Thanks to Scott Larimore, Ryan Davis, David Mullin, Andrew Lutomirski, Nathan Thurman, Brome McCreary, Anthony Smallwood, Leitgeist, and Mike Walton for becoming Knife Steel Nerds Patreon supporters! On Patreon we now have four updates about an upcoming new knife steel with very promising results.
Measuring the Matrix
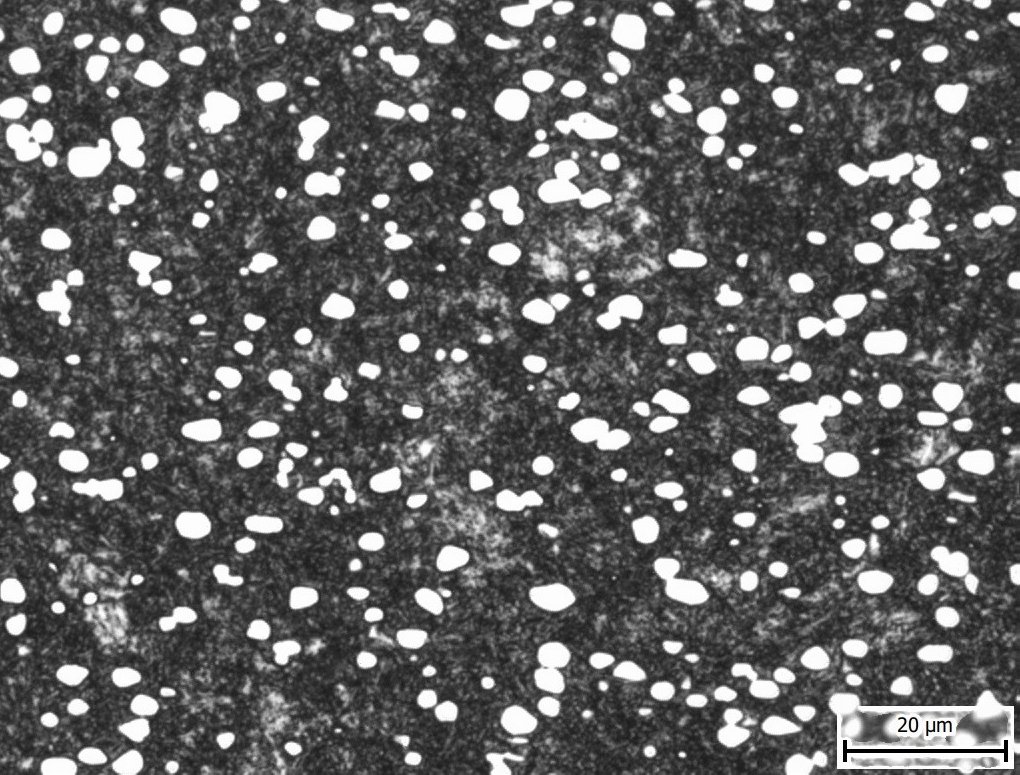
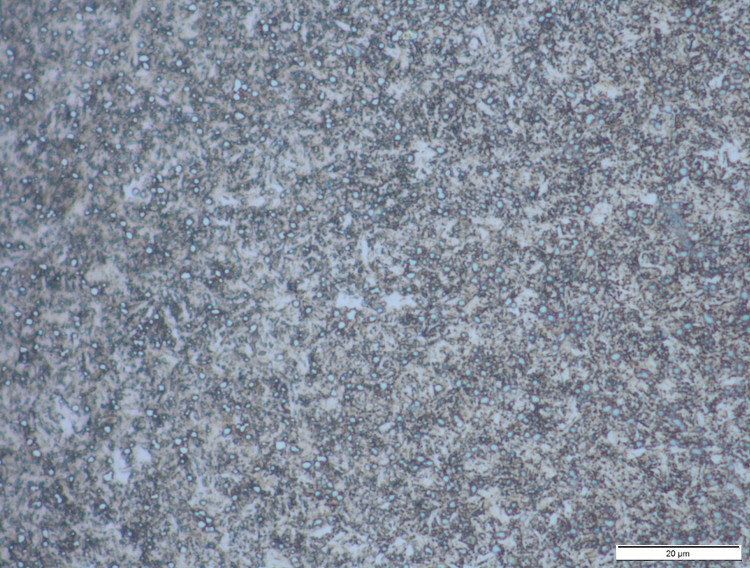
Elements in steel are primarily found in two major areas: (1) carbides or (2) dissolved into the steel itself, referred to as the “matrix.” Carbides are hard particles made up of carbon and another element, such as iron, molybdenum, tungsten, vanadium, etc. The carbides are the white particles in the micrograph below, while the dark background is the matrix.
When heat treating steel, it is heated up to high temperature, called “austenitizing” before quenching rapidly (such as in oil) to achieve strong, high hardness steel. During the high temperature soak, some of the carbide is dissolved putting more elements into solution. The elements in solution (in the matrix) control greatly the properties of the steel. For example, carbon in solution greatly dictates the hardness after quenching. And elements like molybdenum and tungsten control the hardness after being reheated to higher temperatures for tempering. This is important because certain steels are designed for machining at high speeds where they heat up, and they need to maintain their hardness for good performance. These are called “high speed” steels, and the ability to maintain hardness at higher temperatures is known as “hot hardness.”
Carbon in solution vs hardness [1]
Effect of Molybdenum on hardness at high tempering temperatures [2]
In the 1940s, methods were developed for separating carbide phases from steel to evaluate them [3]. They used electrolytic etching to dissolve away the steel, leaving the carbides. Once separated, the composition of the carbides could be more easily measured. And the structure of the carbides could be evaluated with x-ray diffraction techniques. With the known composition of the total steel, in combination with measurements of the composition and total volume of the carbides, they could then calculate the composition of the “matrix” of the steel.
The ability to measure the matrix composition was a breakthrough in understanding how steel works, and early research focused on high speed steels. Up until that time, development of high speed steels was a very qualitative, iterative process. They would try higher or lower carbon, they would try different additions of this or that element, etc. until a good set of properties was achieved. How the steel was getting its good properties was not well known until after many years of study. The steels had significant amounts of carbide which would contribute to wear resistance while also reducing toughness. However, the high strength and hot hardness of high speed steels came from the elements in solution. So analyzing the matrix composition of high speed steels allowed them to have a better understanding of just how much of each element was contributing to the behavior of the steel, as opposed to affecting properties through carbides.
Using the Matrix
In the late 1950s and early 1960s, metallurgists for VASCO steel used the measured matrix compositions of different steels and produced that composition as a steel product for analysis [4]. This leads to a steel with nearly identical matrix composition to the original high speed steel but with little or no carbide present after heat treatment. They discovered that these steels with greatly reduced carbide content would have much greater toughness because of the lack of large, brittle carbides. And while this leads to reduced wear resistance, of course, there are applications where a combination of the high hot hardness of a high speed steel is beneficial in combination with high toughness. The first of these steels to be commercialized was a matrix version of M2 high speed steel, shown below, which was the most common high speed steel in use at the time (and likely today). This steel was named VASCO-MA [5]. The second steel they produced was a matrix version of M42, one of the early ultra high hardness high speed steels (69-70 Rc), called VASCO Matrix II [6].
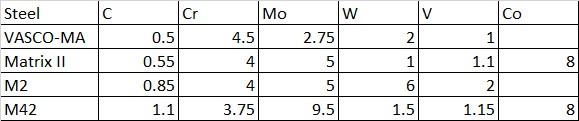
Some differences were identified between the properties of the Matrix steels and the parent originals, apart from only the elimination of carbides. Because all of the carbide would be dissolved by austenitizing at the same temperature as the original, grain growth could be extreme by using the same temperature. Instead, the steel would be austenitized about 175°F lower so that some carbide would be maintained to “pin” the grain boundaries and maintain a fine grain size. Ironically, this results in a somewhat different matrix composition than the original. This means that the matrix steels were somewhat lower in hardness after heat treatment, and also because a significant amount of carbide does contribute somewhat to the final hardness. So Matrix II would be heat treated to about 65-66 Rc rather than the 69-70 Rc of the original M42.
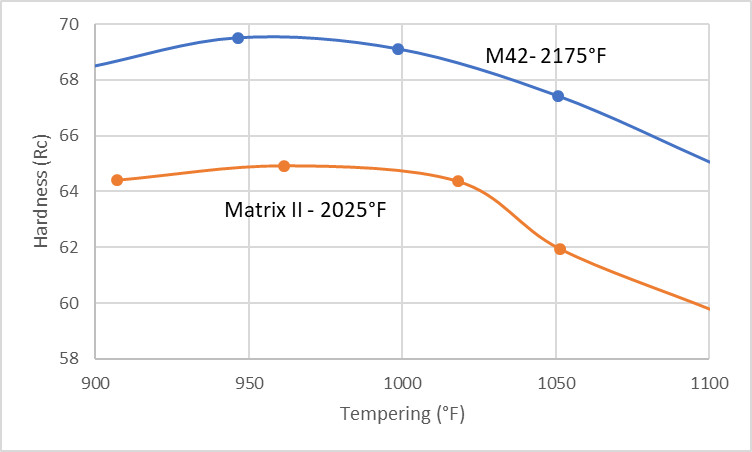
Data adapted from [7] and [8]
Designing New Steels
However, it was not just the development of these matrix steels that resulted from the measurements of the matrix. This was part of a fundamental shift in steel understanding and design. With a knowledge of the effects of each element on the matrix, and of the composition and structure of carbides, steel design could target specific matrix compositions and carbide volume fractions for different applications. This is not an easy process, of course, and metallurgist’s ability to target a specific composition relied on experimental work, rules of thumb, and simple equations. However, our ability to design steels in this way continues to improve, and we have very advanced methods for doing so now with software packages such as ThermoCalc. The growing knowledge of carbide and matrix compositions were increasingly being used in steel design, such as in the development of M41 by Crucible in the 1960s. They published a paper, “High Performance High-Speed Steels by Design” in 1964 which talked extensively about designing steel, specifically M41, using knowledge of carbide and matrix compositions [9]. M41 was one of the original 70 Rc super hard high speed steels which I wrote about here.
Matrix High Speed Steels in Japan
The concept of matrix high speed steels seems to have mostly been ignored in the United States. They took off a bit more in Japan, with Hitachi YRX3, YXR33, and YXR7, the first matrix high speed steels introduced in that country [10]. And Daido has DRM1, DRM2, and DRM3. And Nachi-Fujokoshi introduced a small series of matrix high speed steels. Daido also has a matrix cold work die steel (tool steel operated at room temperature) that they call DCMX, though I haven’t found a composition for that steel. These steels did not start with the measurement of the matrix composition of a pre-existing high speed steel but instead developed a high speed steel with intentionally low carbide content. This is somewhat of an expansion of a “matrix steel” concept but fits the general goal of them. YXR7, the matrix high speed steel which has probably seen the most use in knives, is in fact the same as VASCO Matrix II but with increased carbon content and no cobalt addition. Because of the increased carbon, YXR7 is not a true matrix steel because it has some carbide after heat treatment. These steels are sometimes called “semi-matrix” steels because they are designed to have a small amount of carbide. Daido DRM3 is also identical to YXR7.
Compositions from [11] and [12]
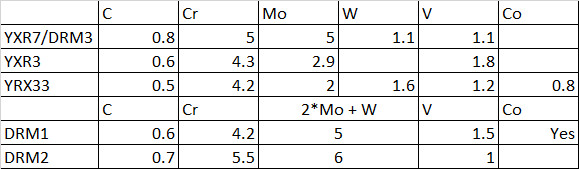
YXR3 and YXR33 are less obviously based on previous steels. YXR33 does not look too different than VASCO-MA (Matrix M2) but with somewhat reduced Mo/W, increased V and a small addition of cobalt. YXR3 has somewhat more vanadium than other matrix steels, which generally top out around 1-1.2% vanadium. The increased vanadium probably allows higher austenitizing temperatures than older matrix high speed steels by using vanadium carbides to pin grain boundaries and suppress grain growth. The increased vanadium would also somewhat increase wear resistance. DRM1 is similar but with a bit less vanadium and an unknown amount of cobalt. Cobalt does not form carbides, but increases hot hardness for a given composition by affecting the formation of secondary carbides during high temperature tempering.
Properties of Matrix High Speed Steels
With the reduced carbide content, matrix high speed steels generally have superior toughness to conventional high speed steels. This also means reduced wear resistance, but with controlled carbide fractions a superior combination of properties can be achieved. In the chart below, conventional high speed steels YXM1 (M2) and YXM4 (M2+5Co) have relatively high wear resistance but average to poor toughness. The matrix high speed steels have better toughness according to Hitachi. However, the properties of powder metallurgy high speed steels are still generally superior, as powder metallurgy can maintain good toughness with higher carbide fractions by keeping carbides small. This means a better combination of wear resistance and toughness. See below for a simplified chart by Hitachi comparing the toughness-wear resistance balance of their high speed steels. The PM steels (HAP40, HAP10, HAP5R) have superior properties to the matrix high speed steels when it comes to the level of wear resistance for a given toughness.
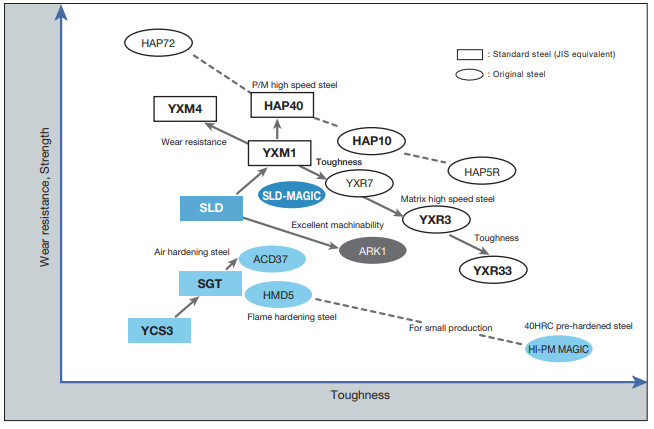
Image from [11]
Uddeholm Matrix Steels
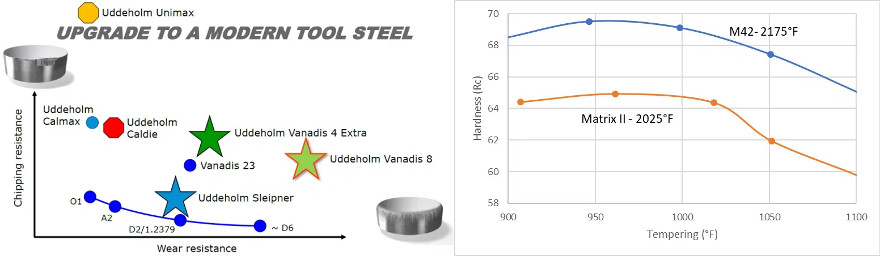
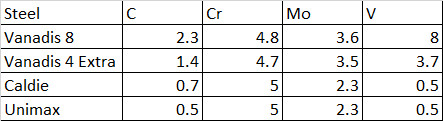
Uddeholm uses a similar matrix composition for many of their tool steels including Vanadis 4 Extra, Vanadis 8, Caldie, and Unimax. The bulk compositions of these steels can appear to be quite different:
Compositions from [13]
However, since a significant portion of carbon, chromium, molybdenum, and vanadium is tied up in carbides, the matrix compositions are very similar. See the calculated matrix for these four steels at the recommended austenitizing (hardening) temperature:
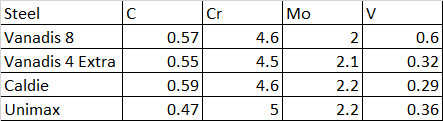
Uddeholm refers to Caldie and Unimax as “modern matrix” steels [13] and that is a bit more obvious when comparing the similar matrix compositions over the range of their cold work tool steels. Uddeholm metallurgists seem to have dialed in a matrix composition they are happy with when it comes to hardness, hardenability, tempering resistance, etc. and are sticking with it across the product line. Caldie was first patented around 2005 [14], Unimax was patented around 2010 [15] and Vanadis 8 around 2015 [16]. Vanadis 4 Extra predates all of those steels, being patented around 2002 [17], and I don’t see any earlier Uddeholm products with a similar matrix composition, so it seems to have been the basis for the others. Prior to V4E, Uddeholm was using 8Cr-1.5Mo as their base composition. Uddeholm recommends this series of products (V8, V4E, Caldie, and Unimax) based on the desired level of wear resistance and toughness.
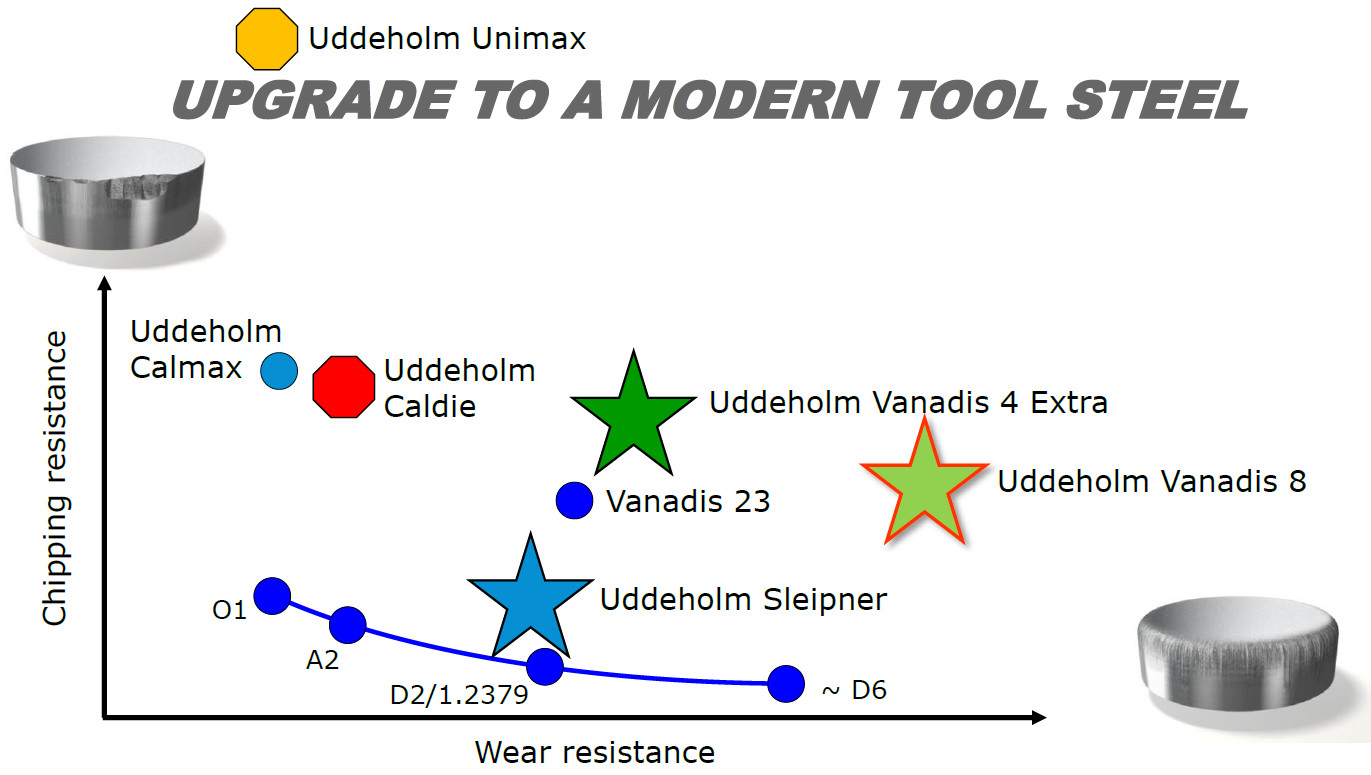
Image from [18]
The Murky Definition of Matrix Steel
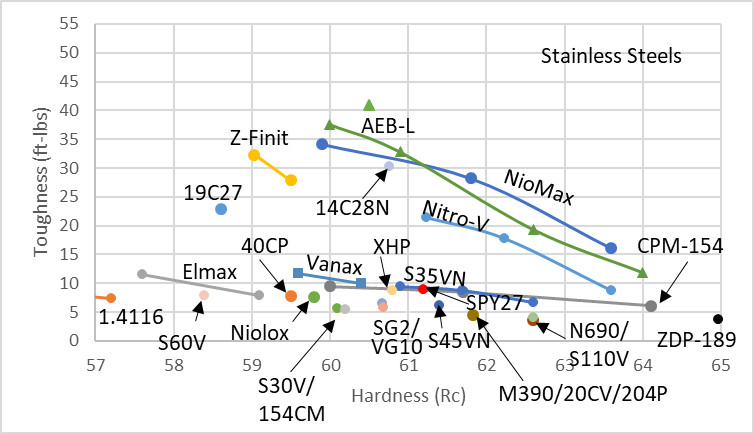
As pointed out in this article, the original matrix steels literally used the matrix composition of a pre-existing steel and produced it as a steel itself. However, since then the definition has expanded somewhat, such as “semi-matrix” steels as I described in connection with YXR7. And steels have since been designed that simply target a very low volume of carbide rather than being based on a pre-existing steel matrix composition. Some steels could be put in the category of matrix steel, despite never being described by the designers or the company in that way. Steels like AEB-L (also an Uddehom steel) could be put in this category, due to being designed to have a low volume carbide in combination with high hardness.
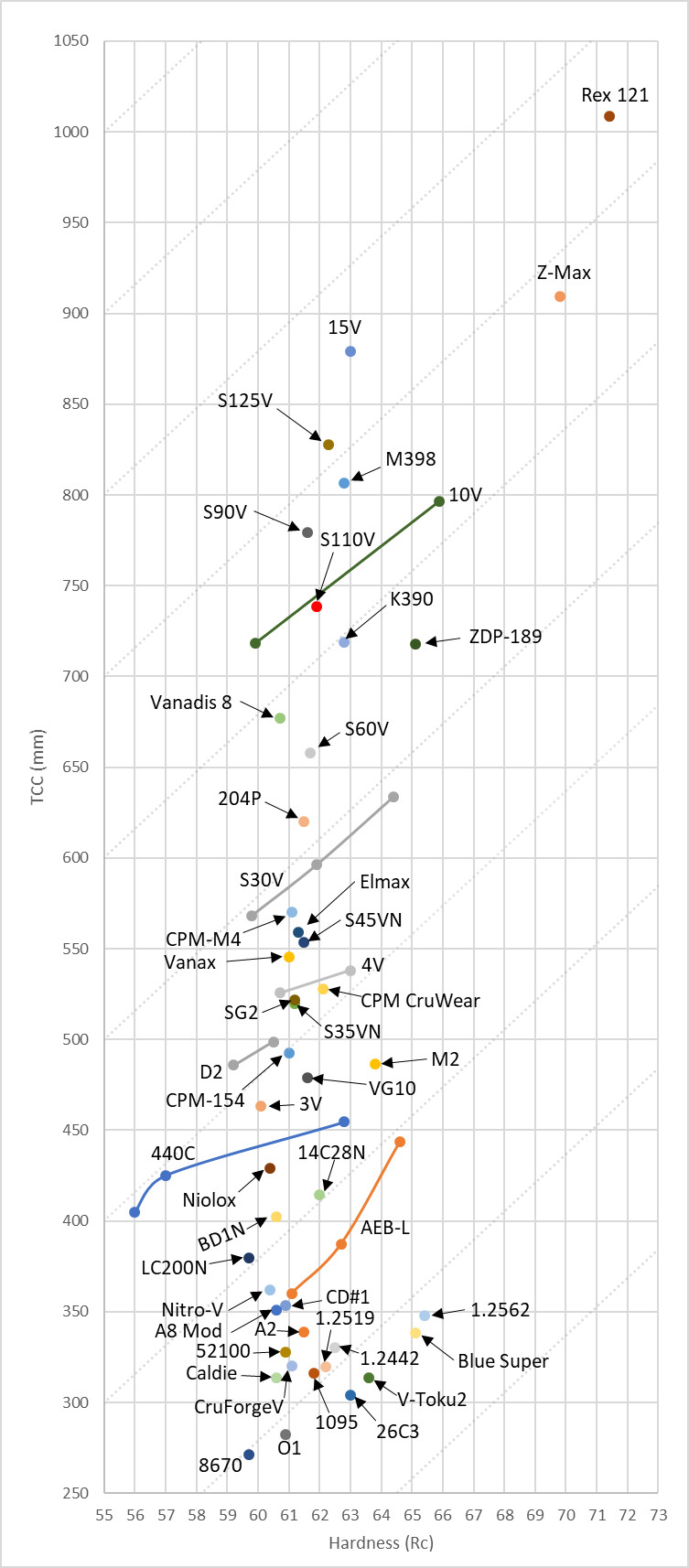
Caldie and AEB-L Steel Properties
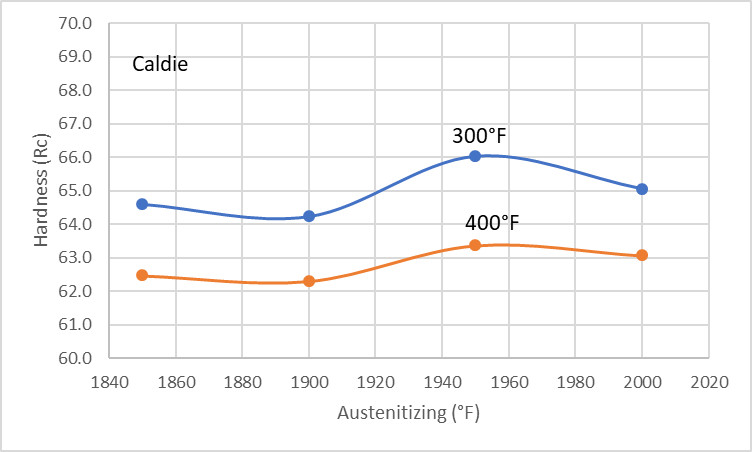
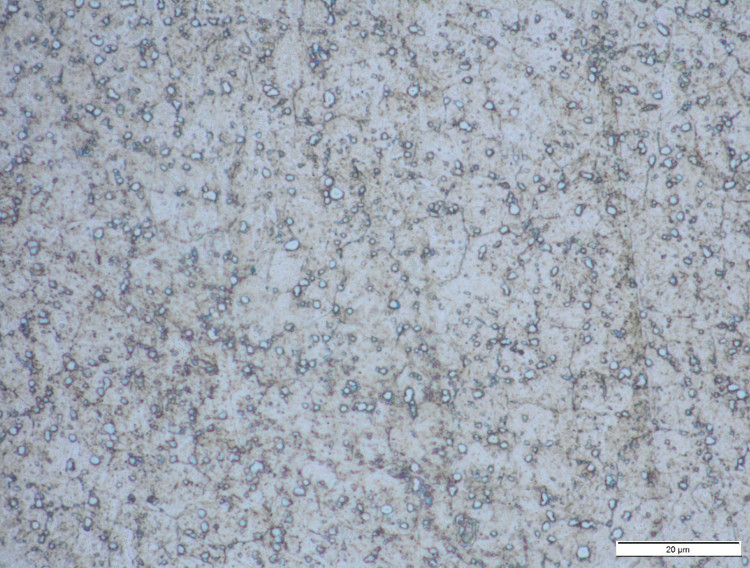
Caldie is the primary matrix steel that I have studied (at least of steels called “matrix” by their producers). Caldie has a fine microstructure despite the lack of powder metallurgy processing because of the low volume of carbide. It can achieve relatively high hardness, about 66 Rc, a bit lower than Vanadis 4 Extra and Vanadis 8 because of less carbide. It also has high toughness as expected by the low volume of carbide. Its edge retention is also much lower than Vanadis 4 Extra and Vanadis 8 as expected by the reduced vanadium. Caldie is on the lower end of edge retention compared to steels with higher alloy content, but still above many low alloy steels like O1 and 1095. AEB-L has somewhat more edge retention at the cost of a little toughness. You can read more about the design of AEB-L in this article. Caldie can achieve higher hardness than AEB-L because it doesn’t have high chromium for stain resistance, and has better tempering resistance and hot hardness due to the Mo addition, which makes it well suited for being a tool and die steel.
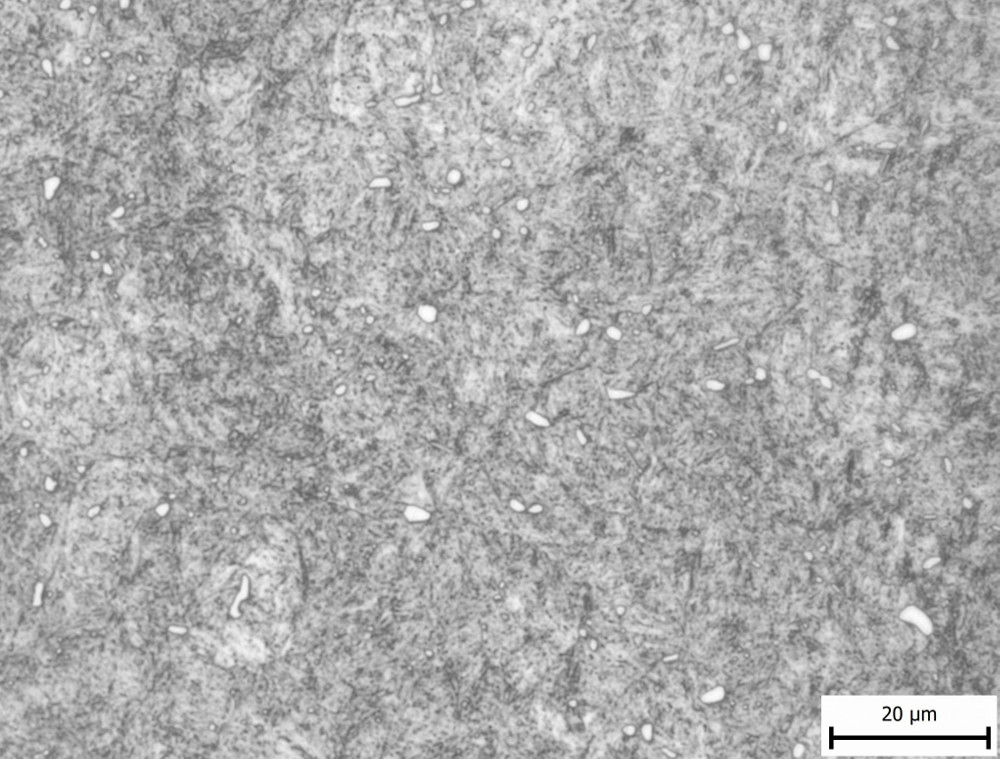
Caldie – 1850°F
AEB-L 1975°F
Powder Metallurgy Matrix Steels?
Steels in the lower range of wear resistance and edge retention are well suited for the matrix approach. The carbide size can be kept small through controlled composition and processing rather than through powder metallurgy. This keeps costs low compared with powder metallurgy steels while still achieving very good toughness. And powder metallurgy technology is used where it can provide the most advantages, in steels with greater volumes of carbide, particularly vanadium carbides. Therefore, we don’t see many powder metallurgy steels that could also be classified as “matrix” steels. However, there are a few steels which were developed to have very high toughness by taking advantage of powder metallurgy technology in combination with a small volume of carbide. These include steels like Erasteel ASP2012 [18], Carpenter CD1/Zapp Z-Tuff [19], and CPM-1V [20].

ASP2012 has a patent first filed in 1998, and approved by 2000 in Sweden [21]. It looks similar to other matrix steels, especially the Japanese grades, with its somewhat higher vanadium content than the original matrix steels. That higher vanadium content gives it somewhat higher wear resistance and better resistance to grain growth with high temperature heat treating.
CPM-1V, introduced by 2002 [22], at first glance has a somewhat odd composition, as other pre-existing CPM “Killer V” steels like 9V, 10V, and 15V had 5.25Cr-1.3Mo. And CPM-3V was based on the earlier Vasco Die steel which had 7.5%Cr-1.3%Mo. None of them had a tungsten addition like CPM-1V. However, CPM-1V is in fact a PM version of VASCO-MA [23], which in turn was the matrix composition of M2.
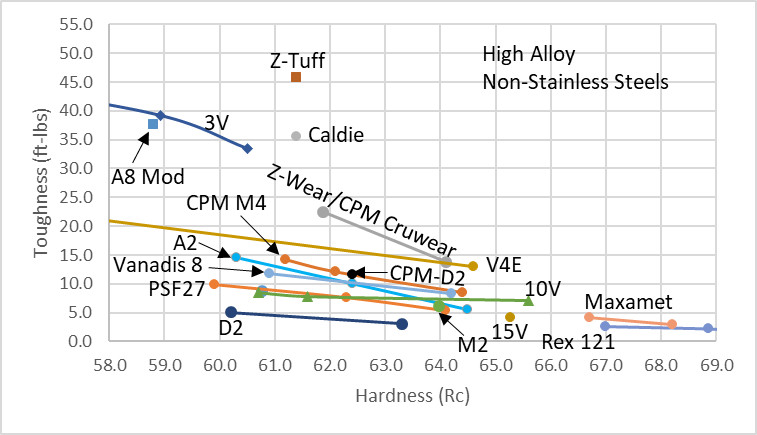
Carpenter’s CD#1 was released in 2004, a modification of Vasco Die and Vasco Tuf. Zapp later released their own version which they called Z-Tuff. I tested the toughness of Z-Tuff which was the highest of any steel we have yet tested (see charts above). And the edge retention I tested for CD#1 wasn’t bad either, being approximately the same as AEB-L, which is impressive given just how high the toughness is. Read about the history of Z-Tuff and CD#1 in this article.
Z-Tuff – 1925°F
As seen with Z-Tuff, these are the toughest powder metallurgy steels available. Z-Tuff/CD#1, ASP2012, and CPM-1V all have about 3-3.5% carbide volume after heat treatment, which is quite low. The steels get their high toughness from the low carbide volume in combination with the small carbides, and even distribution of them, from the powder metallurgy process. The somewhat higher vanadium content of ASP2012 gives it a higher proportion of vanadium carbide within that total 3-3.5% volume, with about 2% vanadium carbide vs the 1% in CPM-1V and Z-Tuff. That may give ASP2012 somewhat better properties overall, as vanadium carbides give the highest level of wear resistance for a given amount of carbide. However, ASP2012 needs somewhat higher heat treating temperatures for the same level of hardness which can reduce the total carbide content. This may counteract somewhat the potentially superior wear resistance. Generally, the best properties are found with steels that are all vanadium carbide, as the softer molybdenum/tungsten or chromium carbides contribute less to wear resistance but are just as detrimental to toughness. So I think that an improved 1-2% vanadium PM steel could be developed. However, I am not sure if there is enough of a market to warrant such a development.
Use of Matrix Steels in Knives
The original VASCO Matrix steels haven’t been used in knives as far as I know. Hitachi YXR7 has been used in Japanese knives, famously by Rockstead [24] though has been used in some others [25]. Caldie is pretty recent and is not widely available in knife sizes yet. AEB-L and 12C27, which I think fit the general qualities of matrix steels, have been used extensively in European production knives, and in more recent years in custom knives. CPM-1V has been used in some high toughness knives [26]. Z-Tuff and CD#1 have been growing a bit in use as they are becoming more commonly available [27].
Summary and Conclusions
Matrix steels steels were somewhat of a breakthrough in understanding the effects of different alloying elements on the matrix behavior. And also in how to achieve higher toughness in steels by controlling the carbide content. This led to the design of steels with intentionally low carbide contents to broaden the range of available properties, particularly in the higher toughness range. The definition of matrix steel gets somewhat murky, with steels designed for a low volume of carbide rather than zero, sometimes called “semi-matrix” steels. And some steels were never designed to be a “matrix” steel but have very low carbide volume and could be put in the category, such as AEB-L. YXR7 is a semi-matrix steel based on the earlier VASCO Matrix-II that has seen use in knives, particularly by Rockstead. Caldie is an up and coming matrix steel that may see more use as it is more available, though its wear resistance is not particularly high. CPM-1V is a high toughness steel which I was surprised to find is a CPM version of the original matrix steel version of M2, called VASCO-MA. And Z-Tuff/CD#1 was not designed to be a matrix steel, necessarily, but it has a similar amount of carbide to CPM-1V and overall has similar properties.
References
[1] Krauss, George. “Martensitic transformation, structure and properties in hardenable steels.” Metallurgical Society AIME,(1978): 229-248.
[2] http://www.phase-trans.msm.cam.ac.uk/2004/Tempered.Martensite/tempered.martensite.html
[3] Blickwede, D. J., and Morris Cohen. “The isolation of carbides from high speed steel.” JOM 1, no. 9 (1949): 578-584.
[4] Roberts, George A., and Jr John C. Hamaker. “Alloy steels.” U.S. Patent 3,117,863, issued January 14, 1964.
[5] Kim, Chongmin, A. Richard Johnson, and William F. Hosford. “Fracture toughness of aisi M2 high-speed steel and corresponding matrix tool steel.” Metallurgical Transactions A 13, no. 9 (1982): 1595-1605.
[6] Lou, Bingzhe, and B. L. Averbach. “Fracture toughness and fatigue behavior of matrix II and M-2 high speed steels.” Metallurgical Transactions A 14, no. 9 (1983): 1889-1898.
[7] “VASCO HYPERCUT: Super hard high speed steel, type M42.” Alloy Digest, Tool Steel Collection, TS-158.
[8] “VASCO MATRIX II-CVM: High temperature strength alloy steel.” Alloy Digest, Tool Steel Collection, SA-200.
[9] Steven, G., A. E. Nehrenberg, and T. V. Philip. “High performance high speed steels by design.” Trans. ASM 57 (1964): 925-948.
[10] http://www.imsteel.com/matrix_high-speed_steels/matrix_high-speed_steels_index.htm
[11] https://www.hitachi-metals.co.jp/e/products/auto/ml/pdf/cwts_b.pdf
[12] Nakahama, S-S, Y. Matsuda, K. Namiki, and K. Ozaki. “The Development of High Hard and Tough Matrix High Speed Steels.” http://www.imsteel.com/whitepaper/4_41_special_features.html
[13] https://www.uddeholm.com/app/uploads/sites/41/2017/12/Tech-Uddeholm-Pocket-Book-1804.pdf
[14] Johansson, Borje, and Odd Sandberg. “Cold work steel and cold work tool.” U.S. Patent Application 10/514,939, filed July 21, 2005.
[15] Sandberg, Odd. “Steel and mould tool for plastic materials made of the steel.” U.S. Patent 7,722,727, issued May 25, 2010.
[16] Hillskog, Thomas, Kjell Bengtsson, Petter Damm, Annika ENGSTRÖM SVENSSON, Rikard Robertsson, Kristoffer Steiner, Amanda Forsberg, Magnus Tidesten, and Pär Emanuelsson. “Cold work tool steel.” U.S. Patent 10,472,704, issued November 12, 2019.
[17] Sandberg, Odd, Lennart Jönson, and Magnus Tidesten. “Cold work steel.” U.S. Patent 7,297,177, issued November 20, 2007.
[18] https://www.erasteel.com/products/asp2012-2/
[19] https://www.zapp.com/fileadmin/_documents/Downloads/materials/powder_metallurgic_tooling_steel/zapp/en/Z-Tuff-PM-Datasheet-US.pdf
[20] http://www.crucible.com/PDFs/DataSheets2010/ds1Vv1%202010.pdf
[21] https://patents.google.com/patent/SE512970C2/en
[22] https://web.archive.org/web/20020419023209/http://www.crucibleservice.com/eselector/prodbyapp/tooldie/t&dapptitle.html
[23] https://gearsolutions.com/features/a-new-tool-steel-for-hot-forming-gears/
[24] https://www.rockstead.jp/about/
[25] https://www.knivesandstones.com.au/products/sukenari-%E4%BD%91%E6%88%90-yxr7-hsts-gyuto-240mm
[26] https://www.knifecenter.com/item/BAR07371MBC/bark-river-knives-bravo-machete-cpm-1v-satin-upswept-blade-black-canvas-micarta-handles-leather-sheath
[27] https://www.bladehq.com/item–Duane-Dwyer-Custom-SnG-Tanto-Knife–35009
Hi Larrin
Very interesting article. The matrix idea is a complicated one but when it is mastered, will produce high alloy (and low alloy) steels with extremely high toughness yet with increased hardness levels at the same time.
The ideal situation is to reduce the carbide size so small that it becomes bonded to the matrix (coherent particle) itself..making carbide tear-out nearly impossible.
It is entirely possible to do this without exceeding grain growth hardening temperatures…and in most cases a much lower hardening temperature can be used than the specs would indicate. This in itself would produce a much smaller grain size.
The ultra saturated matrix that you are exploring, would bring most steel types much closer together and there is little need for exotic and specialized steel types for every application.
A friendly word of caution though… if you pursue this technology to it’s full potential, you may experience some repercussions from the “powers that be” in the steel industry as I have.
Keep up the good work
No matter what you do, a matrix steel won’t outcut a REX121 steel. I agree that matrix steels are often far under appreciated for what they can do. 14c28n with sufficient care to minimize carbide and grain size, in addition to a slower cooling through the martensite transformation range to lower internal stresses, at a high hardness it would be quite tough and able to hold a fairly acute apex. I’m quite fond of the “matrix” steels and feel like they should often be made harder than the default 58-60 when their toughness is multiple times that of other common knife steels like 1095, O1, D2, etc. It is interesting to note that the harder the steel matrix it self can be while retaining toughness, things like carbides aren’t as easily torn out or apex supporting them blunted. To me, it looks like Marquenching/Martempering is an underrated technique by knife makers and it can seemingly increase as-quenched and low tempered steel toughness by over double, especially in faster quench steels.
I would love too see Larrin touch on it in the future as I don’t see any articles on the topic yet, though Austempering almost touches on it.
Another interesting corner of metallurgy I didn’t know about. This is a good contrast to the carbide monsters (Maxamet, Rex, et al.) that attract so much attention in the knife world. As a hobby sharpener who doesn’t need extreme wear resistance, those never really interested me, and I’d rather have a steel that gets the most out of a uniform fine structure. I just didn’t know there was named class of steels like that. Thanks!
PS- Would 52100 count as a matrix steel?
Typically low alloy steels aren’t considered matrix steels so I wouldn’t think so. It fits in that the carbide content is low, but not in that there isn’t much alloy to put in the matrix.
why they didn’t just add 0.1-0.3% Nb to suppress grain growth at high austenizing temperatures ?
For the original matrix steels, niobium alloying was not yet common. With more recent steels I can’t say why they aren’t pursuing that route.
I was thinking the same thing, that using a touch of niobium in place of some Cr and V might improve the properties of these non stainless non-pm matrix steels further. I would guess that perhaps the cost of the element might outweigh the savings in processing costs though.
I have to also conclude that aeb-l just looks better and better so far as knives go. The advantages of these matrix steels over low alloy steels for knives seem pretty slight given that red hardness isn’t really a requirement for knives. (And corrosion resistance on the other hand is).
“So I think that an improved 1-2% vanadium PM steel could be developed. However, I am not sure if there is enough of a market to warrant such a development.”
Personally, I would like to see the knife industry move towards thinner grinds, using these 1-2% vanadium PM steels. In my opinion, everyone wins. I think a new and improved version could reignite interest. It seems like it shouldn’t be too hard to sell, especially if knife companies are willing to use thinner blade stock and grinds for higher toughness materials.
Pros:
– Reduced raw material costs (lower volume of expensive alloying elements, thinner plate / sheet)
– Reduced grinding time / cost
– Customers get better (thinner) cutting geometries and/or less chipping
CPM 3V has become fairly popular for fixed blades. I think Z-Tuff would be very popular, if it wasn’t so expensive. If you could make improved 10 Cr version of these steels that can be marketed as stainless for thin, high performance grinds that are easy to sharpen with water stones, I think there would be a market demand for it.
Really helpful article to understand matrix steels and their history.
I don’t really understand how you estimated the matrix composition for Uddeholm steel.
I would be glad to know !
I know this is a very old article, but…
I wonder to what degree your conclusions about softer carbides not contributing to wear resistance are driven by the nature of the CATRA test, specifically the fact that the test media contains silica abrasives.
As you’ve pointed out in at least one video, those abrasive particles are harder than chromium and molybdenum/tungsten carbides, and that’s why the latter don’t contribute to wear resistance as measured by CATRA. But with that said, plenty of real-world applications don’t involve cutting through silicaceous media. For example most woods used in fine woodworking don’t have high silica contents, and as a result we do see benefits from softer carbides in our chisels and plane irons.