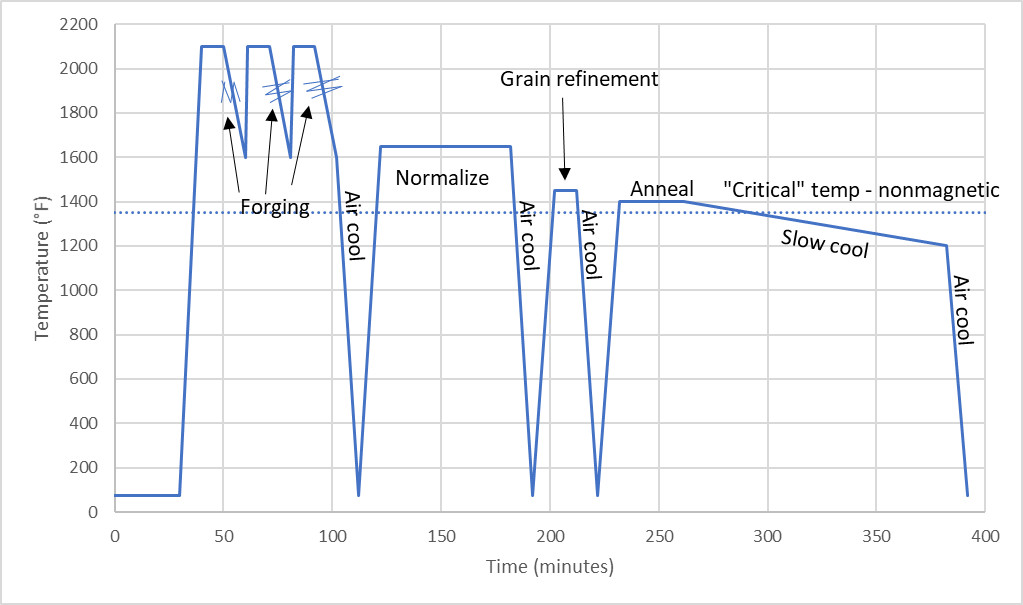
We are going to be discussing each of the above steps. First the steel is forged if you are a bladesmith. If you are a stock removal maker, don’t worry, we will explain how to handle the steel in that scenario as well. The steps after forging, but before the final austenitize and quench, are sometimes generically referred to as “thermal cycling” which I have written a separate article about. Read it here to learn more about what is happening in each step and why you do each one. After forging you “normalize” the steel by heating to a high temperature and air cooling. This is to get a consistent microstructure and a finer grain size after forging. Forging can lead to inconsistent carbide structures and a large grain size. There is then an optional “grain refinement” step at a somewhat lower temperature which is to further refine the grain size but assumes the carbide structure has already been repaired in the normalization step. Then the steel is annealed which is a step where the carbide structure is “spheroidized” which gives it the most machinable condition for grinding, drilling, and cutting. A spheroidized structure also heat treats somewhat differently than a typical air cooled microstructure of pearlite. So even if a knifemaker chooses not to do an annealing step he must know that the steel will respond differently when austenitizing.
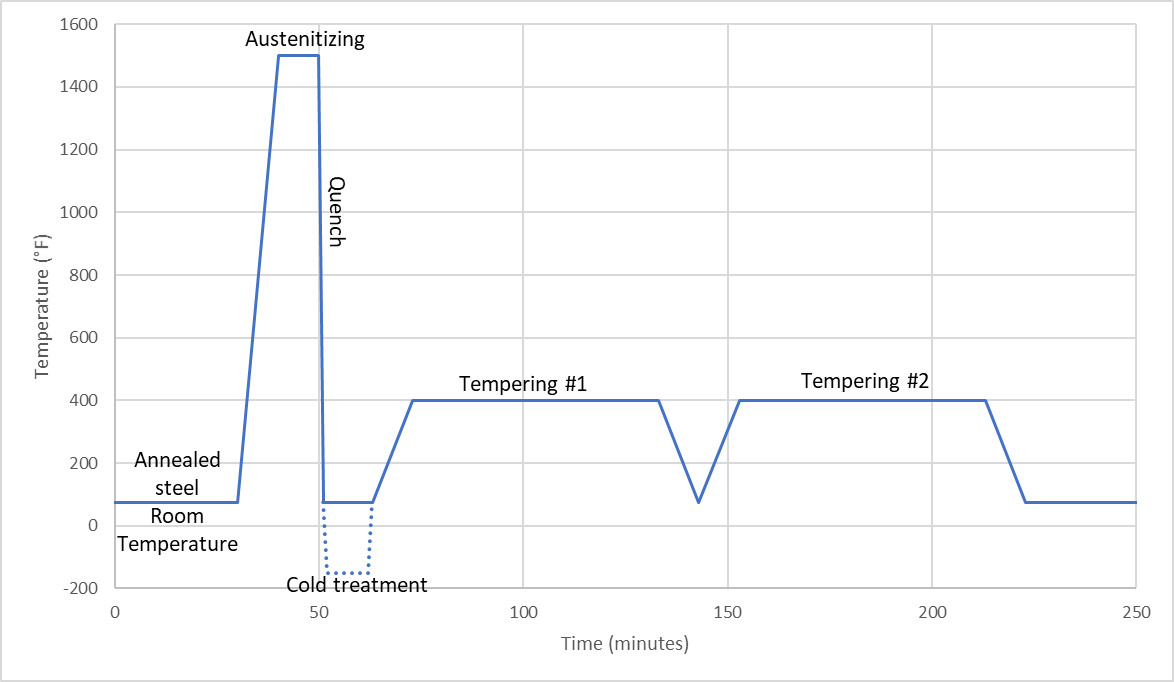
The steel as it arrives from the steel manufacturer is annealed and spheroidized, so all of the steps I just gave can usually be ignored for the stock removal maker. The steel is heated to an “austenitizing” temperature to get the proper amount of carbon “in solution” prior to rapidly quenching to form martensite which is a high hardness structure in the steel. Then tempering is performed which somewhat reduces the hardness but with the benefit of improved toughness. An optional cold or cryo treatment can also be performed after quenching which I have written about here.
Conflicting Datasheets?
One of the reasons why 80CrV2 is important to discuss is there are several different datasheets with different recommendations. For example, DEW has what I would call a fairly standard recommendation where it says to austenitize between 800 and 830°C (1475-1525°F). Then Bestar has a recommendation for 840-880°C (1545-1615°F). And the New Jersey Steel Baron datasheet recommends 1465-1480°F. In terms of “thermal cycling,” Bestar offers no suggestions for normalizing and annealing, DEW recommends annealing at 680°C (1250°F) with a furnace cool, and NJSB recommends 1650°F for 10 minutes air cool, 1500°F for 10 minutes and air cool, and 1350°F for 10 minutes and air cool. So with these different recommendations what is a knifemaker to do? I tried several different datasheet recommendations along with what I suggested in my book, Knife Engineering, and I have information about what I think you should use.
Forging
You can forge relatively hot and the steel will survive, but at very high temperatures the grain growth is quite rapid and you start to get into the danger zone where grain boundaries will melt and the steel starts to crumble during forging. Forge no hotter than 2100°F though I found one datasheet from the sij group that recommended only 1050°C/1925°F as the maximum forging temperature.
The Experiments
I used 80CrV2 from three different steel suppliers: Alpha Knife Supply, Jantz Supply, and New Jersey Steel Baron. I was given the steel for free by each of them. NJSB reports that the steel they supply comes from Buderus while the other two do not disclose the ultimate manufacturer of the steel. Knifemaker Warren Krywko did most of the heat treatments with the AKS material and sent me the specimens for hardness and toughness testing. Steel tested with the prior microstructure as it comes from the manufacturer are labeled as “AKS,” “Jantz,” or “Buderus.”
I also did two different prior microstructures as if the steel was forged by a knifemaker. For these experiments I used the Jantz 80CrV2. I heated them at 2000°F for an hour to simulate the grain growth from forging. The steel was put in a stainless foil packet to prevent decarburization and scale during the cycling steps. For one set of specimens I gave them the NJSB recommended thermal cycling with the 1650-1500-1350 progression from their datasheet, each with a 10 minute hold followed by air cooling. This prior microstructure is labeled as “NJSB.” For another set I used a 1550°F normalize followed by an anneal where I heated the steel to 1400°F for 30 minutes followed by cooling at 600°F/hr to 1200°F and air cooled. That prior microstructure is labeled as “KSN” because that follows the Knife Steel Nerds recommendation for normalizing and annealing.
Normalizing
After forging there can be variable microstructures in the steel, with uneven grain size and carbide structure. Sometimes there are carbides located at the grain boundaries which are especially undesirable as they reduce toughness. The most important part of normalizing is that those grain boundary carbides are dissolved. Therefore there is a minimum temperature we need to reach to ensure that the carbides are dissolved. Some knifemakers get concerned about normalizing at too high a temperature because they want to refine the grains more but it is more important that the deleterious carbides are dissolved first. I recommend a minimum normalizing temperature of 1550°F for 80CrV2 though higher temperatures can be used. The temperature doesn’t need to be extremely precise as long as it is high enough to dissolve the carbides. So a laser thermometer or a tempilstik can be used to determine the temperature. Though I haven’t had good luck with the low cost high temperature laser thermometers. Reaching 1600°F would be a decent target if you are heating in a forge and checking for temperature with one of these methods. There is one specific scenario where I recommend going to a higher normalizing temperature which I will discuss in the “Heat Treating in a Forge” section.
After the heating is accomplished the steel is air cooled which leads to a “pearlite” structure of alternating carbide and ferrite. Carbide is a very hard phase created between carbon and iron, and ferrite is a soft phase found in normal room temperature iron. When you air cool a low alloy steel you get the alternating structure of carbide and ferrite called pearlite. An animation to visualize the formation of this alternating structure is shown below.
Grain Refining
A common step with many knifemakers is then to do a cycle somewhat similar to a normalize but from a lower temperature to make the grain size smaller. Steel is more sensitive to temperature than time when it comes to grain growth. Heating the steel back above the “critical” temperature where austenite forms means that new, small austenite grains form which will stay small at a relatively low temperature. The approximate grain size can be determined by fracturing an untempered, quenched piece of steel. See below for the fracture appearance of 1084 from three different temperatures:
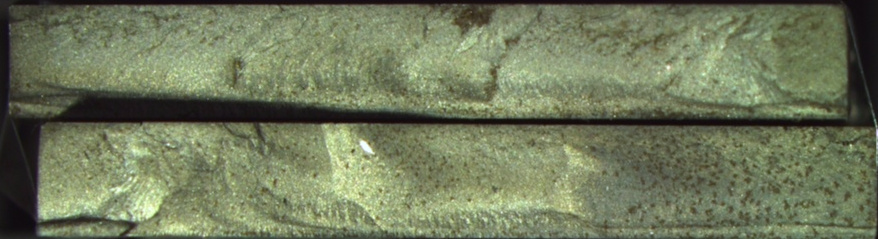
1475°F (800°C)
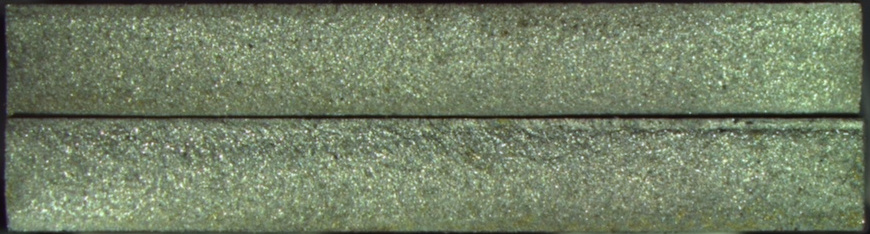
1700°F (925°C)
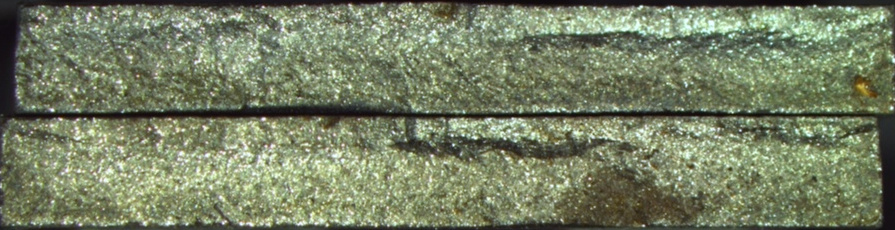
2000°F (1095°C)
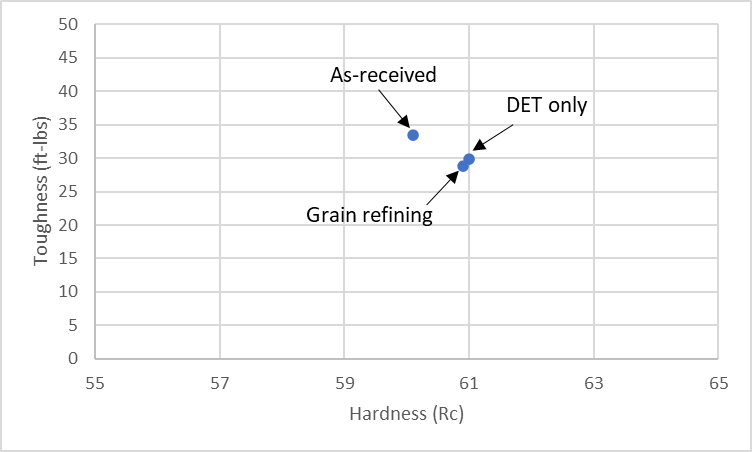
You can see that the fracture surface becomes “rockier” as the temperature increases. So a grain refinement step from the range of 1400-1475°F or so can mean a finer grain size. This is why the NJSB datasheet recommends the intermediate step of 1500°F for 10 minutes followed by air cooling. However, in general I don’t recommend the grain refinement step because I also recommend an annealing step described in the section below. The anneal is also done from a low temperature above critical (1400°F) which forms small grains. In experiments with 1084 I found no difference between steel that was given extra grain refinement steps and steel that wasn’t, if they were both given a proper anneal. The 1084 that was annealed-only with no grain refinement is labeled “DET only” in the chart below:
Annealing
Annealing is done to further soften the steel, spheroidize the carbides, and set it up for the final austenitize and quench. A spheroidized structure machines better than pearlite even when they are at similar hardness. Pearlite and spheroidized carbides also respond differently to heat treatment and I have some explanation of the pros and cons later in this article.
There are several different methods of annealing. When the steel is heated below the “critical” temperature (below the point where it transforms to austenite and becomes non-magnetic), the pearlite will spontaneously spheroidize and become round carbides. This is known as a subcritical anneal. However, this can take many, many hours. In an experiment reported in the literature with 1080 steel it took roughly 360 hours to fully spheroidize at 1200°F. I summarized that experiment in the article on thermal cycling. So the 1350°F for 10 minutes step recommended in the NJSB datasheet isn’t long enough to do very much and I recommend skipping it if you want to follow their datasheet. The subcritical anneal can be greatly accelerated by austenitizing and quenching prior to to a hold at a temperature such as 1200-1300°F which is called a “temper anneal” because it is essentially a very high temperature anneal. A temper anneal can be performed in 1-2 hours rather than 300.
I generally recommend a “transformation anneal” also called a “Divorced Eutectoid Transformtion” anneal (DET). Which sounds very fancy but is the oldest method of annealing where the steel is heated to nonmagnetic and then slowly cooled. With a furnace for 80CrV2 I recommend 1400°F for 30 minutes followed by cooling at 600°F/hour. With a forge you heat to nonmagnetic (and no hotter) followed by placing the steel in a slow cool media like vermiculite. The cooling rate of 600°F/hr or in vermiculite is faster than typically found in many datasheets that recommend 50°F/hr or even 20°F/hr. The faster cooling rate means a finer carbide structure while still having low hardness for ease in machining. The finer carbide structure means that it austenitizes more rapidly and can sometimes mean better toughness.
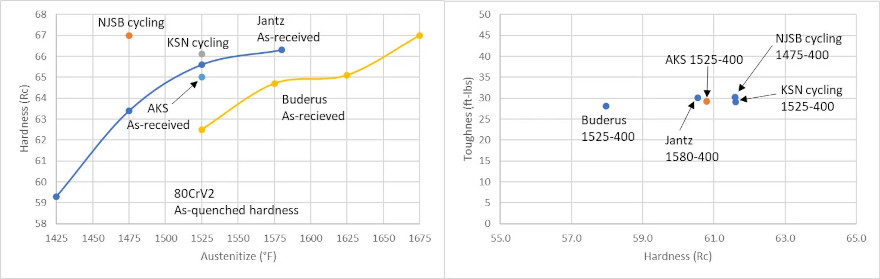
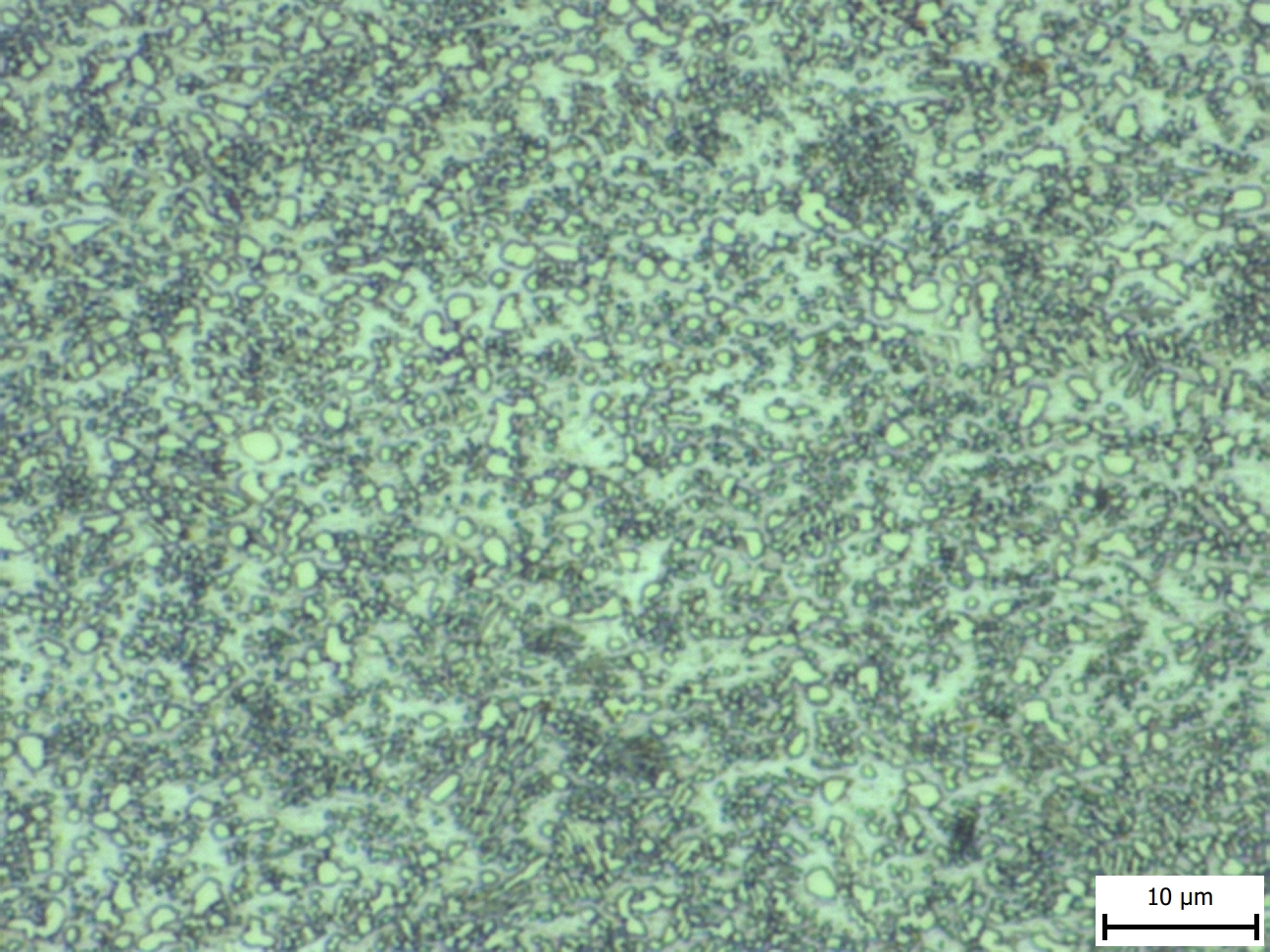
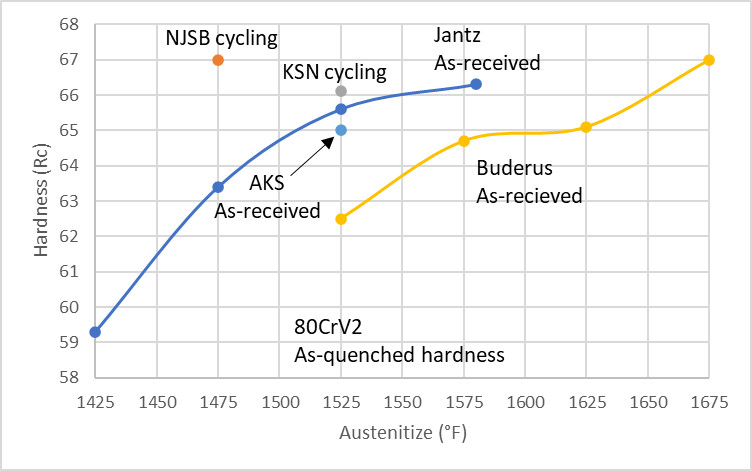
Below shows the resulting hardness of the 80CrV2 either as-supplied from the manufacturer or after the “thermal cycling” process described above:
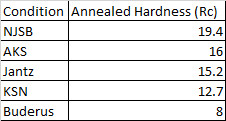
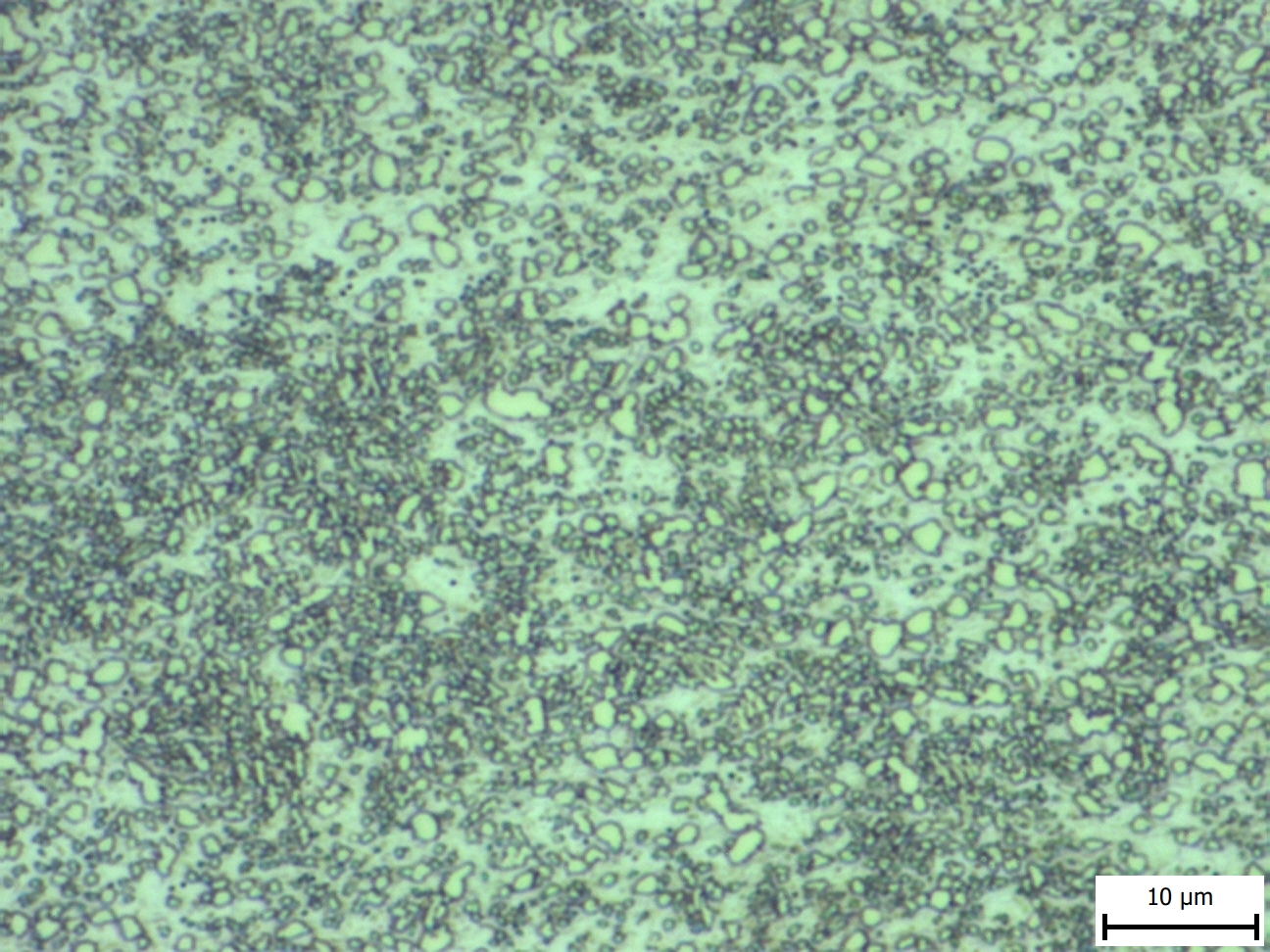
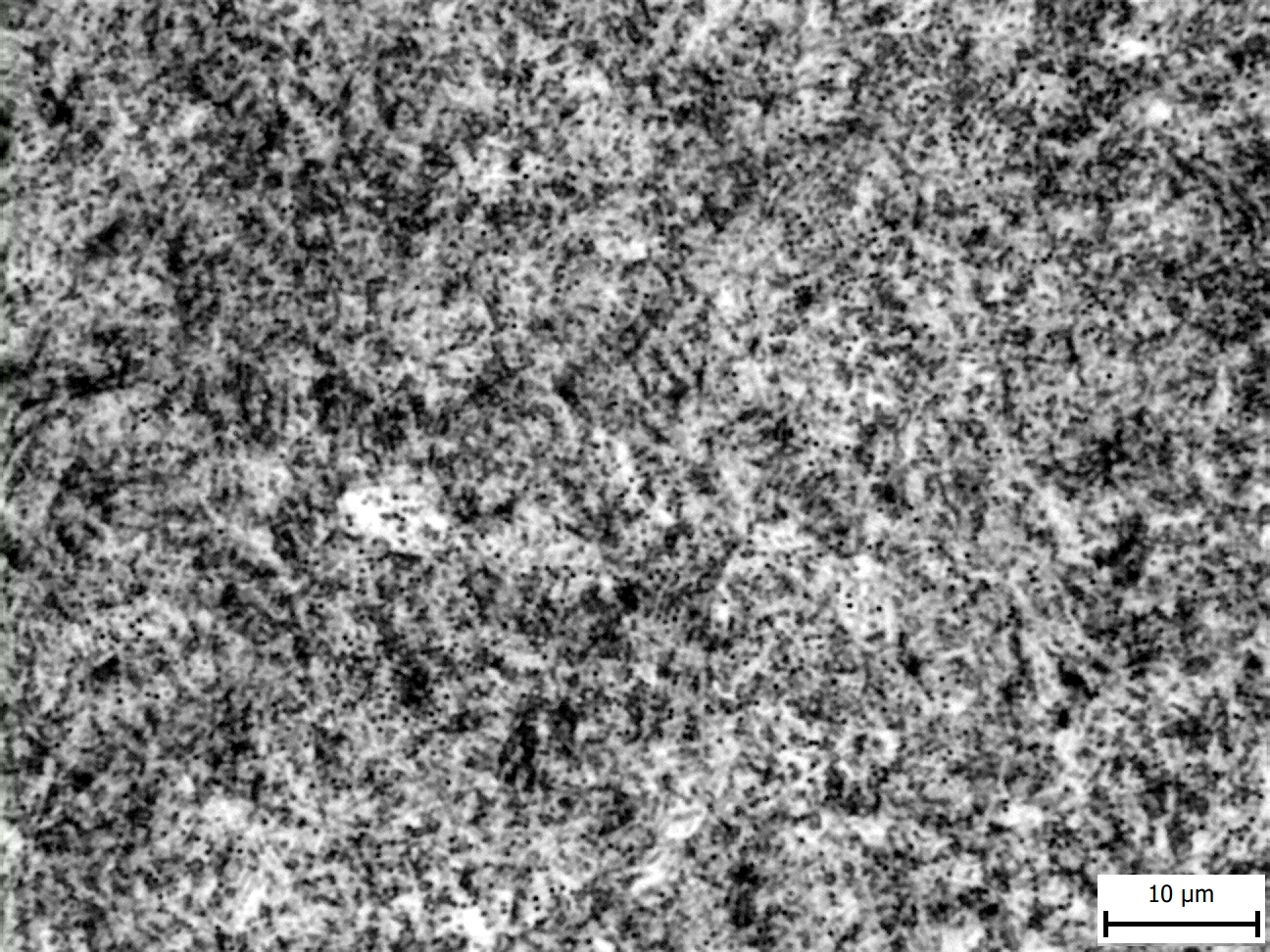
The NJSB material is the highest in hardness because it wasn’t annealed. It is primarily a pearlite microstructure with some spheroidized carbides. The AKS and Jantz material has roughly the same hardness and a similar annealed microstructure. Another surprise is that the KSN-recommended thermal cycling led to somewhat lower hardness than AKS/Jantz even though the KSN processing led to the finest carbides. The Buderus material had the lowest hardness and the coarsest carbides. The microstructures below are very fine so it can be difficult to see everything going on even at this 1000x magnification. But you should be able to see the trend between the finest and coarsest microstructures.
“NJSB-cycling” – mostly pearlite with some spheroidized carbides
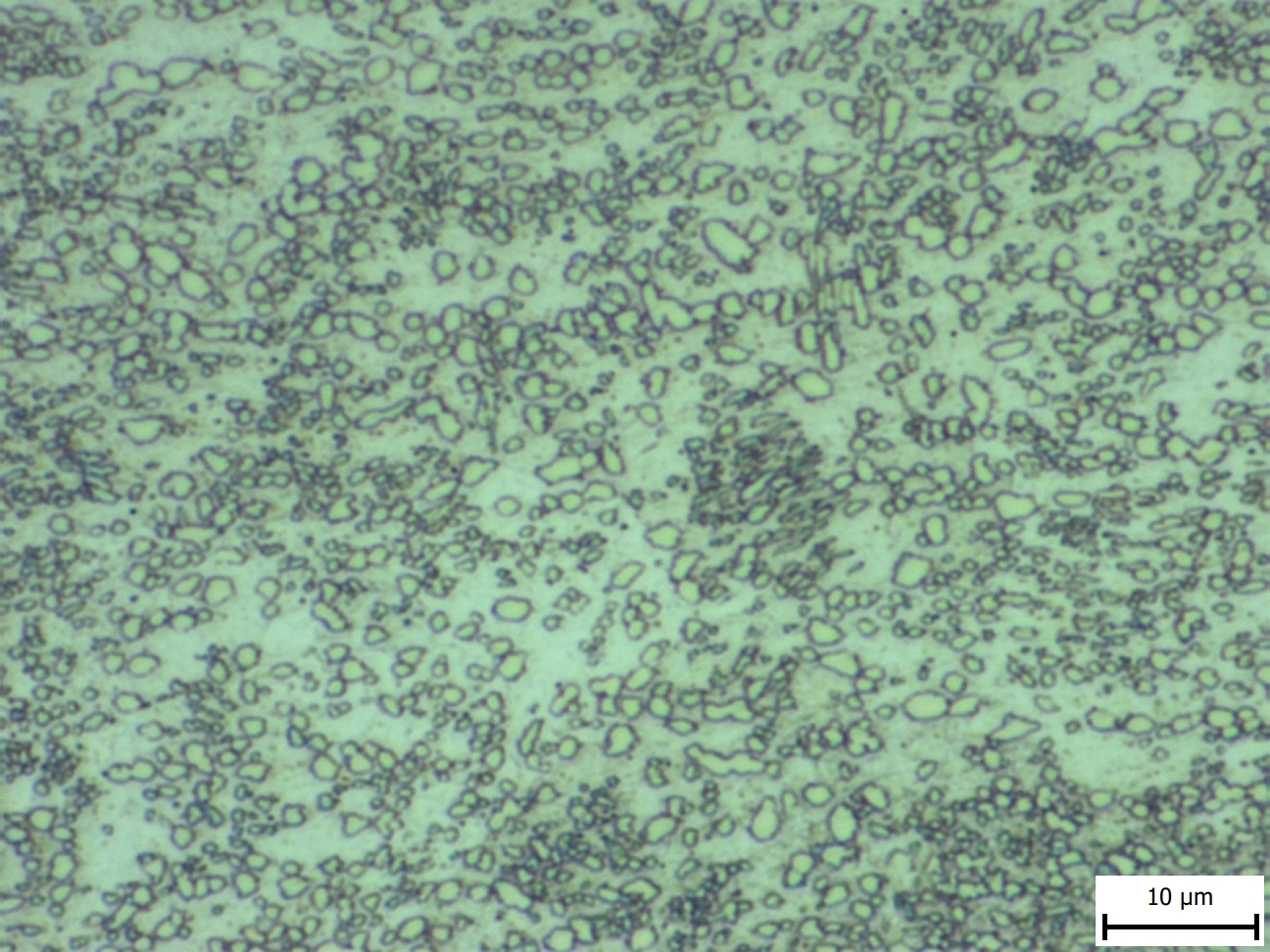
“KSN-cycling” – fine spheroidized microstructure
Jantz-supplied material – medium carbide size spheroidized microstructure
AKS-supplied material – medium carbide size spheroidized microstructure
Buderus-supplied material – coarse spheroidized carbides
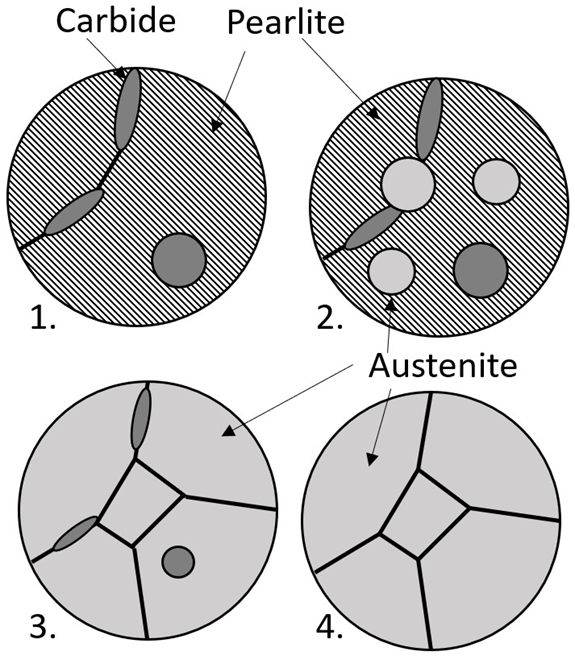
This prior microstructure is important to heat treating response. The larger the carbide structure, the greater the distance carbon and other elements have to dissolve, the longer it takes for austenitizing. You can visualize this by seeing the difference between a coarse spheroidized structure and a pearlite structure in the following schematic diagram. Notice how much further the carbon has to travel from the black carbide in the coarse spheroidized condition:
Spheroidized Carbide
Pearlite
With a pearlite structure you don’t have much control over the final hardness because the carbide dissolves so easily. I prefer the fine spheroidized carbide structure because you have more control over the austenitizing step and can avoid “over-austenitizing” with too much carbon in solution, especially with steels that have more carbon than 80CrV2. For example, see the hardness of 52100 with different austenitizing temperatures from either a pearlite or spheroidized microstructure. The pearlite starting structure has the same hardness regardless of the temperature chosen, while the spheroidized structure led to a range of hardness values. You have control over carbon in solution, final hardness, and final toughness with the spheroidized carbide structure but with pearlite it all has high carbon in solution and high hardness.
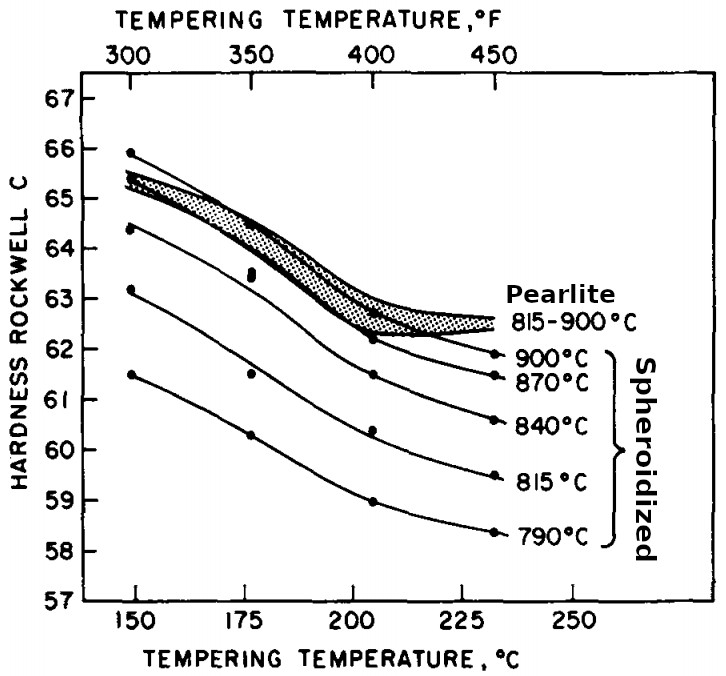
52100 Steel. Data adapted from [2].
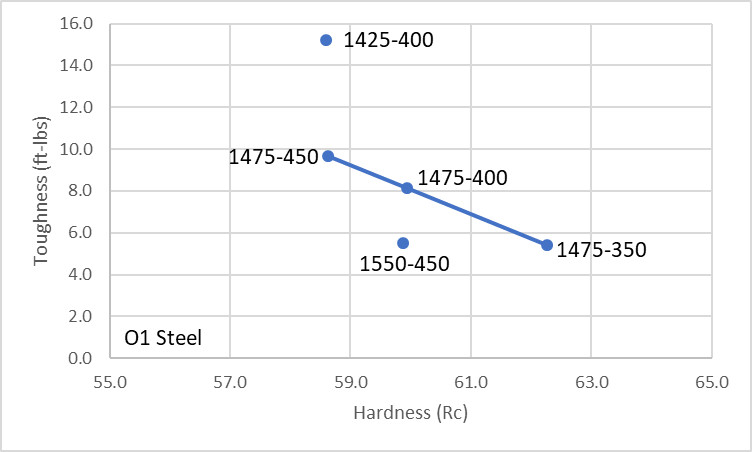
With high carbon steels this is an issue because it will result in plate martensite and reduced toughness. See below which shows O1 steel heated to different austenitizing temperatures. The 1425°F austenitize had significantly better toughness not because of smaller grain size but from less carbon in solution and less plate martensite. Therefore from a pearlite starting structure the steel would always behave like a higher temperature austenitize no matter which temperature was chosen. With 80CrV2 it isn’t as big of a problem because of the lower carbon as you will see in the next section.
Austenitizing
The coarser the carbides the lower the hardness of the steel when austenitizing at the same temperature. The NJSB-cycled material with a largely pearlite structure had very high hardness from only 1475°F. Jantz material, AKS material, and KSN-cycled material all had a similar response to hardening. The Buderus material had the lowest hardness. To make sure this difference was from microstructure I also did the same “KSN cycling” with the Buderus material. In case there were also composition differences or other effects that might have led to the difference. The experiment with “KSN cycling” and a 1525°F austenitize below was performed with both the Jantz and Buderus material and I got 66.1 Rc both times. It was mostly chance that the hardness ended up being identical but even if they had been 0.5 Rc different than each other the point would still stand.
For testing toughness I austenitized the NJSB-cycled material from 1475°F (to match the NJSB datasheet); the KSN-cycled, AKS-supplied, and Buderus-supplied material from 1525°F; and the Jantz-supplied material from 1580°F. That 1580°F temperature was selected to test the higher recommended austenitize from the Bestar datasheet which gave the range of 1545-1615°F (1580 is in the middle of that range).
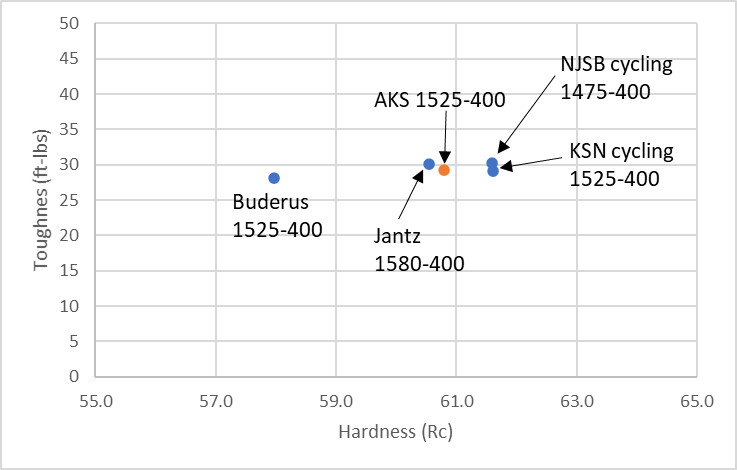
The AKS-supplied, Jantz-supplied, NJSB-cycled, and KSN-cycled material are surprisingly similar. I’m not sure there is a significant difference between any of them. This is despite the fact that the Jantz material was austenitized at 1580°F and the NSJB-cycled material had a mostly-pearlite starting microstructure. This indicates two things: 1) The vanadium addition is effectively suppressing grain growth up to at least 1580°F. In 5160 a drop in toughness was observed when austenitizing as low as 1550°F as a comparison. 2) The 0.80% carbon content of 80CrV2 is keeping the amount of plate martensite low enough that a drop in toughness is not being seen in the Jantz material austenitzed from 1580°F or the NJSB-cycled material which starts out at a higher as-quenched hardness (more carbon in solution).
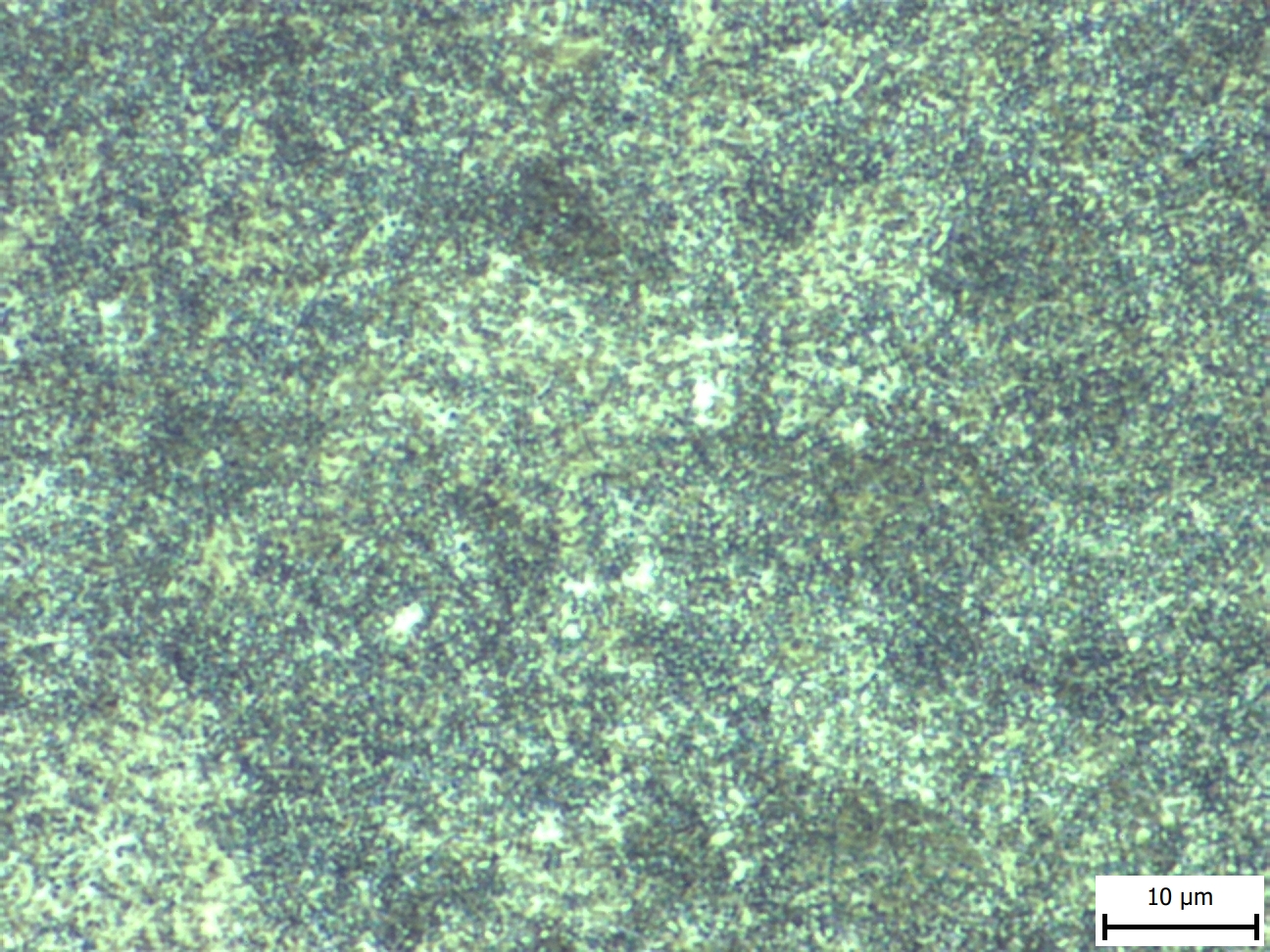
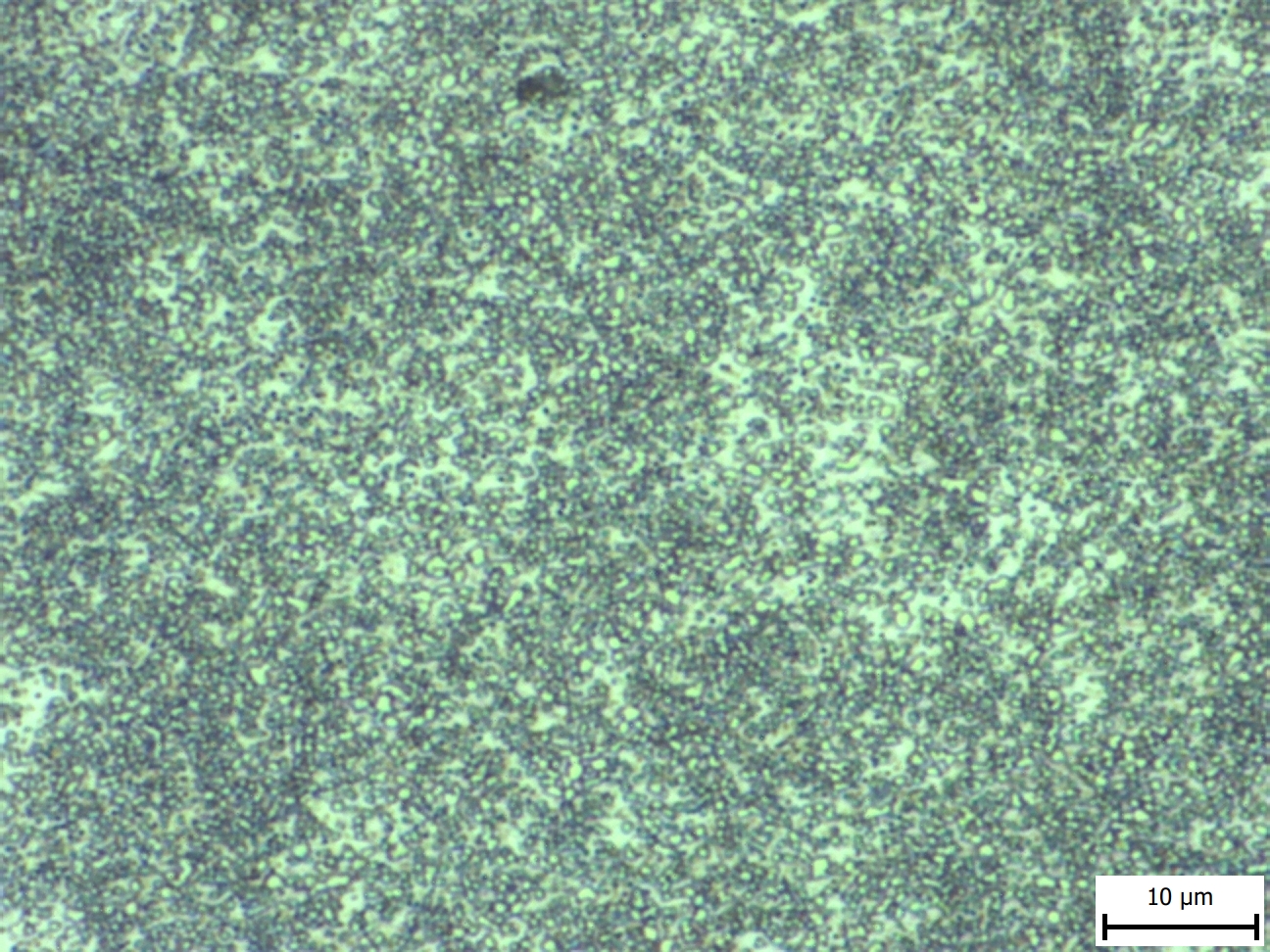
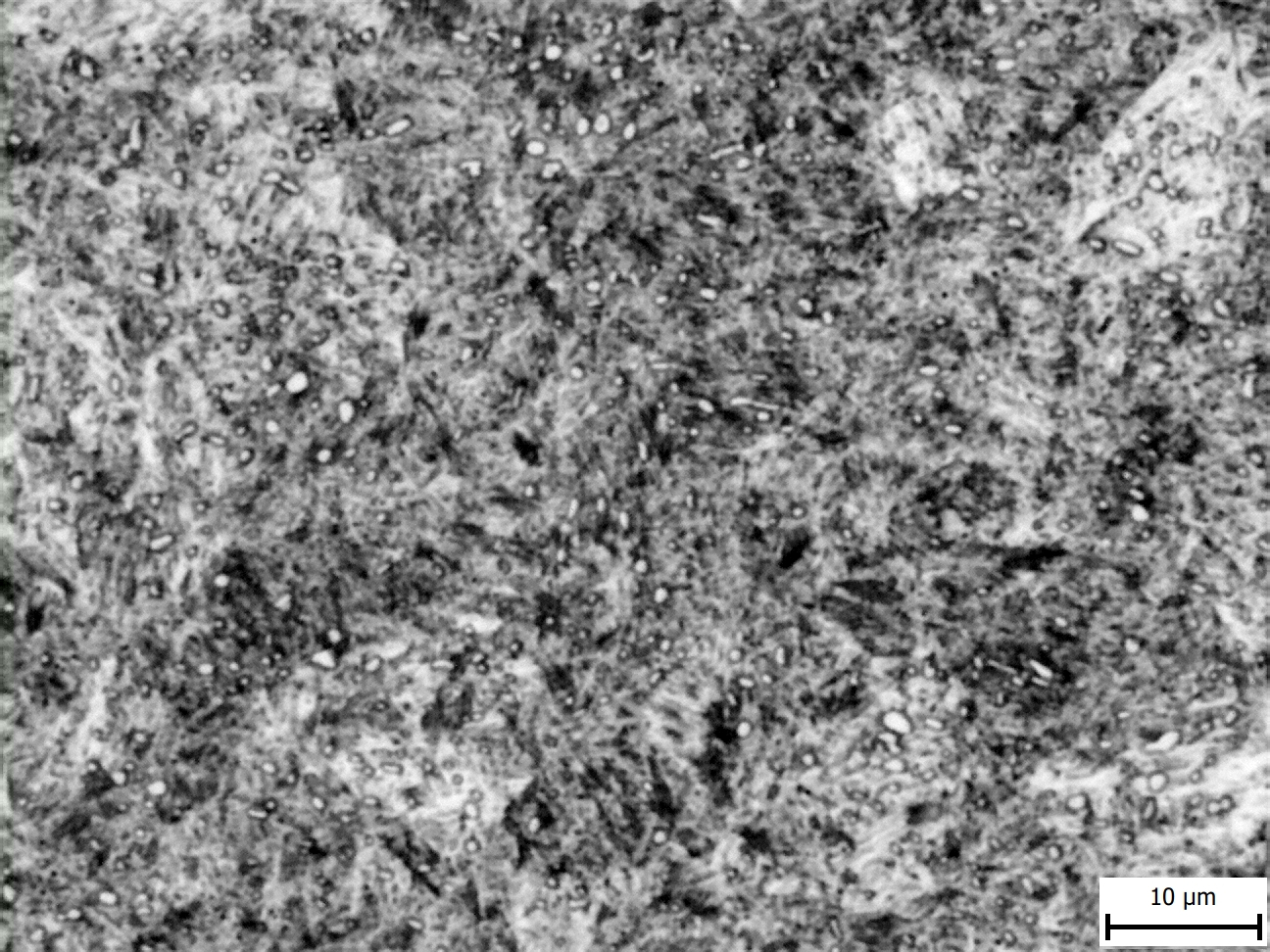
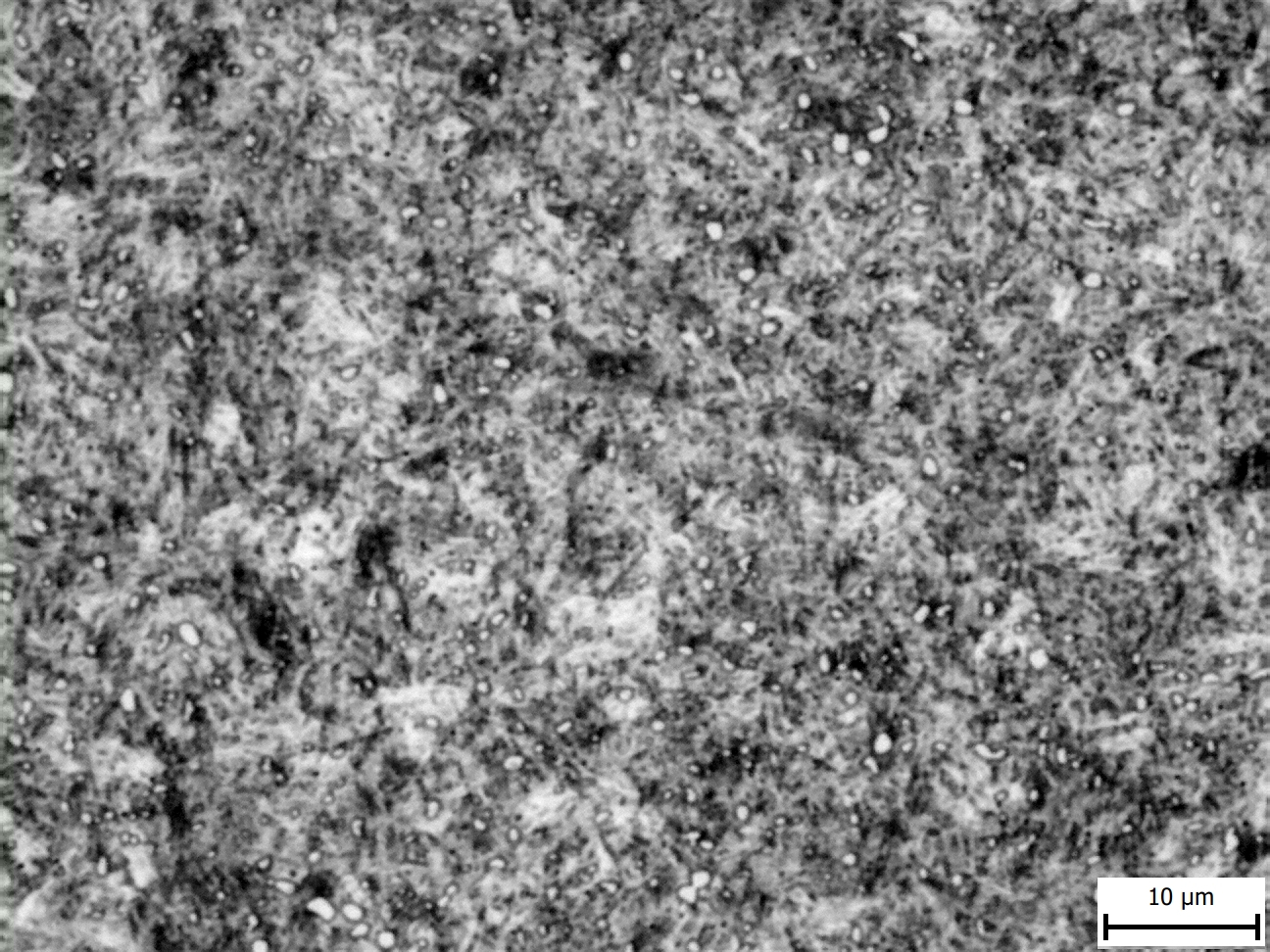
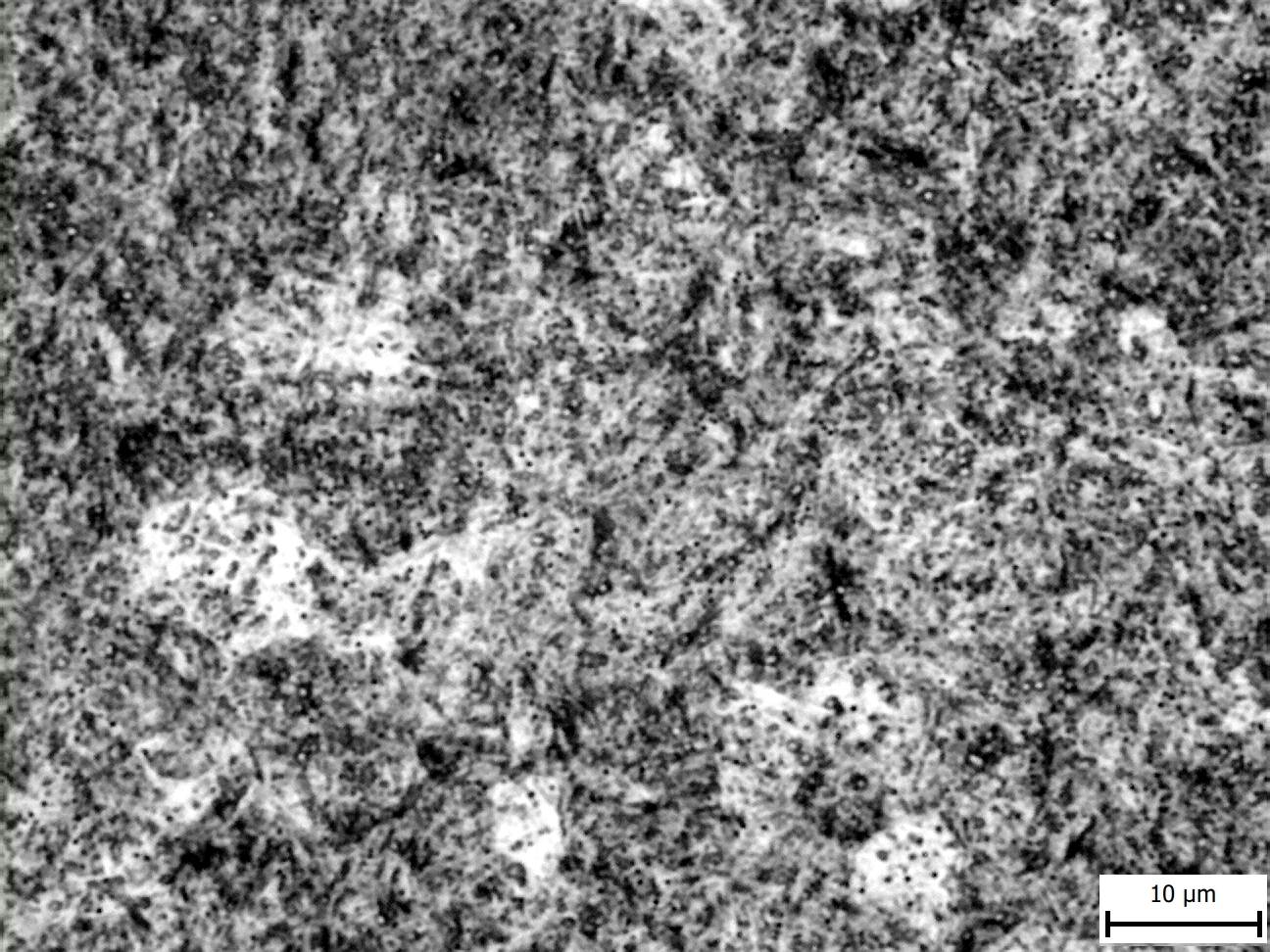
Heat treating from the condition supplied by Buderus led to about 3 Rc lower hardness which corresponds with the lower as-quenched hardness. Micrographs of the heat treated toughness coupons are shown below. The amount of carbide remaining in the microstructure after heat treating correlated with how coarse the carbides were prior to austenitizing as seen in the micrographs below. The NJSB-cycled material with a pearlite starting microstructure has virtually no carbide. The somewhat greater amount of carbide found in the others would provide a small benefit for wear resistance and edge retention. The micrographs below are in order from the most carbide (Buderus) to the least (NJSB-cycled).
Buderus 80CrV2 – 1525°F austenitize, 400°F temper
AKS 80CrV2 – 1525°F austenitize, 400°F temper
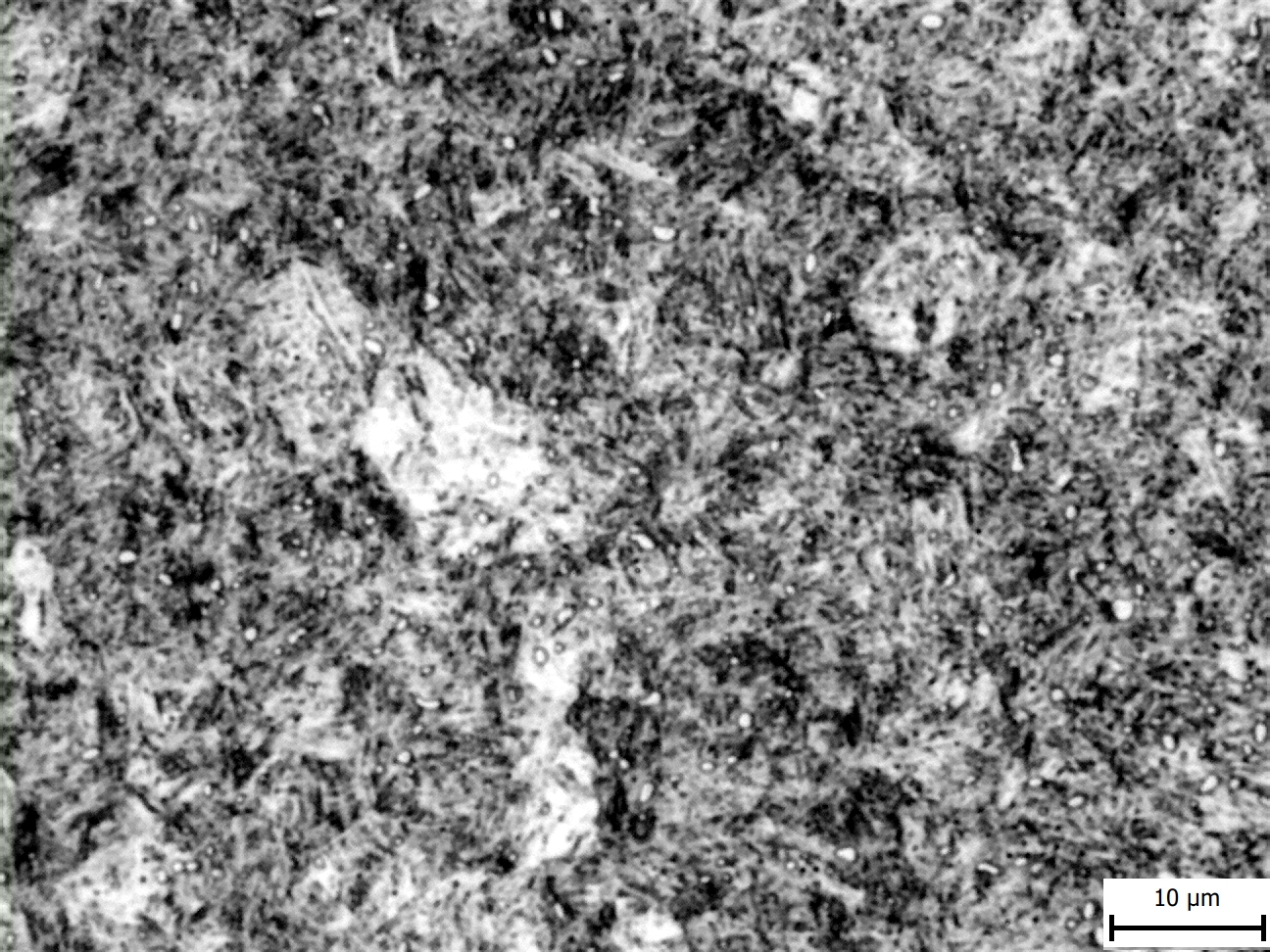
Jantz 80CrV2 – 1580°F austenitize, 400°F temper
KSN-cycled 80CrV2 – 1525°F austenitize, 400°F temper
NJSB-cycled 80CrV2 – 1475°F austenitize, 400°F temper
Quenching
The above toughness experiments were done with quenching in two different oils. The AKS-supplied material heat treated by Warren was quenched in Duratherm 48, an oil with speed equivalent to Parks 50. In other words, they are “fast” oils. The rest were quenched in the medium-fast oil AAA. The NJSB datasheet warns against quenching in fast oil and says that reduced toughness may occur. No difference in toughness was observed in these experiments with fast oil. I haven’t seen a reduction in toughness from quenching in fast oil even with very high hardenability steels like 8670. Slower oils can be used to help reduce the chance of warping, however.
I previously did a large study on different quenching oils and different steels which you can read here. One surprise from that study was that 1084 had significantly lower hardenability than 80CrV2. This was surprising because the published hardenability tests of the two steels don’t show much difference, and hardenability measurements with Mn and Cr show that the 0.75Mn in 1084 should be roughly equivalent to 0.5Cr-0.4Mn.
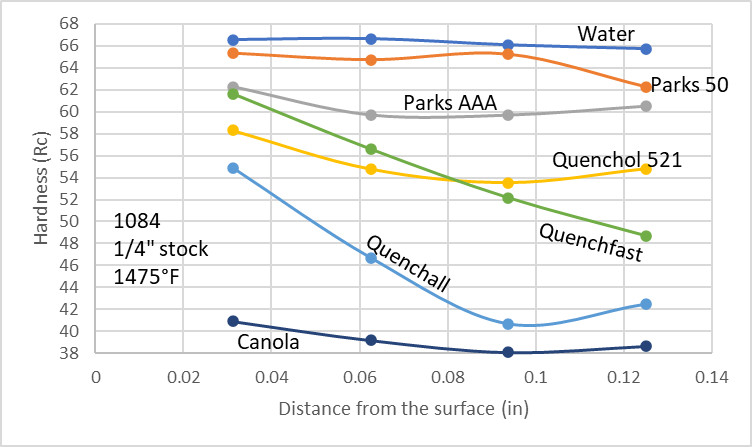
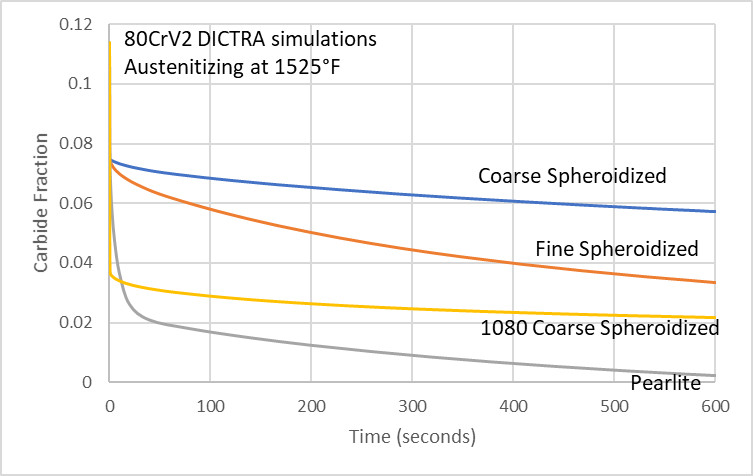
You can also see that the as-quenched 1084 was 66-67 Rc if fully hardened while the 80CrV2 was only 62 Rc. This is because the steels were supplied from Buderus with the coarse spheroidized structure. 1084 with its lack of chromium can still austenitize very rapidly and achieve full hardness even with the coarse structure. However, the chromium addition in 80CrV2 means that chromium must diffuse for carbides to dissolve rather than only carbon. Chromium is a much larger element and diffuses much more slowly. However, if the carbide structure is fine, the 80CrV2 can austenitize more easily such as can be seen in the diffusion simulations below showing the dissolution of carbide with time at austenitizing temperature. 1080 steel with a coarse spheroidized structure has the majority of its carbide dissolved in seconds, while 80CrV2 from the same condition after 10 minutes is nowhere close to the 1080 steel. Fine spheroidized carbides dissolve more readily but that condition is still much slower than 1080 steel. However, a pearlite structure of 80CrV2 austenitizes much more rapidly, even faster than the 1080 coarse spheroidized steel.
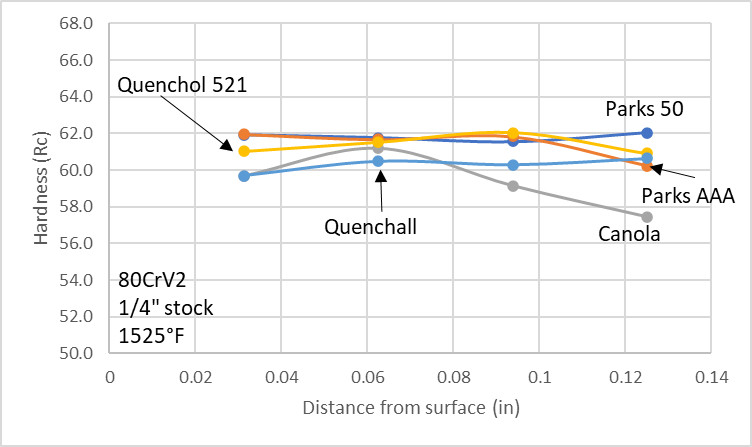
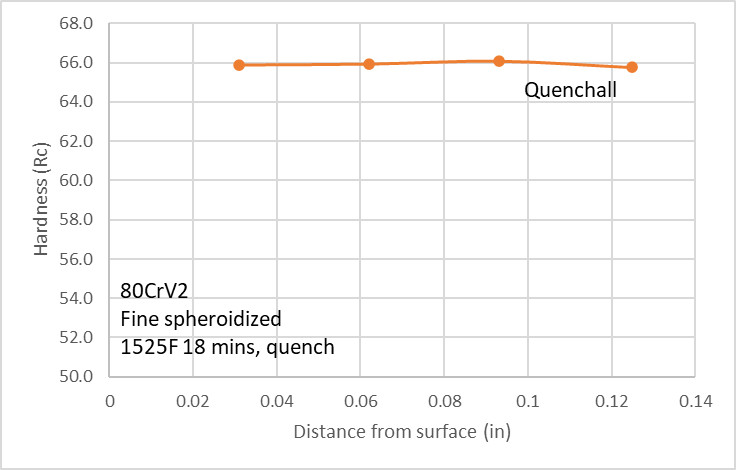
One common question I got after the oil quenching study is what the difference in hardenability would be for each steel if it had a finer starting microstructure rather than the coarse structure found in the as-supplied Buderus material. Typically, a coarse structure leads to higher hardenability than a fine structure, but the fine structure means higher initial hardness so how all that balances out can vary. In this case, using a fine spheroidized structure from KSN-cycling led to 66 Rc with consistent hardness throughout even a 1/4″ piece of steel. The Quenchall oil I used is relatively slow, so this shows that the hardenability of the 80CrV2 is pretty good.
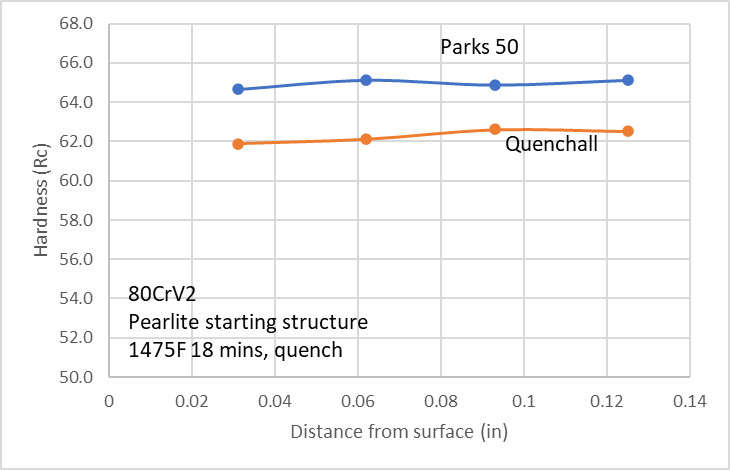
However, when I austenitized and quenched from a pearlite starting structure such as is found in the NJSB-cycled material there was a reduction in hardness with slower oil from the finer structure. In that case I measured a difference between the slow Quenchall and the fast Parks 50.
I also measured the difference in behavior from “under-austentizing” such as sometimes can happen with uncontrolled heat treating in a forge. This led to a further reduction in hardness and hardenability.
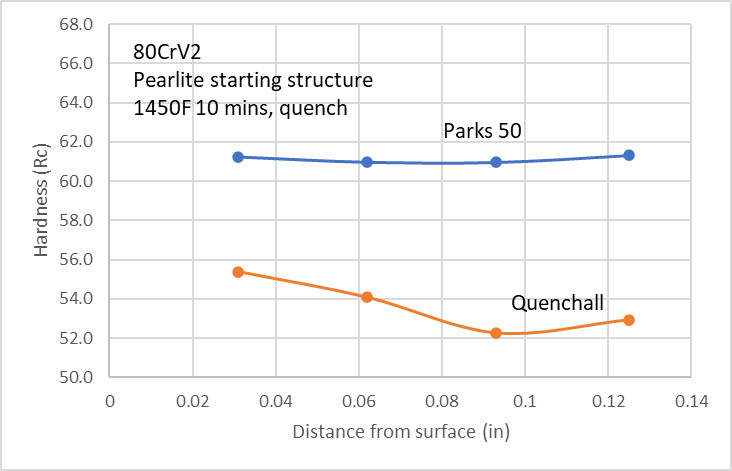
So 80CrV2 has reasonably good hardenability. With a fine carbide structure it will fully harden even with 1/4″ stock quenched in slow oil. With a pearlite starting structure the hardenability becomes somewhat more of a concern, at least with 1/4″ stock and a 1475°F austenitizing temperature. Reduced stock thickness or partial bevels would alleviate that.
Tempering
The AKS-supplied material heat treated by Warren was also tempered to different hardness levels and tested for toughness. Below I have the results:
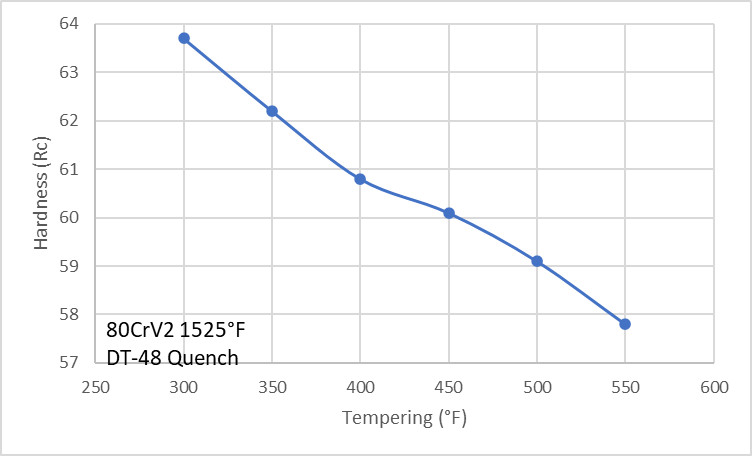
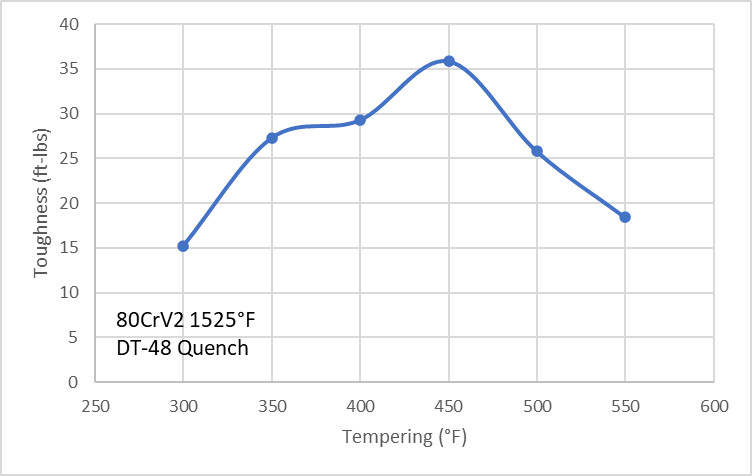
The hardness was reduced with higher tempering temperatures as expected, with about 63.5 Rc from a 300°F temper down to 58 Rc with a 550°F temper. Toughness was also increased with higher tempering up to a peak at 450°F followed by a decrease at 500 and 550°F. This reduction in toughness with higher tempering temperatures comes from a phenomena called “tempered martensite embrittlement” which I have written about here. So I would not recommend tempering 80CrV2 above 450°F. Below I have plotted the hardness-toughness balance after removing the 500 and 550°F tempering temperatures:
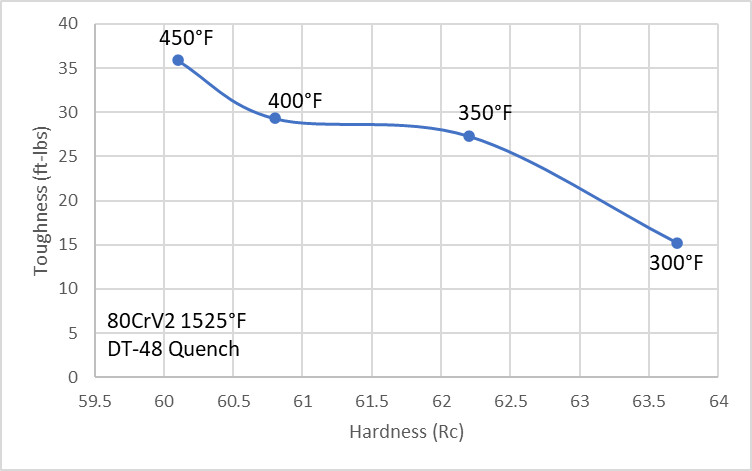
There wasn’t much drop in toughness by tempering at 350 rather than 400°F but you get a significant hardness bump by using the somewhat lower temperature. And while there was a significant drop in toughness by using the low tempering temperature of 300°F, the resulting toughness around 15 ft-lbs is still quite high when compared with many other knife steels. So for most knives I would probably recommend tempering in the 350-400°F range, but the 300°F temper looks attractive for thin knives with high cutting performance.
Heat Treating in a Forge
The above recommendations all include specific temperatures measured because that is how we test things. I always recommend heat treating in a furnace rather than a forge where possible because I greatly prefer having the consistency in performance you get. And you don’t have to worry as much about screwing up a knife because it was overheated or underheated during austenitizing. I have an article already about my specific recommendations for “forge heat treating.” My recommendations are a bit different than what I have seen in the past so I will briefly summarize them here. I recommend normalizing the steel only (no anneal), then heating to non-magnetic (no hotter than that) and quenching. The normalized pearlite structure means much faster austenitization, so if the steel has become nonmagnetic it has enough carbon in solution and can be quenched. This eliminates the need to guess at how much hotter you need to go above nonmagnetic and helps prevent overheating when austenitizing in a forge. I have gotten steel sent to me for toughness testing from several knifemakers that heat treated in a forge and the success rate is roughly 20%; most of them were overheated. So having a fixed lower bound (nonmagnetic) means that you don’t have to worry about underheating, and the fact that you don’t need to heat any hotter than that helps prevent overheating.
That means if you are a stock removal maker, the first step is normalizing to have a pearlite structure. If the 80CrV2 you have comes from Buderus (whether from NJSB or one of the steel suppliers they supply to), this requires a higher than normal normalizing temperature. See the austenitizing vs hardness chart from the “Austenitizing” section of this article where you can see that about 1650-1700°F is necessary to get most of the carbide dissolved. This is higher than necessary for the other suppliers but it wouldn’t hurt to do 1650°F for them either.
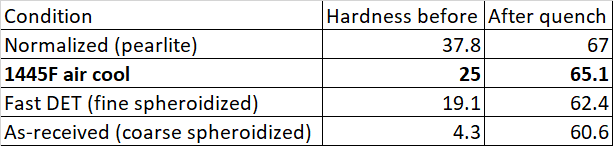
The optional grain refinement step may be beneficial for these as well since there is no annealing step, but the issue is that doing those lower temperature steps will partially spheroidize the steel and lead to slower carbide dissolution. For example, see my experiment with 52100 below where a single grain refinement step (labeled “1445F air cool”) led to lower hardness when quenching from nonmagnetic. So if you add the grain refinement step do only one, as 2-3 may get too close to the “fine spheroidized” condition where underhardening becomes a problem again.
52100 Steel Quenched from Non-Magnetic
Heat Treatment of 80CrV2 Summary
A few summarizing points before getting into my recommendations. 80CrV2 is relatively forgiving when it comes to heat treating, as the 0.80% carbon in combination with the vanadium addition means that it is difficult to “overaustenitize” the steel. Its medium level of hardenability means that it can be quenched in a relatively wide range of oils in most cases. And as long as it is tempered between 300 and 450°F it will have a pretty good hardness-toughness balance. The main thing to be aware of is what the starting structure is going into the austenitize and quench step as that will change how it behaves. That chromium addition makes it austenitize more slowly than 1084 from a spheroidized condition and this is significant for beginning bladesmiths heat treating in a forge rather than a furnace. For furnace heat treating, a 10 minute hold worked well for 1/8″ stock and I used an 18 minute hold for the 1/4″ material used in the quenching experiments.
Heat Treatment Recommendations
That was a lot of ground to cover in terms of experiments and it is easy to lose the forest for all of the trees so I have summarized my recommendations below for different scenarios.
Forged Blades Heat Treated with a Furnace
After forging, normalize at 1550-1650°F for 10 minutes followed by air cooling. If normalizing with the forge use a minimum of 1600°F to compensate for no hold time.
Anneal at 1400°F for 30 minutes followed by 600°F/hr to 1200°F followed by an air cool. Alternately, heat to nonmagnetic and place in a slow cool media like vermiculite.
Austenitize at 1525°F for 10 minutes (more if thick cross section) and quench in oil.
Temper at 300-450°F to desired hardness.
Heat Treating with a Forge (Stock Removal or after Forging)
Normalize at 1600-1650°F followed by air cooling.
Austenitize by heating to nonmagnetic (no hotter) and quench in oil.
Temper at 300-450°F to desired hardness.
(There is an optional grain refinement step after the normalize by heating to nonmagnetic and air cooling, but there are dangers. See the “Heat Treating in a Forge” section).
Stock Removal Blades Heat Treated with a Furnace
Austenitize at 1525°F for 10 minutes (longer with stock thicker than 1/8″), quench in oil.
Temper at 300-450°F to desired hardness.
[1] Krauss, G., and A. R. Marder. “The morphology of martensite in iron alloys.” Metallurgical Transactions 2.9 (1971): 2343.
[2] Stickels, C. A. “Carbide refining heat treatments for 52100 bearing steel.” Metallurgical Transactions 5, no. 4 (1974): 865-874.
Hello,
Very helpful article for the bladesmith ! There is a similar steel 73WCrMoV2-2 / 1.2604 that could be interesting to compare with 80CrV2 in terms of edge retention.
You can find a datasheet here: https://www.bestar-steel.com/media/pdf/4b/3f/f6/BE2604.pdf.
Due to the small additions of tungsten and molybdenum , i would estimate a better edge retention , unless there are no carbides forming ?
Mfg
Wolf
If you look at the similar, but higher carbon, O1, it didn’t result in an edge retention boost, at least with CATRA testing. I have a discussion of the poor performance of low alloy steels in CATRA testing in the original article reporting the results: https://knifesteelnerds.com/2020/05/01/testing-the-edge-retention-of-48-knife-steels/
You have a mislabeling on one of the figures.
The hardness vs tempering temp figure is labeled “toughness”.
Fixed
Typo note: under tempering both graphs have y axis label ‘toughness’ one should be hardness.
Finally watched some of your videos – you’ve got some great information in them. I also want to say how impressed I was with your Mr. Neighbor bit, I was worried that I’d be offended but it really came across as sincere (and very thorough) to me, nice work!
80CrV2 1525 F
DT-48 Quench
top of two graphs has y-axis mislabeled as “Toughness (ft-lbs)” rather than “Hardness”
Fixed
In your “Heat Treatment Recommendations” section, the guidance when heat treating in a forge is to normalize at 1600-1650F. The goal here is to fully dissolve the spheriodized carbides, yes? How long must the steel be held at this temperature to achieve this?
I gave a higher recommended temperature for normalizing in the forge because you can dissolve everything at that temperature with little or no holding time.
I don’t have all the scientific instruments like you. When I started working w 80crv2 I made a few edged blanks. Quenched at different Temps.
Tested by cutting, chopping, breaking, and looking at the grain.
1525 for 10 minutes seemed to work best. Quenched in 130f canola. Tempered at 400f twice.
Glad your more detailed analysis found the same as it gives me more confidence that I’m getting about the best I can out of it.
Thanks.
Larrin – I’ve been heat treating 80crv2 in a forge (both gas and induction) and quenching with parks 50 without much thought. Mostly because there’s no worry about walking into a cool shop and getting a fast enough quench.
Someone recently told me that “you can’t use parks 50 for O1 and 80crv2, or you won’t get the best results due to stress”.
You may recall, I make a bunch of woodworking tools. I haven’t noticed issues with either of these and parks 50 even though P-50 is a bit harsh/fast for O1. I don’t have warping issues and certainly have never had a crack with either.
Is there something I’m missing supposing I’m not ever venturing into air hardening steels or anything of the like?
“The vanadium addition is not for wear resistance as the amount is too small to significantly improve it. But the fine array of vanadium carbides helps to suppress grain growth by “pinning” the grain boundaries.”
That is why I never use O1 that doesn’t have 0.20% Vanadium. I have recently been seeing O1 where the 0.50% Tungsten has been replaced with 0.50% Molybdenum. Since I never knew what W does in O1 I am equally puzzled by the substitution of Mo. Just why are these alloyed in O1 Larrin?
Mo makes steel higher in hardenability. So presumably for larger dies that wouldn’t fully harden through with conventional O1.
I recently came across a steel called 73WCrMoV2-2 also called 1.2604. Could this be the easiest Steel to heat treat in a forge? With it’s eutectoid carbon composition AC3 should be really close to non magnetic, the formation of plate martensite is probably avoided and ist has some vanadium carbides to pin the grain boundaries. And am I wrong in the assumption that the moly addition helps to avoid TME?
The alloy content (Cr, Mo, etc) slows things down similar to 80CrV2 so the 1.2604 has similar pros/cons to 80CrV2. The Mo would have a minimal effect on TME.
From Varusteleka website:
80CRV2 CARBON STEEL AND HEAT TREATMENT
All Terävä carbon steel knives are made from 80CrV2 tool steel, a trusted choice in Finnish knife manufacturing for decades. The heat treatment leaves the surface of the steel softer, ~52 HRC. This creates a tough exterior to protect the blade. As the blade is ground, the harder (~59 HRC) inside is revealed and improves edge retention. The spine has ground bevels for striking Ferro rods.
The blades have blemishes and stains due to the manufacturing process. These are harmless and can be removed if they bother you.
CARE OF A CARBON STEEL BLADE
Carbon steel is easy to sharpen and maintain – you just have to remember to do it. If your knife gets wet in the bush, dry it the best you can. Never store the knife without drying and oiling the blade. Cooking oils are fine for this purpose.
does this make any sense, soft on the outside and hard on the inside?
Things heat from the outside in and cool from the outside in, so it would be very difficult to heat treat steel to have a soft outside without laminating with something else.
sounds more like an artifact of decarb or the grinding process.
what product do you recommend using when austentising a blade to prevent scaling?
Larrin,
I’m looking at a specific part of this article that may need to be reviewed for accuracy? It’s entirely more possible that I’m interpreting it incorrectly. If so, I apologize.
“Anneal at 1400°F for 30 minutes, cool at 600°F/hr to 1200°F, air cool.”
The graph below shows a slower cooling rate of what looks like 100°F/hr.
1400°F @ ~260 minute –> 1200°F @ ~380 minutes
380-260 = 120 = 2 hrs
1400 – 1200 = 200°F
The graph also shows a grain refining step even though I didn’t say that one was necessary. It illustrates the steps so they can be visualized. A slower cooling rate while annealing would still anneal the steel but the response to austenitizing would be somewhat different.
This is such an informative guide! I’ve been working with 80CrV2 for a while now, and your breakdown of the heat treatment process is extremely helpful. The section on quenching times cleared up some confusion I had. Thanks for sharing!
Hi Larrin,
Would it be worth it to use the KSN grain refinement step on an AKS stock removal blade? End use would be a breakerless wooden handplane blade in med-high hardness (~62HRC).
Thank you,
James
The improvement would be small so it is up to you whether it is worth it