Thanks to Robert Erickson, knifeandgear_swiss, Dale Bushness, and Paul Hart for becoming Knife Steel Nerds Patreon supporters!
Update 10/22/2020: I now have an article with how to heat treat D2, PSF27, and CPM-D2 and it also includes toughness testing of each steel and edge retention testing of D2. https://knifesteelnerds.com/2020/08/31/how-to-heat-treat-d2-psf27-and-cpm-d2/
D2 Steel
D2 is a common tool steel and knife steel. It is also known by other names such as the Japanese designation SKD11, German designation 1.2379, Hitachi SLD, Uddeholm Sverker 21, and many others. How long has it been around? Where did it come from? Who started using it in knives? How do its properties compare to other steels? Find your answers here!
Early Chromium Steels
The development of D2 steel coincides in part with the invention of stainless steel as well as high speed steel. You can read an article about the history of stainless steel here or the history of high speed steel here. D2 is part of a tool steel category called “high carbon, high chromium” steels. The production of chromium-alloyed steel wasn’t practical until ferrochromium was developed in 1821 and more practically in 1895 with the development of low carbon ferrochromium. The first commercially produced steel with a chromium addition was in 1861 by Robert Mushet, the inventor of the first tool steel [1]. A patent on chromium steel was granted to Julius Baur in New York in 1865 [1]. Robert Hadfield reported on the properties of chromium-alloyed steels in 1892 and also covered high carbon, high chromium steels which were in their infancy [2]. However, he concluded that the forgeability of the alloys was poor and often cracked, and said that a steel with 1.27% C and 11.13% Cr was at the limit.
Development of High Carbon, High Chromium Steels
After 1900 the number of people experimenting with chromium steels and tool steels in general exploded [1]. That date coincides with the discovery of high speed steels that I linked above. Also early in that period they developed high speed steels which used Cr-alloying rather than Mn-alloying for hardenability, where they used about 4% Cr. They also added large amounts of tungsten for hot hardness. The period of rapid development that occurred in the period shortly after 1900 is very difficult to nail down. Many companies and people were developing steel, and there was also widespread copying. James Gill (read about him here) writing in 1929 reported that he could not find which company was the first to produce high-carbon high-chromium steel [1]. In Becker’s High Speed Steel book in 1910 he reported that a steel with 2.25% C and 15% Cr was being used in Europe, particularly in France. In the USA a patent was granted in 1916 to Richard Patch and Radclyffe Furness for steel with 1-2% carbon and 15-20% chromium [3]. They gave an example composition of 1.35% C and 19.5% Cr which looks like it would be a stainless steel but was not patented as such. In the patent they stated that they had only heard of steels with carbon above 2% and chromium between 12-16%. High carbon, high chromium steels were frequently used in England during World War I for a range of applications including dies and cutting tools [4]. Cutting tools were more typically produced with high tungsten high speed steel at the time because of the superior hot hardness with high speed steel. You can read about hot hardness in the article on high speed steel. However, tungsten was expensive and difficult to obtain leading to the use of high chromium steel as an alternative. Those early high carbon high chromium steels were more similar to the modern D3 or D4 steels rather than D2 because their carbon content was higher, around 2.2-2.4%.

Development of D2
In 1918 a patent was filed in England by Paul Kuehnrich [5] for a high carbon high chromium steel modified with cobalt, approximately 3.5%. The cobalt addition was to improve the hot hardness of the steels so that they were closer to high speed steel. You can read more about what cobalt does to steel in this article. The patent has fairly broad chemistry ranges: 1.2-3.5% carbon, 8-20% chromium, and 1-6% cobalt. However, interestingly the example alloy given had 1.5% C, 12% Cr, and 3.5% cobalt which without the cobalt would be very close to modern D2.
While in the USA the high carbon high chromium steels were not used as a replacement of high speed steel, it did gain in popularity with die steels. Die steels required high wear resistance which was gained through the large amounts of chromium carbide present in those steels. These were initially the D3-type 2.2-2.4% chromium steels which had relatively poor toughness and machinability. These steels also did not typically contain vanadium or molybdenum. A composition consistent with D2 was not reported by Gill in 1929 [1] so even if it existed by that point it was likely not in widespread use.
Update 4/11/2019: I finally found the patent for D2, the application was filed June 30, 1927 by Gregory Comstock of Firth-Sterling Steel company. Comstock, Gregory J. “Alloy steel.” U.S. Patent 1,695,916, issued December 18, 1928.
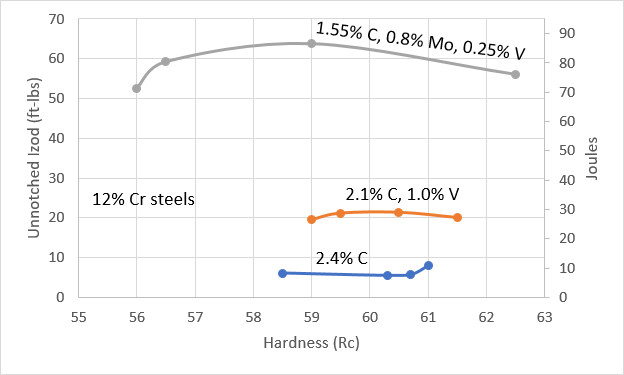
By 1934 a composition consistent with D2 was discussed with 1.55% C, 12% Cr, 0.25% V, and 0.8% Mo [6]. It wasn’t yet named D2, of course. The molybdenum was added to make it a true “air hardening” steel which allows the steel to fully harden in thick sections or without oil. Without Mo, the high Cr did make the steel quite hardenable but not enough to make it truly air hardening. The vanadium addition was made to improve toughness which it does by refining both the grain size and also the carbide structure. This new D2-type steel was gaining in popularity because of its “air hardening property, low distortion and better machining quality than the other [high carbon, high chromium steels]” [6]. It was also reported to be, “the most universally adaptable of the…high carbon high chromium steels” [6]. And as mentioned previously the lower carbon meant much greater toughness than the earlier D3-like steel which you can see in the figure below. Vanadium and nickel additions had been experimented with the D3-type, 2.2% carbon steel, but while that improved toughness, the lower carbon D2 was much tougher. From that point D2 became one of the most popular tool steels, particularly in dies. New “better” steels made for dies continue to be compared to D2 because of its ubiquity.
D2 in Knives
It took some time before D2 was used in knives. The first recorded use I can find is by D.E. Henry in 1965 or 1966 [7][8]. He tried the higher carbon D3 first followed by D2, unintentionally mimicking the order in which they were developed. Due to its popularity as a tool steel, it was only a matter of time before someone used D2. Its relatively high wear resistance along with good hardness and toughness made it work well as a knife steel. With its high chromium content it had a unique position in the stainless vs carbon steel debate. D2 has somewhat better wear resistance and toughness than 440C, the most commonly used stainless steel in the 70’s, so for makers who felt that the stain resistance of D2 was “good enough” it could offer superior properties. You can read more about how corrosion resistant D2 is in this article. It also had much greater wear resistance than the carbon steels commonly used by forging bladesmiths, so was used by some knife makers that wanted a high wear resistance steel. D2 has since been used in many knives, famously by makers such as Bob Dozier.
Carbide Structure of D2
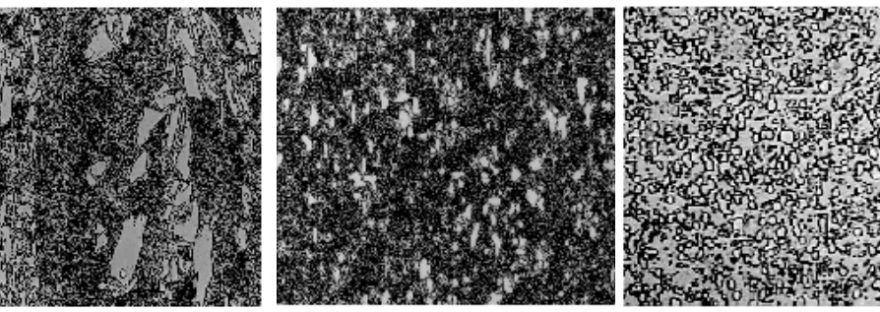
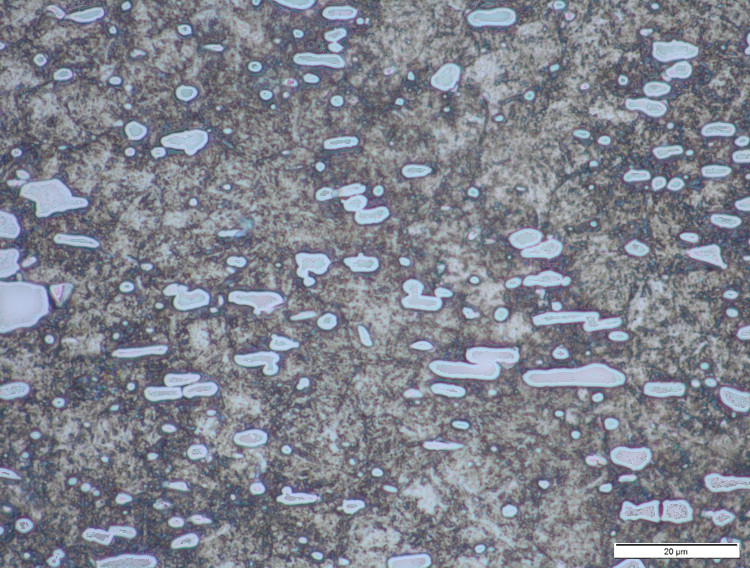
The large carbides in D2 limits its toughness and also its edge stability. A powder metallurgy version, CPM-D2, was released around 2007 [9] to reduce the carbide size, which is reported to improve the toughness, corrosion resistance, and heat treatment response. You can read more about why D2 has large carbides and the powder metallurgy process in this article. Sprayform is a somewhat similar technology that leads to a somewhat larger carbide size than powder metallurgy. There is a sprayform version of D2 called PSF27 produced by Dan Spray in Denmark, made at least since 2002 [10]. You can see the decreasing carbide size in conventional (well, ESR anyway), spray form, and PM D2 in the images below [10]. Note the PM is at a higher magnification.
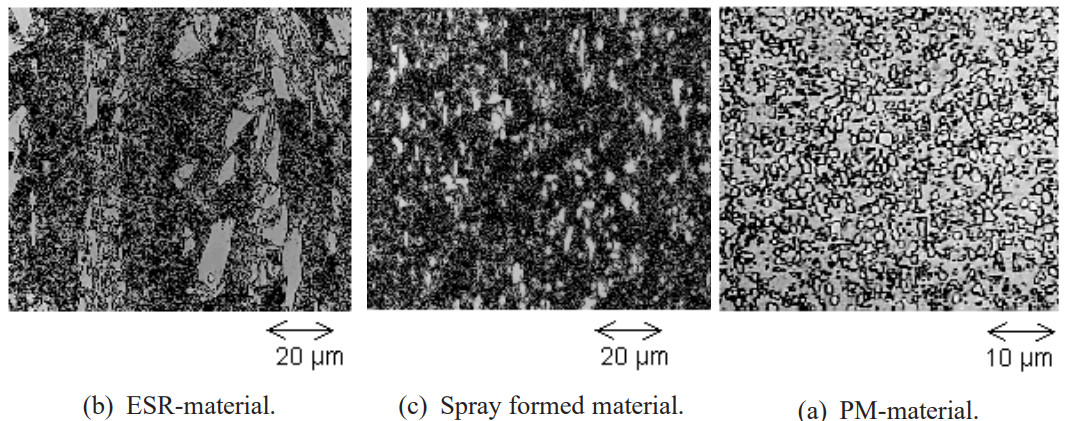
Those are pretty low resolution micrographs. I took micrographs of D2, PSF27, and CPM-D2 which are shown below:
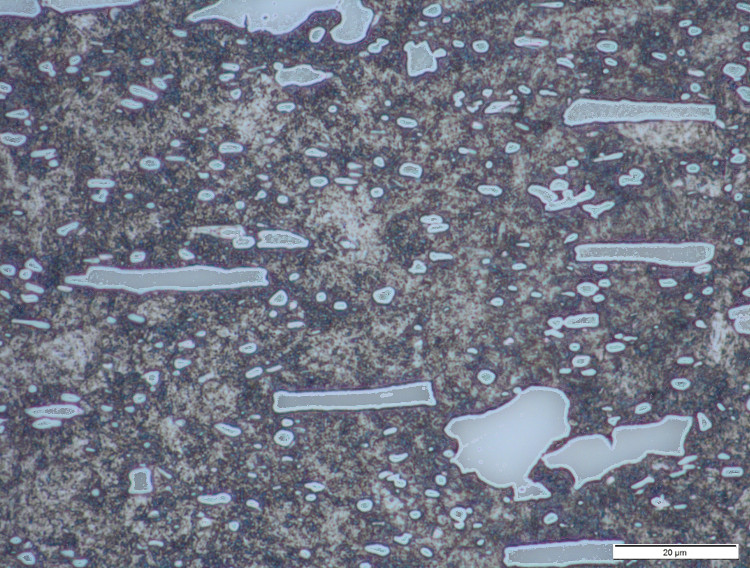
Conventional D2
PSF27
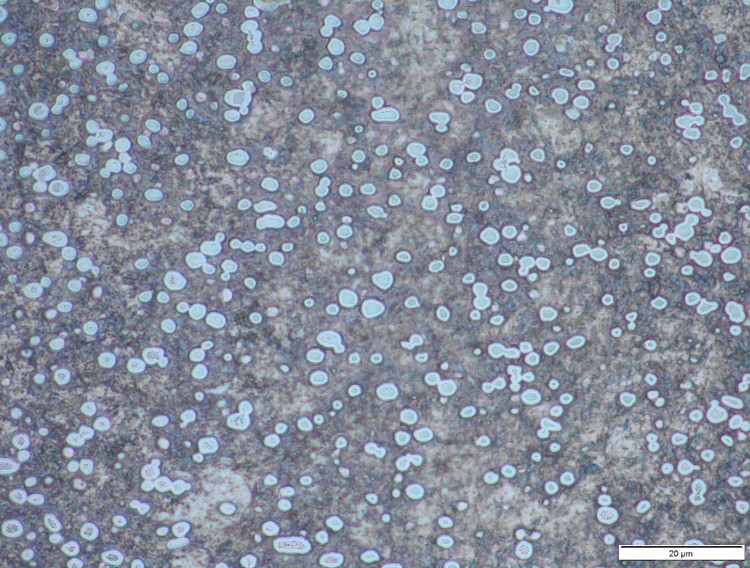
CPM-D2
Properties of D2
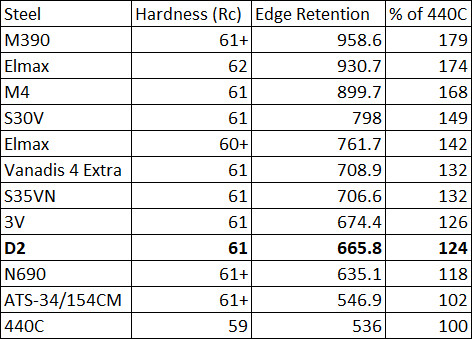
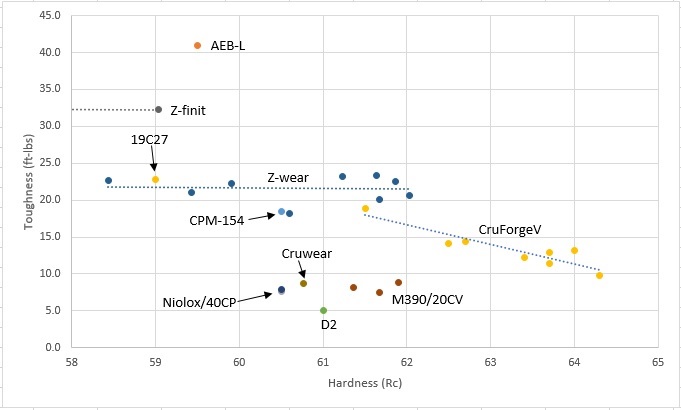
Bohler Uddeholm measured the edge retention of D2 along with other steels with CATRA testing and found it to be somewhat better than N690, ATS-34/154CM, and 440C, on par with 3V, but worse than S35VN, Vanadis 4 Extra, Elmax, S30V, M4, and M390 [11]. I also calculated the edge retention relative to 440C which is a value that Crucible has reported in the past.
Crucible reports that D2 has toughness roughly equivalent to 10V, better than 440C and S90V, but worse than 3V, CruWear, and A2 [12][13][14].
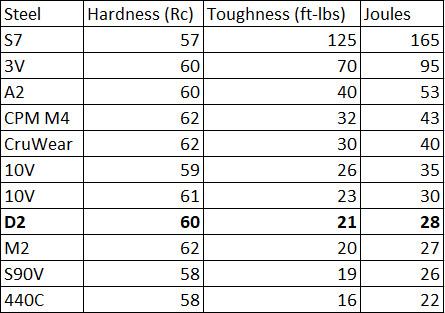
In our toughness testing D2 was not very impressive though we have only tested one heat treatment and have not compared to many other low toughness steels like 10V, 440C, and S90V:
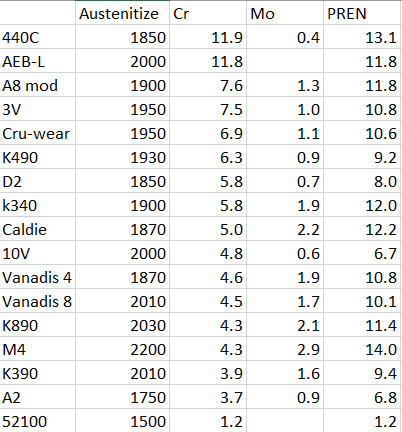
I previously wrote about the potential corrosion resistance of D2 in this article. Its corrosion resistance has been somewhat over-promoted in some cases because of its high chromium content. Approximately half of that chromium is tied up in carbides where it doesn’t contribute to corrosion resistance. Therefore, it has good corrosion resistance for a tool steel, though there are some non-stainless steels that potentially have better corrosion resistance, particularly many of the 8% Cr steels like 3V or CruWear. Here is the chart from that article with the steels ranked by “chromium in solution” which is approximately equal to the corrosion resistance of each steel:
D2 in Knives Today
D2 continues to see use in knives; a search on BladeHQ brings up 1,690 available knives in D2. Knifemakers like Bob Dozier have built their reputation on making a superior knife with D2. With the rise of powder metallurgy vanadium-containing steels, there are now other options with both higher wear resistance and toughness. Or powder metallurgy stainless steels that can match or exceed its wear resistance and toughness but with better corrosion resistance. Powder metallurgy steels are much more expensive than D2, as D2 is conventionally produced and widely available from virtually every tool steel company. Therefore from a cost perspective D2 still has an advantage over many newer steels. The newer sprayform and PM versions of D2 help to make up some of the difference in properties relative to other powder metallurgy steels. Due to its good properties and reputation built over decades, D2 will likely continue to be seen in knives.
Conclusions
High carbon, high chromium steel was developed as an alternative to high speed steel in England in the early 20th century. These steels were similar to the modern D3 tool steel with very high carbon (2.2%). The carbon was reduced to 1.5%, and additions of Mo and V were made to improve the toughness and hardenability of the steel which was in use by 1934. This steel became what we know as D2, which is popular as a die steel. The steel was first used in knives by D.E. Henry in 1965 or 1966 and became popular in knives. Sprayform and powder metallurgy version have been produced to improve the toughness and refine the microstructure of D2. D2 has good wear resistance, hardness, and adequate toughness.
[1] Gill, J. P. “High-carbon high chromium steels.” Trans. ASST 15 (1929): 387-400.
[2] Hadfield, Robert Abbott. “Alloys of Iron and Chromium, Including a Report by F. Osmond.” J. Iron Steel Inst. 42 (1892): 49.
[3] Patch, Richard H., and Radclyffe Furness. “Tool-steel alloy.” U.S. Patent 1,206,902, issued December 5, 1916.
[4] Gill, James Presley, Robert Steadman Rose, George Adam Roberts, Harry Grant Johnstin, and Robert Burns George. Tool steels. American Society for Metals, 1944.
[5] Kuehnrich, Paul Richard. “Steel.” U.S. Patent 1,277,431, issued September 3, 1918.
[6] Wills, W. H. “Practical Observations on High-Carbon High-Chromium Tool Steels.” Trans. ASM 23 (1935): 469.
[7] Warner, Ken. Knives,’84. DBI Books, 1983.
[8] Henry, D.E. Collins Machetes and Bowies, 1845-1965. Krause Publications, 1995.
[9] https://www.bladeforums.com/threads/cpm-d2.470623/
[10] Schruff, I., V. Schüler, and C. Spiegelhauer. “Advanced tool steels produced via spray forming.” The Use of Tool Steels: Experience and Research 2 (2002): 973-990.
[11] https://knifesteelnerds.com/wp-content/uploads/2018/08/Bohler-Uddeholm-CATRA.pdf
[12] https://www.alphaknifesupply.com/Pictures/Blade-Steel/CPMS90V-Crucible.pdf
[13] http://www.crucible.com/PDFs/DataSheets2010/ds10Vv1%202010.pdf
[14] http://www.crucible.com/PDFs/DataSheets2010/dsD2v12010.pdf
I like D2 type things for edc type knives, but find that sometimes they dont respond very well to heat treat… and do not harden as per the spec sheet. Our suppliers seem to treat them all as the same, but K110 from bohler does not always do what the datasheet says it should… typically my results concur very well with the datasheets… so it makes me wish for an inhouse hardness tester so i can verify hardness with every batch of steel i get
Thank you for the article.
About the CATRA test results I’m confused about the difference between S30V and S35VN. I though there was essentially no difference in edge retention between these 2 steels and the only difference was an little increased toughness in S35VN.
Hi Patrick,
Perhaps you are referring to the S35VN datasheet where both S30V and S35VN are listed as having CATRA performance of 145% of 440C. However, there is an asterisk next to the S35VN value and if you follow that down it says, “Estimate based upon market feedback.” In other words, they didn’t actually measure it. According to their own datasheet the MC carbide volume was reduced from 4% to 3.5% with the modification of S30V to S35VN which we would expect to lead to a small reduction in CATRA edge retention.
You’re right. I haven’t seen this funny “Estimate based upon market feedback” comment.
I think Crucible is borderline dishonest to display this 145% value in the official datasheet.
Thanks!
Was the D2 that was tested cryogenically treated? And if so was it a deep cryo?
In your toughness testing of D2, from which manufacturer did the material and heat treat come from, respectively? Do you expect this to be representative of most D2 samples, and if not, where on the scale would you place it? (i.e.- most D2 being better than the test sample, most being worse, etc.)
The D2 came from Crucible steel. I would expect the toughness to be similar to other D2 assuming the heat treatment is done correctly.
Would D2 be a good candidate for layering in a damascus type billet with 15N20 or a low alloy steel such as 4140? would doing so potentially help with toughness and edge durability?
No D2 needs to be austenitized at a much higher temperature than 15N20 and 4140.
D2 was a favorite of mine and I used 1875 to HT and air quenched with a very very fine misting air blast from a spray gun at 48 inches and got a hardness of HRC 64 hardness as quenched. I then heard about plate quenching and used that process with Aluminum plates and got nearly the same result. I heat treated for a machine shop and HT various metals with D2 being a common one. I notice that you do not talk about the .80 to .90% Vanadium in modern D2 and what part the VC would play because at that % the carbides would form? I suppose it isn’t a lot, but CruforgeV has .75% and it makes a difference in that steel is why I ask.
Because of the high Cr content D2 has little or no VC.
As a non-metalurgist type, I found the info easy to digest. Thanks for non mumbo-jumbo explanation!
Thank you very much for such a detailed review of steel! I wonder if the CPM D2 version will work well for razors due to its structure? My friend made a couple of razors from regular D2, but they get dull pretty quickly, as I understand from this article, this is due to the size of the carbides, which chip away on very thin cutting edge
Just a personal preference observation regarding the use of CPM D2.
I chose that steel to for knives I used for my trade. I precisely cut thin plastics, thick rubber, copper ribbon, copper mesh and also used the knives to scrape oxides from metal surfaces.
The knives I could purchase needed sharpening too often and so I replicated them using CPM D2. I recall shooting for 62 Rockwell but do not remember the details of my heat treatment. In addition I did not test hardness.
While much better than the commercial alternative I was still not satisfied with the performance of D2 knives. Easy enough to sharpen but dulled quickly by edge chipping. This is not a problem you should experience with razors.. Surprisingly I had trouble with corrosion as well. Much of the time the work environment was moist and swings in temperature led to condensation on my tools.
I would certainly give CPM D2 a try for razors I like the color and the way it polishes, my latest was M4, but I think my next razor will be magna-cut