
Wide Release Date for MagnaMax for Small Knifemakers
MagnaMax will be on sale May 1st, 2026 at 9am on Niagara Specialty Metals’ online store: https://nsm-ny.com/shop/
You can create an account beforehand so that you are ready to buy once the steel goes live. We made the following commercial to get pumped for the release:
Intro
I wrote an article (and created a video) about MagnaMax properties a few months ago. So I won’t be rehashing all of the properties here. Basically, MagnaMax is designed to have enhanced wear resistance and edge retention vs MagnaCut with similar corrosion resistance and hardness potential.
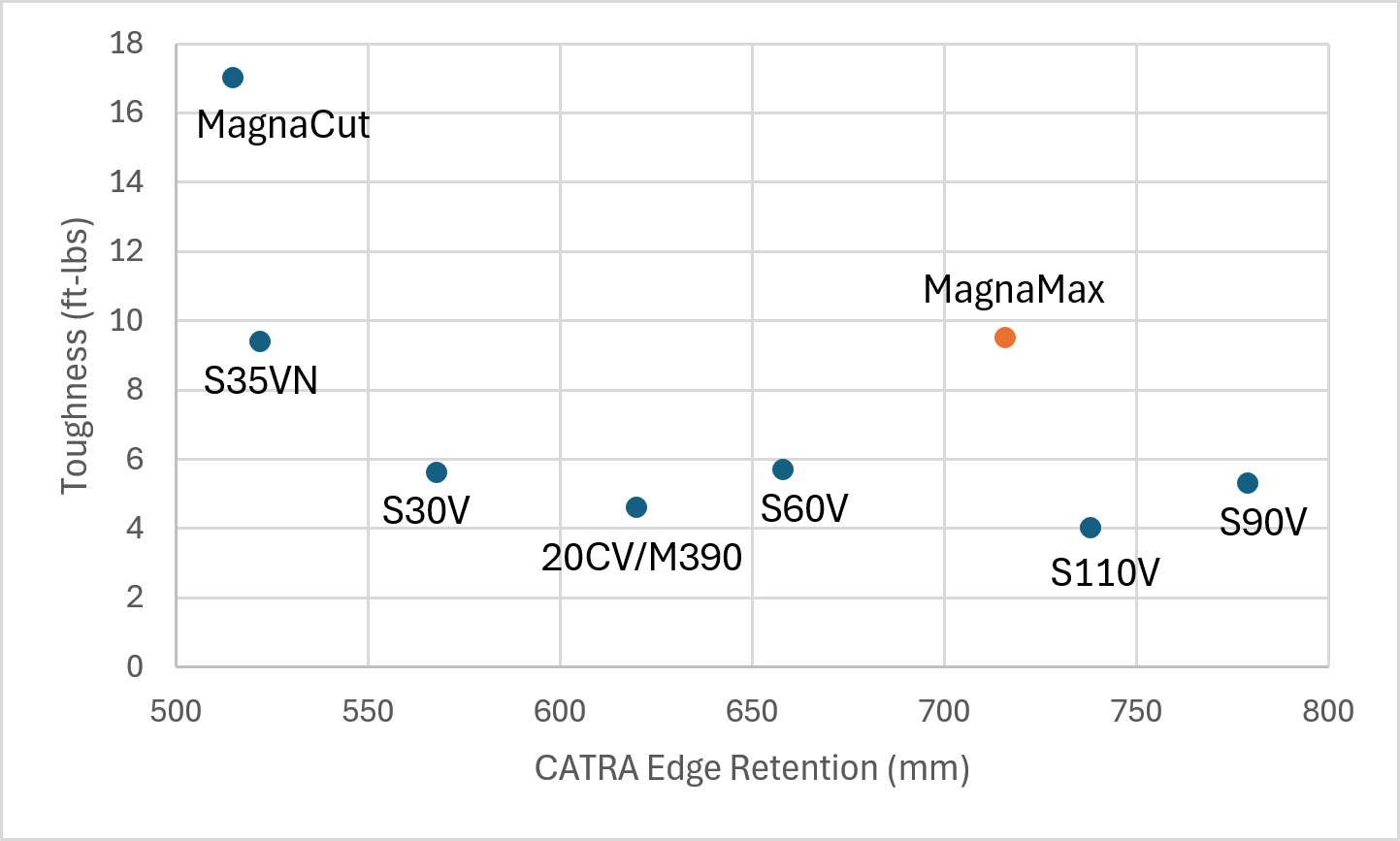
You will also see in the chart above that MagnaMax offers superior toughness and edge retention to the popular M390 and 20CV. It is very difficult to improve both of these properties at the same time, so this is a big improvement. It also maintains similar toughness to grades CPM-154, S35VN, and Vanax, which were formerly the toughest PM stainless steels prior to MagnaCut. So it offers a significant edge retention improvement to those grades, which have had a reputation for good properties in the past.
That property summary article did not have specific heat treatment recommendations because I was waiting on the final material. The initial heat of steel had carbon on the low end of the specification, so it wasn’t as representative of the average material as I wanted. No change was made to the target composition or the specification, it just landed at the lower end for carbon. So now that I have received and tested material closer to the midpoint of the specification I performed a more comprehensive set of tests. Knifemaker Matthew Gregory helped to make the majority of the toughness coupons.
High Level Heat Treatment Summary
Before we get into all of the details I can give a simple summary so you don’t get lost.
With Cryo:
Austenitize 2100-2250°F (1150-1230°C). The baseline temperature for good properties is 2150°F (1175°C).
Plate quench for faster cooling and slightly higher hardness.
After cooling to approximately room temperature, place immediately in liquid nitrogen. The amount of time it sits in the liquid nitrogen doesn’t matter that much, it just needs to reach the temperature. An hour is fine. What does matter is not wasting time before putting it in the liquid nitrogen. You don’t need to check the hardness beforehand.
Temper 300-450°F (150-230°C) twice for two hours each time. 350°F (175°C) is a baseline temperature for good properties.
Without Cryo:
Use your household freezer. It is a myth that it doesn’t have any effect. There is no reason to do no cold treatment. Everybody has or can get a freezer. Dry ice is even better, but despite being about 100°F colder than a freezer often behaves closer to a freezer than to liquid nitrogen.
Austenitize 2050-2100°F (1120-1150°C). 2100°F (1150°C) is a good temperature. It might be possible to go somewhat higher but I worry about excess retained austenite.
Plate quench for faster cooling and slightly higher hardness.
After cooling to approximately room temperature, place immediately in the freezer or dry ice. The amount of time it sits in the freezer doesn’t matter that much, it just needs to reach the temperature. An hour is fine. What does matter is not wasting time before putting it in the freezer. You don’t need to check the hardness beforehand.
Temper 300-450°F (150-230°C) twice for two hours each time. 350°F (175°C) is a baseline temperature for good properties.
Austenitizing hold times:
The required hold time changes with temperature. This is the soak time required after the piece reaches the temperature. It rarely hurts to add extra minutes, it is more common to have an issue with undersoaking.
2050°F (1120°C): 20 minutes
2100°F (1150°C): 15 minutes
2150°F (1175°C): 10 minutes
2200°F (1205°C): 5 minutes
2250°F (1230°C): 5 minutes
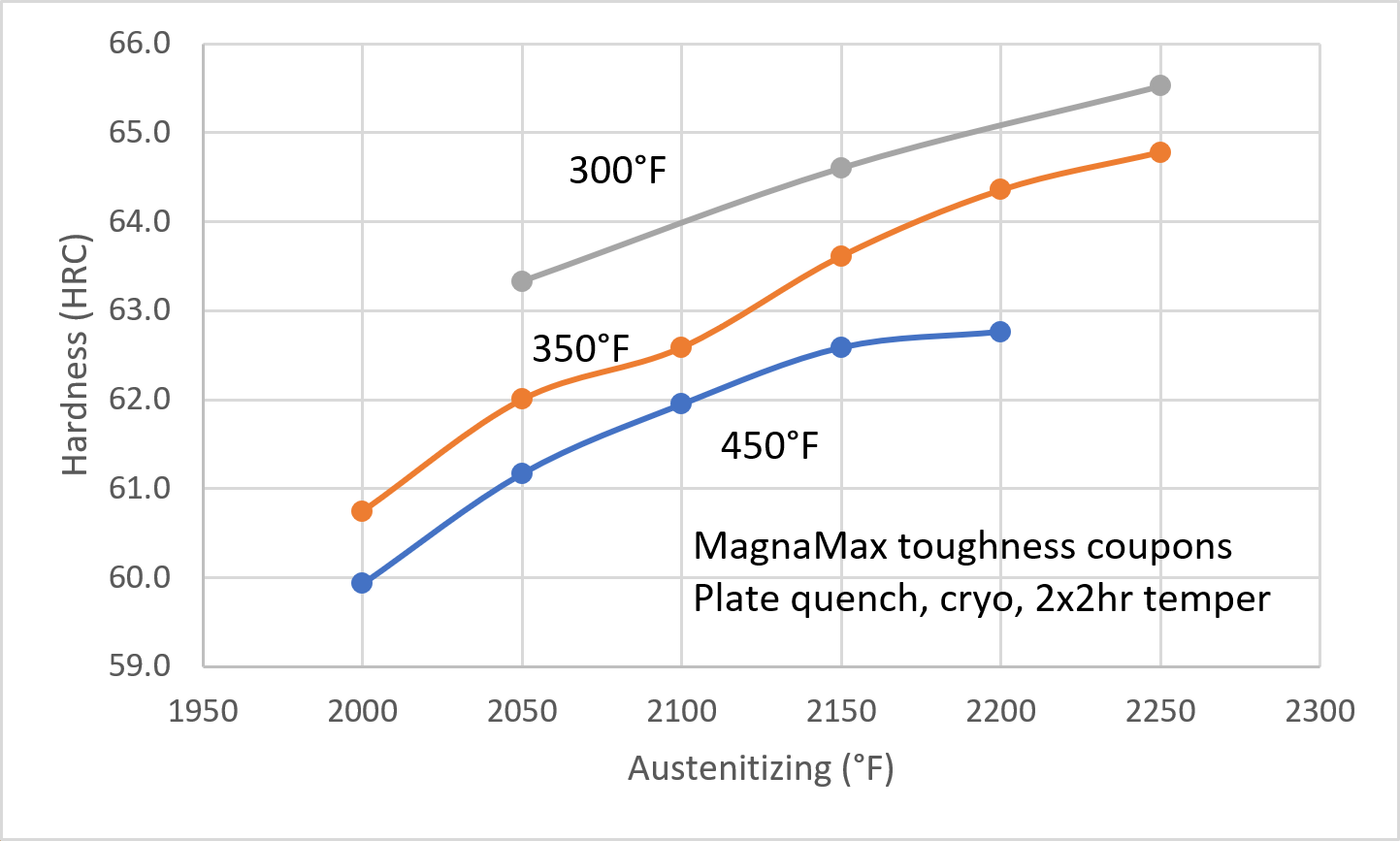
Hardness and Cryo
I first made a series of coupons to test the hardening response, including with the addition of a freezer or liquid nitrogen treatment after quenching. I used the soak times in the section above.
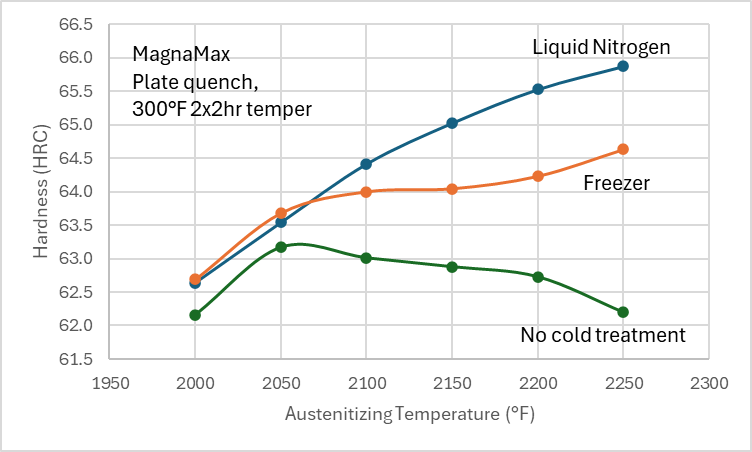
You can see that with no cold treatment the peak hardness was 2050°F (1120°C) after tempering at 300°F (150°C). Hardness drops with higher temperatures from excess retained austenite. Hardness rose when using liquid nitrogen all the way to 2250°F (1230°C). It would be unlikely to keep rising much beyond this temperature and the possibility of melting grain boundaries starts to become more of a danger. The freezer also rose all the way up to 2250°F but to a lesser extent. Because the increase was small beyond 2100°F (1150°C) this is why I limited my recommendation for the freezer to that temperature. That makes me think both the retained austenite and hardness of the martensite were increasing beyond that temperature, leading to relatively flat behavior. Excess retained austenite can lead to worse sharpening behavior when deburring. Overall this hardening response is not radically different than MagnaCut.
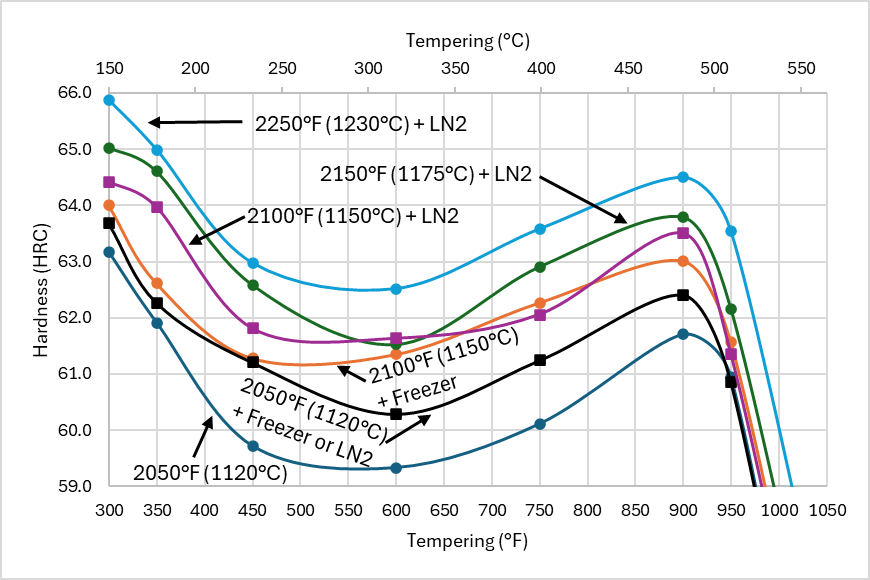
Nothing too crazy showed up in the tempering. You can see that a cold treatment leads to less hardness loss in tempering. Compare 2050°F with and without a cold treatment, or 2100°F with liquid nitrogen vs the freezer. Note that I have a single curve for both freezer or liquid nitrogen from 2050°F, and this was because the two were sufficiently similar to have a single line. Plus don’t want to make the chart too busy.
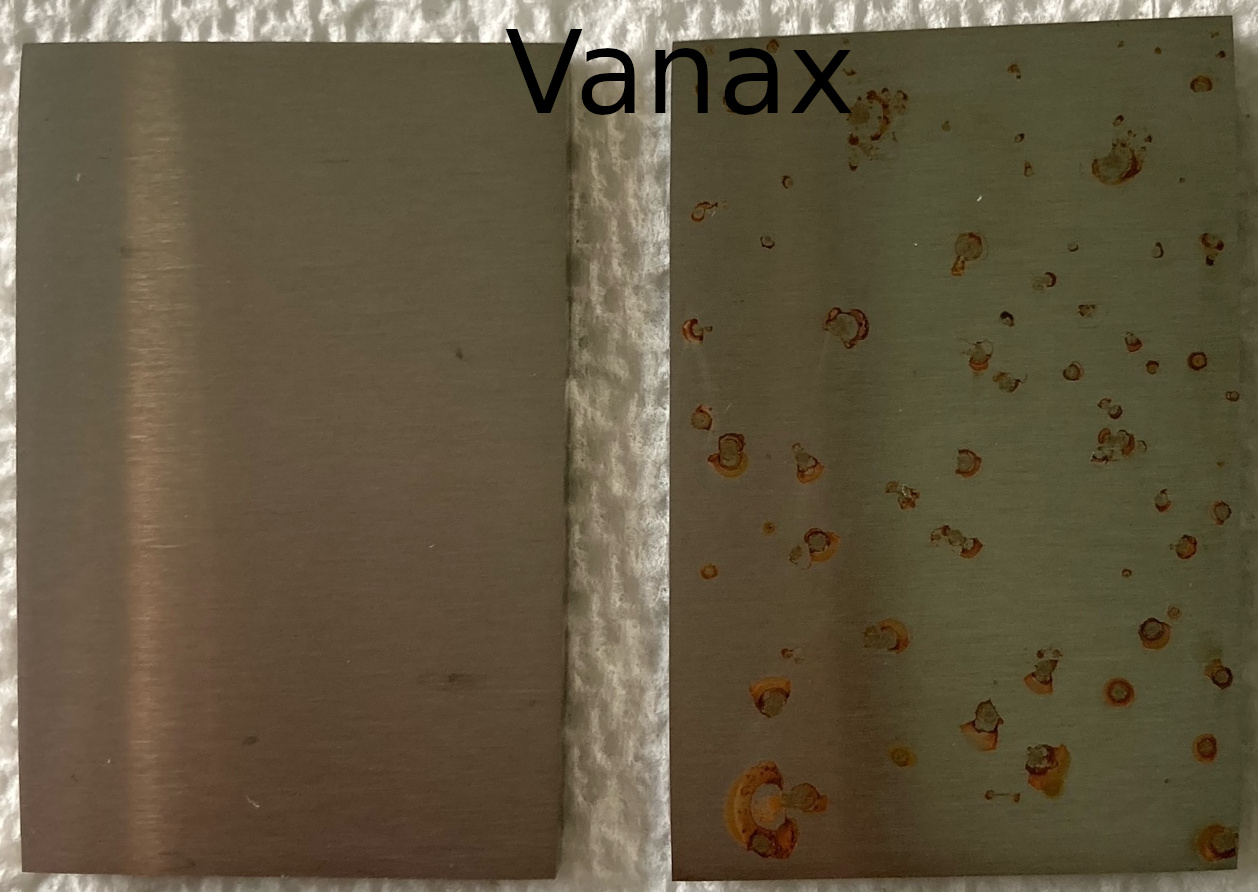
You will also notice that the hardness reaches an initial minimum at 600°F (315°C) and then rose to a secondary peak around 900°F (480°C). This is known as “secondary hardening.” I don’t recommend tempering in that range, especially with stainless steels, because it reduces corrosion resistance. For example see two Vanax coupons below, both sprayed with 1% saltwater. The one of the left was tempered at 400°F (200°C) and the one on the right was tempered at 1000°F (540°C).
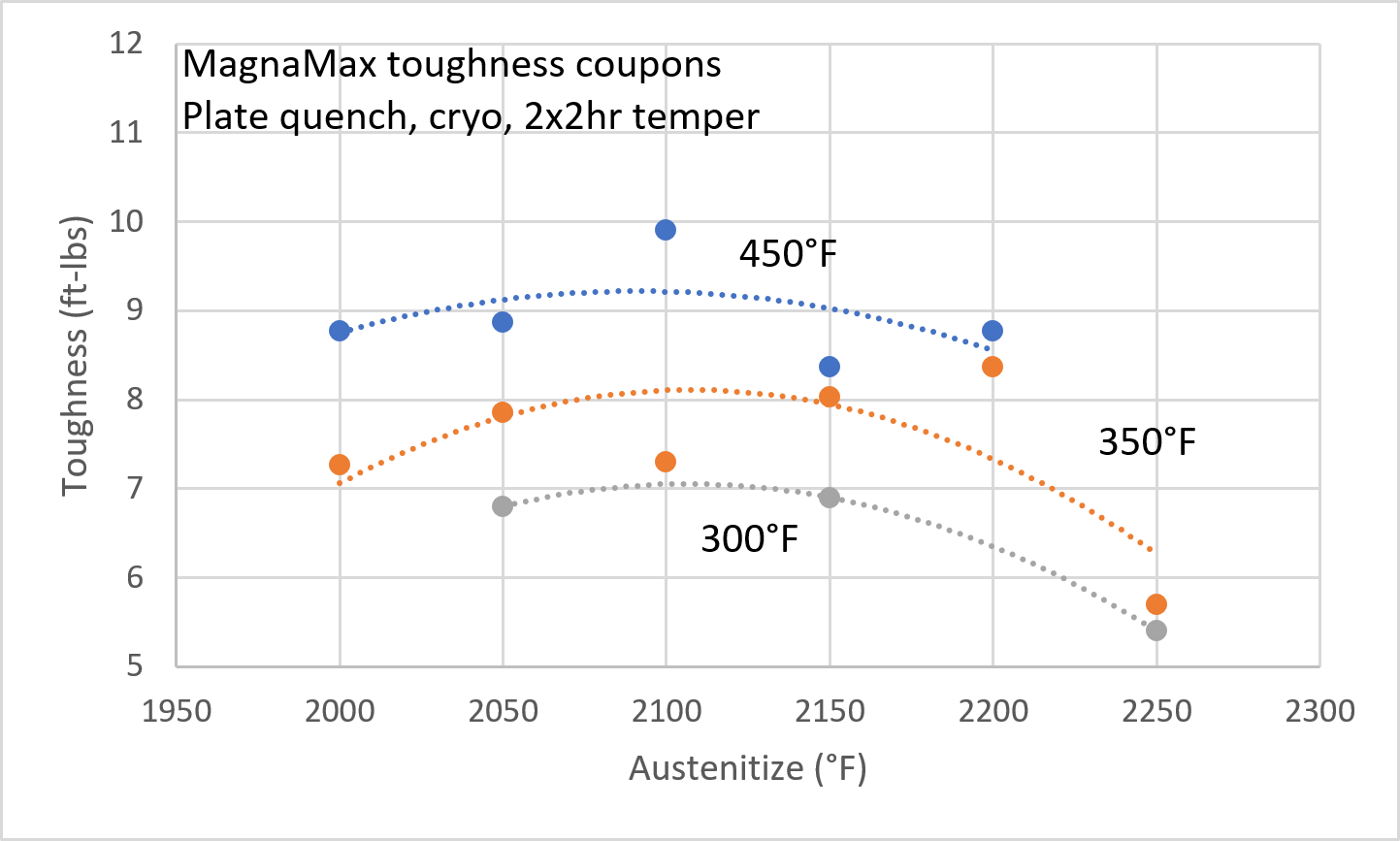
Toughness
We also tested a series of charpy toughness coupons for this heat of MagnaMax. I used my standard coupon which is quarter size (2.5 x 10 mm) and unnotched. Three coupons were tested for each condition. We used liquid nitrogen in the heat treatment of all of these coupons directly after the quench. We used austenitizing temperatures of 2000-2250°F (1095-1230°C) and tempering temperatures of 300, 350, and 450°F (150, 175, 230°C).
The hardness was slightly lower than the small hardness coupons I showed results from before:
Looking at the resulting toughness, it rose from 2000 to 2050°F (1095 to 1120°C), was relatively flat up to 2200°F (1205°C), and then dropped somewhat up to 2250°F (1230°C). This is why I recommended a baseline austenitizing temperature of 2150°F (1175°C) as this appears to be roughly the peak hardness-toughness, though an argument could also be made for 2200°F (1205°C), in part due to a couple of the 2150°F results being on the low end and a couple of the 2200°F being on the high end. This is likely due to statistical variability of testing.
You can also see that toughness increases with tempering temperature as we would expect, which also corresponds to a hardness decrease. Lower hardness generally correlates with higher toughness.
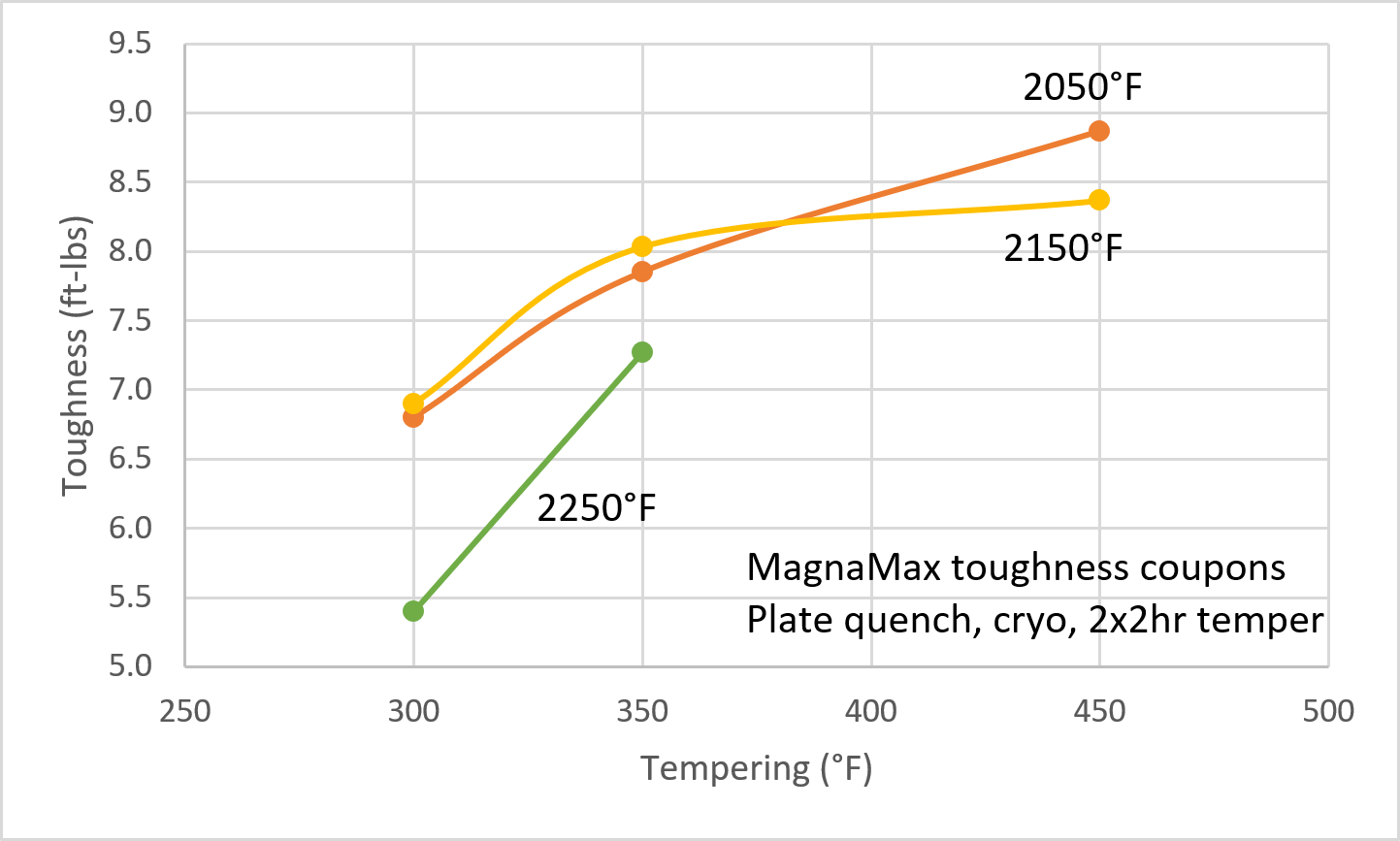
There was a greater increase in toughness between 300 and 350°F (150-175°C) than between 350 and 450°F (175-230°C), which is why I recommended 350°F (175°C) as the baseline tempering temperature.
Hardness-Toughness Balance
But what we would like to maximize is the highest toughness for a given hardness. So I plotted hardness vs toughness below.
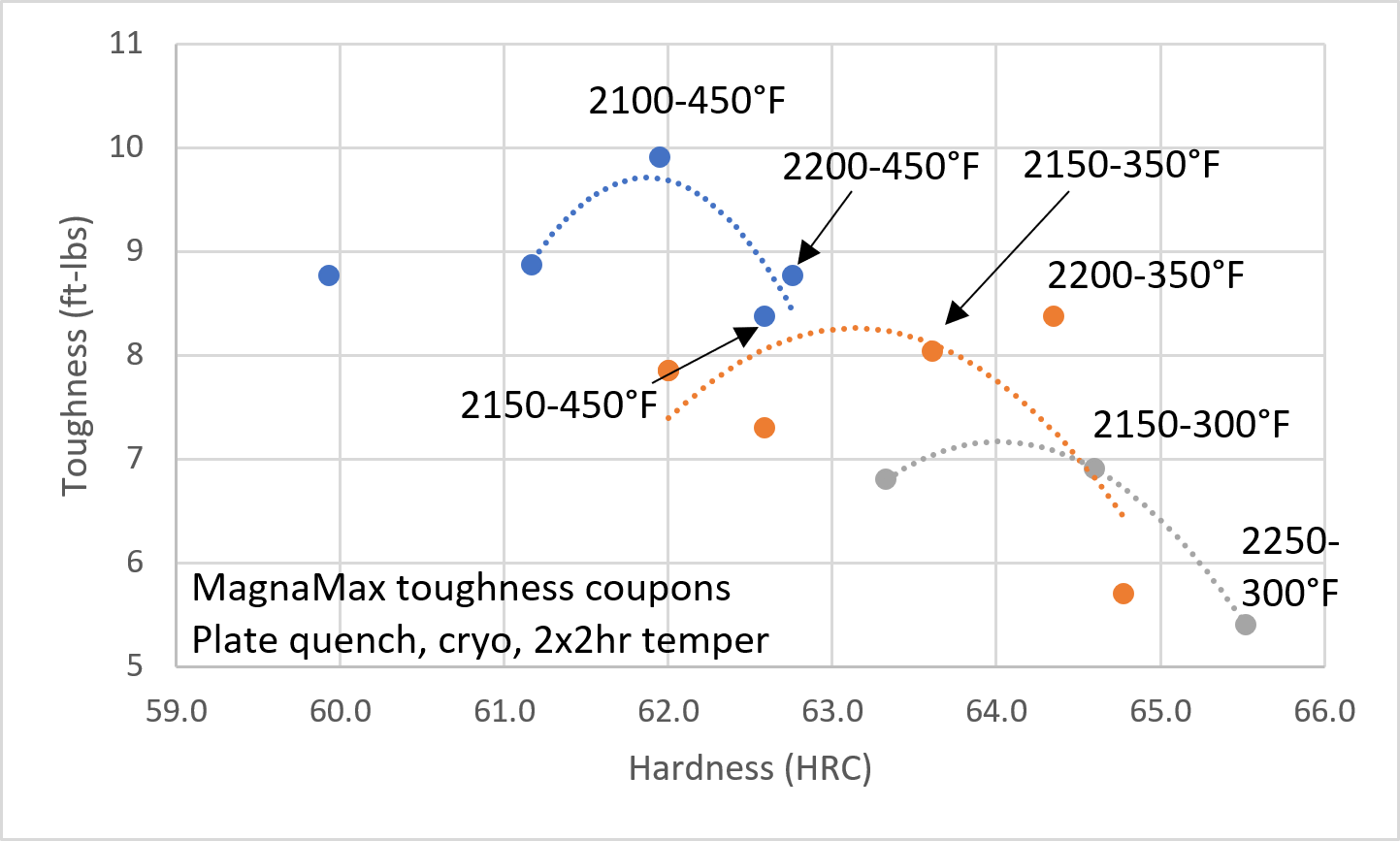
You will notice that the maximum hardness-toughness combinations were generally 2150-2200°F (1175-1230°C) and tempering at 350-450°F (175-230°C). The exceptions include: 1) 2100°F (1150°C) with 450°F (230°C) because that combination gave the best properties for lower hardness. And 2) For maximum hardness you need 2150-2250°F (1175-1230°C) in combination with the minimum tempering temperature of 300°F (150°C). I next overlaid those best heat treatment conditions on top of the similar non-stainless steels K390, Vanadis 8, and CPM-10V:
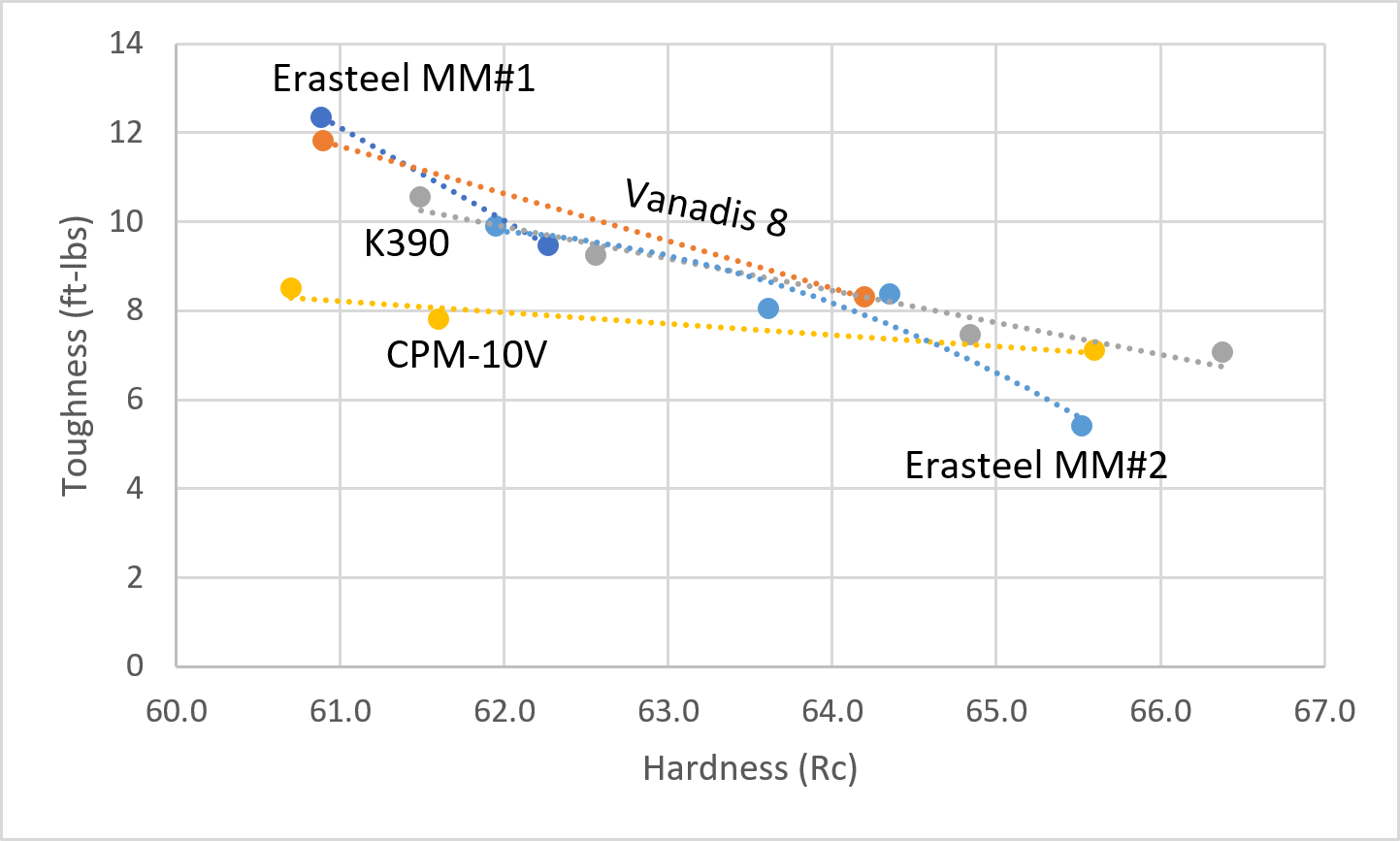
Erasteel MM#1 is the first heat that was shown in the prior article about MagnaMax properties, and Erasteel MM#2 is the final tested material above. You can see that both have a similar hardness-toughness balance, though the new one is skewed to somewhat higher hardness, as expected from more carbon. You will also see that the toughness is very similar to K390 and Vanadis 8, an excellent result given that MagnaMax is a stainless steel with similar wear resistance. So we greatly improved corrosion resistance over those steels while maintaining their other properties. I next plotted those hardness-toughness values vs other stainless powder metallurgy steels:
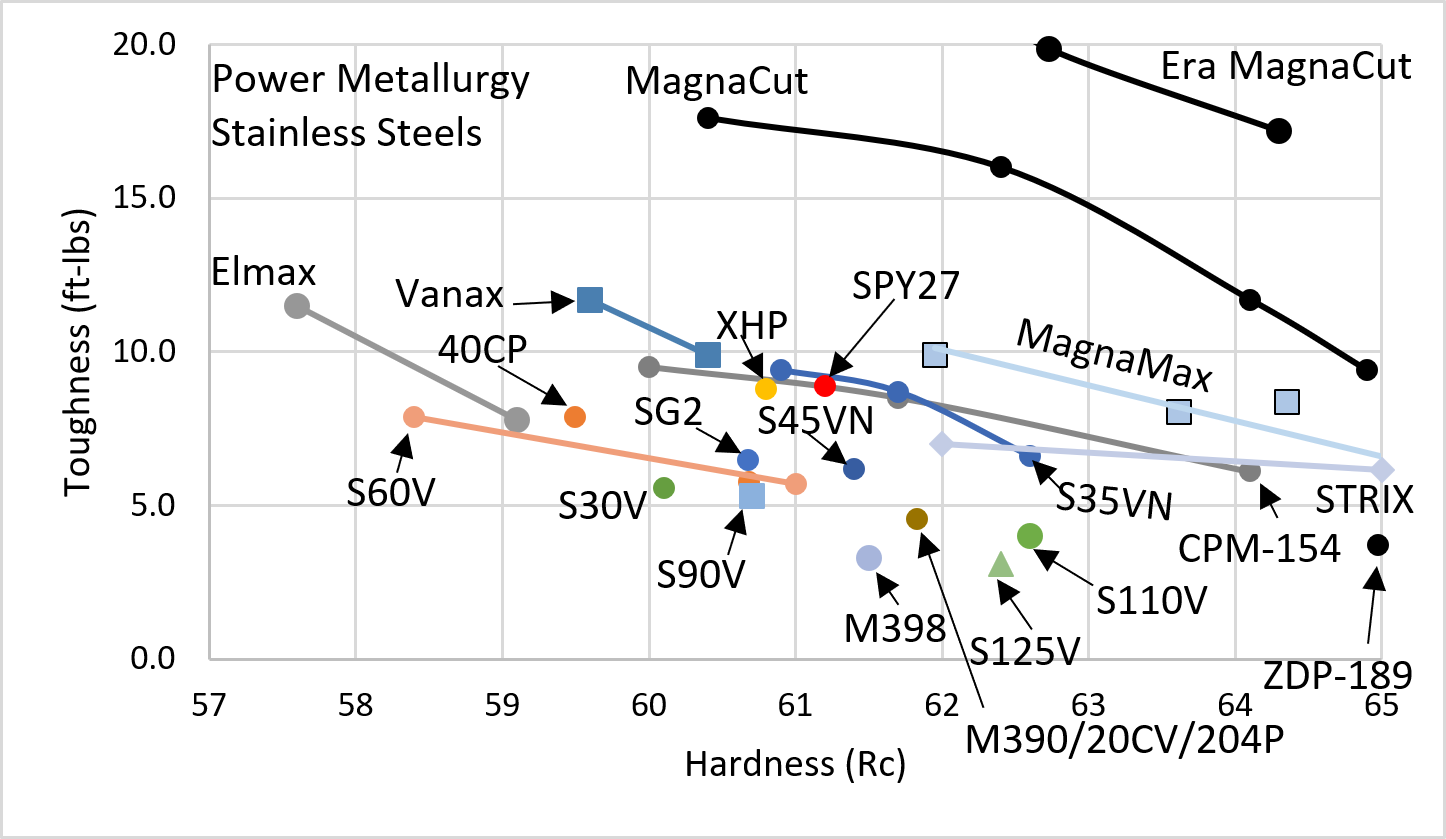
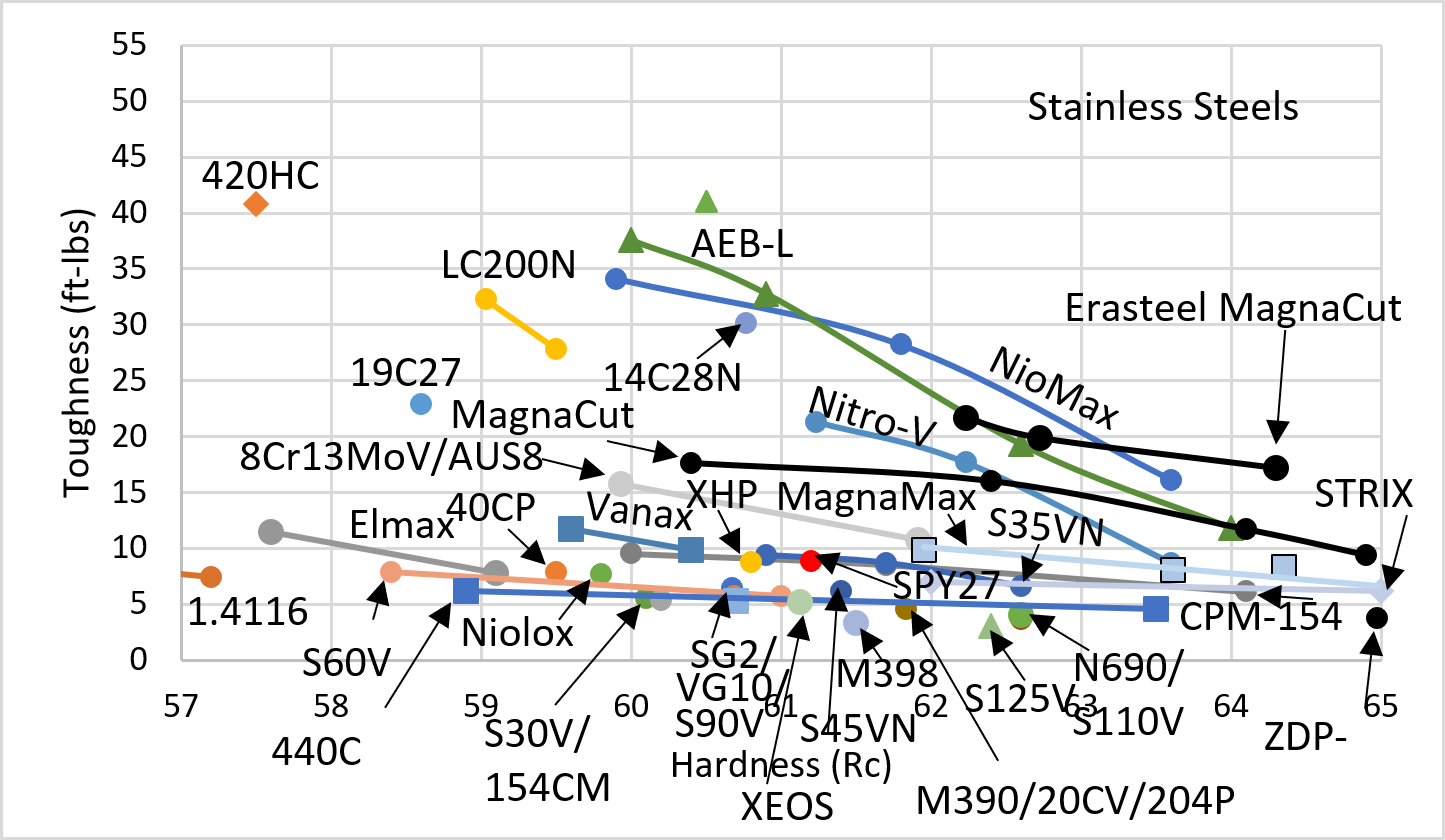
You can see that MagnaMax has superior hardness-toughness than virtually all of the powder metallurgy stainless steels apart from MagnaCut. This includes steels with a good reputation for toughness including Vanax, XHP, S35VN, and CPM-154. And below I have the more complete graph of stainless steels which is a bit busy:
Corrosion Resistance
I compared the final higher carbon version of corrosion resistance to the earlier and both passed the 1% saltwater corrosion test. Showing a picture of two clean samples isn’t very interesting, so here is the earlier image of MagnaMax vs other steels:

Each of those was austenitized from 2150°F (1175°C). MagnaMax (and MagnaCut) were designed for all of the chromium carbides to be dissolved around 2050°F (1120°C). After the chromium carbides are dissolved the corrosion resistance doesn’t appreciably change with even higher temperatures. This is different than most other stainless steels which have chromium carbides all the way up to the melting temperature. But using even higher than 2050°F does provide some factor of safety, better ensuring the chromium carbides are fully dissolved.
The other main factors for corrosion resistance are quench rate and tempering temperature. I mentioned in the tempering section that tempering above about 750°F (400°C) leads to a reduction in corrosion resistance and I showed a test with Vanax to illustrate that. Quenching isn’t an issue unless it is very slow, which leads to carbides precipitating on the grain boundaries which can reduce corrosion resistance.
Edge Retention
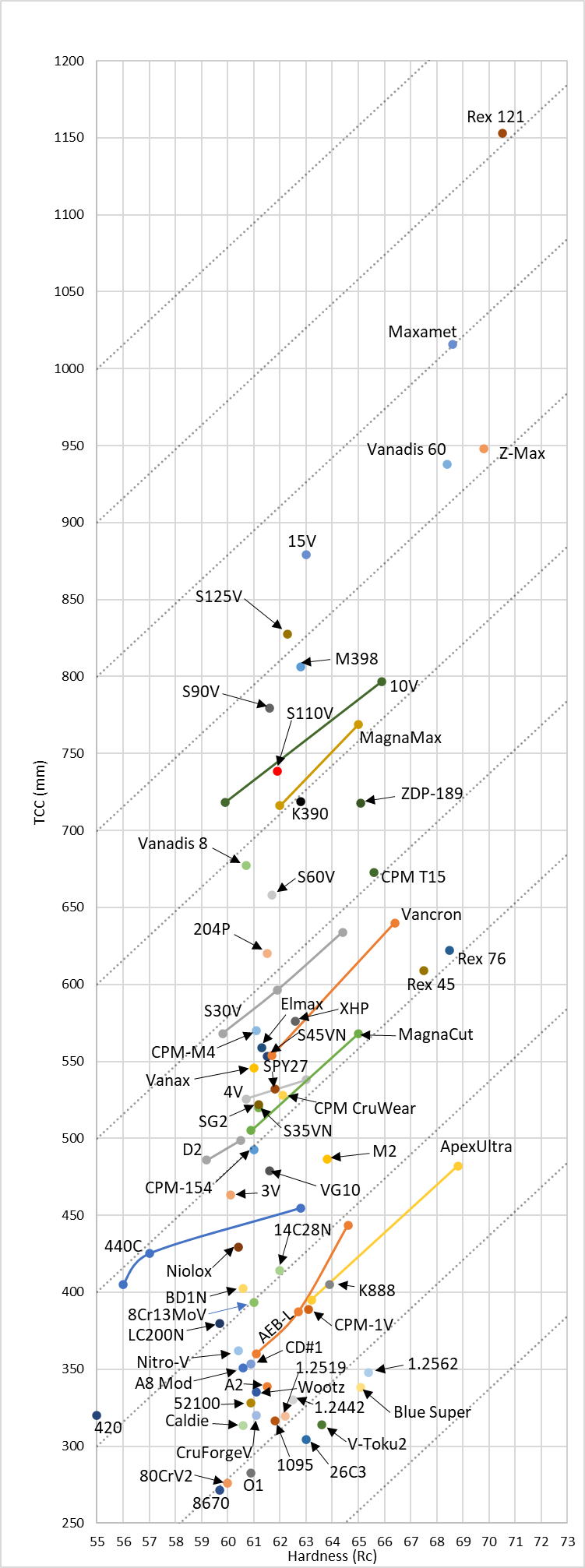
The primary factors for edge wear resistance are carbide volume, carbide hardness (controlled by type), and steel hardness. While the carbides are very important when comparing different steels, there is less of an impact within a given steel. It is true that austenitizing higher dissolves a bit more carbide but this effect is generally drowned out by the increase in hardness. So in general, achieving a higher hardness results in greater edge retention, and there isn’t much point in worrying about the exact austenitizing and tempering temperatures that were used to get there. I have the graph below of CATRA results I tested previously to show where MagnaMax lands and the effect of hardness on the results:
Summary and Conclusions
So I have shown the majority of the heat treatment data that I generated and my reasoning for the different recommendations. I am overall happy with how the heat treatment response ended up. If you want to see the simplified heat treatment recommendations, scroll back near the top where it said “High Level Heat Treatment Summary.” Hopefully that is simple enough for everyone. If not then ask questions in the comments. MagnaMax will be on sale May 1st, 2026 at 9am on Niagara Specialty Metals’ online store: https://nsm-ny.com/shop/