Thanks to C6 MFG and Dan Swaney for becoming Knife Steel Nerds Patreon supporters!
The Legend of Heat Treatment
There is some debate about knives that have steel with a “good heat treatment” vs those that have a bad or sub-par heat treatment. Some knifemakers have a near legendary reputation for their excellent heat treatments. What exactly is possible in terms of heat treating? How much better can steel be? How bad can it get?
What is Heat Treating?
Let’s start with the basics. In its simplest form, steel is heated up hot, quenched, and tempered. This provides the desired properties at the end which include high hardness in combination with sufficient toughness. There is not enough space here to fully explain the entire process. At high temperature the steel transforms to a non-magnetic phase called austenite which has a much higher solubility for carbon than low temperature ferrite. The low temperature ferrite has carbon tied up in various carbides (compounds of carbon and metals), so the carbon is largely not contributing to high strength and hardness. At high temperature the carbides dissolve and carbon diffuses into the surrounding austenite. In general, higher austenitizing temperature leads to more carbon dissolved for higher hardness in the final heat treated knife. Read about austenitizing in this article. The steel is then quenched rapidly so the carbon doesn’t have time to diffuse out as carbides. This “locks in” the carbon so that high hardness is obtained. A new phase called martensite is formed which is similar to ferrite but has been distorted by the carbon which is present in between the iron atoms. Learn about martensite formation and what gives it high hardness in this article. The steel is then tempered which somewhat reduces the hardness of the steel and increases its toughness. In general, higher tempering temperature means lower hardness but higher toughness. Learn about tempering in this article.
Bad Heat Treatments
While there can be debates on what makes one heat treatment better than another, there are some processes that more or less objectively lead to poor results. I have covered a few of those below:
1. Inconsistent starting microstructure. By inconsistent I mean both within the steel and between different knives. This is particularly important for forging bladesmiths who will have a range of different microstructures in an as-forged knife. The steel should be normalized and annealed with a consistent method to ensure that the grain structure is uniform and the carbide structure is ready for final heat treatment. If the microstructure changes from knife to knife then the response to heat treatment will also change. In other words, there will be differences in hardness, toughness, etc. even if the final heat treatment is done consistently. You can read about annealing in these articles: Part 1 and Part 2.
2. Insufficient temperature/time during austenitizing. If the steel is insufficiently austenitized, there may be ferrite left over prior to quenching. Ferrite is soft and ductile, so the steel will not reach full hardness and the strength will be reduced by ferrite. Even if fully transformed to austenite, sufficient carbide needs to be dissolved to have carbon in solution for achieving the desired hardness. Insufficient temperature/time during austenitizing is most common with those heat treating by eye with a forge or torch. This is why bladesmiths often check their heat treated blades with a file, because if the steel is easily cut with a file that means they didn’t fully austenitize. The hardness would likely be under 50 Rc if there is still ferrite present.
3. Too much temperature/time during austenitizing. If the steel is overheated, one of the likely outcomes is grain growth. Large grains lead to poor toughness. Another issue is too much carbon in solution, which leads to the formation of brittle “plate martensite.” Another potential problem is excessive retained austenite. Higher austenitizing temperatures lowers the temperature at which martensite forms, until it is even below room temperature. At a certain point even cryogenic processing is unable to transform all of the austenite to martensite. Excessive retained austenite leads to low strength and hardness. Some steels are more sensitive to overaustenitizing than others. Simple steels are actually the most sensitive, they don’t have a lot of carbide to prevent grain growth, and carbides easily dissolve for high carbon in solution. We have seen big drops in toughness with both 5160 and CruForgeV, even with temperatures that are recommended by heat treatment datasheets. See below where austenitizing CruForgeV at 1550°F rather than 1450-1500°F resulted in less than 2 ft-lbs of energy absorbed in a toughness test. The datasheet recommends 1500-1550°F.

Simple steels like 1080/1084 have the narrowest range for optimal temperature-time combinations in terms of hardness and toughness. But those steels are the most likely to be used by beginner bladesmiths heat treating by eye with a forge. “Bad” heat treatments are relatively common. A magnet can help with determining when the steel is in the approximate temperature range, but it is not exact, as explained here.
4. During high temperature operations steel forms scale and loses carbon to oxygen, called decarburization. High alloy steels in particular need to be protected from oxygen, such as with heat treating foil, because the required austenitizing temperatures are high. Without protection from oxygen, steel can lose carbon to a significant depth in the steel which leads to low hardness and poor performance. There are also high temperature liquid coatings that can be used, such as ATP-641 or Turco. The liquid anti-scale coatings are particularly useful for steels that need to oil quenched since there is no foil to remove prior to doing so. Even easier is the use of salt pots, though those are more expensive. Salt pots are becoming more widely available to knifemakers, however.
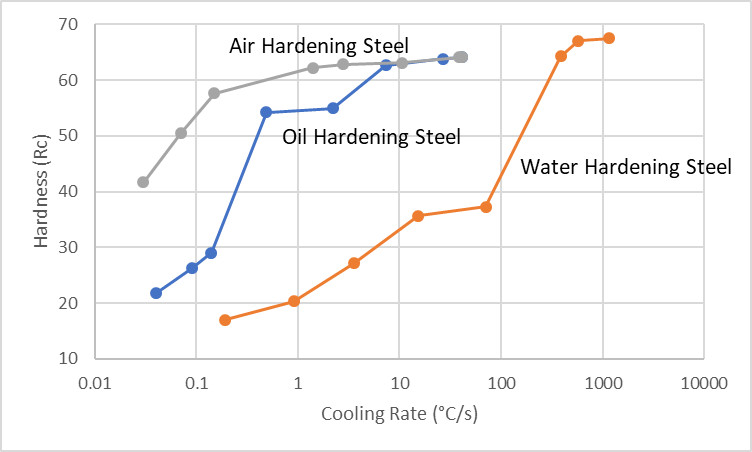
5. Insufficient quench speed after austenitizing. Different steels require different quench rates to achieve full hardness. Some steels can simply be left in air and will fully harden, others need a very fast oil quench or even a water quench to fully harden. If cooled too slowly, soft phases like ferrite or pearlite will form rather than the desired hard martensite. Those phases reduce the strength of the steel. Certain alloying elements like manganese, chromium, and molybdenum suppress the formation of ferrite or pearlite so that slower cooling rates are possible. The required cooling rate for a given steel is called its “hardenability” which I have written about in this article. Carbides can also form along grain boundaries during slow cooling, and those carbides reduce toughness. Steels with high hardenability that can be cooled in air and fully harden are called “air hardening,” steels with medium hardenability designed to be quenched in oil are called “oil hardening” and the lowest hardenability steels are called “water hardening.” Below shows hardness vs cooling rate for a water hardening, oil hardening, and air hardening steel, where you can see that much higher cooling rates are necessary to fully harden the water hardening steel.
The required cooling rate is also affected by the austenitizing treatment, typically higher austenitizing temperatures leads to higher hardenability and a slower required quench. This is most important with low hardenability steels like 1095 and W2 where insufficient austenitizing can lead to soft spots after quenching. This is balanced against austenitizing at too high a temperature for reasons described in number 3. There are many quenchants available, including a range of different oils. Oil designed for quenching is best, and must be selected based on speed. A “fast” oil can be almost as fast as water, while a medium or slow oil provides less distortion and risk of cracking for steels with higher hardenability. Some knifemakers try to use less expensive oils like canola and while they can work, they may not be optimal for certain steels, and the oil will eventually go bad and no longer work well.
6. Quenching too fast. Quenching too fast is also possible, as it can lead to “quench cracks,” warping, and other issues. This is especially a problem with thick parts or complex shapes. The surface cools faster than the core and differences in size changes due to temperature variation and transformations (areas that are colder transform to martensite first) leading to stresses in the blade. Obviously if these stresses reach the point of forming cracks in the blade those are weak points.
7. Insufficient tempering. If the steel is not tempered at high enough temperature or for sufficient time the steel will not be as tough as it could be. The required tempering temperature depends on the steel and the prior austenitizing and quenching procedure. For many steels there is a relatively gradual decrease in hardness in combination with a corresponding increase in toughness. We have tested the toughness of several steels with tempering temperatures of only 300°F that had good toughness, such as AEB-L. With some steels there is a tempering temperature below which there is a relatively steep drop in toughness. In a toughness study on 5160 we found that tempering with 375°F led to very high toughness but 350°F led to less than half as much toughness.
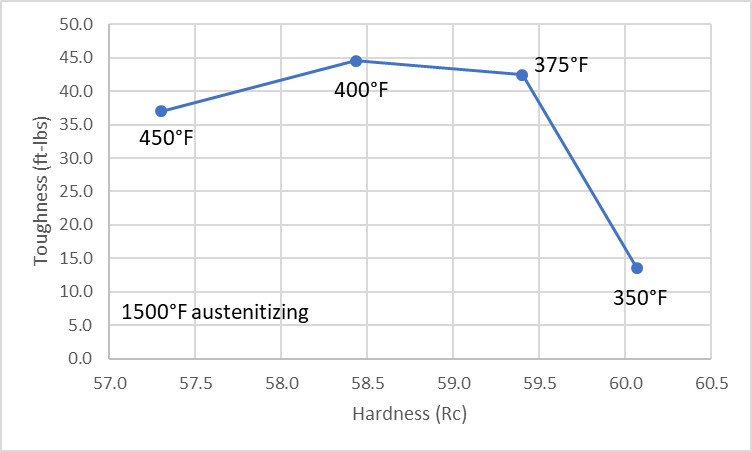
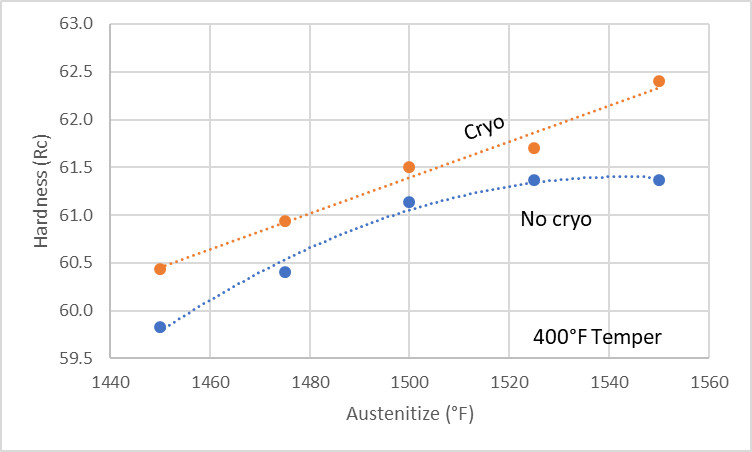
8. Too much tempering. In the chart above for 5160 you can see that there was a small drop in toughness by using a tempering temperature of 450°F as opposed to 400°F. This may not look like a big deal but the hardness was also reduced by tempering higher, so the toughness-hardness balance has been reduced overall. This effect is called “tempered martensite embrittlement” (TME) where the toughness goes down when tempering in the approximate range of 450-650°F. Tempering in the TME temperature range is relatively common among knifemakers, and while it may or may not lead to easy failures, it is not ideal and should be avoided. Read about tempered martensite embrittlement here.
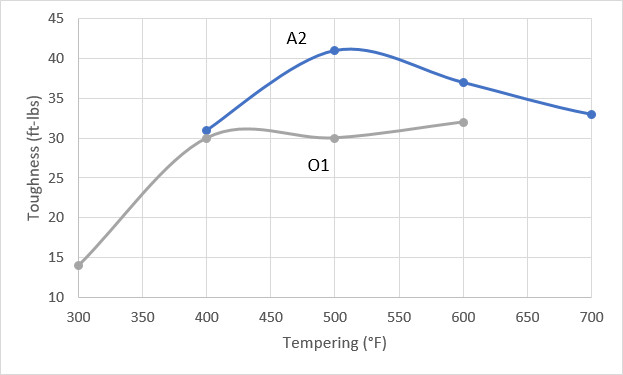
Some steels are less prone to TME such as silicon-alloyed steels and high alloy steels, including most air hardening tool steels. Those steels can be tempered up to 500 or even 600°F without embrittlement. Below shows tempering vs toughness for A2 (high alloy) and O1 (low alloy) tool steel where you can see that peak toughness is reached with a tempering temperature of about 500°F with A2, showing the suppression of TME to a somewhat higher temperature.
9. Not enough tempering cycles. As mentioned in bad heat treatment 3 (overaustenitizing), some austenite is often retained after quenching. During tempering, this austenite destabilizes and transforms to martensite upon cooling to room temperature. This new martensite is then “untempered” and another tempering cycle is required so that the brittle martensite isn’t in the final knife. Most steels need at least two tempering cycles with cooling to room temperature in between. Some steels need more tempering cycles, especially if designed to have a lot of austenite that is transformed during tempering, such as with certain high speed steels.
The Range of Options within “Good” Heat Treatments
If all of the above issues are avoided (and others I have not mentioned or forgotten), we have what I would call a “good” heat treatment. Many knifemakers perform a good heat treatment. Using a well controlled furnace for austenitizing, quenching in a good medium, and tempering correctly can lead to a good heat treatment in most cases. Especially when following recommendations in the steel datasheet which provides recommended temperature ranges. However, within the bounds of a good heat treatment, there are many acceptable combinations of parameters and processing. What are the best combinations? How do the various parameters affect different properties?
Hardness and Strength
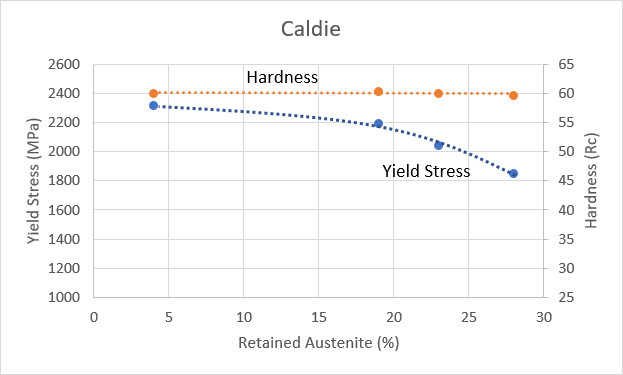
Hardness is a measure of strength. Higher hardness means better resistance to rolling, particularly in thin edges. Learn about the importance of strength in thin edges in this article on edge stability. There are some exceptions to this general rule, where a measure of strength called “yield strength” is not perfectly correlated with hardness. I wrote about what hardness means and what it doesn’t in this article. One case is with excessive retained austenite, where even with the same hardness yield strength can be lower:
Hardness and Toughness
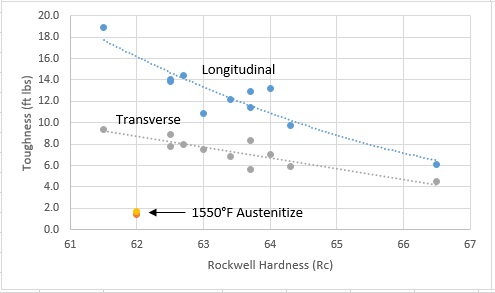
The toughness of the steel is greatly controlled by its hardness. In general, higher hardness means lower toughness. So choosing the target hardness for a knife is often a balance between hardness (strength; resistance to rolling) and toughness (resistance to chipping). Below shows hardness vs toughness for CruForgeV steel. It also shows toughness testing in both the “longitudinal” direction as well as the “transverse” direction. Read about what that direction means in this article.
Hardness and Edge Retention
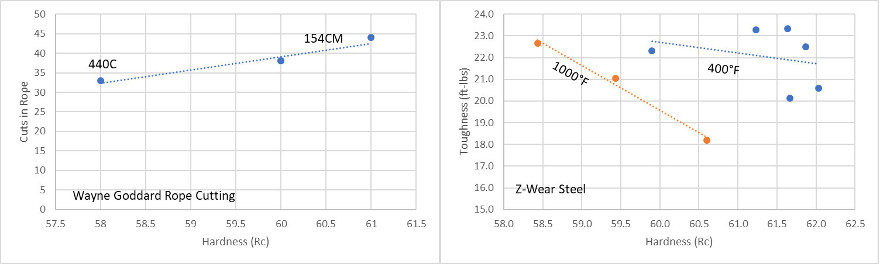
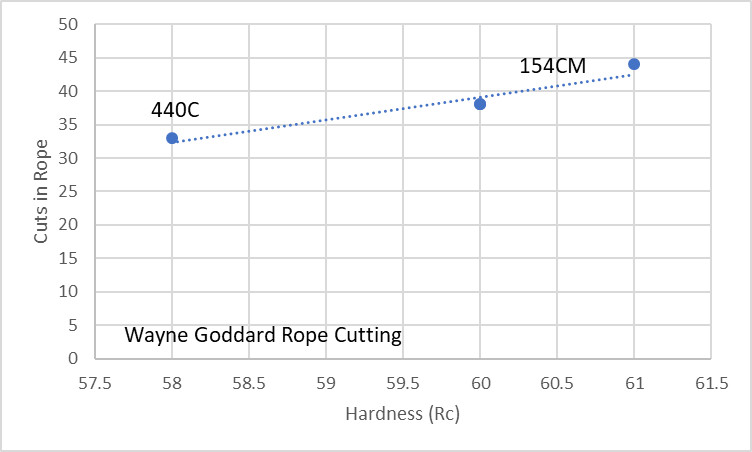
Higher hardness means better slicing edge retention. Slicing edge retention is usually well correlated with wear resistance. Higher hardness means better resistance to wear, just like how soft materials are easier to scratch. Read about the parameters that control edge retention my articles on CATRA edge retention testing Part 1 and Part 2. Slicing edge retention is improved by about 5-10% per 1 Rc for a given steel. Rope cutting tests show similar results to CATRA testing. Wayne Goddard also found a similar increase in edge retention with hardness in his rope cutting tests.
Hardness and Heat Treatment Variables
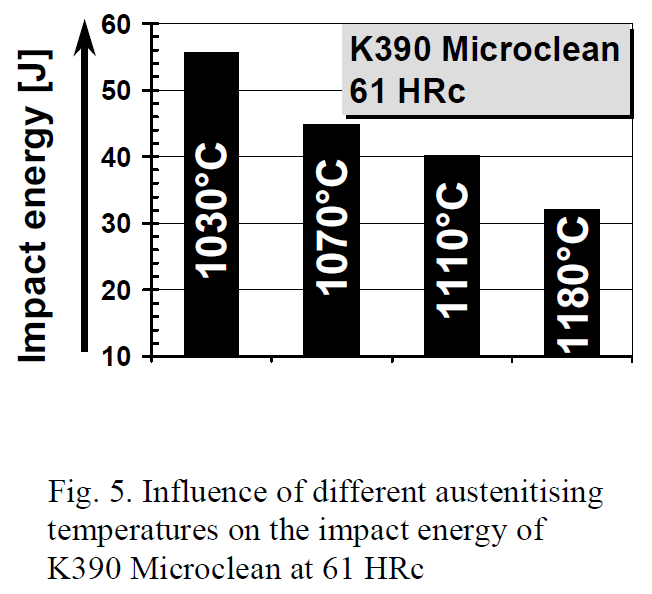
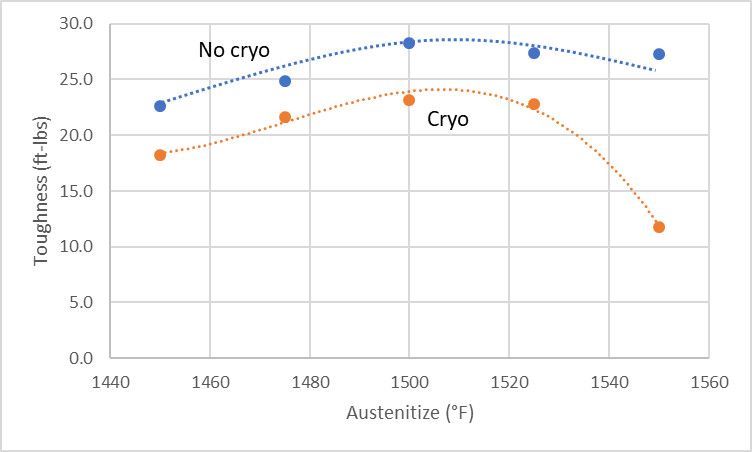
Higher hardness is achieved with two primary methods: higher austenitizing temperature or lower tempering temperature. For a given target hardness there are a range of austenitizing-tempering temperature combinations. Is it better to austenitize at a higher temperature in combination with a higher tempering temperature? Or to use a lower austenitizing temperature in combination with a lower tempering temperature? That depends on the target hardness and the steel in question. In general, lower austenitizing temperature is better for toughness, because the grain size is smaller and there is less carbon in solution. See the chart below for toughness vs austenitizing temperature of K390, all tempered to the same hardness:
However, there are some exceptions to the general rule of lower austenitizing is better. In some cases it is best to let the steel let you know where its best combination of hardness and toughness is, such as we found in testing of 52100, where a peak in toughness was found with an austenitizing temperature of 1500-1525°F. Using that temperature range with 52100 leads to both higher hardness and toughness than austenitizing in the 1450-1475°F range.
Heat Treatment tests on 52100 steel
Heat Treatment and Corrosion Resistance
There are more factors than just toughness, however. Higher austenitizing temperatures leads to more dissolution of chromium carbide, which puts chromium “in solution” to increase corrosion resistance. Therefore, with stainless steels, the selection of heat treatment is also driven by corrosion resistance. Adding corrosion resistance as another important factor can make designing a balanced heat treatment more complex with stainless steels.
Low Temperature vs High Temperature Tempering
High alloy steels like air hardening tool steels and stainless steels can be tempered in two major ranges, the low temperature standard range (<750°F), and the high temperature “secondary hardening” range (850-1150°F). Below shows hardness vs tempering temperatures for high speed steels that have a lot of secondary hardening.
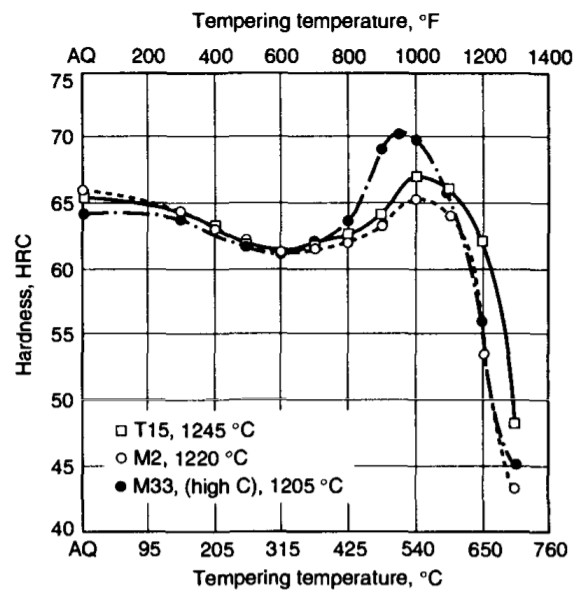
The use of secondary hardening provides “hot hardness” so that hardness is not lost at high temperatures. Steel can be heated to just below its original tempering temperature and not lose hardness when cooled back to room temperature. When the hardness is achieved in the high temperature tempering range, therefore, the steel is much more resistant to softening, such as in grinding operations.
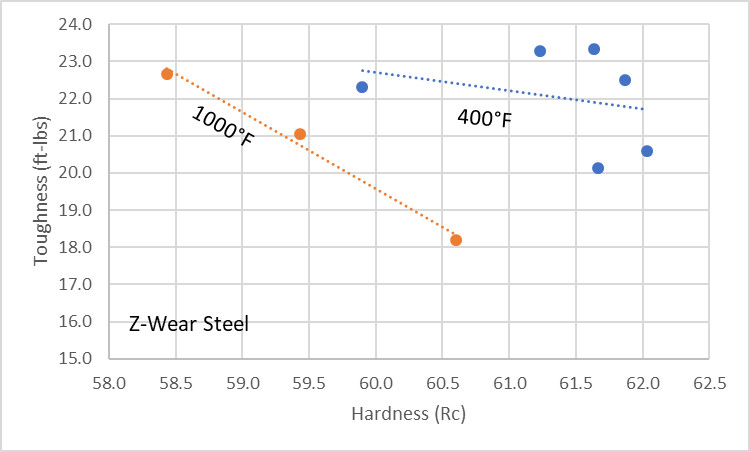
Using either the low or high temperature tempering range can lead to similar combinations of hardness and toughness. However, there are certain cases where low temperature tempering has led to superior toughness, such as in testing of Z-Wear (CPM CruWear) we performed:
Corrosion Resistance and Tempering Temperature
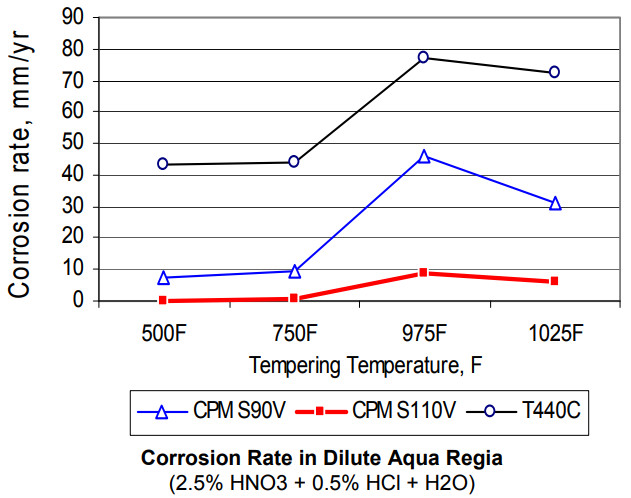
Corrosion resistance is also a factor in the choice between the upper and lower tempering temperature ranges. Tempering in the high temperature range leads to the formation of very fine chromium carbides which reduces corrosion resistance. Therefore the low temperature range is usually recommended for stainless steels. See below for corrosion rate vs tempering temperature for 440C, S90V, and S110V (lower is better).
Cold Temperature Processing of Steel
Cold treatments can be performed on steel to reduce retained austenite, such as liquid nitrogen or dry ice. This increases strength and hardness. Retained austenite is ductile and improves toughness (see the 52100 plot of toughness), but it reduces yield strength and there is also a possibility that the austenite transforms to untempered martensite during use. There are some studies indicating that cryogenic processing increases wear resistance, but my review of the studies showed that the results are not very compelling apart from the increase in hardness. And a CATRA study on 154CM showed no improvement with cryo with edge retention testing.
Multiple quenching and Thermal Cycling
Some knifemakers perform multiple austenitize and quench cycles in an attempt to refine the grain size for improved properties. Our own tests with multiple quenching have been mixed, showing no improvement with CruForgeV, a small improvement with AEB-L, and no improvement with A2. Overall, I haven’t seen a case where it led to vast improvements in toughness. Perhaps it is more significant with forging bladesmiths who blew up the grain size during forging.
Bainite
There are some studies that have shown that heat treating the steel to have a bainite structure instead of martensite leads to toughness improvements. After reviewing the literature I’m not sure that that is true in all cases. However, there are more toughness studies to come, hopefully.
Differential Heat Treating
Some knifemakers will perform differential heat treatments to provide a soft spine and hard edge. This is designed to improve the overall toughness of the knife, even if the edge is still the same. I haven’t written much about differential heat treatments in the past, but it is another example of how different heat treatments lead to different sets of properties.
Super Heat Treatments
Some knifemakers are known for having “super,” “excellent,” or even “legendary” heat treatments. It can be hard to evaluate how much of this is legend and how much is truth. There can definitely be big differences between good heat treatments and the “bad” heat treatments discussed at the beginning of this article. But designing heat treatments that lead to more than 10-20% improvement in any given category for a given hardness is very difficult. Doing so may require tradeoffs with other properties. Metallurgists spend a lot of time optimizing heat treatments and it is unlikely that a random knifemaker has taken things beyond standard research. Without quantitative testing and comparisons I would find a massive improvement to be very doubtful. While many knifemakers perform very good heat treatments, I would treat with skepticism any claims that a knifemaker’s heat treatment is head and shoulders above the rest. When comparing against “bad” heat treatments, or knifemakers or knife companies that cut corners, however, there can be big differences.
Variability in Heat Treating
Datasheets from Crucible, Uddeholm, Bohler, and Carpenter steel usually show a target composition rather than what the acceptable ranges are for each element. It is impossible to achieve an exact composition every time. Even if the resulting composition variation was near perfect, there would still be some range, it would just be on a narrower scale. Therefore, there is a range of response to heat treatment even within the same grade of steel. One batch may yield 61.2 Rc and another 60.5 Rc even if heat treated with the exact same process.
There is also variability in heat treatment. No furnace is perfect at maintaining an exact temperature, there is a range. And it takes a while for a furnace to “settle down” on its target temperature. There is variation within a furnace, where the back corner may be colder or hotter than where the thermocouple is reading the temperature. Large industrial heat treating processes use big furnaces which they are going to load up as close to capacity as possible. There is definitely some variation in temperature within the furnace as well as fluctuations in temperature throughout the process. Knifemakers heat treating at home will usually do small batches or even one knife at a time. But no human is going to hold the steel at temperature for exactly the same amount of time or quench in exactly the same way. Knives come in different sizes and thicknesses which will change the heating rates and quench rates of the knife. The core of the knife will see less time at the peak temperature and slower cooling rates in quenching. The variability is even greater when talking about bladesmiths who heat treat by eye.
In conclusion, between these factors and others, it is not usually feasible to heat treat every knife to have exactly the same properties every time. There will be some variability in the end performance. Usually (hopefully), this is a narrow enough range that it doesn’t matter.
Steel, Heat Treatment, and Edge Geometry
Changing to a different steel makes a bigger difference in steel properties than improving the heat treatment. A range of properties can be obtained by modifying the heat treatment of a single steel.
Toughness
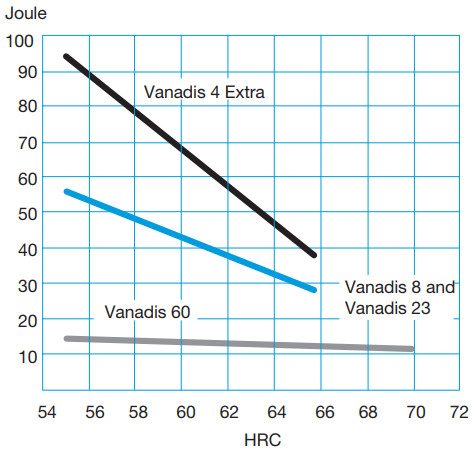
However, using a “tough” steel is going to provide much more toughness than doing a toughness-centered heat treatment on a highly wear resistant steel. Below shows toughness vs hardness for a few Uddeholm steels. Imagine you have been producing a knife in Vanadis 8 (10V, K390 equivalent) at 60 Rc but you have been seeing micro-chipping in the intended knife. Moving down to 58 or even 56 Rc would provide an increase in toughness. However, 56 Rc Vanadis 8 is only as tough as 62.5 Rc Vanadis 4 Extra. And using Vanadis 8 at that low hardness may lead to strength issues. Moving to Vanadis 4 Extra at the same hardness would provide a greater increase in toughness, while maintaining the same strength as Vanadis 8 you were using before. The lower amount of carbide in Vanadis 4 Extra provides better toughness than Vanadis 8 at the same hardness. I showed micrographs for a range of knife steels and discussed how carbide affects the potential for toughness in this article.
Edge Retention
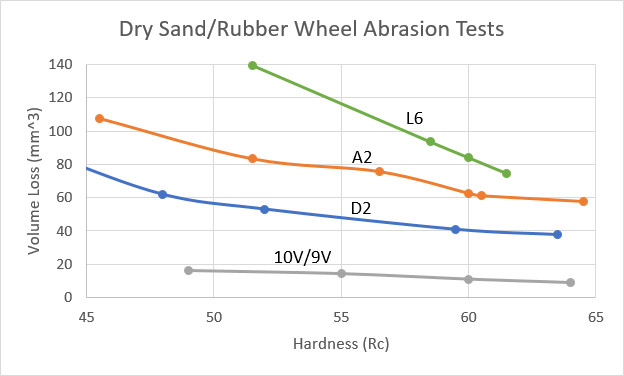
Similar principles apply when it comes to edge retention and wear resistance. Moving to higher hardness will provide better edge retention. However, edge retention can be improved much more by using a steel with more carbide and/or harder carbides. Below shows wear resistance vs hardness for several steels as tested by Carpenter steel, where you can see that moving to a higher wear resistance steel is more effective than increasing hardness (lower is better on the chart):
Similar differences are seen in CATRA and rope cutting edge retention testing.
Edge Geometry
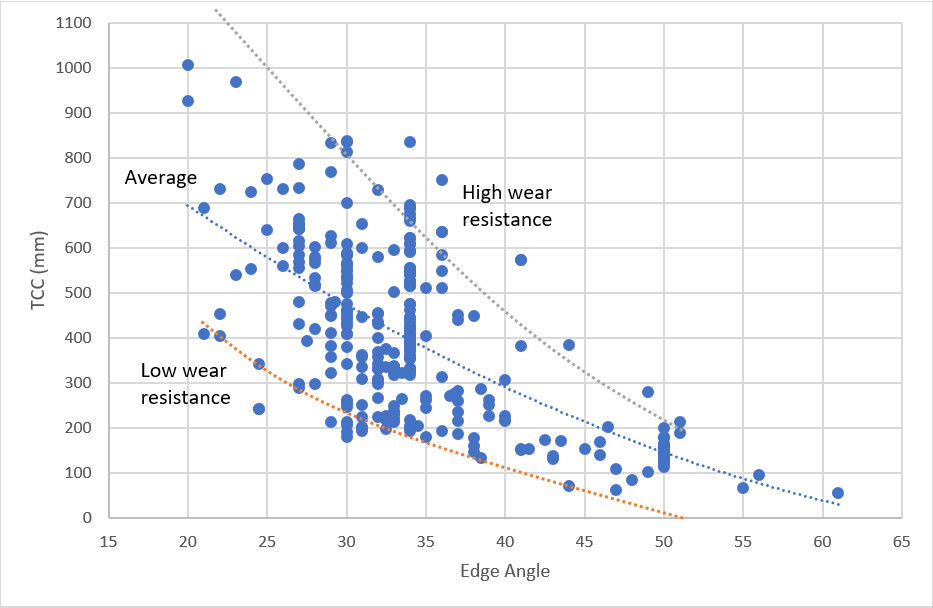
An even bigger effect than steel selection and heat treatment is edge geometry. A thinner, more acute edge cuts better and cuts longer than a thicker, more obtuse edge. Below shows amount of cardstock cut in a CATRA test for a range of steels vs edge angle. With a 25° per side edge (50° total on the plot), the edge retention maxes out at about 200 mm. Using 15° per side provides 200 mm cardstock cut even with very low wear resistance steels, and up to 800 mm with high wear resistance steels. Similar effects can be seen with a constant angle but thinner behind the edge.
The same principles apply in reverse when it comes to strength and toughness of edges. Thicker, more obtuse edges are much more difficult to deform or chip.
The edge geometry is the most important part of knife design and the most stellar steel and heat treatment combination can’t replace it. Design can be an iterative process, the geometry is dictated in part by the end purpose but also by the limits of the steel. A superior steel selection and heat treatment can allow a thinner edge geometry for a given application for better cutting performance. Improving only the steel or heat treatment without changing the geometry will provide less benefit.
Sharpenability
Using thin geometry also means better ease in sharpening because there is less material to remove. However, steel choice and heat treatment also affects ease in sharpening. Higher hardness means more wear resistance so material removal takes more time. However, low hardness steel does not reach the same level of sharpness due to an increase in edge roughness. Low hardness steel and steel with excessive retained austenite is prone to burr formation, particularly in thin edges. Hard steel is less likely to form large burrs, though if the steel is brittle micro-chipping can be a problem when sharpening thin edges.
Summary and Conclusion
For the reasons provided above, I think that a lot of knifemakers have a reputation for excellent heat treatment get that way because of superior knife design and execution. After all, what the customer sees is a knife that cuts well, feels good, and sharpens up nicely. That doesn’t mean that the knifemaker doesn’t have a very good heat treatment, but end users are less apt to notice a heat treatment that is a little bit better than another, as opposed to a knife with superior design and edge geometry. When it comes to “bad” heat treatment, however, with incorrectly heat treated blades that are soft, brittle, etc. the end user is going to notice. It is the knifemaker’s or knife company’s job to ensure they are choosing the right steel, heat treating it correctly, and optimizing its properties for the knife design. And to design the edge geometry around the limits of the steel and for the intended use and end user. “Magic,” physics-breaking heat treatments don’t exist, but doing things correctly goes a long way. However, there are various heat treatment variables that can be tested and adjusted to find optimal combinations of target properties.
I really enjoyed the “back to basics” nature of this article. I’m an engineer with a little training in mechanics of materials and I still get lost in the weeds sometimes! I think this would make a great starting point for new readers, especially with all the links to more in depth articles. Great work as usual!
Hello Mr. Thomas,
This is an exellent and very useful articel. I am following the hole topic with great interest, because I make and heat treat knifes by myself.
Nevertheless there is a question, which I have been thinking about quite a lot. Your articel points out, that a precise furnace is important and of course this is understandable.
But my question is: how can I check my furnace precisely?
Are “melting-tests” appropriate? (like melting NaCl at 801°or melting pure copper at 1085°)
Are there other good ways to check those high temperatures properly?
I changed my furnace to a PID-system with a type-K thermal element, so I already have quite a modern solution in use.
I try to keep long settlement times, but maybe there are other tips and tricks.
With best regards!
When I am referring to a precise furnace I am contrasting against an uncontrolled forge of unknown temperature. However, checking the accuracy of your furnace thermocouple can be comforting. I have never tried melting salt or copper though I have heard stories of inconsistent results, perhaps due to inevitable impurities. A second thermocouple is a more reliable method.
On the one hand i understand to check with a second element and I tried that in the past with good results. Nevertheless I am a little critical on the system itself. Checking one variable with the same PID/ type-K system twice does not seem as reliable as using two different systems for it. But I think you are right, it should be fine for basic harding tasks.
Thanks for your time!
I liked that you explained that heat treatments can change the strength of the steel. It might be smart to look into annealing. It is good to know that it will help get the metal hardened correctly.
I’ve been wondering a lot about the reality of differential hardening. Would an unhardened section really improve strength, or would it just bend? What happens along the boundary if force is applied to a section with different physical properties? Do you know of any research on this topic?
By definition, an unhardened portion of blade is lower in strength than one hardened through. It can mean a blade can bend further without breaking, however.
What do you think would happen to a differentially hardened blade if it was subject to a force that was enough to snap the hardened section? Would part snap and part bend? All snap? All bend? Would the soft part help protect the hard part from breaking to some extent?
It is possible for the edge to crack while the spine remains intact. For example, the 90 degree bend test rules set by the ABS allow a crack to be 1/3 the width of the blade. The ductile spine has better fracture toughness than the hard edge, meaning the crack growth can end at the tough spine.
I’d also be interested to hear some proper discussion and analysis on the topic- I feel that differential hardening is widely covered but only in a very shallow manner. We’ve been using it in Nepal for a very long time and honestly we’re a bit torn on the process despite us using it for hard use blades- the application that makes perhaps the most sense.
We feel that it gives us more shock/ impact resistance and helps fight catastrophic failures under the extreme forces of chopping, particularly on rat tail blades. Our blades aren’t used for batoning as frequently but we feel there could be some durability gains here also.
On the other hand though the blades bend much more readily and have basically zero springback- if you load them up enough that they bend then they stay bent. You can always bend them back but how many cycles of this plastic deformation can you do before the blade’s durability is worse than it would’ve been if it was just through hardened?
Aside from this making them much less useful for prying, It also leads to some fundamental design changes. To get adequate stiffness to resist this bending the spines and grinds need to be much thicker. This leads to heavier, stubbier blades that are quite length limited. For example a springy 2mm machete, filleting knife or highly tapered and thinly ground european sword just isn’t feasible from a durability standpoint. You can see the limitations of the process influencing japanese blade design also.
Another thing worth considering is that the various different methods collectively referred to as “differential heat treat” actually produce very different microstructures.
We edge quench (austenitize uniformly, harden selectively, then temper uniformly) which means that the less quenched parts of the blade are basically pearlite (with a pretty big grain size) while the edge is tempered martensite.
Others differentially temper (austenitize uniformly, harden uniformly, temper selectively) by placing the edge in a cold water bath and then tempering the rear via a torch. If done properly I could imagine that this could give a full tempered martensite structure but just with a less tempered edge. The temper produced here would be very different to one from an oven at lower temps over hours though as by the nature of the process it needs to be hotter and quicker- I can only guess at what the actual microstructure is like.
I’m sure there are also people that heat the edge up with a torch then quench (selective austenitization, uniform quench, uniform temper) but austenization temp would be difficult to control with the rapid rate of heating required in such a situation and there’s of course no soak. And what microstructure would the spine have? potentially you could start with a uniform fine, tempered martensite structure but who knows how much of it you’d have afterwards.
You’re a very busy man Larrin and your time is scarce, but maybe this is an area that could benefit from some light being sone on it in a future project.
So is there a compendium of manufacturers of knives that points to the firms that are most successful in heat-treating their blades?
Not really