Thanks to Richard Airey for becoming a Knife Steel Nerds Patreon supporter!
Forging Steel
Typically forging bladesmiths have restricted their steel selection to low alloy steels like 1095, 1084, 5160, 52100, O1, etc. There are a variety of reasons given for why the bladesmiths usually use these relatively simple steels. Often “ease in heat treatment” is a common one. However, this article will focus on which steels are physically more difficult to deform with the hammer and which crack most readily. What controls “forgeability” or steel?
Effect of Temperature
Higher temperatures usually mean that the stress (load per area) required to deform steel is less. The hotter it is the easier it is to shape the steel. The higher the stress measured the stronger the steel is at high temperature. Here is the stress required for forging D2 (high alloy tool steel) and W1 (simple high carbon steel):
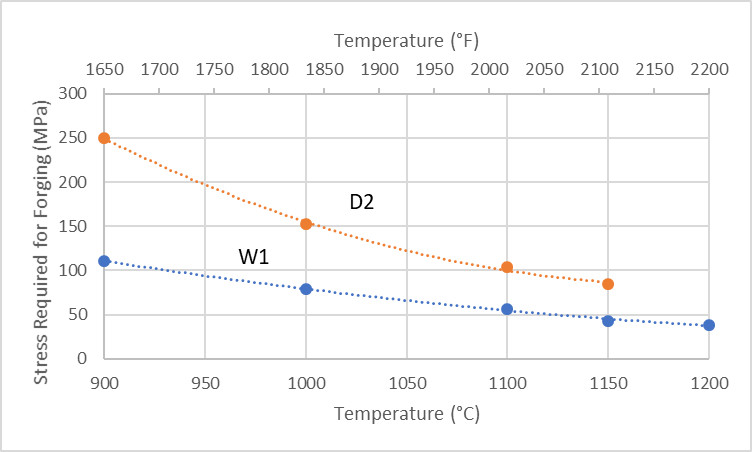
Data adapted from [1]
Effect of Carbides
You can see that D2 requires much more stress to forge than W1. One big difference between the two is that D2 has significant amounts of hard carbide at forging temperatures, while in W1 the carbides dissolve at forging temperatures. These carbides raise the required stress for forging. The stress required for forging can be translated into an “activation energy” required for forging, allowing a simple comparison of “forgeability” for different steels. I compared the activation energy of a few common tool steels along with the experimentally measured carbide volume fraction at 1000°C:
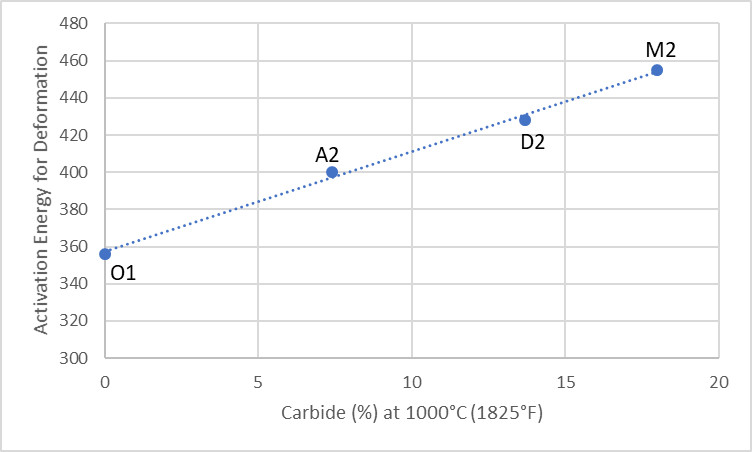
Data adapted from [2][3][4]
To estimate the forgeability of different steels, then, I used Thermo-Calc to calculate the estimated carbide volume fraction at 1000°C for a range of steels. I focused on low alloy steels since they are more commonly used for forging, but included some high alloy tool steels and stainless steels to compare:
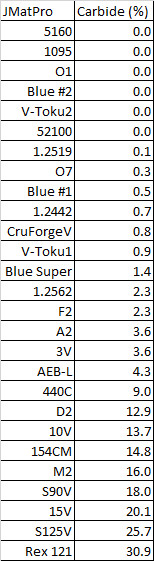
The software typically somewhat under-predicts the amount of carbide because it assumes an infinite hold at temperature. Unlike the very simple steels, forging steels with significant amounts of vanadium or tungsten do have some amount of carbide present at forging temperatures, including steels like CruForgeV and Blue Super steel. This would make these steels on the more difficult end for forgeability of the typical “forging steels.” However, you can see that even very high tungsten (~3.5%) low alloy steels 1.2562 and F2 have considerably less carbide at 1000°C than high alloy steels. On the other end of the spectrum, steels like Rex 121 and S125V would be expected to be very difficult to forge. You can see that low alloy steels like 5160, 1095, O1, and 52100 don’t have any carbide at 1000°C, at least as predicted by the software. Therefore I also calculated the temperature at which all the carbide is dissolved:
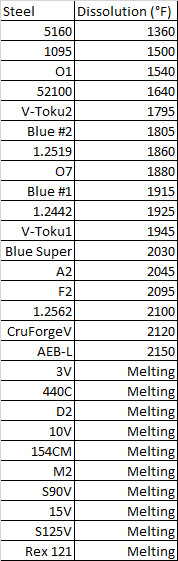
The temperature at which the carbides “actually” dissolve is likely somewhat higher than predicted for the same reason that it underpredicts the carbide volume fraction. The forging steels with vanadium or tungsten can have relatively high temperatures at which the carbide fully dissolves, though the amount of carbide is pretty small over a wide range of temperature, so the carbide volume at 1000°C is probably a better indication of forgeability in that case. So between the two calculations (carbide volume at 1000°C and carbide dissolution temperature), relatively forgeability of the different steels can be estimated.
Effect of Alloying Elements
Apart from carbides, the available research articles agree that higher alloy “in solution” (as opposed to being present in carbides) raises the stress required for forging. However, quantifying the effect of the different alloying elements is challenging and I have found only one source that provided any numbers [5], which gave coefficients to show relative effects of different elements. Chromium was shown as the highest, 38.4, Mn 9.1, Si 3.9, and Mo 3.6. In other words, chromium has the largest effect. So these numbers could be used to predict difficulty in forging by multiplying each coefficient by the element in the given steel. So 52100 would be 1.5*38.4 (Cr) + 9.1*0.3 (Mn) + 3.9*0.3 (Si) = 61.5 which is higher than simple W1 which would be 9.1*0.3 + 3.9*0.3 = 3.9. That source also says C and Ni slightly reduce the stress required for forging. For low alloy steels which dissolve all their carbide at forging temperatures, you can just simply use the bulk composition of the steel and don’t have to compensate for alloy being in carbides. For high alloy steels with carbide present at forging temperatures, the carbide fraction probably has more importance anyway.
However, I also used data presented from Evaluating the Forgeability of Steels published by Timken and found somewhat different results. They used torsion testing (twisting) to measure the torque required to deform the steel and also the number of twists until it fractured. I took the torque (in-lbs) at 2000°F for a range of alloys and then calculated a regression based on alloying elements to estimate the effect of each one. Carbon was found to reduce stress for forging as claimed by the above source, and nickel only slightly increased it, which probably lines up with the source above. However, Cr slightly reduced the stress for forging, which certainly contradicts the source above which claimed that Cr has the strongest effect. For this Timken book, Mn and Mo had the strongest contribution. Here is the equation I calculated for torque at 2000°F = 324.1 – 15.4*C + 97.5*Mn + 16.8*Si – 2.5*Cr + 3.75*Ni + 98.6*Mo. From their data, 52100 (1.5%Cr) did require more torque than W1 (simple high carbon) steel 400 in-lbs vs 300; however, 430 stainless with low carbon and 16% Cr only required 320 in-lbs. Both sources do agree, however, that austenitic stainless steels like 304 with 18% Cr and 9% Ni require significantly higher stress to forge. Perhaps there is a combination effect of Cr with Ni, or the fact that austenitic stainless steels have very little carbon, as opposed to martensitic stainless steels that have at least a small intentional addition. Those austenitic stainless steels also usually have significant Mn and Si additions which would contribute to greater stress.
So the data I’m finding on the effect of alloying elements is somewhat mixed, and I don’t have a clear idea of how to estimate the stress required for forging with different compositions. You can use the element coefficients from the two sources above to get some idea, perhaps. Or just in general, more alloy means more difficulty in forging.
Hot Ductility
The strength of steel at high temperature is not the only important measure of “forgeability.” Another is ductility, or the amount of strain the steel can withstand before it begins cracking. Typically, the ductility increases as the strength goes down and temperature goes up. However, for every steel there is a temperature beyond which the ductility goes down, as can be seen in this chart of ductility vs temperature for T1 high speed steel:
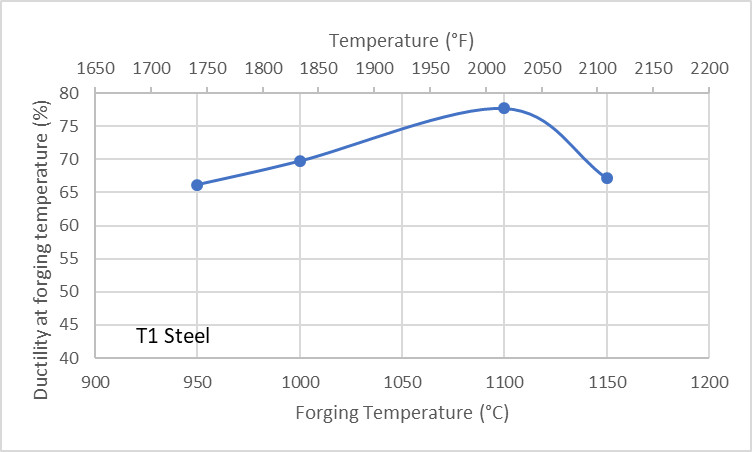
Data adapted from [6]
Grain Growth
One cause of reduced ductility at high temperature is grain growth [7]. Just like at room temperature, finer grain size means better toughness (resistance to cracking). So when the grains become very large at high temperatures the hot ductility is reduced.
Melting
One important factor that leads to a reduction in ductility is the melting of grain boundaries at high temperatures. Cracks form at these melted grain boundaries. Knife steels are somewhat susceptible to this behavior because they are high in carbon. This effect of carbon remains even with significant alloying additions, as shown by the comparison 12% Cr line below:
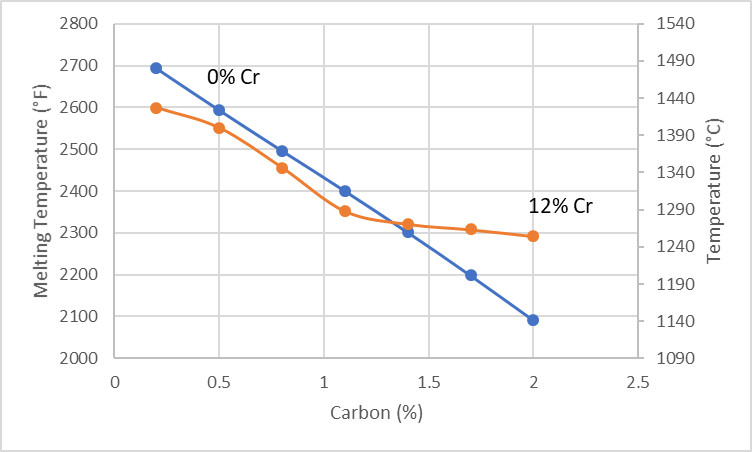
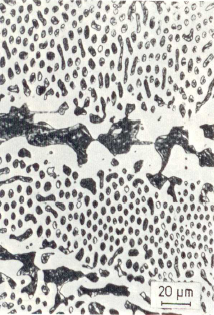
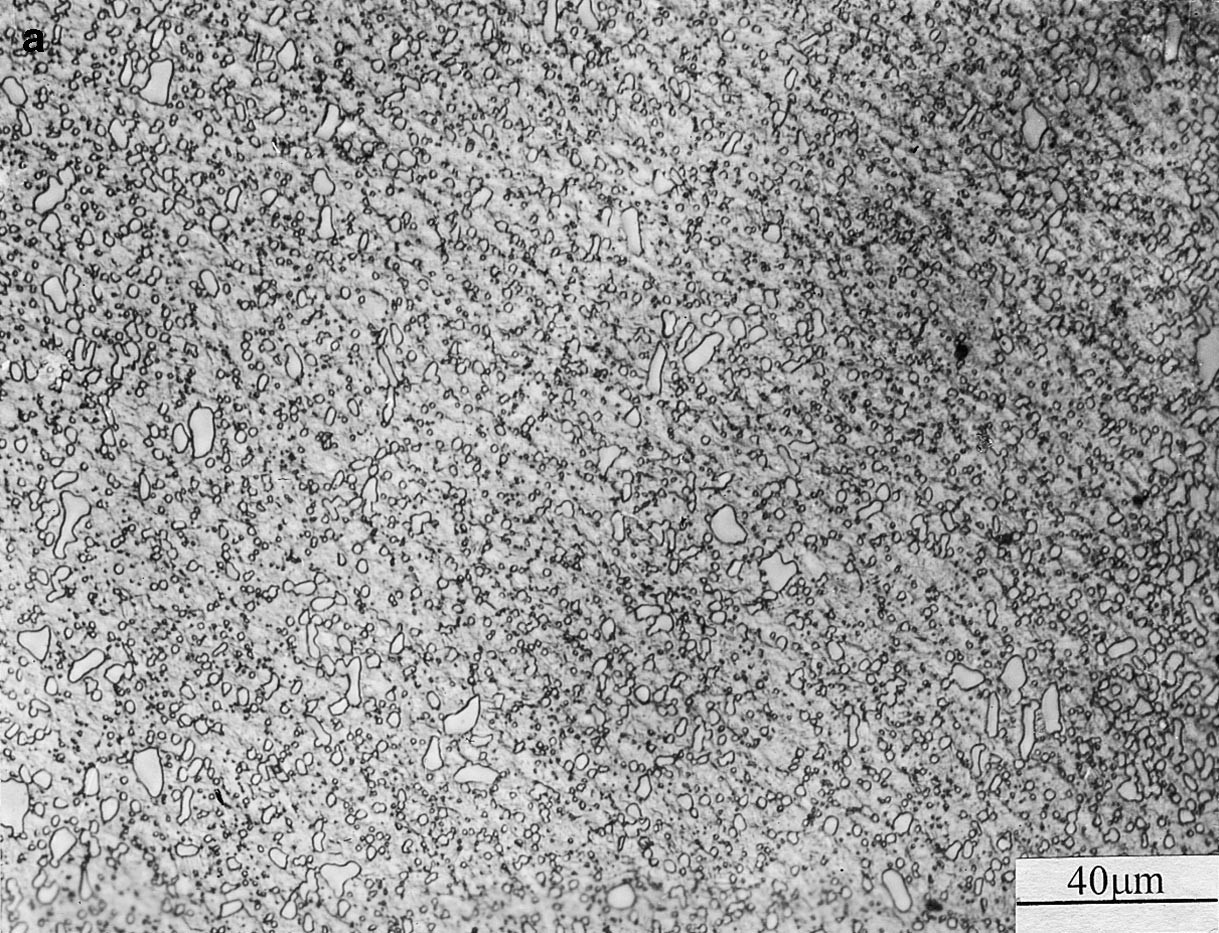
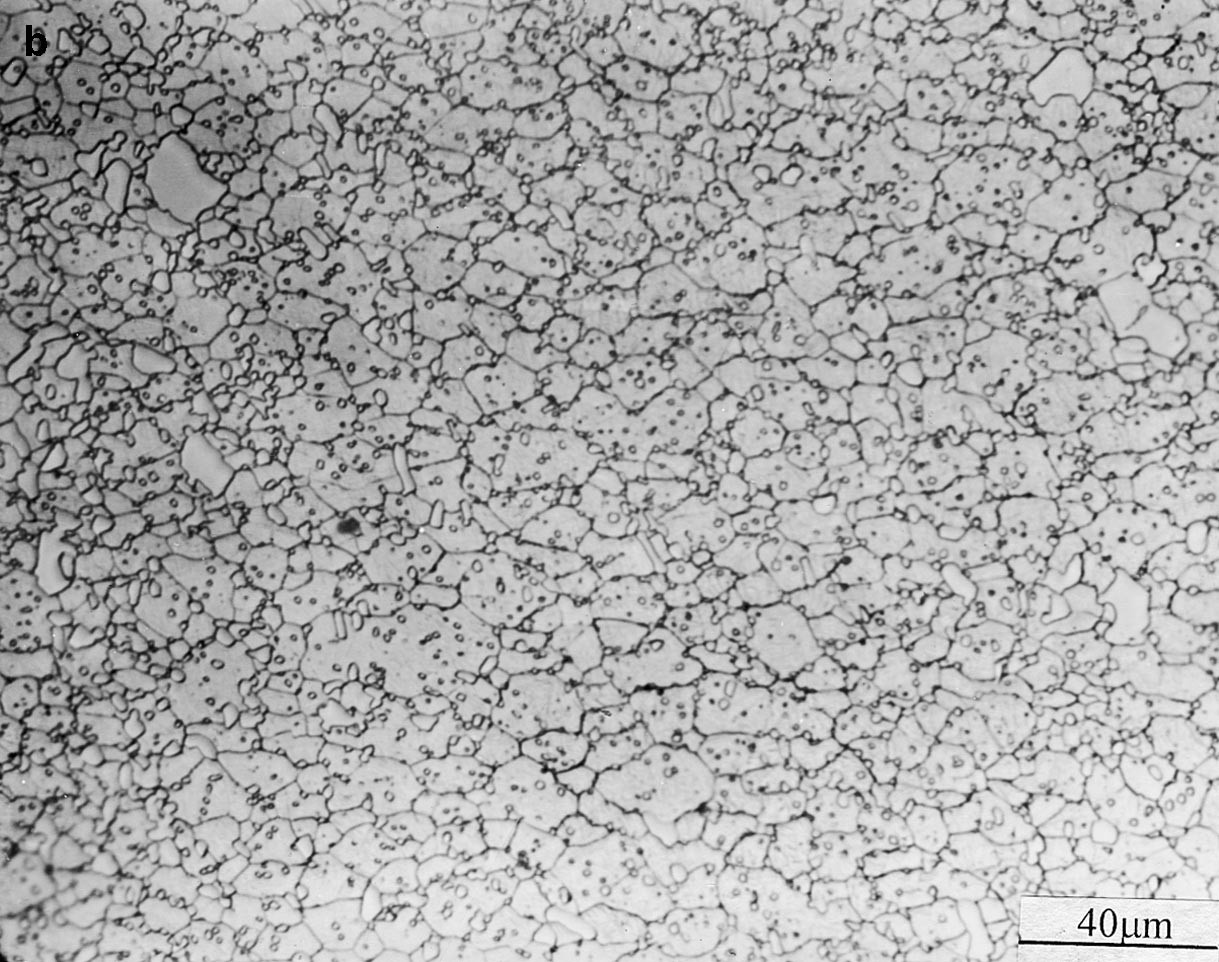
While a 1.1% carbon steel is shown to have a melting temperature between 2350-2400°F, the temperature at which grain boundary melting can occur is significantly lower. This is because of segregation of carbon and alloying elements to the grain boundaries that leads to locally richer areas. Grain boundary melting has been reported as starting around 2200°F for several steels including O1 [3] and D2 [8]. There is some time required for the melting to start, of course, with sufficiently short soaking times melting is not observed. However, insufficient soaking is not recommended, and using safer lower temperatures is easier than trying to maintain short soak times. Below is a comparison between the microstructure of forged D2 when it was soaked at the optimum temperature (a) vs too high temperature (b). In (b) you can see thick black lines which are microcracks along the former grain boundaries:
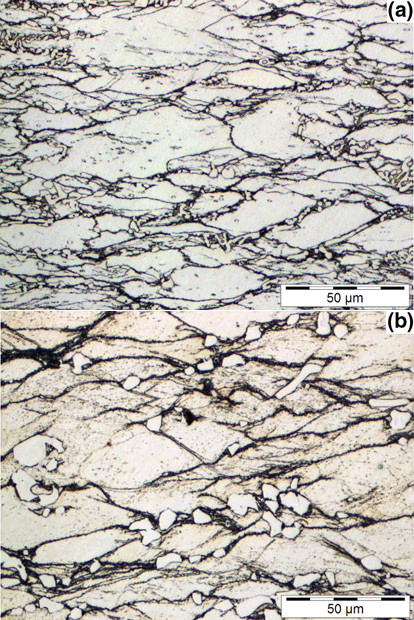
Images from [7]
And here is a crack which has formed in O1 steel when forged from 1200°C (2200°F):
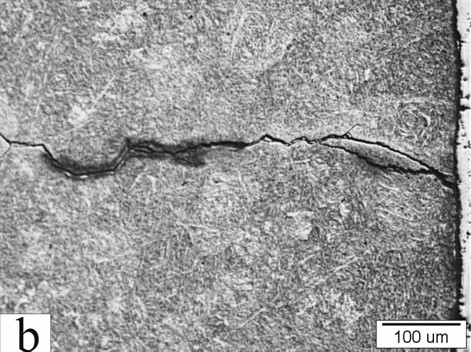
Image from [3]
Carbide Coarsening
Other factors that lead to poor ductility at high temperatures requires the discussion of high alloy steels that are “ledeburitic.” A ledeburitic steel refers to one where carbide is present all the way up to melting. When the steel is solidified from liquid, it forms a phase that is a combination of liquid and carbide called ledeburite. I first wrote about ledeburitic steels in this article on powder metallurgy.
Ledeburite. Image from [9]
In the previous chart showing the temperature at which all of the carbide dissolves, any steel listed as “melting” is ledeburitic. Therefore, the steel cannot simply be heated to such a high temperature that the carbide is dissolved. And while more carbide is dissolved at higher temperatures, the carbides that remain will also grow faster at higher temperatures. When there is sufficiently high temperature for diffusion, smaller carbides dissolve and larger carbides grow. This process is called “Ostwald ripening.”
When the soaking temperature is too high, the carbides will grow which reduces the ductility of the steel which can lead to cracks, even at high temperature. Large carbides are also undesirable in the final product because that will reduce the toughness of the steel in the final product. Below is M42 high speed steel soaked at 1180°C (2150°F) in (a) and 1150°C (2100°F) in (b) where you can see the carbides are much larger when soaked at the higher temperature:
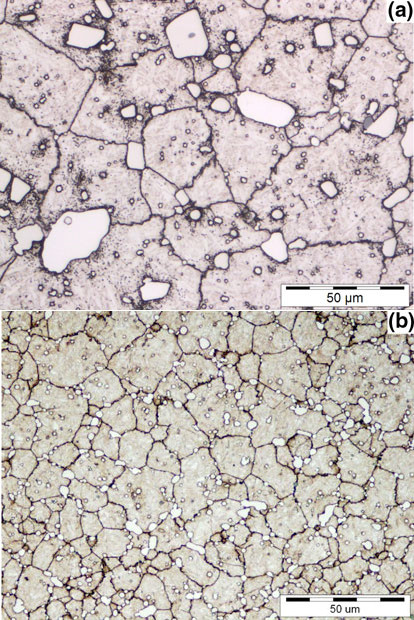
Image from [6]
In the earlier chart showing activation energy vs carbide volume, the energy for forging D2 is lower than M2 due to its lower carbide volume fraction. However, the carbides are larger in D2 than M2 which leads to a lower hot ductility than M2, despite the lower stress required for forging [10].
While on the subject of carbide size, even when the carbides have not grown to the extent that they are affecting hot ductility, there are optimal soaking temperatures that lead to the finest carbide size. This is dependent on the steel in question, of course. Too low and the larger carbides cannot be broken up in the forging process, too high and the carbides will coarsen. Here are micrographs of a sprayform Vanadis 4 (non-extra) steel where they forged from different temperatures, where the finest carbide size was achieved with a temperature of 1050°C (1925°F):
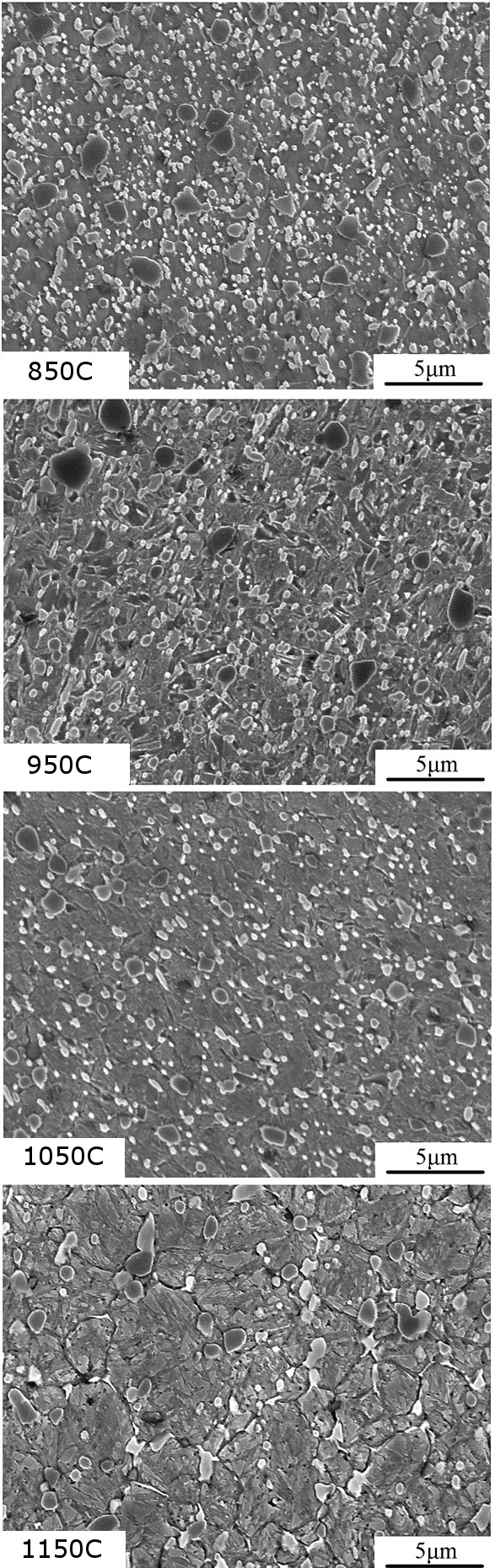
Image from [11]
Forging at Temperatures that are Too Low
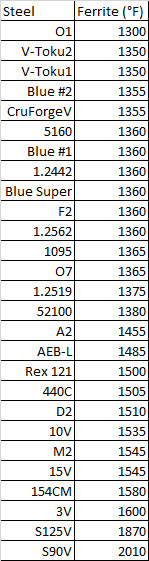
Ferrite
As temperature goes down the forgeability of the steel also decreases as would be expected. However, there are other factors that can further reduce hot ductility at lower temperatures. One is the transformation from the high temperature austenite phase to the low temperature ferrite phase. Austenite is more ductile than ferrite. Steels with significant “ferrite stabilizing” elements like the high chromium in D2 or stainless steels have a higher temperature at which they transform to ferrite. I have calculated using Thermo-Calc the temperature at which ferrite begins to form for the same range of steels as before. The actual temperature that ferrite will form during cooling from forging temperature will be somewhat lower, sometimes significantly lower, because of hardenability. An air hardening steel needs to be cooled very slowly for ferrite to form, which is why they can transform to martensite while cooling in air; ferrite or pearlite does not form. However, the strain induced by forging can also accelerate the formation of ferrite so it is difficult to predict.
Carbides
As the temperature decreases, more carbides are formed in the steel. More carbide means higher stress required for forging and lower ductility. These carbides precipitate as fine particles as the temperature decreases which increases strength and decreases ductility [6]. Below I have plotted the evolution of carbide volume fraction with temperature for A2, D2, and M2:
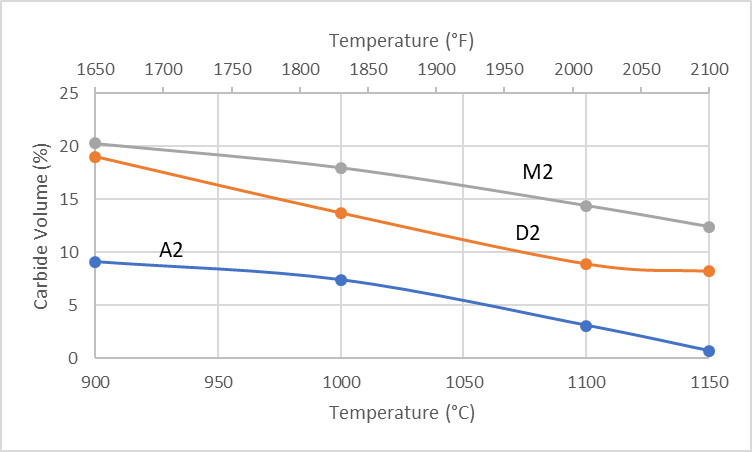
Adapted from [2][4]
It is for the two above reasons that datasheets [12] should be consulted to find the minimum recommended forging temperature, which is the temperature at which the steel should be reheated prior to any further forging operations. For a simple steel like 1095 the recommended minimum temperature is 815°C (1500°F), and for O1 it is 845°C (1555°F). For stainless steel 440C, however, the recommended minimum temperature is 1750°F.
Forging Stainless and High Alloy Tool Steels
Some forging bladesmiths believe they need to forge stainless and high alloy tool steels at extra high temperatures because they are more difficult to forge. Worse, some “experienced” bladesmiths will tell others that these high alloy steels require such high temperatures. This is the cause of many failures with forging such steels, for the reasons explained above. The high alloy steels see grain boundary melting at similar temperatures to low alloy steels, and have the added complication of carbide coarsening. This can lead to cracking and other issues if forged too hot. It is for that reason that recommended forging temperatures should not be ignored when forging high alloy steels. A maximum temperature of about 2100°F should not be exceeded, and in many cases lower is better if the carbide size is to be optimized.
On the low temperature side, high alloy steels transform to ferrite and see carbide precipitation at higher temperatures than low alloy steels. This raises the minimum recommended temperature. Therefore the “working temperature range” for forging stainless and high alloy tool steels is smaller than low alloy steels.
Because high alloy tool steels and stainless steels are “air hardening,” it is also usually recommended that the steel is cooled slowly in a furnace after the forging operations. The steel will transform to martensite upon cooling to room temperature which can lead to cracking or distortion. The likelihood of this happening depends on the size and shape of the forged part.
Grain Growth
There is one area where high alloy steels have an advantage during forging and that is grain size. Because low alloy steels do not have any carbides present at forging temperature, the grains are free to grow, and can do so at a relatively rapid rate. The steel can minimize its internal energy by growing the grains, because grain boundaries are high energy areas, and grain growth leads to a minimization of grain boundary area:
High alloy steels have carbides present at high temperature that “pin” grains and do not allow them to grow:
However, grain growth will still occur in high alloy steels if given sufficient temperature and time. In part because grain growth still occurs, if slowly, in the presence of carbides. Grain growth also occurs because the carbides coarsen at high temperature leading to a lower density of pinning carbides. This effect was seen in the M42 micrographs shown before with the large increase in carbide size with excessive forging temperature. You can also see this effect in the micrographs below for T1 high speed steel which was forged from 1000°C (1825°F) where the grain boundaries are so fine they were not revealed in etching, compared with the same steel forged from 1150°C (2100°F) where grain boundaries are clearly visible:
T1 steel forged from 1000°C with a fine grain size (boundaries not visible). Image from [6]
T1 steel forged from 1150°C with larger grains. Image from [6]
Even the grain size in the T1 forged from 1150°C could not be called “large” due to the effect of the carbides. However, maintaining a small grain size is advantageous for the mechanical properties of the final product.
Grain Refinement
In industrial processing, grain size can be reduced through forging. This is because the steel sees a significant degree of strain to the steel. This leads to a “pancaking” of the grains and then re-formation of new smaller grains. After this process is repeated several times the grain size is reduced. You can read more about deformation and recrystallization in this article on cold forging. The only difference is that in hot working the process of deformation and recrystallization is more continuous because the steel is usually at a high enough temperature for recrystallization to occur. However, the degree of strain put into the steel during forging a blade is pretty small, so grain growth is much more likely. With low alloy steels excessive temperature should be avoided so that grain growth is reduced.
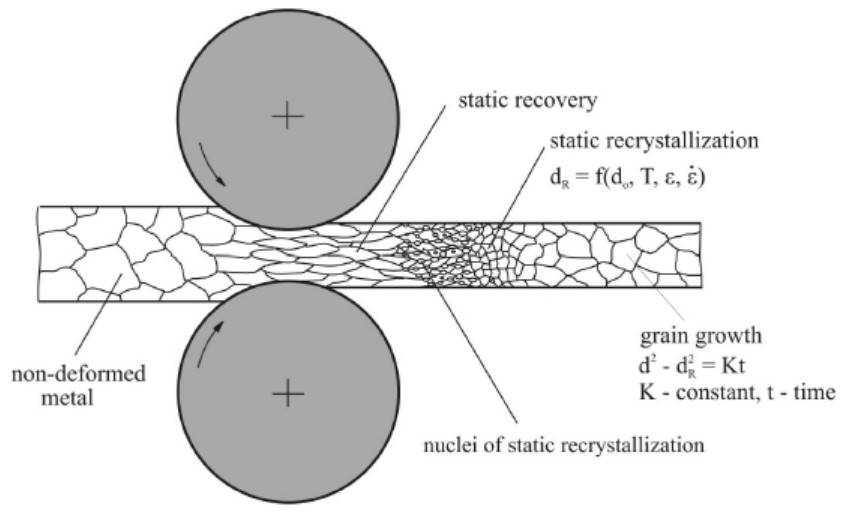
Image from [13]
Summary and Conclusions
High alloy steels are more difficult to forge because they have carbides present at high temperature that increase the stress required for forming the steel and decrease hot ductility. Excessively high temperatures in forging should be avoided because grain boundary melting and carbide coarsening can occur leading to poor hot ductility. Temperatures that are too high also leads to grain growth which is undesirable for the final mechanical properties. Too low temperatures can lead to ferrite and/or carbide precipitation which leads to poor ductility, which in combination with low temperatures leads to cracking. Some forging bladesmiths believe that high alloy steels need very high temperatures which will lead to problems. Instead forge from no higher than 2100°F, and in some cases lower is better. See steel datasheets for recommended forging temperatures for a given steel. If not available, look at similar steels for an idea of typical forging temperatures. Forging temperatures should be carefully optimized for ease in working and for the best possible mechanical properties in the final product.
[1] Imbert, C. A. C., and H. J. McQueen. “Flow curves up to peak strength of hot deformed D2 and W1 tool steels.” Materials science and technology 16, no. 5 (2000): 524-531.
[2] Imbert, C. A. C., and H. J. McQueen. “Peak strength, strain hardening and dynamic restoration of A2 and M2 tool steels in hot deformation.” Materials Science and Engineering: A 313, no. 1-2 (2001): 88-103.
[3] Kriaj, Abe, Monika Jenko MatevFazarinc, and Peter Fajfar. “Hot workability of 95MnWCr5 tool steel.” Materiali in tehnologije 45, no. 4 (2011): 351-355.
[4] Imbert, C. A. C., and H. J. McQueen. “Flow curves up to peak strength of hot deformed D2 and W1 tool steels.” Materials science and technology 16, no. 5 (2000): 524-531.
[5] Ryan, N. D., J. Bowles, and H. J. McQueen. “EFFECTS OF COMPOSITION UPON THE CONTINUOUS AND MULTISTAGE DEFORMATION OF AUSTENITIC, FERRITIC, MARTENSITIC AND DUPLEX STAINLESS STEELS.”
[6] Liu, Jiantao, Hongbing Chang, Ruiheng Wu, T. Y. Hsu, and Xueyu Ruan. “Investigation on hot deformation behavior of AISI T1 high-speed steel.” Materials characterization 45, no. 3 (2000): 175-186.
[7] Pirtovšek, Tatjana Večko, Goran Kugler, Matjaž Godec, and Milan Terčelj. “Three important points that relate to improving the hot workability of ledeburitic tool steels.” Metallurgical and Materials Transactions A 43, no. 10 (2012): 3797-3808.
[8] Pirtovšek, T. Večko, G. Kugler, and M. Terčelj. “The behaviour of the carbides of ledeburitic AISI D2 tool steel during multiple hot deformation cycles.” Materials characterization 83 (2013): 97-108.
[9] https://www.giessereilexikon.com/en/foundry-lexicon/Encyclopedia/show/iron-carbon-phase-diagram-3092/
[10] Imbert, C. A. C., and H. J. McQueen. “Hot ductility of tool steels.” Canadian metallurgical quarterly 40, no. 2 (2001): 235-244.
[11] Yan, Fei, Haisheng Shi, Bingzhong Jin, Junfei Fan, and Zhou Xu. “Microstructure evolution during hot rolling and heat treatment of the spray formed Vanadis 4 cold work steel.” Materials Characterization 59, no. 8 (2008): 1007-1014.
[12] Chandler, Harry, ed. Heat treater’s guide: practices and procedures for irons and steels. ASM international, 1994.
[13] Biglou, Jajal, and John G. Lenard. “A study of dynamic recrystallization during hot rolling of microalloyed steels.” CIRP annals 45, no. 1 (1996): 227-230.
Awesome article as always larrin. Question: you say grain melting could occur at temperatures above 2100F. But isn’t Damascus forged at much high temperatures? So when forging Damascus wouldn’t the grain be melting?
It’s true there are plenty of people that believe that damascus requires extremely high temperatures for some reason. Perhaps that’s why those same people tend to use very short soak times prior to welding blows. The grain boundaries could still see some melting depending on the person/process; it reduces hot ductility not necessarily leading to immediate failure.
Don’t you think that people believe that Damascus requires higher temps simply because it is welded? I am assuming here that you are talking about making Damascus in a forge. Wouldn’t that then require a higher temp? Or are you talking about forging already produced Damascus such as forging a blade from a Damascus billet?
No, people are also forge welding too hot.
Amazingly useful article as i contemplate the available material sizes and laminating steels to reduce grinding cost… i want a nice big roller mill… and a pid controlled forge…
I ended up here for a starting point in picking a steel for forging some stainless kitchen tongs, salad tongs, and similar implements.
I’m usually learning about knife steels here, but I’ve dabbled in 19th century blacksmithing before, so when I see metal implements I’m usually thinking of how I’d make them myself.
Anyway, it’s hard to find good info on forging stainless steels, to the point I’m not even sure which alloys I’d want to look at for springs or stiff but tough pieces where edge retention is largely irrelevant. Not to mention my archaic smithing knowledge excludes all things stainless.
Any alloy family trees I should start barking up?Or maybe a solid resouece on a variety of steels for uses outside of knife making like a machinists’ reference?
Love all the content on here, BTW. If my query is too off topic I’ll see myself out.