Thanks to Johnny Ngo and ALtheSciencePal for becoming Knife Steel Nerds Patreon supporters!
O1 Steel History
O1 steel was developed in 1905 by Halcomb steel which was acquired by Crucible Steel a few years later [1][2]. However, the history is a bit more interesting than that. In 1876 a large Sheffield steel company, Sanderson Brothers, purchased Sweet’s Manufacturing Company’s Geddes Steel Works in Syracuse New York. American tariffs had led to a large reduction in exported steel from Sheffield, and steel output from the USA had also greatly increased to match. So several English steel companies setup production facilities in the US, including Sanderson Brothers. Sanderson Brothers was a very old Sheffield steel company, founded in 1776. Tool Steel development began to explode starting in about 1900 due to the recent discovery of “high speed steel” which you can read about here: The History of the First Tool Steel. The year 1900 was doubly significant because in that year there was a major consolidation of 13 of the major steel plants which used “crucible” steel production methods, accounting for 95% of the crucible steel production in the United States.
The 13 crucible steel companies, including Sanderson Brothers, formed the Crucible Steel Company of America. Its new President and General Manager was Charles Herbert Halcomb, who had come to Syracuse from Sheffield at the age of 22 in 1881 to work at Sanderson Brothers. Halcomb was the son of the managing director of Sanderson Brothers and trained as a metallurgist while working there. However, despite being the President of this new giant crucible tool steel company, Halcomb left Crucible after only two years to form the Halcomb Steel Company which was incorporated in 1904. Halcomb employed former Crucible workers and built a new factory in Syracuse directly next door to the Sanderson Brothers Works of Crucible Steel. Halcomb Steel was the first company to build an electric arc furnace for steel production rather than the older crucible technology. The electric arc furnace was built in 1905 and began production in 1906. The electric arc furnace was cheaper than crucible production and also led to higher quality steel. The electric arc furnace can be used to reduce phosphorous and sulfur levels, common steel impurities. And the reducing action of the slag in electric furnaces means there is less loss of easily oxidizable metals like chromium, vanadium, and manganese. By 1934 crucible steel production had almost entirely been replaced by electric arc furnaces [3].
The early high speed steels which became T1 had 4% Cr which made them air hardening. However, the high speed steels were primarily used for cutting tools while the die steel industry primarily relied on steels that required a water quench. You can read about what controls required quenching rates for full hardness in this article on “hardenability.” Metallurgist John A. Mathews of Halcomb Steel developed a steel with hardenabilty in between the air hardening high speed steel and the water quenching steels and this became the first “oil hardening” steel. Mathews is famous for patenting additions of vanadium to high speed steels, which became T1, by far the most common high speed steel in the early 20th century. Dies had sometimes been hardened in oil before this but this new steel grade was the first that could be quenched in oil and achieve full hardness throughout in relatively large sizes. This new steel was given the name “Ketos” and was advertised for how little distortion, cracking, or size change the steel sees due to the oil quench method. This allowed the use of intricate shapes and designs and less grinding after hardening. These advantages meant that Ketos became rather popular in tool and die shops. I haven’t found anything about why the steel is called Ketos, though that is an Ancient Greek word that means sea monster [4]. It does not have anything to do with low-carb diets.
Ketos ad from 1920 [5]
Despite the technology advantage provided by the electric arc furnace and exciting developments like Ketos, Halcomb Steel was relatively short-lived, at least as a standalone company. Halcomb Steel was acquired by Crucible Steel in 1911, which greatly increased the amount of tool steel produced by Crucible Steel in Syracuse. Crucible Steel kept the Ketos name and in fact the company still uses that trade name. Ketos was copied by several other steel companies due to its popularity, and was given the AISI designation O1 several decades later.
History of O1 Composition
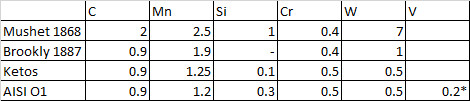
The design and evolution of the composition that became O1 cannot be nailed down exactly, but it does look like a steel that grew out of what was common at the time [6]. The first tool steel was “Mushet steel” developed in 1868 with 2% C, 2.5% Mn, and 7% W. This steel was air hardening due to high manganese and had high wear resistance due to the high carbon and tungsten. It was the main tool steel used other than simple carbon steel for about 25 years. Prior to the work of Taylor and White in the development of high speed steel, there was some evolution of alloying, particularly with testing different combinations of Mn, Cr, and W. There were experiments with “chromium-tungsten” steels as a replacement for the “manganese-tungsten” Mushet steel. In the decade 1880-1890, experiments in France were being conducted on chromium-alloyed steels. And by 1890 there were some studies on low alloyed steels with a combination of chromium and tungsten. By 1887 there is record of a steel with a somewhat similar composition to O1 produced by Brooklyn Chrome Steel Works. Much higher chromium and tungsten contents were those primarily being explored from about 1894 onward leading to the 4% Cr 18% W steel that became the first high speed steel. Therefore O1 looks more like those earlier 1890-era steels which were not being explored specifically for high speed applications. The earliest reported composition I found for O1 is from 1925 [7], it is hard to say how much it might have changed between 1905 and 1925.
Ketos information from 1913
There is a potential alternate evolution to O1. There are a few claims from close to the time period (1920-1930) that O1/Ketos started out as something closer to what is now called O2, with higher Mn (1.25-1.75%) and no Cr or W [8][9]. The Mn was then later partially replaced by 0.5% Cr and 0.5% W. However, I cannot find a composition for Ketos that shows it as anything other than as O1 not O2, so it would have changed pretty early on. But if the account is accurate then John A. Mathews developed both of the common oil hardening steel types: O1 and O2. Because Ketos was very popular most of the major steel manufacturers developed their own versions by at least 1920. These versions ranged between O1- and O2-like compositions.
Update 7/22/20: I did a search through historical records of early O2-type oil hardening steels and the earliest I found was Crucible “Paragon Oil Hardening” steel which went back to at least 1911 (American Machinist, vol. 35, 1911). Therefore it is probable that Mathews, or at least Crucible, developed both of the major types (O1 and O2) though O2 came later.
Here is a range of measured compositions from seven manufacturers reported in 1925 [7]:
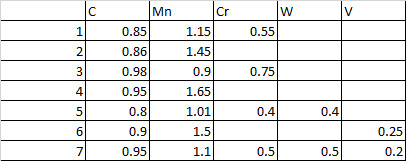
In the same 1925 article by James Gill (read about him here) he reported that the ~1.6% Mn version was more prone to cracking and grain growth than the lower Mn version with Cr and W. He preferred the O1-type composition, particularly when it had the vanadium addition for grain pinning. Gill liked vanadium additions in general and he worked for the Vanadium Alloys Steel Company. The resistance to cracking and the lower sensitivity to hardening temperature of the O1 composition may have been what led to the modification from the original O2.
Design of O1
O1 gets its oil hardening properties from the combination of Mn and Cr, both elements that contribute to hardenability. In the early 1900’s it was also believed that W contributes to hardenability so it may also have been added for that purpose. O1 has approximately half the Mn of the original Mushet steel so perhaps it was an intentional modification of that early air hardening steel to bring down the hardenability to “oil hardening.” The vanadium addition is optional though that helps to maintain a fine grain size. The tungsten also helps with fine grain and wear resistance though the amount is small enough that its contribution to those properties is relatively small. The main benefit of O1 compared with simple carbon steel like 1095 is that it can be hardened in oil and better avoid cracking, distortion, and size changes.
Tool and Die companies were very excited about Ketos steel, such as found in a 1911 report in American Machinist by C.G. Heiby and George Coles of the H. Mueller Manufacturing Company [10]. “About six months ago our attention was called to Ketos steel…claims for which, in the light of long experience with carbon steels, were almost unbelievable…[W]e have been able to verify the manufacturers’ statement in regard to its nonshrinking and nonwarping qualities to our entire satisfaction.”
History of O1 Steel in Knives
Because O1 became a very popular tool steel, it is relatively difficult to determine who used it in knives first. It has been popular with both forging bladesmiths and stock removal knifemakers due to its wide availability in a range of sizes, and ease in forging and heat treating. One knifemaker known for his use of O1 was W.D. “Bo” Randall, who started making knives in about 1938 after buying a Scagel knife that impressed him [11]. From the first available Randall Knives catalog in 1940, it says that the knives were “Made of finest imported Swedish Tool Steel” [12]. This steel was not identified as O1 in the catalog until the 1985 edition [13] which called it “imported Swedish O1 tool steel” which uses the same terms but adds that it was O1. I contacted Randall Made Knives and they confirmed to me that their understanding is that the steel used did not change. An article on Randall knives by Jim Williamson identifies the steel as being produced by Uddeholm [14]. Uddeholm sold a version of O1 under the name UHB-46 at that time [15]. So while it is hard to say that Randall was the first to use O1 he was an influential user of it in the very early period of American-made custom knives. It is interesting that he used steel from Sweden when O1 was invented in the USA. I am not sure why he used Uddeholm steel. Perhaps it was available in a better size, cost, or he felt the steel was higher quality. Starting in the 1945 catalog [16] it says, “I use the finest Imported Swedish Tool Steel, which may not necessarily be better than our best American steels, but has the reputation of being made from the purest of ores and of being the finest of cutlery steels.”
Microstructure of O1
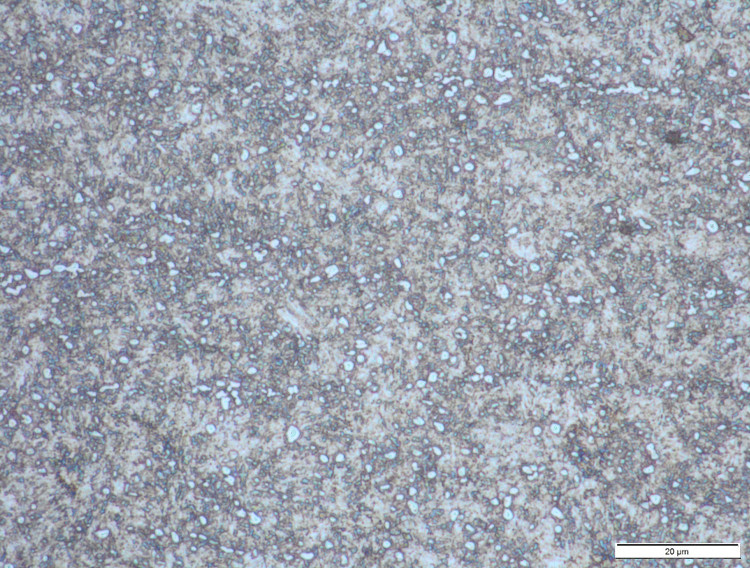
Below I have a micrograph of O1 that I took. You can compare it against other knife steels by reading this article. The carbides are relatively small and well distributed. Fine carbides generally mean good toughness and edge stability.
Toughness Testing of O1
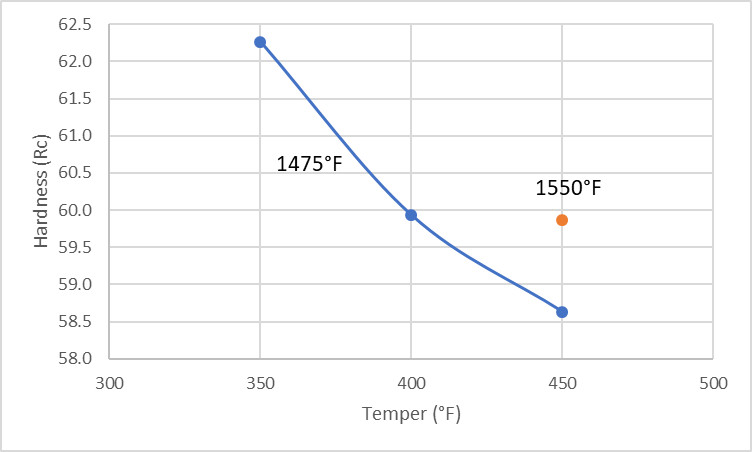
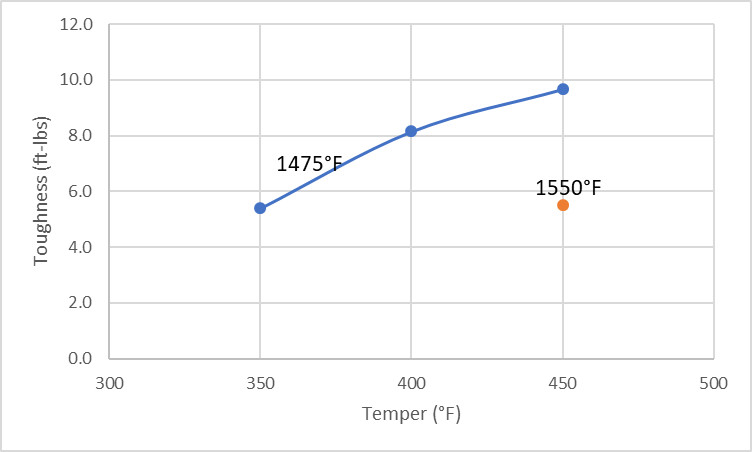
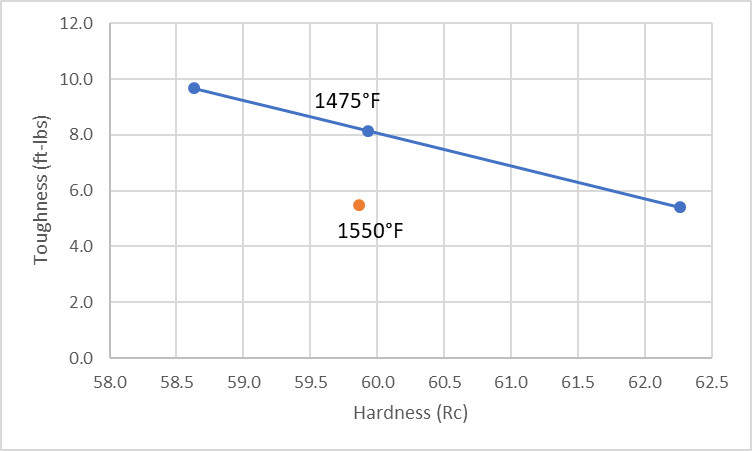
Here are toughness numbers of O1 austenitized at 1475°F or 1550°F for 10 minutes, quenched in fast oil, and tempered between 350 and 450°F. The samples were heat treated by Warren Krywko and machined by Alpha Knife Supply. Austenitizing at 1550°F led to a reduction in toughness either due to an increase in plate martensite or grain size. Tempering up to 450°F did not lead to tempered martensite embrittlement. It may be worth trying 1450 or 1500°F but for now my recommended austenitizing temperature is 1475°F. Medium oil like Parks AAA can be used with O1 due to the high hardenability. A cold treatment can be added after the quench for a small increase in hardness as well as a corresponding decrease in toughness (not tested here).
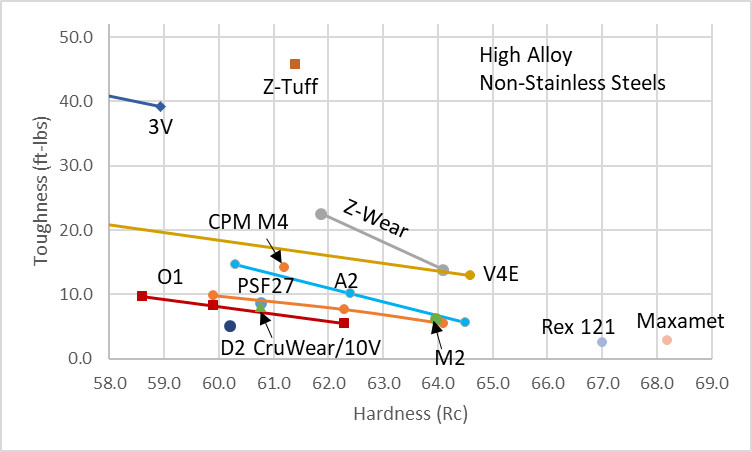
Despite the fine carbide structure of O1, its toughness is not particularly high when compared with other steels. For example, A2 is probably the closest counterpart to O1 in terms of use in die steels but is air hardening instead of oil hardening. However, A2 has both better toughness and wear resistance than O1, despite the fine carbide structure of O1. I believe this is due to “plate martensite” in O1 but can’t say for sure.
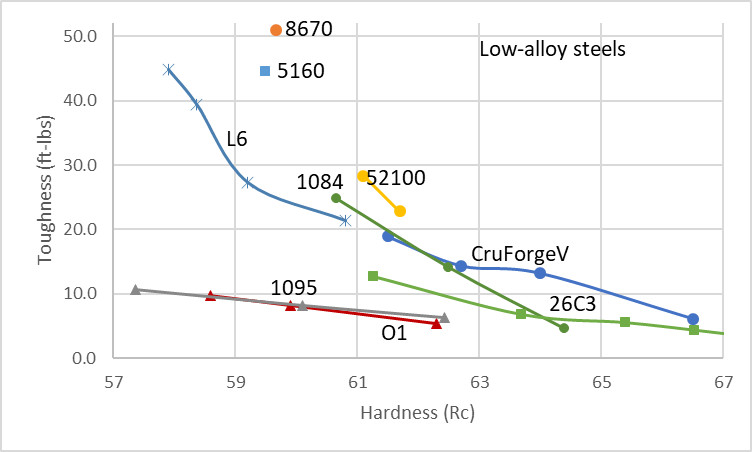
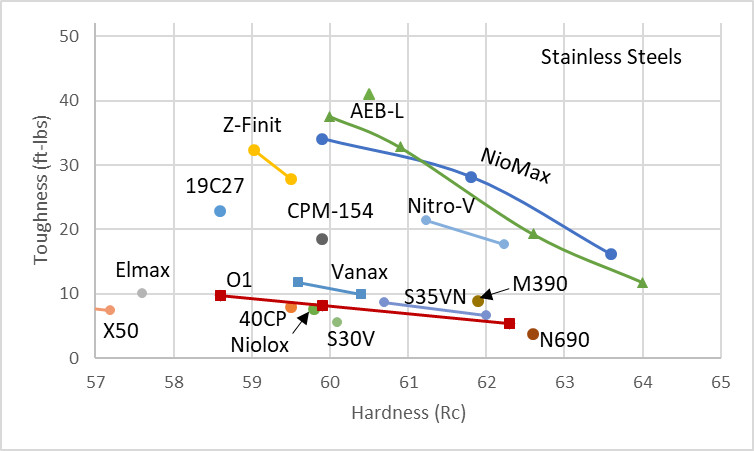
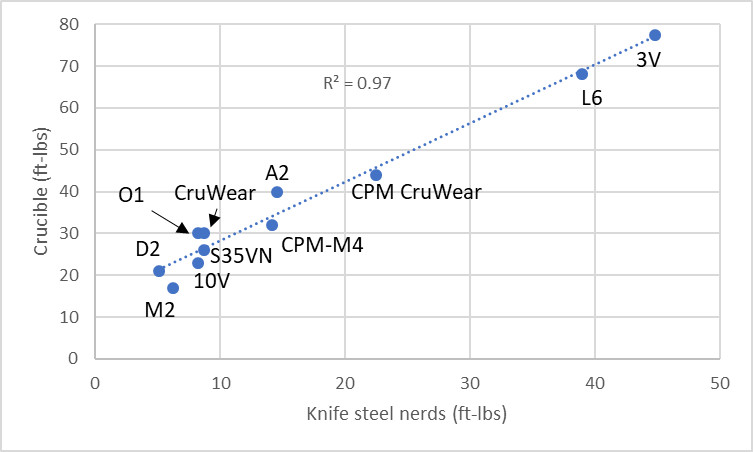
The relatively poor toughness of O1 seems to be a consistent finding whether in toughness testing of Knife Steel Nerds, Crucible, or Carpenter. It’s not that the toughness of O1 is especially bad, but that for its fine carbide structure and low level of wear resistance the toughness would be expected to be better. Here is a comparison between Knife Steel Nerds and Crucible toughness numbers showing that they correlate very well and that the results for O1 are also similar (note the scales are different due to different sample geometries):
Wear Resistance and Edge Retention
O1 is not known for high wear resistance, it has significantly lower abrasion resistance than D2, for example [17]. And generic ratings from steel manufacturers typically show O1 having lower wear resistance than the majority of their other die steels. There is one reported test of CATRA edge retention with O1 of which I am aware, commissioned by Jeff Peachey [18]. He sharpened each to a very low angle of 13°. O1 was tested at a very high hardness (64 Rc) but its edge retention was clearly lower than the other steels:
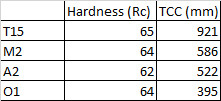
This is easy to understand through knowledge of the effects of carbides on edge retention which you can read about here. O1 has a relatively small amount of soft iron carbides which do not contribute as much to edge retention as chromium carbides in A2 or the molybdenum/tungsten and vanadium carbides in M2 and T15. Low alloy steels in general (1095, 52100, O1, W2, etc.) have relatively poor slicing edge retention.
Cost, Availability, Heat Treating, Finishing, and Sharpening
The biggest benefit of O1 over the years has been its availability nearly everywhere and relatively low cost. It is also relatively easy to heat treat due to its austenitizing requriements being similar to other low alloy steels with the benefit of being easy to quench for full hardness, even with slow oil because of its high hardenability. The downside is it is more difficult to anneal due to its high hardenability. Learn about annealing here: Part 1 and Part 2. O1 is also easy to finish and sharpen because of its low wear resistance. The forgeability of O1 is also very good.
Summary and Conclusions
O1 started out as a development of “oil hardening steel” in the explosion of steel development that occurred in the early 20th century. “Ketos” steel was released by Halcomb Steel in 1905 after being developed by metallurgist John A. Mathews. Halcomb Steel was a company formed by Charles Halcomb, the first President of Crucible Steel who left to form his own company, building the factory directly next door to Crucible’s in Syracuse, NY. Halcomb Steel was purchased by Crucible only a few years later but continued to sell the steel as Halcomb Ketos for many years, and Crucible continues to sell O1 as Ketos steel. O1 had a medium amount of Mn (~1.2%) along with Cr and W for hardenability, wear resistance, and resistance to grain growth. There is some confusion about whether O2 steel with its simpler design of Mn only (~1.6%) may have come first and been modified to make the final O1 composition. Oil hardening steel was very popular with tool and die companies due to the very small amount of warping, distortion, and size changes the steel would see due to oil hardening. The other major tool steel companies made their own oil hardening steels which were all versions of O1 and O2. O1 has a fine microstructure of cementite. Its toughness is only “good” despite its fine structure and relatively low wear resistance. Its edge retention is relatively low due to the small amount of soft iron carbides (cementite). O1 has been common in knives for decades. Famously O1 has been used by Randall Knives starting in 1938 or so and continuing to today.
[1] Tweedale, Geoffrey. Sheffield Steel and America: A Century of Commercial and Technological Interdependence 1830-1930. Cambridge University Press, 1987.
[2] Mathews, J. A. “Tool Steel Progress in the Twentieth Century.” In The Iron Age (1930): 1672-1676.
[3] Gill, James P., Tool steels: a series of five educational lectures on the selection, properties and uses of commercial tools steels presented to members of the ASM during the 16th National Metal Congress and Exposition, New York City, Oct. 1 to 5, 1934.
[4] http://www.perseus.tufts.edu/hopper/text?doc=Perseus%3Atext%3A1999.04.0057%3Aentry%3Dkh%3Dtos
[5] The Iron Age 1921.
[6] Townsend, A. S. “Alloy Tool Steels and the Development of High-Speed Steel.” Trans. Am. Soc. Steel Treat 21 (1933): 769-795.
[7] Gill, J. P., and M. A. Frost. “The Chemical Composition of Tool Steels.” Trans. Am. Soc. Steel Treat 9 (1926): 75-88.
[8] Brown, C.M. “Standardizing Specifications for Tool Steel.” In Transactions of the American Society for Steel Treating 1, (1920-1921): 666-682.
[9] Thum, E. E. “The New Manganese Alloy Steels.” In Proc. Amer. Soc. Test. Mat, vol. 30, (1930): 215-236.
[10] Heiby, C. G., and George Coles. “Unusual Tool Hardening Results.” In American Machinist September 14, (1911): 487-489.
[11] https://www.randallknives.com/randall-history/
[12] https://www.randallmadeknife.com/1939
[13] https://www.randallmadeknife.com/1985
[14] http://www.dozierknives.com/images/documents/Magazine/randalls%20first%20half%20century.pdf
[15] Woldman, N. E. Engineering Alloys: Names, Properties, Uses. 1945.
[16] https://www.randallmadeknife.com/1945b
[17] Bourithis, L., G. D. Papadimitriou, and J. Sideris. “Comparison of wear properties of tool steels AISI D2 and O1 with the same hardness.” Tribology International 39, no. 6 (2006): 479-489.
[18] https://jeffpeachey.com/tag/testing-o1-and-a2-steel/
Larrin I wrote to you explaining the longer hold times for O1 with the 0.2% Vanadium. Basically O1v is held for 15 minutes instead of the standard 10 at 1475. I looked up my heat treating notes from 2003 and why a heat treater told me to hold the extra time. They were experiencing a consistent lower hardness of half a RC point and started holding it longer. It is why my personal tests were better than holding at ten minutes, it wasn’t forming as many carbides.
I did do a dry ice quench overnight and tempered the next morning at 450 F. (didn’t have LN available) It came out at a little over 60.5 hard vs. 59.8 at ten mins. Without the dry ice it is typically 0.5 softer.
I cannot find exactly when they started adding V to O1 and as you point out in the article it already has a fine grain structure, but it has been around since before 2002. With the additional 15 instead of 10 mins. of hold time my test blades were tougher as they bent further without breaking and held an edge a little better at 20% more cardboard cut. It wasn’t an anomaly according to my notes. I’m not exactly sure of how to quantify more cardboard cut before it started tearing the cardboard to a edge retention number though and I’m hesitant to say it was 20% better with cardboard as the cutting medium, but it was the same thickness that I always used.
My O1 was .095 C, 1.05Mn, .50 Cr,.50W and .20V and 15 mins hold before quench in 120-130 AAA oil. Tempered two x two hours at 450F. I got a very consistent hardness of HRC 60.5 +0.3, minus 0.2 which is about as good as it gets in a test.
So what would happen if you used O1 and Cru Forge V in combination with L6 for damascus? Even with non VanadiumOQ!, wouldn’t the combined “dark” steel have like .25% W and 37.5% V? What do you think would that do for abrasion resistance?
The vanadium and tungsten wouldn’t diffuse much between the two steels. It’s mostly carbon that moves between them.
Interesting. I had obviously heard before that nickel does not diffuse and I guess you can kind of see that when you make Damascus. But I was unaware that other elements also tend to stay put.
Conozco muchos talleres en donde templan el acero O1 y buena parte manifiesta que es un acero muy complejo de templar y a muchos se les fisura, no he entendido la razón del porque, siendo un acero muy sencillo
Hello. O1 Steel seems to be used often on modern straight razors. Personally I would put edge retention above all else, apart from carbide size of course. Most good razors have a 61-63 HRC; would using a lower edge retention alloy and pushing the hardness higher be better than using some higher retention alloys? I saw that at least one custom straight razor was made of M4. What might be the best alloy for straight razors? Thank you!
The ones made for razor blades, I’d say, like 26c3, AEB-L, and 13c27. Though most steels get pretty sharp you want fine carbides for fine edges.
In the past, the problem with some of those steals made for razor blades was the lack of availability in stock sizes require required for a straight razor. I’d say the minimum you’d wanna use for a narrow blade would be 3/16. Quarter inch seems to be perhaps a bit more common.