Thanks to Marco Guldimann, Darrin Thomas, Jason Tillostson, Dominic Paolantonio, Ken, Benedikt Peters, and Steve Greiner for becoming Knife Steel Nerds Patreon supporters!
Cold Forging
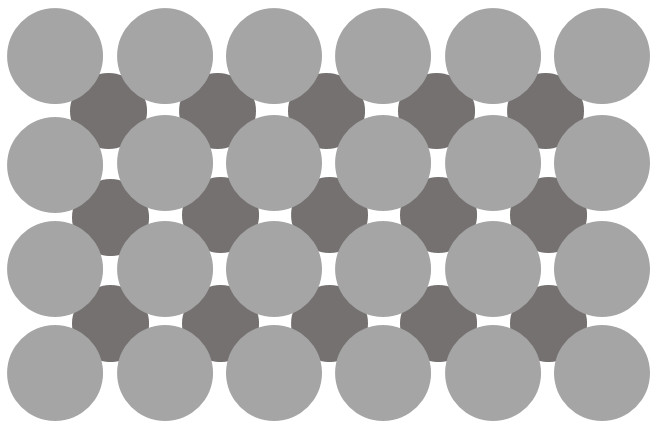
Cold forging is a lot like hot forging except it is at or near room temperature. The lower temperature means that the steel is much stronger and it is much more difficult to forge. That also means the steel is more brittle and therefore more likely to crack during forging or rolling. The shape of the grains in the steel are changed through forging. You can read about what grains are in this article. Steel is made up of planes of iron atoms, and if the steel was made up of only one grain these planes of atoms would all be parallel to each other:
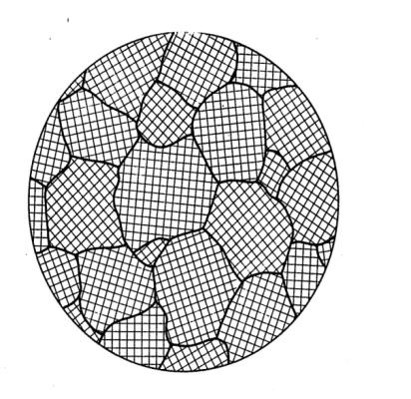
However, there are many grains inside steel, and the boundaries between these grains are where the planes of atoms meet each other. Each grain has a different “orientation” relative to the others, which is represented by the grid lines in the grains in the schematic below:
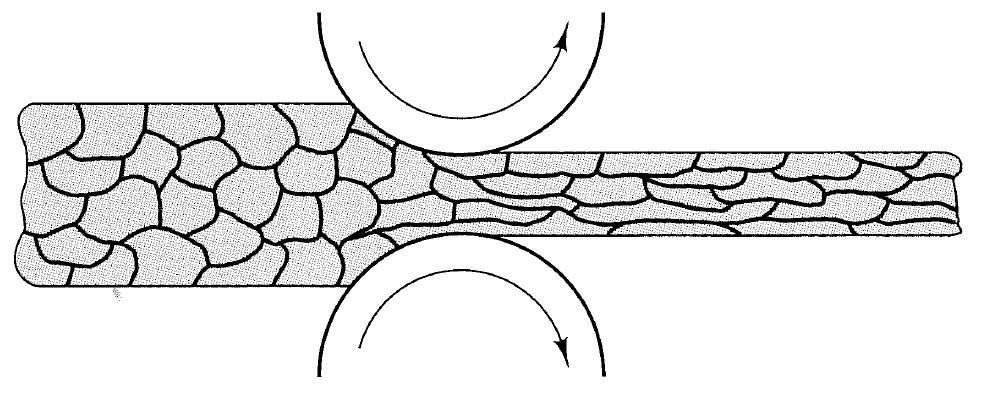
During cold rolling we are pancaking those grains and elongating them. When forging a piece of steel the deformation is not quite as uniform, of course, but the principles are essentially the same.
At the same time the steel is being strengthened during the cold working process. As the steel is worked “dislocations” are formed. Dislocations are atomic-level defects that control the mechanical properties of steel. You can read about them in this article. That is the same grain refinement article I linked to before but I have now doubled the chances you will be tricked into clicking on it. Steel always has dislocations, and different microstructures have a different density of dislocations. Here is a short video of high resolution microscopy showing the movement of dislocations:
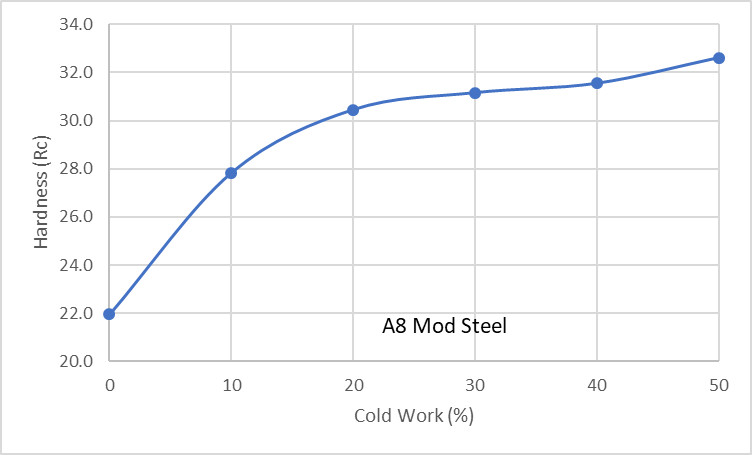
The strength of metals is controlled by how easily dislocations can move. Different features can prevent the movement of dislocations such as grain boundaries. So a fine grain size with many grain boundaries leads to higher strength because the dislocations are blocked by those boundaries. Dislocations also cannot easily move through other dislocations, so a higher density of dislocations means higher strength because there are more of them that black the movement of others. Martensite gets its strength, in part, from a very high density of dislocations. You can read about what makes martensite strong in this article. As steel is cold worked, more and more of those tiny atomic defects called dislocations are formed and the higher the density of those dislocations the stronger the steel is. These dislocations should not be thought of as macroscopic defects or tiny cracks; dislocations are not bad, they are inherent to metals as the atomic structure is never going to be perfect. It’s perhaps better thought of as increasing the degree of imperfection to the crystal structure by cold working. Cold work is typically given with a percentage, ie 10% cold reduction means the thickness has been reduced by 10%, while 50% means the thickness has been halved, with a corresponding increase in length, of course. Here is the increase in hardness of annealed A8 mod steel that has been cold worked up to 50% [1]:
When we start with annealed steel with soft ferrite and carbides, the structure looks something like below, with relatively round ferrite grains along with the smaller carbides (carbides in different colors to differentiate):
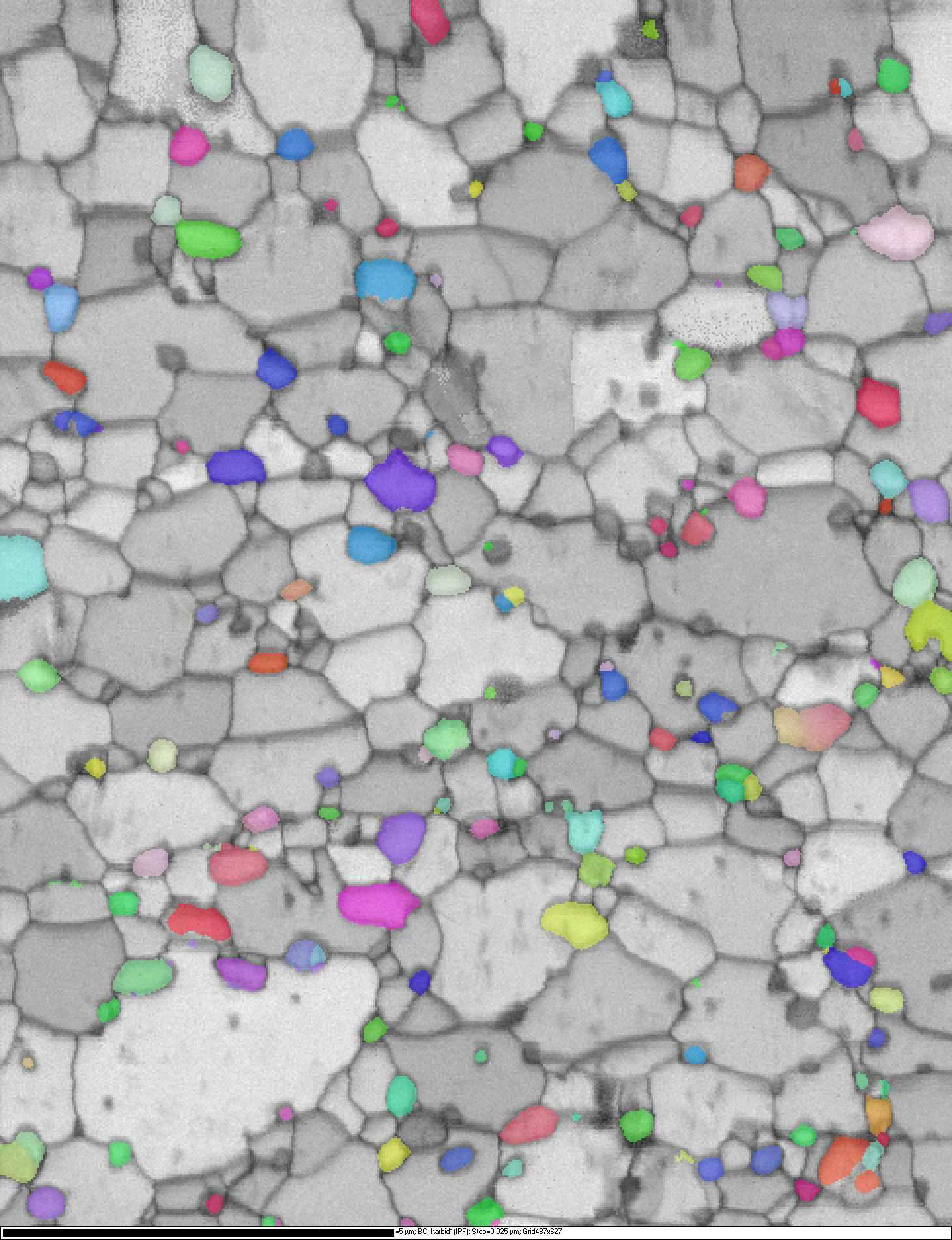
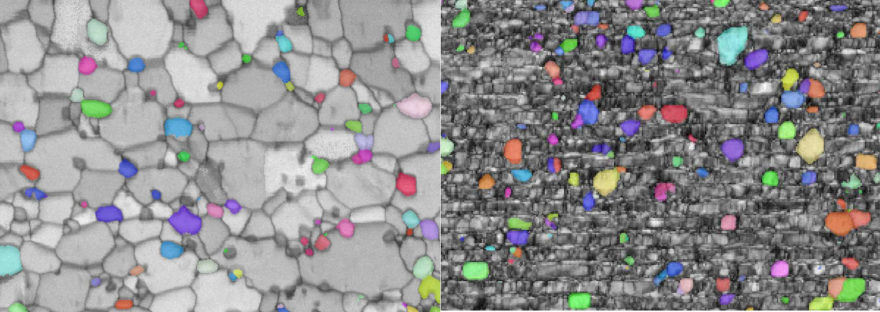
Annealed 13C26 stainless steel [2], the black bar is 5 microns
The above image was captured with “Electron Backscattered Diffraction” (EBSD) which is able to differentiate between different phases (austenite, ferrite, carbides) and grain orientations. Also the relative dislocation density is seen because grains with low density are “clean” and grains with high dislocation density are rougher and darker.
When the steel is cold rolled the carbides are more or less unaffected, but the grains are elongated and the dislocation density is increased, which can be seen in the image below because the “image quality” of the grains is poorer:
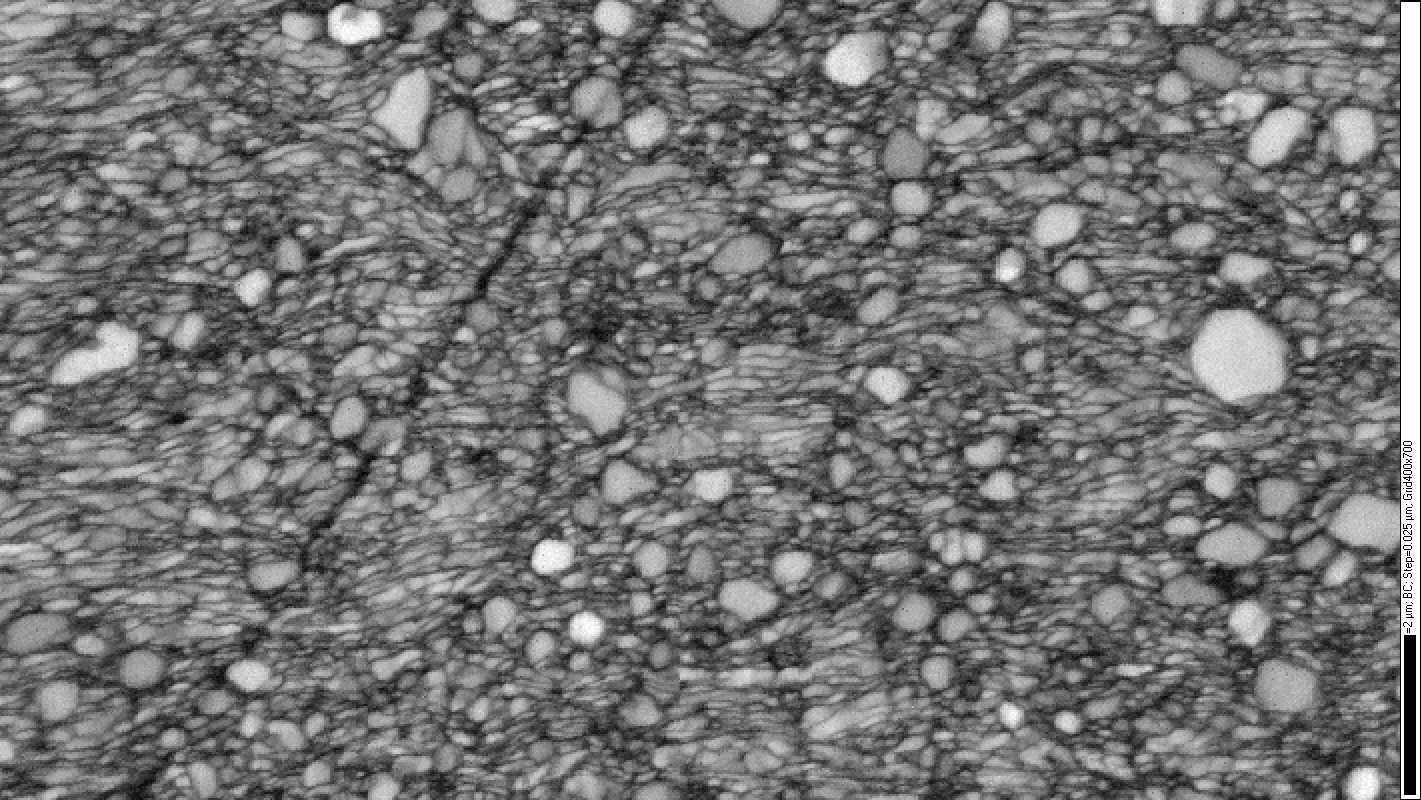
13C26 after a small amount of cold reduction [2], the carbides are not colored in this image, the black bar is 2 microns
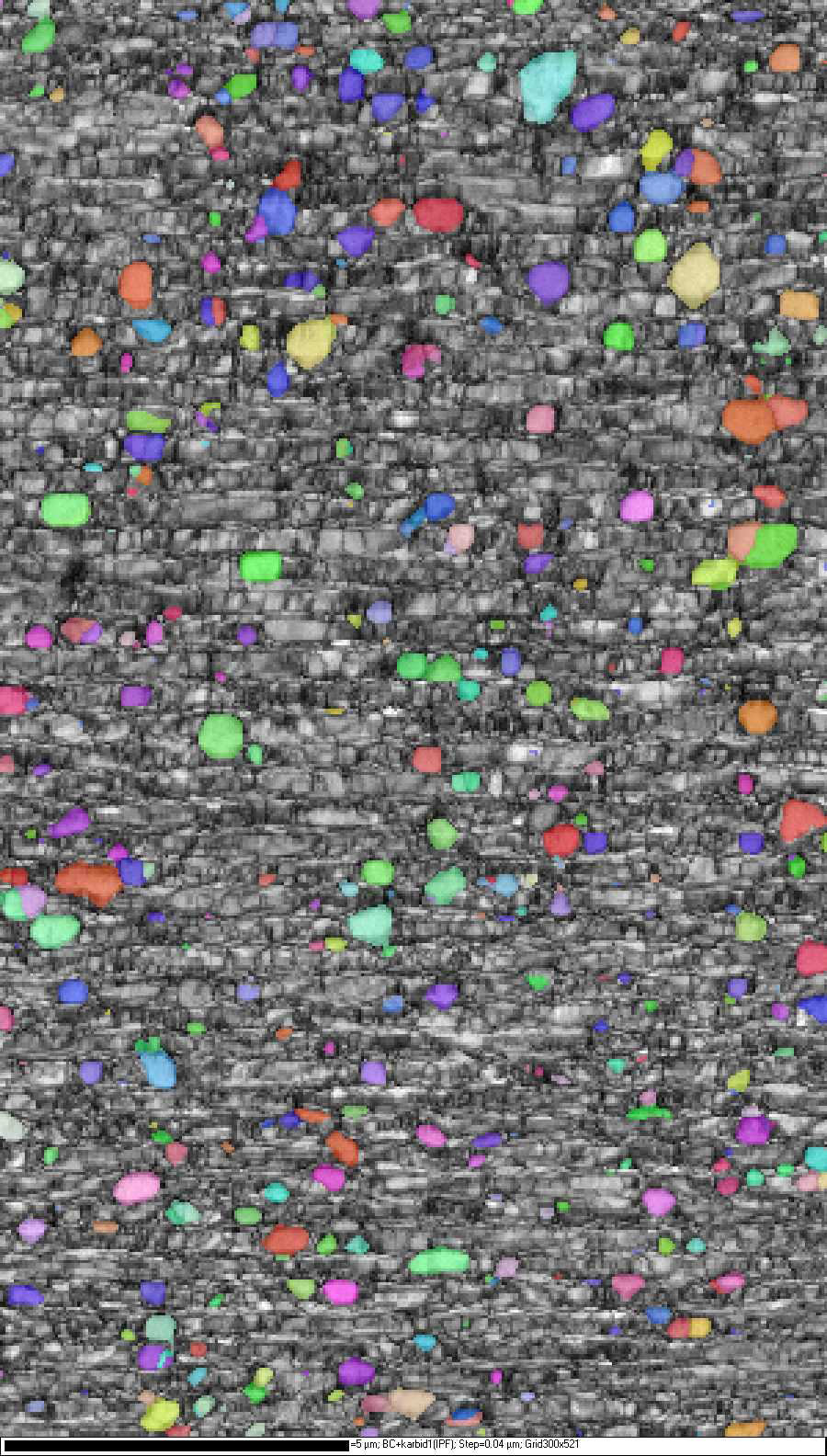
13C26 after a large cold reduction [2], the black bar is 5 microns
If heated to a sufficiently high temperature, the steel will “recrystallize” meaning it forms new grains. The more energy is put into the steel (more cold reduction) the higher the driving force is for recrystallizing. That energy is stored in the steel primarily through the formation of dislocations. So the energy is released from the steel by forming new grains with a low dislocation density. You can see the process of recrystallization in the video below:
You can see that the metal at the beginning of the video has a lot of structure to it, then new “clean” grains begin to form. If you watch carefully you can see that the new grains form on the white particles, which behave similarly to carbides in steel. The carbides promote the nucleation of recrystallized grains but they can also pin the recrystallizing grains, so the interaction of carbides and recrystallization is relatively complex.
Recrystallization occurs through the diffusion of iron atoms so a certain amount of temperature is required so that sufficient diffusion can take place. This is why cold work has the effect that it does, because the temperature is so low that the steel cannot “fix” itself with diffusion. However, the temperature at which recrystallization starts is also controlled by the degree of cold work. The greater the degree of cold work, the lower the temperature is that recyrstallization starts [3]:
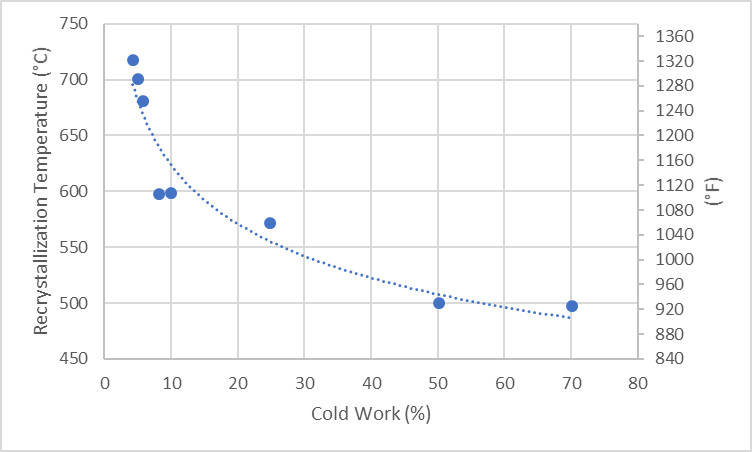
With a few percent cold work in the steel shown above, a full 700°C (1300°F) is needed to start recrystallization, while with 50-70% cold reduction only 500°C (930°F) is necessary for recrystallization to occur. The more cold work there is the more energy has been put in the steel in the form of dislocations, and that energy increases the “driving force” for recrystallization. The rate of recrystallization is affected by temperature as well, where at higher temperatures diffusion is faster so the rate of recrystallization is also increased [4]:
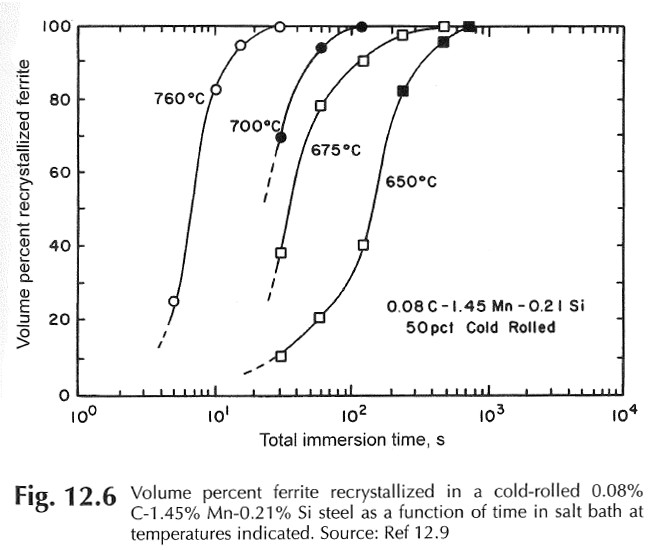
You can see that for the steel above, recrystallization is completed within 20 seconds at 760°C, while at 650°C it takes over 500 seconds. Again, this rate at different temperatures is dependent on the composition, carbides, and degree of cold work, but the above example provides some visual understanding of the difference with temperature.
Cold Rolled Steel
All of this information is relevant because some knife steels are available in cold-rolled form and that can lead to some differences from hot rolled steel. There are a variety of reasons why cold rolled steel might be desirable, such as improved surface condition. Generally cold rolled steel has a bright, shiny surface free of scale. The steel is first “pickled,” run through an acid bath to remove scale, prior to cold rolling and the combination of those two processes gives the steel a very smooth finish. The thickness of the steel is typically also more consistent, and cold-rolled steel is frequently available in thinner sizes. AEB-L is usually available in cold-rolled form and some 1095 steel, among others.
Does Cold Forging Lead to Superior Final Properties?
After all of these effects to the steel during cold working and recrystallizing, how does this affect the final heat treatment of austenitizing and quenching, and then the resulting hardness and toughness? The process of cold forging and and recrystallizing can lead to a smaller grain size which can improve the hardness-toughness balance. You can read about why in this article on grain refinement. That’s now the third time I have linked to that article and I really hope you have read it. The refinement in the ferrite grain size increases the nucleation sites for austenite formation so that the final prior austenite grain size is also smaller.
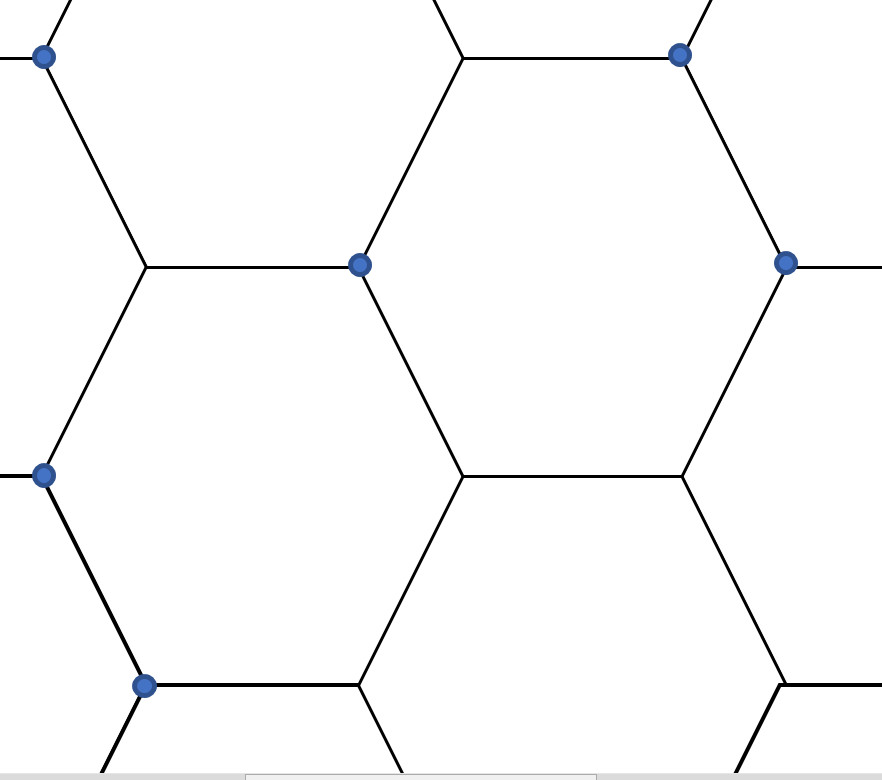
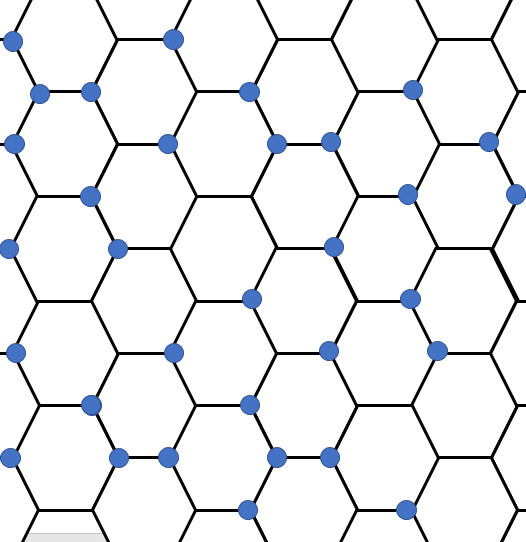
Smaller ferrite grain size leads to more austenite nuclei (blue circles) so when the austenite grows and replaces the ferrite the grain size is smaller
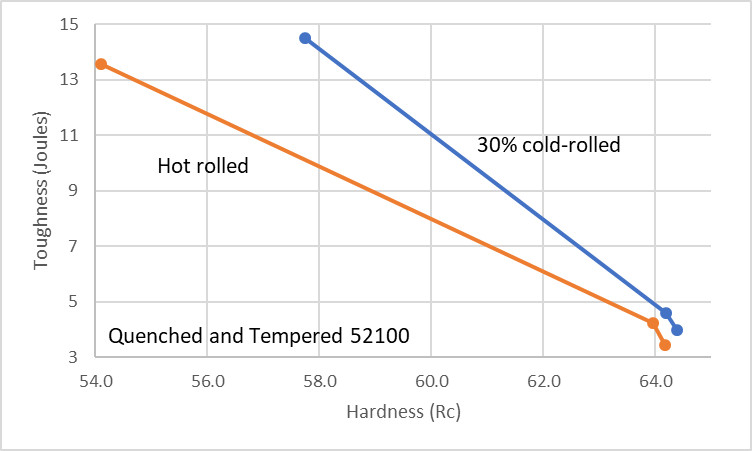
In one study on 52100 steel [5], they found that a 50% cold reduction led to a decrease in grain size from ~11 microns to 6 microns, which gave a corresponding increase in toughness:
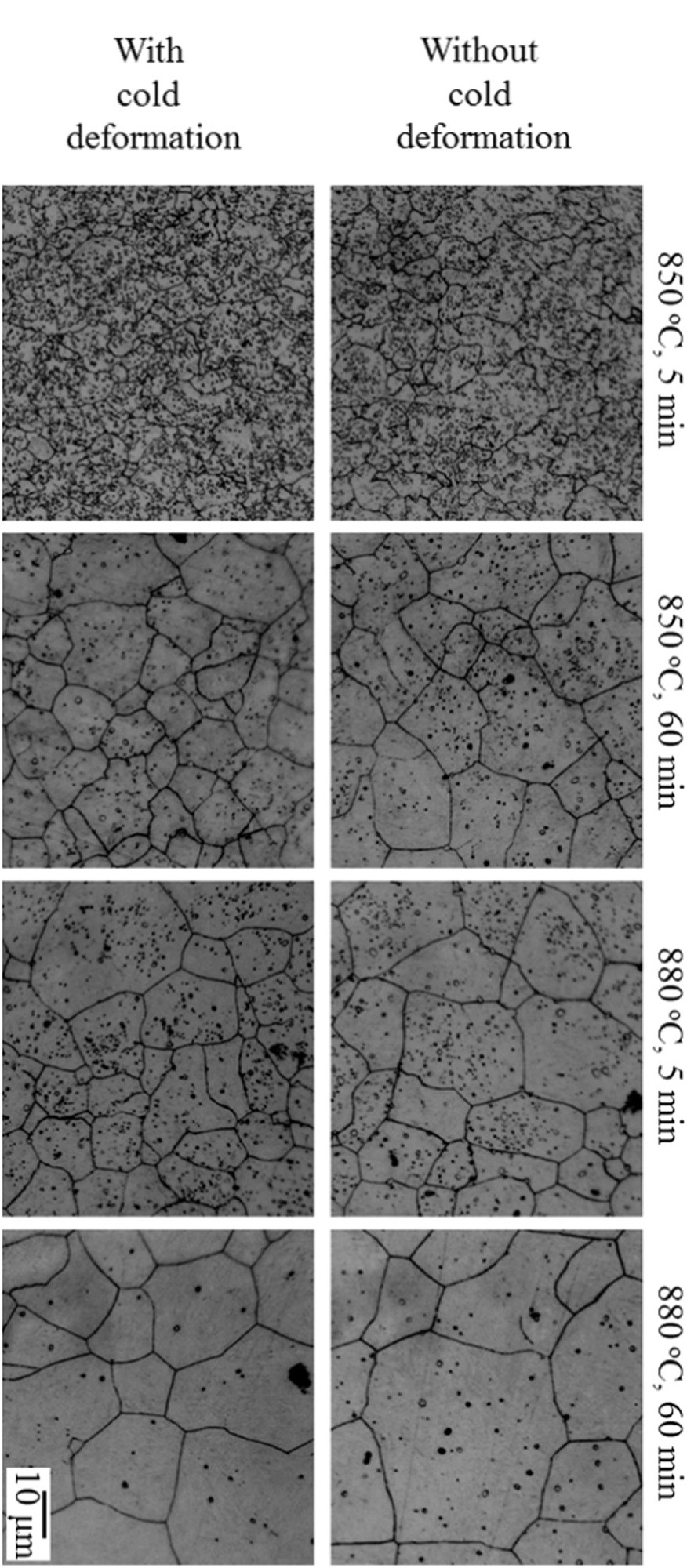
In another study on 52100 [6], they found that cold rolling decreased the final grain size, and also that the energy of cold working accelerated the dissolution of carbides:
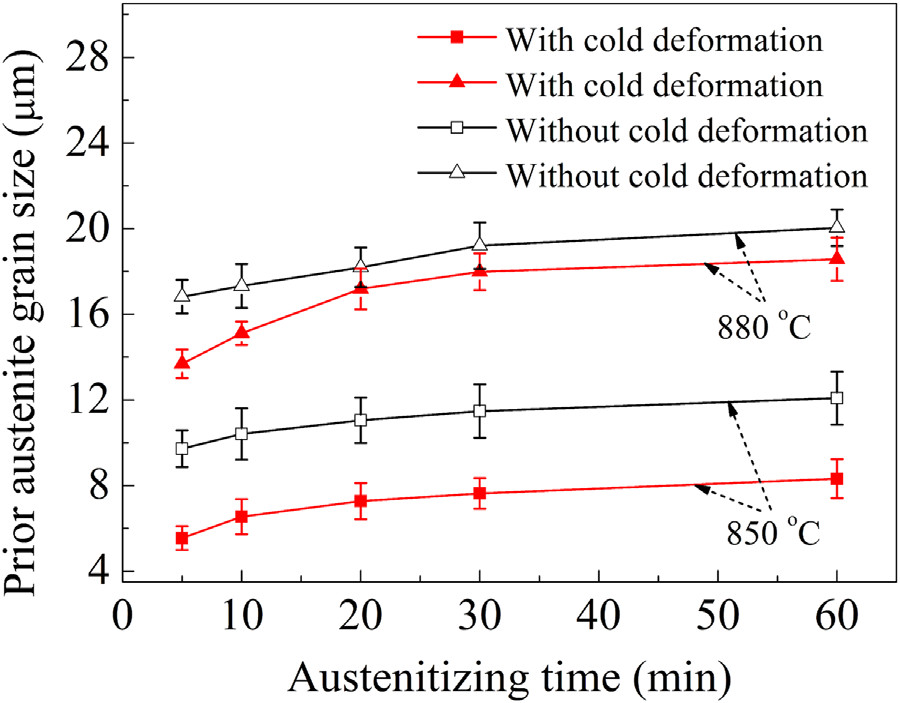
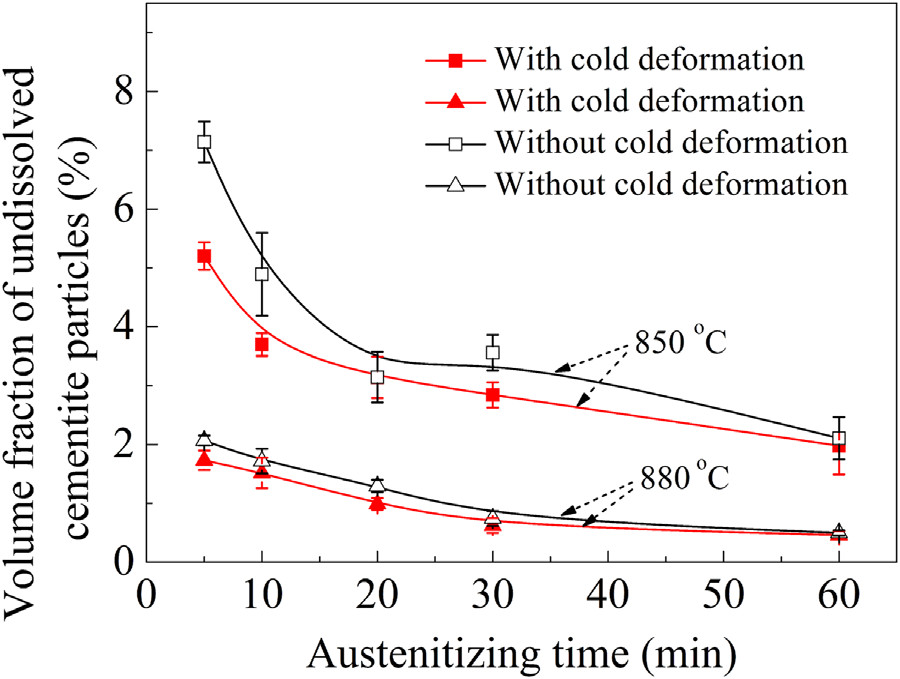
The increase in carbide dissolution at high temperature means there is more carbon in solution. More carbon in solution prior to quenching leads to higher hardness and lower toughness (read more in Austenitizing Part 1 and Part 2). However, since the grain size was also reduced there was an improvement in both hardness and toughness by cold reduction of the 52100 prior to heat treatment:
To get a better idea for the change in grain size from cold rolling prior to heat treatment, here are the images of the grain boundaries from the experiments above:
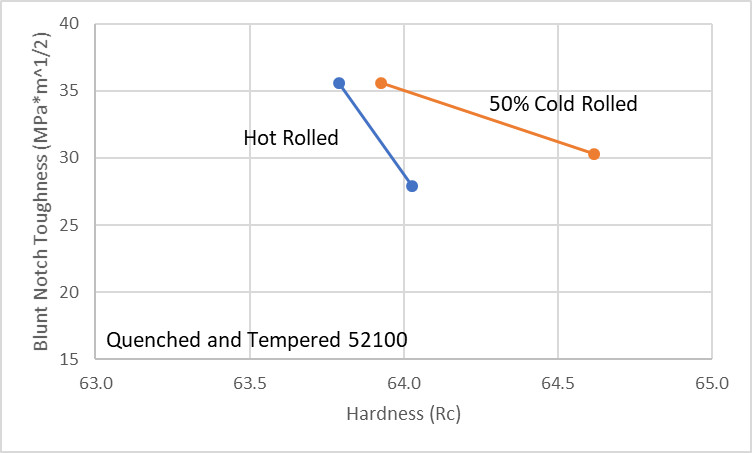
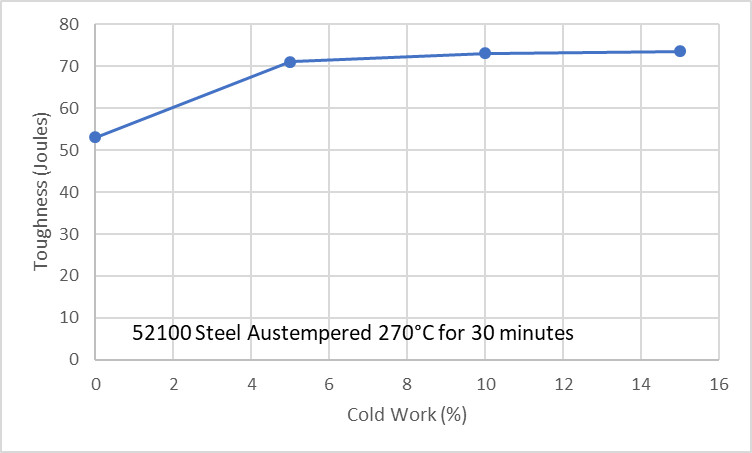
Another study on austempering of 52100 [7] for a bainitic microstructure found that cold reduction prior to heat treatment led to an improvement in toughness:
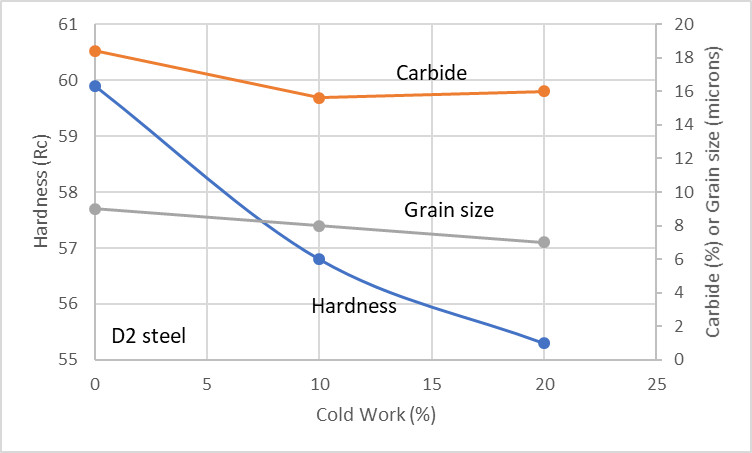
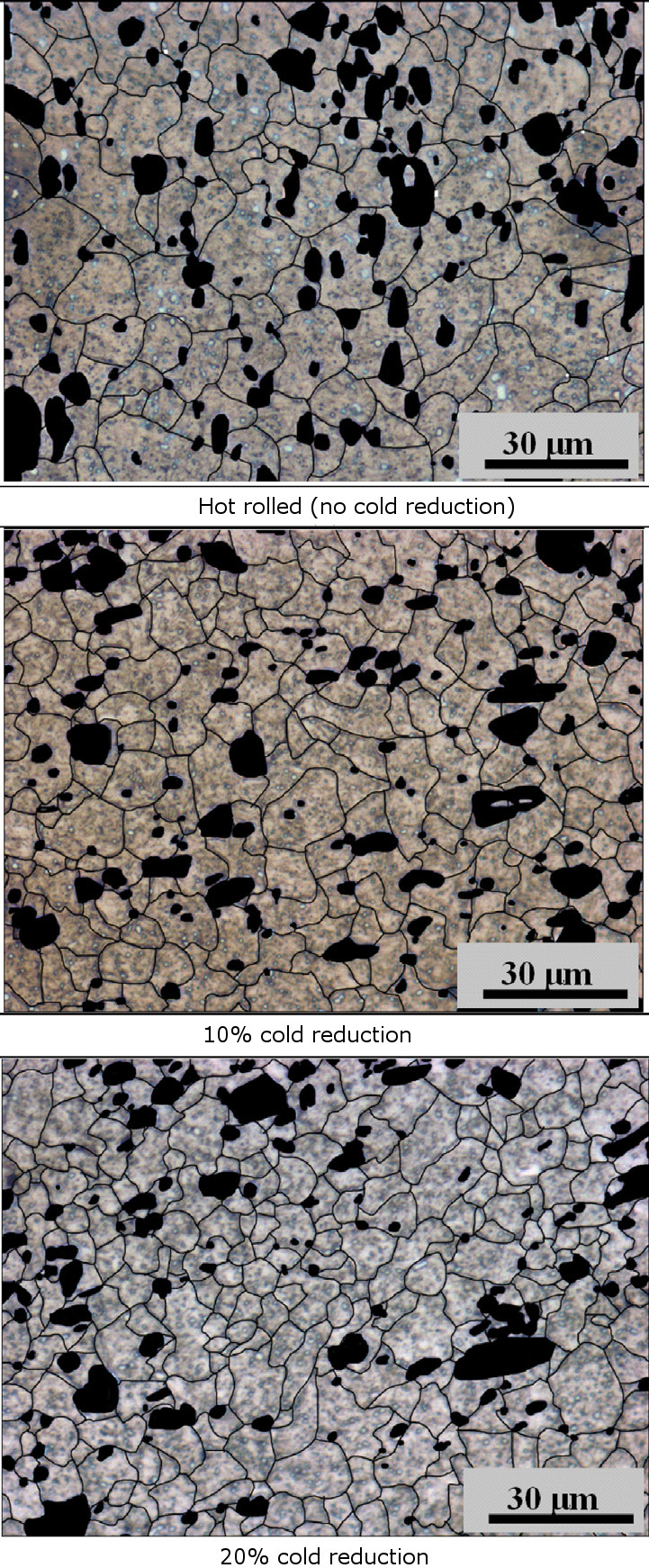
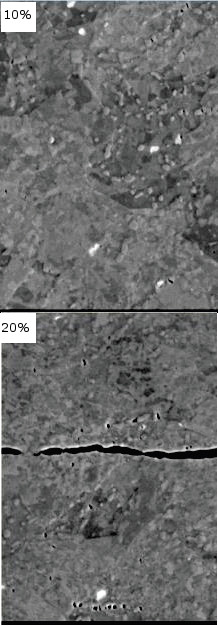
In a study on D2 steel [8], they tested hot rolled steel as well as 10% and 20% cold reduction prior to heat treating. They austenitized at 1030°C (1885°F) for 20 minutes prior to quenching and afterward measured the hardness and observed the microstructure. They found that cold work accelerated carbide dissolution and refined the grain size similar to the 52100 study. However, the hardness was reduced because more retained austenite was formed. More carbon and alloy in solution from dissolving carbide can increase retained austenite, you can find out why in this article. A reduction in grain size also decreases the martensite start temperature and therefore increases the final retained austenite [9]. Therefore, the use of cold rolling may require a reduction in the chosen austenitizing temperature to ensure that there isn’t excessive retained austenite after heat treatment.
No toughness testing was included but you can see the reduction in grain size in these micrographs:
Dangers of Cold Rolling
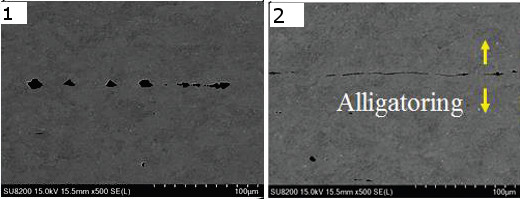
With the increase in hardness and corresponding decrease in toughness and ductility, there is a chance of cracking with cold rolling. This frequently occurs through cracking of the edges and in some circumstances “alligatoring” where the steel splits from the center:

This image from [9]
Alligatoring starts by the formation of voids near the center of the steel, and these eventually link up until the steel splits:
These images from [9]
Tool steels with their high fraction of carbides can lead to the promotion of these voids so that alligatoring is more likely to occur. The high fraction of carbides also means that ductility in general of annealed steel is low. Therefore the degree of cold reduction that a tool steel can withstand is relatively low. In the case of A8 mod, the formation of centerline cracks were observed with reductions as low as 20% [9]:
More and larger carbides would decrease the ductility of the annealed steel leading to a higher likelihood of alligatoring and cracking. Therefore steels with a small volume of small carbides like AEB-L, 1095, or 52100 would show better ductility for cold rolling than steels with large amounts of carbide like D2 or 10V steels.
The other common defect with cold rolling of steel is cracking of edges [10]:

Knifemakers Who Cold Forge Steel
I am not aware of many knifemakers who intentionally cold forge steel. Murray Carter is probably the most well known example of someone who does. Cold forging is a traditional process for Japanese bladesmiths which is where he learned the technique. Carter states [11] that he cold forges to improve the surface finish and refine the final shape and flatness to a greater degree than is possible with high temperature forging. He also claims that the cold forging results in a “better balance between edge sharpness, edge retention, and ease of sharpening.” In a video demonstration he said that cold forging improved the final grain structure. Since this a traditional technique it can be difficult to know what the original reasons were for cold forging, I think improvement in flatness and shape are more likely than an intentional improvement in grain size or final properties. It should be recognized that the majority of Carter’s knives are laminated with softer steel or iron (san-mai) which may make the steel less susceptible to cracking. To practice cold forging prior to producing finished knives, he recommends intentionally cold forging steel until it cracks to have a better understanding of how much the steel can take.
Summary and Conclusions
Cold reduction leads to an increase in hardness of the steel through an increase in dislocation density. When heated the steel recrystallizes forming new grains, and those grains are often smaller than the original grain size. The refinement in grain size is maintained through the final heat treatment to martensite. The refinement in grain size can lead to an improvement in toughness. Cold reduction also leads to an acceleration of carbide dissolution which means that the austenitization temperature may need to be reduced to maintain the same hardness. Tool steels have relatively low ductility at room temperature, so cold reduction should be limited to 15% or less if performed, and only on annealed steel.
[1] Ghasemi-Nanesa, Hadi, Mohammad Jahazi, Majid Heidari, and Tom Levasseur. “The influence of deformation-induced microvoids on mechanical failure of AISI A8-Mod martensitic tool steel.” In AIP Conference Proceedings, vol. 1896, no. 1, p. 020021. AIP Publishing, 2017.
[2] Ionescu-Gabor, Sorin. “Study and empirical modelling of recrystallisation annealing of martensitic chromium steel strip by means of EBSD.” PhD diss., KTH, 2009.
[3] H.F. Kaiser and H.F. Taylor, Transactions American Society for Metals, vol. 27, p. 256 (1939).
[4] Yang, DZa, ELb Brown, DKb Matlock, and Gb Krauss. “Ferrite recrystallization and austenite formation in cold-rolled intercritically annealed steel.” Metallurgical Transactions A 16, no. 8 (1985): 1385-1392.
[5] Beswick, J. M. “Fracture and fatigue crack propagation properties of hardened 52100 steel.” Metallurgical Transactions A 20, no. 10 (1989): 1961-1973.
[6] Li, Zhen-xing, Chang-sheng Li, Jin-yi Ren, Bin-zhou Li, Jian Zhang, and Yong-qiang Ma. “Effect of cold deformation on the microstructure and impact toughness during the austenitizing process of 1.0 C–1.5 Cr bearing steel.” Materials Science and Engineering: A 674 (2016): 262-269.
[7] Chakraborty, J., P. P. Chattopadhyay, D. Bhattacharjee, and I. Manna. “Microstructural refinement of bainite and martensite for enhanced strength and toughness in high-carbon low-alloy steel.” Metallurgical and Materials Transactions A 41, no. 11 (2010): 2871-2879.
[8] Nanesa, Hadi Ghasemi, Julien Boulgakoff, and Mohammad Jahazi. “Influence of prior cold deformation on microstructure evolution of AISI D2 tool steel after hardening heat treatment.” Journal of Manufacturing Processes 22 (2016): 115-119.
[9] Beswick, J. “Effect of prior cold work on the martensite transformation in SAE 52100.” Metallurgical Transactions A15, no. 2 (1984): 299-306.
[10] Xie, Haibo. “The research on the edge crack of cold rolled thin strip.” (2011).
[11] https://www.yumpu.com/en/document/read/59578865/australian-blade-ed-3-dec-2017
Hello Larrin!
I have been havin a conversation which involved steel with several people. My little heaven has gone away due to the bug all of we are suffering. That conversation let me with quite a big doubt, a doubt I think you may be the best one to help me solving it.
The conversation between some enthusiasts and specialists was about bladed tools through history. My doubt is about a concept an old metallurgist (which I lost contact with) told me. He illustrated me with the concept some materials do release the energy kept in grain boundaries as the time passes. This loss of energy can be so big cold forging evidence can be lost over time. He told me this applies to different metals. I have been looking for this information but I haven’t reached any clear goal. Could you help me sharing any information (or at least any clue which could help me) about this effect happening in cold forged steel and/or bronze?
I apologize about any misswritten part of this message, English is my third language and I haven’t had any academic education in metallurgy. Thank you Larrin for all the knowledge you share
Jon
Releasing the energy from cold work is called “annealing.” Annealing occurs through diffusion and typically the “activation energy” required for diffusion is too high at room temperature. Not much is moving around at room temperature. Even if we assumed that annealing was occurring at some very slow rate at room temperature it would take much longer than a human lifetime.
How funny you should add cold forging of knives at the end as I used to work in a blacksmith’s shop as the sheetmetal man and TIG welder. He didn’t just do blacksmithing obviously, but that’s what he liked to do and I learned how and did cold forging of parts quite often. One day I took a leaf spring and cold forged a knife out of it. Found I could get pretty thin on the cutting edge before it started to split, around .080-.060 thick. On low carbon steels it is a useful technique and saves time at high heat and of course decarb. I used it on S5 and hammered out from .375 cold roll down to .180 where I took it down farther by grinding to .130 and made a knife out of it. I might add I used a trip hammer.