Thanks to Maxi, Michael Fitzgerald, Samy Tammam, Russ Ramski, and Scott Guthrie for becoming Knife Steel Nerds Patreon supporters! We are almost to 300 supporters! Wow!
New T-Shirts!
After requests from any kind fans we now have t-shirts available, including an awesome one with the MagnaCut logo on front and knife grinding man on the back. Note it is available in a few different styles and colors. Click this link if you want one.



History of Cronidur 30
It was known that nitrogen could replace carbon to form hard martensite. Both are small “interstitial” elements that create the hard structure necessary for knives. Or in this case, Cronidur 30 was developed for bearings. There have been several steels designed for bearings that also see regular use in knives, such as 52100, 154CM, and BG42. And 440C has a long history of being used in bearings. Nitrogen is also beneficial for corrosion resistance, while carbon is almost always detrimental. Nitrogen improves pitting resistance. It is also less prone to form chromium nitride than carbon is to form chromium carbide. That leaves chromium “in solution” to improve corrosion resistance. You can learn more about how nitrogen works in this article on nitrogen-alloyed knife steels.
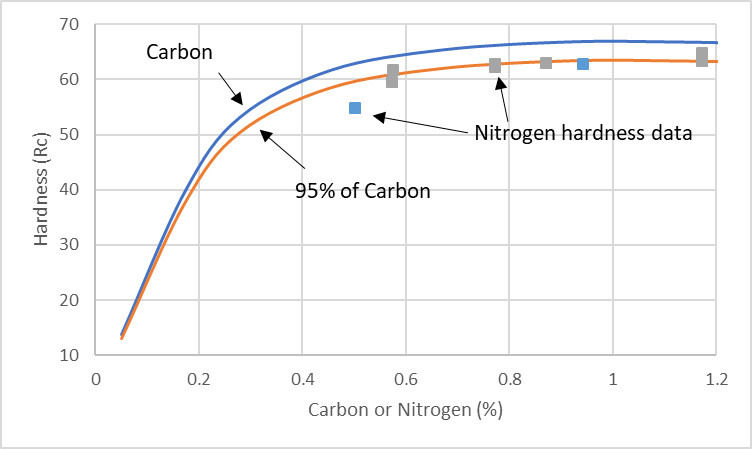
Nitrogen contributes somewhat less to hardness than carbon. This creation comes from sources cited in this article.
One of the major reasons nitrogen isn’t used more often is because the nitrogen gas is not very soluble in liquid steel. It tends to bubble out when attempting to add it to steel. So with conventional steel production the nitrogen is often limited to the 0.08-0.12% range. Maybe enough to make a difference but not enough to replace much of the carbon in a knife steel needing to be 60+ Rc. One approach to increasing the amount of nitrogen is to produce the steel under high pressure. In the late 1980s Vereinigte Schmiedewerke of Krupp-Kloeckner-Thyssen (VSG) built a pressurized electroslag remelting furnace (PESR) which was capable of having pressure up to 40 bar with a capacity of 20 tons [1]. In the early 1990s they used this technology was used by researchers at Rurh-Universitat Bochum and FAG Bearing Co. VSG to develop high hardness bearing stainless steels [2][3].
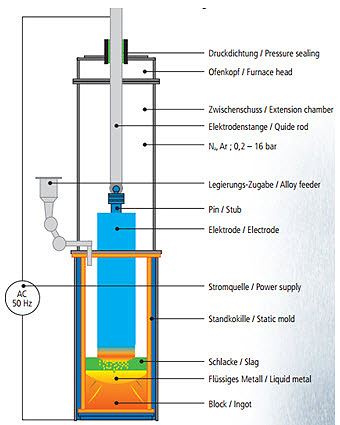

Images of PESR from [4]
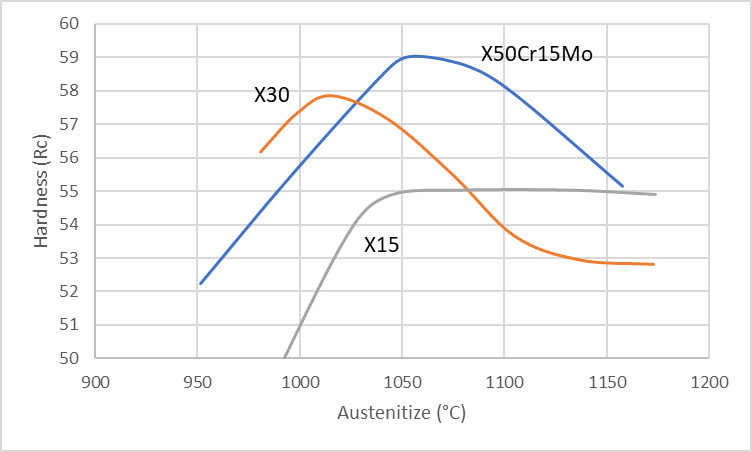
The 40 bar pressure limited them to about 0.4% nitrogen, which is not enough to reach hardness of 58 Rc and above. So instead they experimented with different combinations of carbon and nitrogen to achieve the desired hardness levels. These were produced in a 100kg laboratory furnace which was also capable of 40 bar pressure for increased nitrogen. They used a basis of 15% Cr and 1% Mo, using 1.4116/X50Cr15Mo as their base steel to replace carbon with nitrogen.
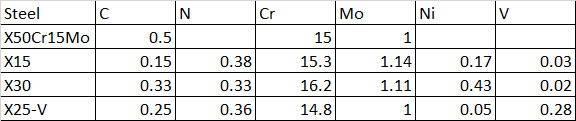
Through these test heats they found that more carbon was better for higher hardness, with the “X30” composition reaching similar hardness levels to the X50Cr15Mo. This resulted in a similar composition to what would be named Cronidur 30. However, they also tested a composition with increased vanadium. The vanadium addition was to help with hardness when tempered in the high temperature regime (secondary hardening). This grade does not seem to have been pursued, however.
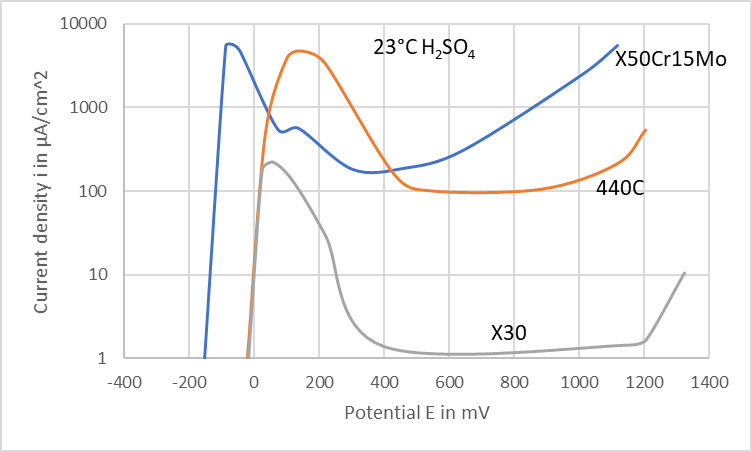
Corrosion testing found greatly improved corrosion resistance when compared with X50Cr15Mo and 440C due to the replacement of carbon with nitrogen, putting nitrogen in solution and also leaving more chromium in solution as opposed to forming chromium carbides. This is shown in a current density-potential curve in sulfuric acid below. The “X30” steel had a significant drop in passive current density, and an increase in breakthrough potential, which demonstrates an improvement in corrosion resistance.
They also found that the reduction in chromium carbide vs other martensitic stainless steels like X50Cr15Mo and 440C led to improved toughness because the carbide size was greatly reduced and the overall volume of carbide/nitride is lower than in those martensitic stainless steels.
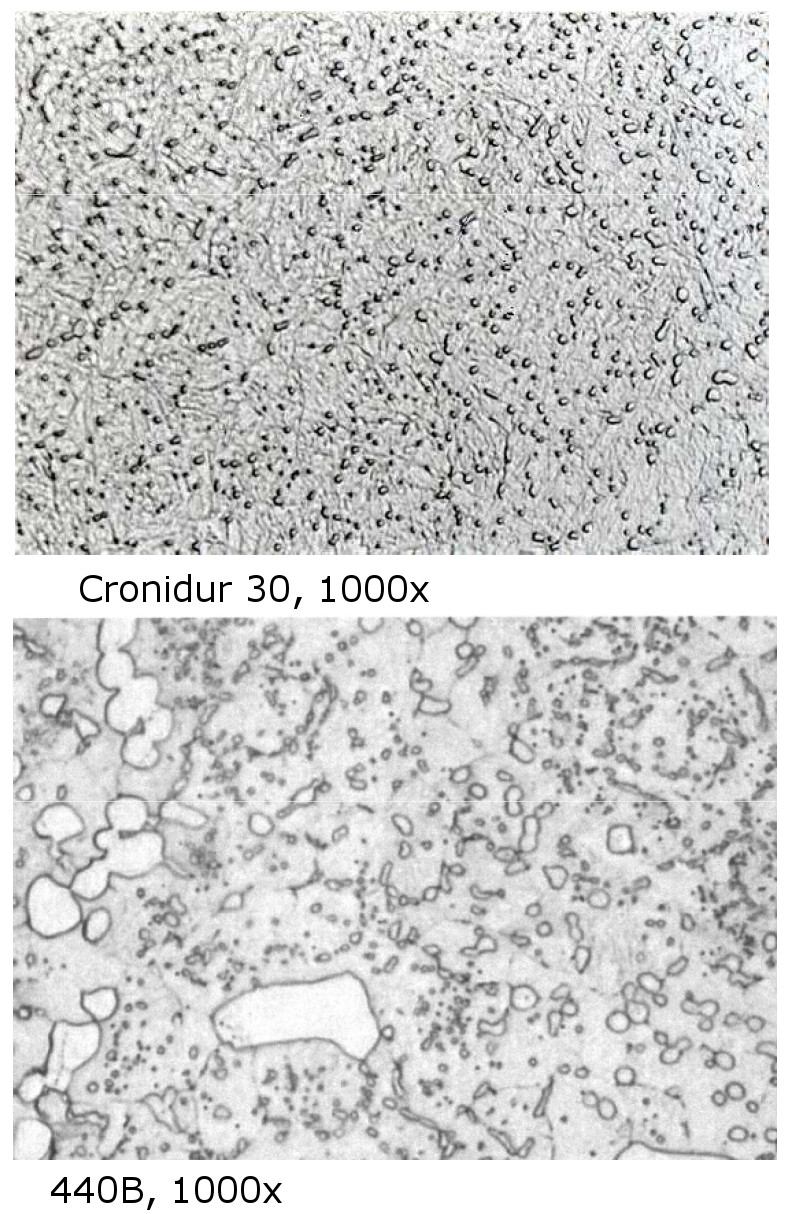
Image from [5]
Names of the Steel and Final Composition
So the “X30” grade was released as Cronidur 30, though it is now being sold under several other names such as Zapp LC 200 N, Alpha Knife Supply Z-Finit, and Bohler N360. Knife enthusiasts now may know it better by the name LC200N as sold in knives such as by Spyderco. My supposition is that all of these different versions are ultimately being produced by VSG with the same large PESR facility that they developed. I haven’t been able to confirm this but it seems likely. Perhaps the different companies are buying the ingots and then forging and hot rolling it for sale.
![]()
Heat Treating of Cronidur 30/LC200N/Z-Finit/N360
Below is the tempering chart from the Zapp LC200N datasheet [6]:
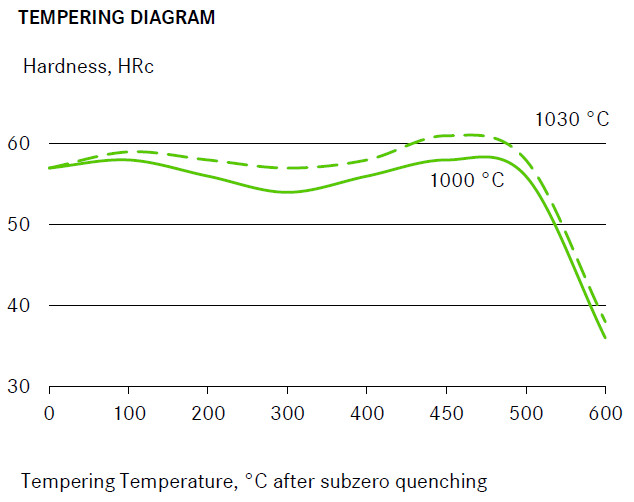
Those hardness values are roughly equal to those that we have found in our experiments of the steel. These were heat treated either by myself (CATRA) or Warren Krywko (toughness coupons). A summary of the heat treatments we have done are shown in the table below:

It seems that the hardness of the steel tops out around 60 Rc. It may be possible to optimize the heat treatment parameters and achieve 61 Rc or so but using the relatively safe 1900°F austenitize leads to about 59-60 Rc.
Microstructure
Below are micrographs of the steel taken by me, and for comparison I have other low carbide/nitride steels AEB-L and 14C28N, and a large carbide steel 440C. The structure of LC200N is very fine as was reported in the articles about the steel. We would expect this to lead to excellent toughness of the steel.
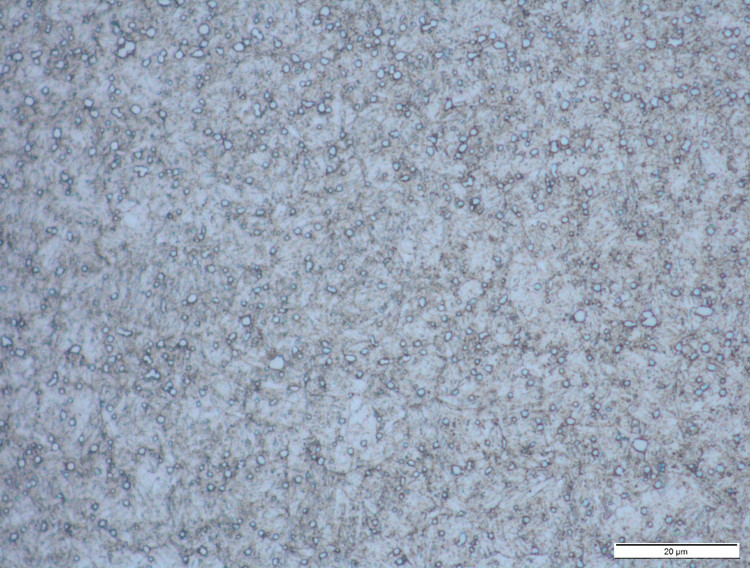
LC200N (1905°F austenitize)
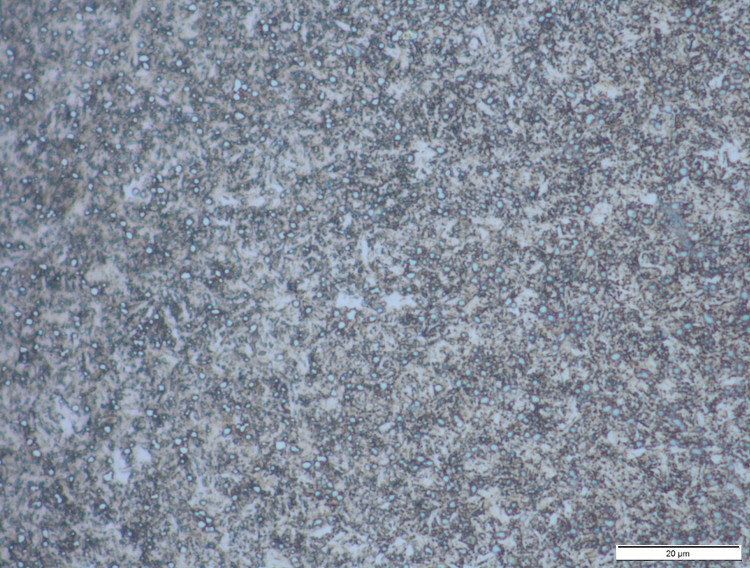
AEB-L (1975°F)
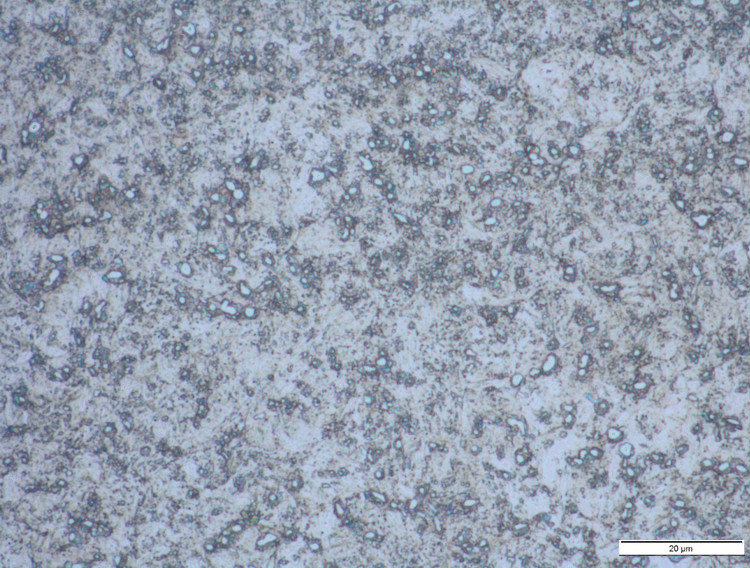
14C28N (1950°F)
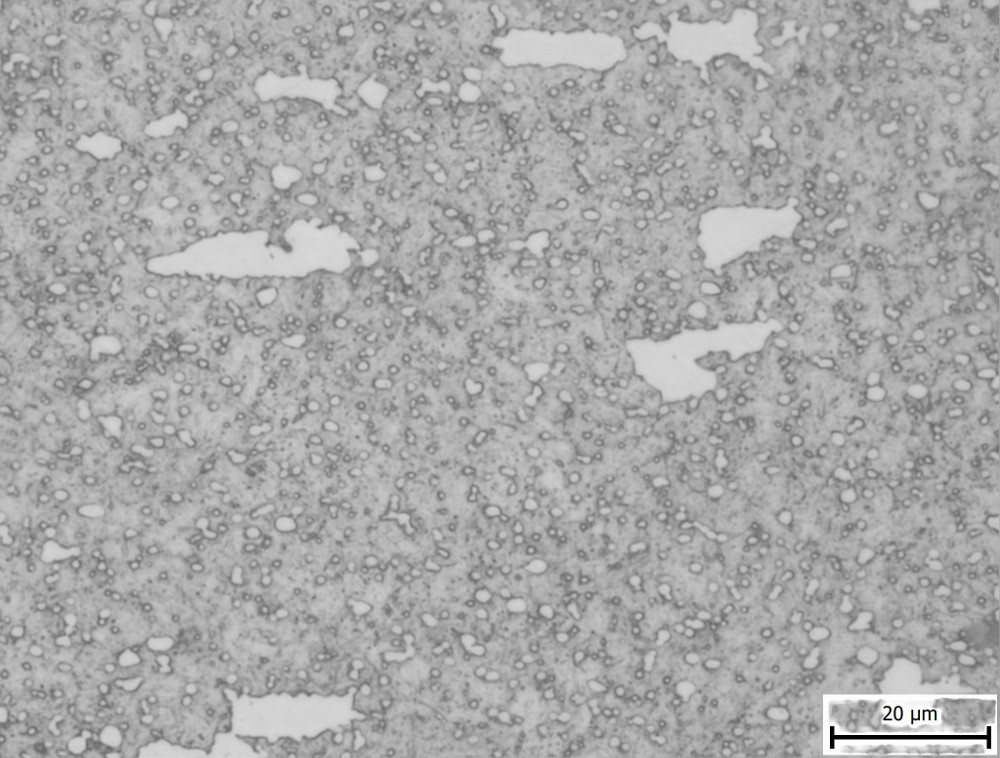
440C (1900°F)
Toughness
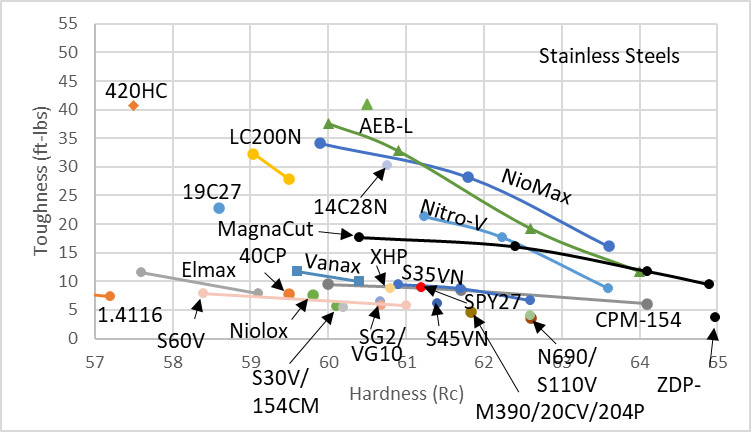
As was previewed in the microstructure section, the toughness of Z-Finit/LC200N/Cronidur 30 is excellent, similar to AEB-L and 14C28N. The fine carbide/nitride structure and the low volume of those particles gives it very high toughness.
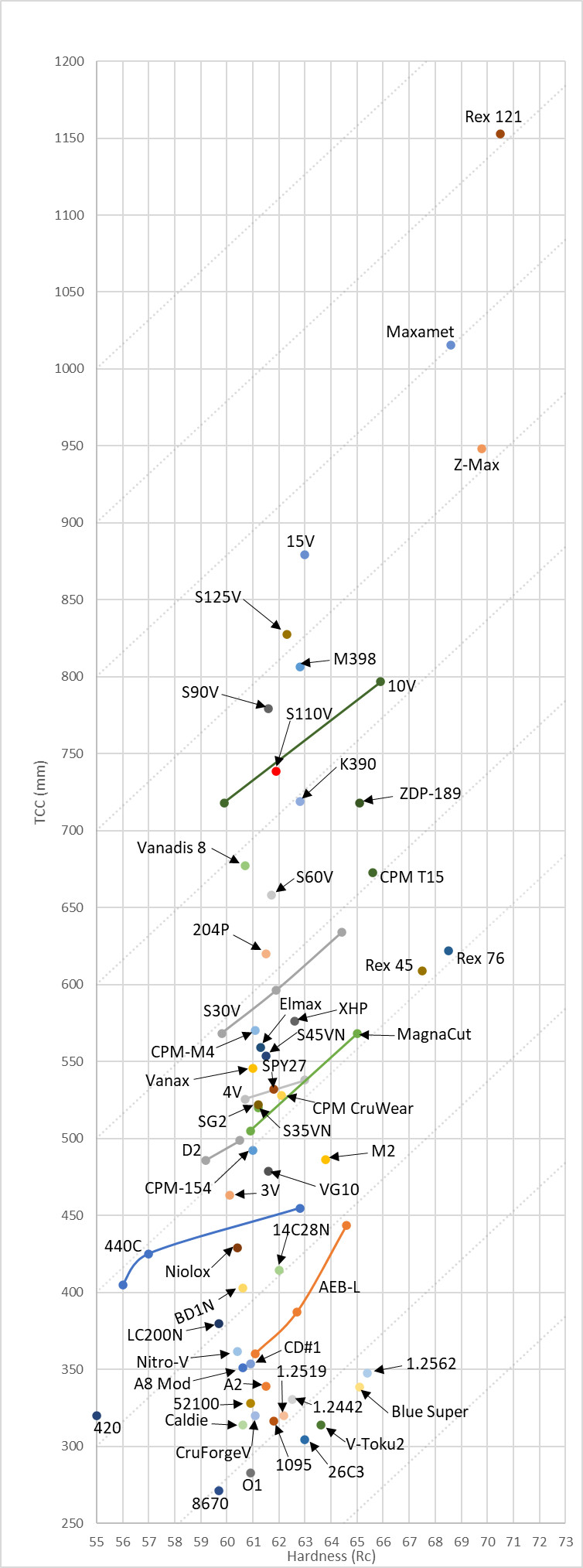
Edge Retention
The edge retention of LC200N/Cronidur 30/Z-Finit/N360 is pretty good given its relatively low volume of carbide/nitride. When compensating for hardness it did better than AEB-L and Nitro-V, and matches 14C28N. 14C28N can be heat treated to higher hardness, however, giving it potential for better edge retention. These steels are lower in edge retention than higher carbide steels and vanadium-containing steels like 440C, 154CM, S30V, etc. The toughness-edge retention balance of LC200N is similar to those other low carbide grades like AEB-L and 14C28N, but with very excellent corrosion resistance, as will be shown below.
Corrosion Resistance
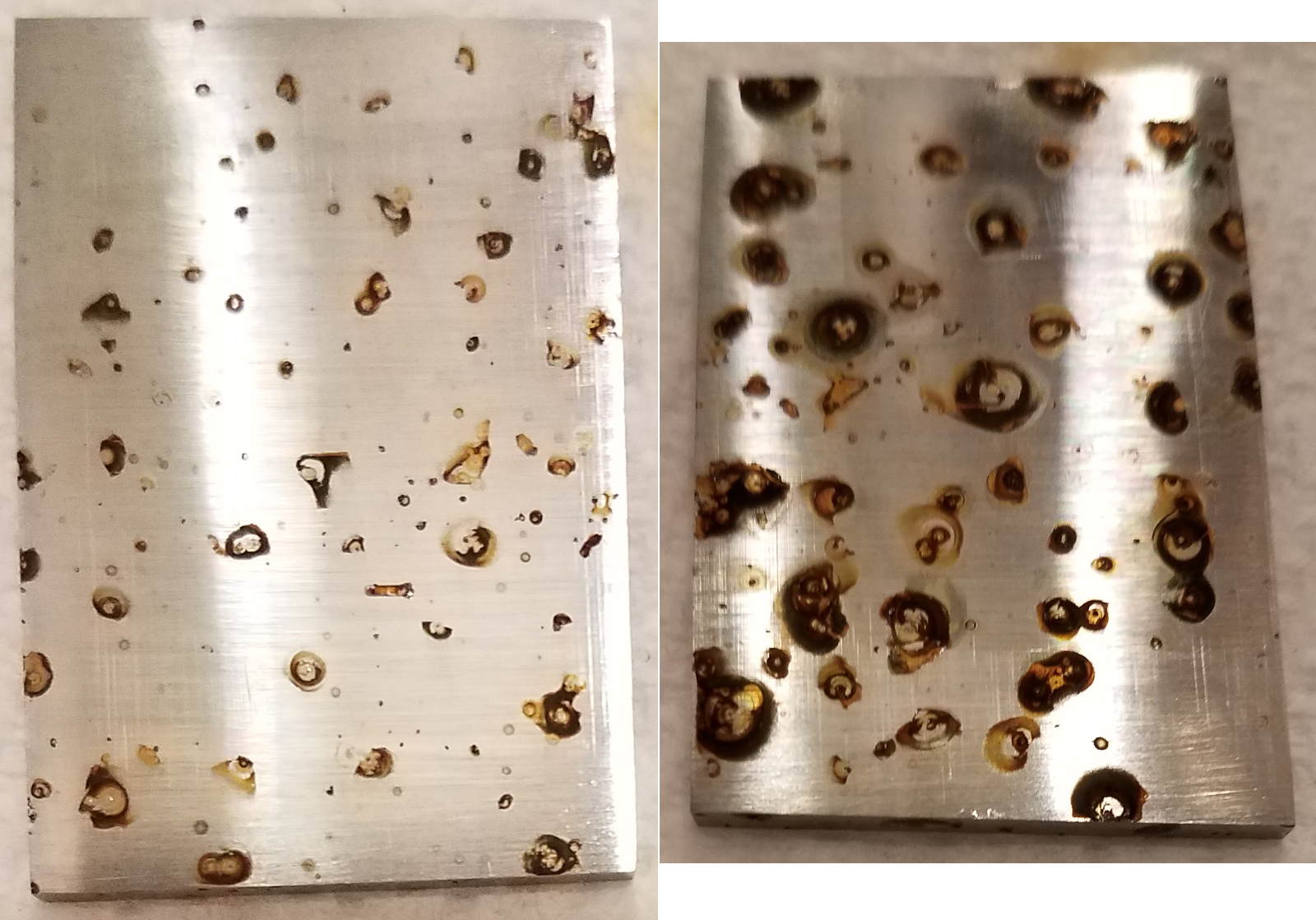
I have tested LC200N with my standard 1% saltwater test and also the more difficult 3.5% saltwater test, and in both cases I found no rust spots on the steel. This puts it at the top of the charts for corrosion resistance of knife steels, along with other high corrosion resistance grade Vanax. This is better corrosion resistance to AEB-L and 14C28N which I have been comparing it to above. In the images below 24 hours of saltwater spray is on the left and 48 hours on the right, for the 1% saltwater test.
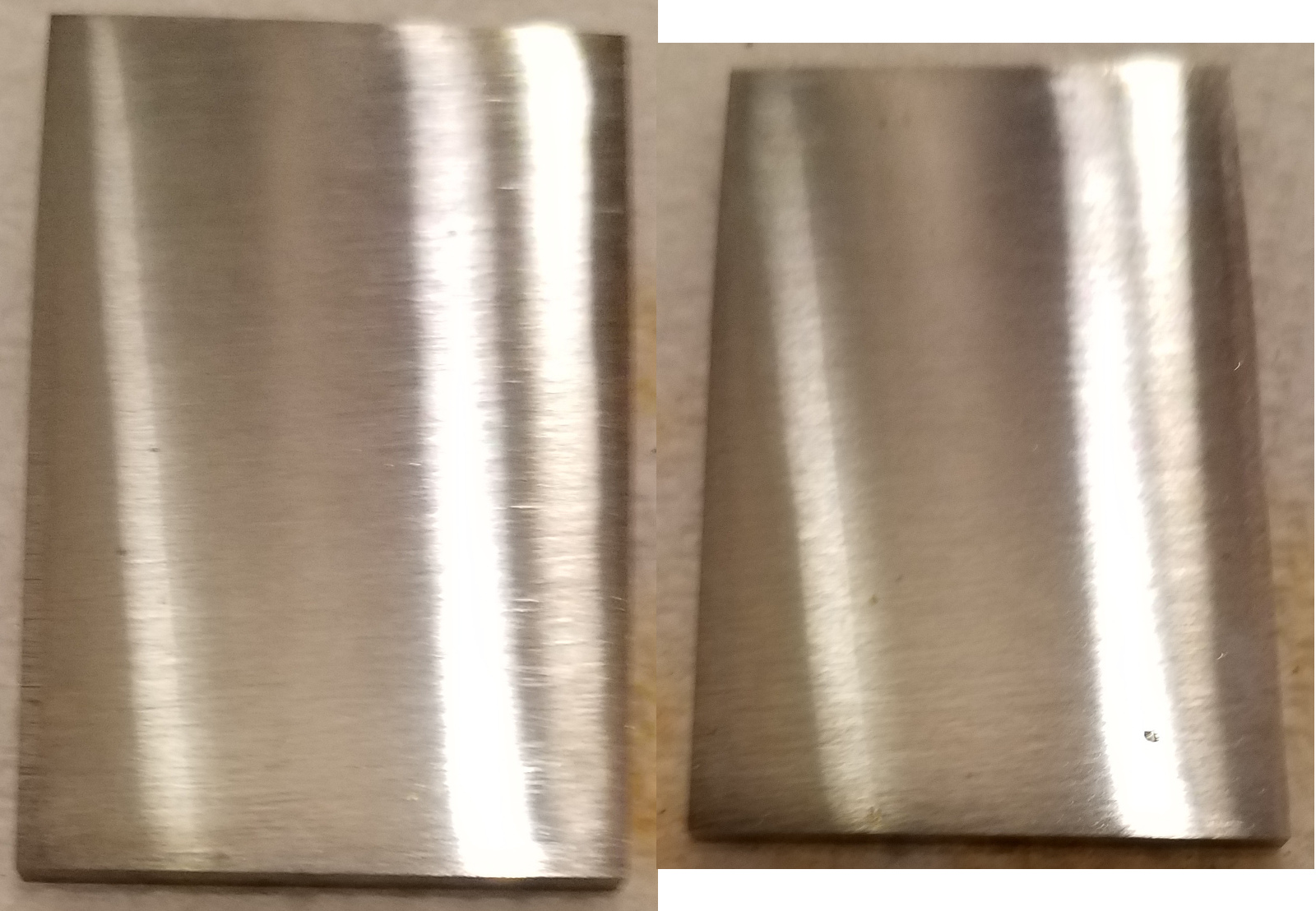
LC200N
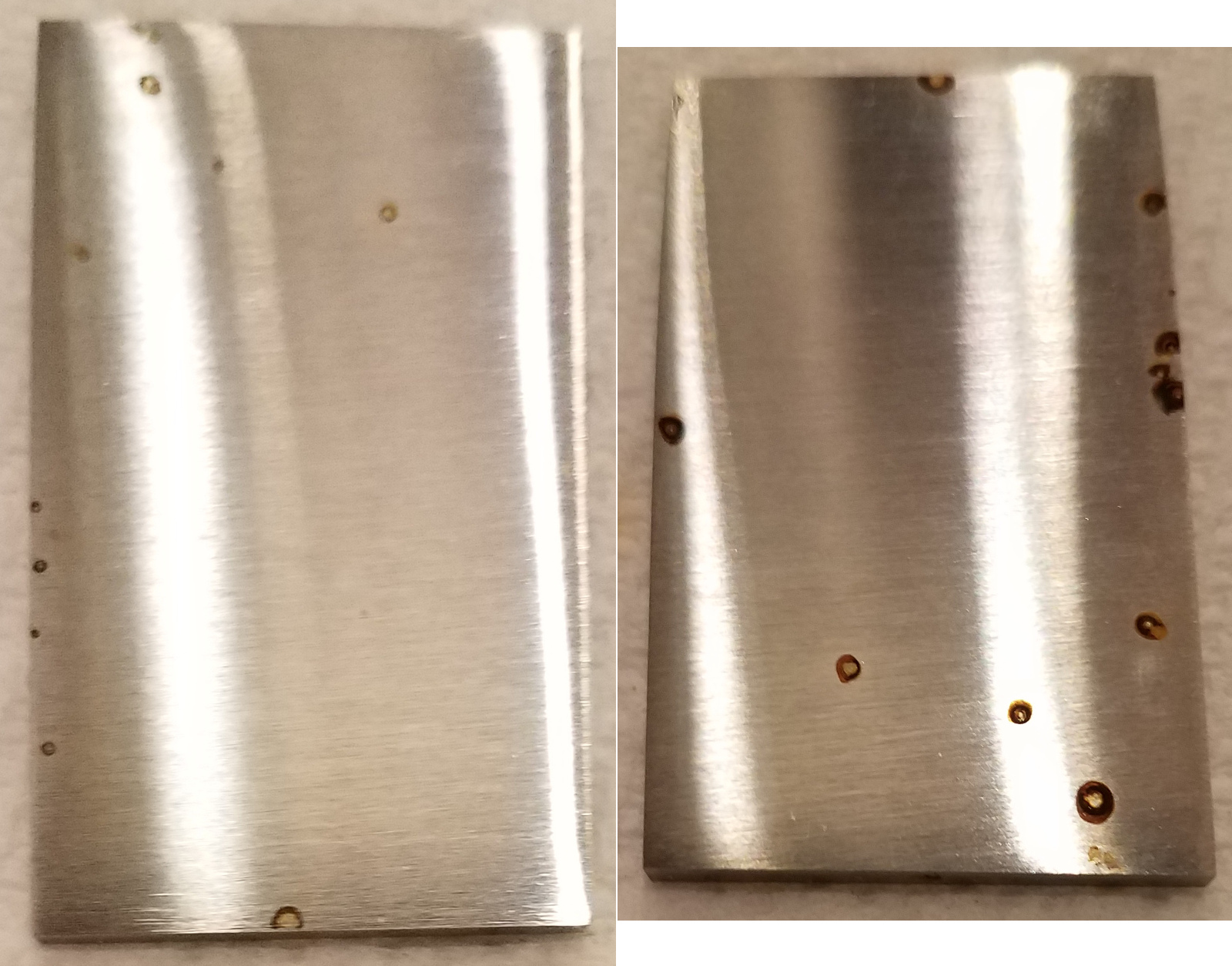
14C28N
AEB-L
Conclusions and Summary
Cronidur 30, also sold as LC200N, Z-Finit, N360, and others, has an interesting history. It was developed as a bearing steel using a specialized production process (pressurized electroslag remelting), to increase the nitrogen content of the steel through high pressure. The partial replacement of carbon with nitrogen gives the steel improved corrosion resistance and toughness when compared with the carbon version, X50Cr15Mo. LC200N has a max hardness of about 60 Rc, which is probably its biggest limitation. Its edge retention and wear resistance is similar to other low carbide steels like AEB-L and 14C28N. The steel has excellent corrosion resistance and toughness as well. This gives LC200N a very good combination of properties. If higher hardness is desired at the cost of some corrosion resistance, 14C28N is a good alternative. If you want another high corrosion resistance grade but with higher edge retention, Vanax is also available.
[1] Pant, Paul, Peter Dahlmann, Wolfgang Schlump, and Gerald Stein. “A new nitrogen alloying technique‐a way to distinctly improve the properties of austenitic steel.” Steel research 58, no. 1 (1987): 18-25.
[2] Chin, H. A., R. W. Bursey, D. D. Ehlert, R. Biroscak, E. Streit, and W. Trojahn. “Cronidur 30‐An Advanced Nitrogen Alloyed Stainless Steel For Advanced Corrosion Resistant Fracture Tough Cryogenic Bearings.” In Advanced Earth-to-orbit Propulsion Technology 1994: Proceedings of a Conference Held at NASA George C. Marshall Space Flight Center, Marshall Space Flight Center, May 17-19, 1994, vol. 2, p. 321. National Aeronautics and Space Administration, Marshall Space Flight Center, 1994.
[3] Berns, Hans, and Werner Trojahn. “High-nitrogen Cr-Mo steels for corrosion resistant bearings.” In Creative Use of Bearing Steels. ASTM International, 1993.
[4] https://www.totalmateria.com/page.aspx?ID=CheckArticle&site=kts&NM=461
[5] https://www.progressivealloy.com/pdf/cronidur30.pdf
[6] https://www.zapp.com/fileadmin/_documents/Downloads/materials/powder_metallurgic_tooling_steel/special_material/en/LC200N_Datasheet.pdf
Interesting article. Thank you. Aubert & Duval makes (2) high nitrogen steels similar to Cronidur. XD15NW is remelted, much like Cronidur. XD16N is AIR MELT only, and therefore, much less expensive than both Cronidur and XD15NW.
LC200N seems to be appearing on a lot of relatively inexpensive Spydercos lately, is that a sign that the steel is becoming more generally available to knife makers? Would be nice to see it offered on more knives, especially kitchen knives. Certainly a more practical upgrade for most users than crazy edge retention.
Availability to Spyderco and availability to individual knifemakers are two different things. Alpha Knife Supply is the easiest source for individual makers I know of.
Mike,
Have you considered the XD15NW / XD16N that I mentioned in the other comments – it is readily available.
Thanks for the suggestion, Josh, but I’m not a knifemaker, just some nerd on the internet.
Hi Larrin
Good article on nitrogen steels. I was curious if nitrogen stabilizes austenite in the same way that carbon does, or if the two working together might ease or eliminate that problem ?
Clay
Nitrogen also stabilizes austenite. I wrote about that in the Vanax hardness article: https://knifesteelnerds.com/2019/03/25/heat-treating-vanax/
Is it impossible for a stainless steel to reach 67-70+ HRc hardness ? why there is no superhard stainless steels ?
The biggest example is ZDP-189/Cowry-X. But as I’ve said in other articles I don’t think it’s actually stainless. Once you have enough chromium in solution you start to fight retained austenite when you get enough carbon for 64+ Rc.
Looking at ZAPP Steel’s Data sheet on LC200N they show this steel can attain a hardness of HRC 61 by holding at 1900 F for 20 minutes and they put a note underneath of “1040 C [1900 F] is maximum Austenizing temperature!” with a sub-zero temper of -180 C [-292 F] then 2×2 hours at 480 C [896 F]. There are some serious notes on de-nitrifying of this steel, they make it seem somewhat worse than decarb is. Even saying to fill the oven with Nitrogen or double wrapping in foil if that’s not possible.
Look up Zeolite, it’s melting point is 1600C and it is a molecular sieve. I might get some out of an old worn out O2 concentrator because the zeolite beds cannot adsorb (note not absorb) Nitrogen, their surface cations cannot release it anymore. The zeolite obviously would’ve been processed for a Nitrogen cycle. An O2 concentrator removes Nitrogen under pressure from the air leaving 95% O2. 1900 degrees may get the fine beads to let go of the N inside a foil packet and create a Nitrogen pocket around the steel.
Alpha’s prices are pretty steep for this steel, least expensive piece is $28 for a 11.7″ long by 1.7″ wide .066 piece of it that isn’t flat ground. Kind of out of my price range for experimenting as I cannot spare an extra $300 or so right now.
Yes in the toughness and CATRA heat treatment table you will see the 895F temper; it didn’t come out as hard as a 300-325F temper for us. And I don’t typically recommend the high temper because of reduction in corrosion resistance.
Hello, I always enjoy reading your great articles!
I’ve got a question about nitrogen steels. Nitrogen steels such as LC200N and Vanax got best corrosion resistance and good toughness at the same time… It sounds like they’re superior to most of the normal stainless steels, but I’m looking for cons of nitrogen steels.
I’ve been using H1 for quite a while and I’ve realised that this steel is tough to be anti-chipping pretty good, but is not anti-bending at all. H1 is hard to chip, but easy to bend and it doesn’t get back. Low springness, and I’m not sure if I can call this steel ‘tough’.
Although H1 is a rather different steel from LC200N or Vanax, but is it possible that other nitrogen steels(LC200N, Vanax etc) could have the similar characteristics(low springness) as well?
H1 is a very different steel than LC200N and Vanax, see this article about it: https://knifesteelnerds.com/2019/06/24/h1-steel-how-it-works/
Also H1 doesn’t have an intentional nitrogen addition so it can’t be called a “nitrogen steel” under any definition.
Doctor, do you know if you have ever touched the m368 Can you rate it?
Just noticed that there is a difference in composition of LC200N and N360. LC20N has 0.4 Ni and N360 has 0.6 Si. Is there a possible difference in heat treat that can occur?
LC200N has a 0.5% Ni maximum (as does the original, Cronidur 30). This is because there is nickel in scrap steel so there is always some amount of nickel in the steel. Neither steel has a target of 0.4% Ni. The LC200N datasheet does not list the target Si content, but virtually all tool steels and martensitic stainless steels have at least 0.3% Si. Crucible does not list the Mn and Si content for many of their steels, for example. LC200N and N360 are the same.
Thanks for the excellent content. Really surprised by LC200N’s fine microstructure and high toughness.
Given its high toughness, is it possible to run a low-angle edge and get more effective edge-retention out of it than other popular low-toughness super steels (like S30V)?
You might be able to though the limited hardness is more likely to be an issue.
“However, they also tested a composition with increased vanadium. The vanadium addition was to help with hardness when tempered in the high temperature regime (secondary hardening). This grade does not seem to have been pursued, however.”
Larrin: Would a higher vanadium version on Lc200n be possible with todays tech? Something that has at least 1% vanadium so you could retain toughness and stainlessness but increase the edge retention that lc200n lacks?
Once you are approaching 1% vanadium those carbides are going to be relatively large if it isn’t made with powder metallurgy. This would remove the toughness advantage of LC200N. Which moves us into the realm of nitrogen PM steels like Vanax.