Thanks to Roberto J. Rodriguez and J. Kelley for becoming Knife Steel Nerds Patreon supporters! We only need a few more for 150 supporters!
Super Hard High Speed Steels
The super hard high speed steels (>68 Rc or so) are interesting from the standpoint of knife enthusiasts and knifemakers, particularly since knives are so often produced in the 58-61 Rc range. The metallurgy of these types of steels is also interesting. But before we get to what exactly these steels are and how they work, it makes sense to look at what led to their development first.
History of High Speed Steel
I have written several articles now on the history of tool steels and high speed steels. The discovery of high speed steel in the late 1890’s ushered in the modern era of tool steel. I wrote about this development in this article. The addition of large amounts of tungsten led to “secondary hardening” in tempering meaning that the hardness increased at high tempering temperatures, around 900-1100°F (480-650°C) rather than the typical softening. This meant that tools could be run at higher speeds where they heat up to higher temperatures because good hardness is still maintained. A similar effect was found to occur with molybdenum additions as well:
Image from [1]
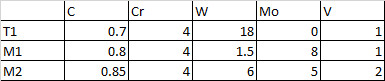
You can read about the mechanism by which tungsten and molybdenum lead to increased hardness in that high tempering range in this article. Those alloying elements lead to the precipitation of very tiny carbides that increase hardness in the high temperature tempering range. The high tungsten high speed steel, later named T1, was the standard for cutting tools for several decades. It was eventually supplanted by M2 which has a combination of both molybdenum and tungsten, as well as more vanadium than T1 (2% vs 1%). The move to M2 was necessitated by tungsten shortages in WWII and the Korean War but it was also discovered that M2 had higher toughness, wear resistance, and potential hardness than T1. So it was a good upgrade overall due to decreased cost and improved properties. An even higher Mo-alloyed grade, M1, predated M2 but did not have the same level of success. M1 was patented in 1933 [2] and M2 in 1939 [3].
Cobalt Additions to High Speed Steels
The addition of cobalt to high speed steel was first patented in Germany in 1912 [4]. Cobalt was found to increase hardness after tempering. I previously wrote about the effects of cobalt in this article. Cobalt suppresses recovery of martensite, reduces retained austenite, increases the nucleation density of tempering carbides, and slows the coarsening of those carbides. Therefore increases in cobalt content generally lead to increased hardness in high speed steels, such as with these “T” series high speed steels with approximately the same composition other than cobalt:
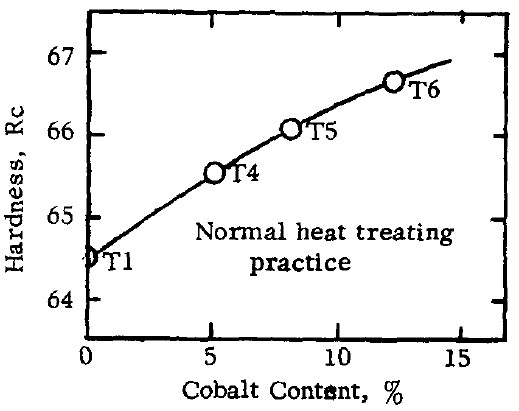
Image from [5]
High Vanadium “Super High Speed” Steels
It was also discovered that high vanadium contents (>2%) were possible as long as the carbon content was increased as well, first found in 1932 [6]. This led to patents on high vanadium high speed steels in 1938 [7] and 1939 [8]. The original patent was for 8% Mo high speed steels, but after the popularity of M2 steel it was modified to be a Mo-W steel and became M4 by 1941 [9]. Steels with even higher vanadium as well as a cobalt addition for higher hardness became T15 and M15. T15 appeared by 1946 as Vasco Supreme [10], and M15 appeared by 1951 as Vasco Supreme A [11]. Vasco Supreme sounds like a delicious item to order at Taco Bell, but it was also a popular high speed steel. You can read more about the development of these steels in this article. These steels were dubbed “super high speed steels” due to their high wear resistance.

“Super Hard High Speed” Steels
The limit of hardness obtainable from heat treating of the existing grades was about 67-68 Rc, but there was a desire for even higher hardness for cutting of difficult materials. They achieved the high hardness by combining high carbon content with high cobalt additions. The higher carbon required by these grades necessitated improvements in steelmaking techniques to control segregation [5]. And improvements in composition control allowed more tight targets to appropriately balance the chemistry for maximum hardness [5]. This is because dancing on the limit of a property means that relatively tight control is necessary, or you are in danger of under- or over-shooting any of the given elements thereby missing the desired properties. Triple or even quadruple tempering was also found to be important for minimizing retained austenite in these high carbon grades.
I’m not sure what led to the sudden consensus that higher hardness high speed steels are possible or desirable, but several were patented within a few years of each other. In terms of filing dates, this included M44 steel of Braeburn Alloy Steel (1960) [12], M41 steel of Crucible Steel (1961) [13], M42 steel of Vasco Metals (1963) [14], and M43 steel (1965) [15]. The resulting compositions of these steels are relatively complex, but in practice they are essentially the result of taking a pre-existing cobalt-alloyed high speed steel and then finding the carbon content that results in the highest hardness. M41 steel was developed from M35, M42 from M33, M43 from M34, and M44 from M6. The legacy of some of these grades goes back even further, however. For example, M35 is M2 with a cobalt addition, and M33 and M34 are essentially M1 with a cobalt addition.
And here is an example of the process for finding the optimal carbon content, in this case M42. With too much carbon the retained austenite reaches levels that are too high to eliminate with multiple tempering cycles.
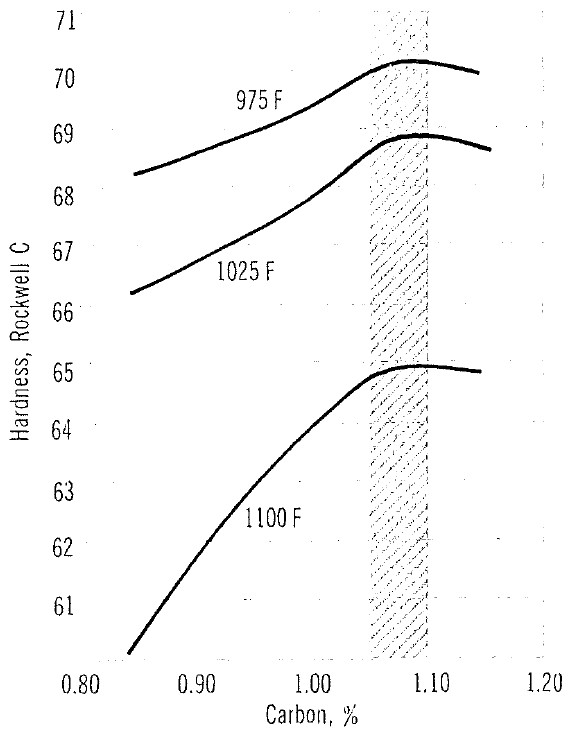
Image from [16]
These steels were dubbed “Super Hard” [5] or “Ultra Hard” [14] High Speed Steels, though eventually they were generally lumped into the “Super High Speed Steel” category along with M4 and T15. However, these steels generally did not have wear resistance as high as M4 and T15. Therefore, the selection between “super hard” and “super” was whether higher hardness or higher wear resistance was desired for the cutting operation. The higher hardness is desirable for machining of high hardness materials like high strength steel and titanium alloys, where the greater hardness difference improves performance. And when cutting materials with a higher cutting speed requiring better hot hardness.
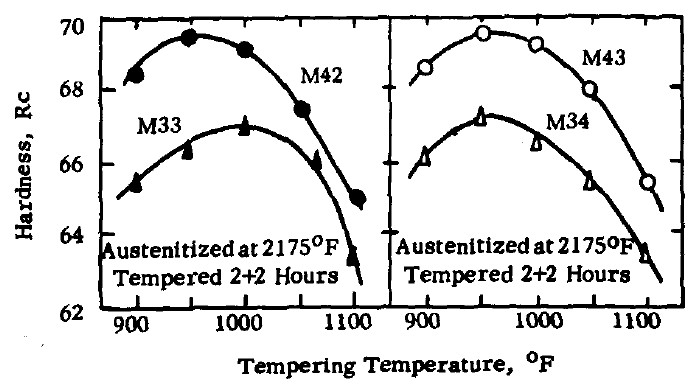
Image from [5]
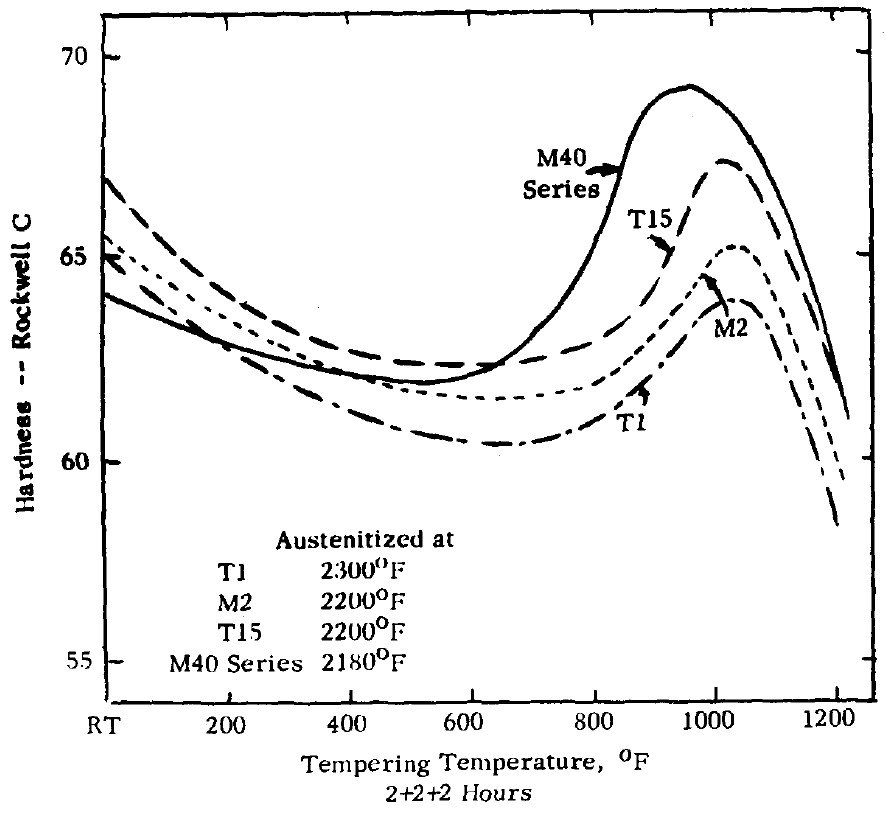
Image from [5]
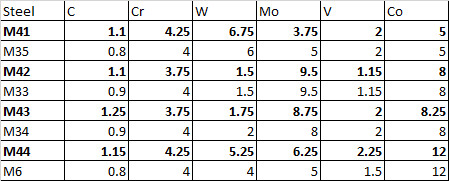
M42 steel became the most commonly used of these Super Hard High Speed Steels, probably because of its superior grindability. This superior grindability is probably from M42 having the lowest vanadium of these steels. Grindability was an important consideration because of the difficulty of grinding such hard steels.
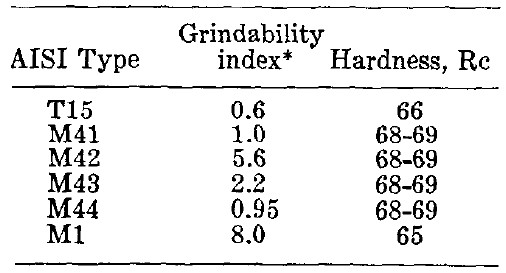
Table from [5]
The toughness of M42 was also pretty good, comparable with other high speed steels when at the same hardness, and does not drop dramatically in the 68+ hardness range. This is somewhat surprising because of the deleterious effect of cobalt on toughness. Compare T1 and T4 in the image below, for example, where T4 is identical to T1 but with 5% cobalt. You can see that even at the same hardness, the toughness of T4 is significantly lower. The Vasco researchers found 8% Co and the particular Mo-W content they used to offer the best balance of high hardness and good toughness. That, in combination with the relatively low vanadium content, is probably why M42 has relatively good toughness.
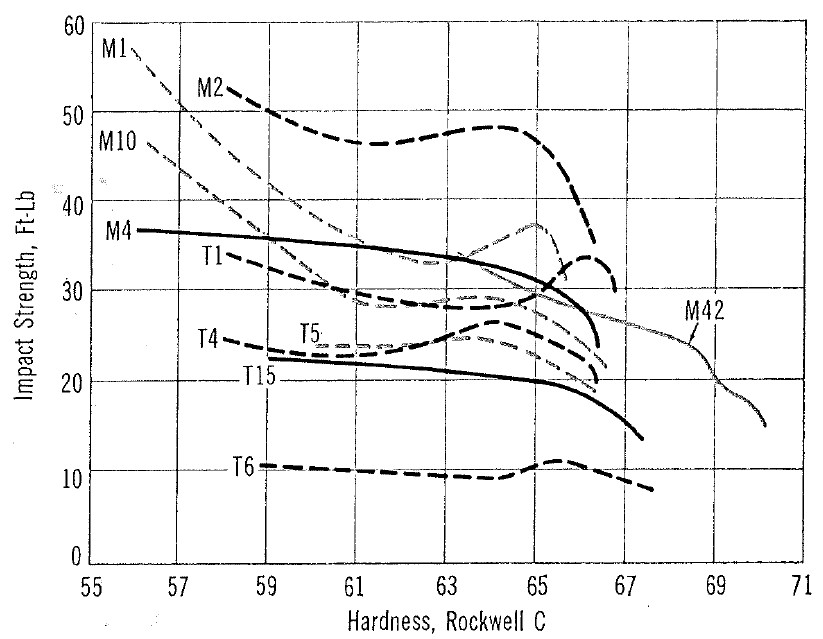
Image from [16]
Powder Metallurgy Super Hard High Speed Steels
Powder metallurgy technology further increased possibilities for Super Hard High Speed Steels. Powder metallurgy steel was first produced on a commercial scale by Crucible Steel at the end of 1970. You can read more about powder metallurgy and what it does in this article. Early PM high speed steels were simply taking existing compositions and producing PM versions of them, such as M2, M42, and T15. However, the use of PM technology allowed an increase in vanadium content. Vanadium carbides can become very large with conventional steel production which limits grindability and toughness. However, powder metallurgy largely leads to the elimination of this problem. For example, both T15 and M4 were found to have a large improvement in toughness and grindability due to the great reduction in carbide size from powder metallurgy.
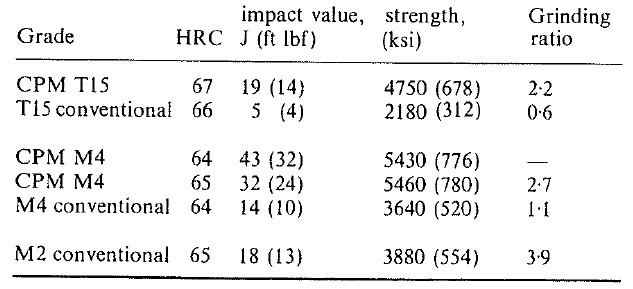
Table from [17]
Therefore, super hard high speed steels could be developed with powder metallurgy technology which also utilized increased vanadium content for a combination of both high hardness and high wear resistance. The earliest of these was Crucible Rex 76, the patent of which was filed in 1972 [18]. This steel combined 3% vanadium along with high carbon and cobalt to achieve these properties.
Carbide Replacement High Speed Steels
From the beginning of the Super Hard High Speed Steels, it was promised that these steels could replace cemented carbide for some machining operations [12]. I wrote about what cemented carbide is in this article about Sandrin knives. Cemented carbide combines a high percentage of very hard tungsten carbide (>75%) along with a soft cobalt binder. These cemented carbide grades combine very high wear resistance, strength, and stiffness for good performance in high speed machining operations. However, the toughness of cemented carbide is very low and the cost is high. Therefore, the super hard high speed steels can offer performance closer to cemented carbide in combination with higher toughness to reduce the possibility of tool chipping or breakage. The idea of “bridging the gap” between the performance of carbide and typical high speed steel continues to be promoted like it is a new idea to at least 2004 [19][20]. Those more recent carbide replacement steels combine high vanadium (5% or greater) along with high hardness (>69 Rc) for very high strength and wear resistance.
However, the first of these carbide replacement steels, in my opinion, was ASP60 by Stora, the earliest reference to which I can find is from 1975 [21]. This steel was eventually called ASP2060 by Erasteel and Vanadis 60 by Uddeholm. ASP60 combined 6.5% vanadium along with high carbon and cobalt for high wear resistance and hardness. Crucible Steel initially argued that higher than 3% was unnecessary and not found to be beneficial [17]; however, the continued existence of ASP60 and the development of higher vanadium high speed steels by Crucible since seem to contradict their initial arguments.

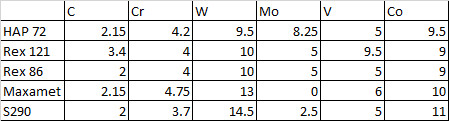
Since Rex 76 and ASP 60 there have been several other Carbide Replacement High Speed Steels that have been developed. These include Hitachi HAP 72 in 1985 [22], Crucible Rex 121 and Rex 86 in 1997 [23], Carpenter Maxamet in 2000 [24], and Bohler S290 in 2002 [25]. These steels all contain at least 5% vanadium for high wear resistance in combination with high hardness capability from high cobalt and balanced carbon.
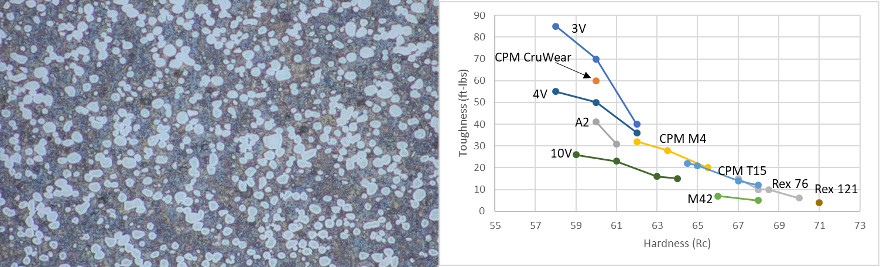
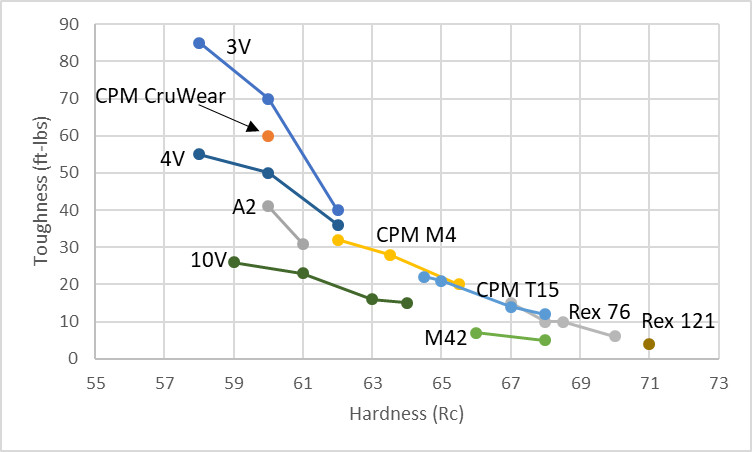
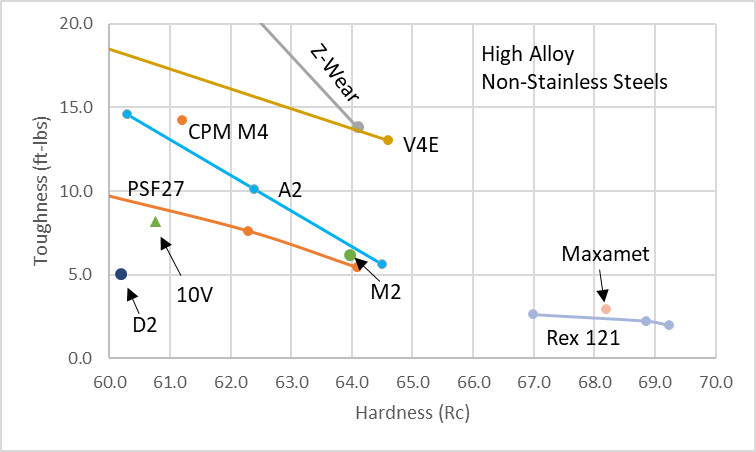
Carbide Replacement High Speed Steel Toughness
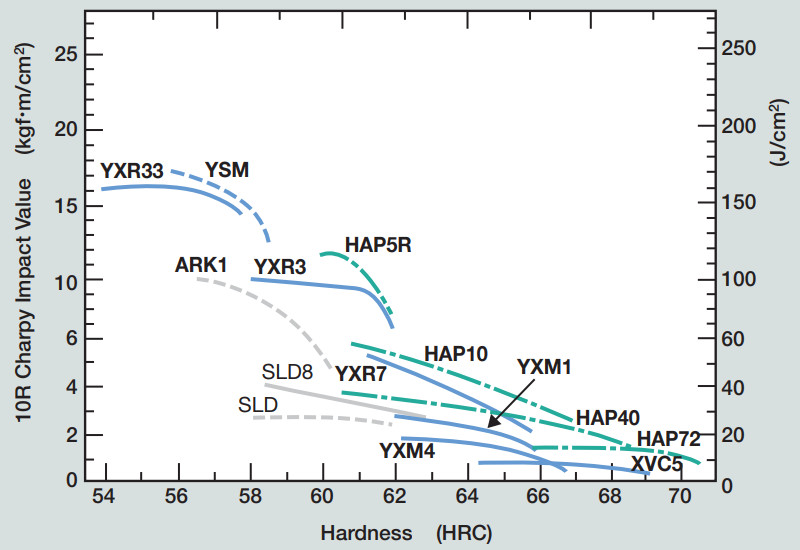
In terms of toughness the carbide replacement high speed steels are relatively low. After all, they are designed to be heat treated to at least 67 Rc. If lower hardness is desired, it would be better to use a steel like CPM-M4 or CPM-T15 since they have higher toughness at lower hardness values. Even with a fine microstructure from powder metallurgy, toughness is inherently low in the 68-72 Rc range. You can see what I am talking about by looking at the toughness of Rex 76 and Rex 121 compared with other Crucible steels [23][26-33], or HAP 72 compared with other Hitachi steels [34].
Perhaps we can make some prediction of which carbide replacement steels would have the best toughness by looking at the relative carbide contents are predicted by Thermo-Calc at 2200°F:
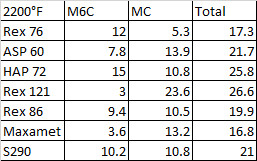
Maxamet is predicted to have the lowest carbide content and Rex 121 the highest carbide content so those steels would be expected to have the highest and lowest toughness. Those carbide contents are supported by micrographs I took of both of those steels, where you can see that Rex 121 has both more carbide and larger carbides than Maxamet. You can compare with micrographs of other steels in this article.
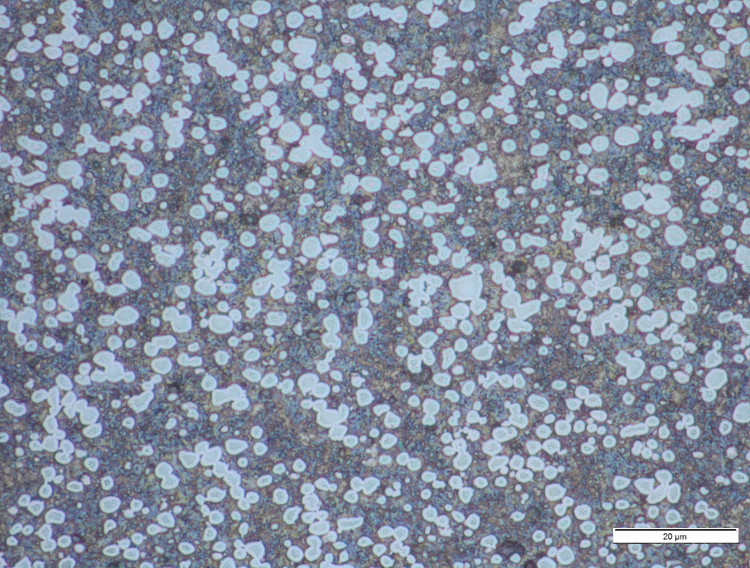
Rex 121 Steel (1925°F austenitize) – 32% carbide volume
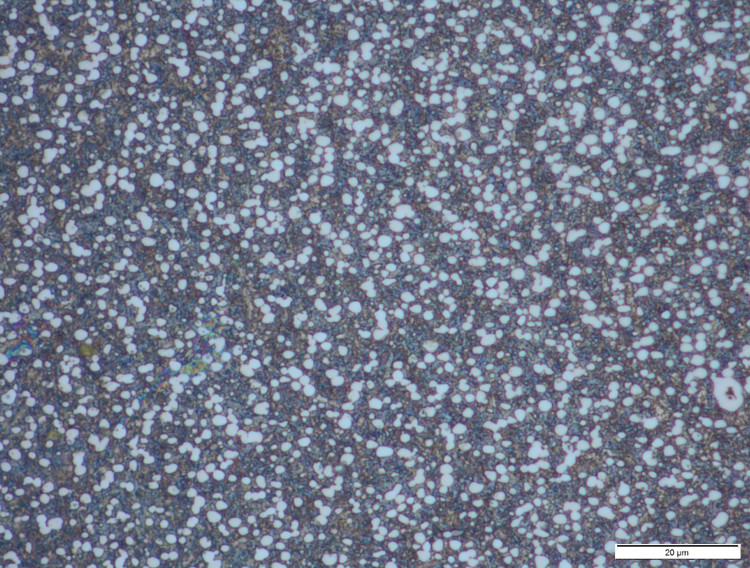
Maxamet Steel (1975°F austenitize) – 22% carbide volume
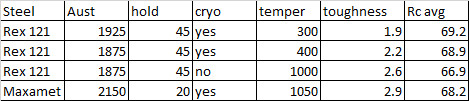
Toughness testing by Knife Steel Nerds used steel heat treated by Warren Krywko and myself, and machined by Alpha Knife Supply and Mike Pierce. These tests showed the expected superior toughness of Maxamet, though the difference is not much to write home about. There is another set of specimens I heat treated of Maxamet using 1900°F austenitizing and 500°F temper and when those are machined and tested I will update this article (hopefully).
Edge Retention
The only edge retention value I have for any of these steels is from Maxamet. It did very well in the test as we would expect for a steel with both high hardness and high vanadium content. Each of the following values come from CATRA experiments, and are then normalized relative to 440C at 58-59 Rc which is assigned a base value of 100. So Maxamet with a value of 222 for 68 Rc has approximately 2.2x the edge retention of 440C at 59 Rc if both have the same edge geometry and sharpening.
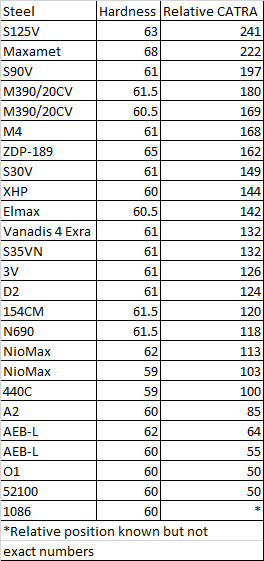
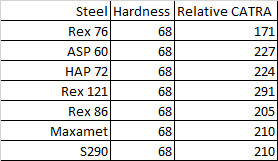
ASP2060/Vanadis 60, HAP 72, Rex 86, and S290 would also be expected to be a similar range for edge retention as those steels also have 5-6.5% vanadium. However, Rex 121 is at an even higher level of insanity in terms of wear resistance and would be expected to be another notch higher. I used the method described in this article to estimate the relative CATRA edge retention for each of these steels based on their carbide volume from Thermo-Calc. These predicted values would of course need to be experimentally validated. The predicted value for Maxamet is close to the experimental value above, however, which gives me some hope for the validity of the predictions.
Predicted CATRA values (non-experimental)
Grinding, Finishing, Sharpening, Corrosion Resistance, Cost
Since these are all powder metallurgy steels with high alloy content they are all relatively expensive. Obtaining them in good sizes for knives can also be somewhat difficult since they are primarily produced for tooling rather than knives. Grinding and finishing is also difficult, even in the annealed condition because of the high vanadium content. After hardening those operations are even more challenging as would be expected from the high hardness. The poor grindability and polishability of these steels can make sharpening difficult as well. Corrosion resistance is expected to be similar to other high speed steels. These steels are not stainless but offer some corrosion resistance over a low alloy steel like 1095. You can read more about corrosion resistance in this article.
Conclusion
The development of super hard and carbide replacement high speed steels came from a long history of continuous improvement in high speed steel design and production. The improvements in steelmaking combined with the improved understanding of high speed steel alloy design led to a combination of high cobalt and optimized carbon content to maximize hardness. With the introduction of powder metallurgy it was possible to increase the vanadium content to offer a combination of very high wear resistance and hardness. These steels offer relatively low toughness when compared with many other knife steels, but offer excellent edge retention. The high cost of both purchasing these steels and producing knives out of them limits their usage to a relatively small number of knives. However, they provide specialized use cases for those that prefer maximum edge retention at the detriment of other properties.
[1] http://www.phase-trans.msm.cam.ac.uk/2004/Tempered.Martensite/tempered.martensite.html
[2] Emmons, Joseph V. “Steel alloy and articles made therefrom.” U.S. Patent 1,937,334, issued November 28, 1933.
[3] De Vries, Ralph P. “High speed tool.” U.S. Patent 2,212,227, issued August 20, 1940.
[4] German patent No. 281,386, March 10, 1912
[5] Fletcher, S. G. and Wendell. C. R. : The new Generation of High speed steels – Their metallurgical characteristics Metals Engineering Quarterly American Society for Metals, February 1966.
[6] Kinzel, A. B., and C. O. Burgess. “Effect of Vanadium in High-speed Steel.” Trans. Amer. Institute of Mechanical Engineers 100 (1932): 257-263.
[7] Gill, James P. “Alloy steel tool.” U.S. Patent No. 2,105,114. 11 Jan. 1938.
[8] Gill, James P. “Ferrous alloy.” U.S. Patent No. 2,174,281. 26 Sep. 1939.
[9] Gill, J. P., and Robert S. Rose. “Molybdenum High-Speed Steels.” Iron Age 148, no. 13 (1941): 33-35.
[10] “High Speed Cutting Materials.” Steel Processing and Conversion 32-33 (1946): 810.
[11] Automotive Industries 105 (1951): 158.
[12] Harvey, Richard F., and Charles W. Schuck. “High speed steel.” U.S. Patent 3,113,862, issued December 10, 1963.
[13] Nehrenberg, Alvin E., Thoni V. Philip, and Steven Gary. “Low alloy steel having high hardness at elevated temperatures.” U.S. Patent 2,996,376, issued August 15, 1961.
[14] Hamaker, Jr John C., James R. Handyside, and Daniel H. Yates. “Ultra hard high speed steel.” U.S. Patent 3,259,489, issued July 5, 1966.
[15] Mackay, William BF, and Robert O. Carson. “High speed tool steel.” U.S. Patent 3,388,986, issued June 18, 1968.
[16] Handyside, J.R., Hamaker, J.C., and Yates, D., “Rc 70 High-Speed Steel – Its Development, Properties and Performance, Metal Progress (1963): 78-81.
[17] Kasak, A., and E. J. Dulis. “Powder-metallurgy tool steels.” Powder Metallurgy 21, no. 2 (1978): 114-123.
[18] Steven, G. “Vanadium-containing tool steel article.” U.S. Patent 3,809,541, issued May 7, 1974.
[19] Makovec, Heinz, Ingrid Schemmel, and Ernst Putzgruber. “PM Tool Materials: New PM Steel Grade S290 Microclean-the Bridge Material between Usual PM Grades and Cemented Carbides.” In European Congress and Exhibition on Powder Metallurgy. European PM Conference Proceedings, vol. 3, p. 1. The European Powder Metallurgy Association, 2004.
[20] Carnes, Robert E., and David E. Wert. “New Powder Metal Alloy Bridges Gap Between High Speed Steel and Tungsten Carbide.” Carpenter Technology Articles, dated May (2001).
[21] Hellman, P., and H. Wisell. “Effects of structure on toughness and grindability of high-speed steel.” In presentation at International Colloquium on ‘High-speed steels’, pp. St-Etienne. 1975.
[22] 中村秀樹, 清永欣吾, and 山根康史. “新高性能粉末高速度工具鋼 「HAP72, 70」 の開発.” 日本金属学会会報 27, no. 6 (1988): 477-479.
[23] Wojcieszynski, Andrzej L., and William Stasko. “High-speed steel article.” U.S. Patent 6,057,045, issued May 2, 2000.
[24] Wert, David E., Gregory J. Del Corso, and Harrison A. Garner Jr. “High-hardness powder metallurgy tool steel and article made therefrom.” U.S. Patent 6,482,354, issued November 19, 2002.
[25] Maili, I., R. Rabitsch, W. Liebfahrt, H. Makovec, and E. Putzgruber. “New Bohler powder metallurgy high speed steel with excellent hot hardness.” In Proc. of the 6 th International Tooling Conference, Karlstad, Sweden. 2002.
[26] https://www.crucible.com/PDFs/DataSheets2010/dsCPM%20CruWear2015.pdf
[27] http://www.crucible.com/PDFs/DataSheets2010/Data%20Sheet%204V.pdf
[28] http://www.crucible.com/PDFs/DataSheets2010/dsA2v12010.pdf
[29] http://www.crucible.com/PDFs/DataSheets2010/ds10Vv1%202010.pdf
[30] https://www.crucible.com/eselector/prodbyapp/highspeed/rexm42.html
[31] http://www.crucible.com/PDFs/DataSheets2010/ds76rev1%202010.pdf
[32] http://www.crucible.com/PDFs/DataSheets2010/dsT15v1%202010.pdf
[33] http://www.crucible.com/PDFs/DataSheets2010/dsM4v1%202010.pdf
[34] https://www.hitachi-metals.co.jp/e/products/auto/ml/pdf/hsts_b.pdf
Awesome article Larrin!
Thanks Jason!
Hi Larrin,
Very useful article and surprisingly accurate CATRA in most cases mentioned.
Yet another great article thanks Larrin! I’m hoping you can help with a question related to this… I’ve seen heat treating data for RWL-34 steel which exhibits secondary hardening… the instructions suggest a “Low temperature” temper (175 or 220°C) for corrosion resistance and “High Temperature” (520°C) for “Maximum Edge Sharpness”. 6 recipes are given in all (4 low, 2 high) with a range of final hardnesses, soit’s not just a matter of assuming high hardness = high sharpness. Can you tell me what the rationale is for relating sharpness (their word) to secondary hardening? I’ve looked for information about this and can’t find anything. Thanks!
There is no reason I know of to expect better sharpness with a high temper.
is vanadium-free high speed steels impossible ? there is a wide belief that reaching highest hardness without vanadium is impossible . some believe that without vanadium there is no secondary hardening at all even when alloyed with a large amount with Mo or W .
there is at least 2 grades didn’t have tungsten at all , why there is no even just one grade without vanadium ?
Mo and W form the same kind of carbide on tempering so you can have one or the other or a combination of the two. You can get secondary hardening without V or even without Mo/W but the most dramatic secondary hardening is seen with Mo/W. Vanadium forms a different carbide at a higher temperature range so it can help to maintain hardness at higher temperatures.
according to this study : https://www.jstage.jst.go.jp/article/isijinternational/46/5/46_5_782/_pdf/-char/en
silicon addition give the highest hardness compared to cobalt , aluminium & nickel . the toughness of silicon alloyed steel is also higher than the cobalt alloyed steel although higher hardness !!
cobalt is not just very expensive , it is also known for its carcinogenic effect in presence of tungsten & all cobalt alloyed steels contain tungsten !
why there is no use of silicon in such steels instead of cobalt ?
Silicon has only been researched more recently, and not many new high speed steels have been developed since. In high speed steels Si behaves a bit differently than in the somewhat lower alloy steels in that article, however.
Silicon increases M6C and MC carbides and their size which is detrimental to toughness. Also, Si does not reduce RA like Co does which is very important for these very high hardness steels. Perhaps in the future Si will be explored more. Here is a link to a good paper on Silicon in High Speed steels: https://www.researchgate.net/profile/Fu-Sheng_Pan/publication/226290568_Carbides_in_high-speed_steels_containing_silicon/links/00b7d520356e23d9e5000000.pdf
Great article Larrin!
I’m planning to make a gyuto out of HSS, but can’t decide between the selection that’s available. Could you give a recommendation on which steel you think would be best, between M2, M35, M42, T15?
Thanks!
For a large knife like that grinding a high wear resistance steel like T15 can be challenging. And most kitchen knife buyers are using waterstones to sharpen. So I would probably choose between M2 and M42 depending on what hardness you want (high or really high).
Where would Rex 45 fit into these steels??
Lower hardness and lower wear resistance than all of them.
I’ve noticed that Rex-121 varies in carbide content and type depending on the source. The reports of total carbide vary from ~26% to over 35%. Is it just differences in the way its calculated or is it something else?
The heat treatment, method for determining carbide volume, experimental variability etc. could all affect the result.
I’d like someone who has done things and done them right with plenty of experience give me some input.
I’d like to make a lightweight machete that has about an inch wide piece of quality steel as Maxamet, M4, M390, even K390, that’s about .125″ thick, say 30″ long. Then weld a cheaper alloy along the spine, maybe a vanadium steel that’s lightweight and to absorb any Shockwave. Where the strength is to come from the width of the blade rather than the thickness. Even the weld should act as a buffer to the shock.
Noting it is not for hard knots, but for saplings, roots, etc.
I’d welcome the input..
No reason to use a steel like that in a task like that, it’ll break anyways. Use a lower carbon tough steel, and if you must have higher edge retention, use something like 1v or maybe 3v. Your limiting factor for sharpness retention in a chopping use is hardness to prevent edge deformation, and toughness to prevent edge chipping. High carbide steels reduce toughness a LOT. Use 5160 & 8670, for cheap and plentiful, 12c27 & 420hc for stainless, and S5, S7, 4140, or 4340 for even more toughness.
Great article.! I’ve got a question for the use of HSS with a metal lathe. Some cheap blanks that I purchased to make some of my own cutting tools are M35. According to your article M35 is an older HSS with a bit of cobalt alloys. Would you choose a different HSS such as M4 or S90V for this purpose over M35? I have in mind to shape and heat treat my own tools from the annealed point to find the best hardness and edge retention for cutting metal.
For metal cutting tools, you typically want high-speed steel, so S90V would not be the best choice. If you wanted to get more performance with PM high speed steel over M35 you could consider steels like CPM Rex 45, CPM Rex 54 (CPM-M4 with cobalt which performs better than 45), CPM Rex 66/S390, CPm Rex 76, CPM Rex 86. There are lots.
Hi Larrin,
May i ask what is your prediction on catra result for m42 PM version at 68hrc?
Thank you