Upcoming Blade Show Atlanta
I will be at Blade Show in just a few days (June 5-7). I will be teaching two classes: “Factors that Affect Edge Retention” and “What is Coming Next for Knife Steel?” You can buy tickets by clicking here.
Video
Here is the video version of the following article:
Custom vs Industry Heat Treating
In a previous article I wrote about the wide series of tests we performed to dial in the heat treatment of MagnaMax using small furnaces and plate quenching. But many knife companies and knifemakers will “send out” to a larger heat treater and the process is different in several ways. There are also a handful of knife companies that have their own large-scale heat treating facilities. Big tool steel heat treaters most commonly use large vacuum furnaces that utilize a pressurized gas quench. I previously wrote about how this affects the heat treating and final properties in this article, which will have many more details than I will provide here. One of the major differences is that the pressurized gas quench is slower than a plate quench. That is a generalization, of course, if a piece of steel is very large it is certainly possible for a plate quench to be slower than a small, thin piece with a gas quench. And gas quenches can have a range of speed based on the pressure (measured in “bars”) and how loaded up with steel the furnace is. The slower quench can lead to reduced hardness and toughness, because undesirable carbides can form at grain boundaries during the slow cooling speed. The 2% molybdenum in MagnaMax helps with this because it is a very effective element for “hardenability,” which is how slow you can cool and still achieve full hardness. For example, Uddeholm compared their improved Vanadis 8 to their earlier Vanadis 10 [1], which increased Mo from 1.5 to 3.6% and showed experimentally the difference in hardness with cooling rate:
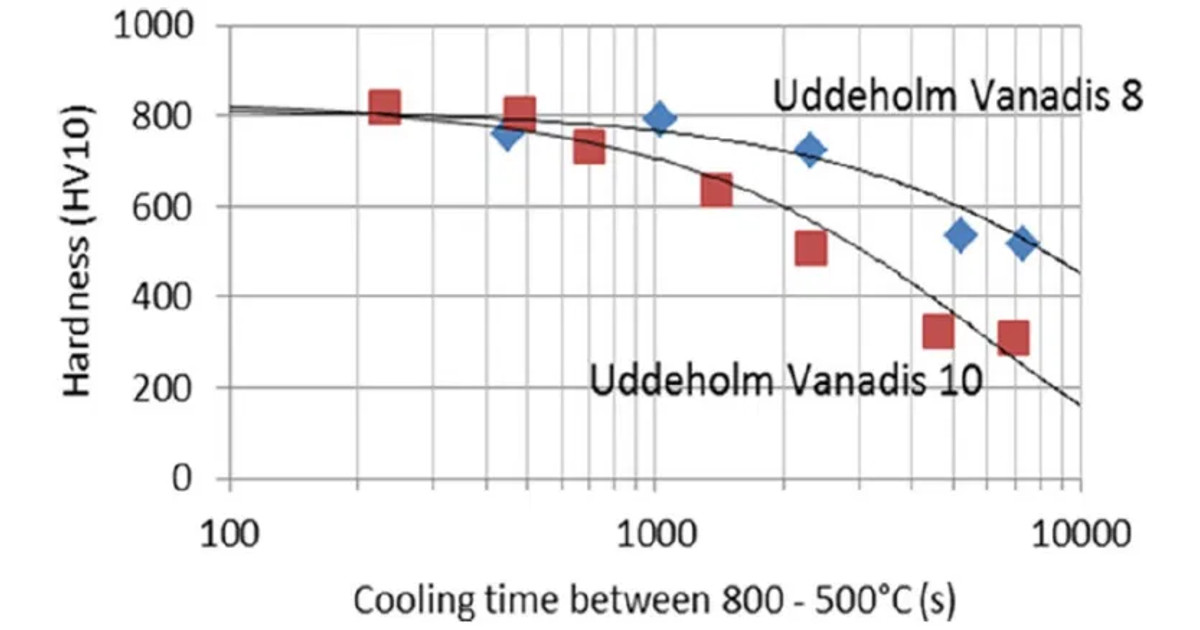
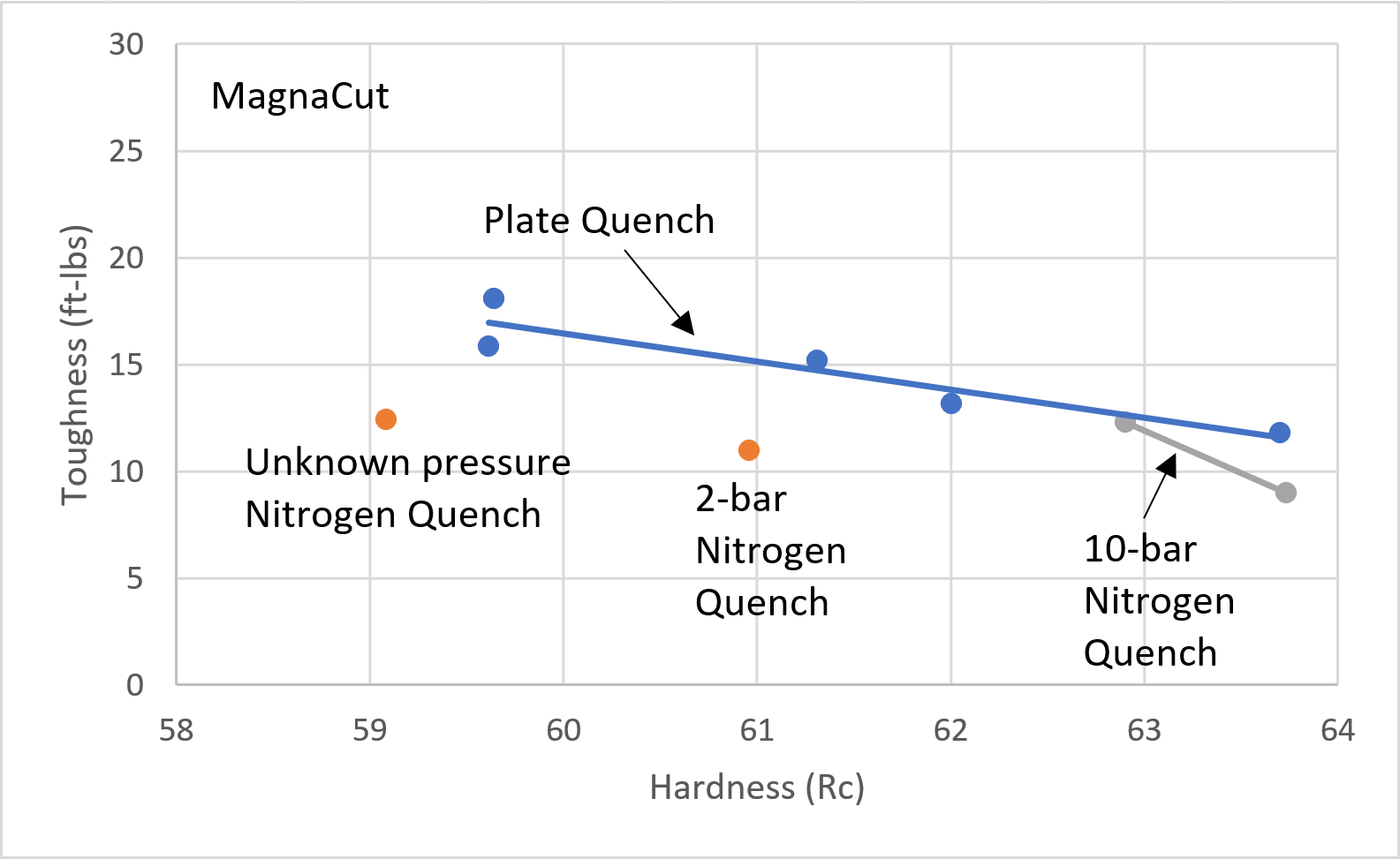
You can see that if the quench is sufficiently fast that the hardness does not further increase with even faster quenches. This is also true for toughness, though there can be cases where toughness is reduced from a slower cooling rate without that also showing up as reduced hardness. In the previous article I showed data that MagnaCut had slightly reduced toughness when heat treated with a gas quench vs a faster plate quench:
MagnaMax Experiments
Hardness
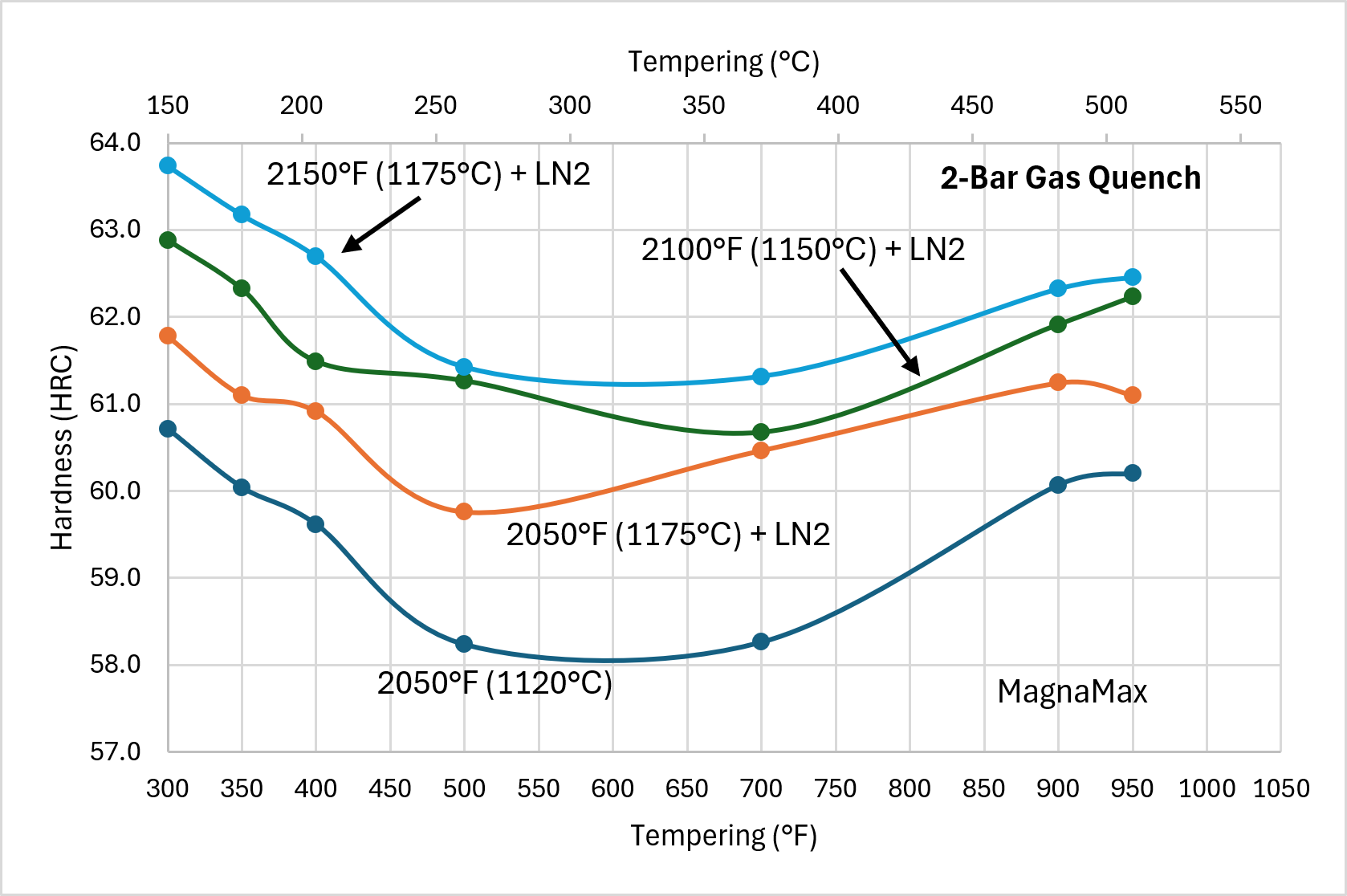
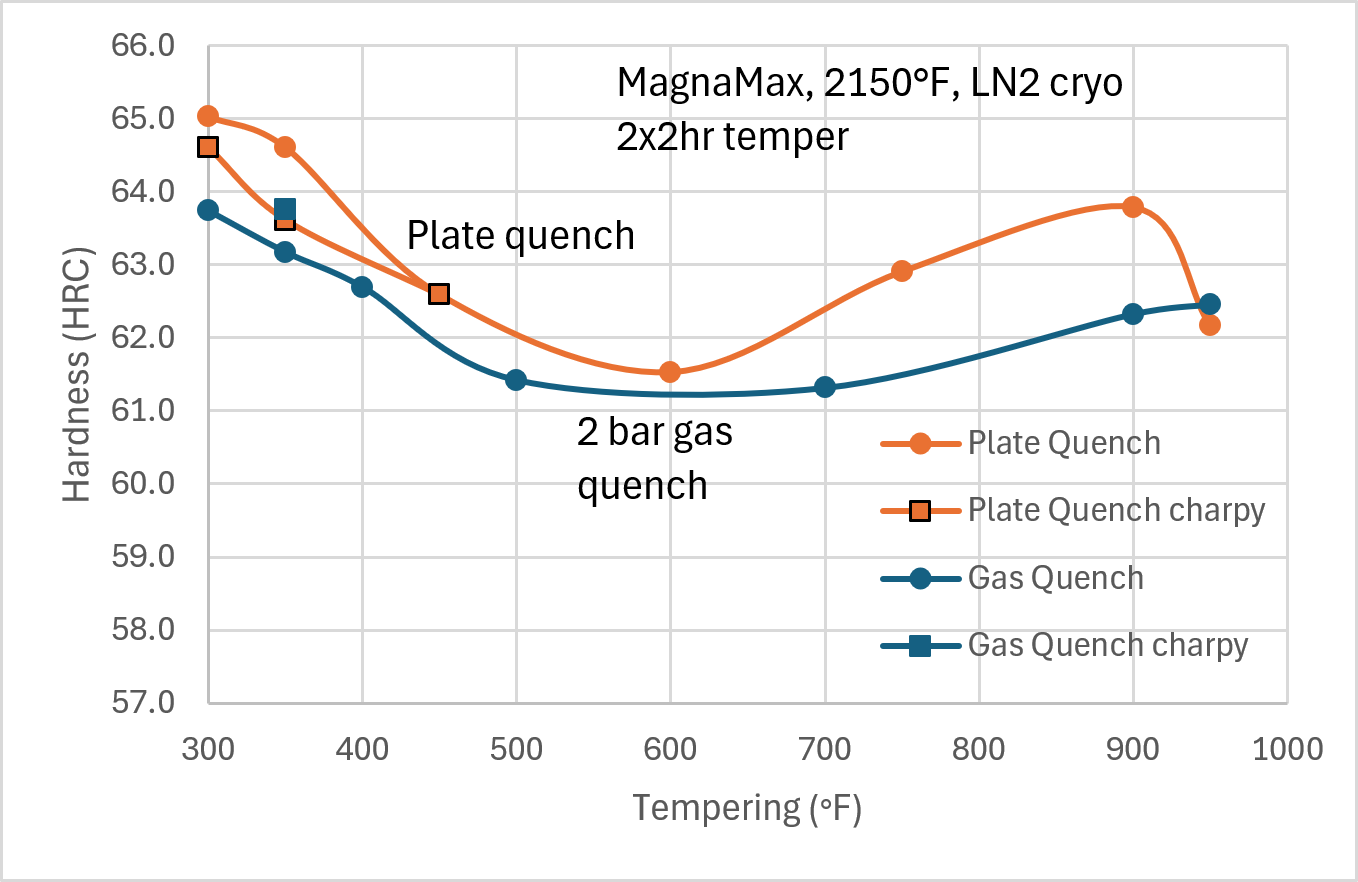
I worked with Peters’ Heat Treating to test the large scale heat treating of MagnaMax. Fortunately we had the previous data already from the plate quench heat treatments which narrows down the range of things we needed to test. Typically the “optimal” temperatures do not change with the slower cooling rate, just the resulting hardness and toughness. We used 1 x 3 inch coupons for each heat treatment to measure the hardness. 2050°F was used with and without cryo, and 2100°F and 2150°F austenitizing temperatures were used with cryo only. For each of those austenitizing temperatures they were tempered at 300, 350, 400, 500, 700, 900, and 950°F. They were quenched with a “2 bar” pressurized gas quench, which means roughly twice the pressure of the atmosphere. I measured the hardness for each of these which generated the following chart:
I also measured the hardness of the charpy coupon specimens which used 2050-350°F (with and without cryo) and 2150-350°F. These came up a bit higher in hardness then the hardness coupons, perhaps because they were smaller (0.4 x 2.17 inches). With the plate quench heat treatments the situation was reversed where the charpy coupons tested a bit lower than the hardness coupons. The hardness coupons for plate quenching were 1 x 1.5 inches and the charpy coupons were heat treated in groups of three so the overall dimensions were 1.5 x 2.17 inches. So I plotted the hardness for all of those conditions to compare the plate quench to the gas quench:
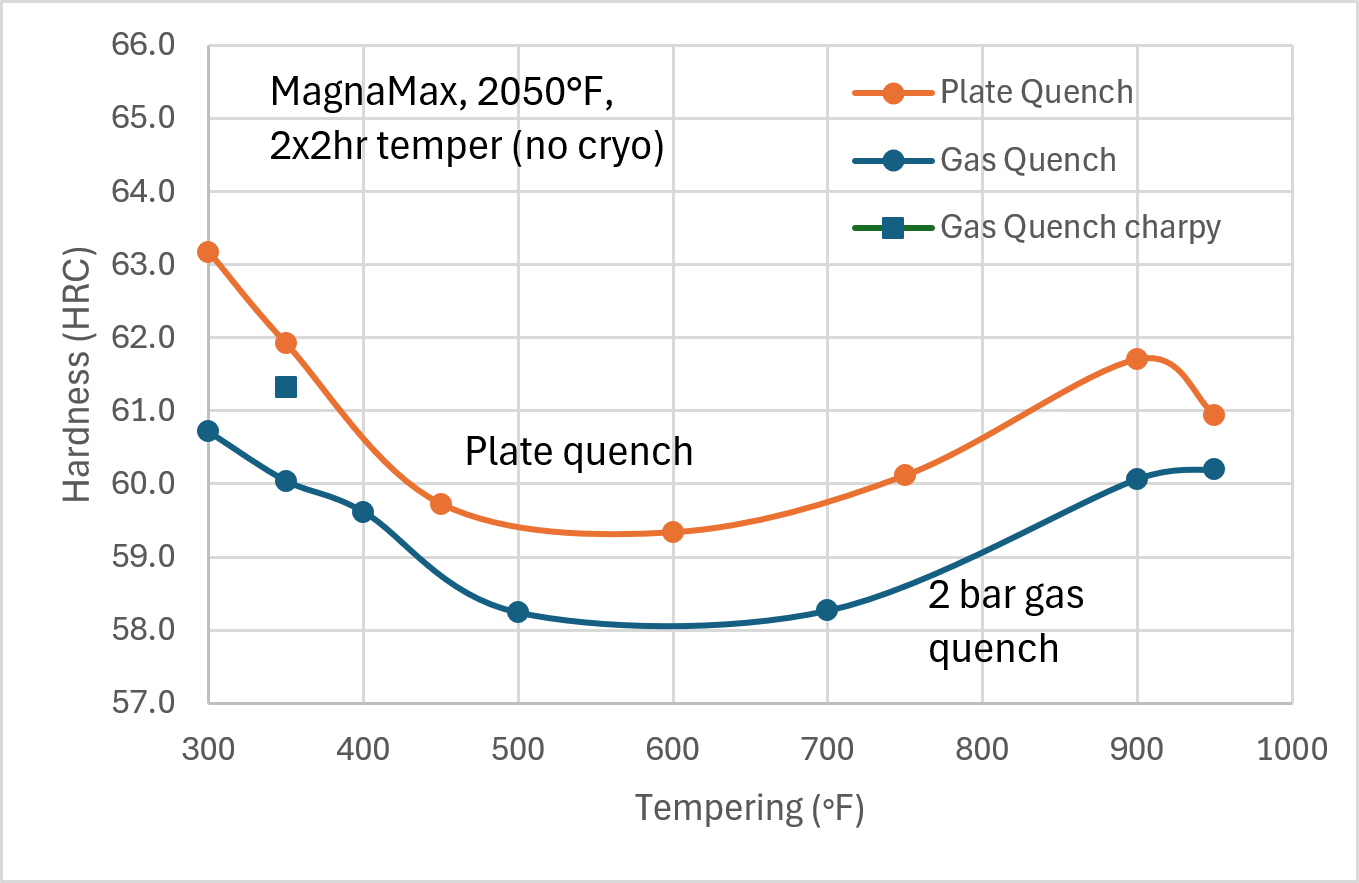
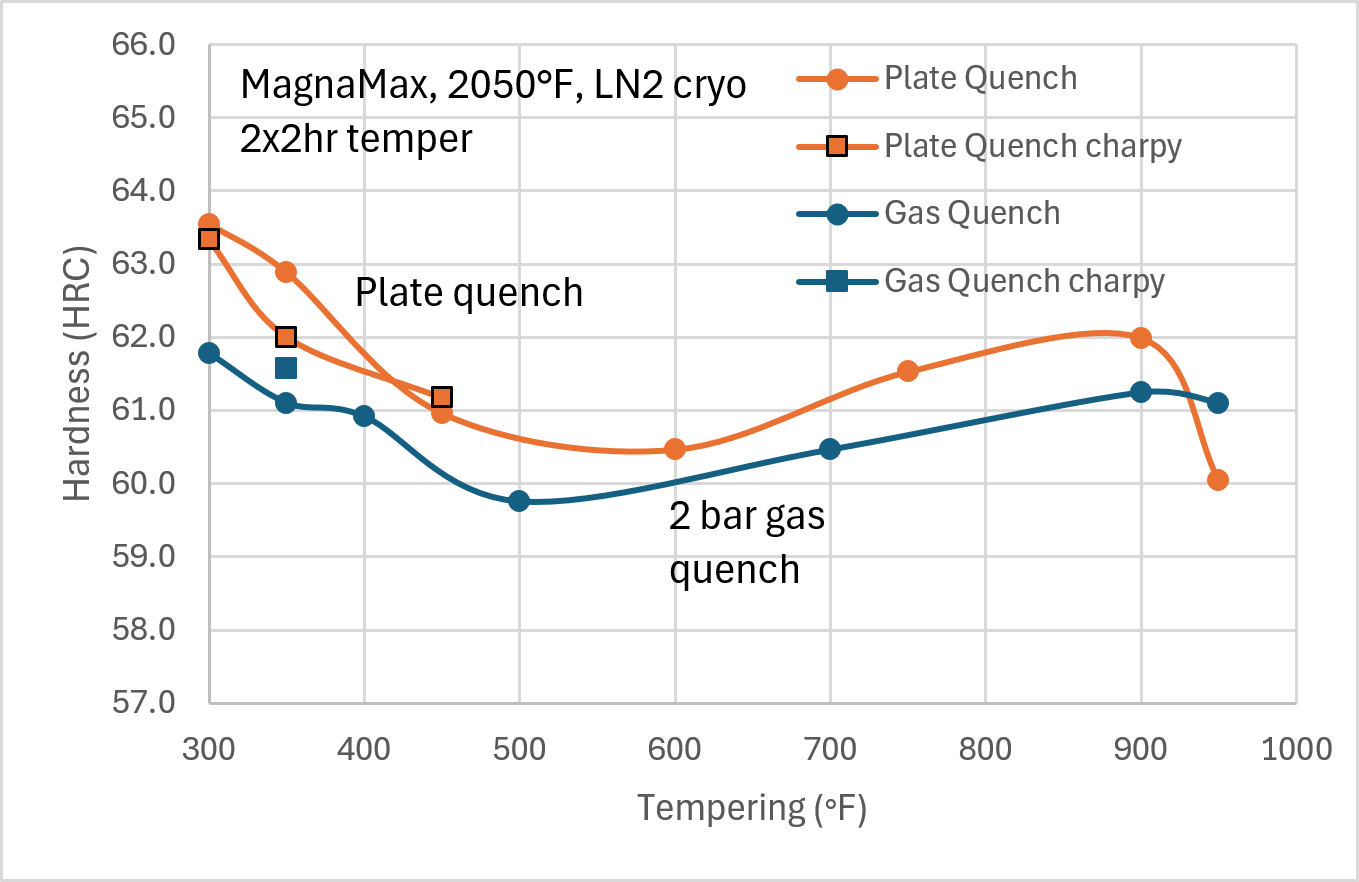
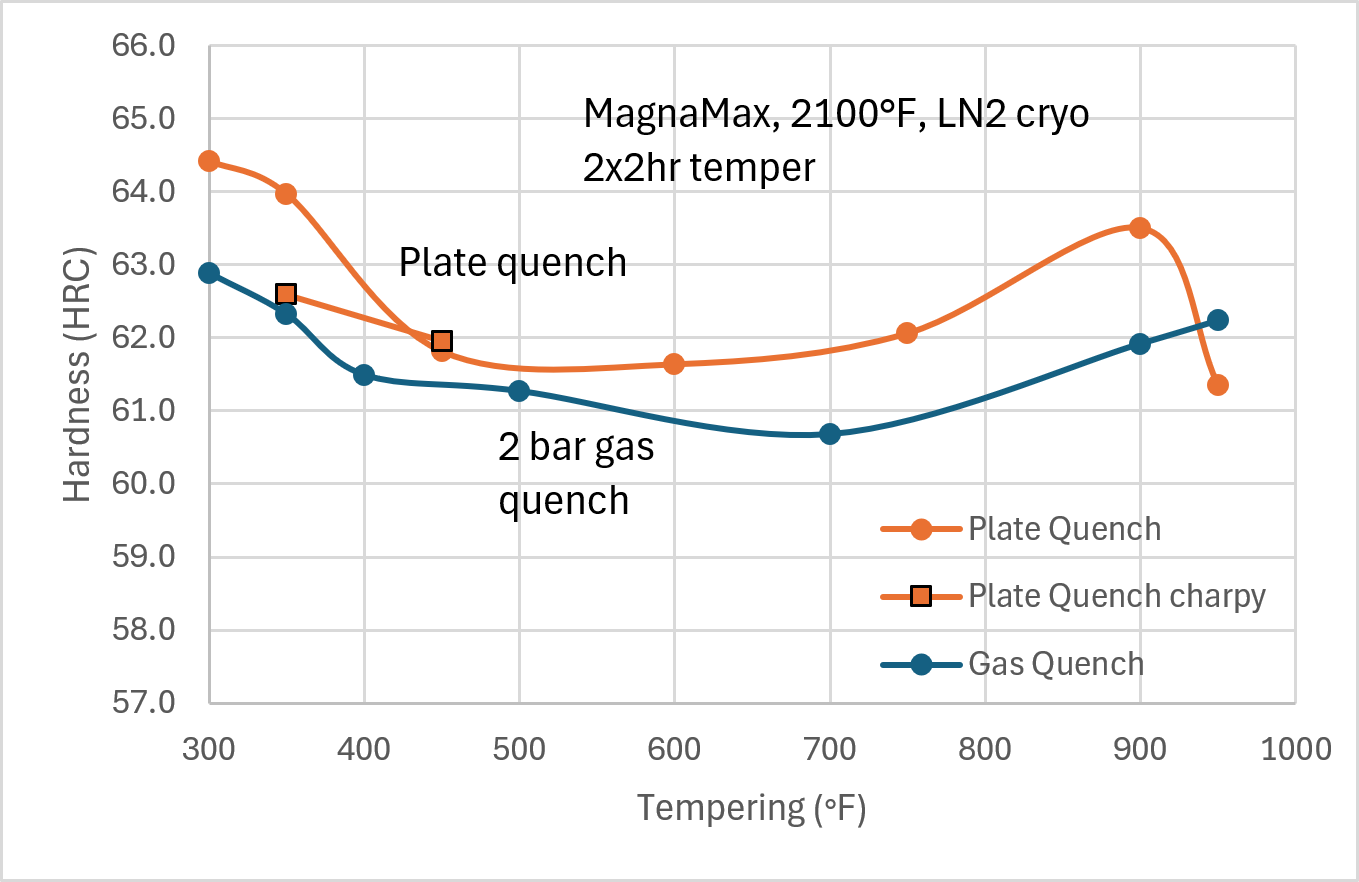
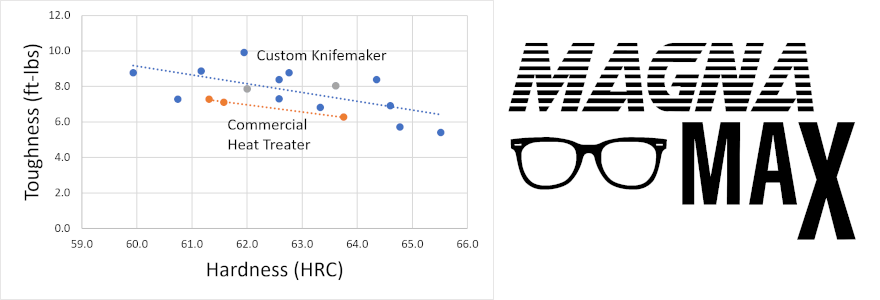
So you can see that the gas quench generally led to somewhat lower hardness than the plate quench, as expected from the slower cooling rate. This is one of the reasons why knife companies can have a harder time reaching the same hardness values of a custom knifemaker. There are other factors as well, such as the knife company heat treating many more knives, which means that there can be more variation in temperature within the large furnaces, and variation in steel composition by using steel from multiple batches over multiple years. So this explains why knife companies typically advertise hardness with a range, such as 61-63 HRC, from the factors I just mentioned plus also statistical variability in the hardness testing itself.
Toughness
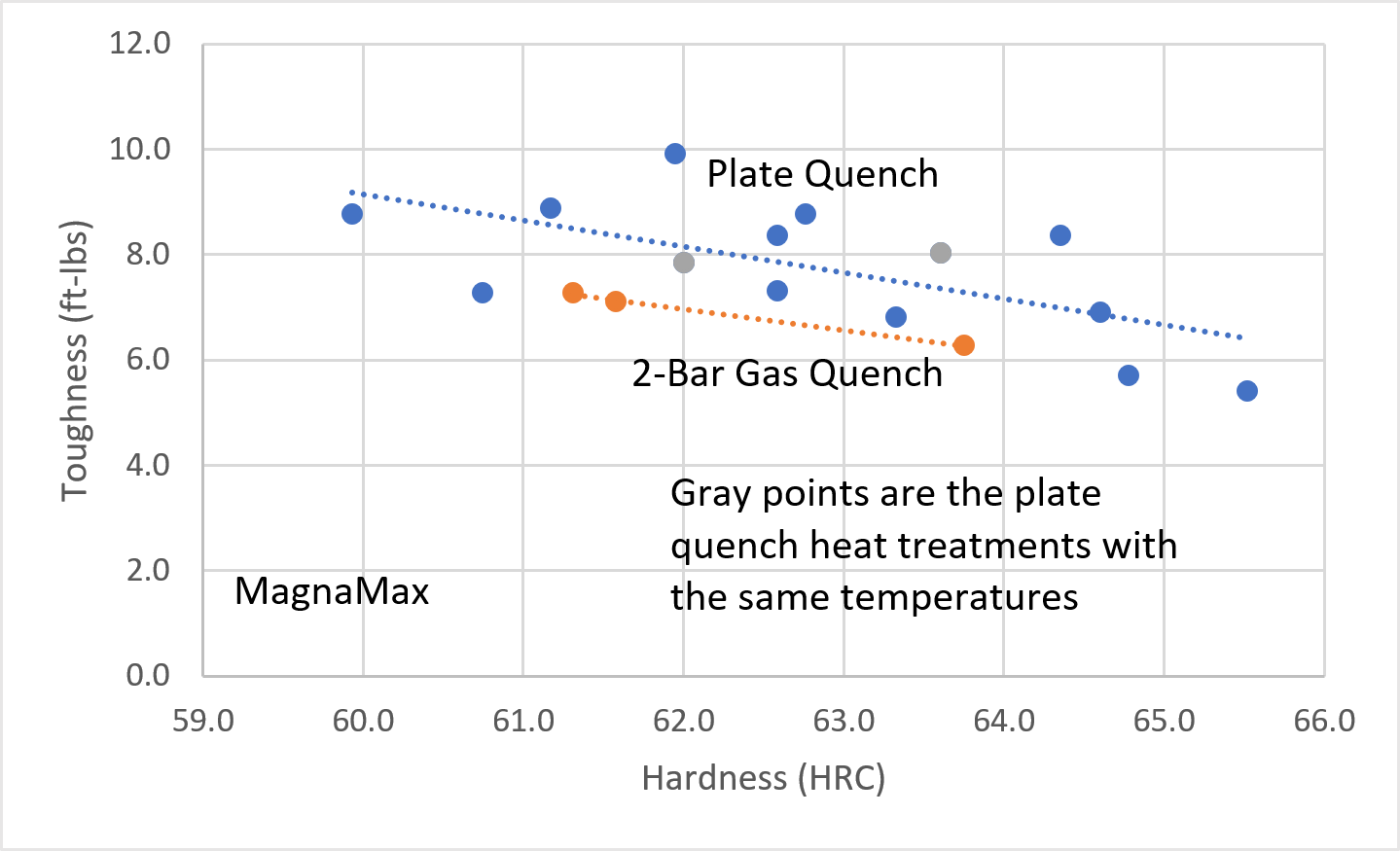
The 2050-350°F coupons tested relatively similarly with and without cryo, despite the two conditions being about 1 HRC different with the hardness coupons. The non-cryo condition measured 61.3 HRC and the cryo condition measured 61.6 HRC. The 2150-350°F coupon measured 63.8 HRC. The toughness decreased linearly with higher hardness. When comparing to the plate quench, the toughness is slightly lower as expected:
New Data Sheet and Recommended Heat Treatments
So using all of the data generated so far I made a new data sheet to summarize the heat treatment and properties of the grade for knifemakers, knife manufacturers, and heat treating companies. You can read the datasheet here.
My general recommendations for heat treating do not change based on the difference in furnace type and quench rate, I still recommend 2150°F and 350°F with a cryo treatment. Of course it is possible to customize that further for higher hardness at the cost of some toughness or vice versa. I definitely encourage knife companies to contact me if they want to test the hardness-toughness balance of their heat treatments and to dial in things to where they want them to be.
[1] Tidesten, Magnus, Anna Medvedeva, Fredrik Carlsson, and Annica Engström-Svensson. “A new cold work PM-grade combining high wear resistance with high ductility.” BHM Berg-und Hüttenmännische Monatshefte 162, no. 3 (2017): 117-121.