There is an excellent review of my new book Knife Engineering from Nick Shabazz on Youtube that you can watch here.
Thanks to Daniel O’Connor, NH Warrior, and Sean Jones for becoming Knife Steel Nerds Patreon supporters!
D2, PSF27, and CPM-D2
I previously wrote an article about the history of D2 here. It was patented in 1927, a modification of earlier “high carbon, high chromium” steels that had been used since at least 1910 as an alternative to high speed steels which had a large amount of expensive tungsten. D2 has been used in knives since at least the 1960s, in part because of its ubiquity as a tool and die steel. It continues to see use both by custom knifemakers as well as production knives. In particular it has seen popularity in recent years in “budget” production folders.
In 2002 a “sprayform” version of D2 was introduced by Danspray, this steel is now sold as PSF27 by SB Specialty Metals. In 2007, Crucible introduced CPM-D2, a powder metallurgy version of D2. Powder metallurgy technology greatly decreases carbide size for improved toughness. Sprayform is an intermediate technology that has carbide size in between conventional and powder metallurgy production. A comparison of the microstructure of D2, PSF27, and CPM-D2 is shown below.
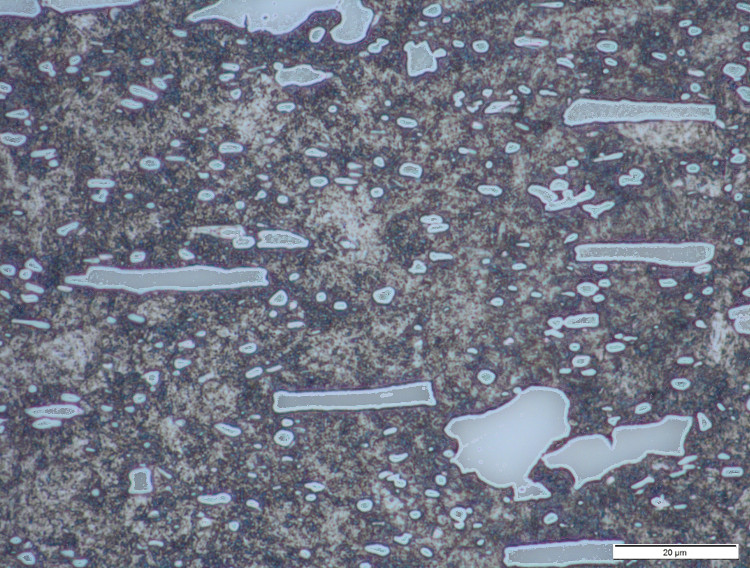
D2
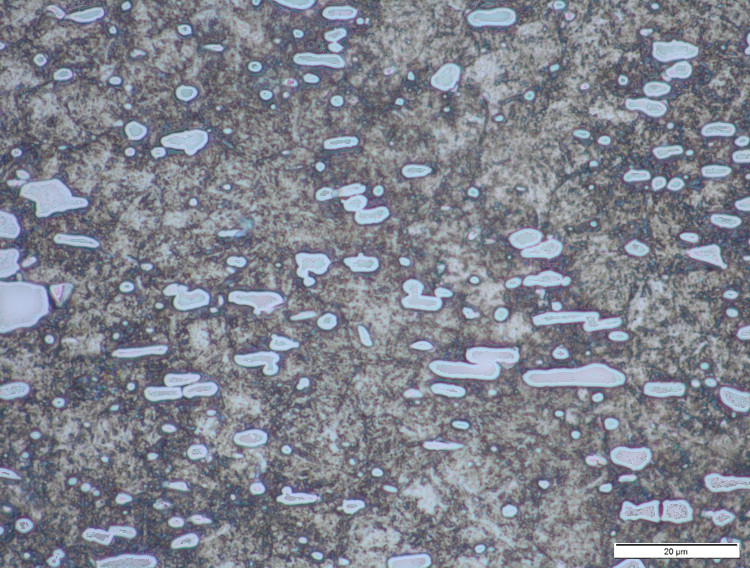
PSF27
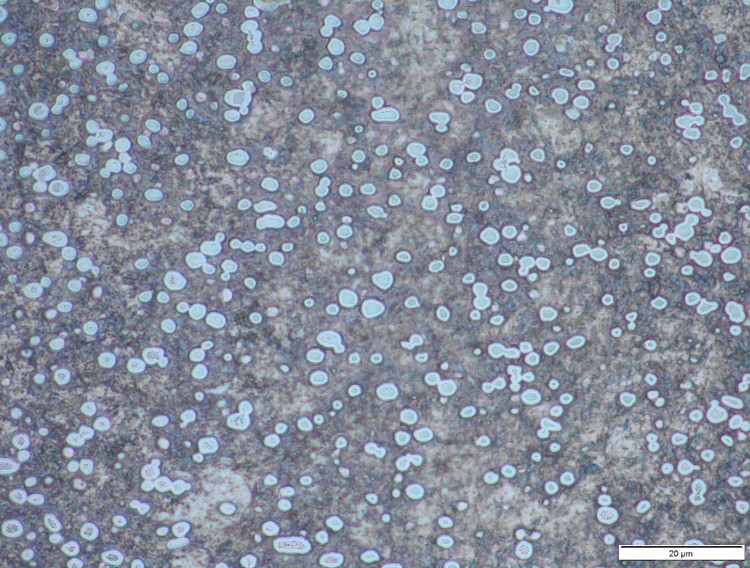
CPM-D2
Heat Treatment Response
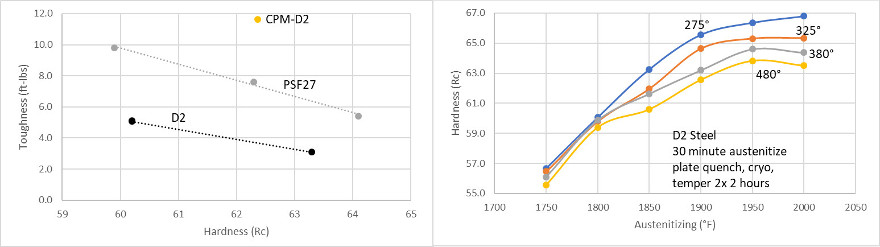
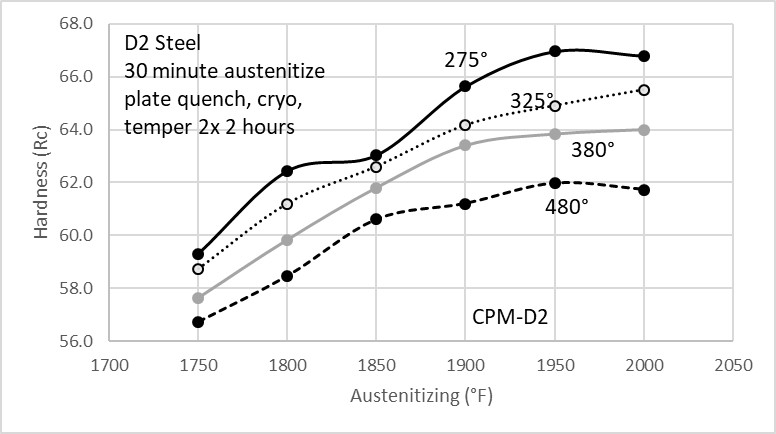
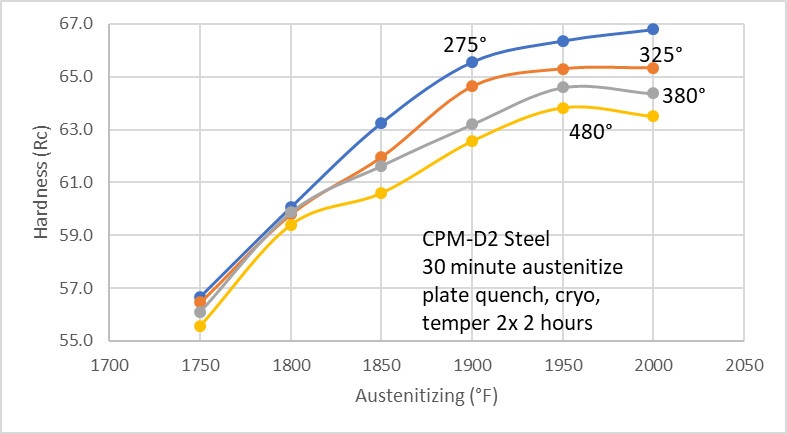
Because each of these three steels have the same composition their heat treatment is very similar. In some cases the hardness after heat treatment can be somewhat better for powder metallurgy steels because of the finer and more evenly distributed carbides. However, in my heat treatment tests I did not see a big difference in hardness between conventional D2 and CPM-D2. All of these heat treatments were performed with cryo. The hardness with cryo seems to top out around 1950-2000°F or so and rather high hardness can be achieved, around 66 Rc or so if desired. Using a standard heat treatment of 1850-1875°F along with 400-500°F tempering leads to 60-62 Rc.
Heat treatment data without cryo is widely available from different steel manufacturers, such as from Latrobe, Carpenter, Crucible, Bohler, or Uddeholm. Without cryo peak hardness is achieved when quenching from about 1875°F resulting in 64-65 Rc. Tempering down to 400-500°F results in 1-2 Rc lower than without cryo.
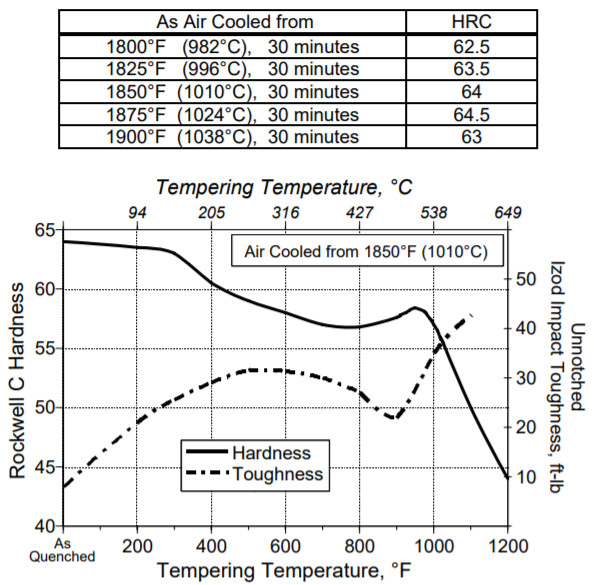
D2 data from the Latrobe datasheet
Toughness of D2, PSF27, and CPM-D2
I have performed some toughness measurements of D2 using our standard subsize charpy specimen. The D2 steel was heat treated and ground by Devin Thomas. The PSF27 specimens were heat treated by Michael Drinkwine. The CPM-D2 specimens were heat treated and ground by myself. All were heat treated with a 30 minute hold time, plate quench, and cryo followed by a double temper.
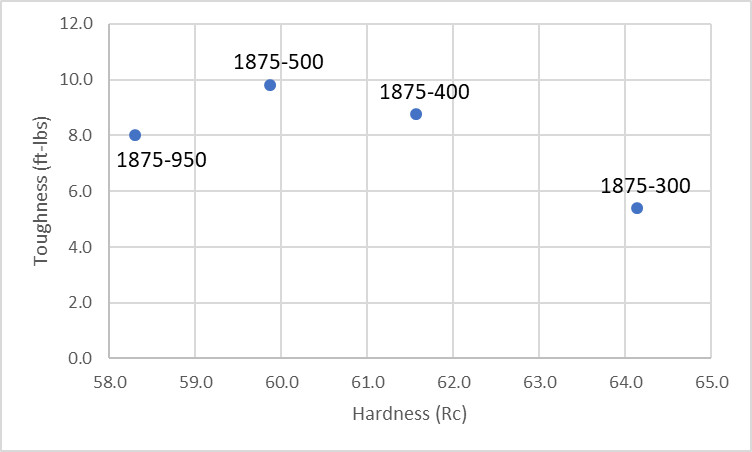
PSF27
The most heat treatment conditions tested were from the PSF27 specimens so those are the ones I am focusing on here. In general the specimens had similar hardness to those of D2 and CPM-D2 tested for heat treatment response. In terms of austenitizing temperature, 1850 and 1875 led to similar hardness and toughness, 1900 led to an increase in hardness with a corresponding decrease in toughness, and 1925 led to an increase in hardness but toughness is starting to nosedive. Therefore I would recommend restricting austenitizing temperatures to no higher than 1900°F in most cases unless maximum hardness is necessary.
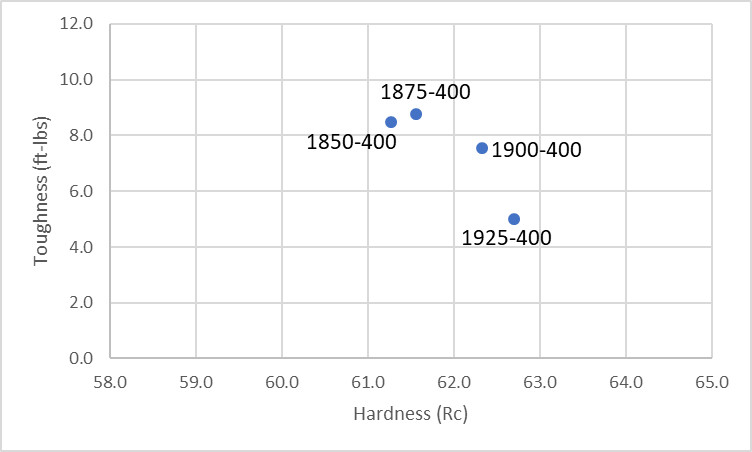
For tempering, 400°F led to a good combination of hardness and toughness, with around 8.5 ft-lbs and 61.5 Rc. Increasing the tempering temperature to 500°F led to an increase in toughness to nearly 10 ft-lbs at the cost of around 1.5 Rc. A temper at 300°F achieved rather high levels of hardness (64 Rc) with a corresponding decrease in toughness. However, the hardness-toughness trend for 300-500°F in relatively linear, meaning no steep drop in toughness for 300°F from brittleness. Therefore, a 300-350°F temper is acceptable when higher hardness is desired for strength and edge retention. A high temper of 950°F led to less hardness and toughness than a 400-500°F temper so high temperature tempering is not recommended.
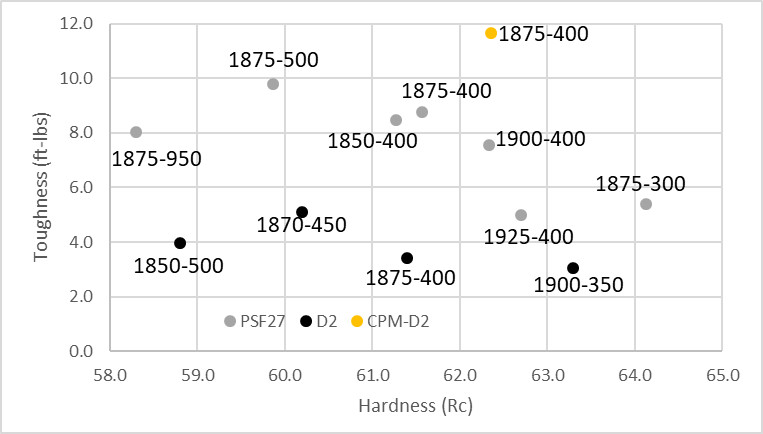
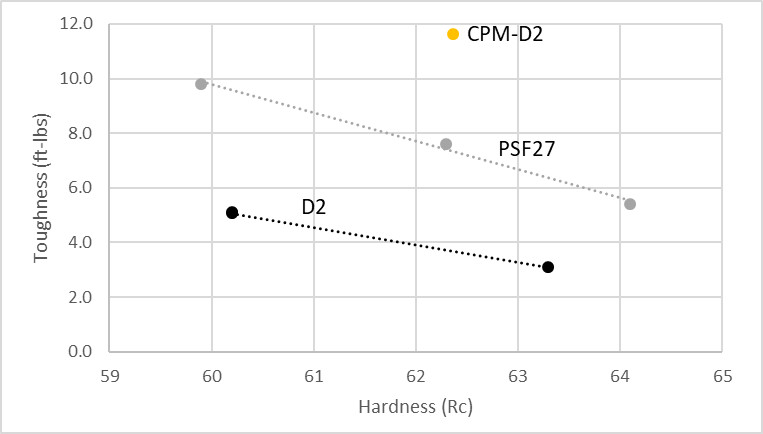
PSF27 vs D2 and CPM-D2
And below I have the full chart of hardness-toughness values for PSF27 along with conventional D2 and CPM-D2. The conventional version had similar hardness with the same heat treatment but significantly lower toughness as expected from the larger carbide size. One interesting thing to note is that PSF27 with 64 Rc had higher toughness than conventional D2 at 60 Rc. So switching to PSF27 (from D2) in combination with higher hardness could provide an increase in edge retention and strength with no reduction in toughness. CPM-D2 was another significant bump in toughness vs the PSF27.
Heat Treatment Recommendation
So based on the above data, I recommend austenitizing for 30 minutes at 1850-1900°F and temper between 300-500°F depending on desired hardness. When heat treating without cryo, the recommended austenitizing range is 1850-1875°F. In either case, a plate quench is good for maintaining flatness while being plenty fast enough for achieving good hardness. A standard temper of 2x 2 hours each works just fine. These heat treatment recommendations are similar to those that have been recommended in datasheets from steel manufacturers for decades so it is good to confirm that those standard heat treatments work well.
Length of Cryo
Time in liquid nitrogen or dry ice needs to be no longer than for the knife to reach the cold temperatures. In other words 30-60 minutes is sufficient. There are many studies on the effects of cryogenic processing on D2 in terms of wear resistance. Some of those claim that a long hold time, such as 36 hours, at cryogenic temperatures lead to an improvement in edge retention. However, a comparison I made between a 36 hour cryo and no cryo D2 at similar hardness led to no difference in edge retention. Read this article for more.
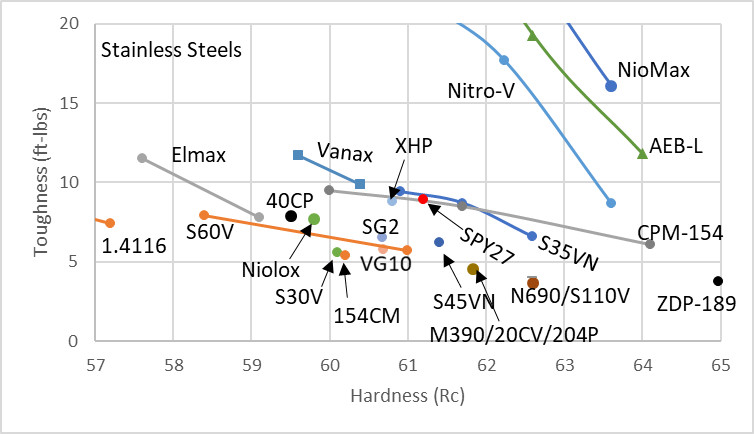
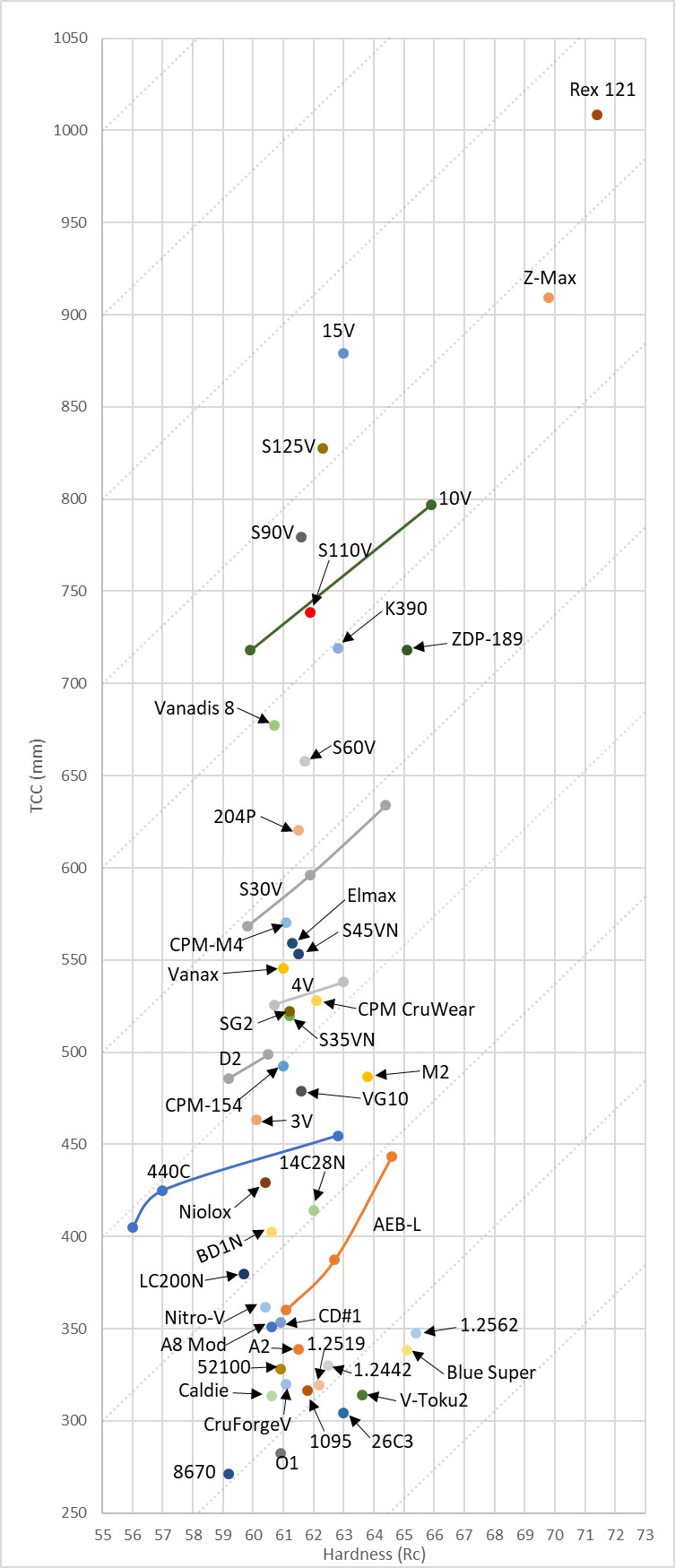
Comparisons to Other Steels and Alternative Choices
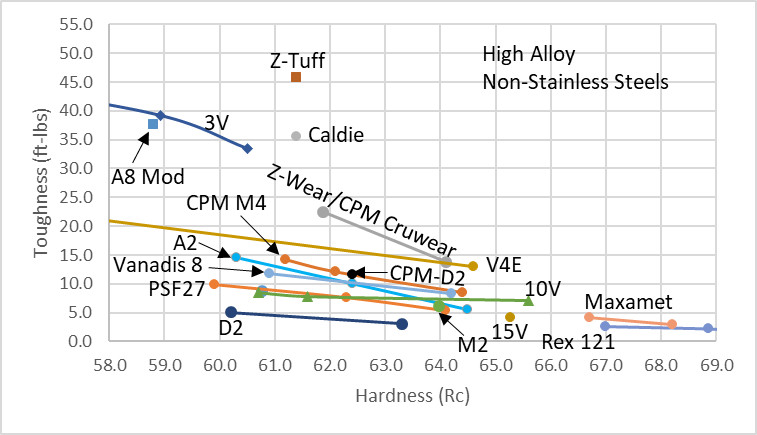
The toughness and edge retention of PSF27 is no better than CPM-154, but CPM-154 has the benefit of being truly stainless. Therefore the only reason to use PSF27, as I see it, is because it is somewhat cheaper than CPM-154. Both have primarily chromium carbides making finishing and sharpening relatively easy with aluminum oxide abrasives and stones. Ditto for conventional D2 and 154CM, they have similar toughness and edge retention but 154CM is stainless. Therefore I tend to recommend 154CM and CPM-154 rather than D2 and PSF27. CPM-D2 does have somewhat better toughness than CPM-154 so it may have some specific use cases. For higher edge retention than CPM-D2 with similar toughness you can use CPM-M4, 10V, Vanadis 8, or K390 at the cost of ease in finishing and a little bit of corrosion resistance. For higher toughness, a little bit better edge retention, and similar corrosion resistance you can use CPM-CruWear.
Summary and Conclusions
The finer carbide structure of PSF27 provides superior toughness vs conventional D2. And the yet finer structure of CPM-D2 gives it better toughness than either PSF27 or D2. A recommended heat treatment would be 1850-1900°F for 30 minutes, plate quench, cryo, and temper 300-500°F. Without cryo the austenitizing temperature should be no higher than 1875°F. There are alternative grades that have more desirable properties, in my opinion, such as CPM-154 for better corrosion resistance, 10V/Vanadis 8/K390 for better edge retention, or CPM CruWear for better toughness. And 154CM can be used as a relatively low cost stainless steel with comparable toughness and edge retention to conventional D2. However, D2 has been a mainstay in knives for decades now and these heat treatment recommendations will hopefully help those knifemakers and companies that choose to use it.
Great article ! thanks for publishing, had not heat treated D2 in a couple years, a great reference for temps and toughness.
I notice Larrin that you do not touch on the high vanadium in D2 at .85% and higher in some Carpenter D2 we got hold of. We sent some paper dotting blades to big for our oven (25″). They ran a PMI gun on it and got back 1.30% V with 12.8% Cr and Mo at nominal .70%. They ran the PMI because their tests were showing a harder Rc hardness than it should have been. Still even at .75% we got Vanadium carbides in the matrix with the high Cr carbide mix and I’m sure there was some Moly carbides in the pot as well. I would like to hear your thoughts on this as D2 holds an edge well even at lower hardness and that it exceeds what one would expect out of just a high Cr carbide count it seems to me.
Here is another problem I ran into and it was a newbie knifemaker had some CPM D2 he bought a Jantz supply and he listened to another knifemaker and did his D2 at 1900 with a plate quench and LN cryo, but he only was getting as quenched HRC 57-58. I looked up my old notes and told him to drop down to 1850-1575 max and I hung up thinking 1900 shouldn’t make that much difference. Then it occurred to me to ask him how long his oven took to heat up. 90 minutes to go from room temp to 1900! I told him he was Heating his steel way too long, but something you wrote somewhere came back to me. I told him to heat his oven up to 1850 and 20 mins before it reached that to put his blades in his house oven heat to 450 then when it hit 1850 put the blades into his HT oven. Then 25 mins later in the time his oven took to heat back up after the door had been opened to hit 1875 he started quenching. He got 64-65 as quenched hardness. I told him to put the blades in his freezer before he could get to the machine shop’s LN and to pack the blades under a block of dry ice. He asked if the dry ice would do a cryo by itself, but I just told him if you have -320 F why use -109?
I told him he might be able to save the blades he overheated by Tempering them at 1000 degrees according to something Carpenter put in their Temper Data page on D2. He put the blades in at 900 and took them out 20 mins later at 1000 degrees let cool and with another cryo he was able to get most of them up to 60 Rc hard.
I did tell him AEB-L only needed -95 and dry ice would work well for that. I also told him he did not need any liquid medium to put the dry ice in, just place the flat blades between two sheets of metal and put a block under and on top. A good ice chest would keep the dry ice for at least three days depending on conditions and the knives would easily hit -105. Just FYI.
Hi
This is Steve Breer from SB Specialty Metals.
We have renamed the PSF27 to PSB27 and it is being made at a brand new facility.
We have also started stocking much more weight on PSB27 and have sheets for knife steel in stock.
I grew up hating math and science , yet at 40 I read this article on the edge of my seat and can’t wait to read the book. I truly am a “nerd” of the knife variety. Thanks for your work.
Awesome!