
If you would like to support knife steel research, join us at Patreon.com/KnifeSteelNerds. You can read articles and see videos early, discuss topics with fellow steel nerds, and even get a free Knife Steel Nerds mug!
Video
There is also a video version of the following article:
Metallurgists and Knifemakers
Back in 2022, I did a YouTube video called “Do Knifemakers Know How to Heat Treat?” I found video clips where knifemakers explained how to heat treat and how it works, and then I pointed out the misconceptions and misunderstandings they had about metallurgy and heat treating. It worked well because responding to how the knifemakers explained things let me address commonly repeated, untrue claims. Because when I cover my own material, I’m typically just teaching, rather than correcting misunderstandings. However, a handful of comments on the video said I was being unfair or unkind to the knifemakers.
I was a bit surprised by those comments because I thought, “Of course I know more about how steel works because I am a professional PhD metallurgist, so no one should be offended about teaching my discipline.” However, we can always debate the proper tone for such things. But I also think some people misinterpreted my mindset in the video as criticizing, or even parodying, the knifemakers’ understanding of metallurgy. There are also some knife buyers (and even fellow knifemakers) who will lionize the heat-treating prowess of certain knifemakers and believe that they know more than they do. The level of metallurgical understanding of knifemakers varies widely, from knowing almost nothing to having a professional level of knowledge. Many knifemakers are curious about metallurgy because they want to make the best possible products.

Blade Cutlery Hall of Fame Dad and Me
This is largely why I became a metallurgist. My dad, in his knifemaking and Damascus-making, loved learning about metallurgy, and I wanted to learn about it as well. (You can watch an interview with him here). Growing up, my father and I were always excited about the prospect of speaking with metallurgists, such as employees at Crucible Steel or Professors like John Verhoeven. Hoping to gain some secret knowledge from these professionals who had dedicated decades to studying steel. Even now that I am a metallurgist, there is still much to learn. I often learn new things from blacksmiths, bladesmiths, and knifemakers. They may have practical experience that contributes to my understanding of steel. So this article is dedicated to the times when craftsmen taught metallurgists things.
“Damned Good Stuff” and Impact Testing
Harry Brearley invented stainless steel in the early 20th century (1912-1914ish), and he developed the common 420 stainless steel, which remains widely used in knives. I wrote a whole chapter in my book, The Story of Knife Steel, about him and what led to the discovery of stainless steel. I pulled a lot of quotes from him because I thought he was funny and interesting.
Brearley credited cutlery manager Ernest Stuart of Mosley Cutlery Company with the success of stainless steel [1]: “It is due to him to say that, from the very first trials, he had confidence in the possibilities of the steel. He made unremitting efforts to adapt the process of knife-making to the unusual qualities of the steel and, so far as the initial use of stainless steel for cutlery is concerned, the credit is due to him and his firm.” Stuart was also the one who named it “stainless” steel, giving it the name it still has today.
The reason I bring up Brearley is because of things he wrote about working with practical craftsmen (such as Ernest Stuart) and their contributions to the understanding of metallurgy. His father was a steelworker and had no scientific training. Brearley said that he was “in appreciation of men, typified by my father, who have exerted a greater favourable influence on the practice of steel-making than they are given credit for.”[1] “The value of scientific control, with its measurings and weighings, is undeniable, but it is sadly blemished by a strutting vanity and snobbish intellectual pride which smothers with confusions aspects of a subject it does not understand.”[1]
Brearley also said that his brother was a more hands-on person than he was [1]: “He is a better workman, a better observer and more resourceful experimentalist than I am; but he has stuck to the furnaces, mills and forges and done things whilst I have read about them, and looked at things other people were doing, and taken some trouble to describe them in the language learned from books.”

Caption from Brearley: “My brother (sees) more with the naked eye than most people see in them using laboratory equipment. On the other hand, I spent about 20 years in a laboratory, mainly occupied in measuring things. The picture is intended to be symbolic: My brother on the right-hand side is looking at a fractured surface of a piece of an ingot, and I on the left-hand side am pretending to be doing something with a pair of calipers.”
To illustrate the fact that ordinary workers often have methods that are superior to the scientist, Brearley described the history of toughness testing [1]:
For a century or two the blacksmith has been in the habit of ending a bar of iron or steel after first nicking it with a slate. When the bar is broken, as intended, through the nick, the effort required to break it, appreciated by the smith’s muscles, is registered in his mind – his extremes of judgement are “rotten” and “damned good stuff.” There is not the slightest doubt in the smith’s mind that the material he intends to make something from is all the worse for being “rotten” and all the better for being “D.G.S.” Many years ago, thirty maybe, a young man in Rugby, named Izod, was called upon to explain why of two pieces of steel one failed hopelessly and the other did its job very well. Both chemical analysis and every conventional form of mechanical testing showed that the two pieces were identical; but this young man knew they were not. Bethinking himself of the blacksmith, he notched both pieces, and found the one was “rotten” and the other “D.G.S.” In order to state the difference, which was the only difference he could find, quantitatively, he made a pendulum hammer very much like the existing Izod testing machine, and then went to South Africa, blissfully unconscious that his Rugby adventure was the lead to a new kind of official testing.
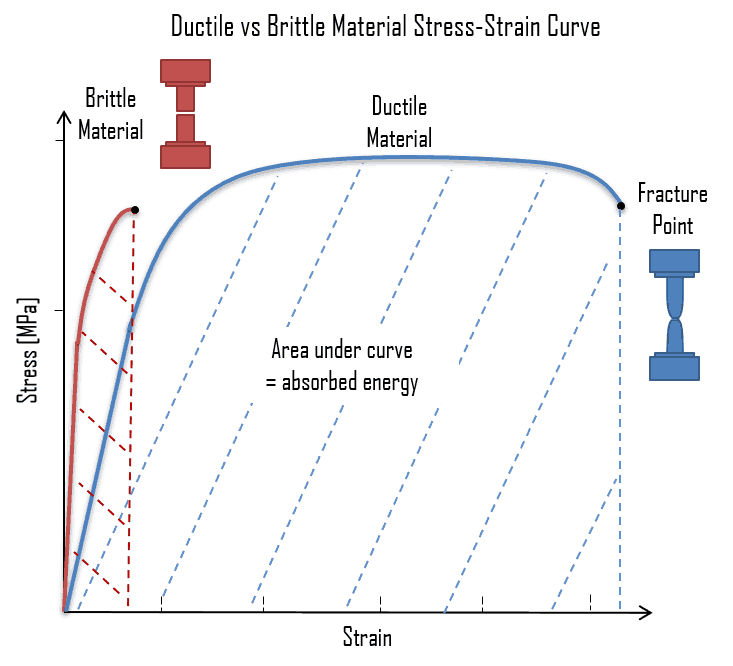
This is a good example of a time when blacksmiths had a simple test for telling whether a piece of steel was processed correctly, and the methods used by the metallurgists would not reveal these most basic properties. The common test used back then by metallurgists, which continues to this day, is the tensile test. The tensile test involves pulling a piece of steel (tension/tensile) until it breaks. The load capacity of the steel is measured during this test along with how much the steel has elongated while it is tested. This generates a “tensile curve” that shows the yield strength, ultimate strength, and ductility (amount of elongation) of the steel. So there is a lot of information that is gained in one simple test.
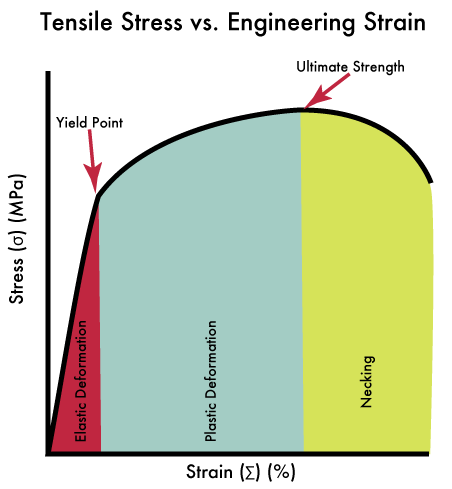
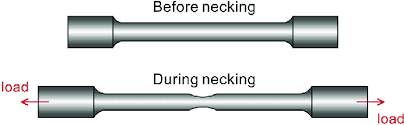
You’ll see the different regions of a tensile test above. The “elastic deformation” region is where if you remove the load the piece of steel returns to its original dimensions. This is like bending a paper clip and letting go, it returns to the original shape. You will notice that the “curve” is in fact a straight line in the elastic region; as you load the steel it gets longer, and if you let go it returns to its original length. However, if the “yield point” is exceeded, the steel will remain permanently elongated. Just like if you bend a paper clip too far it will remain bent. The “ultimate strength” is the maximum stress the steel can take (stress is load divided by cross-section). The stress actually drops after that until the steel breaks while the steel “necks,” the steel reduces its cross-section before fracture.
In Edwin Izod’s recounting of his learning about impact testing he said [2]:
For some considerable time, however, owing probably to the greater facilities now available, tensile tests … seem to have displaced almost every other test, and in many present-day specifications for steel no other test is prescribed. In special cases, however … it is usual to include a falling-weight test. … [O]bviously a steel that possesses inability to withstand shock would be immediately detected by this method, and it is highly probable that many cases of peculiar breakage would have been avoided had a standard brittleness test been specified, as well as a tensile test; in fact, fractures have occurred in steel which are inexplicable by known chemical or standard physical tests; and some experiments … show that a ductile steel, as evidenced by the usual tensile tests, may be exceedingly brittle.
So he found that a rapid impact test behaved differently a tensile test. This became known as the Izod impact test, which is similar to the Charpy impact test. The difference between an impact test and a tensile test is in the “strain rate” of the test. Tensile tests are done with a relatively slow increase in load being applied. If you take a knife edge and flex it, or take a whole knife and bend it, you are performing an operation relatively similar to a tensile test (or a bend test), where the load/stress is applied fairly slowly. However, if the steel is rapidly impacted the behavior is somewhat different. This is like chopping something hard with a knife, or dropping a knife tip-first into the ground. The knife may have been fine with cutting hard materials, but when dropped the tip broke off. The rapid rate of an impact test can induce brittle behavior in otherwise ductile materials. Blacksmiths had already known this from their experience with breaking pieces of steel, but it took metallurgists longer to figure that out.
Schematic diagram of Charpy impact test
Tensile tests also reveal brittle materials (see below), which shows up with a low ductility result. In fact the majority of knife steels are very high in hardness and contain brittle carbides, so most of them do not have much ductility in a tensile test. Bending tests tend to do better with tool steels because the tested volume is smaller. However, there are certain types of embrittlement that do not show up in a tensile or bending test and are better revealed through impact testing because of the strain rate difference.
Example tensile curves from here
Frank J. Richtig
I previously wrote about Richtig in an article about his knives. I also covered his history in The Story of Knife Steel book. Richtig began as a blacksmith apprentice at 19 years old in 1906. In 1908 he and a friend set up their own blacksmithing shop until 1923, when he sold his share. In about 1916, he began experimenting with a heat treating process for knives. In July 1925, he leased a shop and began producing knives. Despite his previous experience as a blacksmith, his knives were made by stock removal. His typical knives had a cast aluminum handle though some rare knives had leather washer handles. He primarily produced kitchen and butcher knives though also produced some fighting knives for soldiers.

A Richtig butcher knife that I own
In the early 1930s, Richtig and his wife began traveling to the state fair to demonstrate the superiority of his knives. They would take old pieces of steel like railroad spikes, axles, or horseshoes, and he would hammer the knife through the steel and then slice through newspaper afterward. In 1936 his knives were featured in Ripley’s Believe It or Not!, which was published in newspapers across the country. Richtig advertised that his knives could pass these tests due to superior heat treating [3] : “We have discovered and developed a special new process in tempering knives. This method of tempering assures you of a better and more lasting quality of cutlery.”
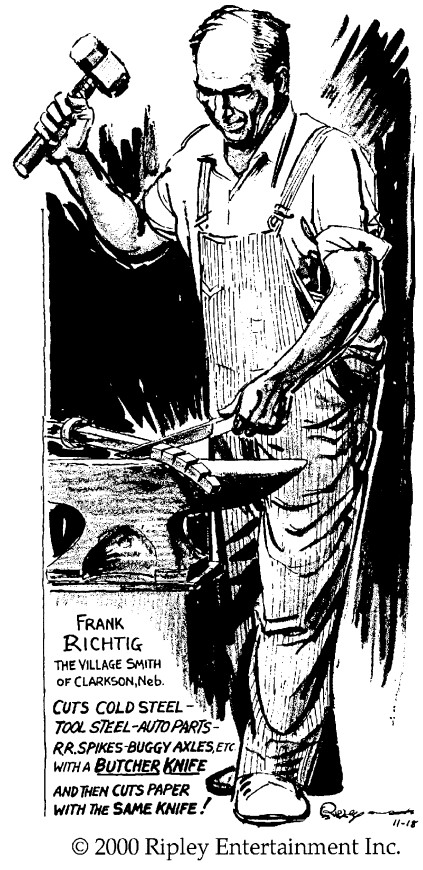
Richtig in Ripley’s Believe it or Not
Richtig did, however, say that hammering his knives through iron or steel would void the warranty, and that the knives were ground somewhat thicker for the demonstrations [4]:
If knife proves to be defective in any way within six months after purchase, return same to us and we will gladly replace it. However, if the knife blade back shows it has been hammered upon or shows abuse in anyway, the guarantee is void and the knife will not be replaced… These knives are made of high-grade steel and are suitable for all ordinary uses in the home or place of business. They will do all we claim for them. In reference to the cutting of cold chisels, axles and many other steel articles, I wish to say that in my steel and iron-cutting demonstrations, I use the same steel and temper you will find in my regular stock knives. The size and thickness of the blade is the same, the only difference you will find is in the grinding of the cutting edge. I do not sell my knives for the purpose of cutting steel and iron. The purpose of my steel-cutting demonstrations is to show the toughness and temper in my knives. Many thousands of people have seen my steel-cutting demonstration and were greatly amused by them. Striking a knife with a heavy hammer in cutting steel requires special skill and experience, both of which I have learned and mastered during the thirty years I have been making and improving these knives. My knives are made for general all-around use where good, substantial knives are required.
Richtig’s impressive feats have led many to try to find his heat treatment process. Measurements of Richtig’s knives revealed that the steel composition was nothing special, a simple high-carbon steel like 1095 or W1 [5] . Richtig used steel from the Ryerson Steel Company in Chicago, branded as Ryolite [6] .
When Glen Lambert asked him about his heat treating process, Richtig answered [7], “A man is entitled to some secrets, and that’s mine.” He told Lambert [7] “he had found no one worthy of being told or taught his knifemaking, and until he did, nobody was going to get his ‘secret.’ During his declining years no one came forward, and when he passed away … so did the tempering process.” Of course, this didn’t stop people from trying to recreate his heat treatment. His legend only grew in recent decades as two research papers were published in 2000 [5] and 2015 [8]. The 2000 paper proposed that Richtig had been using an “austempering” process for a bainite microstructure, a type of heat treatment that wasn’t discovered until after Richtig was already famous for his knives’ superior heat treatment. Read about austempering and bainite in this article. In the research reported in 2015, they heat treated 1095 steel using an austempering process and could not match the superior properties reported in the 2000 research paper!
However, there are problems with this conclusion. One is that the hardness of Richtig’s knives varied widely; the knife the researchers attempted to mimic was only 39 Rc, while another knife they tested averaged 50 Rc. The butcher knife I purchased measures 57 Rc. Harlan “Sid” Suedmeier has also tested several Richtig knives and found them to vary in hardness. While Richtig owned a Paragon electric furnace for heat treating, Suedmeier is not sure when he obtained it, which could explain some of the variability. Paragon furnaces did not start until 1948, though perhaps he had another furnace before then.
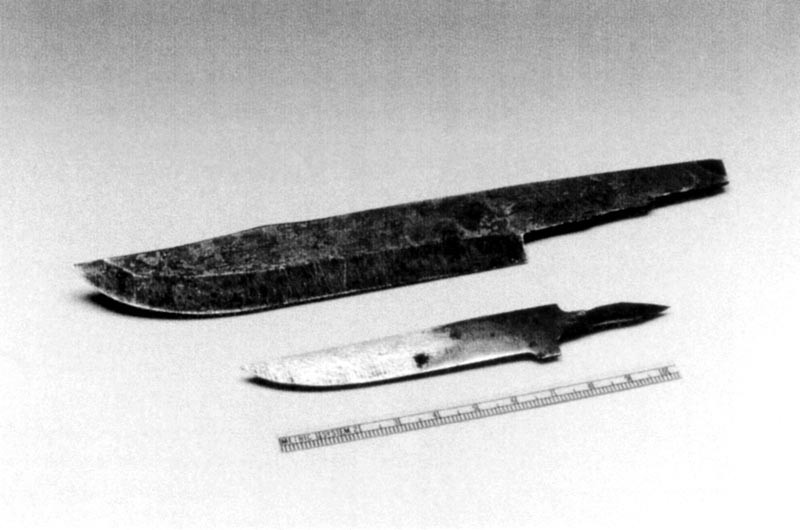
The two knives analyzed in the 2000 paper
The very low-hardness knife from the research paper is thicker than many of his other blades, and the microstructure shows evidence that the knife wasn’t fully hardened. This “intermediate” microstructure is challenging to mimic with a typical oil quench and temper, or even austempering treatment. The soft phases are very ductile and give the overall steel greater ductility. So the blade that was used for the tensile testing was likely softer than the majority of Richtig knives and was not representative of the typical properties.
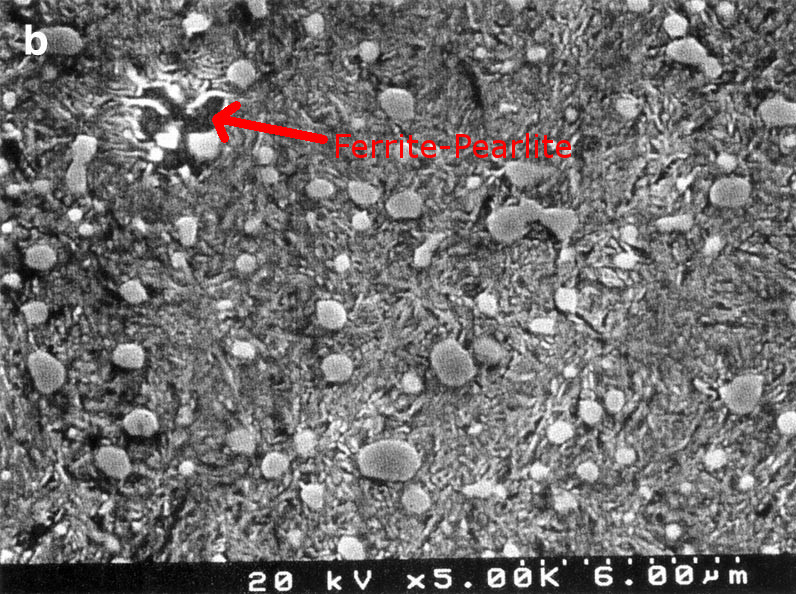
The large knife was only 39 Rc and was not fully hardened as can be seen by the remaining pearlite and ferrite
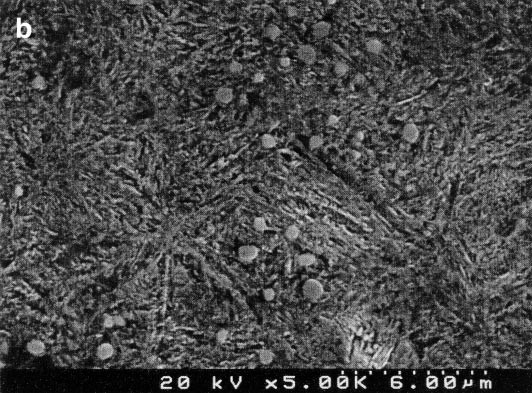
The small knife was fully hardened
Another issue in the 2015 paper where they tried to mimic the 39 Rc knife was that they used a test specimen size that was much larger than what was used when generating the strength-ductility values in the original 2000 paper. The use of a larger test specimen leads to the same strength value but a significantly lower ductility value. One of the researchers from the 2015 paper, Dr. Jared Teague, has since commented that he believes the specimen size is likely the cause of the lower ductility values in that study.
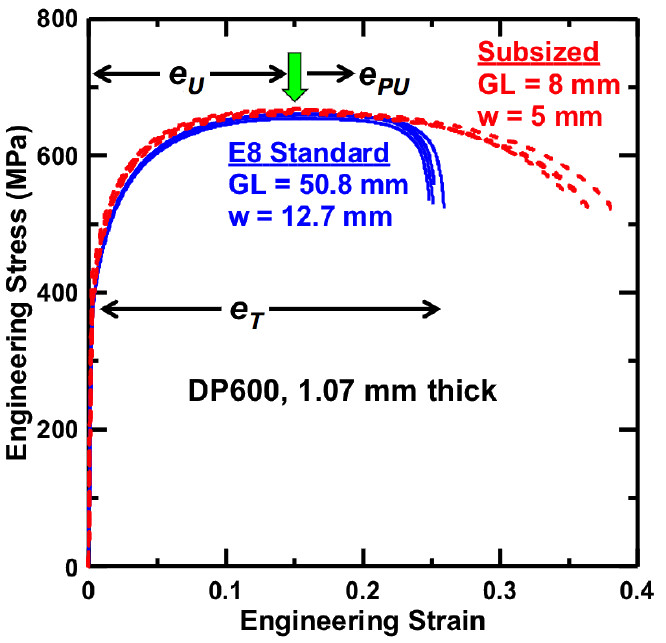
Comparison of tensile curves from a small tensile specimen (red) and a standard tensile specimen (blue). The small tensile specimen had the same strength but measured much greater ductility.
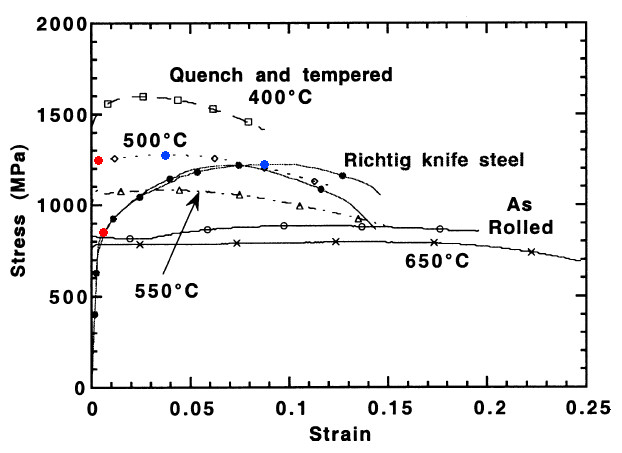
When comparing the tensile properties of the soft Richtig knife to quenched and tempered 52100 in the 2000 paper, they found that the soft steel had better ductility (strain) for a given level of strength (blue dots). Another evidence of the underhardened nature of the soft Richtig knife is comparing the yield strength (red dots) where you can see that the Richtig knife yielded at a much lower stress.
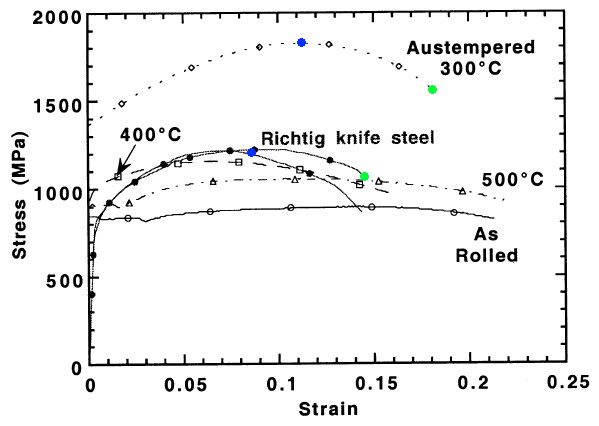
And while the researchers from the two papers were impressed by the properties of the underhardened steel from Richtig’s large knife, in their testing they even found that 52100 austempered at 300°C (570°F) had superior strength (blue dots) and ductility (green dots). However, the 400°C austempered condition was similar to the Richtig knife for strength and ductility. However, the yield strength was higher for the researchers 400°C austempered condition. This shows that it is unlikely that Richtig was using austempering for bainite.
So how did Richtig accomplish his steel-cutting feats? He gave us the clues in the information he had previously provided: he left the edge thicker, and he had 30 years of experience cutting iron and steel with them. Sid Suedmeier, an expert on Richtig knives, shared similar thoughts. I asked him what Richtig’s secret was, and he gave me a one-word answer: “Practice” [9]. The steel and heat treating that Richtig used were not necessarily extraordinary, but he made good knives and was not afraid to test them. His showmanship in demonstrating his knives gave the buying public an irresistible hook, and he became famous for it. But I think Richtig’s most impressive feat might be bamboozling metallurgists several decades later into believing he was using a super heat treatment.
Questek Ferrium M60S Steel
M60S was a brand new steel designed specifically for knives and cutlery that was announced back in 2003. I have written about this steel previously in this article, where I more thoroughly described its history and the design behind it. Here is the first page of the datasheet which advertises what was supposed to make it better:
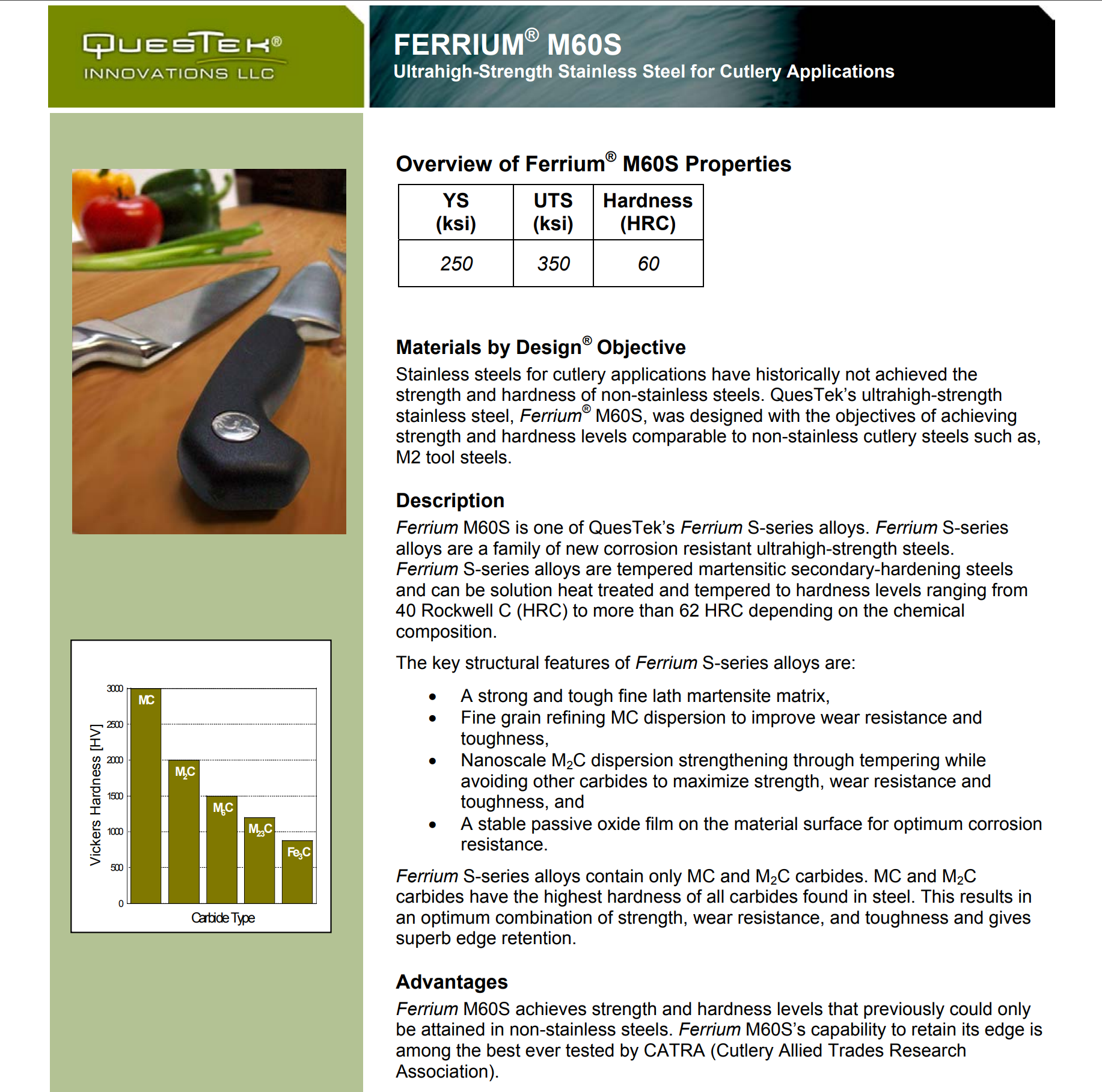
Questek is a company that designs new materials using “Integrated Computational Materials Engineering” (ICME). In other words, they use computer simulations to design new materials. This sounded especially forward-thinking and advanced in 2003. A new knife steel designed by computer-aided metallurgists? Wow! However, this steel never came to market. I contacted the inventors of this steel about why it didn’t come to market and Professor Greg Olson told me by email: “I recall denting of cutting edges due to early yielding from retained austenite.” I had remembered this result. Knifemaker Jerry Hossom reported edges that deformed easily from a sample of the grade he had been provided, heat treated to 60 HRC [10]. Hossom also reported that a knife in S30V had very little damage [11].

Jerry Hossom test of chopping an 8d nail. 61 HRC 154CM (top) and 60 HRC M60S (bottom).
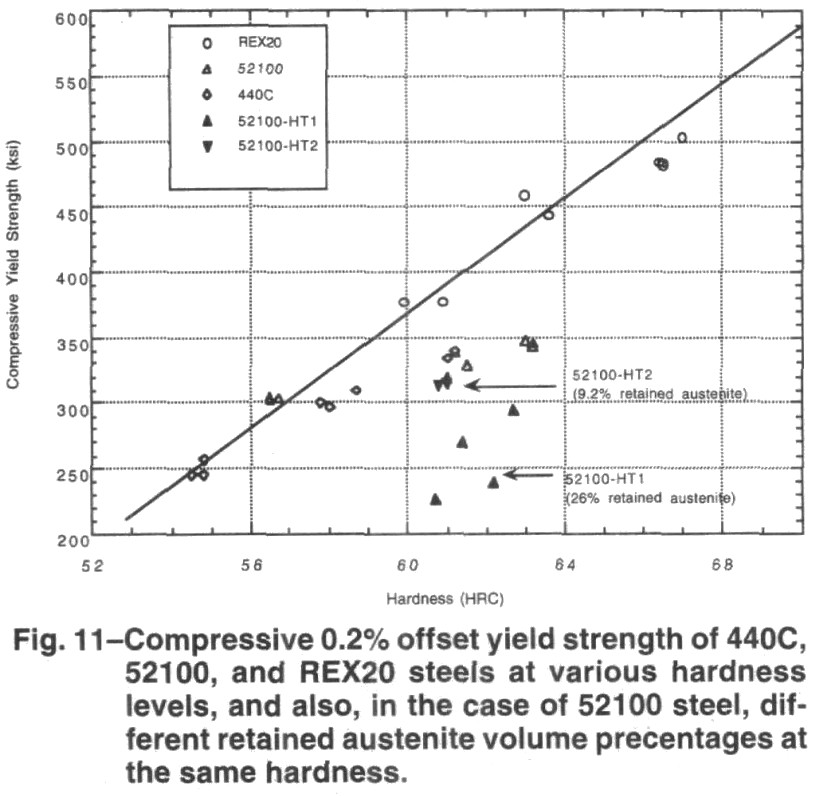
What led to the easy deformation? It wasn’t hardness, 60 HRC was roughly the same as the 61 HRC of the 154CM blade. The difference was in the yield strength of the material. Typically yield strength and hardness are highly correlated, but there are some cases where they deviate. If you look at the M60S datasheet you will see that it says at 60 HRC the yield strength was 250 ksi and the ultimate strength was 350 ksi. This is a relatively low “yield ratio,” or the ratio of yield strength to ultimate strength, YS/UTS. This means that in terms of yielding behavior, the stress required to deform this steel would be lower than other steels heat treated to 60 HRC. I have seen some people speculate that this lower yield strength comes from the strength of this steel being achieved with carbide precipitation rather than strictly higher carbon martensite. However, when comparing the yield strength of Ferrium-series steels [12] to AerMet-series steels [13-16], a non-stainless precipitation strengthened steel, the Ferrium yield strength is significantly lower (M60S is the orange dot):
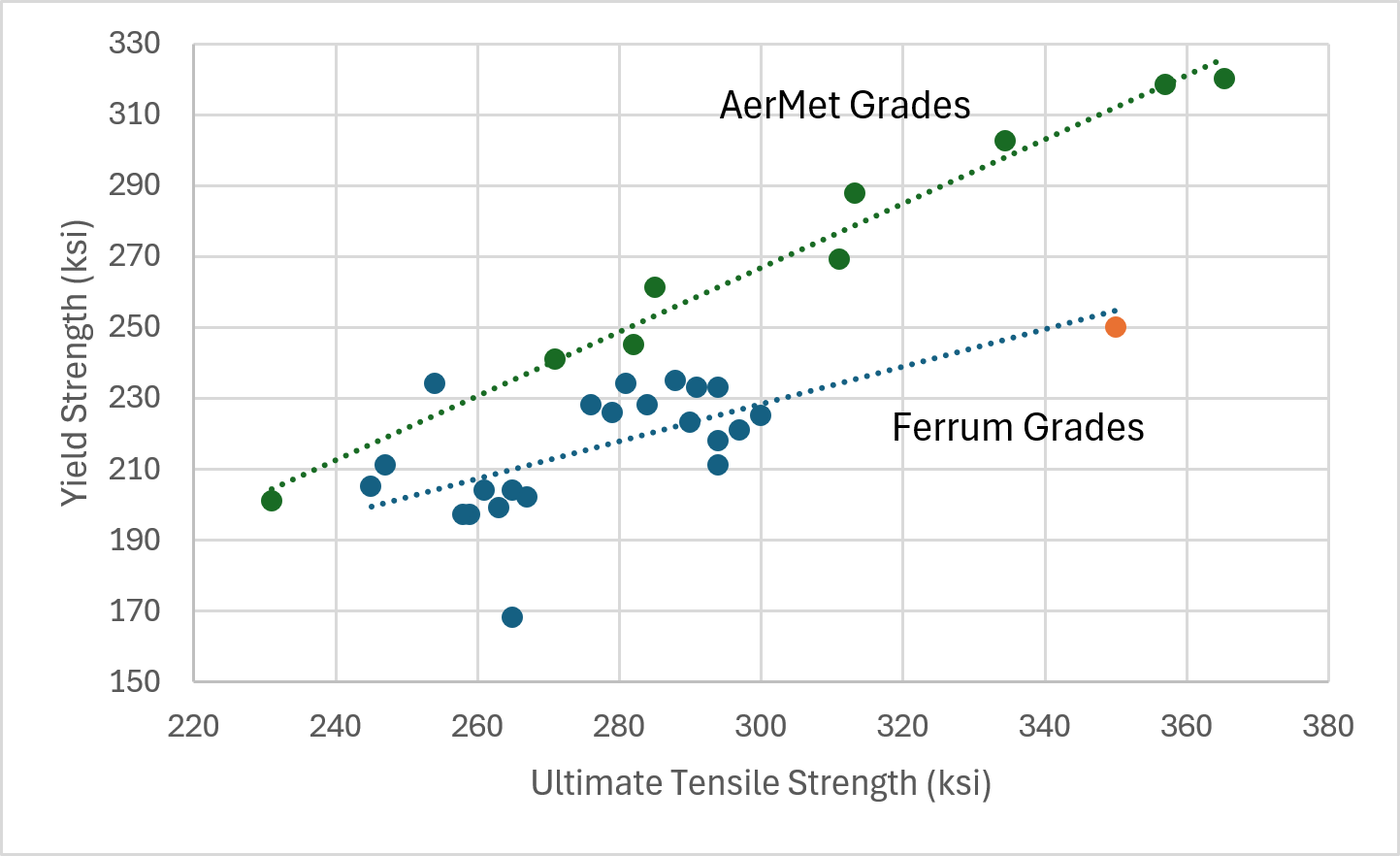
You can see that as the ultimate strength increases, the yield strength of the two sets of materials diverges more and more. This is somewhat clearer if we plot vs yield ratio instead:
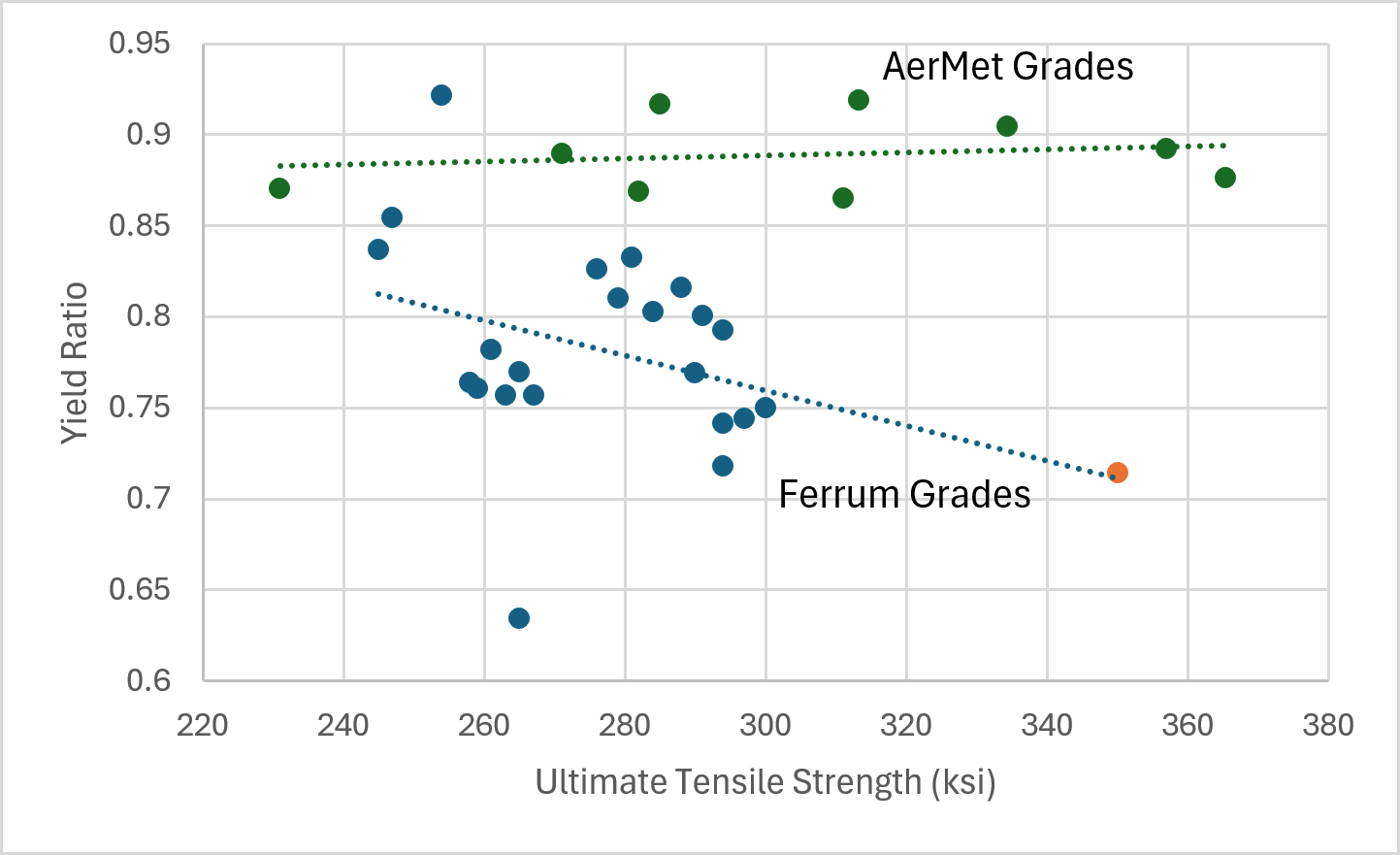
You can see that for the AerMet grades the yield ratio was flat with increasing ultimate strength (and hardness), but for the Ferrium grades like M60S the yield ratio decreased. So while a lower hardness/strength Ferrium grade has been commercialized as Ferrium S53, the yield strength issue became more relevant after pushing the hardness up to 60+ HRC for knives. As Professor Olson noted, this was due to excessive retained austenite in the higher strength Ferrium grade M60S. When steel is quenched from high temperature it transforms from the austenite phase to the hard martensite phase. With certain compositions and temperatures, the austenite does not fully convert, leading to “retained” austenite. Retained austenite can lead to reduced yield strength even while at the same hardness:
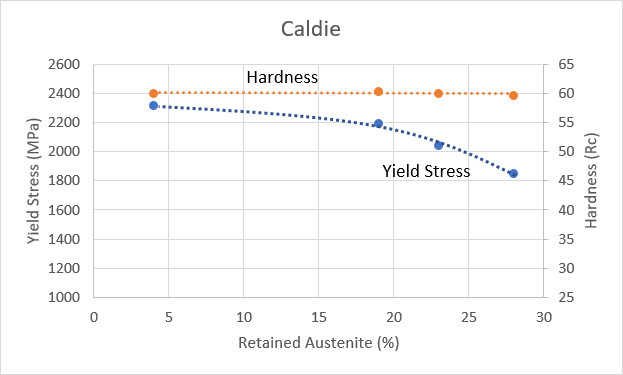
Caldie data from [17]
Data from [18]
The Ferrium grades may be more prone to having excess retained austenite than AerMet due to the high chromium content required for being a stainless. It might be possible to modify the alloy design to overcome this limitation but it probably wasn’t worth the time and expense required for doing so. But this is yet another case where a practical test by a craftsman revealed an issue that metallurgists did not predict beforehand. In Professor Olson’s email to me he had also noted that Al Pendray had made a knife in the steel, which I have included a picture of below.

Al Pendray knife in Ferrium M60S
Metallurgists and Knifemakers Working Together
Of course for many of the examples above, the knifemakers/craftsmen and metallurgists were not antagonistic towards each other. Some of the best breakthroughs happen when they work together on a common goal. One of my favorite examples is bladesmith Al Pendray and metallurgist John Verhoeven.
Al Pendray was a bladesmith trying to develop a consistent process for making Wootz. Verhoeven is an emeritus metallurgy professor. Both men reported that they needed the other to solve the question of how Wootz Damascus was made. I won’t recount the entire history here. Verhoeven has a book about the history which I reviewed here. And I also have a chapter about it in The Story of Knife Steel. There are also a couple of videos on YouTube (Video 1 and Video 2). But I will include a couple of my favorite quotes about what the two thought of each other.

Pendray Wootz knife
Verhoeven said about Pendray [19]: “He could have gone to college and gotten a Ph.D. just like that. I never worked with anybody that could learn faster. And he is extremely patient. I think Al is an amazing man. It’s been a pleasure for me to know him.” Verhoeven also reported that Pendray said that it was another famous metallurgist who encouraged him to pursue the mysteries of Wootz [20]: “Al often spoke in a sort of reverent tone of ‘Dr. Cyril Stanley’ and how Dr. Smith had taken him aside at the meeting, encouraged him in his work, saying that it was his opinion that the mystery of how to make these blades would probably be solved by a working smith.”
My Own Experiences
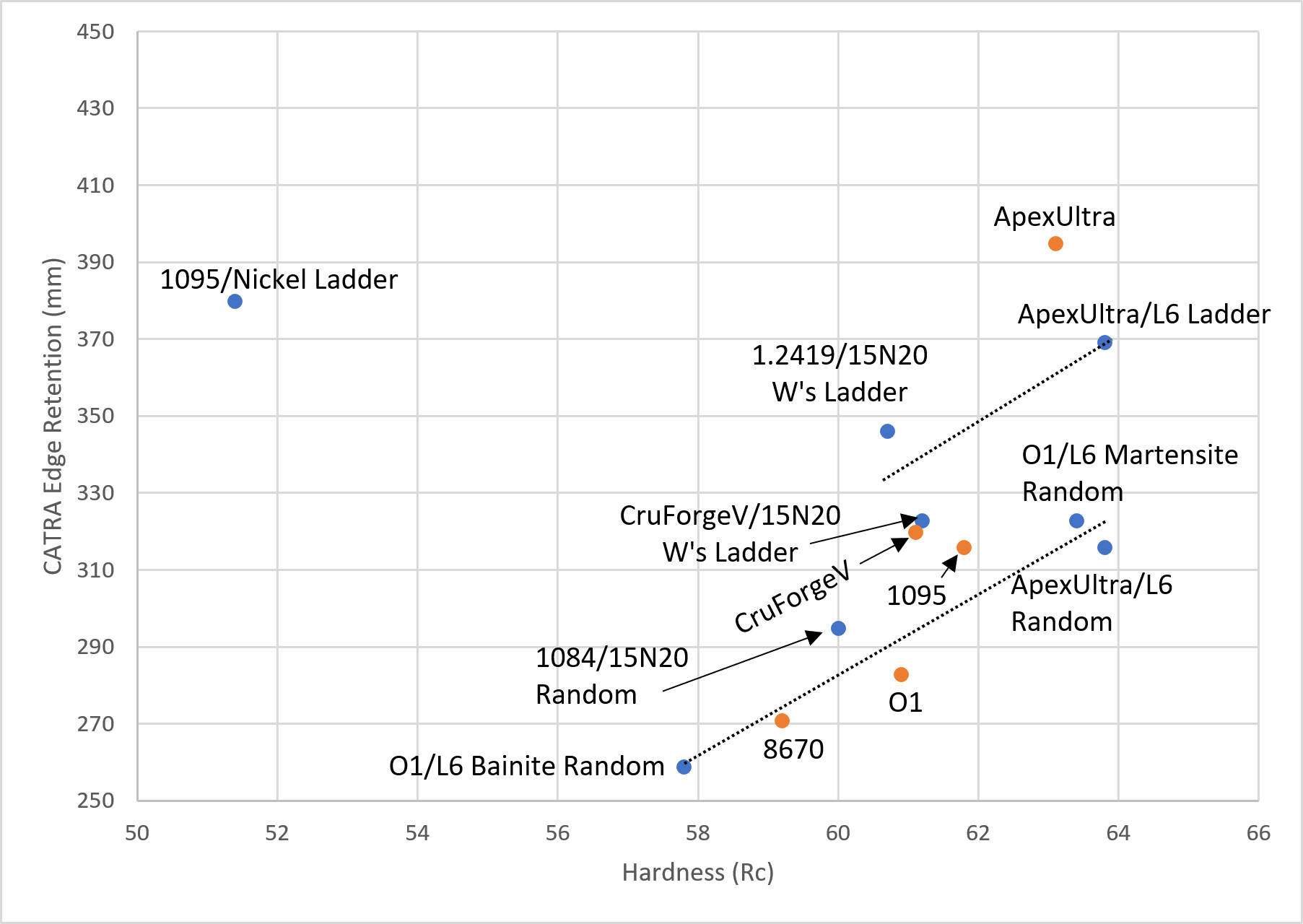
I did a really big study on pattern-welded Damascus a few years ago. My father was a major supporting person in this study as he produced quite a bit of the Damascus for the study. One of the combinations he wanted to look at was 1095 and nickel. The nickel is very soft while the 1095 was heat treated to high hardness like normal for a knife. He felt this might be a good combination to determine if the “Damascus cutting effect” could happen, an old claim that a combination of hard and soft metals could lead to a saw-tooth or serration effect leading to higher slicing edge retention. I told him we shouldn’t waste our time because it wouldn’t work but he insisted. When we tested it we found – it out-cut plain 1095 by a significant margin, out-cutting every other low alloy steel combination, even ApexUltra/L6. In other words, we proved the Damascus cutting effect. And while we didn’t find that effect for several other combinations, it took my knifemaker father to convince me to look at it in the first place.
I hope you enjoyed being tricked into learning about tensile tests in these stories of metallurgists and craftsmen.
[1] Brearley, Harry. Steel-Makers and Knotted String. Maney Pub, 1995.
[2] https://archive.org/details/sim_engineering_july-december-1903_76/page/431/mode/1up
[3] https://history.nebraska.gov/blog/stronger-steel
[4] Suedmeier, Harlan. “More About Richtig Knives.” Knives ’88. 1987.
[5] Wadsworth, Jeffrey, and Donald R. Lesuer. “The knives of Frank J. Richtig as featured in Ripley’s Believe It or Not!®.” Materials characterization 45, no. 4-5, 2000: 315-326.
[6] Suedmeier, Harlan. Phone conversation, 2022.
[7] Lambert, Glen. “F.J. Richtig: Believe It or Not Cutler.” Knives ’84. 1983.
[8] Teague, J., R. LeMaster, J. Rinksc, A. Winkelmannd, and L. Bartlett. “Attempted Replication of Frank Richtig’s Forgotten Steel Heat Treatments.”
[9] Suedmeier, Harlan. Phone Interview, 2019.
[10] https://www.bladeforums.com/threads/3v-why-arent-more-companies-using-it.407739/post-3800523
[11] https://www.bladeforums.com/threads/s30v.485714/page-2#post-4754204
[12] Kuehmann, Charles J., Gregory B. Olson, and Herng-Jeng Jou. “Nanocarbide precipitation strengthened ultrahigh-strength, corrosion resistant, structural steels.” U.S. Patent 7,967,927, issued June 28, 2011.
13] https://www.carpentertechnology.com/hubfs/7407324/Material%20Saftey%20Data%20Sheets/AerMet%20340.pdf
[14] https://www.carpentertechnology.com/hubfs/Data%20Sheets/AerMet100.pdf
[15] https://www.carpentertechnology.com/hubfs/Data%20Sheets/AerMet_360_Datasheet.pdf
[16] https://www.carpentertechnology.com/hubfs/Data%20Sheets/AerMet%20310.pdf
[17] Rehan, Muhammad Arbab, Anna Medvedeva, Berne Högman, Lars‐Erik Svensson, and Leif Karlsson. “Effect of Austenitization and Tempering on the Microstructure and Mechanical Properties of a 5 wt% Cr Cold Work Tool Steel.” steel research international 87, no. 12 (2016): 1609-1618.
[18] Park, W., M. R. Hilton, A. R. Leveille, and P. C. Ward. “Microstructure, fatigue life and load capacity of PM tool steel REX20 for bearing applications.” Tribology & Lubrication Technology 55, no. 6 (1999): 20.
[19] Oppenhemier, Todd. Alfred Pendray, Wootz Hunter – An Homage to a Remarkable Craftsman. YouTube video, 2018.
[20] Verhoeven, J.D. Damascus Steel Swords: Solving the Mystery of How to Make Them. 2018.
Those quotes from Brearley’s autobiography are a treat. I found a review of it published in Nature in 1942, which noted that the writing in his earlier technical books suggest “the hand of a master of English”. Looking forward to finding a copy to read for myself.
Highly recommended!
Thank You! A very applicable demonstration of when we think we know a lot about something we just wind up with more and better questions. 5000 years of making edged tools, and we still do not have all the answers! (but maybe MagnaMax is getting close)
Brearley was beaten to stainless by a group at Krupp in 1912 (first patent of a stainless steel) and another in Austria, also 1912, who later beat Krupp in court by proving prior invention by the Austrian.
Krupp were also first to commercialize stainless steel. Unfortunately there are little to no English language sources available on this.
V2A, which was commercialized by Krupp
in 1912-1913 is still used by some Solingen companies today. I believe it’s called 18/10 in the US?
You can read more about it in my book, it’s not something I got into in this video.
V2A, 18/10, 18/8 etc. is not suitable for cutlery though, being an austenitic steel with only about 0.07% carbon. Brearley’s steel, basically 420J, is a martensitic steel with about 0.25% carbon. So it is correct to say that it was the first stainless steel in the context of cutlery.
You can buy cutlery made from V2A, Made in Solingen, right now.
For example:
Wusthof Mignon steak knives (although I believe these are advertised as 18/10 in the US)
I have some older cutlery (pre-1970s) that is explicitly stamped V2A as well.
2nd reply after the Wusthof Steak Knife, but here’s the British Stainless Steel Assocition:
CUTLERY STAINLESS STEEL GRADES ’18/8′, ’18/10′ AND ’18/0′
(https://bssa.org.uk/bssa_articles/cutlery-stainless-steel-grades/);
CATRA (Cutlery & Allied Trades Association) also talks about 18/10 in their FAQ.