
Thanks to Spencer Sandison for providing the Wootz steel for this new study! Thanks to Shawn Houston for performing the microscopy. And thanks to the Knife Steel Nerds Patreon supporters who allow me to do these studies through providing funds for all the experiments. All Patreon dollars go towards knife steel experiments.
YouTube Video
I have a video of the following content as well:
Wootz Background and History
The history of Wootz is almost as old as steel itself so we cannot do an exhaustive history of the material here. Unlike pattern-welded Damascus, Wootz gets its pattern through alloying and thermal cycling. It is not more than one steel forge welded together, but a single material. The history of its “rediscovery” is also very interesting. I previously reviewed Dr. John Verhoeven’s book Damascus Steel Swords: Solving the Mystery of How to Make Them, and the review also has a link to an interesting YouTube video on the same subject. I have also covered studies by Dr. Verhoeven in this article on Damascus myths, and studies on Wootz by Juha Perttula in this article. More about their studies is covered in my book Knife Engineering, and more on the history of Wootz and its rediscovery is in my book The Story of Knife Steel.
New Study on Wootz


Spencer Sandison Wootz knife
I worked with bladesmith Spencer Sandison on this study as he has made Wootz knives in the past. But most importantly he volunteered. Spencer uses electrolytic iron flake (high purity iron), pig iron, and ferroniobium. Pig iron is created during steelmaking when iron ore is smelted with coke, which introduces a very high carbon content. Pig iron is relatively high in impurities, however. The pig iron acts as the carbon source in Spencer’s Wootz. Dr. Verhoeven determined that a small amount of vanadium was in the ancient iron ore used in Wootz production. This carbide former allowed segregation to occur for the carbide banding after thermal cycling. Spencer, however, adds a small amount of niobium to act as a carbide former.
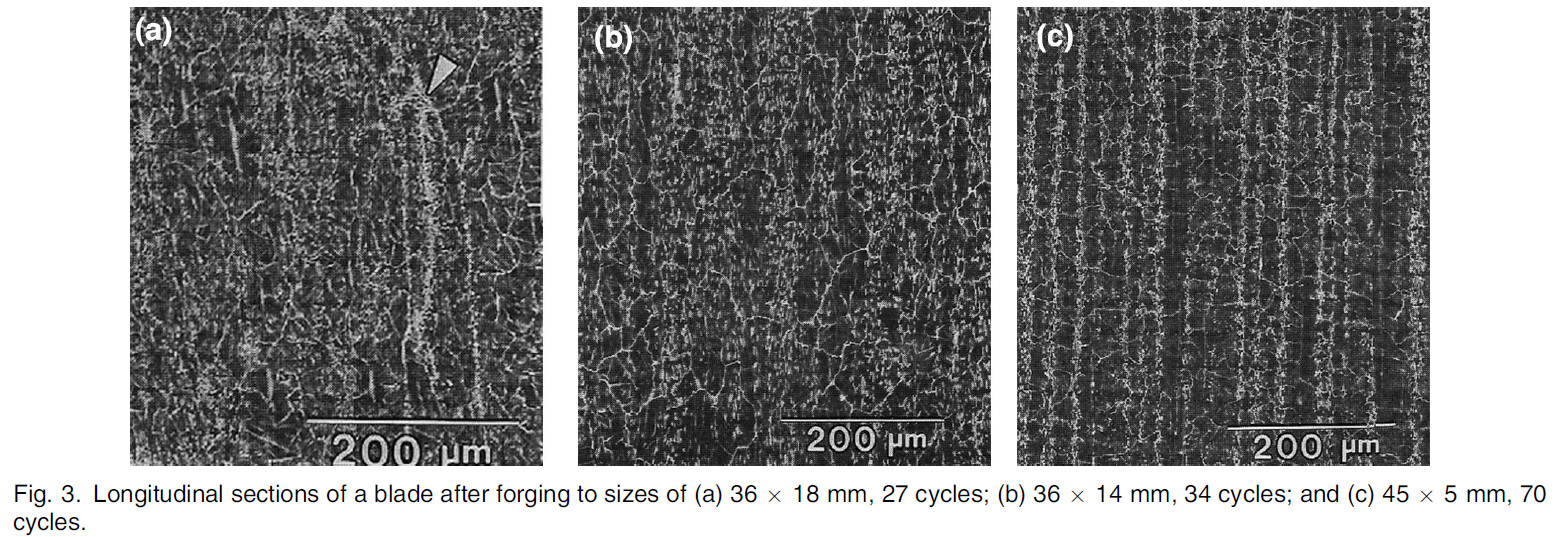
Evolution of carbide bands through thermal cycling by Verhoeven and Pendray
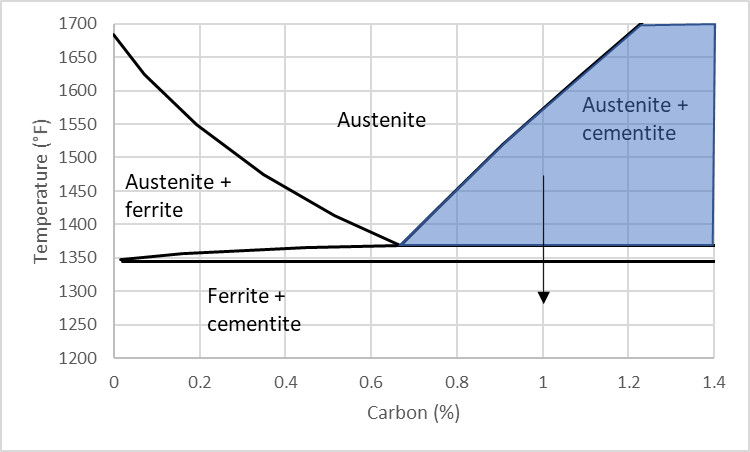
So Spencer adds those ingredients to a crucible and tops it with green glass to form a protective slag and a sealed lid to prevent oxidation. The crucible goes into the furnace to 2900°F and is held until melting, after which the crucible slowly cools and the steel solidifies. The steel is next held at high temperature called a “roast,” followed by forging down the steel. The thermal cycles the steel undergoes during the forging steps sets the final microstructure. It is important that the steel is not overheated, as that would dissolve all of the carbides. When they re-precipitate, they are evenly distributed again and would require more thermal cycles to re-segregate. This is one of the reasons that the carbon content of ancient Wootz is very high, 1.2-2.0%, averaging around 1.5%. Notice how in the iron-carbon phase diagram below, the temperature range of the “Austenite+Cementite” region gets wider as the carbon content goes up.
Carbides that are in the “rich” region of the steel (high in carbide formers) will coarsen during thermal cycling, while the lean region carbides will shrink with further cycles, leading to carbide bands. These rich and lean regions come from segregation during casting.
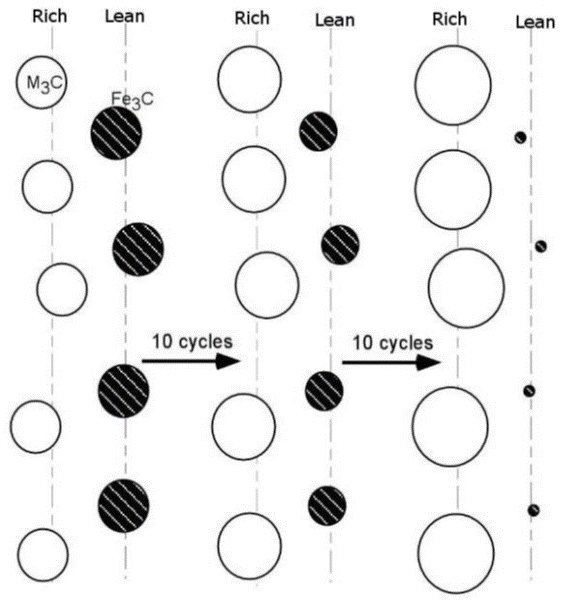
Schematic diagram of carbide coarsening by Verhoeven
Composition
I had the composition of Spencer’s Wootz measured with optical emission spectroscopy (OES) and Leco combustion. OES is a very good technique though its carbon and sulfur measurement is not as good as Leco because they are very light elements. We got the following result:

The carbon turned out well, with a value close to ancient blades. Spencer added a little bit of manganese for hardenability and for avoiding iron sulfides (manganese sulfides form instead). The phosphorus is high though that was also true of ancient Wootz. And of course that small niobium addition showed up in the final composition. Silicon was not intentionally added but pig iron typically has silicates in it (silicon oxides) which is the likely source of the silicon.
Heat Treating and Microscopy
This was actually the second Wootz blank that Spencer sent me, the first he did not add any manganese and I did not successfully harden the steel with his recommended heat treatment. Typically he uses 1425°F for 6 mintues with a quench in Parks 50. I copied this heat treatment and I got inconsistent hardness readings, some high and some low, which typically indicates that some pearlite formed during the quench. The toughness coupons confirmed this as they broke in a ductile manner indicating they were not fully martensitic. Unfortunately it was a small piece of steel and I used all of the steel with these coupons. The low austenitize and short soak may be working for Spencer’s knives due to the edge being relatively thin prior to heat treatment but did not work for heat treating toughness coupons.
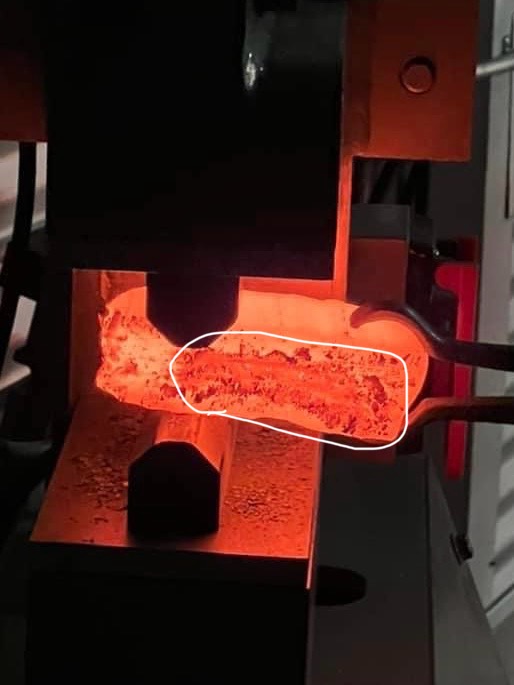
I don’t normally austenitize from only 1425°F, especially with only a 6 minute austenitize. Using 1475°F and 10 minutes should help with issues of insufficient soaking and ensuring full austenitization. But we also decided we would have a small manganese addition with the second one. While the heat treating was more consistent than the original steel, it was clear that there was still some pearlite forming with the Parks 50 quench. I went as thin as I could on the steel for the toughness coupons (just oversize for the final dimensions 2.5mm thick) but it wasn’t happening. I was still getting some hardness values below 60 Rc after quenching. I had to use a water quench; finally I got consistent hardness after quenching. Even coupons with Parks 50 that seemed to be testing ok for hardness we could see black pearlite colonies in the fracture surface and the metallography:
 Parts of the microstructure are visible in the fracture surface including carbides (white particles) and pearlite colonies (black)
Parts of the microstructure are visible in the fracture surface including carbides (white particles) and pearlite colonies (black)
Dark pearlite colonies are visible in the microstructure
With a water quench we finally avoided pearlite. Why was the steel so difficult to harden? One reason is the very low manganese (even lower in the original). Manganese is an element that increases “hardenability,” the rate required to quench to avoid pearlite or other transformation products that aren’t martensite. A very high hardenability steel will achieve full martensite even with an air cool. Hardenability is not a measure of how hard the steel will become, but how slowly you can cool and still achieve full martensite. Another factor is the high carbon content, which means the steel “wants” to form pearlite more, reducing hardenability. You can read more about hardenability in this article, and more about quenching oils vs water in this article.
Fracture surface of water-quenched Wootz
Hardness
With the water quench the hardness results were relatively predictable, I got around 67.5 Rc as-quenched, and after a 450°F temper it was around 60.5-61 Rc. We used a relatively high tempering temperature (while trying to avoid tempered martensite embrittlement) to give the Wootz a better chance in the toughness test.
Microstructure
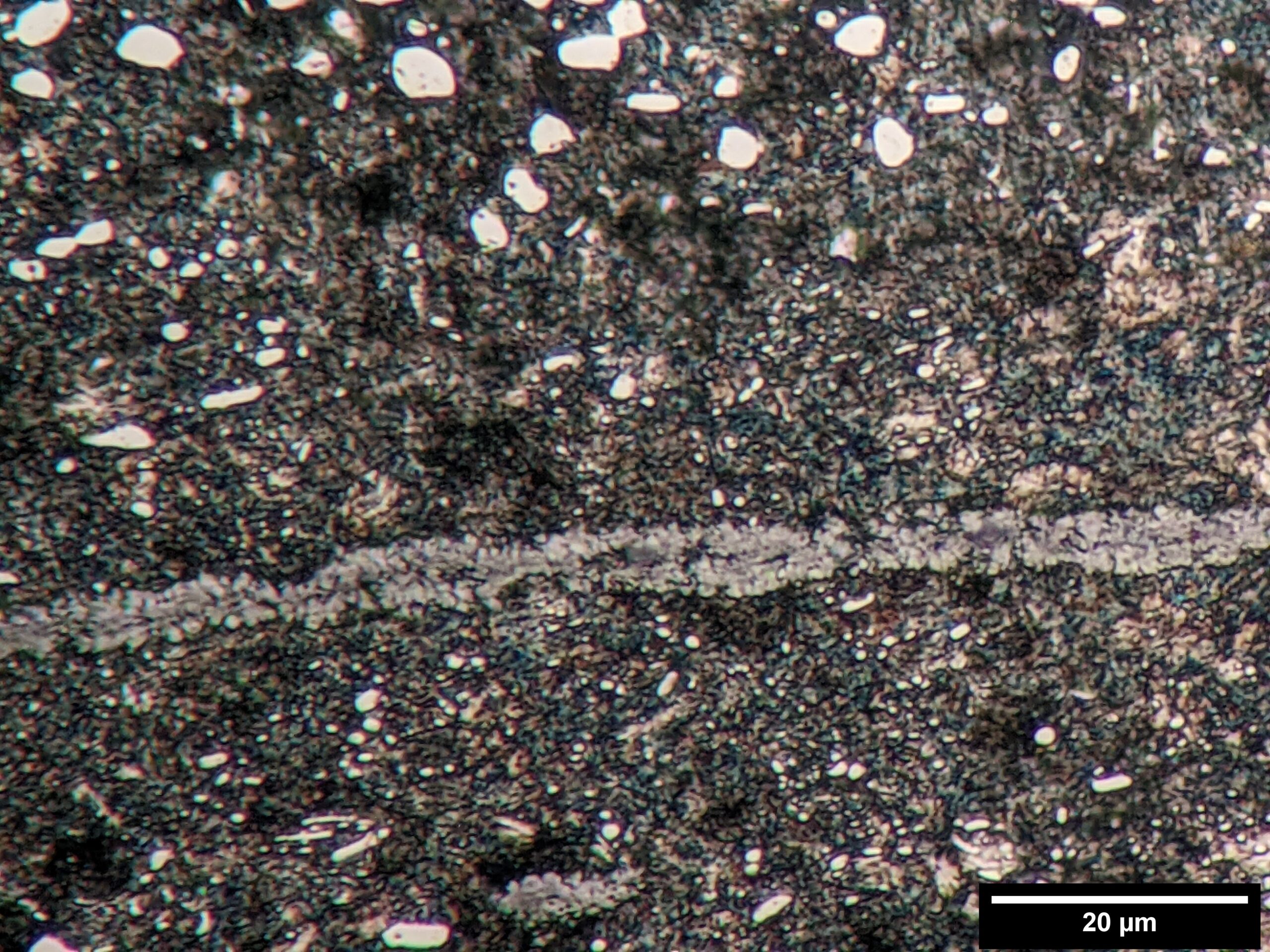
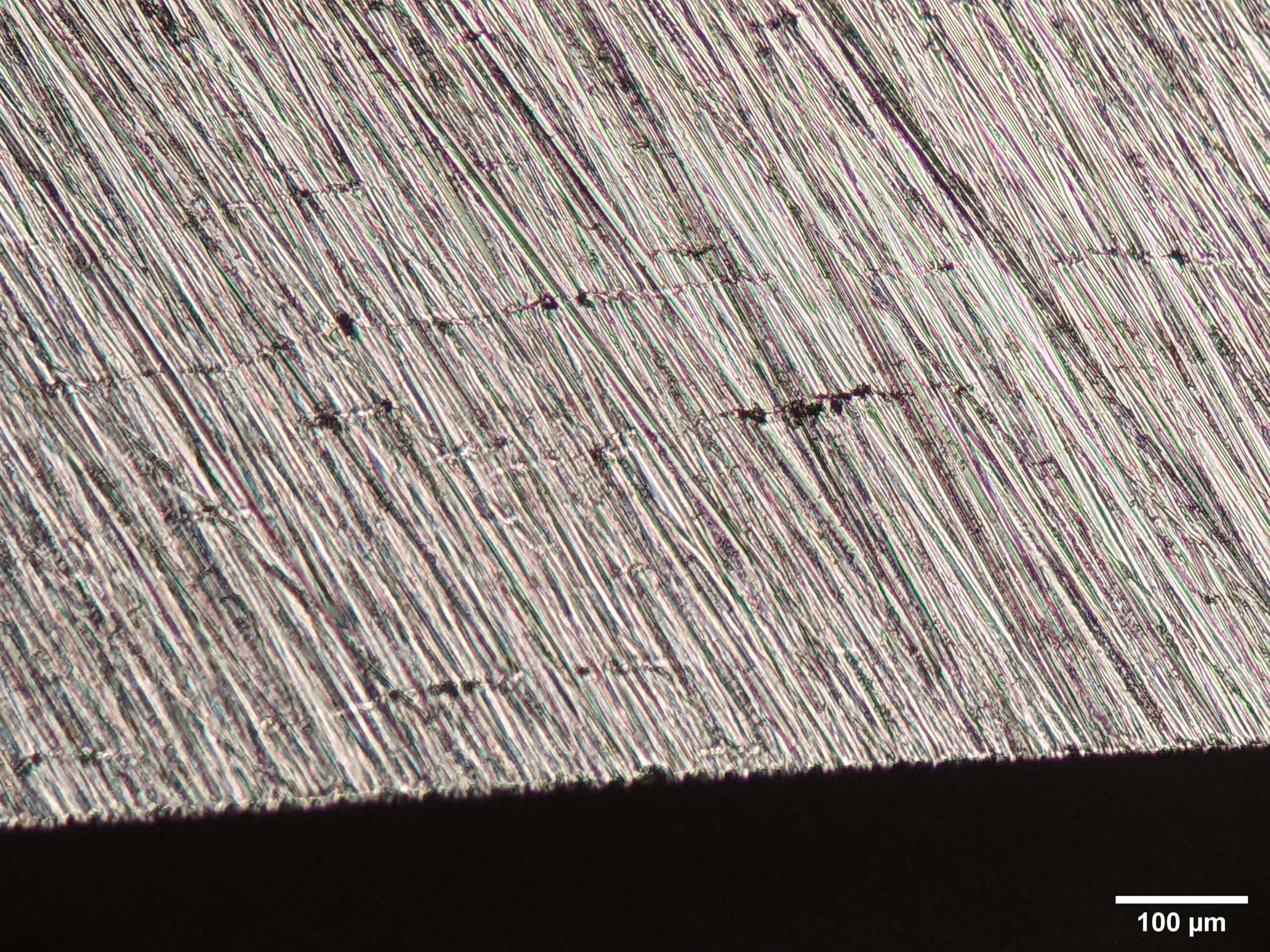
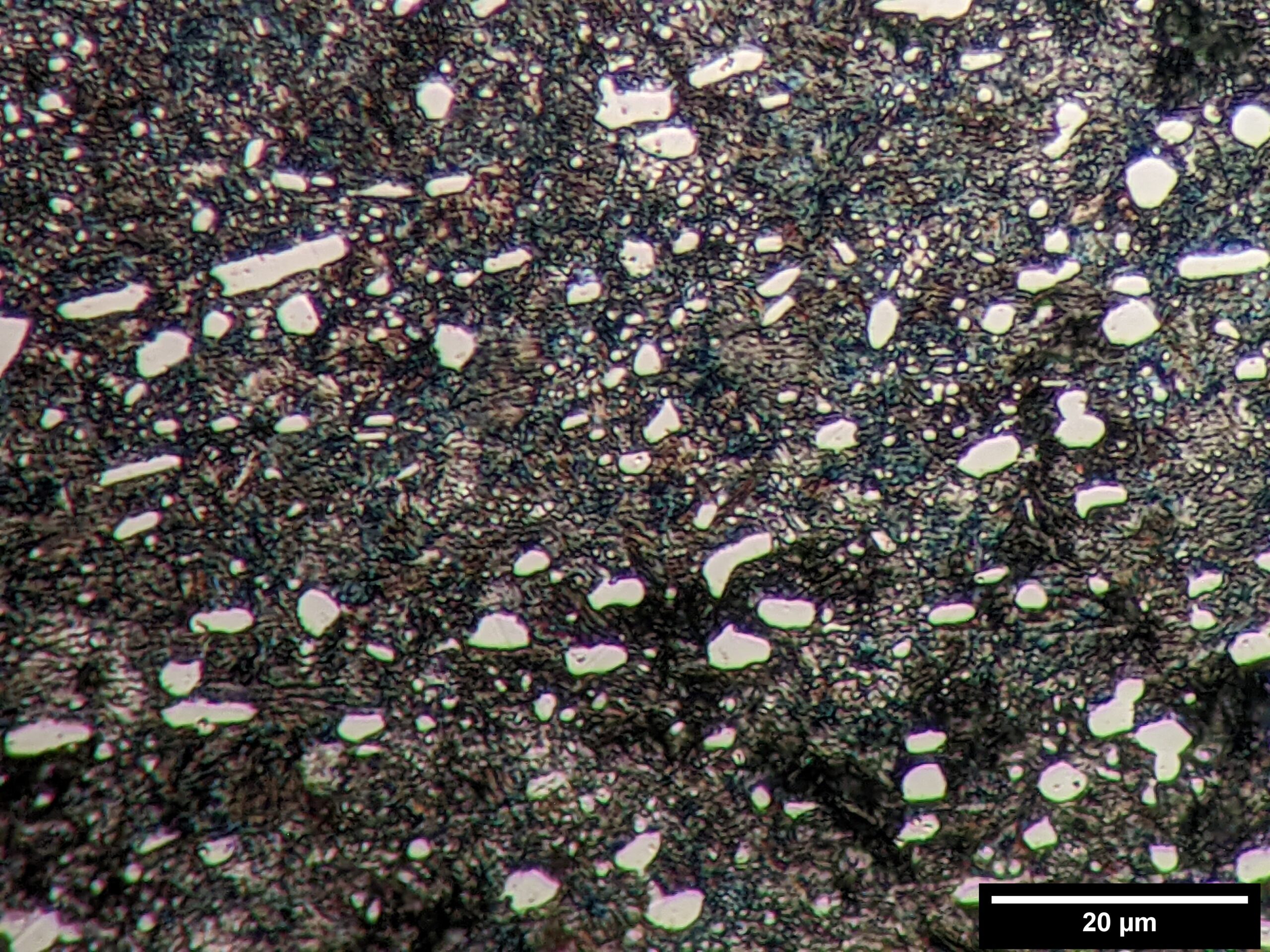
Looking at the heat treated microstructure at medium magnification we can see the characteristic bands of carbide that gives Wootz its macroscopic pattern:
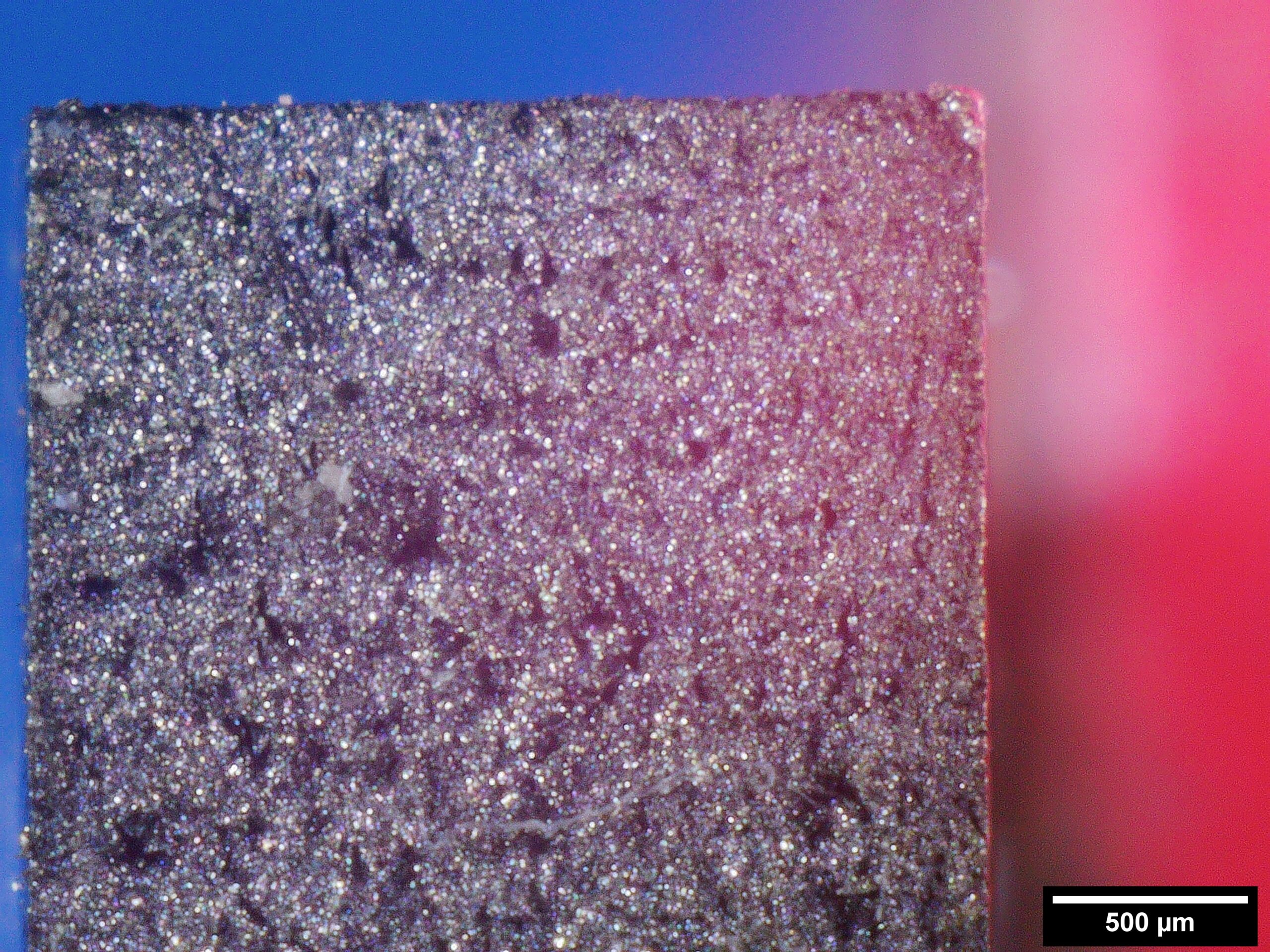
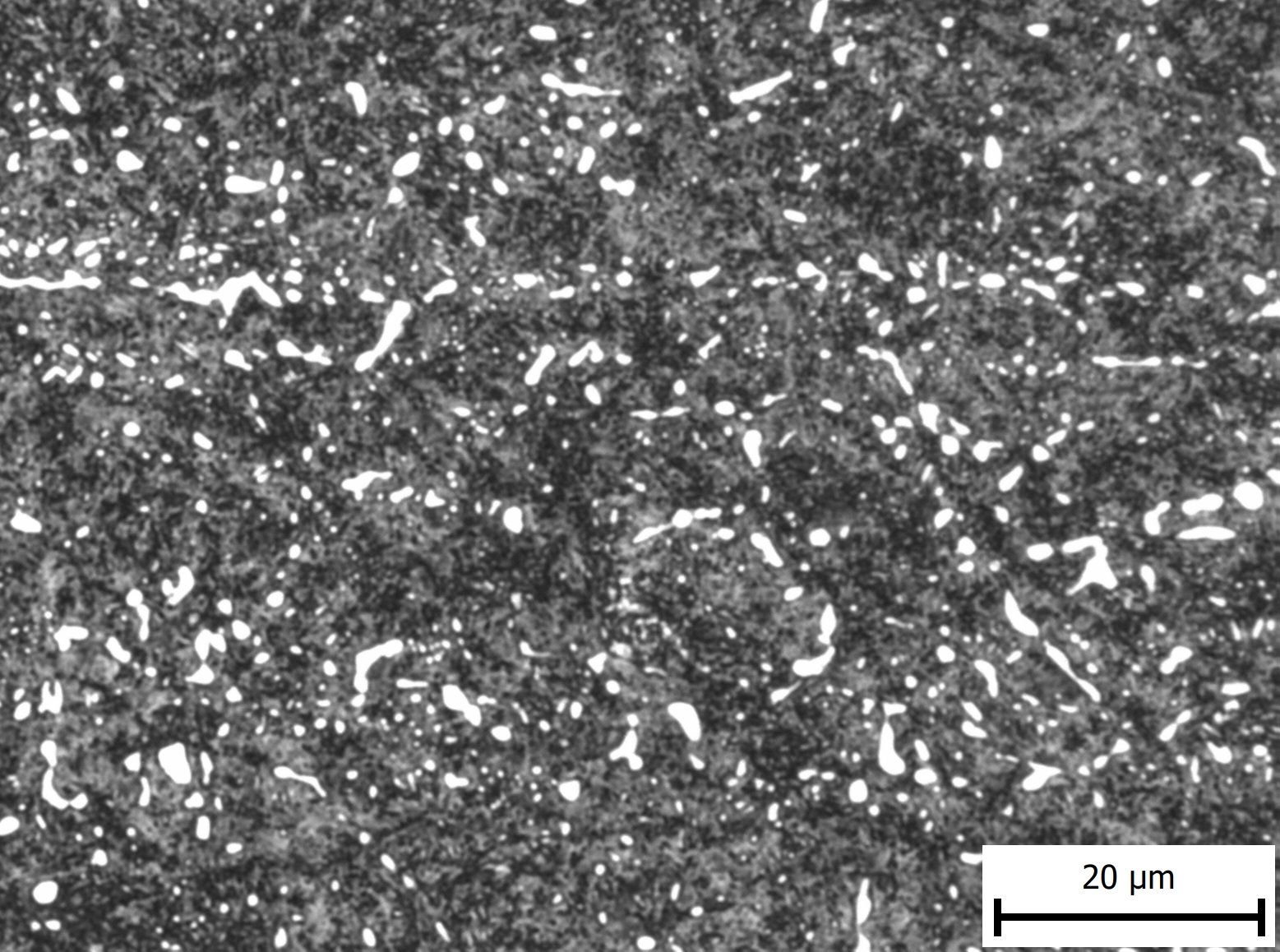
You can also see some grey elongated features in the steel which are impurities, also called inclusions. This steel has a relatively high content of them. One way of analyzing the impurities without the rest of the microstructure is to observe it as-polished rather than etched:
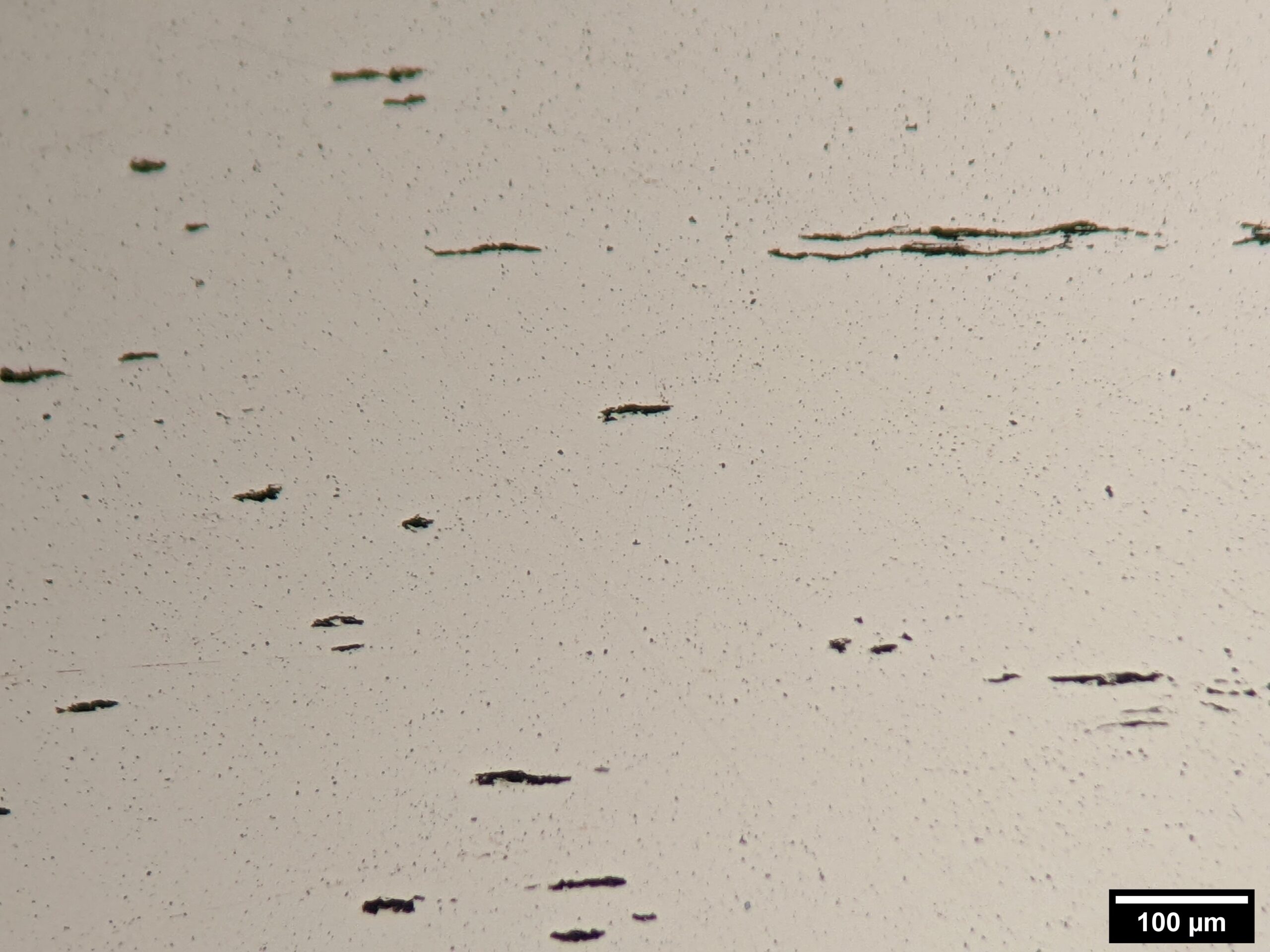
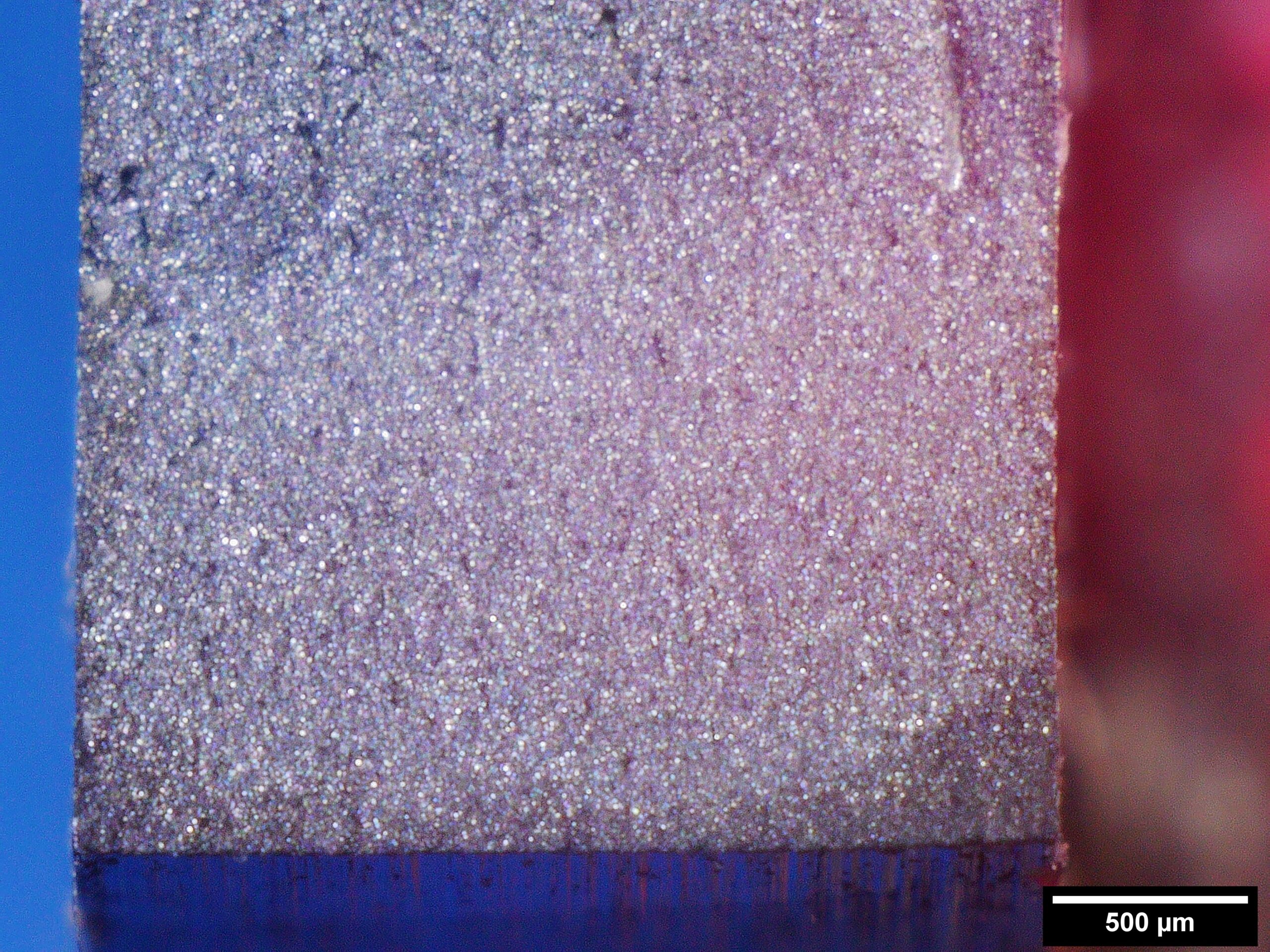
So now the impurities are visible as black features in the micrograph. There were enough of them that they could also be seen in the sharpened edge under magnification:
The likely source of the impurities was the pig iron which isn’t particularly clean material. Of course ancient blades also typically had relatively high impurity contents, and “backyard” steelmaking methods typically result in higher impurity content than commercial steel. However, one thing that Spencer noted was that he took a different approach to how he manipulated the “junk” material that results in the top of the ingot. Normally he forges that to one side of the billet and grinds it away. In this case he kept it in the center of the billet to try and grind it away later, but perhaps some of this was forged into the rest of the piece.

Toughness
I measured the toughness of the Wootz with my standard chapy impact test, and compared it with other low alloy and simple carbon steels:
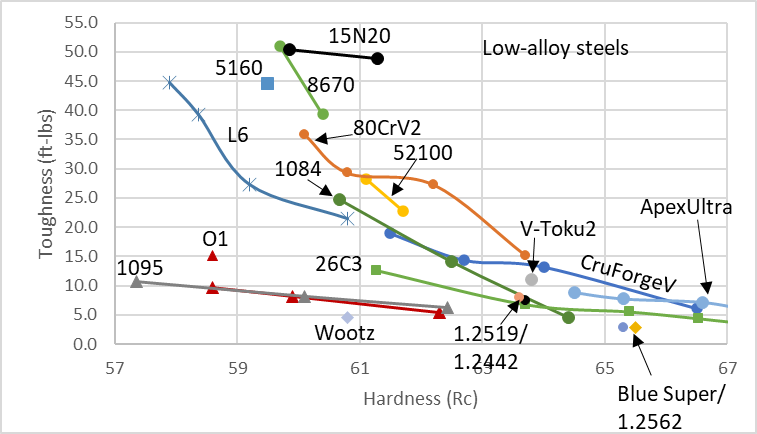
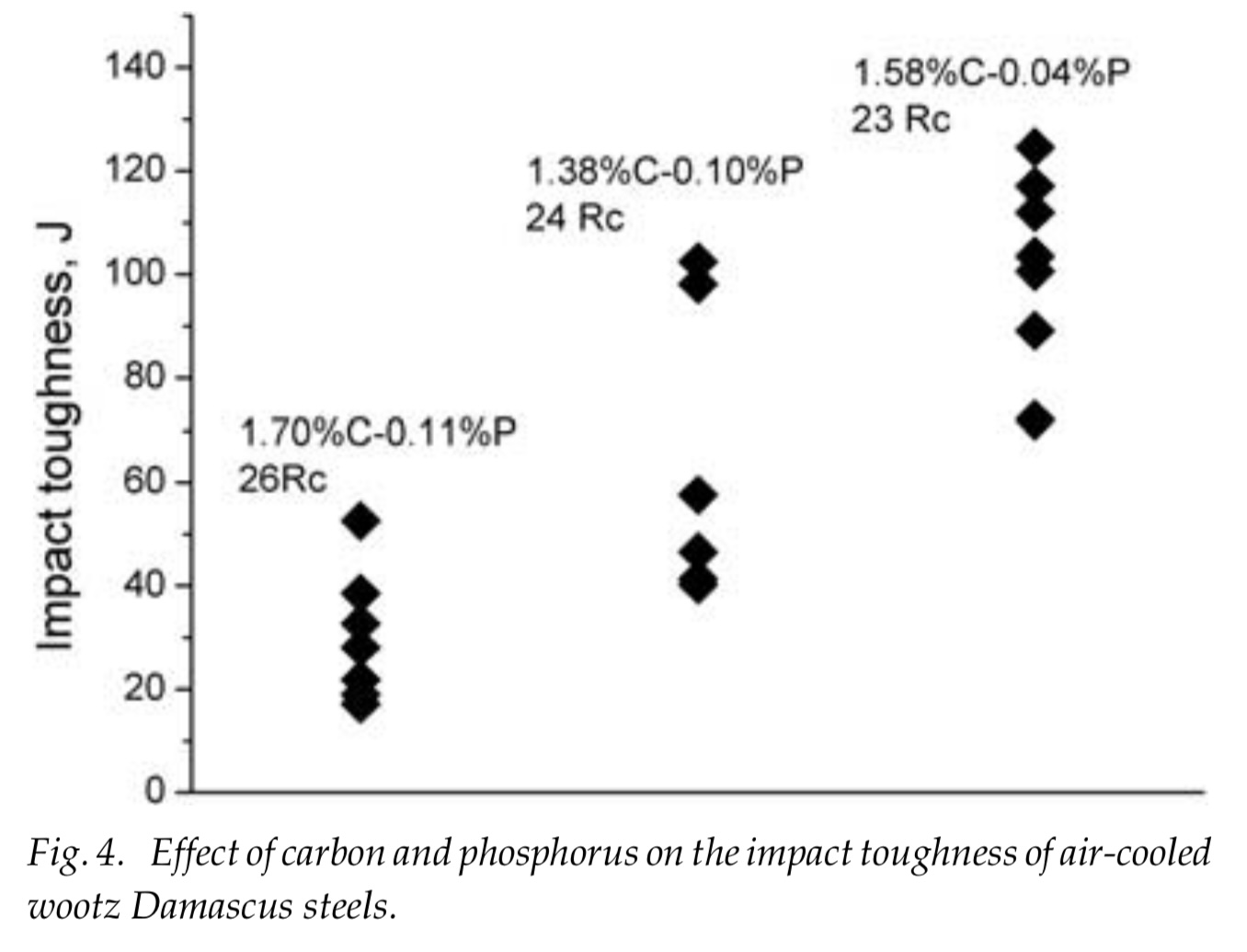
When controlling for hardness, Wootz had the worst toughness of the low alloy steels. This was somewhat expected. This Wootz had a relatively high impurity content, which did not help. Juha Perttula looked at the effect of phosphorus content on Wootz steel [1] and as expected higher phosphorus leads to poorer toughness. However, this was not the only reason the Wootz tested somewhat poorly.
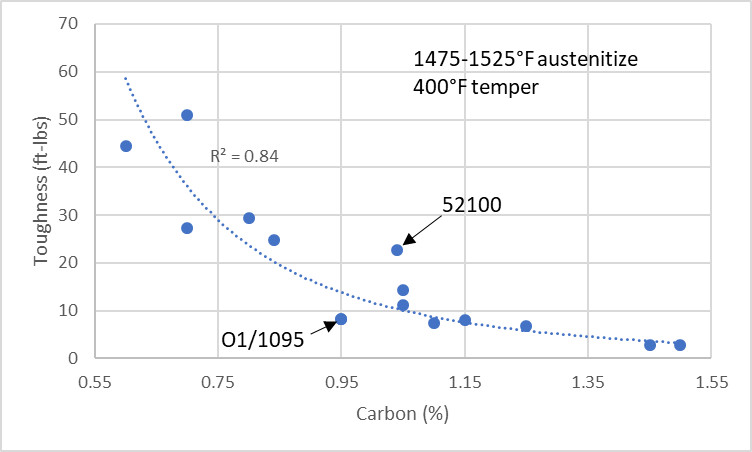
One issue is that the Wootz has a very high carbon content, resulting in a high carbide content and potentially higher carbon in solution. Higher carbon steels usually have lower toughness, as I have described in earlier articles. You can see this trend in the following chart:
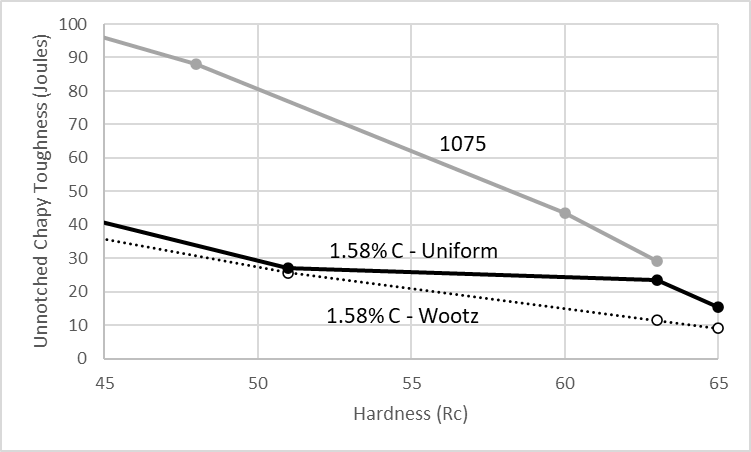
However, the other thing working against the Wootz is the banded carbide structure, the structure that we want for the beautiful look that Wootz provides. In a prior study performed by metallurgist Juha Perttula [1], he compared a 0.75% carbon steel with a 1.58% carbon Wootz in two interesting conditions. In one he processed the steel to have an even distribution of carbides, and in the other he left it in the typical banded structure of Wootz. Of course the lower carbon 1075 had significantly better toughness. But even when comparing the two conditions of the Wootz steel, a uniform carbide distribution led to better toughness:
Edge Retention
I tested the Wootz in the CATRA test, which you can read about here. The Wootz did pretty well compared with other low alloy steels, though not as well as high wear resistance steels with high chromium and/or vanadium contents.

The Wootz approximately matched 52100, which is among the best of the low alloy steels thanks to its 1.5% chromium that increases the hardness of the cementite (iron carbide). This good performance is likely from the relatively high carbide content and the carbide banding. Banded microstructures have previously been found to help with edge retention in 8Cr13MoV as well as in pattern-welded Damascus. One thing to note is the 0.03% niboium is unlikely to have contributed to wear resistance as the volume fraction of niobium carbide is extremely small (as is the size of those carbides).
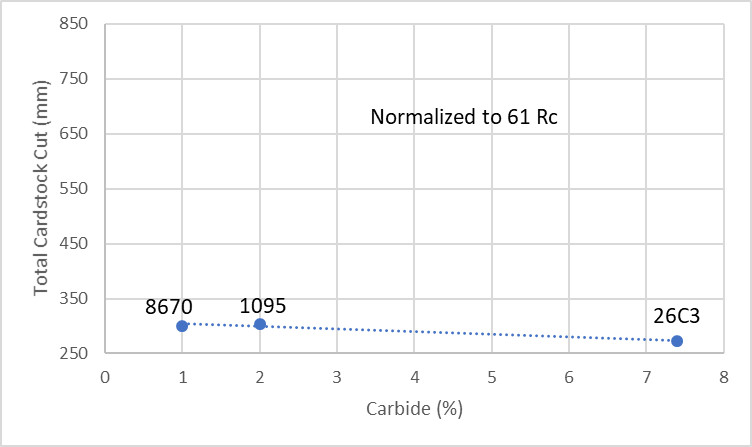
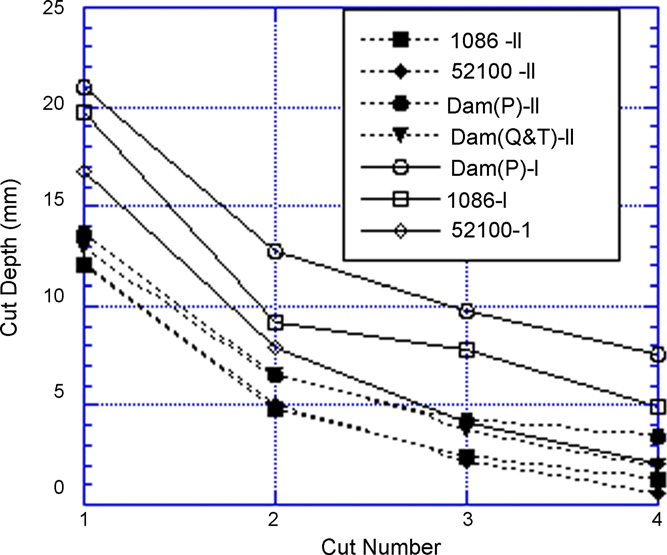
Dr. Verhoeven previously did his own CATRA comparison of Wootz, AEB-L, 52100, and 1086 steels [2]. This test was done along with knifemakers Howard Clark and Al Pendray. At 60 Rc the 52100 and 1086 both did better than the Wootz, but at 40 Rc the Wootz was better than the others at the same hardness. Dr. Verhoeven proposed that perhaps the carbides were not crossing the edge in a manner that would increase edge retention. Perhaps they tested a section that was light in carbides and I tested in a region that was rich in carbides. Another proposed reason is that in the past I have not found cementite (iron carbide) to significantly help in the CATRA test, likely because cementite is softer than the 5% silica in the CATRA cardstock used for testing. In fact I have found previously that more iron carbide can potentially be detrimental in the CATRA test:
52100, with its chromium enriched cementite, has carbide harder than the silica and does significantly better. So this may also partially explain the poor result of Wootz in Verhoeven’s study. However, that does not explain why the Wootz in my test did better. Perhaps there was poor sharpening of the Wootz blade for Verhoeven’s test, as in the 60 Rc test the Wootz blade was worse from the first cut, which was not the case in the 40 Rc test:
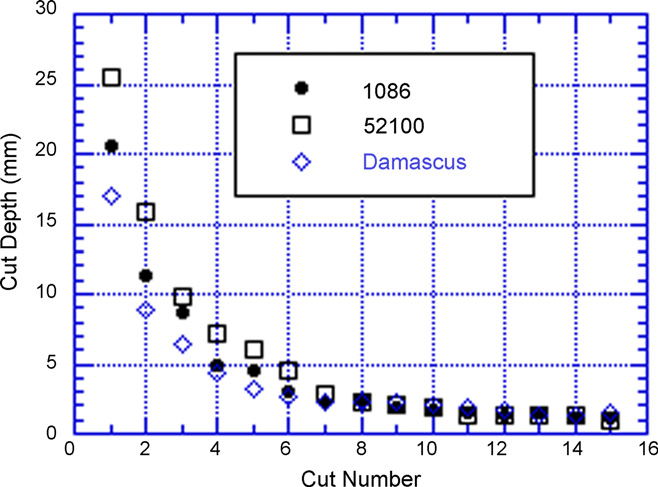
Verhoeven Wootz edge retention study with 60 Rc steels
The first cut is not purely a test of sharpness, as each “cut” is actually a stroke in one direction and then back again, so there is some edge wear even in “cut 1.” However, the difference shown above may be big enough to indicate a sharpening issue rather than inferior performance of the Wootz. This is also partially supported by the better result with the 40 Rc heat treatments:
In this test, comparing the (I) edge geometry (see the Verhoeven article for more details), the Damascus with the pearlite microstructure at 40 Rc labeled (P), it was outperforming from the first cut (back and forth stroke) and did the best over the course of the test. The 1086 was just below it and the 52100 was even below the 1086. I cannot think of any reasonable explanation for the poor performance of the 52100 at the lower hardness apart from poor sharpening. Or at least inconsistent sharpening.
Modern vs Ancient Wootz
A major reason for the comparison of Wootz performance at low hardness values by both Juha Perttula and John Verhoeven is that ancient blades that have been measured typically have a pearlite microstructure and therefore low hardness compared with quench and tempered blades. This was in part because quench and tempering was not yet a standard practice, and also because the low hardenability of the steel would make it difficult to achieve a martensitic microstructure anyway (see the heat treating section). So the edge retention and edge strength would be relatively low when compared with what we can achieve with modern blades with clean steel of lower carbon content heat treated to 56-62 Rc or so.
Another item for discussion is whether these modern recreations of Wootz match the properties of the ancient material. I believe the answer to that is yes, the microstructures analyzed by Verhoeven, Perttula, and others, are very similar. And compositions of “modern” Wootz often mimic the ancient blades, with high carbon content and few alloying additions. Whether the methods used to achieve the microstructures are exactly the same is somewhat irrelevant when compared with the final result.
However, there can be some differences with the ancient steel, such as the fact that Spencer Sandison used a small niobium addition while at least some of the ancient material seems to have relied on a very small amount of vanadium in their ore source. Spencer and some other smiths also rely on chromium or manganese additions to achieve a similar effect.
Definition of Wootz
And that brings up the question: What is Wootz? If there is a banded carbide structure that results in a pattern at the surface, is that Wootz? Does it only count if it has a similar composition to ancient blades? What if the composition is similar but it did not begin with a small crucible and ingot of steel? Sometimes people prefer to use the term “Crucible Damascus” for the material rather than Wootz. However, this does not automatically discount modern steel, as melting steel in crucibles was the most common method for making tool steel until well into the early 1900s.
Ed Fowler began seeing a banded structure in his 52100 from the many thermal cycles that he put the steel through, and he began calling his steel “52100 Wootz” [3]. The high chromium in 52100 also increases the size of the “austenite + cementite” region making 52100 better for developing carbide banding in a similar way to ancient Wootz. Can this 52100 properly be called “Wootz”?
Some knifemakers now etch their commercial steel knives because they develop carbide banding due to alloy segregation and carbides that are difficult to dissolve during forging. Therefore the banding is difficult to avoid in commercial steel, resulting in a visible pattern. Of course this also occurs in stainless steels. I don’t typically see this referred to as “Wootz,” but perhaps could be due called Wootz due to a similar result. This would make high carbon stainless steel the original “stainless Damascus.” Though perhaps we are straining too much at definitions.



Dan Bidinger knife in A2 tool steel lightly etched to highlight the carbide banding
Wootz vs Pattern-Welded Damascus and Modern Steels
This comparison is hard to make since Wootz can be multiple things as discussed above, and pattern-welded Damascus can be a combination of many different types of steel. I have an earlier study on pattern-welded Damascus here as well as a follow-up with Damasteel. In our pattern-welded Damascus study we tested combinations which had both better edge retention and toughness than the Wootz tested in this study. We had the benefit of being able to select any two (or more) steels that we wanted. Extra alloy additions allow us to have harder carbides that add more to wear resistance, and having better distributed carbides helps with toughness, as well as steels with less carbide overall. A modern powder metallurgy steel with a smaller amount of very hard carbides such as vanadium or niobium carbides, has much better wear resistance and toughness.
If we compare simple Wootz compositions with roughly similar ultra high carbon steels such as 26C3, the toughness of the 26C3 is much greater. The 26C3 has smaller, more evenly distributed carbides and lower impurities and thus better toughness.
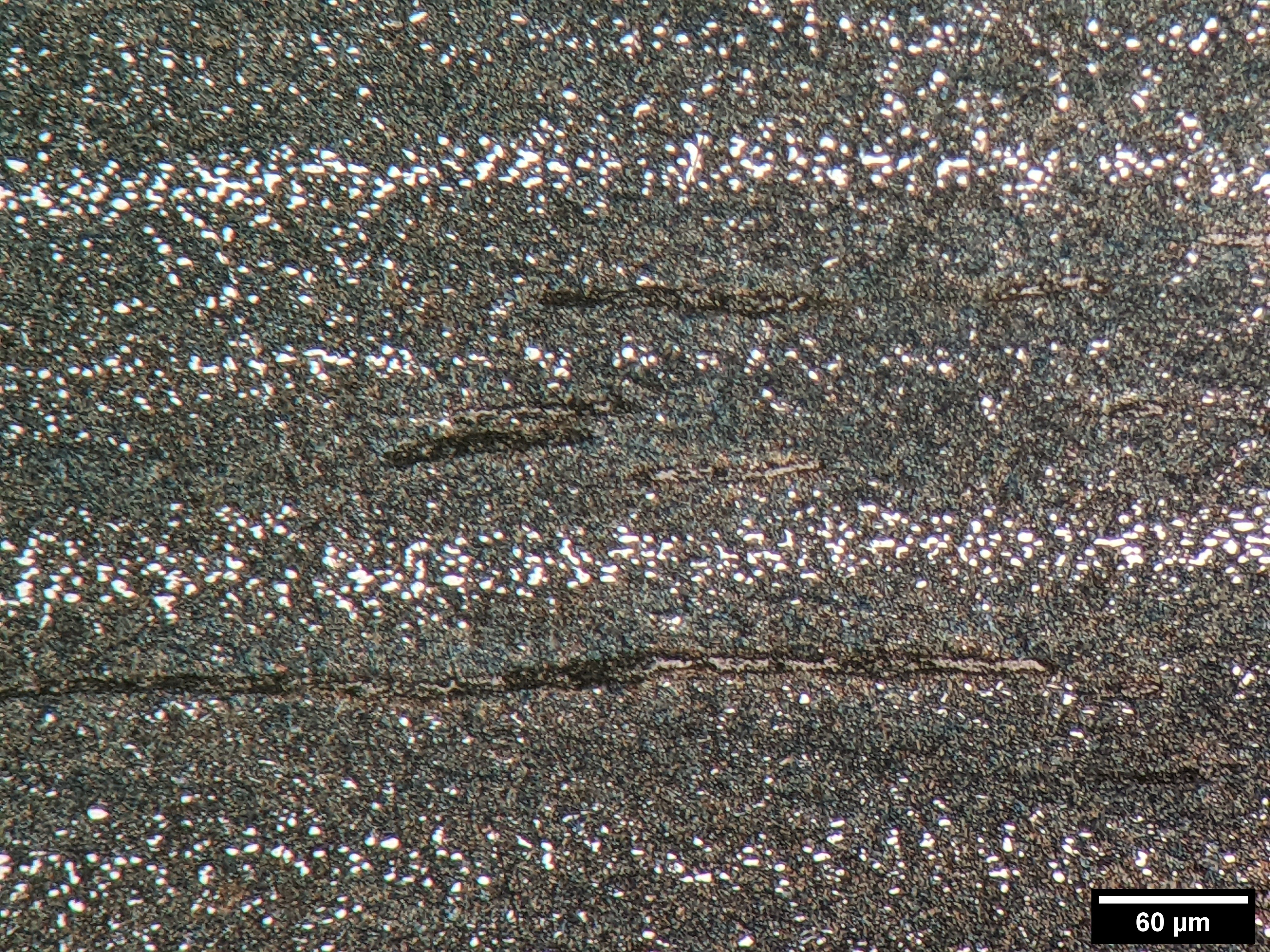
Oil quenched Wootz within a carbide band
26C3 steel
However, the carbide bands appear to have helped the edge retention of Wootz when compared with 26C3, as its CATRA edge retention measured higher than the 26C3. The extra carbon and therefore carbide content of the Wootz likely also helped. However, if we use a looser interpretation of what Wootz is we could potentially use compositions that would have better overall properties, such as lower carbon with high chromium (ie 52100). In which case the question of Wootz performance becomes pretty big, with many potential compositions.
Summary and Conclusions
Ancient Wootz Damascus is a high carbon steel with carbide banding, resulting in a macroscopic pattern, especially when etched. The high carbon plus the banding helps with slicing edge retention but is bad for toughness. The low hardenability of simple Wootz compositions makes achieving full hardness difficult without a water quench. What counts as “Wootz” is not clear to me and the definitions are murky. Overall it was fun to test this ancient steel. Maybe in the future we can compare with other compositions like high chromium Wootz.
[1] Perttula, Juha. “Wootz Damascus steel of ancient orient.” Scandinavian Journal of Metallurgy 33, no. 2 (2004): 92-97.
[2] Verhoeven, John D., Alfred H. Pendray, and Howard F. Clark. “Wear tests of steel knife blades.” Wear 265, no. 7-8 (2008): 1093-1099.
[3] https://www.edfowler.com/index.php/the-steel
If I recall, when the Ulfbhert sword blade was tested, it resembled something like modern 1075 or 1084 with some vanadium in it. My impression was that we’re pretty sure that this stuff came from central Asia up the Volga trade route. I The steel that it resembled pretty decent, modern plain carbon steel. Would it properties perhaps have been the result of “over forging”’ And heating it sufficiently that the carbide dendrites were dissolved?
Thanks for the excellent discussion and explianation of Wootz steel. I have both of your books but this discussion really drove the point home for me. Keep up the great work. You are the best thing to happen to the knife industry in my lifetime.
Why not name based on something like this…
1. Wootz – Chemically similar composition and manufacture methods to ancient blades. (Spenser Sanderson Steel) Since this is most closely tied to what would have been found in the location and time period of actual “Wootz” steel.
2. Natural Damascus – Chemical Structure and heat treatment create carbide banding to give a traditional/old Damascus look regardless of composition (Ed Fowler & Dan Bidinger steels)
3. Pattern Welded/Modern Damascus – Pattern Welded Modern Steels
I have no basis behind any of these names, other than that they sound reasonable and descriptive enough to me. Sometimes all you need is just a jumping-off point.
One of the wonders of making knives is it is one of those subjects you never get to the end of, It has retained my interest for 53 years. Nothing else has come close to that interest level.
One of those contributing factors has been your various articles on the subject. I also have both your books as well. I find that your writings convey the subject matter in layman’s terms, and not just to impress the reader with your skills in the use of the English language.
In short, your doing a fantastic job in clearing the air into the world of metallurgy. I would gladly send a donation occasionally, but I do not use plastic. If there is someplace I can send a check, by all means forward it to me for a donation for your efforts and research..
Finally, congratulations on the Doctorate. I see it hasn’t spoiled you a bit. (Chuckle)
Very interesting
A bit off topic but does the silicon used being harder than the cementite affect the applicability of CATRA tests to blades used in softer materials, such as kitchen knives?
The CATRA test also wouldn’t replicate corrosion from cutting wet stuff, which I remember is a significant issue in the dulling of razors and presumably affects kitchen knives used in acidic vegetables
Brilliant work! I always wanted to fool around with crucible and/or banded steel but never had the equipment. There used be a steel called O6. I don’t remember what it was for, but it had 1.5% carbon. I somehow got 2 pieces 6″ x 6″ x 1″ thick. Thought maybe I could austenitize and quench if to produce carbides, then forge it in two dimensions to get carbide bands. However I did not have a power hammer and my friends who did would not let me use theirs, so it never got done.
I love reading about Wootz / crucible, I even have a beautiful knife made of the stuff. I’ve never thought of it , outside of the context of the time it was made. I would not think it would standup in comparison to most modern steel.
It’s science not magic.
Compare it to the bloom steel that I’d imagine dominated at the time? That would be a interesting comparison. Bloomerys were common up till the 19th century. I know that there were blast furnaces were being used well before that, but they were not common and the process was not refined.
Why is there zero mention of the late Al Pendray?
Nevermind, I see he’s referenced twice!