
New Steel and New Patreon Supporters
On Patreon we now have a full set of experiments on the new knife steel I designed for Crucible and Niagara Specialty Metals. The results are extremely promising. Those results are only available on Patreon until it is time to do the formal announcement. Thanks to Chester Dussault, Bob Burland, Matt Masuda, Scott Decker, Philip Dempsey, David Heleander, ConvencienceShout, Chris Pregent, Egan, Morgan Noonan, Michal Galovič, Kumar Muthusamy, Eric Divine, Simon Moeskjær Balle, and Ben Horridge for becoming Knife Steel Nerds Patreon supporters!
Thanks for Helping with this Article
Thanks to Scott Devanna and Jim Batson for talking to me about CruForgeV history.
History of CruForgeV
In 2006, a group of forging bladesmiths had a meeting with Crucible Steel representatives at the Blade Show. At that time, good sources for low alloy high carbon steels for forging were relatively difficult to come by. Many makers were reliant on steel parts like bearings or leaf springs to obtain steel because it was difficult to purchase new barstock. Sometimes these parts can be made with unexpected steels rather than 52100 or 5160, and instead have carburized low carbon steel or other surprises. Having a reliable source means you can have consistent behavior in forging, heat treating, and performance. Crucible had developed a reputation for making high alloy tool steels and stainless steels that worked well for knives but had never developed a steel specifically for forging. Forging bladesmiths generally want low alloy steels that are “easy” to forge and heat treat using traditional equipment like a forge and a hand hammer. 1086M steel, popularized by Howard Clark, was suggested to Crucible as a comparison point as a steel that worked well when forging knives. 1086M was similar to a 1084 steel but with somewhat lower manganese and an addition of 0.2% vanadium [1]. The low alloy content meant great ease in forging and the 0.2% vanadium helped with maintaining a fine grain size, as vanadium carbides “pin” grains so that they do not grow as quickly at forging temperatures.
![]()
Development of CruForgeV
Knifemaker Dan Farr visited Crucible steel research near Pittsburgh and demonstrated his process of forging, heat treating, grinding, and finishing a knife [2]. Dan noted things like air hardening made things more challenging when working with a steel (read about “hardenability” in this article). And that inclusions in the steel were very bad for hand sanding. This helped the metallurgists to understand the process and to design the steel accordingly.
For the next 3 years, Crucible metallurgists, including Maria Sawford, worked on developing a steel for forging bladesmiths that would be relatively easy to forge and heat treat while offering improved wear resistance over conventional steels like 1095 and W2. The working name was “1086V” [2] because they were working with 1086 as a basis but developing it to have increased vanadium. The increased vanadium is for improved wear resistance as vanadium carbides (VC) are very hard and therefore contribute strongly to wear resistance. Steels like 1095 have only “cementite,” an iron carbide (Fe3C) which is much softer and does not contribute as much to wear resistance. Read more about carbides in knife steels in this article. 0.75% vanadium is more than required for pinning grains, so it contributes some to wear resistance, but is not an especially high level of vanadium. Increased levels of vanadium would have further improved wear resistance but would have made forging, grinding, and hand sanding more difficult. And at high enough levels (>1.5% or so) would also reduce toughness. This appears to show that the goal was a forging steel that favored ease in working rather than high wear resistance, and so they targeted just enough vanadium to offer some differentiation in edge retention without so much that bladesmiths would complain about working the steel.
![]()
CruForgeV went through a few different iterations during development which used lab sized ingots to produce small amounts that could be tested for their behavior in forging and heat treating and the resulting performance as a knife steel. The initial composition was essentially 1086M but with added vanadium and enough carbon to form carbides with it, leaving the base steel relatively similar but with added VC. This makes the 1086V working name somewhat of a misnomer. This initial composition the bladesmiths found difficult to harden, as the 0.3Mn is even lower than the original 1086M, and increased carbon can also reduce hardenability with high carbon steels. This made the steel a “water hardening” grade. Jim Batson had difficulty getting consistent hardness with Chevron 70 oil (a “medium fast” oil), ranging from 56-65 Rc depending on location. Only up to 56 Rc with Brownell’s Tough Quench (medium oil), and 40 Rc with hydraulic fluid. Only water allowed it to reach 65+ in every location tested.

So Crucible next tried two different versions with increased Mn for higher hardenability, labeled “2A” and “2B,” with the 2A also having increased Cr. I am not sure what all the reasons were for selecting the “A” version but Jim Batson found it to have superior edge retention on rope when compared with “B.” The slightly modified “A” became CruForgeV though with a bit higher target of 1.05% C and 0.4% Si. The increased Si probably made it easier to produce the steel using “recycled” steel of variable silicon content.
![]()
Initial Response to CruForgeV
The final composition was produced in 2008 and was ready for sale in 2009. They produced a full “heat” of the steel which was about 40,000 lbs. You can see the brochure that was used to advertise the steel here, and read the datasheet with more information here. The steel was advertised in the brochure as having a fine grain structure, clean, consistent, non air-hardening, oil hardening, “moves easily under the hammer,” hand sandable, easy to sharpen, and having improved edge holding. The steel was available as 1/4″ flat stock either 1″, 1-1/4″, or 2″ wide, or as 1-1/8″ round bar. The flat stock was $4.00-5.20/lb and the round bar was $3.48/lb. These sizes were chosen to favor forging, and are on the thick side for stock removal, which makes sense given the target customers of the grade. Initial response to the steel was that it forged well and heat treated well, though some complained about difficulty in hand sanding [3][4][5]. Vanadium carbides are harder than conventional abrasives found in sandpaper like aluminum oxide and silicon carbide so it makes some sense that hand sanding would be more challenging than previous common forging steels like 52100, 1095, O1, 5160, etc. Because forging bladesmiths are used to steels that are quite easy to hand sand when compared with high alloy steels, the reported difficulty in hand sanding was certainly not a selling point. However, Scott Devanna tells me that the steel was selling well initially and that knifemakers were excited to try it. Most knifemakers that tried the steel liked it and wanted to continue using it.
Crucible Bankruptcy
Crucible filed for bankruptcy right around the same time that CruForgeV was being announced for sale. Knifemakers immediately expressed concern about the long term availability of CruForgeV [6], which has been a negative point when it comes to knifemakers looking to use it since. During the bankruptcy, Crucible sold their Pittsburgh research facility to ATI Metals, and their service centers to a company which became SB Specialty Metals. SB Specialty Metals had about 20-25,000 lbs of CruForgeV to sell and they were getting offers to buy it in large quantities. The steel was sold off at a steep discount to several knifemakers, as well as steel suppliers like Kelly Cupples and Alpha Knife Supply.
CruForgeV Today
The steel is still available from steel suppliers Kelly Cupples and Alpha Knife Supply. I don’t see much CruForgeV being used by forging bladesmiths, either because they perceive the steel as being bad because it had to be sold off, haven’t heard of it before, or are aware of it but don’t know that it is available for purchase. Certainly buying in on CruForgeV can be a difficult decision because once the current stock is gone it will be gone. However, it still exists, so the lack of popularity for the steel is somewhat puzzling. It is exciting to me that they developed a steel specifically for forging bladesmiths and it’s too bad the bankruptcy situation basically killed it.
Properties of CruForgeV
The Competition
There are some steels produced in Europe and Japan that are also designed to have a low alloy content but with enhanced wear resistance, usually through tungsten additions. Tungsten carbides (WC) are similarly high in hardness to vanadium carbides so either can be used to enhance the wear resistance of forging steels. See this article on knife steel suppliers to find where to buy some of them.
Microstructure
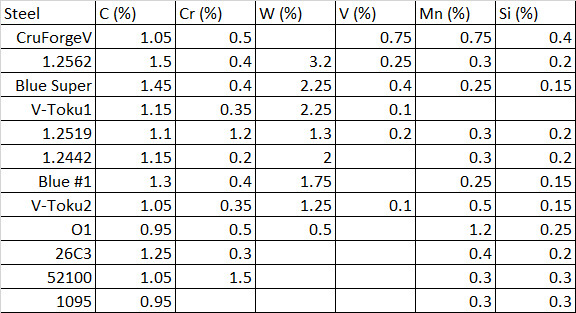
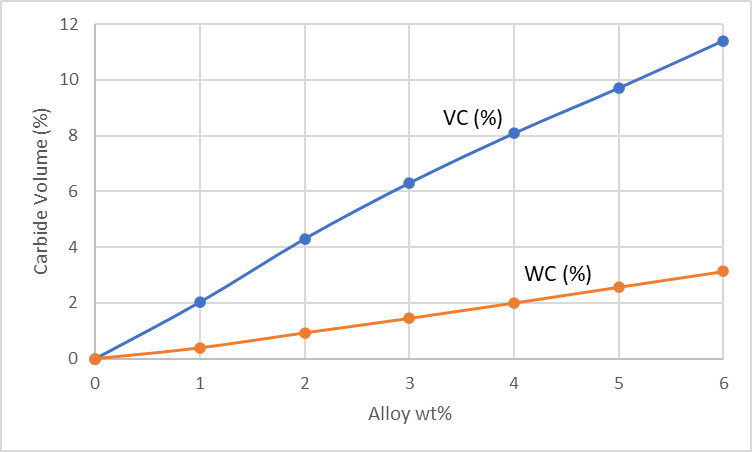
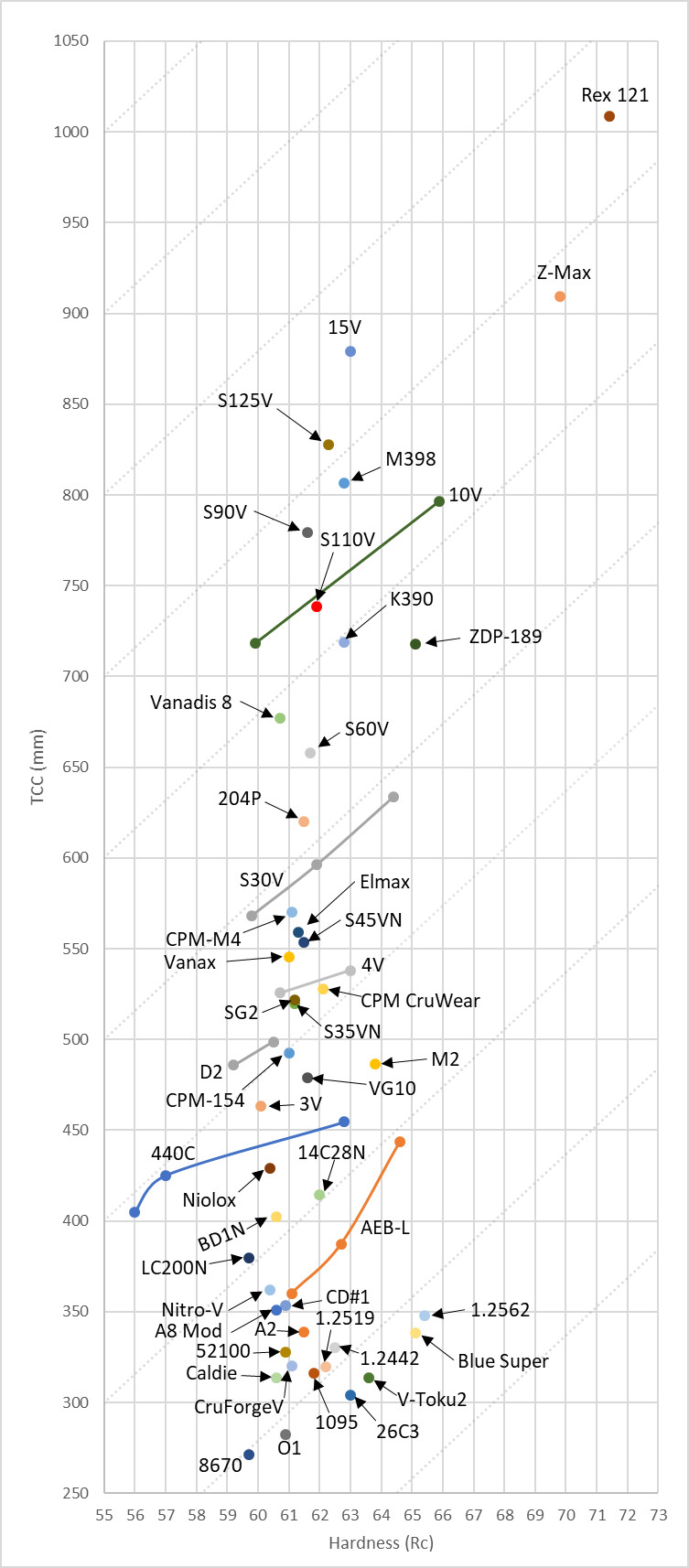
CruForgeV has a combination of cementite (iron carbide) and vanadium carbide. The amount of cementite is relatively low compared to other ~1% carbon forging steels because some of that carbon goes to forming the vanadium carbides instead. On paper, CruForgeV can appear to be less wear resistant than some of the tungsten alloyed steels like V-Toku1 and Blue #1 which have about 2% tungsten added to them. However, tungsten is a very heavy element, so 0.75 weight % vanadium is equivalent to about 3.1% tungsten when it comes to how much carbide is formed, as shown in the chart below.
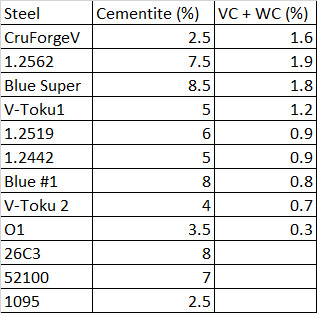
Below I have a table summarizing the approximate carbide volume of some of these higher wear resistance forging steels where I combined the content of VC and WC. More carbide, especially hard carbides like VC and WC, mean higher wear resistance. CruForgeV is roughly comparable to steels like Blue Super in terms of VC+WC content, though with lower cementite.
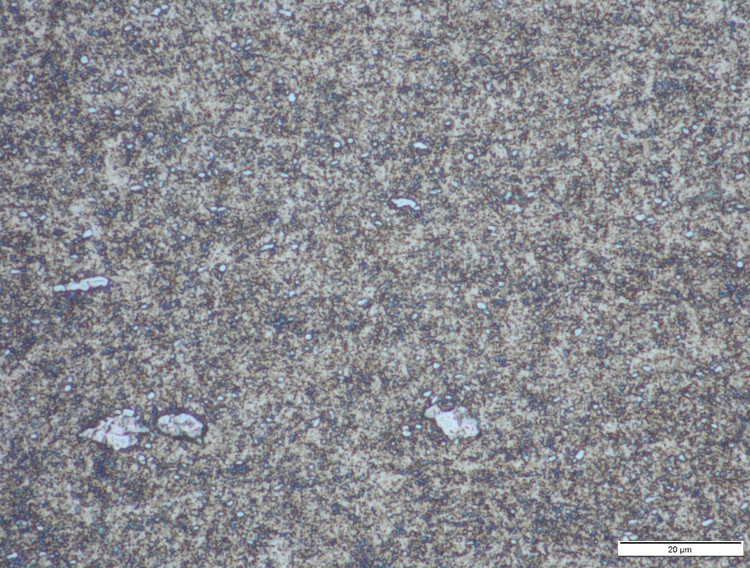
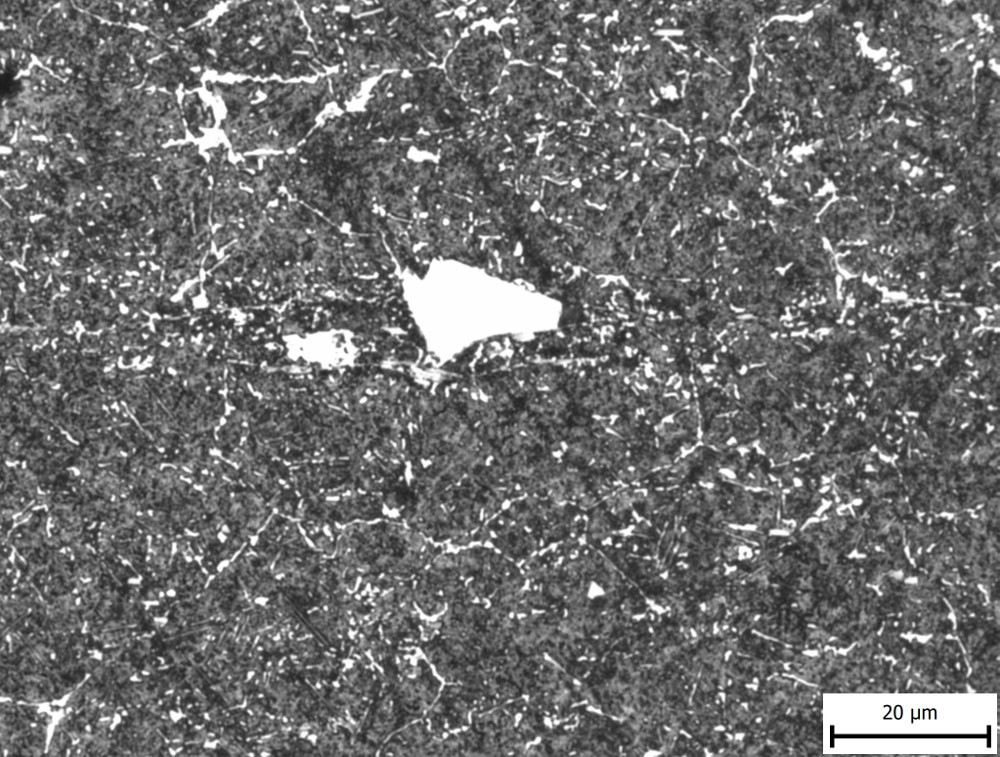
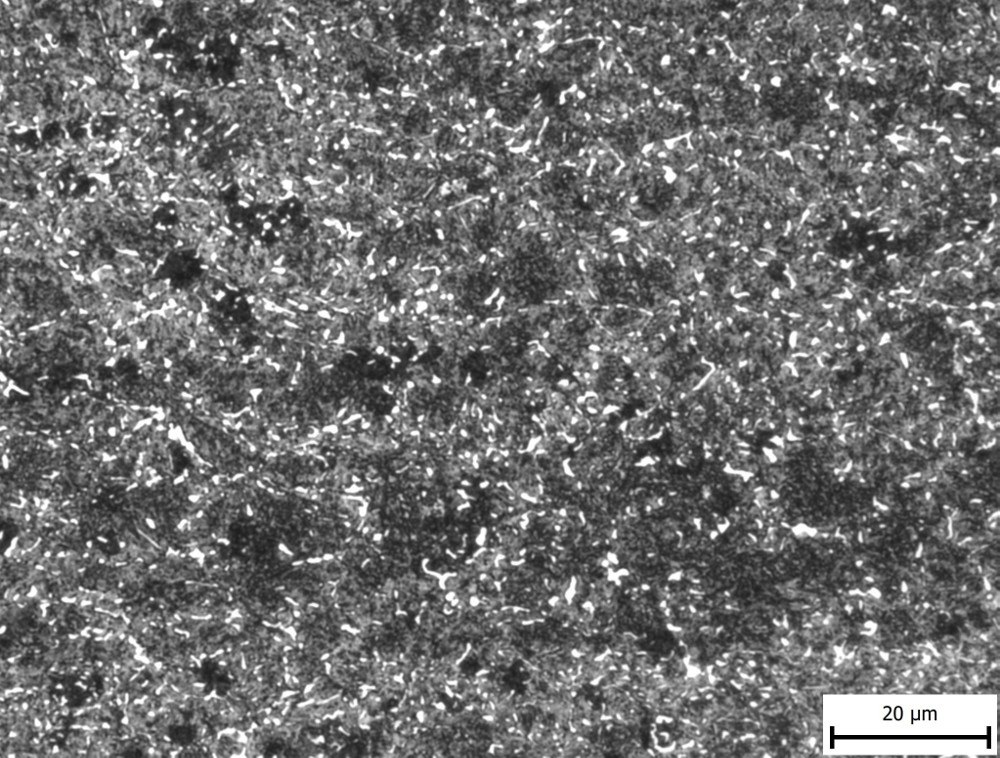
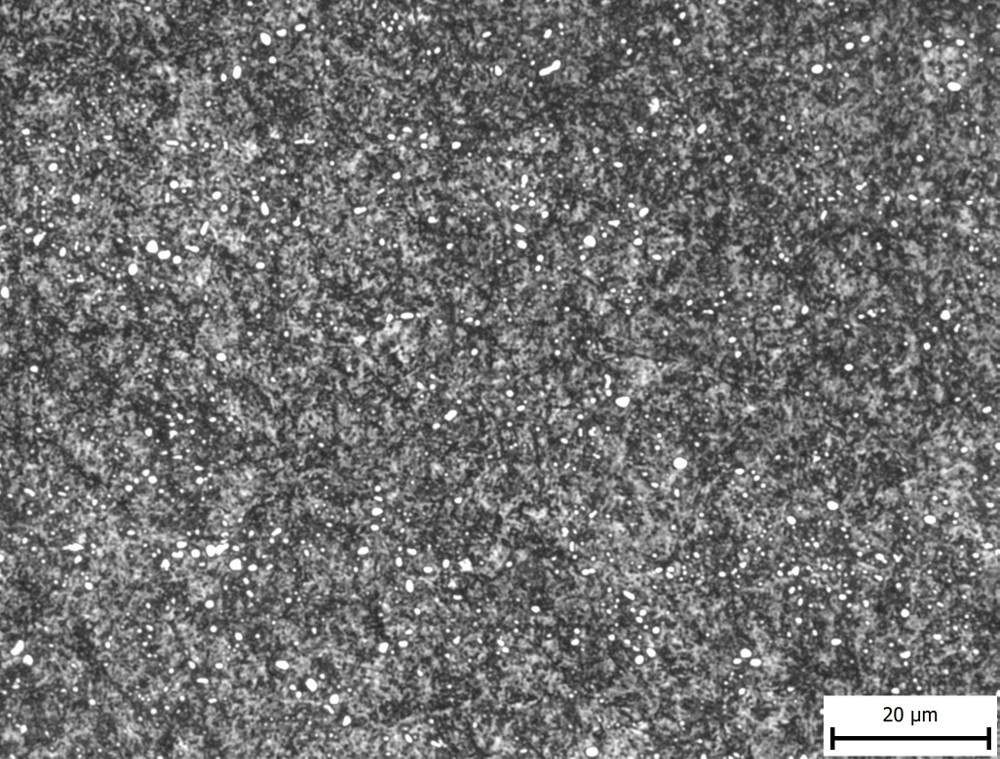
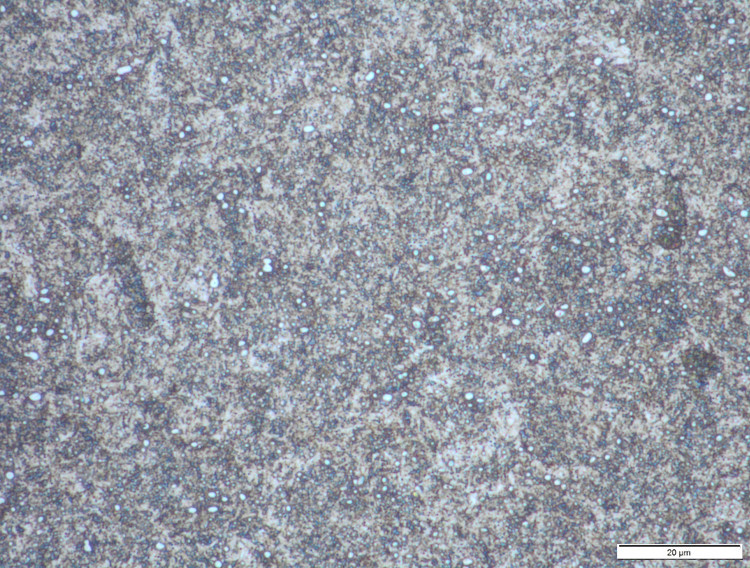
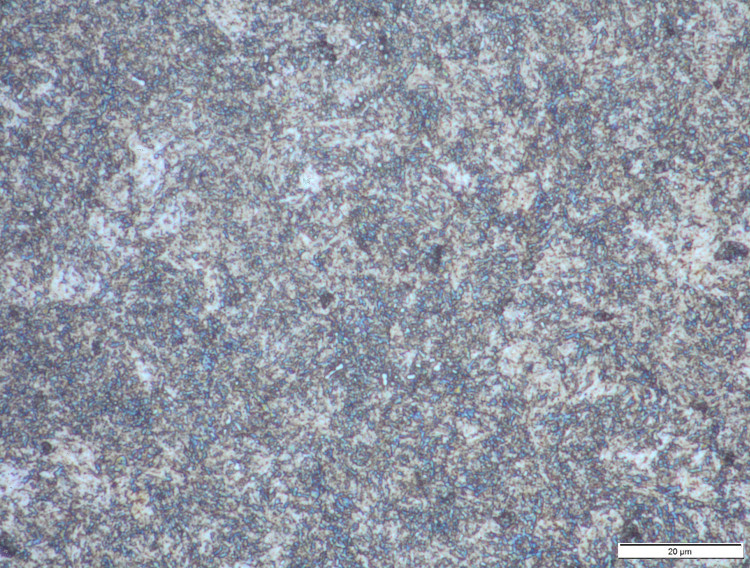
In terms of the carbide structure itself, CruForgeV is mostly made up of fine carbides, though there are occasional larger vanadium carbides. I have two micrographs which show a region both with and without the larger carbides. This is relatively similar to 1.2562 and Blue Super steels which also have some larger carbides, though in this case WC. The forging steels with somewhat reduced vanadium/tungsten carbides have a more consistently fine structure throughout like 1.2519, 1.2442, and V-Toku1.
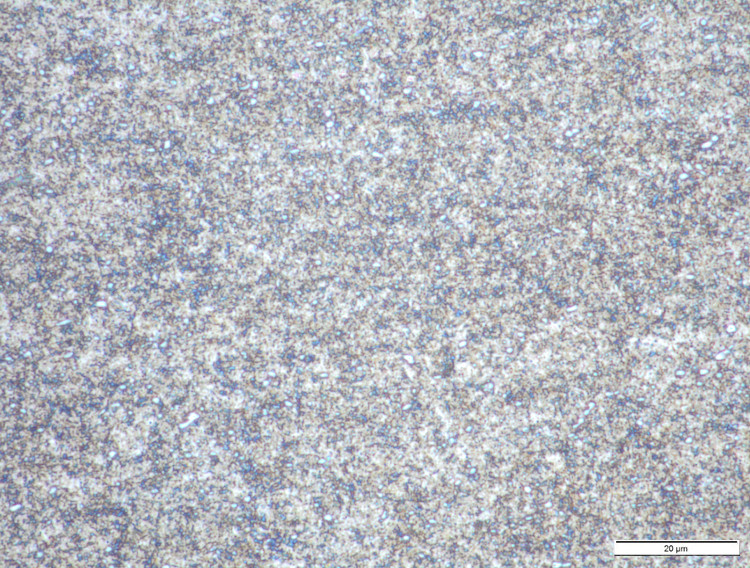
CruForgeV area 1
CruForgeV area 2
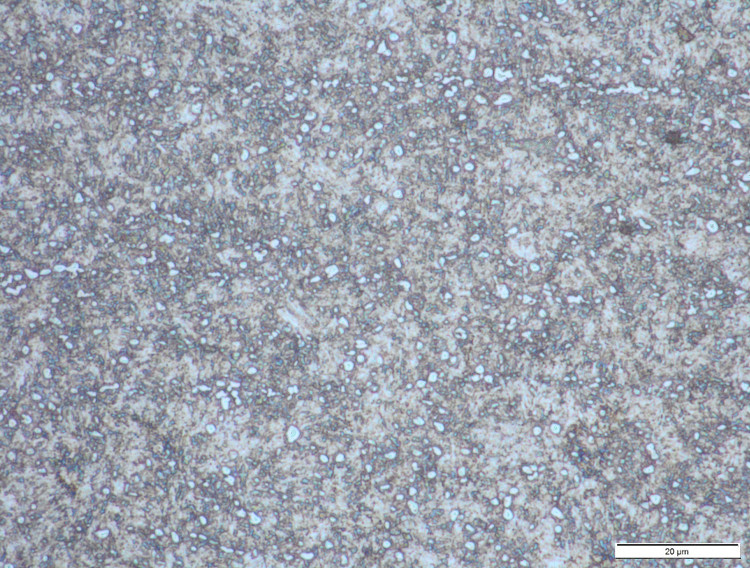
1.2562
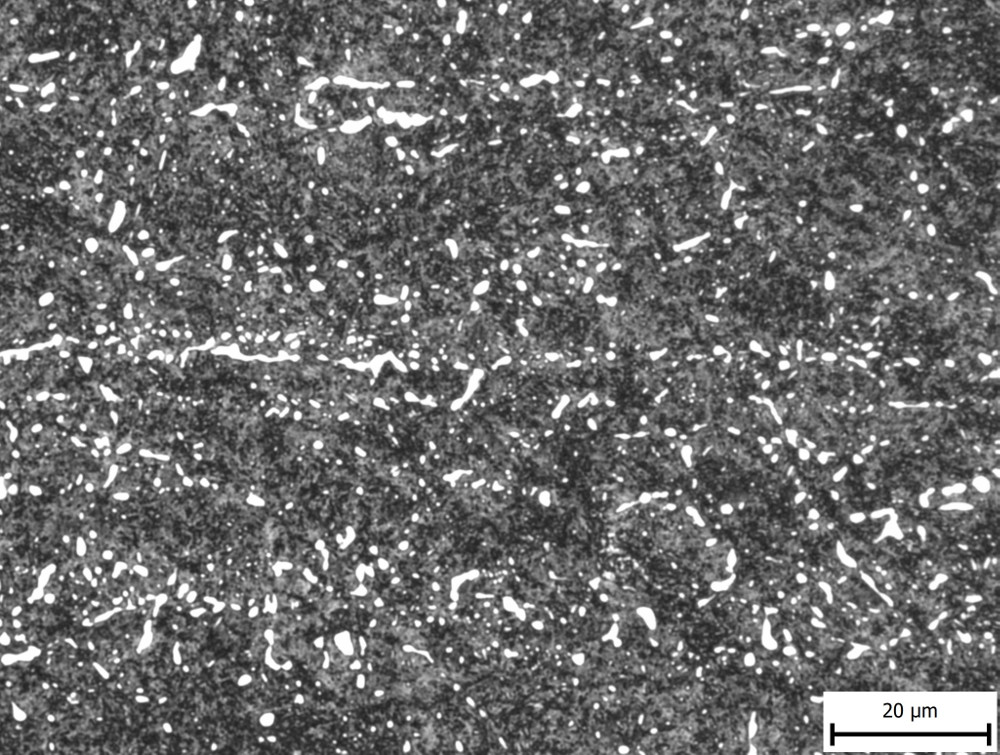
Blue Super
1.2519
1.2442
V-Toku 2
O1
26C3
52100
1095
Toughness
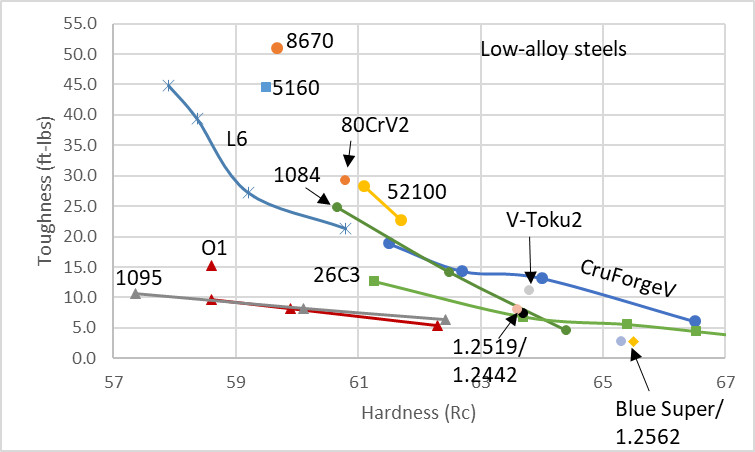
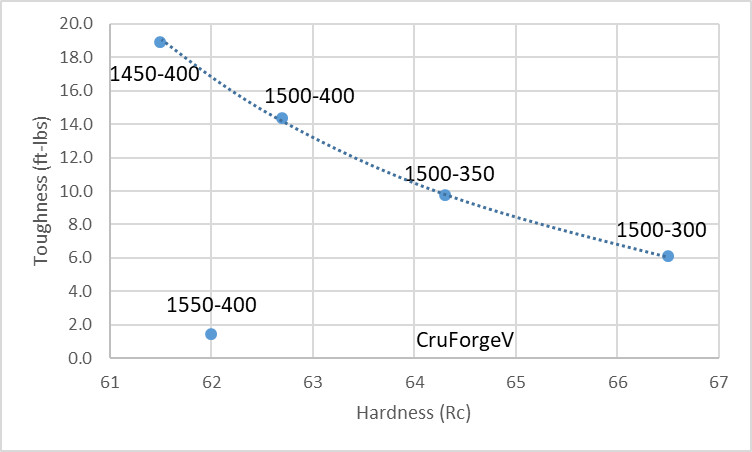
I wrote extensively about the toughness of forging knife steels in this article, where more explanation of the differences can be found. We also did a thorough exploration of CruForgeV toughness with different forging and heat treatment procedures, found here, which I will discuss a bit more in the heat treating section. CruForgeV has very good toughness according to our testing, around 20 ft-lbs at 61 Rc. And it maintains good toughness even at relatively high hardness levels, such as 10-13 ft-lbs at 64 Rc. Therefore CruForgeV has excellent toughness for a wide range of different applications.
Edge Retention
With rope cutting tests, Jim Batson found CruForgeV to be 40-70% better than 52100 at similar hardness, so in his testing there was a clear improvement from the presence of vanadium carbide.
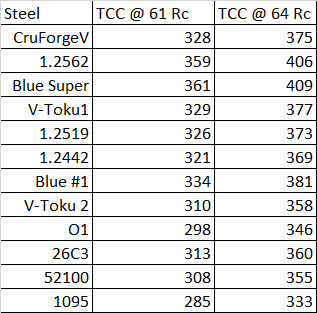
Edge retention of low alloy steels is relatively low when compared to high alloy and stainless steels because of the relatively soft cementite. However, in CATRA edge retention testing cementite does not seem to improve edge retention at all,making them look even worse. I have hypothesized that this is because cementite is softer than the 5% sand in the test media that abrades the edge. This is supported by the fact that 52100 did better than many of the other steels, which may be because the high chromium increases the hardness of the cementite. However, we can assume how much contribution cementite would theoretically have using an equation I developed in this article. So below I have an estimated edge retention for these low alloy steels in a table for a hardness of 61 and 64 Rc. And below that is the chart with my experimental results. Adding in an assumed contribution of cementite doesn’t drastically change the edge retention because of how soft cementite is, but it does boost it somewhat. Whether looking at the calculated values or the experimentally measured, the edge retention of CruForgeV is competitive with grades like 1.2442, 1.2519, Blue #1, and V-Toku1. The steel is likely a notch below 1.2562 and Blue Super, even though if compensated for hardness the experimental data appears to show CruForgeV being superior, because 1.2562 and Blue Super have significantly more cementite.
Heat Treating CruForgeV
Forging
The datasheet for CruForgeV recommends a forging temperature in the range of 1700-2000°F. In the toughness study we performed, forging from 1550, 1700, 1850, or 2000°F all resulted in similar hardness and toughness. Perhaps the vanadium helps to maintain a small grain size regardless of forging temperature, or the normalizing and annealing treatments helped it result in a similarly fine grain size. Regardless, the steel can be forged from temperatures as high as 2000°F without worrying about negatively affecting the properties.
Normalizing
The CruForgeV datasheet does not have a recommended normalizing temperature. In our toughness study we normalized from 1600°F, and this was also the recommendation in my book Knife Engineering. Because of the relatively low amount of cementite, the carbide is dissolved by 1550°F if given an infinite hold, so 1600°F is a relatively safe temperature to normalize from to ensure that uneven carbide structures are dissolved. This normalizing treatment resulted in excellent toughness. “Descending” normalizing treatments are not necessary.
Annealing
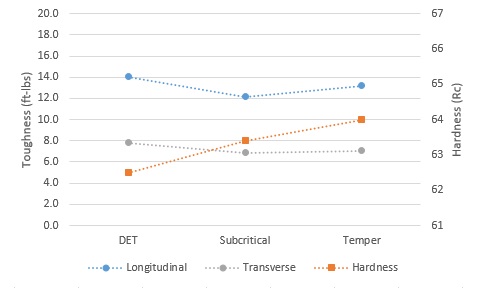
The datasheet specified an annealing temperature of 1450°F followed by a “slow cool.” In the toughness study we used three different annealing treatments:
- Subcritical – 1250°F for 2.5hrs after normalizing
- Full anneal/DET – 1460°F for 30 minutes followed by cooling at 670°F/h to 1260°F and finally cooling to room temperature in air.
- Temper annealing – similar to a subcritical anneal but starting from a martensitic microstructure. The steel was austenitized at 1450°F for 10 minutes followed by oil quenching, then performed again, followed by 1250°F for 2.5hrs.
The temper anneal was intended to lead to grain refinement and more rapid heat treating response during austenitizing. The temper anneal exhibited the highest hardness for a fixed austenitize/temper, next was the subcritical anneal, followed by the full anneal. The full anneal results in more carbide for lower annealed hardness which also somewhat reduces the final hardness. The annealing treatment done by the steel plant likely had much slower cooling during annealing and therefore have larger carbides. This would result in yet lower hardness, both as-annealed and after the final heat treatment. I have read a few threads on the forums where people had much higher hardness than shown in the datasheet and this difference in initial structure is a likely reason. Forging the steel, normalizing, and annealing by a bladesmith will usually result in higher annealed hardness but faster response in heat treating.
The temper anneal appears to have had slightly improved toughness-hardness balance but I am not sure if that is just a fluke of statistics. The full anneal is still my recommendation. In writing my book I calculated optimal annealing temperatures for different steels and for CruForgeV my estimate was 1405°F rather than the 1450°F given in the datasheet, because of the relatively low temperature at which cementite dissolves in the steel. So I would recommend annealing from that somewhat lower temperature. However, 1450°F works fine and is the same as the datasheet recommendation for O1 which is a steel that behaves relatively similarly in austenitizing. If annealing without a furnace, heat to non-magnetic and place in a slow cool media like vermiculite. You can read more about how annealing works in these articles: Part 1 and Part 2. Note: the chart below also shows “transverse” toughness which is somewhat lower than longitudinal. You can read about these different orientations in this article.
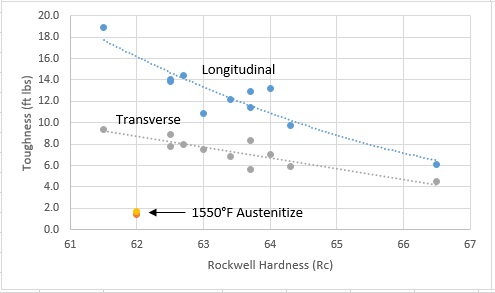
Austenitizing
The datasheet recommends 1500-1550°F followed by “equalize” and quench in oil. This appears to recommend no hold time. I think they were providing a recommendation for heat treating for those that are using a forge where holding at a specific temperature can be difficult. However, when heat treating with a furnace we can use a fixed hold time at temperature to have consistent heat treating results. In our toughness study we used 1450, 1500, or 1550°F with an austenitizing time of 10 minutes. Using 1550°F led to a drastic reduction in toughness, probably because of excess carbon in solution rather than grain growth (the VC pins grain boundaries). Therefore, the recommended temperature range in the datasheet should be followed only for no hold time. When using a furnace it is better to austenitize for 10 minutes between 1450-1500°F. This is similar to what Dan Farr recommended for heat treating the steel. A “triple quench” led to no improvement in toughness, and a similar triple quench comparison with O1 steel also led to no improvement, so I wouldn’t generally recommend multiple austenitize and quench treatments.
Quenching
True “oil hardening” steels like O1 and L6 can have a tendency to partially air harden when cooling from high temperature. This can lead to cracking or warping due to martensite formation. It also means that the steel cannot easily be cut or drilled without an annealing treatment. However, “water hardening” steels like 1095 require a very fast quench which can make them more difficult to harden, even with very fast oil, especially with a thick cross section. On the plus side 1095 is quite soft after air cooling, and is well suited for making a “hamon” or temper line where only the edge is rapidly cooled and the spine transforms to softer pearlite. CruForgeV is a step down in hardenability from O1 or L6 but above steels like 1095, 1084, or even 52100 (Mn is more effective than Cr for hardenability). I still call CruForgeV a “medium oil” steel though it has much less tendency to air harden than O1 and L6. Parks AAA is probably pretty ideal for CruForgeV, being a medium-fast oil. Some knifemakers are afraid of quenching “too fast” and believe it may be deleterious to toughness. However, in our toughness study we used Parks 50 and the toughness was excellent. Using a somewhat slower oil reduces the chances of cracking and warping, however.
Overall I think they picked a pretty good compromise for hardenability with CruForgeV, making the steel less likely to air harden while also working with a range of different quenching oils. Blue series steels (#1, #2, Super), 1.2562, and 1.2442 have about 0.3Mn-0.3Cr, along with high carbon content, which puts them firmly in the “water hardening” category. V-Toku steels have a bit lower carbon and 0.5Mn-0.3Cr which puts them a bit closer to being “fast oil” steels though I think not quite there. 52100 (1.5Cr-0.3Mn) and 1.2519 (1.2Cr-0.3Mn) are “fast oil” steels, and CruForgeV is just above those in the medium oil category. So achieving full hardness after quenching can be somewhat easier than the Blue series steels and 1.2442, giving CruForgeV an advantage to some knifemakers.
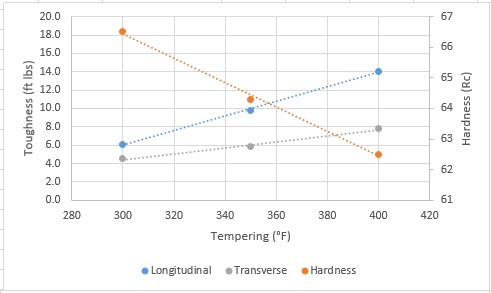
Tempering
The datasheet recommends tempering between 400-500°F. We tempered between 300-400°F in our study. Our hardness was somewhat higher than the datasheet (shown below), which may be because of the different initial microstructure as I explained in the annealing section.

Tempering data from the datasheet
There was no major drop in toughness by tempering at 300°F, so it is safe to temper that low if higher hardness is desired. Some steels can show a sharp change in behavior below certain tempering temperatures, such as seen with 5160, but this was not found with CruForgeV.
Optimal Heat Treatment
Forging: Forge from 2000°F
Normalizing: 1600°F for 10 minutes and air cool
Annealing: 1405°F for 30 minutes, cool at 670°F/hr to 1260°F and air cool. If annealing without a furnace, heat to non-magnetic, and place in a slow cool media like vermiculite.
Austenitize: 1450-1500°F for 10 minutes, quench in fast or medium oil
Temper: 300-400°F twice for 2 hours
1450-400 results in excellent toughness around 61.5 Rc, while 1500-350 has good toughness while at high hardness for edge stability and edge retention.
Will There Ever be a New CruForgeV?
With the popularity of Forged in Fire and the rising number of forging bladesmiths it seems like a no-brainer to produce a steel for them. However, there are several issues with producing a steel specifically for forging bladesmiths. One is that bladesmiths are used to purchasing steel that is quite inexpensive, typically less than $10/lb. Another is that they are used to using very simple steels that are quite easy to forge, grind, and finish. Producing steel for sale at less than $10/lb requires conventional production which also means a heat that is going be 10’s of thousands of pounds. So it requires a significant order of steel that will take up a lot of inventory and may or may not sell. And in the lower end of edge retention there are already many steels available such as 8670, 1084, 1095, O1, and 52100. It is the higher end of the edge retention range where less is available for forging. And that higher end of edge retention requires more carbide and harder carbides, which makes forging, grinding, and finishing more challenging. One of the chief complaints about CruForgeV was difficulty in hand sanding, and if a new high wear resistance forging steel were produced it would likely be a complaint for a new steel as well.
With small batch production, sprayform, or powder metallurgy production, the amount produced would be smaller and therefore probably better fit demand. However, the price per pound would also skyrocket, up to at least $30/lb if not higher. I am not sure if forging bladesmiths would be willing to pay that much, especially as the steel would also be more difficult to forge, grind, and finish. However, there are counter examples where small batch production has been done, such as Achim Wirtz who has made some low-alloy tungsten steels for knifemakers.
What is Possible for New Forging Knife Steels?
For conventional production we want to ensure that the carbide size remains relatively fine, so we would limit our additions of vanadium and tungsten to reasonable amounts. I like the combination used in Blue Super of 0.4% V and 2.25% W, those appear to be chosen at levels where most of the carbide is dissolved at forging temperatures for easier forging, but high enough where some VC/WC remains after final heat treatment for wear resistance. The issue with steels like Blue Super and 1.2562 is that they are prone to having high carbon in solution leading to brittle plate martensite and low toughness. The very high carbon content also makes the steel prone to grain boundary carbide formation during normalizing which also reduces toughness. Read this article for a process that was used to boost toughness in 1.2562.
However, it would be better if we had a steel that could avoid plate martensite and grain boundary carbide with simple processing. An example of a common steel that does this is 52100, where the 1.5% Cr decreases the carbon in solution to a point where plate martensite is avoided with typical heat treatments. The chromium also boosts the hardness of the cementite giving improved edge retention. And Cr helps keep the cementite size small. And 1.5% Cr offers a good level of hardenability in combination with 0.3Mn, what I would call a “fast oil” steel, being possible to quench with Parks 50, or Parks AAA as long as the cross section isn’t too thick. This level of hardenability is somewhat lower than CruForgeV which makes air hardening less likely and annealing easier. The downside of the Cr is that it means a more controlled soak is required in austenitizing, making it more difficult to heat treat in a forge, which is a difficulty CruForgeV does not have. However, there are many bladesmiths that heat treat 52100 with a forge or torch, and many bladesmiths with furnaces for heat treating it as well. So I think the pros outweigh the cons. A 52100/Blue Super hybrid with 1.5% Cr, 0.4%V, and 2.25% W with appropriate carbon content would provide enhanced toughness and edge retention over Blue Super and 1.2562 and make it easier to avoid plate martensite and grain boundary carbide. However, for the reasons I laid out in the previous section, I don’t see a steel like this happening.
To get a low alloy steel more firmly competitive with stainless and high alloy steels in terms of edge retention, even higher levels of vanadium and/or tungsten would be required. For conventional production perhaps we could combine the 0.75% V in CruForgeV with the 3.2% W in 1.2562. That would give about 3.2% VC/WC for another boost in edge retention. We may be straddling the line of where bladesmiths would be willing to use the steel at that point, because of increased difficulty in forging and finishing.
With sprayform or powder metallurgy technology, we could ensure the carbide size remains small while adding in even more carbide. Something like 1.2838 which is a low alloy steel with 1.45% C and 3.25% V, almost like a low hardenability version of CPM-4V or Vanadis 4 Extra with nearly 7% VC. With conventional production the carbides in that steel would be quite large but with powder metallurgy they would be very small so that toughness would be very good along with much higher edge retention than other available forging steels. The smaller carbides would also help in hand sanding despite the very hard carbides. Many stock removal knife makers produce knives in high alloy steels or stainless steels that would be roughly equivalent in terms of how difficult grinding and finishing would be. So maybe forging bladesmiths could adapt.
Summary and Conclusions
CruForgeV was a steel developed by Crucible with the help of bladesmiths like Dan Farr. It was developed to be easy to forge and heat treat with enhanced edge retention compared to steels like 1095 and W2. Unfortunately, Crucible’s bankruptcy led to the steel being offloaded at a discount and the steel hasn’t really taken off in popularity. CruForgeV does have a good combination of properties for a forging steel, however, with good toughness and potential hardness. The hard vanadium carbides also gives it edge retention similar to some of the popular tungsten-alloyed steels like Blue #1, V-Toku1, 1.2519, and 1.2442. I don’t see another CruForgeV steel coming any time soon but I laid out some possible steel designs that could be used. I am not sure that forging bladesmiths are willing to pay extra for a steel that is more difficult to work, however.
[1] https://www.bladeforums.com/threads/is-1086-long-gone.900792/#post-10207130
[2] https://www.bladeforums.com/threads/my-cruforge-v-heat-treat-and-the-results.654762/
[3] https://www.bladeforums.com/threads/is-1086-long-gone.900792/#post-10211102
[4] https://www.bladeforums.com/threads/cru-forge-v-hamon.656737/#post-9554223
[5] https://knifedogs.com/threads/anyone-using-cru-forge-v.51460/#post-408671
[6] https://www.bladeforums.com/threads/employees-receive-letter-from-crucible-materials.647375/#post-6851098
Hi Larrin
Excellent article and very informative. I like how you brought out the possibility of there being room in the market for a forging steel that could bridge the gap between low and high alloys.
It is my opinion that we don’t need anymore steels..we just need to learn how to heat treat the steels we have. But with that said, I can see your point about a possible hybrid that might be attractive to both forgers and stock removers. There does seem to be a void in the market, that I wasn’t aware of and I appreciate you bringing that out.
I for one, would be willing to try a steel like that as it would be a step up for the forgers in price and forgability… but might be a cost effective alternative for stock removal to avoid the expense of high alloy steels.
With the “hybrid” steel you mentioned in the last part of the article, it might have enough wear resistance to satisfy most high alloy users and still be tough enough to endure some abuse in choppers, bushcraft and survival knives.
Who knows..maybe a “super charged” 52100 is what the industry is looking for right now, and it might be very good for the market. Let me know when you get some made up and I’ll buy a few bars from you. Lol
Regards
Clay
I am not as big on the possibilities with heat treating as some are. If a heat treatment is “good” there is a band of properties that can be achieved, but 52100 can’t become 10V. So I am in favor of plugging property “holes” with products. Not sure a higher wear resistance forging steel will ever happen though.
Yes…52100 seems to hold the “sacred ground” with forgers. But who knows, with articles like yours it might put a bug in the ear of the industry and maybe they’ll look into the possibilities of dethroning the King.
Hi Larrin,
thanks for the excellent article. Besides the good information, your suggestion of the “Hybrid steel” sparked my interest. I tried to find an already existing steel that might fit your description. While I did not find an exact match, two steels came at least close. Could you please have a look, whether they have the potential to be a viable option?
The first one is 1.2552 (0.78-0.84C, 1.1Cr, 1.9-2W, 0.19-0.3V, 0.4-0.42Mn, 0.32-0.5Si, +Ni, +Cu). This is at least a Tungsten alloyed steel, that has less carbon than the other steels from your “thoughness of forging steels”-article. Therefore it should be tougher and have more lath martensite.
Another steel that could fit the description is the O7 steel (1.1-1.3C, 0.35-085Cr, 1-2W, 0-0.4V, 1Mn, 0.6 Si, 0.3Mo). While the chromium is qite a bit lower than in your description, I wondered whether the molybdenium could compensate this a little, as it behaves similar in some contexts. Here the plate martensite could be the problem though.
A third steel, which has probably not enough carbon, but fits some other descriptions is the Russian 5KHV2S (0.45-0.55C, 0.9-1.2Cr, 1.8-2.3W, 0-0.3V, 0.15-0.45Mn, 0.8-1.1Si, <0.3Mo, <0.3Cu) or the simlilar 5KHV2SF (0.1-0.3V, no Cu, no Mo). Although the process is not very controlled, perhaps experienced forgers could increase the cabon content of this steel and thereby getting closer to the desired composition?
Overall I was surprised, that I found only one steel (the O7), that allowed a vanadium content above 0.3% do you know the reason for this (carbide coarsening?)
Hi Larrin,
I forgot to mention one steel (excel became a bit lengthy) on which I would love to hear your oppinion. This is the Spanish UNE F.520.T (1.3-1.5C, 0.85-1.15Cr, 4.5-5.5W, 0.2-0.3V, 0.15-0.4Mn, 0.1-0.35Si). This is a lot of carbon and tungsten, but perhaps this could be an option for a low toughness, high carbide forging steel? So something like a 26C3 with a lot of WC?
I had not heard of that one. It’s a surprising amount of tungsten. I doubt it is easily available.
I saw CruforgeV at Alpha and talked to a master smith about it and he said it was too hard to finish and he went back to his 52100. I fear the superior steel lost because of forgers who think packing the edge is going to beat out most every other steel. I can match their knives and beat them with good old S5 without all the extra work.
I forged axe heads out of S5 using borax mixed with pure pulverized activated Carbon as a flux to hold down decarb and made 59-60 Rockwell C axes with a bit of extra carbon added on the surface. I used the fastest oil we had equal to Parks 50, a scary mix of motor oil and diesel. Had a cover to stop any flash fires on the quench tank. Equalizing was as simple as heat to a red glow, shut the doors to the forge and turn it off, still around 200 degrees in the morning.
I wished I’d had CruforgeV back then as it looks like it would be great for high quality axes.
Your remarks about the economics of producing a steel like CruForgeV are fascinating when considered in light of what you subsequently did with ProCut. It’s perhaps a bit “broader” than CruForgeV in terms of target market and application (especially with its ability to be “tailored” perhaps a bit more than usual via multiple heat treatment regimes), but it faced many of the same headwinds in getting to market. Well done!