Update 2/19/2021: In the recommendations section I updated a few of my recommendations based on new experiments and new steels.
Thanks to Mau, Benjamin Amaral, Karolis Griskevicius, Dan Frazier, and Jess Hoffman for becoming Knife Steel Nerds Patreon supporters! We are now over 100 supporters!
Knife Design
There are frequent discussions online about how heat treatment is more important than steel choice. I have written about how edge geometry is more important than heat treatment or steel. Understanding the effects of these different variables certainly helps in design. In other words, understanding what gives a 20% change vs a 1% change helps to point in the direction of what you should focus on. When the “heat treatment is more important” argument is brought up, it is sometimes recommended that a knifemaker should focus on a single steel and learn it completely. There is something to be said for keeping your focus limited to better understand what you are working with and not to be distracted by every new steel you are introduced to. However, certain steels will always be sub-optimal choices for a given knife or customer. Instead, every knife should be designed as much as possible to have the optimal combination of design, materials, and processing. Design encompasses the grind, edge geometry, handle, blade profile, etc. Though if we are focusing on edge performance here we can limit it primarily to edge geometry. Materials includes the steel, handle materials, etc though I will be focusing on steel here. And processing includes forging, heat treatment, and production of the knife to the extent it effects performance (avoiding overheating, the proper finish, etc.). I will address heat treatment a little bit in this article. Perhaps the center of this triangle is the final application and customer. In an ideal world every custom knife would be targeted at an individual person but even a standard model needs to be dedicated to its given purpose. A chef’s knife is completely different from a skinning knife, for example. So for any knife there is an iterative process where the best combination of materials, processing, and design is found. Perhaps switching to a different steel or heat treatment allows a thinner geometry that is better at cutting for the given task, for example. Changing any one of the three categories means that the other two may need changed. A change in steel means a different heat treatment (processing) is now required. And the best hardness for the new steel may be different than the previous choice.
Choosing the Steel
There are many “steel ratings” articles that are out there, and I suggest ignoring them. Many of the ratings are wrong, or misleading, and in some cases no better than a random number generator. You can read my ranking of the steel ranking articles if you want to learn more.
There are a whole range of properties of a steel that may factor into your choice. I’m sure I haven’t thought of all of them. Some of the properties include:
- Ease in forging
- Ease in finishing
- Grindability
- Ease in heat treatment
- Ease in sharpening
- Cost
- Availability
- Toughness
- Edge Retention
- Corrosion Resistance
- Hardness Potential
It isn’t possible to find a steel that is a 10 out of 10 in every category. Instead, selecting a steel is about prioritizing the categories and then selecting a steel that best fits that priority list. Some of these categories are performance based like toughness, while others are more broadly in the “workability” category and will depend to some extent on the way you work. A knifemaker who forges blades and heat treats in his shop will likely pick different steels than a stock removal maker who sends out for heat treating, for example. Or a knifemaker that makes highly finished pieces may put more importance on ease in finishing than a maker who puts a “belt finish” on each knife.
After categories are defined that fit your requirements in terms of forging, finishing, grindability, ease in heat treatment, cost, availability, etc. the next major choice is where the steel fits in terms of toughness and edge retention balance. Usually more of one means less of the other. Higher toughness allows thinner edges in fine slicing knives and better resistance to fracture in heavy use knives. And edge retention means the edge will cut longer, of course. There are more tradeoffs than these, though, as higher edge retention typically also means more difficulty in sharpening. But for now let’s focus on toughness and edge retention.
Toughness
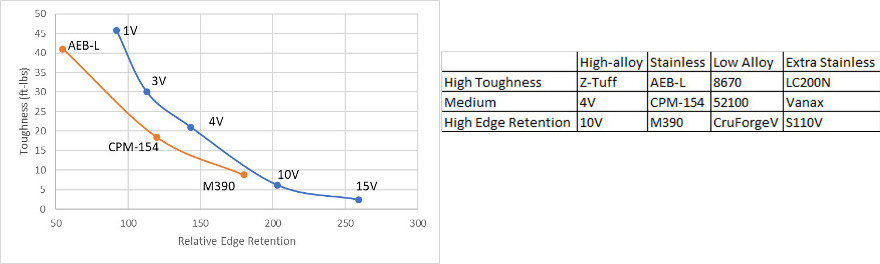
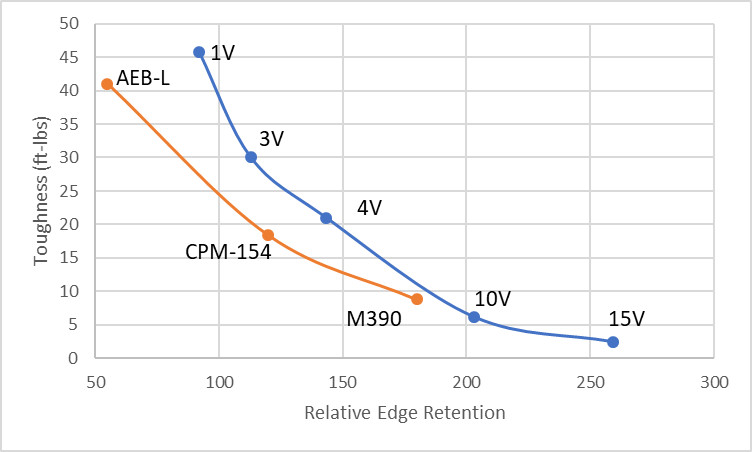
Here are current charts for toughness on all of the steels we have tested here at Knife Steel Nerds along with the help of several knifemakers and machinists to make the samples for testing.
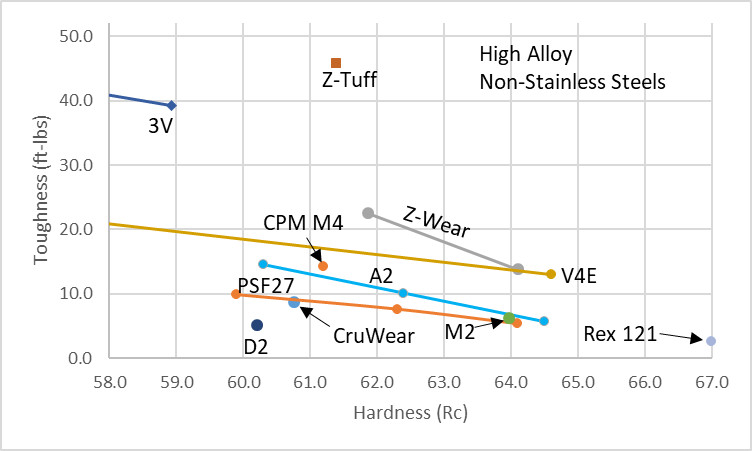
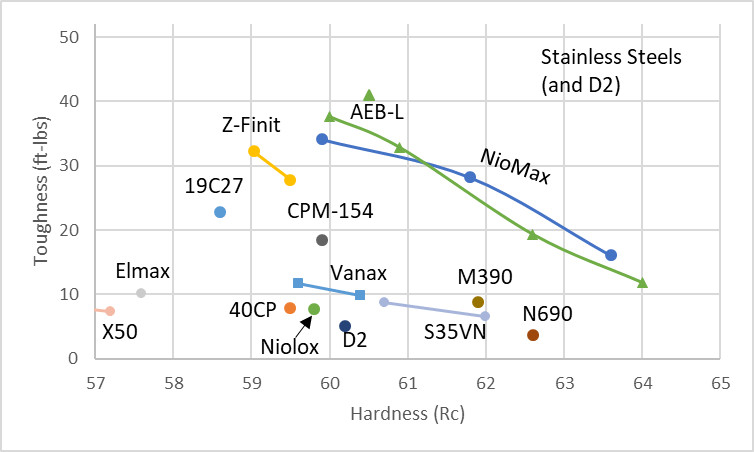
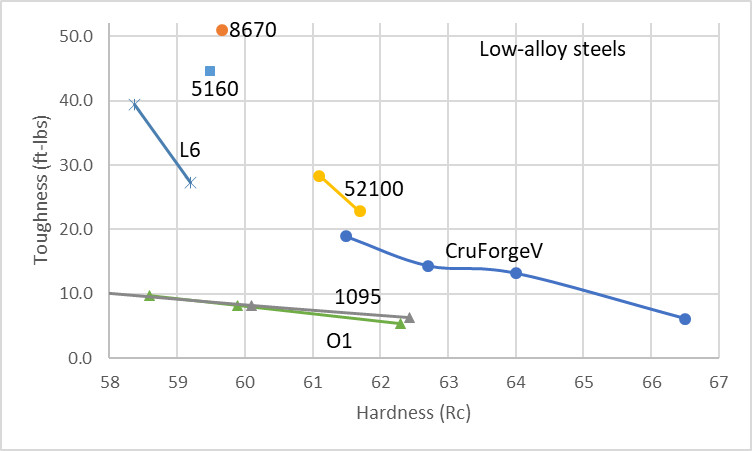
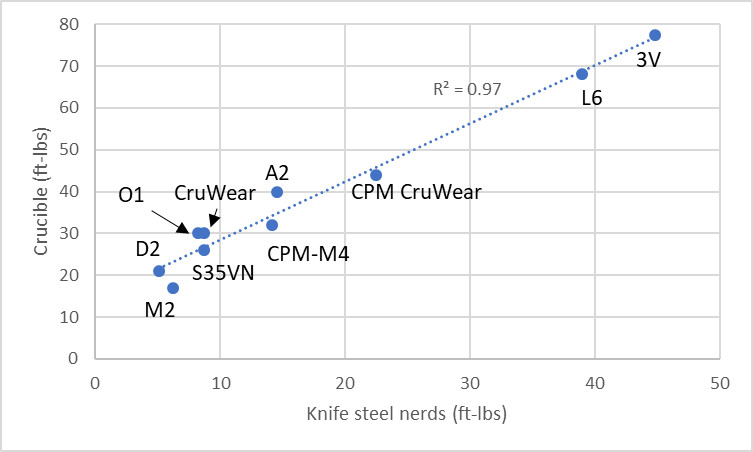
The three charts above also fit neatly into useful categories for us to select from as well. Low-alloy steels are those that are easiest to forge and therefore offers us a range of choices for forging bladesmiths. For knives that require stainless steel we can select from those steels. And high-alloy non-stainless steels offer combinations of properties that aren’t currently available in stainless steel. For a few steels I have also estimated toughness using reported numbers from Crucible steel by correlating my results with theirs (we use different toughness samples, hence the difference):
Edge Retention
Edge retention, and here specifically slicing edge retention, can be measured with different test methods but I have written most extensively about the CATRA test. And I have found that CATRA correlates well with rope cutting tests. The strongest factor for edge retention is edge geometry, but steel and hardness are also very important factors. When comparing steels at constant hardness the edge retention depends on the amount and type of carbide which is in the steel. More carbide and harder carbides lead to the best edge retention. For the more common carbide types, vanadium carbides are the hardest, followed by chromium and molybdenum/tungsten carbides, and finally cementite (iron carbide). I previously wrote two articles about a large dataset of CATRA data provided to me by a knife manufacturer. I was not able to share specific results from that dataset but I was able to perform statistical analysis to derive a simple question that predicts edge retention based on hardness, edge angle, and amount of carbide. You can read about that in Part 1 and Part 2. In terms of published and available CATRA results here is an easy table:
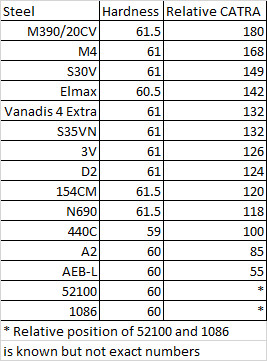
For other steels I have to use my predictive equation but for all steels that I have in the database from the knife manufacturer the predictions are all in the right ballpark. In a few cases the equation doesn’t line up with the results from the knife company but do line up with the results in the table above from Bohler-Uddeholm and Crucible, or vice versa, so I am happy overall with the predictive ability of the equation. S35VN, M4, Elmax, and 440C show lower edge retention in the knife company dataset, for example, but D2 and 154CM showed higher edge retention. But be aware that for any steels not in the above table I had to use the equation for edge retention:
TCC (mm) = -157 + 15.8*Hardness (Rc) – 17.8*EdgeAngle(°) + 11.2*CrC(%) + 14.6*CrVC(%) + 26.2*MC(%) + 9.5*M6C(%) + 20.9*MN(%) + 19.4*CrN(%)
The carbide volume numbers for a range of steels are available in the CATRA articles linked above.
Toughness-Edge Retention Balance
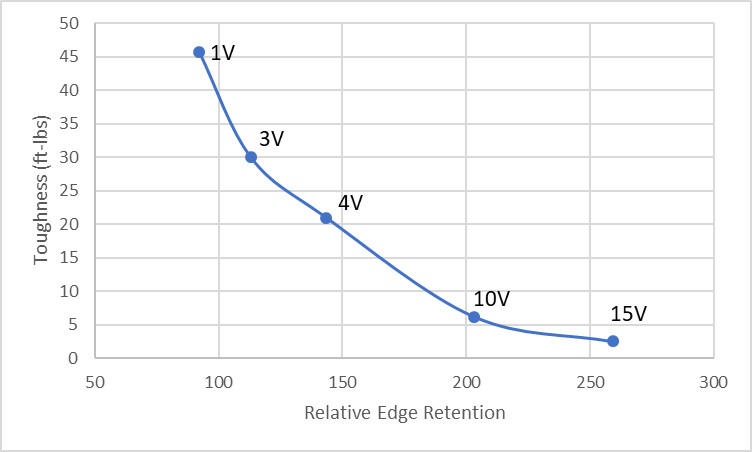
Every steel has some relative toughness and edge retention, and we would like to have the maximum combination of both. In general, more carbide means lower toughness but higher edge retention. The carbide hardness doesn’t matter much for toughness. But harder carbides lead to better edge retention. Therefore, the best combination of toughness and edge retention usually comes from using the hardest carbide, usually vanadium carbides. So the level of toughness and edge retention is set by how much vanadium carbide is present, with a small amount of vanadium (1% in 1V, Z-Tuff) meaning high toughness and relatively low edge retention, to a high amount of vanadium (10% in 10V, 15% in 15V) means high wear resistance and relatively low toughness. But the low toughness steel will have higher wear resistance than other steels in the same toughness class, and the high wear resistance steel will have superior toughness to other steels in the same wear resistance class. Hopefully that makes sense. Read it a few more times if it didn’t. With powder metallurgy tool steels properties can be estimated almost entirely by the vanadium content, such as 1V, 3V, 4V, 10V, 15V in order of increasing vanadium content and wear resistance.
For stainless steels there is at least some chromium carbide which contributes less to wear resistance than vanadium carbide but reduces toughness to more or less the same degree, so for a given level of toughness there is less edge retention. CPM-154 and M390 both showed good levels of toughness in our testing when considering their level of edge retention so they are my current recommendations:
Low-alloy steels have even less edge retention because they primarily have cementite (iron carbide) which is relatively low in hardness, being only marginally harder than steel (~69 Rc). In CATRA testing, 52100 was found to be slightly worse than AEB-L which is not exactly the gold standard for wear resistance. I would recommend 52100 over 1095 or O1 based on our toughness testing. 52100 also has more carbide for better wear resistance when compared with 1095 and O1. 8670, 5160, and L6 with their lower carbon and therefore lower amount of carbide has even lower wear resistance. For higher wear resistance steels the options are somewhat limited, with the vanadium-alloyed CruForgeV being the primary steel with some availability in the USA, and in Europe and Japan there are tungsten-alloyed steels like 1.2519, 1.2442, and the Blue/Aogami series. Those steels are still not exceptionally wear resistant, especially when compared to steels like 10V, though using them at higher hardness helps with edge retention. CruForgeV, for example, still had about 13 ft-lbs at 64 Rc, and 6.1 ft-lbs at 66.5 Rc, which is higher than D2 at 60 Rc (5.1 ft-lbs).
For applications requiring very high corrosion resistance, such as salt water environments, steels optimized for that purpose are recommended. I have written about corrosion resistance of steel here. Z-Finit/Cronidur 30/LC200N showed very good toughness in our testing, and Vanax showed slightly better toughness than S35VN. LC200N would be a good alternative to AEB-L and Vanax a good alternative to the Elmax/S30V type steels in terms of edge retention. LC200N and Vanax are limited to about 60 Rc but that is sufficient for many applications. S110V we have not tested but offers very high edge retention and wear resistance with good corrosion resistance.
Recommendations
Note 2/19/2021: Since writing this article my suggestion for “medium” stainless has changed from CPM-154 to CPM MagnaCut, my high edge retention stainless recommendation has changed from M390 to CPM S90V, and my high edge retention high alloy steel recommendation has changed from 10V to Vanadis 8.
Here is a table summarizing the above recommendations:

These are my current recommendations and I reserve the right to change them based on new information. And some choices were somewhat of a tossup or at the very least have a roughly equivalent alternative. 4V and Z-Wear/CPM CruWear/PD#1 have roughly comparable properties, for example, and Z-Wear with its higher chromium has a little bit better corrosion resistance. Vanadis 4 Extra and 4V are equivalent and I am not recommending one over the other. CPM-M4 has a bit better edge retention than 4V at the cost of some toughness. Z-Tuff is also produced by Carpenter as CD#1. Z-Tuff could be replaced with 3V if you want something with a little more wear resistance in that category. AEB-L is the same as 13C26, and there is also 14C28N which has slightly enhanced corrosion resistance. 12C27M has reduced carbon relative to AEB-L for even better toughness at the cost of some wear resistance and hardness. LC200N is also known as Z-Finit and Cronidur 30. CPM-154 is also produced as RWL-34. For low alloy forging steels 8670 could be replaced by 5160 or L6, and CruForgeV could be replaced by 1.2519, Blue #1, or V-Toku 1. There are a few different 10V replacements including Bohler K390 and Uddeholm Vanadis 8, those steels are more expensive but they are advertised as having superior toughness. 10V is also sold as “PM A11” though don’t be confused with A11-LVC which is a lower carbon version. If future toughness testing confirms superior properties of K390 or Vanadis 8 I may change my recommendation. M390 is also available from Crucible as 20CV and Carpenter as 204P; our own toughness testing of 20CV revealed no difference with M390.
Choosing Steels Based on Ease in Heat Treating
What makes a steel easy to heat treat is strongly controlled by the heat treatment route. If sending out steel for heat treating it depends on the type of equipment they have, though they typically prefer “air hardening steels” such as those in the high alloy, stainless, and “extra stainless” categories. When heat treating in the home shop with a PID furnace, air hardening steels are also typically easier. A plate quench can be used which helps in keeping the steel flat and the cooling rate is faster than needed so hardness is generally very consistent. For those heat treating with a torch or an uncontrolled forge, recommendations are more difficult. I don’t really like heat treating in that way because consistency is very difficult. It is more than just a question of achieving the target hardness; low alloy steels are very sensitive to overheating in terms of toughness, as we have found in studies of CruForgeV, 52100, and 5160. However, I know that many will ignore my advice and heat treat in that way anyway, and in that case I will echo others in recommending 1075/1084. And that is solely for the reason that it will form austenite and dissolve sufficient carbide more rapidly and closer to the magnetic transition than other steels. You can learn more about that process in this article.
Differentially Heat Treated Blades
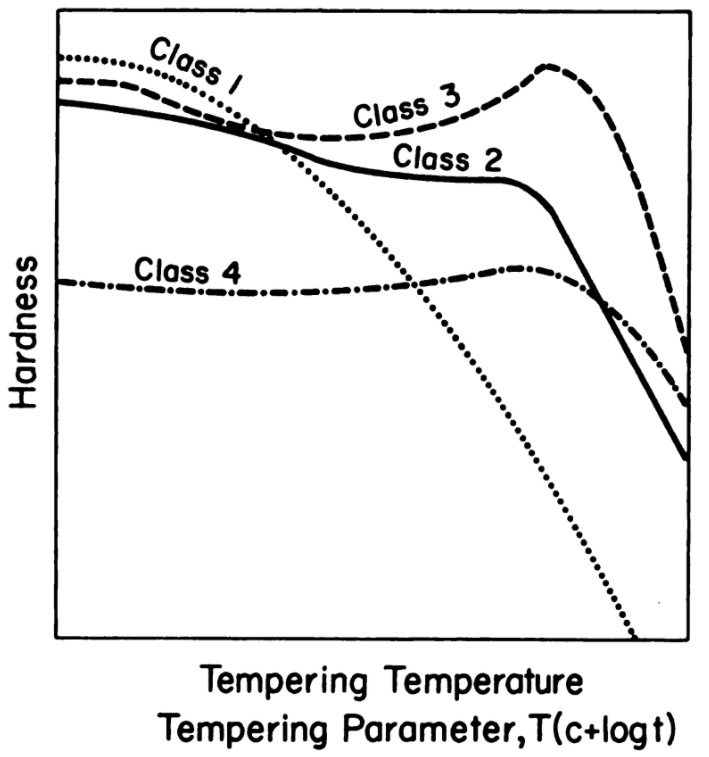
Differentially heat treatments generally refers to methods that achieve a hard edge but a soft “spine.” There are several methods for achieving this, including: 1) heating only the edge prior to quenching so that the spine never hardens, 2) using insulation such as clay on part of the blade so that it isn’t cooled as rapidly as the rest of the blade, and 3) tempering back part of the blade to a higher temperature. And those three different methods can be completed in a variety of ways, though the principles are the same. For method number one, torch hardening can be difficult to achieve an even temperature and to soak sufficiently, so best is an “easy” to heat treat steel as discussed above. In other words, a steel that requires a relatively low temperature to austenitize and the carbide dissolve rapidly, such as 1084. Read the article I linked at the end of the “Ease in Heat Treating” section to learn more. Method 2 requires a steel with low hardenability so that the insulated area does not transform to martensite. An air hardening steel will still transform to martensite even with clay. The typical low hardenability steels are 1095 and W2. W2 is essentially just 1095 with a vanadium addition which refines the grain, a finer grain size means lower hardenability. Other steels with a little more hardenability can be heat treated with the same method, but will not be as easy to have the dramatic hamon designs that can be accomplished with W2. You can learn more about which steels have more hardenability than others in this article. Method 3 requires a steel that has low tempering resistance so that tempering the spine back will actually lower the hardness. Most low alloy steels have sufficiently poor tempering resistance, as they are part of “Class 1” below. You can read about how alloying elements affect tempering resistance in this article.
Ease in Forging
Low alloy steels are significantly easier to forge for a variety of reasons. You can read about those factors in this article. Therefore I recommend the low alloy category for those that are forging. The brave forging bladesmith who is willing to learn the limitations and process of using high alloy and stainless steels can broaden his/her steel choices.
Laminated Steel and Pattern-Welded Damascus
I don’t have enough space in this article to sufficiently discuss Damascus steel combinations. Combining two steels together requires steels that are compatible in heat treatment (similar hardening and tempering temperatures, similar size changes) and will reveal good contrast after etching. Being “easy to forge” helps but ease in forge welding is controlled by somewhat different factors. The typical 1084/15N20 combination fits all of these requirements which is why it is typically recommended to beginners, and continues to be used by many masters of Damascus steel.
Corrosion Resistance
The steels recommended in the “stainless” category have average to great corrosion resistance, while the “extra stainless” category all have excellent corrosion resistance. The steels in the “high alloy” category all have at least 4% Cr so they have some stain resistance. I have a separate article on which steels are the most corrosion resistant and why.
Ease in Finishing
Ease in finishing correlates generally with wear resistance just like edge retention does, though inversely. Most common abrasives are softer than vanadium carbide which makes finishing vanadium-alloyed steels particularly difficult with standard sandpaper. Steels that are free of vanadium in the prior recommendations include AEB-L, CPM-154, LC200N, 8670, and 52100. If desiring high edge retention in combination with ease in finishing, the highest edge retention among those is CPM-154.
Showpieces
For knives that are not intended to be used or are unlikely to be used, the most important properties are probably corrosion resistance and ease in finishing. LC200N is very easy to finish, and has very low impurities because of the ESR process by which it is produced. Impurities can show up as small pits in finishing. LC200N is also very high in corrosion resistance. Therefore I would recommend LC200N for non-using or art knives.
Thin Edges
Knives with thin edges require high “edge stability” which is a combination of high hardness to avoid rolling and high toughness to avoid chipping. A fine carbide size helps to achieve these properties. Knives with thin edges have the benefit of having the best cutting ability and the best edge retention. A thinner edge also requires less material removal during sharpening. These knives include kitchen knives, straight razors, and fine slicers. Optimal steels include AEB-L and 52100. For a bit more edge retention CruForgeV, 4V/V4E, or Z-Wear can be used. All of those steels can achieve 64 Rc or higher with proper heat treatment along with good toughness.
Low Cost
Cost is about more than just the price of the steel but also the cost in using the steel. The cost of abrasives can be significantly more than the cost of the steel. Therefore steels that are cheap to buy and also in the easy to finish category would be places to start. Prices tend to change but right now AEB-L, 52100, and 8670 are quite inexpensive and are also relatively light on belts and sandpaper. The steel itself is usually a pretty small part of the cost of a knife.
Choppers and Hard Use Knives
There are many “hard use” folding knives produced in high wear resistance stainless steels like M390 and S30V. Sure you can make a folder that can take a lot of abuse if it is thick and heavy enough, but it also won’t cut very well at that point. For hard use knives it is better to use a high toughness steel like 8670, Z-Tuff, and AEB-L. For a little more toughness than AEB-L there is also 12C27M but sizes and availability are limited currently. Those steels can be heat treated to relatively high hardness, ~60 Rc, while maintaining high toughness to take relatively thin edges for choppers and hard use knives. You can read about the factors that control toughness and chipping of knives in this article.
Throwing Knives, Axes, and other Extreme Toughness Requirements
Not long ago I would have thought that 8670 and Z-Tuff have enough toughness for just about anything, but my mind was changed during my failure analysis of some throwing knives. Even produced in 8670, 6150, and S7 at relatively low hardness (52-54 Rc) there were customers that managed to break them. Wear resistance isn’t really helpful in knives they see impacts only, and those medium to high carbon steels have more carbon than is necessary to achieve 53 Rc. Reducing carbon is much better for increasing toughness than simply tempering higher, and a steel like 4340 combines 0.4% carbon with high nickel for toughness, or 300M which is 4340 which has been further modified with silicon to avoid tempered martensite embrittlement. 4340 and 300M are also sometimes available with the high end melting practice VIM-VAR which provides high purity and low segregation. For stainless steels there aren’t a lot of regularly available options. Ideal would be something like Sandvik 7Cr27Mo2 with its 0.38% carbon and the excellent processing of Sandvik to keep the microstructure very fine. I don’t know of any of the major knife steel suppliers that carries it regularly, however. And it likely wouldn’t be available in thick enough sizes for throwing knives or axes.
High Wear Cutting Applications
Some knives will be used for extended cutting sessions where resharpening is not feasible or at least undesirable. Skinning knives are one example where resharpening during a skinning session would not be practical. Or someone with a job where a large amount of material needs to be broken down each day. In some cases customers simply prefer sharpening less frequently, or who don’t find sharpening more wear resistant steels particularly onerous. Some knives don’t need much toughness for the fine cutting tasks they will see (or a careful customer) and therefore more edge retention will provide more performance. My recommendations for these applications are the steels in the “High Edge Retention” row including 10V when corrosion resistance is not necessary, or CruForgeV at high hardness for forging bladesmiths. 4V/V4E can have very high edge retention at high hardness. M390 is my recommendation when stain resistance is desired, and Vanax or S110V for more extreme corrosive environments.
Heat Treatment
I have made a few references to heat treatment in this article but making specific heat treatment recommendations is perhaps too much for this article. Among the steels mentioned in this article, I have heat treatment recommendation articles for 52100, 5160, CruForgeV, Z-Wear, Vanax, and AEB-L. Higher hardness provides higher strength for thin edges and better edge retention, at the cost of some toughness and ease in grinding and finishing. Some steels can see a steep drop in toughness beyond a certain hardness (see 5160), so I recommend caution in attempting higher hardness than is recommended in the datasheet. The datasheet should be the starting point for any heat treatment. There are different pathways to achieving the same hardness in terms of heat treatment variables, and some are better than others. You can make some toughness samples for me to test with different heat treatments to dial things in. I don’t charge for the testing. Here are heat treatments that provided good toughness in our testing for steels that do not have a dedicated article, these samples were heat treated by Warren Krywko or Devin Thomas and machined either by Devin Thomas or Alpha Knife Supply:
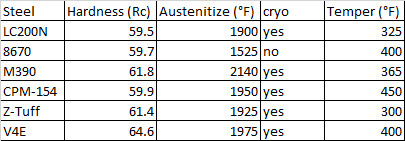
(Note: My own heat treating of CPM-154 resulted in higher hardness with the same treatment)
For stainless steels the heat treatment also affects corrosion resistance. Higher austenitizing temperatures lead to better corrosion resistance because more chromium is put in solution, but too high can lead to a reduction in toughness. Using the low temperature tempering range (<750°F) leads to better corrosion resistance than the high temperature range (>750°F). These two points are also true for high-alloy non-stainless steels with significant chromium content though no heat treatment will make them stainless.
Design and Processing
This article is primarily about steel and not about design and processing. As mentioned a few times in this article, edge geometry is most important for cutting performance, and that is the focal point of knife performance, in my opinion. Corrosion resistance is improved by having a fine finish on the steel. And broken blades can often be the result of poor design, like stress risers. These are just a few examples of times when the knife design is more significant than steel choice or heat treatment. In other words, a great steel and heat treatment can’t save a bad design.
Summary
The above discussion provides a starting point and some examples of the rationale used in selecting steels for different applications. Selecting steel is just a starting point, as then the heat treatment and design iteration process begins so that the optimal combination of steel, edge geometry, and heat treatment can be found for the intended application. Selecting steels that fit the intended application have the best chance of leading to an optimal overall knife. Forcing a steel into an application that it is not well suited for will end up with suboptimal performance, either because the design and edge geometry needs adjusting to compensate, or especially when the geometry isn’t adjusted and failures occur instead.
Awesome article! it is interesting in one of the charts that M2 gets harder than CPM M4, or did I read that wrong?
That’s just because of the heat treatments that were done on them. They can reach similar hardness.
Surprised that Sandvik Knife steel grades are not mentioned. Several of the 8 grades we produce for knife steel applications would fit easily into the statistics you have offered.
7Cr27Mo2, 12C27M, 13C26, and 14C28N are all mentioned in the article.
Thank you, that’s really useful. Looks like I should get some 52100, and stick with W2 where I want hamons 🙂
Very interesting, thank you for another great article. Just out of curiosity, for the low alloy category, do you have an idea of where the shirogami steels fit in in terms of toughness and edge retention in relation to 52100?
I wouldn’t expect the White steels to be as good for toughness since our 1095 tests weren’t as good as 52100, apart from maybe White #3 with its lower carbon content. Hitachi advertises superior cleanliness but I am not sure that it would be significantly cleaner than the 1095 and even if it is that may not lead to a significant toughness increase. Maybe someone will make up some toughness samples for us to test. The edge retention of White #1 may be similar. The extra carbon gives it more carbide so that it would match the chromium alloyed 52100.
Great, thanks for the detailed reply. And then presumably, looking at your article on tungsten-alloyed steels, the aogami steels theoretically will have better edge retention than 52100, but even lower toughness than 1095 and O1?
That would be my assumption.
Unfortunately marketability is fairly high on the priority list…
As a hobby maker i cant thank you enough the valuable input and insight for the steel/heat treatment topics, this is a great article again. I was struggleing with steel selection lately, where should.i go from using mostly O1. Your articles (especially the in depth 52100 history and heat treatment ones) helped me to choose 52100 and Vanadis 4Extra for.my future projects, depends on the geometry and application. Cheers
Zoltan
Why is s110v listed as being extra stainless over m390? Doesnt m390/20cv have like 20% Cr?
Good question, Brock. The bulk chromium content of a stainless steel does not always tell you how much is actually in “solution” to contribute to corrosion resistance. You can read about how I estimate the corrosion resistance of different steels here: https://knifesteelnerds.com/2019/01/14/which-knife-steels-have-the-best-corrosion-resistance/
Thanks for mentioning that low alloy steels are easier to forge and have fewer limitations than high alloy steels. I have been looking to make my own knives in the next few months because I think it would be cool and would allow me to make unique gifts. I will be sure to keep this steel selecting guide in mind after I find a good knife making class in my area so that I can ensure I have a relatively easier time crafting knives my first time around.
Your Paragraph on LC200N strongly implied that LC200N was not an acceptable steel for a usable knife. ie “For knives that are not intended to be used or are unlikely to be used”
Why? I was under the impression that LC200N was a good steel especially in salt water conditions.
That is what it says in the paragraph labeled “showpieces” as this article provides recommendations for several different specific applications. In another part of the article it says this:
“ For applications requiring very high corrosion resistance, such as salt water environments, steels optimized for that purpose are recommended. I have written about corrosion resistance of steel here. Z-Finit/Cronidur 30/LC200N showed very good toughness in our testing, and Vanax showed slightly better toughness than S35VN. LC200N would be a good alternative to AEB-L and Vanax a good alternative to the Elmax/S30V type steels in terms of edge retention. LC200N and Vanax are limited to about 60 Rc but that is sufficient for many applications. S110V we have not tested but offers very high edge retention and wear resistance with good corrosion resistance.”
Hi,
I am a total novice regarding knife steel properties.
About 6 months ago I started making knifes from old files, leaf springs and
circular saw blades but I wanted to upgrade to something better. A friend
referred me to your site. What a great informative article. Thanks a million.
Looks like 52100 is the way to go.
Regards.
Hi, I hope you’re faring well. My question pertains to HRC. I noticed that companies who use steels they’re not used to using normally do a heat treat that makes the steel ring in a couple points softer than they’re rated to be at. I’ll see sprint runs of super steels have an HRC of 57-59, when their sweet spot is in the 60’s. Is it true that they still have their amazing edge retention properties when they’re soft, and only sharpening is made easier? And if so, how could these things be mutually exclusive? I read around in your heat treatment articles a bit, but did not see if this was already covered. Thank you for your time.
Typically the knife loses around 10% edge retention for every 2 Rc. That depends somewhat on how wear resistant the steel is in the first place; a steel that has less carbide gets most of its wear resistance from hardness and therefore hardness changes have a greater effect. The loss in edge retention from lower hardness is more significant if the edge is blunting due to rolling rather than wear. My article summary on CATRA testing also shows the effect of hardness on a few steels in terms of edge wear. https://knifesteelnerds.com/2020/05/01/testing-the-edge-retention-of-48-knife-steels/
Testing for effect of hardness when it comes to rolling is complicated because of how sensitive it is to edge geometry plus you’d have to choose what kind of loads to apply. Alternatively some test of “real cutting” could be used but then you’re just dealing with user randomness.
Hi Larrin,
Did you test the toughness of K390? How does it compare to 10V and Vanadis 8 and would you recommend it over 10V? Thank you.
My K390 isn’t thick enough to make toughness coupons so I haven’t tested it.
Hello sir! This is great work, your contribution to the knife community is outstanding! I have noticed some variation/updates between the comparison charts in this post and your book. For this of us that have bought your book, is there any way we can get on a mailing list to be updated when a new steel is added to the list?
This website has an email signup that gives you new articles, but not something specifically about updated charts.
Hi Dr. Larrin, I am not a knife-maker but love knives. I see 1095 mentioned a lot on your website and in this article (it’s not near as tough as most of us believed!) but not much mention of 1095CV. Where does it fall in relation to regular 1095 and 52100 with toughness/edge retention? Thanks for any response. John
I don’t have any 1095CV to test, unfortunately. It wouldn’t fundamentally different than 1095; best you could hope for is an improvement in toughness.
Based on this comparison, it seams that AEB-L is the best steel for outdoor usage. It seams to be even better than 52100, or at least the same performance, although with added stain resistance. But if that is true, and considering it is not an expensive steel, why isn’t it more popular among knife makers and high end knives? Why so many high end knife makers choose 52100 or a slice modified version of it (like rat swamp) in their best blades?
How would AEB-L compare to 52100 in a medium sized outdoor knife? Is there any reason to purchase 52100 instead of AEB-L, based on performance alone?
52100 remains popular in custom knives primarily due to its ease in forging and the many bladesmiths who forge. And “traditional” low alloy steels tend to remain popular. 52100 has decent properties, it is my main recommendation for a balanced forging steel.
Do you have a recommendation for 14c28n heat treatment, targeting toughness? Would it be the same as AEB-L? The sandvik website has different heat treatment recommendations for the 13c vs the 14c.
What would you suggest?
I have an austenitizing curve for 14C28N in this article: https://knifesteelnerds.com/2019/09/23/nitro-v-its-properties-and-how-to-heat-treat-it/
I would probably austenitize between 1900 and 2000°F and temper at 350°F depending on desired hardness. If I really wanted max hardness I would drop to 300°F.
I regularly use 14c28n to make small kitchen knives with a 10cm blade and a thickness of 2mm. These are paring knives. I austenize at 1050°c and I temper at 180°c.
the knives thus made fulfill their function.,