Category: Austenitizing
1 thought on “Austenitizing”
Leave a Reply
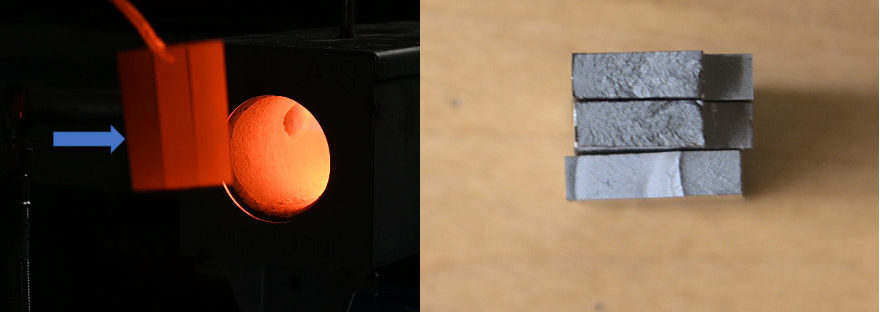
How to Heat Treat Knife Steel in a Forge
Thanks to Mike Poutiatine, TWJC, Robert Hugh, Head VI, and Snackin for becoming Knife Steel Nerds Patreon supporters! I was able to purchase a forge to do these experiments with thanks to the contributions of supporters.
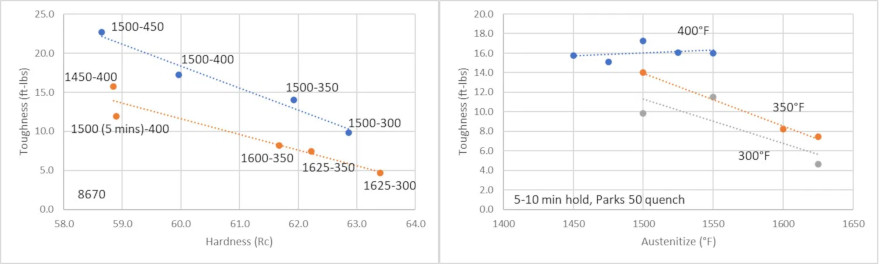
How to Heat Treat 8670
Thanks to George Walton, Josh Perdue, Bill Fitzgerald, and Donovan Phillips for becoming Knife Steel Nerds Patreon supporters!
Podcasts
I appeared on two podcasts this past week, Knife Perspective and Mark of the Maker. Knife Perspective I had been on before so we mostly focused on MagnaCut and other topics. Mark of the Maker was a full interview asking about my background before discussing my book, website, and CPM MagnaCut. So listen to one or the other or both depending on what you’re in the mood for.
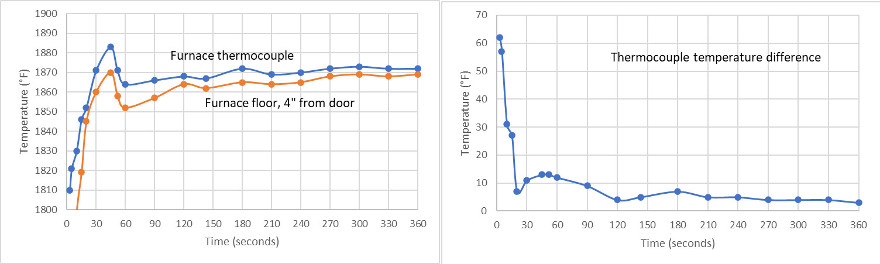
How Even is an EvenHeat? How to Operate Furnaces Effectively
Thanks to Dakian Delomast, 四季 浪月, joseph j fonzi, Nicholas Baird, Nick Dombrowski, Douglas Custom Knives, ElementalBreakdown, Daniel Manns, Drew Certain, and Michael Shuey for becoming Knife Steel Nerds Patreon supporters! And Jeff Schafer for increasing his contribution.

How to Use a Steel Datasheet to Develop a Heat Treatment
Thanks to David Reem, Colton, camilo, Brendan Gildea, Vince Koacz, Monery Custom Cutlery, Curt E, Shannon Sanders, Brazilian Blades, Rory Kelly, Brunhard, Zachary Chumley, Noel, Adam Nolte, Gundam lupus, and Jan Huch for becoming Knife Steel Nerds Patreon supporters! I still don’t know when it will be time for the announcement of my new steel so until then you can get all of the data on its properties exclusively on Patreon.

The Secret Heat Treatment of Frank J. Richtig
Thanks to Dean Baughman, Kitoc420, Steve Callari, Jay Ghoo, and Mitch Cagile for becoming Knife Steel Nerds Patreon supporters!
Legendary Heat Treatments
Last week I wrote about What a Good Heat Treatment Can and Cannot Do, and as part of that topic I wrote about how some knifemakers have a legendary or even mythical reputation for their heat treatments. In that article I argued that the big differences are between “bad” and “good” heat treatments, and that the differences between various good heat treatments are much smaller. And that edge geometry and knife design are more important to knife performance than the differences that are possible between different “good” heat treatments. So I think it makes sense to discuss a particular case of a knifemaker known for legendary, unmatched heat treatments, which brings me to…
How to Heat Treat 52100
Thanks to Lev Serebryakov for becoming a Knife Steel Nerds Patreon supporter!
52100 Steel
I previously wrote about the history and properties of 52100 in this article. The steel has been around since 1905, has been known as 52100 since 1919, and has been used in knives since at least the 1940’s. It was developed for bearings and its common use in bearings meant it has been a ready source for knife steel for decades. It is known for its fine carbide size and good toughness. The chromium addition compared with the chromium-free 1095 means that it has somewhat higher hardenability so it is easier to harden in oil and obtain full hardness. The chromium also helps keep the carbide size small. The chromium also shifts up the temperatures required for hardening.
A2 Steel – History and Properties
Thanks to Dan Pierson, Steve R. Godfrey, Bryan Fry, and Timothy Becker for becoming Knife Steel Nerds Patreon supporters!
History
A2 steel is quite old, though determining the exact year it was released is a bit difficult. A2 steel was developed in the early 20th century during the explosion of tool steels that occurred after the discovery of high speed steel which was first presented in 1900. You can read about that history in this article: The History of the First Tool Steel. During the development of the first high speed steel included the switch from manganese to chromium as the primary hardenability element, and most high speed steels had about 4% Cr. That high chromium content was primarily for “hardenability” which is the degree of cooling required to achieve full hardness. A “water quenching” steel has low hardenability and must be quenched very rapidly from high temperature, and an “air hardening” steel can be left in air and it will fully harden. You can read more about hardenability in this article on quenching. The first high speed steel came to be known as T1, which had 4% Cr and 18% W (tungsten). The earliest record I have found of a precursor A2-type steel is in a summary of tool steels in 1925 [1], while summaries of tool steels from 1910 [2] and 1915 [3] do not have any similar steels. Therefore these types of steels probably arose sometime between 1915 and 1925.
Heat Treating Vanax – How Hard Does it Get?
Thanks to David Suitor, Drakopoulos Stelios, and Maxim Bellehumeur for becoming Knife Steel Nerds Patreon supporters!
Vanax
Vanax is an interesting steel because of its good combination of toughness, wear resistance, and corrosion resistance. I wrote about Vanax along with other nitrogen-alloyed steels in this article, to describe how the steel is designed. While the datasheet shows it being capable of 59-61 Rc, I was curious about how hard the steel can go. The steel may be good for kitchen knives, for example, where very thin edges and high hardness is common. And kitchen knife users may appreciate the excellent corrosion resistance of Vanax in the presence of water, salt, and acidic foods.
Can You Trust Your Magnet During Heat Treating?
Thanks to Damion for becoming a Knife Steel Nerds Patreon supporter!
How a Magnet Helps in Heat Treating
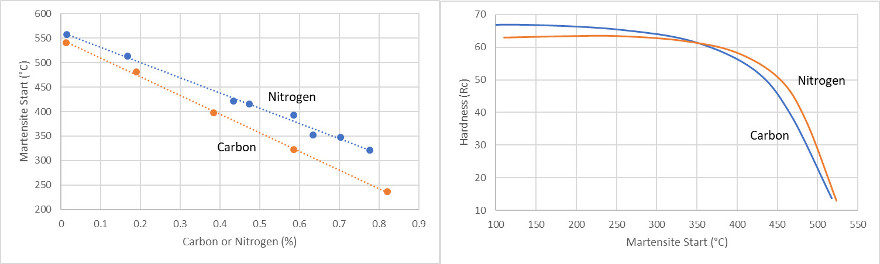
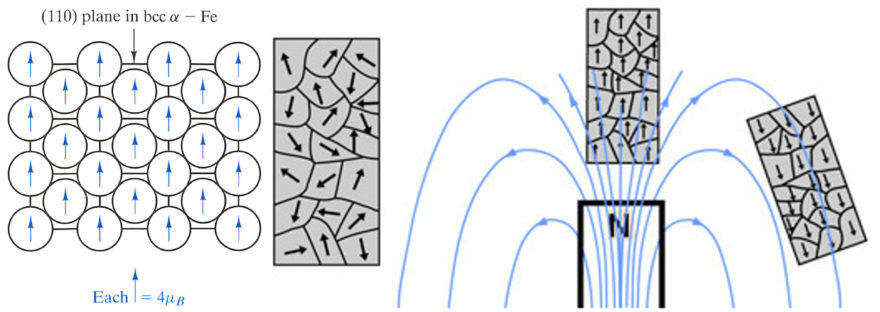
It is somewhat common for knifemakers to heat treat low alloy steels in a forge or with a torch, two methods where tight temperature control is not possible, and the temperature is frequently not even known. A magnet is often used to check the temperature of the steel because the point at which the steel becomes nonmagnetic is near the temperature at which the steel should be quenched to achieve high hardness. How does steel magnetism work? How reliable is checking the steel with a magnet?
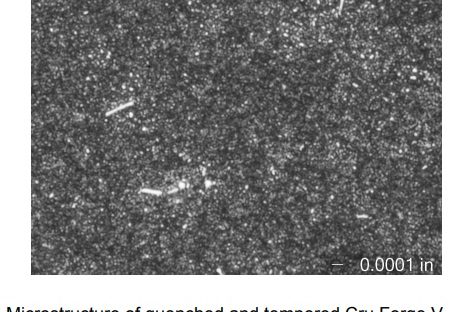
Cru Forge V – Toughness testing, Processing, and Background
Cru Forge V was developed by Crucible for those who forge their steel for knives [1]. It was developed shortly before Crucible’s bankruptcy and is reported to have been tested with the help of knifemakers Howard Clark and Dan Farr and that the code name prior to its official name was 1086V [2]. The steel is not listed anywhere on Crucible’s website and does not appear to be in production any longer, but as of March 2018 is still available from some third party steel sellers [3][4][5]. The steel has the following composition [1]:
Have beginning interest in knives. I want to learn all I can about making, materials, and uses.