Thanks to Todd Kroenlein and David for becoming Knife Steel Nerds Patreon supporters!
Cementite
The most basic carbide type in steel is an intermetallic compound formed between iron and carbon, commonly called cementite. Carbides are hard and brittle, similar to a ceramic material. Cementite has a relatively complex structure but in its simplest form it is 3 iron atoms for every carbon atom: Fe3C. However, other elements can partially replace the iron, so the carbide is sometimes given as M3C where M can mean Fe, Mn, Cr, etc. Cementite is typically present as either particles or in “pearlite.” I introduced what pearlite is in this article. However, cementite is the only carbide type that typically forms in pearlite, so to keep things simple for this article I will be focusing on carbide particles. Below I have a schematic representation of carbides (black circles) along with the grain boundaries (black lines).

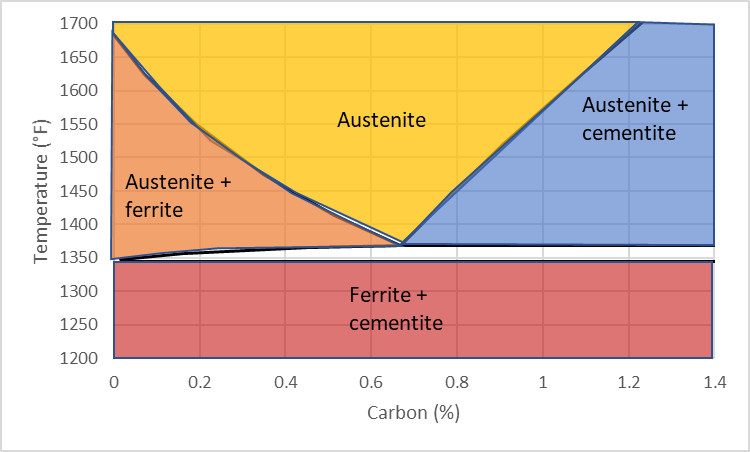
Any steel can have carbide in it, depending on the prior processing. At low temperature steel is in its “equilibrium” state when there is a combination of iron “ferrite” with carbide throughout it. Ferrite is the normal room temperature phase of steel and iron which is soft and ductile. The equilibrium state for steel at different temperatures can be seen on an iron-carbon phase diagram. Temperature is on the y-axis and carbon on the x-axis, with the different states of steel being labeled for different combinations of carbon and temperature. Below about 1350°F the equilibrium state is ferrite plus carbides regardless of carbon content, which I have marked in red below. I will be using this diagram several times in this article to refer to different states of steel.
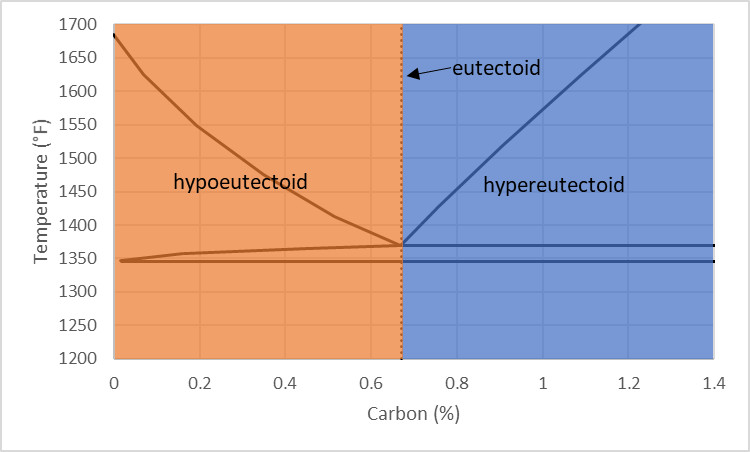
Another useful division between steels in the “eutectoid” point which I have labeled below, to the right of the eutectoid is high carbon “hypereutectoid” steel and to the left of the eutectoid is low carbon “hypoeutectoid” steel:
With steel at the eutectoid carbon content, heating it above 1360°F or so, the steel enters the austenite field marked in yellow in the first Fe-C diagram. The steel has transformed from “ferrite and carbide” to austenite. Austenite is the high temperature phase of steel which has a different arrangement of iron atoms than ferrite and has different properties, such as being non-magnetic. Heating to form austenite is an important part of heat treating called “austenitizing” which you can read about in this article. The carbide has dissolved to form the new phase, austenite, so all of the carbide is now gone. Low carbon hypoeutectoid steel transforms in a similar way except for it passes through the orange “austenite + ferrite” phase field, meaning that the steel transforms from ferrite to austenite over a range of temperature, and can have both phases present even after infinite hold times in that region. However, once it has reached a high enough temperature to enter the austenite phase field, after some time for the transformation to complete, it will be fully austenite with no carbide.
High carbon hypereutectoid steel is somewhat different, however, as it has the “austenite + cementite” field marked in blue. When the steel is heated to the temperature of austenite+cementite, some of the carbide dissolves to transform the low carbon ferrite to higher carbon austenite, but some fraction of carbide remains. If heated to yet higher temperatures, the carbide eventually dissolves in the yellow “austenite” phase field. High carbon knife steels are intentionally heated to the “austenite + cementite” phase field and quenched so that some carbide is retained. Learn about what happens during quenching in this article. Those carbides contribute to wear resistance, which in knives improves edge retention. The quenched steel is in a “non-equilibrium” state with high hardness, carbon-enriched martensite and less carbide than in the “ferrite+cementite” state it would like to be in. This is why in tempering very small carbides are precipitated as the steel attempts to reach that equilibrium state. Learn about the very small carbides that form during tempering in this article. At yet higher temperatures and sufficient time, the steel eventually reaches something close to the equilibrium state again where it is soft and easy to work. That process is a type of annealing, which you can read about here: Part 1 and Part 2.
How Much Carbide?
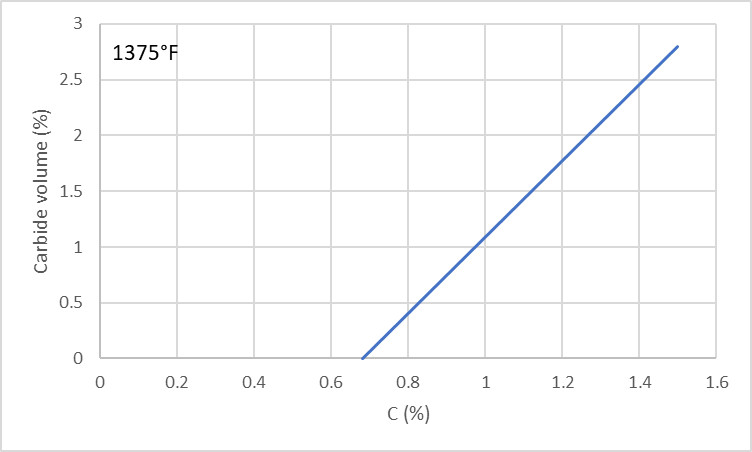
While sticking with simple iron carbide, the amount of cementite is controlled by the temperature of austenitizing and the amount of carbon. Lower austenitizing temperatures means more carbide and higher carbon means more carbide. Below is carbon content vs volume of cementite at a fixed temperature of 1375°F, where you can see that carbide increased with carbon above the eutectoid carbon content:
And carbide volume vs temperature for a 1.3% carbon steel to see how the amount of carbide decreases with higher austenitizing temperatures:
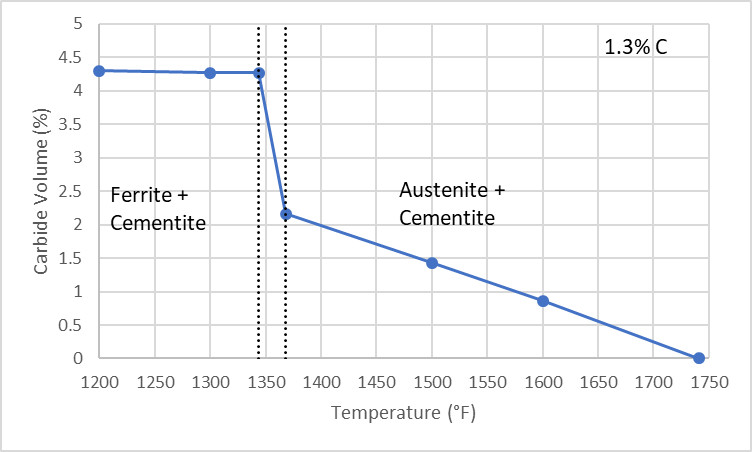
The above calculations are for equilibrium meaning an infinite hold time. In practice the carbide content is somewhat higher because some specified hold time at the austenitizing temperature is used prior to quenching. For example, below is 52100 steel (1% C, 1.5% Cr) with a 30 minute hold time prior to quenching, in comparison with the calculated values:
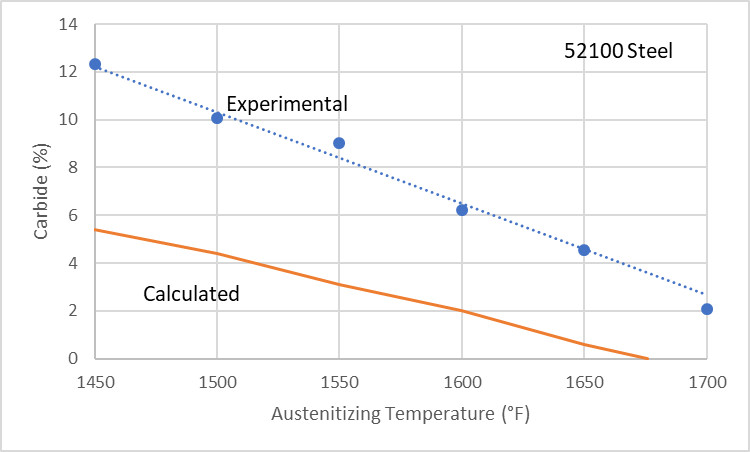
Data adapted from [1]
Shifting of the Eutectoid
The eutectoid carbon content is not stagnant, but can change based on other alloying elements. For example, the above Fe-C phase diagrams I was showing were actually for a steel with 0.3% Mn and 0.3% Si, since those alloy elements are in most steels. The “pure” Fe-C eutectoid carbon content is at a somewhat higher carbon content, about 0.77%. The reduction in the eutectoid carbon content means that there is more carbide remaining undissolved after austenitizing. And that less carbon is required in the steel to have the “austenite + carbide” phase field. For example, below is the shift in the eutectoid with different chromium contents. With 0% Cr the two lines meet at 0.77% carbon, to the right of that carbon content is hypereutectoid steel with the austenite+carbide phase field. At 5% Cr, that carbon content has been shifted down to about 0.5% carbon, and down to only about 0.35% carbon at 19% chromium. So stainless steels and tool steels with significant chromium additions need less carbon to have carbides for wear resistance.
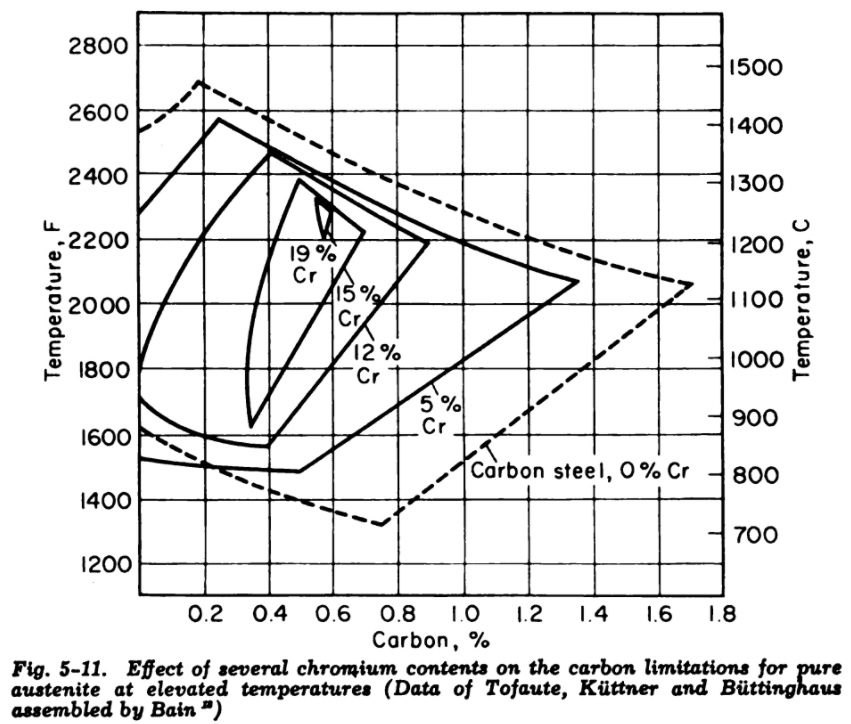
Image from [2]
All alloy additions drop the eutectoid carbon, as can be seen in this simple plot:
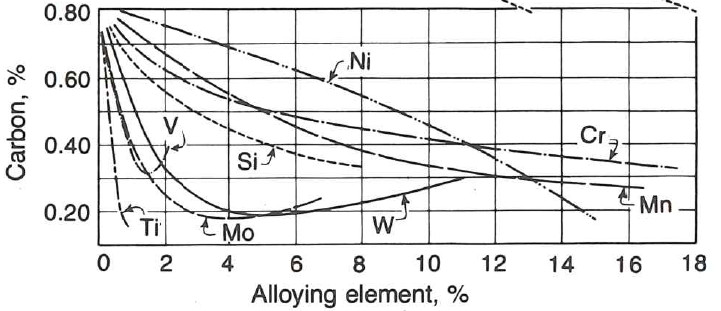
Image from [2]
Hardness
Carbides indirectly affect hardness because the carbon needs to be “in solution” not locked up in a carbide to contribute to the as-quenched hardness. Higher temperatures when austenitizing means more carbide is dissolved, putting the carbon back in solution to increase the hardness of the martensite that forms on quenching.
Effect of Carbides on Toughness
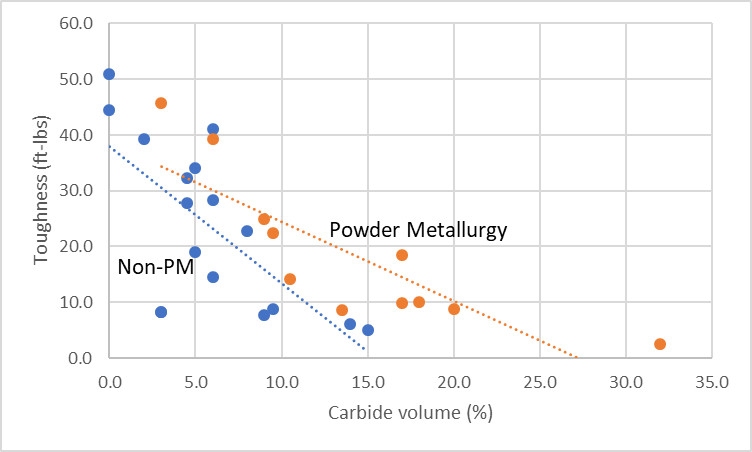
Because carbides are hard brittle particles, they are detrimental to toughness. The carbides act as crack initiation sites which reduces the stress required for crack formation. The more carbide steel has, the lower the toughness is. And the larger the carbides are, the lower the toughness is. Read about how carbides affect toughness in this article. The powder metallurgy process reduces carbide size which makes the steel somewhat tougher for a given amount of carbide:
I took micrographs of 42 knife steels and compared the carbide structure with toughness measurements we have done. Here are examples of a small carbide steel with high toughness (AEB-L) and a steel with large carbides and relatively low toughness (D2):
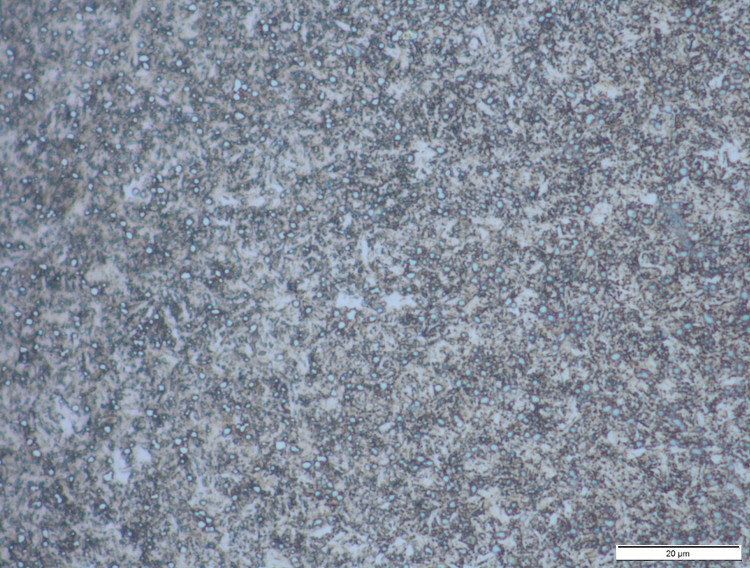
AEB-L with a small volume of small carbides
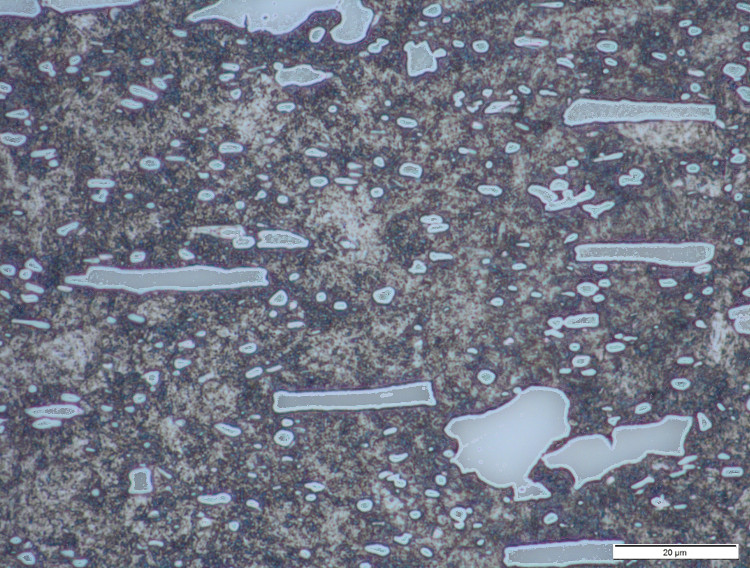
D2 with large carbides
Different Carbide Types
There are many more types of carbides than the basic iron carbides (cementite). There are many reasons why steels are designed with these other carbide types instead. For example, stainless steels are alloyed with significant amounts of chromium for corrosion resistance, and a byproduct of that high chromium content is chromium carbides. High speed steels are designed to have high “hot hardness” where hardness is maintained at high temperatures for tooling operated at high speeds. Tungsten and molybdenum additions are necessary to provide that hot hardness so those steels usually have W/Mo carbides. Other times alloys are added intentionally to form hard carbides designed for wear resistance. D2, as shown in its micrograph previously, has large amounts of chromium added not for corrosion resistance, but to have large amounts of chromium carbide for wear resistance. A common alloy addition for wear resistance is vanadium, as seen in many knife steels. The reason those carbides are used for higher wear resistance rather than simply using more iron carbide is because carbides have a range of hardness. Here is a chart showing carbide hardness in Vickers, as well as high hardness steel (martensite), and some common abrasives:
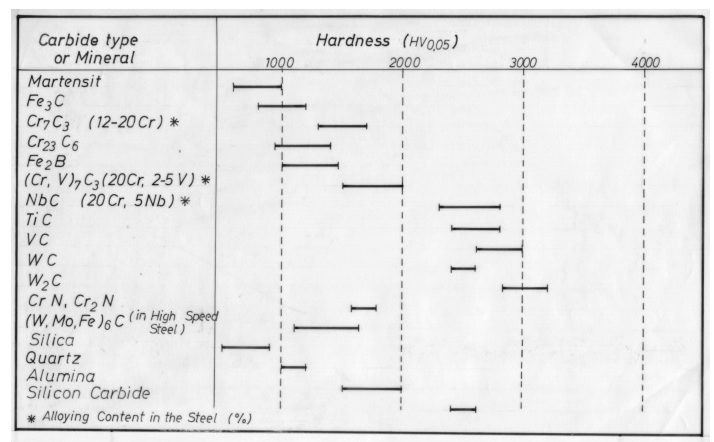
Image from [3]
You can see that the hardest carbides include niobium (NbC), vanadium (VC), titanium (TiC), and tungsten carbides (WC and W2C). The higher the hardness of the carbide, the stronger the contribution to wear resistance and edge retention. I compared the effect of different carbide types on CATRA edge retention in this article and with further analysis in this article. A good correlation was found between the carbide hardness and the contribution to slicing edge retention:
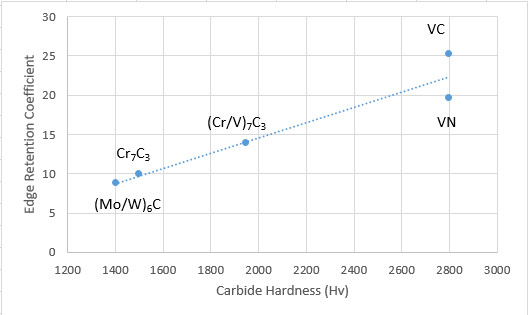
So having carbides of a higher hardness (such as VC), even while at the same amount, provides more edge retention. Or the same level of edge retention can be provided with less carbide by using a harder carbide. The hardness of carbide does not affect toughness, however. Therefore, using a smaller amount of harder carbides can provide a better combination of toughness and edge retention.
Strength of Carbide Formers and Stability of Carbides
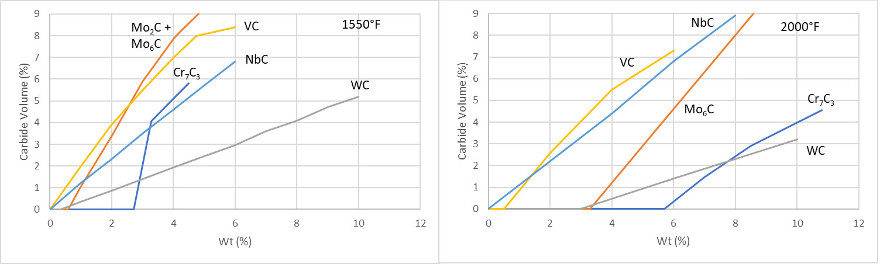
Different alloy additions are “stronger” carbide formers than others. Most elements have some minimum amount that needs to be added before the new carbide type is formed. And when multiple elements are added, there is somewhat of a competition where the strongest carbide former is the most likely to form carbides. For an example I have the effect of chromium additions on the carbide volume of a 1% carbon steel at a temperature of 1550°F:
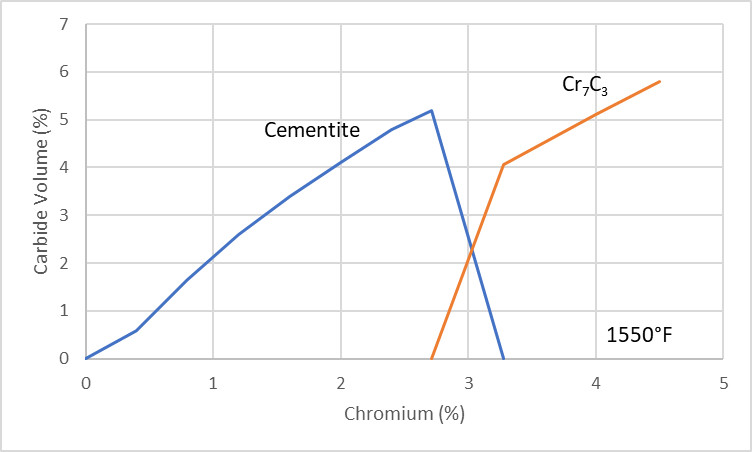
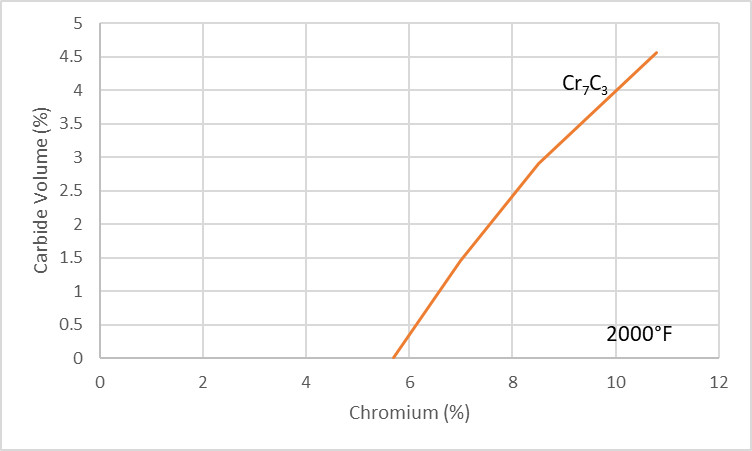
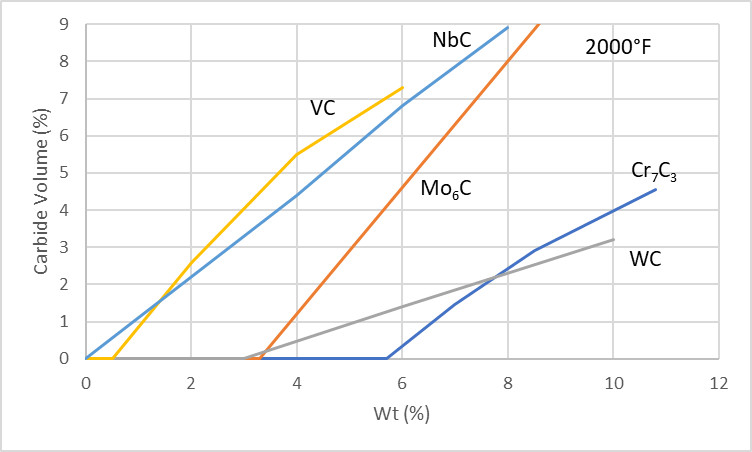
You can see that up to a chromium content of about 2.7%, no “chromium carbide” is actually formed, it only increases the amount of cementite. There is a small amount of chromium that becomes a part of the cementite. So a steel like 52100 with 1.5% chromium does not usually form a chromium-rich carbide like Cr7C3 or Cr23C6 but rather has cementite which has been slightly enriched in chromium. You can read about 52100 and why chromium increases the amount of carbide in this article. Below is the amount of chromium carbide vs chromium content at a higher temperature of 2000°F. Just like with iron carbide, at higher temperatures more carbide is dissolved, so that more chromium is necessary to have some chromium carbide. And cementite never appears in the plot below because it dissolves at lower temperature:
Below is a chart showing how much carbide is formed after adding a given amount of the element in a 1% carbon steel at two different temperatures. The element in question is indicated by the alloy carbide listed next to its curve. So the NbC line is relative to Nb added to the steel in weight percent. Alloy carbides form at small additions of V and Nb. NbC is seen with the smallest Nb addition even at 2000°F. Greater amounts of Mo, Cr, and W are necessary to form carbides at 2000°F, showing that those carbides are not as stable and will dissolve at higher temperatures.
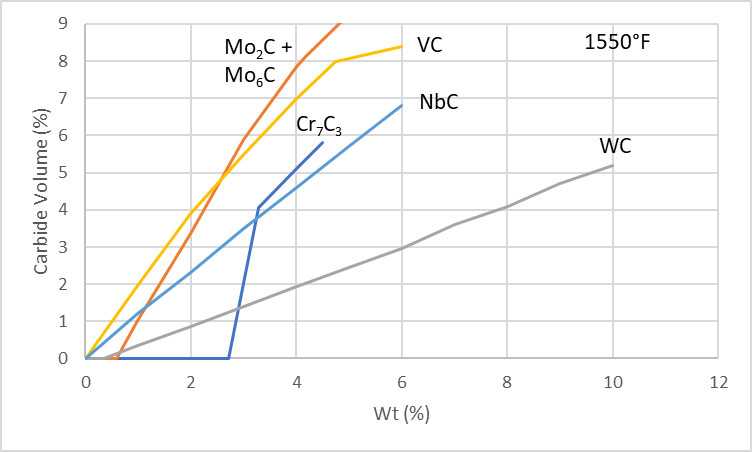
Niobium and titanium are very strong carbide formers, so adding a little bit of niobium will give you a little bit of niobium carbide, even at relatively high temperatures. Stronger carbide formers tend to lead to carbides that form at high temperatures and are stable up to approximately the temperature at which they form, so they don’t dissolve until very high temperatures. Below I have shown the formation temperature for carbides with different alloying elements added to a 1% carbon steel.
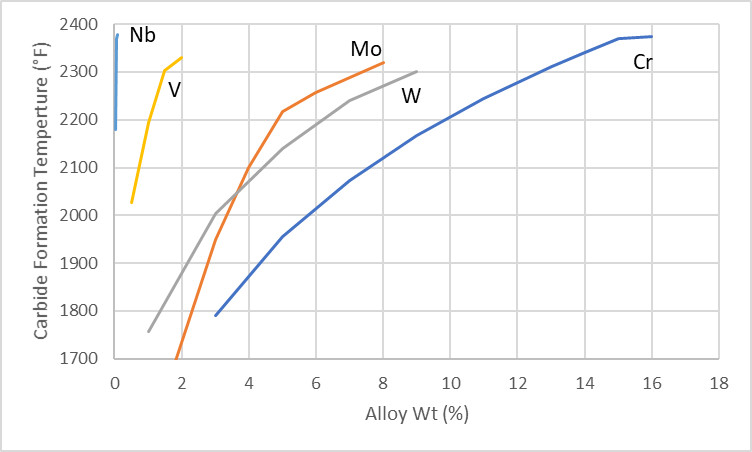
Carbides forming at higher temperatures usually means they are larger in the final product, which can be detrimental to toughness. The higher the temperature, the faster diffusion is so the carbides grow relatively rapidly. When no solid is present around the carbides they are able to grow more freely. If the carbide formation temperature is kept below 2000°F or so, the carbides will be dissolved at forging temperatures and re-precipitated at a lower temperature where they will usually be very small.
On the positive side, when carbides are present at forging temperatures they prevent grain growth. Small additions of V and Nb are effective at keeping the grain size small because they do not dissolve until high temperature. And the size of these carbides can be managed by keeping the additions small. Niobium can be added in very small amounts, such as 0.02-0.05%, for grain size control.
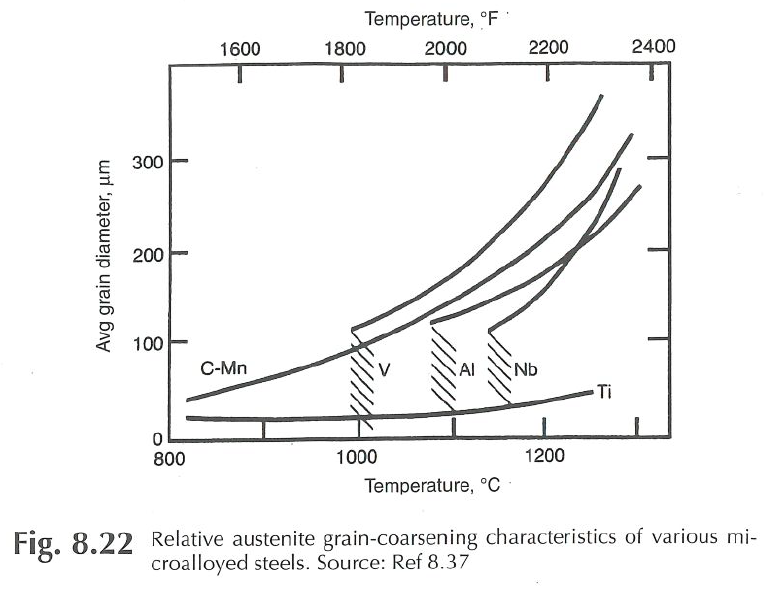
Image from [4]
Tungsten Carbides
The tungsten carbide WC is found in low-alloy tool steels such as F2, 1.2562, 1.2519, O7, and Blue Super. Learn about these tungsten steels in this article. This carbide has a relatively unique position as being very high in hardness but also dissolves at forging temperatures (depending on the amount of W) so that the steel is easier to forge. The carbides dissolving at relatively low temperatures also makes the carbide easier to manage in terms of size. Many strong carbides will not dissolve until the steel melts which means they cannot be dissolved and re-precipitated at a lower temperature to make them smaller. One of the downsides of tungsten is that because it is a heavy element (in terms of atomic weight), so relatively large amounts of it are required to form a significant amount of carbide. At 1550°F, a 2% tungsten addition gives only about 0.9% WC while 2% vanadium gives about 4% VC.
Because tungsten is a relatively weak carbide former, it can be overpowered by other carbide formers, even chromium which is not the strongest carbide former as described earlier (need 2.7% Cr just to form chromium carbide). Most air hardening tool steels have at least 4% Cr, and that Cr reduces the amount of WC that is seen, below is a 1% carbon, 4% tungsten steel:
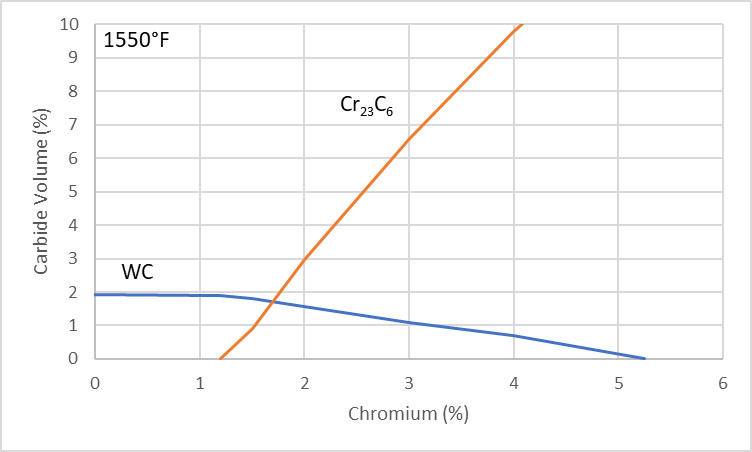
You can also see that the chromium carbide type which formed was Cr23C6 rather than Cr7C3 which is another of those peculiarities with carbides, when other alloy elements are present there may be a different carbide type that has formed.
Tungsten and Molybdenum in High Speed Steels
So any steel with at least 4% Cr is unlikely to have any WC even with significant tungsten additions. This is doubly true with the higher austenitizing temperatures generally used with 4%+ Cr steels, usually at least 1700°F, because WC dissolves at lower temperature. When sufficient tungsten is added to a 4%+ Cr steel, WC doesn’t form in larger amounts, but a different carbide type forms instead, W6C. The W6C carbide is much softer than WC as shown in the hardness chart. This carbide is seen even with T1 high speed steel which has 18% tungsten.
High speed steels which contain both Mo and W such as M2 and M4 form a complex M6C carbide where M is a combination of both W and Mo. Mo does not have its own high hardness carbide like tungsten does with its WC. Mo can form a Mo2C carbide with hardness between 1500-1800 Hv [5], much lower than WC, but this carbide usually decomposes to Mo6C during processing anyway.
Tungsten and Molybdenum in Stainless Steels
Generally no Mo2C or Mo6C carbides are seen in stainless steels, even with high Mo additions. In 154CM and CPM-154, for example, despite the 4% Mo, only chromium-type carbides are seen, though somewhat enriched with Mo. We looked at this experimentally in scanning electron microscopy of CPM-154. However, during tempering very small Mo2C carbides form, but those are the very small tempering carbides that contribute to hardness, not the larger primary carbides that contribute to wear resistance which are the focus of this article.
Tungsten additions are not common in stainless steels, the biggest one I know of is a 0.6% addition to M390/20CV/204P steel. For the reasons discussed above, that W addition is unlikely to lead to the formation of any WC or W6C.
Vanadium in Stainless Steels
While vanadium is a relatively strong carbide former, it sees strong interactions with chromium in stainless steels because of the high chromium content. The higher the chromium content, the less of the very hard VC is formed:
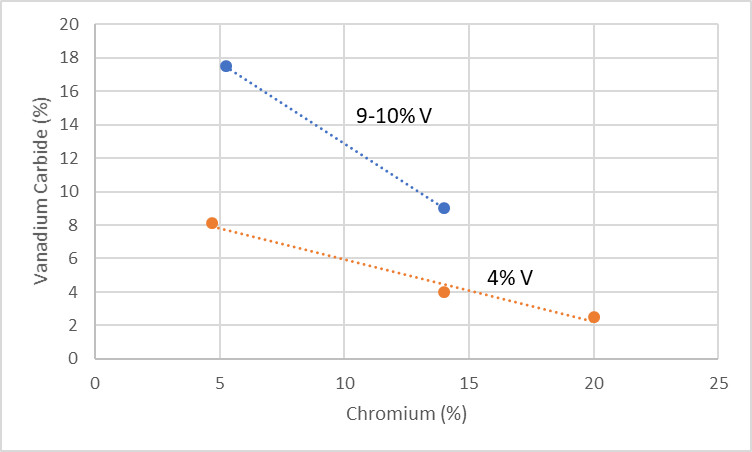
Data adapted from [6][7][8][9][10]
You can see that for a 4% vanadium steel, the VC content is reduced from ~8% in a low chromium steel down to only 2.5% VC in a 20% Cr steel. Instead the vanadium contributes to a larger amount of chromium carbide and in fact partially replaces the Cr with V, making a complex (Cr,V)7C3 carbide of higher hardness than the plain Cr7C3. Though this complex carbide is still significantly softer than VC. I have simplified the reference to those carbides to be CrC and CrVC in the chart below.
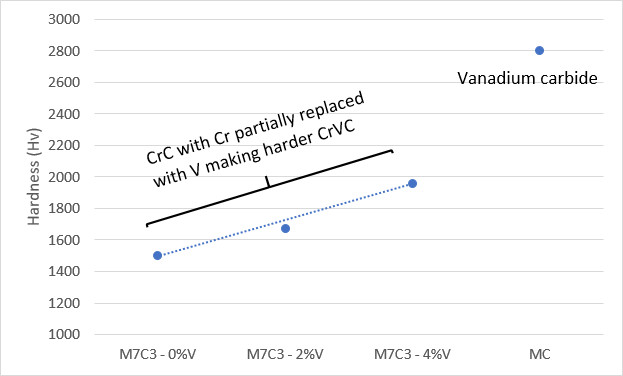
Adapted from [11]
The increase in chromium carbide from the vanadium addition also means that corrosion resistance and hardness can be reduced through vanadium additions to stainless steels. Designing such steels for a balance of hardness, corrosion resistance, toughness, and wear resistance is more difficult than 4-5% Cr non-stainless tool steels.
There is a range of composition observed in vanadium carbides and there are minor debates about what the composition is in different circumstances. Vanadium carbides are sometimes reported to be V4C3 or V8C7 among others.
Niobium in Stainless Steels
An even stronger carbide former like niobium is not affected by the high chromium content in stainless steels which can provide advantages when compared with vanadium additions. NbC has a similar hardness to VC so it also provides a strong contribution to wear resistance and edge retention. With Nb being such a strong carbide former the carbides can become very large if the amount of Nb is not controlled, even with powder metallurgy steels. With the proper addition of Nb the carbides can be very small, however. Read about niobium-alloyed knife steels in this article.
Nitrides
Another type of compound is formed when nitrogen is present rather than carbon, called a nitride. Nitrides are similar to carbides in that they are hard brittle particles that contribute to wear resistance while detracting from toughness. High nitrogen additions to steels are much less common than carbon additions. I have written about nitrogen-alloyed steels in this article. Some steels are called “nitrogen steels” despite only having approximately 0.1% nitrogen, such as BD1N, Nitro-V, and 14C28N. Those steels do not have sufficient nitrogen to form nitrides as nitrogen is a weaker nitride former than carbon is a carbide former. The nitrogen may be present to some extent in the carbides. When there is a mix of carbon and nitrogen in a nitride/carbide they are sometimes called “carbonitrides.” Such as a vanadium carbonitride V(C,N). High nitrogen steels such as Nitrobe77, Cronidur 30/LC200N, Vanax, and Vancron will form nitrides or carbonitrides. Cronidur 30/LC200N has a combination of chromium nitrides, either CrN or Cr2N, and chromium carbides, either Cr7C3 and Cr23C6. However, the chromium carbides are dissolved at typical austenitizing temperatures, leaving only the nitrides. Vanax and Vancron are designed to have only vanadium nitrides/carbonitrides. Vanadium nitrides (VN) are reported to have a similar hardness to VC, for a strong contribution to wear resistance. Vanadium ntirides have a stronger contribution to “adhesive” wear as opposed to abrasive wear. Nitrobe 77 has a combination of Nb,V carbonitrides and chromium nitrides.
General References to Carbide Types
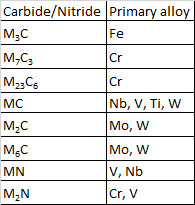
As mentioned several times in this article, the composition of carbides are usually not pure, meaning generally there is not a Cr7C3 carbide but rather it could have Cr, Fe, Mn, Mo, etc. along with carbon. So the carbides are often shown with “M” for metal instead to indicate the carbide type rather than an exact composition. So it would be written as M7C3. Complex combination of Mo and W are often present in high speed steel carbides, along with the normal Fe, Mn, etc. that may be present so it is given as M6C. MC can refer to NbC, VC, WC, TiC, or any complex combination of alloying elements. Nitrides are given similar designations only it would be MN or M2N. Because carbonitrides can form, an “X” is used to designate either carbon or nitrogen, so a vanadium carbonitride would be VX. And because carbides/nitrides are also not formed between only a single element, we still use M, so it would be given as MX, which hardly seems to mean anything at all, but is commonly used to cover the bases. The general proportion between the alloy element and the carbon/nitrogen is the part usually considered to be important. So if you see M7C3 or M23C6 you know it is referring to a carbide composed primarily of chromium despite only having “M.” I have a table summarizing the major types below:
Abrasives vs Carbides
Carbide size and hardness is also significant when it comes to grinding and sharpening knives. If the abrasive is softer than the carbide the abrasive is not able to abrade the carbide. Notably, aluminum oxide (Alumina), the most common abrasive, is softer than VC, NbC, and WC. However, if the abrasive size is larger than the carbide size then the abrasive is able to pull out the steel and the carbides together so that the carbide hardness isn’t as important. Abrasive wear tests of S90V and D2 showed superior wear resistance of D2 [7] even though the S90V has a large amount of hard vanadium carbide because D2 has very large carbides. This means that grindability of powder metallurgy steels is better than conventionally produced steels. So grinding and sharpening with coarse grits are generally effective with vanadium-alloyed powder metallurgy steels even if the abrasive is softer. At finer grits the hardness of the carbide becomes more important and polishing vanadium-containing steels can be challenging because aluminum oxide is too soft. Silicon carbide has a similar hardness to those hard carbides but is not clearly harder, and in general silicon carbide is not as good at cutting steel as aluminum oxide. CBN and diamond are significantly harder than any of the carbides so they are generally better at least in terms of grinding and polishing high wear resistance steels with hard carbides.
Corrosion Resistance
Corrosion resistance is controlled primarily by chromium in solution, and secondarily by Mo and N in solution. Read more in this article on corrosion resistance. If the Cr, Mo, and N are present as carbides/nitrides, then they do not contribute to corrosion resistance. So higher austenitizing temperatures leads to more dissolution of carbide for higher corrosion resistance. High tempering temperatures also leads to the precipitation of very small carbides, which also locally reduces corrosion resistance.
Edge Retention and Carbides in Different Knife Steels
Because slicing edge retention is a type of wear test (wearing of the edge), it is controlled by wear resistance. Edge geometry is a very significant part of edge retention but we will focus on steel here. Hardness of the steel directly impacts edge retention because harder steel is more difficult to scratch or abrade. The amount of carbide and the hardness of the carbides controls wear resistance even more strongly. This was covered in depth in article on edge retention here: Part 1 and Part 2 where I developed an equation which predicts CATRA edge retention based on edge angle, steel hardness, and volume of different carbide/nitride types:
TCC (mm) = -157 + 15.8*Hardness (Rc) – 17.8*EdgeAngle(°) + 11.2*CrC(%) + 14.6*CrVC(%) + 26.2*MC(%) + 9.5*M6C(%) + 20.9*MN(%) + 19.4*CrN(%) + 5.0*Fe3C(%)
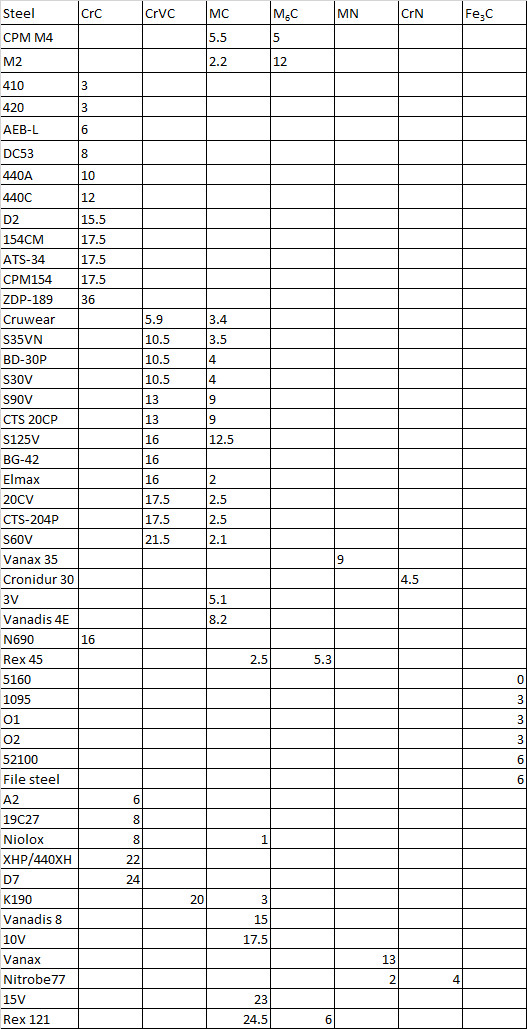
The TCC number is “total cardstock cut” in terms of mm in a standard CATRA test, the details of which described in the linked articles. CrC refers to the chromium carbide types Cr7C3 and Cr23C6 and CrVC refers to the vanadium-enriched chromium carbide (Cr,V)7C3. MC can refer to either NbC or VC and presumably WC though no WC-containing steels were in the dataset analyzed. MN refers primarily to vanadium ntirides, and CrN can refer to either CrN or Cr2N. No low alloy steels with cementite, Fe3C, were in the dataset and that coefficient is based on an extrapolation of carbide hardness. The above equation isn’t perfect. The CrN and MN coefficients come from only two steels, one for each coefficient. And the M6C value comes from only a couple steels. However, it makes good predictions based on the dataset analyzed. Relative edge retention potential of different knife steels can be estimated using reported carbide volume numbers, for which I have provided a table below. The values are all reported based on actual experimental measurements using a “typical” heat treatment process; the sources for the values are in the linked CATRA articles.
So the edge retention can be simply estimated by putting in those numbers. For example, to compare the edge retention of Elmax and S30V, we can set the edge angle and hardness constant, such as 30° and 60 Rc, and then put in the carbide volumes along with the coefficients:
S30V = -157 + 15.8*60(Rc) -17.8*30(°) +14.6*10.5(%CrVC) + 26.2*4(%VC) = 515.1 mm
Elmax = -157 + 15.8*60(Rc) -17.8*30(°) +14.6*16(%CrVC) + 26.2*2(%VC) = 543 mm
So the calculation shows slightly better edge retention for Elmax (5% better) at the same hardness and edge angle, a result which is consistent with experiments reported by Bohler-Uddeholm, where S30V was better when at higher hardness than Elmax, and reversed when Elmax was harder.
Summary
There are a range of carbide types in steel which are found depending on the composition of the steel and the temperatures used to heat treat it. There are relatively complex interactions when many different alloying elements are present and it is difficult to predict final carbide types and amounts simply by looking at the composition. How “strong” of a carbide former the alloy is and how much of it is added as well as how much of other alloying elements are added affects the final carbides present at different temperatures. The amount of carbide and the size of the carbides affects toughness, where larger carbides and more carbide is detrimental to toughness. For toughness, the specific carbide type is not as important except to the extent that it affects the size of the carbides. For edge retention, the hardness of the carbide affects the contribution it makes, in addition to how much carbide there is. In terms of hardness and corrosion resistance, primary carbides have an indirect effect in that dissolving more carbide puts more carbon or chromium in solution to contribute to those properties.
[1] Stickels, C. A. “Carbide refining heat treatments for 52100 bearing steel.” Metallurgical Transactions 5, no. 4 (1974): 865-874.
[2] Bain, Edgar Collins. Functions of the alloying elements in steel. American Society for metals, 1940.
[3] Theisen, W. “Hartphasen in Hartlegierungen und Hartverbundstoffe.” (1998).
[4] Repas, Paul E. “Metallurgical fundaments for HSLA steels.” Microalloyed HSLA steels (1988): 3-14.
[5] Nelson, G. D. “The influence of microstructure on the corrosion and wear mechanisms of high chromium white irons in highly caustic solutions.” PhD diss., 2010.
[6] https://www.crucible.com/PDFs%5CDataSheets2010%5CdsS35VNrev12010.pdf
[7] Pinnow, Kenneth E., William Stasko, and John Hauser. “Corrosion resistant, high vanadium, powder metallurgy tool steel articles with improved metal to metal wear resistance and a method for producing the same.” U.S. Patent 5,936,169, issued August 10, 1999.
[8] Gornik, Christian, and Jochen Perko. “Comprehensive wear study on powder metallurgical steels for the plastics industry, especially injection moulding machines.” In Materials science forum, vol. 534, pp. 657-660. Trans Tech Publications, 2007.
[9] Sandberg, Odd, Lennart Jönson, and Magnus Tidesten. “Cold work steel and manufacturing method thereof.” U.S. Patent 7,909,906, issued March 22, 2011.
[10] Pinnow, Kenneth E., and William Stasko. “Wear resistant, powder metallurgy cold work tool steel articles having high impact toughness and a method for producing the same.” U.S. Patent 5,830,287, issued November 3, 1998.
[11] Wilmes, S., and G. Zwick. “Effect of niobium and vanadium as an alloying element in tool steels with high chromium content.” The Use of Tool Steels: Experience and Research 1 (2002): 227-243.
Thanks Larrin for continuing on with your passion and sharing knowledge with the world.
I realize you have moved on from this article but I keep mulling over the carbide volumes of M4 and M2. How is it that M2 has a higher carbide volume when it has less carbon than M4?
The difference is most likely due to different austenitizing temperatures used in heat treating prior to determining the carbide fractions in the sources I cited. M2 and M4 actually have surprisingly close total carbide volumes, but with M4 part of the M6C is replaced by MC: https://knifesteelnerds.com/wp-content/uploads/2019/07/high-speed-steel-carbides.jpg
Hi,
I’m currently writing a school paper on knife steel, and I am looking for a picture I remember seeing on one of your articles, it had the carbides on one side and the hardness on the other, it was simple and easy to understand. I just can’t seem to find it anywhere. Are you able to tell me where it is?
Thanks,
Johnathan, 14
Also I’m hoping to become a patron sometime in the future once I start selling the knives I make. I currently have no income so it isn’t realistic for me to do it right now.
Was it a chart or a table with numbers?
It was a table.
Maybe this one: https://knifesteelnerds.com/wp-content/uploads/2020/04/carbide-hardness-chart.jpg
That’s it exactly!! Thank you! I found one like it on Crucible’s site, but this has more. What article was it in? Thanks!
Here: https://knifesteelnerds.com/2020/05/01/testing-the-edge-retention-of-48-knife-steels/
Wow, I can’t believe I missed that! I’ve read that article over ten times.
Thanks, J
Hi Larrin,
Would you be so kind as to provide or update the chart in this article with carbide type/volume numbers for K390 and K490? Thanks!
Thanks also for all the great knowledge you’re gifting to the community!
Sure I will try to get around to it. K390 is very close to 10V and K490 is very close to Vanadis 4 Extra.
Do carbide types which are mutually insoluble contribute to ostwald ripening each other? In other words, could you increase the carbide volume without increasing carbide size by combining mutually insoluble carbides like V+Nb+Ti while keeping each below its individual large carbide forming limit?
One carbide type does not directly impact the growth of another, but there are other ways that carbides contribute to size. For example, vanadium carbides can often form on pre-existing titanium carbides. So the previous nucleation of the TiC can lead to larger size of VC. Vanadium and chromium carbides tend to cluster on each other, this is seen especially in PM stainless knife steels. There are some cases where using multiple carbide types leads to a smaller carbide size, however. Such as in MagnaCut which has a finer carbide size than 4V/Vanadis4E by a partial replacement of vanadium carbide with niobium carbide. The niobium carbides are smaller than the vanadium carbides. And the reduction in VC volume means the VC is slightly smaller.
What about in non-PM steels? For example in a high Cr steel like AEB-L or D2, if you throw in 0.25% V (well D2 technically does this already) how much of that V actually ends up as VC as opposed to Cr-complexes? How much does a small amount of V like that reduce the Cr you can get into solution?
I’m seriously starting to think that you could get better performance out of a properly minmaxed small carbide steel than you could out of at least half the PM steels out there.
Most of what I said applies to conventional steels as well. Adding 0.25% V to AEB-L would result in the vanadium being part of the chromium carbides. It’s likely there would be no VC whatsoever.
Matching or improving on the carbide size of PM steels requires compositions where the carbides dissolve at forging temps and then re-precipitate at lower temperatures where the size can be managed. That’s how AEB-L and low alloy steels do it. More stable carbide formers like V, Nb, and Ti make that more difficult because the carbides form at high temperatures and don’t dissolve until past melting. An example of a conventional steel designed for two carbide types used together is Blue Super with 0.4% V and 2.25% W. Notice the amounts are pretty low to get the carbides to dissolve at forging temperatures. Conventional M2 I thought had decently fine carbides with its combination of M6C and VC, not to the level of PM though.
Ah. Well that explains why nobody has bothered to do that. 😛
Why does nobody use titanium though? TiC is about as hard as NbC and they seem to behave about the same in most respects, but according to the grain pinning chart (unless I’m reading it wrong, not sure if anything specific was meant by those slashes aside from making the labels easier to read) TiC looks to be about an order of magnitude better than anything else at lowering grain size. Given that the hardness and toughness benefits of Nb in niomax are most likely from its grain refining effect, wouldn’t Ti have been a better choice?
Ti looks good in those grain size vs temperature charts because the carbides are stable up to very high temperatures. This means the carbide also forms at high temperature. That makes the carbide size difficult to manage when being used in larger amounts to form significant carbide for wear resistance.
Hello, I have followed the reasonong behind the edge retention formula but it only works to compare different steels on a same fixed angle. In the actual form, it cannot predict the behaviour of the same steel at different sharpening angles. The formula allows ludicrous angles like 1 degree having better edge retention than a greater 15 degrees angle. Maybe you have to introduce a new parameter related to tougness (i guess) that will decrease the TCC value on the lower degrees of sharpening angles. That will make the formula universally valid and could become a great tool for knife steel nerds like me.
Thank you!
This is a total “spectrum nitpick”, but in your description of the figure showing the eutectoid as f(Cr) content you said that the eutectoid was shifted down to 0.35% C at 19% Cr. If you look closely at the figure you’ll see that the 0.35% C eutectoid is on the 15% Cr contour. The 19% Cr contour has a vanishingly small austenitic region at somewhat higher C.
Sorry, but this sort of thing grabs my attention so I figured I’d point it out.